
部分配向ポリ(トリメチレンテレフタラート)糸
【課題】安定な部分配向ポリ(トリメチレンテレフタラート)糸および部分配向糸を仮撚りテキスチャリングするための連続延伸テキスチャリング方法が求められている。さらに、ポリ(トリメチレンテレフタラート)部分配向糸の仮撚りテキスチャリングのための経済的方法が求められている。本発明はこのような糸および方法を提供する。
【解決手段】ポリエステルポリマーから製造される部分配向糸であって、前述のポリマーは、繰返し単位の少なくとも85モル%がトリメチレン単位からなる少なくとも85モル%のポリ(トリメチレンテレフタラート)を含み、前述のポリマーは少なくとも0.70dl/gの固有粘度を有し、この部分配向糸は少なくとも110%の破断伸びを有する。さらに、部分配向糸の紡糸方法および部分配向フィード糸の連続延伸テキスチャリング方法。
【解決手段】ポリエステルポリマーから製造される部分配向糸であって、前述のポリマーは、繰返し単位の少なくとも85モル%がトリメチレン単位からなる少なくとも85モル%のポリ(トリメチレンテレフタラート)を含み、前述のポリマーは少なくとも0.70dl/gの固有粘度を有し、この部分配向糸は少なくとも110%の破断伸びを有する。さらに、部分配向糸の紡糸方法および部分配向フィード糸の連続延伸テキスチャリング方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はテキスチャードポリエステル糸に関する。より詳細には、本発明は部分配向ポリ(トリメチレンテレフタラート)フィード糸、前記フィード糸の仮撚りテキスチャリングのための連続延伸テキスチャリング方法およびテキスチャードポリ(トリメチレンテレフタラート)糸を提供する。
【背景技術】
【0002】
テキスチャードポリエステルマルチフィラメント糸の調製は、長年世界的規模で工業的に実施されてきた。多くのよく知られたテキスチャリング方法があり、連続フィラメント糸のクリンピング、ルーピング、コイリングまたはクリンクリングを含む。このようなテキスチャリング方法は通常、大きなストレッチ、豪華なバルク性およびすぐれた手触りなどのすぐれた性質をテキスタイル糸に付与するために用いられる。このような方法の1つである仮撚りテキスチャリングにおいて、糸は2点の間で撚られ、ヒートセット温度に加熱され、冷却され次に撚りは戻るにまかせられる。この方法は、撚りによる変形が糸にセットされるので、望ましいテキスチャを付与する。
【0003】
ポリエステル糸の仮撚りテキスチャリングは最初ピンスピンドル法を用い、一般に完全配向糸で実施されてきた。最近、フリクション仮撚り法が部分配向糸向けに開発された。フリクション法を用いる仮撚りテキスチャリングではピンスピンドル法よりかなり早い加工速度が可能である。さらに、部分配向糸は連続プロセスで延伸されテキスチャを付与され、そのため操業コストを下げることができる。これらの理由によって、フリクション仮撚り法はテキスチャードポリエステル糸の製造ではより好ましい。このような方法は慣用のポリエステルおよびポリアミド糸を用いて極普通に実施されてきた。
【0004】
より最近になって、より多くの種類のポリエステル糸に注意が向けらている。特に、ポリ(トリメチレンテレフタラート)糸をテキスタイル産業向けに工業化することに多くの資源が振向けられてきた。従来技術においては、旧来の効率の悪いピンスピンドル法のみが完全配向ポリ(トリメチレンテレフタラート)糸のテキスチャリングに成功していた。部分配向ポリ(トリメチレンテレフタラート)糸の延伸テキスチャリング方法の開発はいくつかの要因によって妨げられてきた。
【0005】
ポリ(トリメチレンテレフタラート)の連続延伸テキスチャ方法工業化の成功を妨げる第1の要因は、安定な部分配向糸の欠如であった。紡糸後、部分配向糸は通常チューブまたはパッケージに巻かれる。糸パッケージは次に、延伸もしくは延伸テキスチャリングなどの後加工作業におけるフィード糸などに用いられるように保管されるかまたは販売される。部分配向糸パッケージは、糸またはパッケージ自体が糸の経時変化または保管もしくは糸パッケージの輸送の間に受けた他の損傷により損傷されている場合、次の延伸または延伸テキスチャリング方法に用いることができない。
【0006】
部分配向ポリ(エチレンテレフタラート)糸は通常、それほど早く経時変化せず、従って下流部門の延伸または延伸テキスチャリング作業に適する状態のままである。このような部分配向糸は通常約3500ヤード/分(「ypm」)(3200メートル/分、「mpm」)の速度で紡糸される。過去において、これと同じ領域の紡糸速度を用いて安定な部分配向ポリ(トリメチレンテレフタラート)糸を製造しようとする試みは失敗してきた。得られた部分配向ポリ(トリメチレンテレフタラート)糸は、経時変化で結晶化するとき約25%まで収縮するということが見出された。極端な場合、収縮が非常に大きいために糸の収縮力でチューブが物理的に損傷する。それほど極端でない場合でも、収縮は部分配向ポリ(トリメチレンテレフタラート)糸を延伸または延伸テキスチャリング作業向けには適さないものにする。このような場合、パッケージはたいへん固く巻かれているので糸はパッケージから巻き戻されるときに簡単に切れる。
【0007】
従来技術において工業的に実施できる連続延伸テキスチャリング方法の開発を妨げていた別の要因は、適切な加工条件が確立されていなかったということである。ポリエチレンテレフタラートで用いられるものに似た方法での部分配向ポリ(トリメチレンテレフタラート)糸の延伸テキスチャリングに対する努力の結果は、大きすぎるまたは小さすぎるバルク性および/または過度のフィラメントの切断など、糸品質の低下であった。劣る糸品質に加えて、処理能力は頻繁なテキスチャリングの中断のため低かった。テキスチャリングの中断がおこる度に、延伸テキスチャリング方法は、糸を延伸テキスチャリング機に通し直さねばならないので停止する。このような処理上の非効率の結果、処理量は少なくなりまた運転コストは大きくなる。フリクション仮撚り法に対する処理条件のわずかな変更は同様に不成功であった。
【0008】
ポリ(トリメチレンテレフタラート)部分配向糸の連続延伸テキスチャ法を開発しようとする他の努力には、撚りにより引き起こされる延伸および結晶化による自然収縮を補償するために延伸倍率を下げることと、撚り入れ(twist insertion)レベルを下げるためにテキスチャリングディスクの全域での張力を低下させることが含まれていた。これらの努力は、テキスチャード糸のデニールがずっと大きくなり、糸の品質が低下し、作業効率が低下する結果となり、成功しなかった。これらの問題を相殺するために、所望の最終デニールを得るためにフィード糸のデニールを調節せねばならない。
【発明の概要】
【発明が解決しようとする課題】
【0009】
それ故、安定な部分配向ポリ(トリメチレンテレフタラート)糸および部分配向糸を仮撚りテキスチャリングするための連続延伸テキスチャリング方法が求められている。さらに、ポリ(トリメチレンテレフタラート)部分配向糸の仮撚りテキスチャリングのための経済的方法が求められている。本発明はこのような糸および方法を提供する。
【課題を解決するための手段】
【0010】
本発明はポリエステルポリマーから製造される部分配向糸に関しており、前記ポリマーは、繰返し単位の少なくとも85モル%がトリメチレン単位からなる少なくとも85モル%のポリ(トリメチレンテレフタラート)を含み、および前記ポリマーは少なくとも0.70dl/gの固有粘度を有し、ならびにこの部分配向糸は少なくとも110%の破断伸びを有する。
【0011】
さらに本発明は部分配向糸の紡糸方法に関しており、ポリエステルポリマーを2600mpmより小さい紡糸速度および約250℃と270℃の間の温度で紡糸口金を通して押出す工程を含み、前記ポリマーは、繰返し単位の少なくとも85モル%がトリメチレン単位からなる少なくとも85モル%のポリ(トリメチレンテレフタラート)を含み、および前記ポリマーは少なくとも0.70dl/gの固有粘度を有する。好ましくは、紡糸速度は1650mpmおよび2300mpmの間である。
【0012】
本発明はまた、ポリ(トリメチレンテレフタラート)を本質的に含むポリマーから製造される部分配向フィード糸の連続延伸テキスチャリング方法に関しており、この方法は、(a)部分配向フィード糸を、約160℃と200℃の間の温度にセットされたヒータを通して供給する工程と、(b)糸が撚り入れ装置およびヒータを含むヒータまでの間の領域で約46度から約52度の撚り角度を有して撚られるように、加熱された糸を撚り入れ装置に供給する工程と、(c)糸を巻取機に巻く工程と、を含む。
【0013】
本発明はさらに、以下の工程、すなわち(a)前述の部分配向糸を、約160℃と200℃の間の温度にセットされたヒータを通して供給する工程と、(b)糸が撚り入れ装置およびヒータを含むヒータまでの間の領域で約46度から約52度の撚り角度を有して撚られるように、糸を撚り入れ装置に供給する工程と、(c)糸を巻取機に巻く工程と、をもつ部分配向糸の連続延伸テキスチャリングによって製造される延伸テキスチャード糸に関する。
【0014】
好ましくは、撚り入れ装置はディスクタイプなどのフリクションスピンドルである。
【0015】
