
部品供給システム
【課題】ラインサイドの省スペース化を実現する部品供給システムを提供すること。
【解決手段】部品供給システムは、2種類の部品4を搭載して搬送する供給台車1と、台車スペース3を互いの間に形成しつつ2つの工程の近傍にそれぞれ固定配置された固定棚2とを有する。供給台車は、第1部品41を保持する第1レール111と、第2部品42を保持する第2レール112とを平面視において互いに平行に配設してなると共に、放出口12を第1レール及び第2レールの長手方向における互いに反対側の端部に設けてなる。放出口にはストッパー13が配設されている。2つの固定棚は受取口22を台車スペース側に配設し、各工程に部品を供給するための供給口を受取口に対して直交する位置であって互いに同じ方向に設け、部品を保持する受取レール21を有する。台車スペースに供給台車が配置されたとき、供給台車の放出口が固定棚の受取口に対向配置される。
【解決手段】部品供給システムは、2種類の部品4を搭載して搬送する供給台車1と、台車スペース3を互いの間に形成しつつ2つの工程の近傍にそれぞれ固定配置された固定棚2とを有する。供給台車は、第1部品41を保持する第1レール111と、第2部品42を保持する第2レール112とを平面視において互いに平行に配設してなると共に、放出口12を第1レール及び第2レールの長手方向における互いに反対側の端部に設けてなる。放出口にはストッパー13が配設されている。2つの固定棚は受取口22を台車スペース側に配設し、各工程に部品を供給するための供給口を受取口に対して直交する位置であって互いに同じ方向に設け、部品を保持する受取レール21を有する。台車スペースに供給台車が配置されたとき、供給台車の放出口が固定棚の受取口に対向配置される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、生産ライン等における工程に部品を供給するための部品供給システムに関する。
【背景技術】
【0002】
自動車等の生産ラインにおいては、各工程において種々の部品が組みつけられることによって、製品が生産される。このような部品は各工程の近傍に配置しておき、そこから工員が部品を取り出し、被組付体に組み付けていくことが、生産効率の観点から望ましい。
しかし、生産ラインの周囲には充分なスペースがないことが多いため、各工程の近傍に配置しておく部品の数には限りがある。そのため、適宜、各部品を各工程近傍まで搬送し、供給するということが行われている。このとき、例えば、特許文献1、2に開示されているような供給台車を用いて部品を供給している。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−329057号公報
【特許文献2】特開2005−224869号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、各工程ごとに部品を供給しようとしたとき、それぞれに対して供給台車を用意する必要がある。そうすると、部品供給時において、複数の供給台車が生産ライン周辺の通路を行き来し、また停車することとなるため、通路のスペースが混雑してしまう。
【0005】
また、特許文献2に記載の供給台車のように、部品をスライドさせて、工程近傍に備え付けられた固定棚に供給する場合には、以下のような問題がある。すなわち、部品の配列方向と部品のスライド方向とは互いに一致するため、スライド方向は、その構造上、通常は供給台車の長手方向となる。仮にスライド方向が長手方向とならないとしても、多数の部品を搭載しようとすれば、スライド方向を短くすることは困難である。
【0006】
そのため、部品をスライドさせて固定棚に供給する際、供給台車の長手方向(スライド方向)を生産ラインに対し直交するように配置する必要がある。ところが、生産ラインに沿って形成されるラインサイドは、その幅を広く取ることは困難であるし、工場内の省スペース化の観点から、ラインサイドの幅は小さくなるのが通常である。
それゆえ、ラインサイドに供給台車を停車させるにあたって、生産ラインに対して直交するように供給台車を配置することは通常は難しく、ラインサイドから通路まで供給台車がはみ出してしまい、通路を塞いでしまう。また、供給台車を置けるようにラインサイドの幅を大きくすることは、省スペース化の観点から好ましくない。
【0007】
本発明は、かかる問題点に鑑みてなされたもので、ラインサイドの省スペース化を実現する部品供給システムを提供しようとするものである。
【課題を解決するための手段】
【0008】
本発明は、2種類の部品をそれぞれ2つの工程に供給するための部品供給システムであって、
上記2種類の部品をそれぞれ複数個搭載して搬送する供給台車と、該供給台車を配置するための台車スペースを互いの間に形成しつつ上記2つの工程の近傍にそれぞれ固定配置されると共に上記供給台車から部品を受け取る固定棚とを有し、
上記供給台車は、上記2種類の部品のうちの一方の種類の第1部品をスライド可能に保持する第1レールと、他方の種類の第2部品をスライド可能に保持する第2レールとを、平面視において互いに平行に配設してなると共に、上記部品を上記固定棚へ放出するための放出口を上記第1レール及び上記第2レールの長手方向における互いに反対側の端部に設けてなり、また、該放出口には、開閉可能なストッパーが配設されており、
上記2つの固定棚は、それぞれ、上記供給台車の上記放出口から上記部品を受け取るための受取口を、上記台車スペース側に配設しており、また、上記各工程に上記部品を供給するための供給口を、上記受取口に対して直交する位置であって互いに同じ方向に設けてあり、かつ、上記部品をスライド可能に保持する受取レールを有し、
上記台車スペースに上記供給台車が配置されたとき、上記供給台車の2つの上記放出口が、それぞれ2つの上記固定棚の上記受取口に対向配置されると共に、上記第1レールが上記放出口において一方の上記固定棚の上記受取レールと連続し、上記第2レールが上記放出口において他方の上記固定棚の上記受取レールと連続するよう構成されていることを特徴とする部品供給システムにある(請求項1)。
【発明の効果】
【0009】
上記部品供給システムにおいては、上記供給台車が上記第1レールと上記第2レールとを有する。それゆえ、1台の供給台車によって2種類の部品を異なる2つの工程に一度に供給することができるため、生産ライン周辺の通路を行き来し、ラインサイドに停車する供給台車の数が半減する。これにより、ラインサイドの省スペース化を図ることができる。
また、1台の供給台車によって2種類の部品を異なる2つの工程に一度に供給することができることは、部品供給の工数自体を半減させることにもなり、生産効率を向上させることができる。
特に、上記第1レールと上記第2レールとが、互いに反対側の端部に上記放出口を有しているため、異なる2つの位置に配された2つの工程にそれぞれ部品を容易に供給することができる。
【0010】
また、一対の上記固定棚は、互いの間に形成された上記台車スペースに向かって上記受取口を有する。そして、上記供給台車は、第1レールと第2レールの長手方向における互いに反対側に上記放出口を設けている。それゆえ、供給台車は、そのスライド方向、すなわち長手方向を、2つの工程の配列に対して平行となるように配置することができる。そのため、部品供給時において、供給台車がラインサイドや通路を大きく塞ぐことはない。その結果、ラインサイドの省スペース化を図ることができる。
【0011】
また、上記固定棚は、上記供給口を上記受取口に対して直交する位置に形成してあるため、供給口を各工程に向かう方向に配置することができる。そのため、工員が固定棚から部品を容易に取り出して、効率よく組み付け作業等を行うことができる。その結果、生産性を向上させることができる。
また、部品は、第1レール、第2レール、及び受取レールをスライドさせることによって、供給台車から固定棚へ供給することができるため、その供給作業を容易かつ円滑に行うことができる。
【0012】
以上のごとく、本発明によれば、ラインサイドの省スペース化を実現する部品供給システムを提供することができる。
【図面の簡単な説明】
【0013】
【図1】実施例における、部品供給システムを構成する供給台車及び一対の固定棚の正面図。
【図2】図1のA−A線矢視断面図。
【図3】実施例における、部品供給システムを構成する供給台車及び一対の固定棚の平面図。