好ましくは、フリクションスピンドルは少なくとも1個の入口ガイドディスク、3から5個の作業ディスク、および1個の出口ガイドディスクを含む。より好ましくは、フリクションスピンドルは約0.75から1.0mmの間隔をもつ作業ディスクを含む。
【0016】
別の好ましい実施形態において、撚り入れ装置はクロスベルトである。
【0017】
好ましくは、工程(a)の前に、糸は撚り遮断(twist isolation)装置に通される。
【0018】
好ましくは、ポリマーは少なくとも0.70dl/gの固有粘度を有し、および部分配向糸は少なくとも110%の破断伸びを有する。
【0019】
破断伸びは、好ましくは少なくとも120%、およびより好ましくは少なくとも130%である。破断伸びは180%までまたはより大きいことも可能である。通常は160%までであり、または145%までである。
【0020】
固有粘度は、好ましくは少なくとも0.90dl/g、またより好ましくは少なくとも1.0g/dlである。
【0021】
(発明の詳細な説明)
安定な部分配向ポリ(トリメチレンテレフタラート)糸が本発明により開発された。さらに、部分配向ポリ(トリメチレンテレフタラート)糸のフリクション仮撚りテキスチャリング方法も開発された。本発明は部分配向ポリ(トリメチレンテレフタラート)糸およびこのような糸のフリクション仮撚りテキスチャリング方法に関してこれまでに経験された問題を克服する。
【0022】
安定な部分配向ポリ(トリメチレンテレフタラート)糸および連続延伸テキスチャリング方法を生み出そうと企てるときに出会う困難を克服するために、フリクション仮撚りテキスチャリングの原理だけでなく部分配向ポリ(トリメチレンテレフタラート)糸の固有の性質が理解されなければならない。この理解を利用して、安定な部分配向ポリ(トリメチレンテレフタラート)糸は製造され、およびフリクション仮撚りによる部分配向糸ポリ(トリメチレンテレフタラート)の連続延伸テキスチャリング方法は開発された。
【0023】
前述のように、部分配向ポリ(トリメチレンテレフタラート)糸が結晶化するとき、その分子は縮む。部分配向ポリ(トリメチレンテレフタラート)糸がよりよく配向すると、繊維全体の収縮は結晶化に際して一層大きくなる。従って、安定な部分配向ポリ(トリメチレンテレフタラート)糸を製造するためには、糸の配向は非常に小さくなければならないということが今や見出された。部分配向ポリ(トリメチレンテレフタラート)糸の配向は、糸の破断伸び(EB)に逆比例する。このためより高度に配向した糸はEB値がより小さい。同様に、それほど配向していない糸はEB値がより大きい。
【0024】
本発明によれば、少なくとも110%のEBをもつ部分配向ポリ(トリメチレンテレフタラート)糸は安定な部分配向ポリ(トリメチレンテレフタラート)糸である。すなわちこのような部分配向糸については、物理的性質は本質的に均一でおよび経時的に本質的に保持される。好ましい実施形態において、部分配向ポリ(トリメチレンテレフタラート)糸は少なくとも120%のEBをもち、そして最も好ましくは、EBは少なくとも130%である。EBは通常180%までで、好ましくは160%までで、さらに一層好ましくは145%までで、そして最も好ましくは137.1%までである。この大きな伸び/少ない配向は紡糸プロセスを変えることによって達成できる。例えば、本発明による部分配向糸は小さな紡糸速度、例えば約1650mpmから2600mpmで部分配向ポリ(トリメチレンテレフタラート)を紡糸することによって製造できる。紡糸温度は約250℃から約270℃の範囲であることができる。
【0025】
さらに本発明によれば、部分配向フィード糸は少なくとも0.70dl/g、より好ましくは少なくとも0.90dl/g、そして最も好ましくは少なくとも1.0dl/gの固有粘度(「IV」)をもつポリ(トリメチレンテレフタラート)から製造される。固有粘度は、好ましくは1.5dl/g以下であり、より好ましくは1.2dl/g以下である。固有粘度は、重量%で50/50の塩化メチレン/トリフルオロ酢酸中でASTMD4603−96にしたがって測定される。
【0026】
例に示されるように、少なくとも110%のEBを有し、および少なくとも0.70dl/gのIVを有するポリマーから製造される部分配向ポリ(トリメチレンテレフタラート)糸だけが安定で本発明の方法により延伸テキスチャリングを成功させることが可能である。
【0027】
ポリエチレンテレフタラート糸にテキスチャを付与するために用いられる慣用のフリクション仮撚りテキスチャリング法を、ポリ(トリメチレンテレフタラート)糸の仮撚りテキスチャリングに用いることには成功できない。これは、少なくとも部分的に、ポリエチレンテレフタラートおよびポリ(トリメチレンテレフタラート)の物理的性質における固有の違いによる。例えば、ポリ(トリメチレンテレフタラート)糸はポリエチレンテレフタラート糸より回復可能伸びが大きくまた引張り係数が小さい。結果として、ポリエチレンテレフタラート糸に用いられる慣用のフリクション仮撚りテキスチャリング方法の使用は、フィラメントおよび糸の頻繁な切断、もつれ、および過剰延伸を引き起こす。
【0028】
操業可能な延伸テキスチャリング方法を提供するには、テキスチャードポリ(トリメチレンテレフタラート)糸の最終伸びは少なくとも約35%、好ましくは少なくとも約40%でなければならないということが今や見出された。伸びが約35%より小さい場合、過剰な数の破断フィラメントおよびテキスチャリングの中断があり、その延伸テキスチャリング方法は工業的に実行可能でない。伸びは55%までであるかまたはさらに大きくてもよい。
【0029】
さらに、部分配向ポリ(トリメチレンテレフタラート)糸の仮撚りテキスチャリングの間に加えられる撚る力の大きさは、過剰の糸およびフィラメントの破断を起こさないように注意深く制御されねばならないということが見出された。所定の剛性の糸に対して、撚る力が大きいほど撚り入れのレベルはより大きい。糸は、糸に累積するトルク力が糸表面およびテキスチャリングディスクの間のフリクション力に打ち勝つレベルまで撚られる。このように、撚る力は、糸の剛性がさらなる撚りに逆らうまで糸に作用する。
【0030】
ポリ(トリメチレンテレフタラート)糸はポリエチレンテレフタラート糸ほど剛くなくそのため撚る力に対する抵抗がより小さい。別の言い方をすれば、ポリエチレンテレフタラート糸に通常用いられているのと同じ撚る力をポリ(トリメチレン)糸に加えると、結果として撚り入れはずっと高いレベルになる。
【0031】
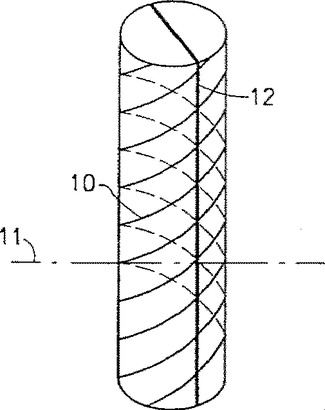
ポリ(トリメチレンテレフタラート)糸のフリクション仮撚りの操業可能な方法を確立するためには、撚る力を撚り入れのレベルが150デニールの糸に対してインチ当たり約52から62撚り、好ましくはインチ当たり約57撚りであるように調節すべきであるということが今や見出された。撚り角度は、糸デニールに無関係な撚り入れレベルを表す方法を提供する。撚られたマルチフィラメント糸の撚り角度は、図1に示されるように撚り糸の軸に直交するように引かれた線に対するフィラメントの角度である。本発明の方法によれば、撚り角度は約46から約52度でなければならない。撚り角度が約46度より小さい場合、部分配向ポリ(トリメチレンテレフタラート)糸は貧弱な処理能力であり、頻繁なテキスチャリングの中断のためにテキスチャリング不可能である。さらに、テキスチャード糸は過剰なバルク性のために品質が劣る。撚り角度が約52度より大きい場合、部分配向ポリ(トリメチレンテレフタラート)糸は優れた処理能力を示すが、低いバルク性および過剰の破断フィラメントのために糸の品質は大変劣る。しかし、撚り角度を約46から52度に維持することによって、所望の品質の糸が生成する一方、得られる処理能力はテキスチャリングの中断を許容できるレベルに収める。以下の表Iは糸品質およびある範囲の撚り角度に対して見出された処理能力を要約する。
【0032】
【表1】

【0033】
表Iが例示するように、選択される撚り角度は目標とする糸の品質および処理目的による。例えば、1つの応用において、処理能力を犠牲にしてバルク性を大きくすることが望ましいかもしれない。他方、よりよい処理能力が糸の品質の上にくるかもしれない。撚り角度を決める別の要因は糸のデニールである。例えば、極細デニール部分配向ポリ(トリメチレンテレフタラート)糸(すなわち、1.5より小さいフィラメント当りのデニールを有する糸)の延伸テキスチャリングの場合、撚り角度は好ましくは46から47度である。より大きなデニールの糸に対して、撚り角度は好ましくは49から50度である。どのような場合でも、撚り角度が約46から52度の範囲内にある限り、仮撚りテキスチャリング方法および糸の品質は許容可能である。
【0034】
撚り角度αは、図1bに示されるように撚り線10および横軸11の間の角度である。図1aは撚り糸の概略図を示す。撚り線10は糸の撚りを表す。図1bは長手方向線12(図1aに示されている)に沿って縦に割り平らに広げた糸を示す。線12Lおよび12Rはそれぞれ広げられた糸の右側、左側を表す。より大きな角度は低レベルの撚り入れに相当する。図1bに示されるように、撚りの形態および糸の性質から、撚り角度、糸デニール、およびインチ当りの撚り数の間の関係は以下の式Iによって与えられる。
【0035】
【数1】
【0036】
ここで、Tはインチ当りの撚り数、またDyは糸の直径である。
【0037】
糸の直径は、μm(10-6メートル)で、式(II)により糸デニールから近似的に得られる。
【0038】
【数2】
【0039】
従って、インチ当りの撚りをμm当りの撚りに変換した後、撚り角度αは以下の式IIIまたは式IVにより求められる。
【0040】
【数3】
【0041】
【数4】
【0042】
撚り入れレベルは、仮撚り処理の間に延伸テキスチャリング機から糸の試料を取ることによって測定される。試料は4から10インチ(10から25cm)であればどの長さでもよい。試料は、スピンドルおよびヒータの間のどこかで糸に当てがわれるクランプを用いて得られる。次いで撚り計測器を用いて試料中の撚り数を数える。次に撚り角度が前述の式IVを用いて計算される。式IIからIVを通して用いられるデニールはテキスチャードヤーンの最終デニールである。
【0043】
撚りの力、および結果としての撚り入れレベルは、フリクション仮撚り処理において多くの方法で制御できる。例えば、作業ディスクの数を変えることができ、および/または作業ディスクの表面の性質を調節できる。作業ディスクが種々のセラミックである場合、使用される材料、表面粗さおよびフリクション係数が、仮撚りテキスチャリング装置の各ディスクによって加えられる撚りの力を決める。例えば、フリクションディスクの高研磨作業表面は、低研磨作業ディスクによって加えられるものより小さい撚る力を糸に加える。ディスクが種々のポリウレタンである場合、硬度を上げることによって撚りの力を、また結果的にディスク表面のフリクション係数を小さくできる。標準的なポリウレタンディスクは、約80から95のShore D硬度を有する。撚る力は約90より大きいShoreD硬度をもつポリウレタンディスクを用いることによって小さくできる。
【0044】
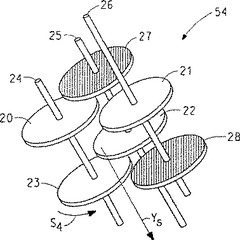
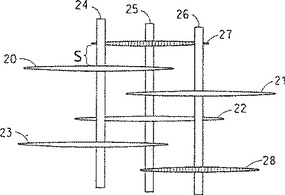
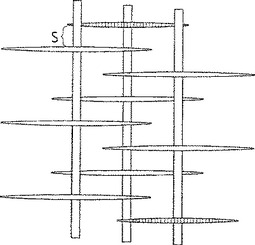
好ましい実施形態において、ポリ(トリメチレンテレフタラート)糸の仮撚りテキスチャリング方法は、図2aおよび図2bに示されるように、3または4個の作業ディスクを用いるだけである。作業ディスク20、21、22、および23は平行な心棒24、25、26に取り付けられている。入口ガイドディスク27および出口ガイドディスク28は糸を仮撚り装置にガイドするためのものであり、糸に撚る力を加えない。より好ましい実施形態において、ディスクの間の間隔Sは、図2aに示されるように約0.75mmから1.0mmである。対照的に、ポリエチレンテレフタラート糸の仮撚りテキスチャリングの慣用の方法では、図3に示されるように、典型的には約0.5mm隔てられる5から7個の作業ディスクを用いる。
【0045】
さらに、2以上のフィラメント当りの最終デニールを有するテキスチャードポリ(トリメチレンテレフタラート)糸を製造する場合、所望の撚り角度は1/3/1ディスク配列、すなわち1個の入口ガイドディスク、3個の作業ディスク、および1個の出口ガイドディスクを用いることによって最もよく達成される。2デニール/フィラメントより小さいテキスチャードポリ(トリメチレンテレフタラート)糸を製造する場合、図2aに示されるように、1/4/1ディスク配列が所望の結果を最もよく達成する。
【0046】
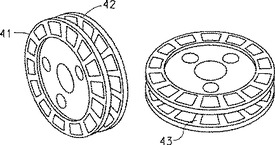
本発明の好ましい実施形態はまた、第1送出しロールおよびヒータの入口の間で撚りを遮断する装置を利用する。撚り遮断装置の好ましいタイプは撚りストップ(twist stop)として知られている。図4に示されるように、好ましい撚りストップは、互いに隔てられ一連のスポークまたはリブ43をもつ2個の円形の縁41および42からなる。糸はスポーク43を通して織られる。このような撚りストップ装置はEldon Specialties,Inc.(Graham,NC.)などの繊維機械製造業者から入手できる。
【0047】
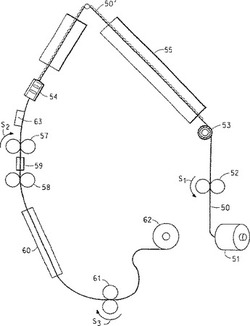
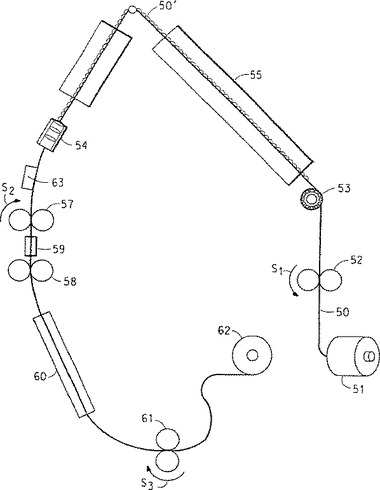
図5は、本発明のフリクション仮撚り法の好ましい実施形態を実施するのに有用な装置を示す概略図である。部分配向糸50はクリール供給51から第1供給ロール52を通して供給される。供給ロール52から、部分配向糸50を前述のように撚りストップ53に通す。図5に示されるように、糸は撚りストップ53および撚り入れ装置54の間で撚られる。撚り糸50′は、約160℃から約200℃、好ましくは約180℃のヒートセット温度に設定されているヒータ55を通過する。撚り糸50′は、図5に示されるように、次にヒータ55に隣接する冷却プレート56を通過する。糸50′は冷却プレート56の上を通るとき、糸の撚りをヒートセットするために本質的にヒートセット温度より低い温度まで冷却される。撚り入れ装置54から糸は、図5に示されるように第2ロール57に供給される。第2供給ロール57の速度S2および第1供給ロール52の速度S1は延伸倍率を決め、それは比S2/S1によって定められる。この例は仮撚り処理を用いるので、糸は撚り入れ装置54によって入れられた撚りを、その装置を出るときに失う。しかし、糸は仮撚り処理によって付与されたテキスチャを保持する。延伸テキスチャード糸50″は第2供給ロール57から第3供給ロール58へ移行する。第2供給ロール57および第3供給ロール58の間に位置するインターレースジェット59は、フィラメント間の結合力を増すために用いられる。第2ヒータ60は糸を後ヒートセットするために通常用いられるが、最大伸長のためのポリ(トリメチレンテレフタラート)糸のテキスチャリングでは、それは用いられない。
【0048】
このように、糸50″は、第4供給ロール61に供給され巻取りパッケージ62に巻かれるときには、延伸されかつテキスチャを付与されており、フィラメント間の所望のレベルの結合力をもつ。巻取り速度は、図5に示されるように、巻取り機61の速度S3として定められる。好ましい実施形態において、撚り入れ装置54は、前述のように平行な心棒およびフリクションディスクを含むフリクションスピンドルである。
【0049】
別の実施形態において、撚り入れ装置はクロスベルトである。
【0050】
本発明の糸の形状は、円形、オーバル、オクタローバル、トリローバル、スカラップドオーバル、および他の形状であり、円形が最も普通である。
【0051】
本明細書に記載される測定は、デニールを含めて慣用の米国テキスタイル単位を用いてなされた。デニールに対応するdtex値は実測値の後の括弧内に与えられている。同じように、テナシティおよびモジュラス測定はグラム/デニール(「gpd」)で測定、報告されており、括弧内に対応するdN/tex値がある。
【0052】
試験方法
以下の実施例で報告される部分配向ポリ(トリメチレンテレフタラート)糸の物理的性質は、Instron Corp.の引張試験機、モデルno.1122を用いて測定された。より具体的には、破断伸び、EB、およびテナシティはASTMD−2256にしたがって測定された。
【0053】
ボイルオフ収縮(「BOS」)はASTMD2259にしたがって以下のようにして求められた。すなわち、0.2g/d(0.18dN/tex)の荷重が糸にかかるようにある長さの糸に重りを吊り下げ、その長さL1を測定した。次いでその重りを取りその糸を30分間沸騰水に浸漬した。糸を沸騰水から取り出し、約1分間遠心し、約5分間放冷した。次いで冷めた糸に前と同じ重りをかけた。糸の今回の長さ、L2を記録した。収縮パーセントを以下の式(V)により計算した。
【0054】
【数5】
【0055】
乾燥加熱収縮(「DHS」)はASTMD2259にしたがって、本質的にBOSに対する前述と同様にして求められた。L1は前述のようにして測定されたが、沸騰水に浸漬する替りに糸を約160℃のオーブン中に置いた。約30分後、糸をオーブンから取り出し約15分間放冷し、その後L2を測定した。収縮パーセントを前述の式(V)にしたがって計算した。
【0056】
公知のLeesona Skein収縮試験をテキスチャード糸のバルク性を測定するために用いた。
【図面の簡単な説明】
【0057】
【図1a】撚り糸に付与された撚りを示す概略図である。
【図1b】糸を1側線に沿って長手方向にスライスし、次に平らにして四角形とする場合に見える撚りラインを示し、さらに本明細書で定められる撚り糸の撚り角度を示す図である。
【図2a】本発明の1つの実施形態において使用されるフリクション仮撚りスピンドルの図である。
【図2b】図2aに示されるフリクション仮撚りスピンドルのフリクションディスクの概略図である。
【図3】ポリエチレンテレフタラートの仮撚り処理に従来技術で用いられたフリクション仮撚りスピンドルの図である。
【図4】本発明の実施形態において用いられる撚りストップ装置の概略図である。
【図5】本発明のフリクション仮撚り処理の概略図である。
【発明を実施するための形態】
【0058】
(実施例)
実施例I−ポリマー調製
ポリ(トリメチレンテレフタラート)ポリマーを1,3−プロパンジオールおよびテレフタル酸ジメチルから、2容器方法で、最終ポリマーに対して60部/100万部(「ppm」)(マイクログラム/グラム)のチタン酸テトライソプロピル触媒、Tyzor(登録商標)TPT(イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(Wilmington,DW))を用いて調製した。溶融テレフタル酸ジメチルを185℃でエステル交換反応容器内の1,3−プロパンジオールおよび触媒に加え、メタノールを除去しながら温度を210℃に上げた。二酸化チタンを、ポリマー中TiO2が0.3重量%となるように、1,3−プロパンジオール中20%のスラリとしてプロセスに加えた。得られた中間体を重縮合容器に移し圧力を1ミルバールに下げ温度を255℃に上げた。所望の溶融粘度に達したとき、圧力を上げポリマーを押出し、冷却し、そしてペレットにカットした。ペレットを、212℃で操作されるタンブルドライヤ中で固相重合して固有粘度を1.04dl/gとした。
【0059】
実施例II−部分配向糸の調製
糸を、慣用の再溶融1軸押出し方法および慣用のポリエステル繊維溶融紡糸(S−ラップ)方法を用いて、実施例Iで調製されたポリ(トリメチレンテレフタラート)ペレットから紡糸した。溶融紡糸プロセスの条件は以下の表IIに与えられている。ポリマーを表IIに記載されるような形状および直径をもつオリフィスを通して押出した。紡糸ブロックを、ポリマー温度が表IIに記載されたようになるのに必要な温度に保った。紡糸口金を出るフィラメントの流れを21℃の空気で冷却し、束に集め、紡糸仕上げを塗布し、さらにフィラメントをインターレースし収束した。部分配向ポリ(トリメチレンテレフタラート)糸の物理的性質はInstron Corp.引張試験機、モデルno.1122を用いて測定され、表IIIに記載されている。
【0060】
【表2】
【0061】
【表3】
【0062】
以下の実施例IIIおよびIVに例示されるように、この例で製造された部分配向ポリ(トリメチレンテレフタラート)糸は後の延伸および/または延伸テキスチャリング作業に適していた。これらの後作業は部分配向ポリ(トリメチレンテレフタラート)糸の経時変化による過度の収縮によって妨げられなかった。
【0063】
実施例III−シングルエンド延伸
この実施例は、本発明により製造された部分配向糸は後の延伸作業に有用であるということを示した。この実施例はさらに、フラットヤーン、すなわちこの例における糸がテキスチャを付与されなかったとき、糸は有用であることを示した。実施例II−A、II−C、II−DおよびII−Eで記載されたようにして製造された部分配向糸を、130℃のゴデット温度でBarmagの延伸巻取機、モデルDW48で延伸した。延伸速度、延伸倍率、およびInstronの引張試験機、モデル1122で測定された得られた延伸糸の物理的性質は以下の表IVに与えられる。実施例II−Dに記載されるようにして製造された部分配向糸は、表IVに報告されるように3種の異なる延伸倍率で延伸された。
【0064】
【表4】
【0065】
実施例IV−延伸テキスチャリング
この実施例は、本発明により製造される部分配向糸は後の延伸テキスチャリング作業に有用であるということを示した。この実施例はさらに、仮撚りテキスチャリング処理を用いて部分配向ポリ(トリメチレンテレフタラート)糸のテキスチャリングを成功させるのに必要な延伸テキスチャリングの処理条件を示した。図5に例示されるような装置を用いて、実施例II−AからII−Eで調製された部分配向糸の本発明によるフリクション仮撚りテキスチャリングをおこなった。糸を、ヒータを通過するときには約180℃の温度に加熱し、冷却プレートの上を通るときにはポリ(トリメチレンテレフタラート)のガラス転移温度より低い温度に冷却した。
【0066】
その他の延伸テキスチャリング処理条件および得られた延伸テキスチャードポリ(トリメチレンテレフタラート)糸の性質は、以下の表Vに記載されている。表Vにおいて、延伸倍率は延伸ロールの速度と供給ロールの速度の比、S2/S1として与えられている。表Vに報告される張力は、図5に示される張力モニタ装置63で測定されたものである。
【0067】
表IVに報告されるディスク速度と糸速度の比は、フリクションディスクの表面速度S4を糸が撚り入れ装置を通過するときの糸の速度Ysで割ることによって求められた。市販のポレエチレンテレフタラートテキスチャード糸に対する処理条件および性質は比較のために与えられている。
【0068】
【表5】
【技術分野】
【0001】
本発明はテキスチャードポリエステル糸に関する。より詳細には、本発明は部分配向ポリ(トリメチレンテレフタラート)フィード糸、前記フィード糸の仮撚りテキスチャリングのための連続延伸テキスチャリング方法およびテキスチャードポリ(トリメチレンテレフタラート)糸を提供する。
【背景技術】
【0002】
テキスチャードポリエステルマルチフィラメント糸の調製は、長年世界的規模で工業的に実施されてきた。多くのよく知られたテキスチャリング方法があり、連続フィラメント糸のクリンピング、ルーピング、コイリングまたはクリンクリングを含む。このようなテキスチャリング方法は通常、大きなストレッチ、豪華なバルク性およびすぐれた手触りなどのすぐれた性質をテキスタイル糸に付与するために用いられる。このような方法の1つである仮撚りテキスチャリングにおいて、糸は2点の間で撚られ、ヒートセット温度に加熱され、冷却され次に撚りは戻るにまかせられる。この方法は、撚りによる変形が糸にセットされるので、望ましいテキスチャを付与する。
【0003】
ポリエステル糸の仮撚りテキスチャリングは最初ピンスピンドル法を用い、一般に完全配向糸で実施されてきた。最近、フリクション仮撚り法が部分配向糸向けに開発された。フリクション法を用いる仮撚りテキスチャリングではピンスピンドル法よりかなり早い加工速度が可能である。さらに、部分配向糸は連続プロセスで延伸されテキスチャを付与され、そのため操業コストを下げることができる。これらの理由によって、フリクション仮撚り法はテキスチャードポリエステル糸の製造ではより好ましい。このような方法は慣用のポリエステルおよびポリアミド糸を用いて極普通に実施されてきた。
【0004】
より最近になって、より多くの種類のポリエステル糸に注意が向けらている。特に、ポリ(トリメチレンテレフタラート)糸をテキスタイル産業向けに工業化することに多くの資源が振向けられてきた。従来技術においては、旧来の効率の悪いピンスピンドル法のみが完全配向ポリ(トリメチレンテレフタラート)糸のテキスチャリングに成功していた。部分配向ポリ(トリメチレンテレフタラート)糸の延伸テキスチャリング方法の開発はいくつかの要因によって妨げられてきた。
【0005】
ポリ(トリメチレンテレフタラート)の連続延伸テキスチャ方法工業化の成功を妨げる第1の要因は、安定な部分配向糸の欠如であった。紡糸後、部分配向糸は通常チューブまたはパッケージに巻かれる。糸パッケージは次に、延伸もしくは延伸テキスチャリングなどの後加工作業におけるフィード糸などに用いられるように保管されるかまたは販売される。部分配向糸パッケージは、糸またはパッケージ自体が糸の経時変化または保管もしくは糸パッケージの輸送の間に受けた他の損傷により損傷されている場合、次の延伸または延伸テキスチャリング方法に用いることができない。
【0006】
部分配向ポリ(エチレンテレフタラート)糸は通常、それほど早く経時変化せず、従って下流部門の延伸または延伸テキスチャリング作業に適する状態のままである。このような部分配向糸は通常約3500ヤード/分(「ypm」)(3200メートル/分、「mpm」)の速度で紡糸される。過去において、これと同じ領域の紡糸速度を用いて安定な部分配向ポリ(トリメチレンテレフタラート)糸を製造しようとする試みは失敗してきた。得られた部分配向ポリ(トリメチレンテレフタラート)糸は、経時変化で結晶化するとき約25%まで収縮するということが見出された。極端な場合、収縮が非常に大きいために糸の収縮力でチューブが物理的に損傷する。それほど極端でない場合でも、収縮は部分配向ポリ(トリメチレンテレフタラート)糸を延伸または延伸テキスチャリング作業向けには適さないものにする。このような場合、パッケージはたいへん固く巻かれているので糸はパッケージから巻き戻されるときに簡単に切れる。
【0007】
従来技術において工業的に実施できる連続延伸テキスチャリング方法の開発を妨げていた別の要因は、適切な加工条件が確立されていなかったということである。ポリエチレンテレフタラートで用いられるものに似た方法での部分配向ポリ(トリメチレンテレフタラート)糸の延伸テキスチャリングに対する努力の結果は、大きすぎるまたは小さすぎるバルク性および/または過度のフィラメントの切断など、糸品質の低下であった。劣る糸品質に加えて、処理能力は頻繁なテキスチャリングの中断のため低かった。テキスチャリングの中断がおこる度に、延伸テキスチャリング方法は、糸を延伸テキスチャリング機に通し直さねばならないので停止する。このような処理上の非効率の結果、処理量は少なくなりまた運転コストは大きくなる。フリクション仮撚り法に対する処理条件のわずかな変更は同様に不成功であった。
【0008】
ポリ(トリメチレンテレフタラート)部分配向糸の連続延伸テキスチャ法を開発しようとする他の努力には、撚りにより引き起こされる延伸および結晶化による自然収縮を補償するために延伸倍率を下げることと、撚り入れ(twist insertion)レベルを下げるためにテキスチャリングディスクの全域での張力を低下させることが含まれていた。これらの努力は、テキスチャード糸のデニールがずっと大きくなり、糸の品質が低下し、作業効率が低下する結果となり、成功しなかった。これらの問題を相殺するために、所望の最終デニールを得るためにフィード糸のデニールを調節せねばならない。
【発明の概要】
【発明が解決しようとする課題】
【0009】
それ故、安定な部分配向ポリ(トリメチレンテレフタラート)糸および部分配向糸を仮撚りテキスチャリングするための連続延伸テキスチャリング方法が求められている。さらに、ポリ(トリメチレンテレフタラート)部分配向糸の仮撚りテキスチャリングのための経済的方法が求められている。本発明はこのような糸および方法を提供する。
【課題を解決するための手段】
【0010】
本発明はポリエステルポリマーから製造される部分配向糸に関しており、前記ポリマーは、繰返し単位の少なくとも85モル%がトリメチレン単位からなる少なくとも85モル%のポリ(トリメチレンテレフタラート)を含み、および前記ポリマーは少なくとも0.70dl/gの固有粘度を有し、ならびにこの部分配向糸は少なくとも110%の破断伸びを有する。
【0011】
さらに本発明は部分配向糸の紡糸方法に関しており、ポリエステルポリマーを2600mpmより小さい紡糸速度および約250℃と270℃の間の温度で紡糸口金を通して押出す工程を含み、前記ポリマーは、繰返し単位の少なくとも85モル%がトリメチレン単位からなる少なくとも85モル%のポリ(トリメチレンテレフタラート)を含み、および前記ポリマーは少なくとも0.70dl/gの固有粘度を有する。好ましくは、紡糸速度は1650mpmおよび2300mpmの間である。
【0012】
本発明はまた、ポリ(トリメチレンテレフタラート)を本質的に含むポリマーから製造される部分配向フィード糸の連続延伸テキスチャリング方法に関しており、この方法は、(a)部分配向フィード糸を、約160℃と200℃の間の温度にセットされたヒータを通して供給する工程と、(b)糸が撚り入れ装置およびヒータを含むヒータまでの間の領域で約46度から約52度の撚り角度を有して撚られるように、加熱された糸を撚り入れ装置に供給する工程と、(c)糸を巻取機に巻く工程と、を含む。
【0013】
本発明はさらに、以下の工程、すなわち(a)前述の部分配向糸を、約160℃と200℃の間の温度にセットされたヒータを通して供給する工程と、(b)糸が撚り入れ装置およびヒータを含むヒータまでの間の領域で約46度から約52度の撚り角度を有して撚られるように、糸を撚り入れ装置に供給する工程と、(c)糸を巻取機に巻く工程と、をもつ部分配向糸の連続延伸テキスチャリングによって製造される延伸テキスチャード糸に関する。
【0014】
好ましくは、撚り入れ装置はディスクタイプなどのフリクションスピンドルである。
【0015】
好ましくは、フリクションスピンドルは少なくとも1個の入口ガイドディスク、3から5個の作業ディスク、および1個の出口ガイドディスクを含む。より好ましくは、フリクションスピンドルは約0.75から1.0mmの間隔をもつ作業ディスクを含む。
【0016】
別の好ましい実施形態において、撚り入れ装置はクロスベルトである。
【0017】
好ましくは、工程(a)の前に、糸は撚り遮断(twist isolation)装置に通される。
【0018】
好ましくは、ポリマーは少なくとも0.70dl/gの固有粘度を有し、および部分配向糸は少なくとも110%の破断伸びを有する。
【0019】
破断伸びは、好ましくは少なくとも120%、およびより好ましくは少なくとも130%である。破断伸びは180%までまたはより大きいことも可能である。通常は160%までであり、または145%までである。
【0020】
固有粘度は、好ましくは少なくとも0.90dl/g、またより好ましくは少なくとも1.0g/dlである。
【0021】
(発明の詳細な説明)
安定な部分配向ポリ(トリメチレンテレフタラート)糸が本発明により開発された。さらに、部分配向ポリ(トリメチレンテレフタラート)糸のフリクション仮撚りテキスチャリング方法も開発された。本発明は部分配向ポリ(トリメチレンテレフタラート)糸およびこのような糸のフリクション仮撚りテキスチャリング方法に関してこれまでに経験された問題を克服する。
【0022】
安定な部分配向ポリ(トリメチレンテレフタラート)糸および連続延伸テキスチャリング方法を生み出そうと企てるときに出会う困難を克服するために、フリクション仮撚りテキスチャリングの原理だけでなく部分配向ポリ(トリメチレンテレフタラート)糸の固有の性質が理解されなければならない。この理解を利用して、安定な部分配向ポリ(トリメチレンテレフタラート)糸は製造され、およびフリクション仮撚りによる部分配向糸ポリ(トリメチレンテレフタラート)の連続延伸テキスチャリング方法は開発された。
【0023】
前述のように、部分配向ポリ(トリメチレンテレフタラート)糸が結晶化するとき、その分子は縮む。部分配向ポリ(トリメチレンテレフタラート)糸がよりよく配向すると、繊維全体の収縮は結晶化に際して一層大きくなる。従って、安定な部分配向ポリ(トリメチレンテレフタラート)糸を製造するためには、糸の配向は非常に小さくなければならないということが今や見出された。部分配向ポリ(トリメチレンテレフタラート)糸の配向は、糸の破断伸び(EB)に逆比例する。このためより高度に配向した糸はEB値がより小さい。同様に、それほど配向していない糸はEB値がより大きい。
【0024】
本発明によれば、少なくとも110%のEBをもつ部分配向ポリ(トリメチレンテレフタラート)糸は安定な部分配向ポリ(トリメチレンテレフタラート)糸である。すなわちこのような部分配向糸については、物理的性質は本質的に均一でおよび経時的に本質的に保持される。好ましい実施形態において、部分配向ポリ(トリメチレンテレフタラート)糸は少なくとも120%のEBをもち、そして最も好ましくは、EBは少なくとも130%である。EBは通常180%までで、好ましくは160%までで、さらに一層好ましくは145%までで、そして最も好ましくは137.1%までである。この大きな伸び/少ない配向は紡糸プロセスを変えることによって達成できる。例えば、本発明による部分配向糸は小さな紡糸速度、例えば約1650mpmから2600mpmで部分配向ポリ(トリメチレンテレフタラート)を紡糸することによって製造できる。紡糸温度は約250℃から約270℃の範囲であることができる。
【0025】
さらに本発明によれば、部分配向フィード糸は少なくとも0.70dl/g、より好ましくは少なくとも0.90dl/g、そして最も好ましくは少なくとも1.0dl/gの固有粘度(「IV」)をもつポリ(トリメチレンテレフタラート)から製造される。固有粘度は、好ましくは1.5dl/g以下であり、より好ましくは1.2dl/g以下である。固有粘度は、重量%で50/50の塩化メチレン/トリフルオロ酢酸中でASTMD4603−96にしたがって測定される。
【0026】
例に示されるように、少なくとも110%のEBを有し、および少なくとも0.70dl/gのIVを有するポリマーから製造される部分配向ポリ(トリメチレンテレフタラート)糸だけが安定で本発明の方法により延伸テキスチャリングを成功させることが可能である。
【0027】
ポリエチレンテレフタラート糸にテキスチャを付与するために用いられる慣用のフリクション仮撚りテキスチャリング法を、ポリ(トリメチレンテレフタラート)糸の仮撚りテキスチャリングに用いることには成功できない。これは、少なくとも部分的に、ポリエチレンテレフタラートおよびポリ(トリメチレンテレフタラート)の物理的性質における固有の違いによる。例えば、ポリ(トリメチレンテレフタラート)糸はポリエチレンテレフタラート糸より回復可能伸びが大きくまた引張り係数が小さい。結果として、ポリエチレンテレフタラート糸に用いられる慣用のフリクション仮撚りテキスチャリング方法の使用は、フィラメントおよび糸の頻繁な切断、もつれ、および過剰延伸を引き起こす。
【0028】
操業可能な延伸テキスチャリング方法を提供するには、テキスチャードポリ(トリメチレンテレフタラート)糸の最終伸びは少なくとも約35%、好ましくは少なくとも約40%でなければならないということが今や見出された。伸びが約35%より小さい場合、過剰な数の破断フィラメントおよびテキスチャリングの中断があり、その延伸テキスチャリング方法は工業的に実行可能でない。伸びは55%までであるかまたはさらに大きくてもよい。
【0029】
さらに、部分配向ポリ(トリメチレンテレフタラート)糸の仮撚りテキスチャリングの間に加えられる撚る力の大きさは、過剰の糸およびフィラメントの破断を起こさないように注意深く制御されねばならないということが見出された。所定の剛性の糸に対して、撚る力が大きいほど撚り入れのレベルはより大きい。糸は、糸に累積するトルク力が糸表面およびテキスチャリングディスクの間のフリクション力に打ち勝つレベルまで撚られる。このように、撚る力は、糸の剛性がさらなる撚りに逆らうまで糸に作用する。
【0030】
ポリ(トリメチレンテレフタラート)糸はポリエチレンテレフタラート糸ほど剛くなくそのため撚る力に対する抵抗がより小さい。別の言い方をすれば、ポリエチレンテレフタラート糸に通常用いられているのと同じ撚る力をポリ(トリメチレン)糸に加えると、結果として撚り入れはずっと高いレベルになる。
【0031】
ポリ(トリメチレンテレフタラート)糸のフリクション仮撚りの操業可能な方法を確立するためには、撚る力を撚り入れのレベルが150デニールの糸に対してインチ当たり約52から62撚り、好ましくはインチ当たり約57撚りであるように調節すべきであるということが今や見出された。撚り角度は、糸デニールに無関係な撚り入れレベルを表す方法を提供する。撚られたマルチフィラメント糸の撚り角度は、図1に示されるように撚り糸の軸に直交するように引かれた線に対するフィラメントの角度である。本発明の方法によれば、撚り角度は約46から約52度でなければならない。撚り角度が約46度より小さい場合、部分配向ポリ(トリメチレンテレフタラート)糸は貧弱な処理能力であり、頻繁なテキスチャリングの中断のためにテキスチャリング不可能である。さらに、テキスチャード糸は過剰なバルク性のために品質が劣る。撚り角度が約52度より大きい場合、部分配向ポリ(トリメチレンテレフタラート)糸は優れた処理能力を示すが、低いバルク性および過剰の破断フィラメントのために糸の品質は大変劣る。しかし、撚り角度を約46から52度に維持することによって、所望の品質の糸が生成する一方、得られる処理能力はテキスチャリングの中断を許容できるレベルに収める。以下の表Iは糸品質およびある範囲の撚り角度に対して見出された処理能力を要約する。
【0032】
【表1】
【0033】
表Iが例示するように、選択される撚り角度は目標とする糸の品質および処理目的による。例えば、1つの応用において、処理能力を犠牲にしてバルク性を大きくすることが望ましいかもしれない。他方、よりよい処理能力が糸の品質の上にくるかもしれない。撚り角度を決める別の要因は糸のデニールである。例えば、極細デニール部分配向ポリ(トリメチレンテレフタラート)糸(すなわち、1.5より小さいフィラメント当りのデニールを有する糸)の延伸テキスチャリングの場合、撚り角度は好ましくは46から47度である。より大きなデニールの糸に対して、撚り角度は好ましくは49から50度である。どのような場合でも、撚り角度が約46から52度の範囲内にある限り、仮撚りテキスチャリング方法および糸の品質は許容可能である。
【0034】
撚り角度αは、図1bに示されるように撚り線10および横軸11の間の角度である。図1aは撚り糸の概略図を示す。撚り線10は糸の撚りを表す。図1bは長手方向線12(図1aに示されている)に沿って縦に割り平らに広げた糸を示す。線12Lおよび12Rはそれぞれ広げられた糸の右側、左側を表す。より大きな角度は低レベルの撚り入れに相当する。図1bに示されるように、撚りの形態および糸の性質から、撚り角度、糸デニール、およびインチ当りの撚り数の間の関係は以下の式Iによって与えられる。
【0035】
【数1】
【0036】
ここで、Tはインチ当りの撚り数、またDyは糸の直径である。
【0037】
糸の直径は、μm(10-6メートル)で、式(II)により糸デニールから近似的に得られる。
【0038】
【数2】
【0039】
従って、インチ当りの撚りをμm当りの撚りに変換した後、撚り角度αは以下の式IIIまたは式IVにより求められる。
【0040】
【数3】
【0041】
【数4】
【0042】
撚り入れレベルは、仮撚り処理の間に延伸テキスチャリング機から糸の試料を取ることによって測定される。試料は4から10インチ(10から25cm)であればどの長さでもよい。試料は、スピンドルおよびヒータの間のどこかで糸に当てがわれるクランプを用いて得られる。次いで撚り計測器を用いて試料中の撚り数を数える。次に撚り角度が前述の式IVを用いて計算される。式IIからIVを通して用いられるデニールはテキスチャードヤーンの最終デニールである。
【0043】
撚りの力、および結果としての撚り入れレベルは、フリクション仮撚り処理において多くの方法で制御できる。例えば、作業ディスクの数を変えることができ、および/または作業ディスクの表面の性質を調節できる。作業ディスクが種々のセラミックである場合、使用される材料、表面粗さおよびフリクション係数が、仮撚りテキスチャリング装置の各ディスクによって加えられる撚りの力を決める。例えば、フリクションディスクの高研磨作業表面は、低研磨作業ディスクによって加えられるものより小さい撚る力を糸に加える。ディスクが種々のポリウレタンである場合、硬度を上げることによって撚りの力を、また結果的にディスク表面のフリクション係数を小さくできる。標準的なポリウレタンディスクは、約80から95のShore D硬度を有する。撚る力は約90より大きいShoreD硬度をもつポリウレタンディスクを用いることによって小さくできる。
【0044】
好ましい実施形態において、ポリ(トリメチレンテレフタラート)糸の仮撚りテキスチャリング方法は、図2aおよび図2bに示されるように、3または4個の作業ディスクを用いるだけである。作業ディスク20、21、22、および23は平行な心棒24、25、26に取り付けられている。入口ガイドディスク27および出口ガイドディスク28は糸を仮撚り装置にガイドするためのものであり、糸に撚る力を加えない。より好ましい実施形態において、ディスクの間の間隔Sは、図2aに示されるように約0.75mmから1.0mmである。対照的に、ポリエチレンテレフタラート糸の仮撚りテキスチャリングの慣用の方法では、図3に示されるように、典型的には約0.5mm隔てられる5から7個の作業ディスクを用いる。
【0045】
さらに、2以上のフィラメント当りの最終デニールを有するテキスチャードポリ(トリメチレンテレフタラート)糸を製造する場合、所望の撚り角度は1/3/1ディスク配列、すなわち1個の入口ガイドディスク、3個の作業ディスク、および1個の出口ガイドディスクを用いることによって最もよく達成される。2デニール/フィラメントより小さいテキスチャードポリ(トリメチレンテレフタラート)糸を製造する場合、図2aに示されるように、1/4/1ディスク配列が所望の結果を最もよく達成する。
【0046】
本発明の好ましい実施形態はまた、第1送出しロールおよびヒータの入口の間で撚りを遮断する装置を利用する。撚り遮断装置の好ましいタイプは撚りストップ(twist stop)として知られている。図4に示されるように、好ましい撚りストップは、互いに隔てられ一連のスポークまたはリブ43をもつ2個の円形の縁41および42からなる。糸はスポーク43を通して織られる。このような撚りストップ装置はEldon Specialties,Inc.(Graham,NC.)などの繊維機械製造業者から入手できる。
【0047】
図5は、本発明のフリクション仮撚り法の好ましい実施形態を実施するのに有用な装置を示す概略図である。部分配向糸50はクリール供給51から第1供給ロール52を通して供給される。供給ロール52から、部分配向糸50を前述のように撚りストップ53に通す。図5に示されるように、糸は撚りストップ53および撚り入れ装置54の間で撚られる。撚り糸50′は、約160℃から約200℃、好ましくは約180℃のヒートセット温度に設定されているヒータ55を通過する。撚り糸50′は、図5に示されるように、次にヒータ55に隣接する冷却プレート56を通過する。糸50′は冷却プレート56の上を通るとき、糸の撚りをヒートセットするために本質的にヒートセット温度より低い温度まで冷却される。撚り入れ装置54から糸は、図5に示されるように第2ロール57に供給される。第2供給ロール57の速度S2および第1供給ロール52の速度S1は延伸倍率を決め、それは比S2/S1によって定められる。この例は仮撚り処理を用いるので、糸は撚り入れ装置54によって入れられた撚りを、その装置を出るときに失う。しかし、糸は仮撚り処理によって付与されたテキスチャを保持する。延伸テキスチャード糸50″は第2供給ロール57から第3供給ロール58へ移行する。第2供給ロール57および第3供給ロール58の間に位置するインターレースジェット59は、フィラメント間の結合力を増すために用いられる。第2ヒータ60は糸を後ヒートセットするために通常用いられるが、最大伸長のためのポリ(トリメチレンテレフタラート)糸のテキスチャリングでは、それは用いられない。
【0048】
このように、糸50″は、第4供給ロール61に供給され巻取りパッケージ62に巻かれるときには、延伸されかつテキスチャを付与されており、フィラメント間の所望のレベルの結合力をもつ。巻取り速度は、図5に示されるように、巻取り機61の速度S3として定められる。好ましい実施形態において、撚り入れ装置54は、前述のように平行な心棒およびフリクションディスクを含むフリクションスピンドルである。
【0049】
別の実施形態において、撚り入れ装置はクロスベルトである。
【0050】
本発明の糸の形状は、円形、オーバル、オクタローバル、トリローバル、スカラップドオーバル、および他の形状であり、円形が最も普通である。
【0051】
本明細書に記載される測定は、デニールを含めて慣用の米国テキスタイル単位を用いてなされた。デニールに対応するdtex値は実測値の後の括弧内に与えられている。同じように、テナシティおよびモジュラス測定はグラム/デニール(「gpd」)で測定、報告されており、括弧内に対応するdN/tex値がある。
【0052】
試験方法
以下の実施例で報告される部分配向ポリ(トリメチレンテレフタラート)糸の物理的性質は、Instron Corp.の引張試験機、モデルno.1122を用いて測定された。より具体的には、破断伸び、EB、およびテナシティはASTMD−2256にしたがって測定された。
【0053】
ボイルオフ収縮(「BOS」)はASTMD2259にしたがって以下のようにして求められた。すなわち、0.2g/d(0.18dN/tex)の荷重が糸にかかるようにある長さの糸に重りを吊り下げ、その長さL1を測定した。次いでその重りを取りその糸を30分間沸騰水に浸漬した。糸を沸騰水から取り出し、約1分間遠心し、約5分間放冷した。次いで冷めた糸に前と同じ重りをかけた。糸の今回の長さ、L2を記録した。収縮パーセントを以下の式(V)により計算した。
【0054】
【数5】
【0055】
乾燥加熱収縮(「DHS」)はASTMD2259にしたがって、本質的にBOSに対する前述と同様にして求められた。L1は前述のようにして測定されたが、沸騰水に浸漬する替りに糸を約160℃のオーブン中に置いた。約30分後、糸をオーブンから取り出し約15分間放冷し、その後L2を測定した。収縮パーセントを前述の式(V)にしたがって計算した。
【0056】
公知のLeesona Skein収縮試験をテキスチャード糸のバルク性を測定するために用いた。
【図面の簡単な説明】
【0057】
【図1a】撚り糸に付与された撚りを示す概略図である。
【図1b】糸を1側線に沿って長手方向にスライスし、次に平らにして四角形とする場合に見える撚りラインを示し、さらに本明細書で定められる撚り糸の撚り角度を示す図である。
【図2a】本発明の1つの実施形態において使用されるフリクション仮撚りスピンドルの図である。
【図2b】図2aに示されるフリクション仮撚りスピンドルのフリクションディスクの概略図である。
【図3】ポリエチレンテレフタラートの仮撚り処理に従来技術で用いられたフリクション仮撚りスピンドルの図である。
【図4】本発明の実施形態において用いられる撚りストップ装置の概略図である。
【図5】本発明のフリクション仮撚り処理の概略図である。
【発明を実施するための形態】
【0058】
(実施例)
実施例I−ポリマー調製
ポリ(トリメチレンテレフタラート)ポリマーを1,3−プロパンジオールおよびテレフタル酸ジメチルから、2容器方法で、最終ポリマーに対して60部/100万部(「ppm」)(マイクログラム/グラム)のチタン酸テトライソプロピル触媒、Tyzor(登録商標)TPT(イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(Wilmington,DW))を用いて調製した。溶融テレフタル酸ジメチルを185℃でエステル交換反応容器内の1,3−プロパンジオールおよび触媒に加え、メタノールを除去しながら温度を210℃に上げた。二酸化チタンを、ポリマー中TiO2が0.3重量%となるように、1,3−プロパンジオール中20%のスラリとしてプロセスに加えた。得られた中間体を重縮合容器に移し圧力を1ミルバールに下げ温度を255℃に上げた。所望の溶融粘度に達したとき、圧力を上げポリマーを押出し、冷却し、そしてペレットにカットした。ペレットを、212℃で操作されるタンブルドライヤ中で固相重合して固有粘度を1.04dl/gとした。
【0059】
実施例II−部分配向糸の調製
糸を、慣用の再溶融1軸押出し方法および慣用のポリエステル繊維溶融紡糸(S−ラップ)方法を用いて、実施例Iで調製されたポリ(トリメチレンテレフタラート)ペレットから紡糸した。溶融紡糸プロセスの条件は以下の表IIに与えられている。ポリマーを表IIに記載されるような形状および直径をもつオリフィスを通して押出した。紡糸ブロックを、ポリマー温度が表IIに記載されたようになるのに必要な温度に保った。紡糸口金を出るフィラメントの流れを21℃の空気で冷却し、束に集め、紡糸仕上げを塗布し、さらにフィラメントをインターレースし収束した。部分配向ポリ(トリメチレンテレフタラート)糸の物理的性質はInstron Corp.引張試験機、モデルno.1122を用いて測定され、表IIIに記載されている。
【0060】
【表2】
【0061】
【表3】
【0062】
以下の実施例IIIおよびIVに例示されるように、この例で製造された部分配向ポリ(トリメチレンテレフタラート)糸は後の延伸および/または延伸テキスチャリング作業に適していた。これらの後作業は部分配向ポリ(トリメチレンテレフタラート)糸の経時変化による過度の収縮によって妨げられなかった。
【0063】
実施例III−シングルエンド延伸
この実施例は、本発明により製造された部分配向糸は後の延伸作業に有用であるということを示した。この実施例はさらに、フラットヤーン、すなわちこの例における糸がテキスチャを付与されなかったとき、糸は有用であることを示した。実施例II−A、II−C、II−DおよびII−Eで記載されたようにして製造された部分配向糸を、130℃のゴデット温度でBarmagの延伸巻取機、モデルDW48で延伸した。延伸速度、延伸倍率、およびInstronの引張試験機、モデル1122で測定された得られた延伸糸の物理的性質は以下の表IVに与えられる。実施例II−Dに記載されるようにして製造された部分配向糸は、表IVに報告されるように3種の異なる延伸倍率で延伸された。
【0064】
【表4】
【0065】
実施例IV−延伸テキスチャリング
この実施例は、本発明により製造される部分配向糸は後の延伸テキスチャリング作業に有用であるということを示した。この実施例はさらに、仮撚りテキスチャリング処理を用いて部分配向ポリ(トリメチレンテレフタラート)糸のテキスチャリングを成功させるのに必要な延伸テキスチャリングの処理条件を示した。図5に例示されるような装置を用いて、実施例II−AからII−Eで調製された部分配向糸の本発明によるフリクション仮撚りテキスチャリングをおこなった。糸を、ヒータを通過するときには約180℃の温度に加熱し、冷却プレートの上を通るときにはポリ(トリメチレンテレフタラート)のガラス転移温度より低い温度に冷却した。
【0066】
その他の延伸テキスチャリング処理条件および得られた延伸テキスチャードポリ(トリメチレンテレフタラート)糸の性質は、以下の表Vに記載されている。表Vにおいて、延伸倍率は延伸ロールの速度と供給ロールの速度の比、S2/S1として与えられている。表Vに報告される張力は、図5に示される張力モニタ装置63で測定されたものである。
【0067】
表IVに報告されるディスク速度と糸速度の比は、フリクションディスクの表面速度S4を糸が撚り入れ装置を通過するときの糸の速度Ysで割ることによって求められた。市販のポレエチレンテレフタラートテキスチャード糸に対する処理条件および性質は比較のために与えられている。
【0068】
【表5】
【特許請求の範囲】
【請求項1】
繰返し単位のトリメチレン単位からなるポリ(トリメチレンテレフタラート)を実質的に含むポリマーから製造される部分配向フィード糸の連続延伸テキスチャリング方法であって:
(a)前記部分−配向フィード糸を、
160℃と〜200℃の温度に設定されたヒータを通して供給する工程と;
(b)加熱された糸をフリクション仮撚り入れ装置に供給し、
これによって糸が、フリクション仮撚り入れ装置およびヒータを含むヒータまでの間の領域で46度から52度の撚り角度を有するように撚られる工程と;及び
(c)前記糸を巻取機に巻く工程と、
を含むことを特徴とする方法。
【請求項2】
請求項1に記載の部分配向フィード糸の連続延伸テキスチャリング方法であって、
前記工程(a)のヒータが、180℃〜225℃の範囲の温度に設定され;
前記工程(a)後に、PPT糸が、PPTのガラス転移温度以下に冷却され;
PPTの延伸比が、約1.46〜1.71の範囲であり;
巻取り速度が400〜600 mpmの範囲であり;及び
ガイド−ディスク(guide−disc )
/ワーキングディスク(working disc)
/イグジットディスク(exit disc)比が1/3/1、1/4/1、1/5/1、及び1/7/1から選択される、ことを特徴とする方法。
【請求項3】
撚り入れ装置が(ディスクタイプなどの)フリクションスピンドルであることを特徴とする請求項2に記載の方法。
【請求項4】
フリクションスピンドルが少なくとも1個の入口ガイドディスク、3から5個の作業ディスク、および1個の出口ガイドディスクを含むことを特徴とする請求項3に記載の方法。
【請求項5】
フリクションスピンドルが約0.75から1.0mmの間隔をもつ作業ディスクを含むことを特徴とする請求項3または4に記載の方法。
【請求項6】
撚り入れ装置がクロスベルトであることを特徴とする請求項1に記載の方法または糸。
【請求項7】
工程(a)の前に、糸を撚り遮断装置に通す工程をさらに含むことを特徴とする請求項1〜6のいずれかの項に記載の方法。
【請求項8】
ポリマーが少なくとも0.70dl/gの固有粘度を有し、および部分配向糸が少なくとも110%の破断伸びを有することを特徴とする請求項1〜7のいずれかの項に記載の方法。
【請求項9】
破断伸びが少なくとも120%であることを特徴とする請求項1〜8のいずれかの項に記載の方法。
【請求項10】
破断伸びが少なくとも130%であることを特徴とする請求項9に記載の方法。
【請求項11】
破断伸びが180%までであることを特徴とする請求項1〜10のいずれかの項に記載の方法。
【請求項12】
破断伸びが145%までであることを特徴とする請求項11に記載の方法。
【請求項13】
固有粘度が少なくとも0.90dl/gであることを特徴とする請求項1〜12のいずれかの項に記載の方法。
【請求項14】
延伸テキスチャード糸であって、
(a)ポリエステルポリマーから製造される部分配向糸であって:
前記ポリマーが、繰返し単位の少なくとも85モル%がトリメチレン単位からなる少なくとも85モル%のポリ(トリメチレンテレフタラート)を含み;
前記ポリマーが少なくとも0.70dl/gの固有粘度を有し;及び
前記部分配向糸が、少なくとも110〜180%の破断伸びを有することを特徴とする部分配向糸を、約160℃および200℃の間の温度にセットされたヒータを通して供給する工程と、
(b)糸が撚り入れ装置およびヒータを含むヒータまでの間の領域で約46度から約52度の撚り角度を有して撚られるように、糸を撚り入れ装置に供給する工程と、
(c)糸を巻取機に巻く工程と、をもつ部分配向糸の連続延伸テキスチャリングによって製造されることを特徴とする糸。
【請求項15】
撚り入れ装置が(ディスクタイプなどの)フリクションスピンドルであることを特徴とする請求項14に記載の糸。
【請求項16】
フリクションスピンドルが少なくとも1個の入口ガイドディスク、3から5個の作業ディスク、および1個の出口ガイドディスクを含むことを特徴とする請求項15に記載の糸。
【請求項17】
フリクションスピンドルが約0.75から1.0mmの間隔をもつ作業ディスクを含むことを特徴とする請求項14に記載の糸。
【請求項18】
撚り入れ装置がクロスベルトであることを特徴とする請求項14に記載の糸。
【請求項19】
工程(a)の前に、糸を撚り遮断装置に通す工程をさらに含むことを特徴とする請求項14〜18のいずれかの項に記載の糸。
【請求項20】
ポリマーが少なくとも0.70dl/gの固有粘度を有し、および部分配向糸が少なくとも110%の破断伸びを有することを特徴とする請求項14〜19のいずれかの項に記載の糸。
【請求項21】
破断伸びが少なくとも120%であることを特徴とする請求項14〜20のいずれかの項に記載の糸。
【請求項22】
破断伸びが少なくとも130%であることを特徴とする請求項21に記載の糸。
【請求項23】
破断伸びが180%までであることを特徴とする請求項14〜22のいずれかの項に記載の糸。
【請求項24】
破断伸びが145%までであることを特徴とする請求項23に記載の糸。
【請求項25】
固有粘度が少なくとも0.90dl/gであることを特徴とする請求項14〜24のいずれかの項に記載の糸。
【請求項1】
繰返し単位のトリメチレン単位からなるポリ(トリメチレンテレフタラート)を実質的に含むポリマーから製造される部分配向フィード糸の連続延伸テキスチャリング方法であって:
(a)前記部分−配向フィード糸を、
160℃と〜200℃の温度に設定されたヒータを通して供給する工程と;
(b)加熱された糸をフリクション仮撚り入れ装置に供給し、
これによって糸が、フリクション仮撚り入れ装置およびヒータを含むヒータまでの間の領域で46度から52度の撚り角度を有するように撚られる工程と;及び
(c)前記糸を巻取機に巻く工程と、
を含むことを特徴とする方法。
【請求項2】
請求項1に記載の部分配向フィード糸の連続延伸テキスチャリング方法であって、
前記工程(a)のヒータが、180℃〜225℃の範囲の温度に設定され;
前記工程(a)後に、PPT糸が、PPTのガラス転移温度以下に冷却され;
PPTの延伸比が、約1.46〜1.71の範囲であり;
巻取り速度が400〜600 mpmの範囲であり;及び
ガイド−ディスク(guide−disc )
/ワーキングディスク(working disc)
/イグジットディスク(exit disc)比が1/3/1、1/4/1、1/5/1、及び1/7/1から選択される、ことを特徴とする方法。
【請求項3】
撚り入れ装置が(ディスクタイプなどの)フリクションスピンドルであることを特徴とする請求項2に記載の方法。
【請求項4】
フリクションスピンドルが少なくとも1個の入口ガイドディスク、3から5個の作業ディスク、および1個の出口ガイドディスクを含むことを特徴とする請求項3に記載の方法。
【請求項5】
フリクションスピンドルが約0.75から1.0mmの間隔をもつ作業ディスクを含むことを特徴とする請求項3または4に記載の方法。
【請求項6】
撚り入れ装置がクロスベルトであることを特徴とする請求項1に記載の方法または糸。
【請求項7】
工程(a)の前に、糸を撚り遮断装置に通す工程をさらに含むことを特徴とする請求項1〜6のいずれかの項に記載の方法。
【請求項8】
ポリマーが少なくとも0.70dl/gの固有粘度を有し、および部分配向糸が少なくとも110%の破断伸びを有することを特徴とする請求項1〜7のいずれかの項に記載の方法。
【請求項9】
破断伸びが少なくとも120%であることを特徴とする請求項1〜8のいずれかの項に記載の方法。
【請求項10】
破断伸びが少なくとも130%であることを特徴とする請求項9に記載の方法。
【請求項11】
破断伸びが180%までであることを特徴とする請求項1〜10のいずれかの項に記載の方法。
【請求項12】
破断伸びが145%までであることを特徴とする請求項11に記載の方法。
【請求項13】
固有粘度が少なくとも0.90dl/gであることを特徴とする請求項1〜12のいずれかの項に記載の方法。
【請求項14】
延伸テキスチャード糸であって、
(a)ポリエステルポリマーから製造される部分配向糸であって:
前記ポリマーが、繰返し単位の少なくとも85モル%がトリメチレン単位からなる少なくとも85モル%のポリ(トリメチレンテレフタラート)を含み;
前記ポリマーが少なくとも0.70dl/gの固有粘度を有し;及び
前記部分配向糸が、少なくとも110〜180%の破断伸びを有することを特徴とする部分配向糸を、約160℃および200℃の間の温度にセットされたヒータを通して供給する工程と、
(b)糸が撚り入れ装置およびヒータを含むヒータまでの間の領域で約46度から約52度の撚り角度を有して撚られるように、糸を撚り入れ装置に供給する工程と、
(c)糸を巻取機に巻く工程と、をもつ部分配向糸の連続延伸テキスチャリングによって製造されることを特徴とする糸。
【請求項15】
撚り入れ装置が(ディスクタイプなどの)フリクションスピンドルであることを特徴とする請求項14に記載の糸。
【請求項16】
フリクションスピンドルが少なくとも1個の入口ガイドディスク、3から5個の作業ディスク、および1個の出口ガイドディスクを含むことを特徴とする請求項15に記載の糸。
【請求項17】
フリクションスピンドルが約0.75から1.0mmの間隔をもつ作業ディスクを含むことを特徴とする請求項14に記載の糸。
【請求項18】
撚り入れ装置がクロスベルトであることを特徴とする請求項14に記載の糸。
【請求項19】
工程(a)の前に、糸を撚り遮断装置に通す工程をさらに含むことを特徴とする請求項14〜18のいずれかの項に記載の糸。
【請求項20】
ポリマーが少なくとも0.70dl/gの固有粘度を有し、および部分配向糸が少なくとも110%の破断伸びを有することを特徴とする請求項14〜19のいずれかの項に記載の糸。
【請求項21】
破断伸びが少なくとも120%であることを特徴とする請求項14〜20のいずれかの項に記載の糸。
【請求項22】
破断伸びが少なくとも130%であることを特徴とする請求項21に記載の糸。
【請求項23】
破断伸びが180%までであることを特徴とする請求項14〜22のいずれかの項に記載の糸。
【請求項24】
破断伸びが145%までであることを特徴とする請求項23に記載の糸。
【請求項25】
固有粘度が少なくとも0.90dl/gであることを特徴とする請求項14〜24のいずれかの項に記載の糸。
【図1a】

【図1b】

【図2a】
【図2b】
【図3】
【図4】
【図5】
【図1b】
【図2a】
【図2b】
【図3】
【図4】
【図5】
【公開番号】特開2013−57162(P2013−57162A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2012−281245(P2012−281245)
【出願日】平成24年12月25日(2012.12.25)
【分割の表示】特願2011−83203(P2011−83203)の分割
【原出願日】平成13年3月1日(2001.3.1)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成24年12月25日(2012.12.25)
【分割の表示】特願2011−83203(P2011−83203)の分割
【原出願日】平成13年3月1日(2001.3.1)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
[ Back to top ]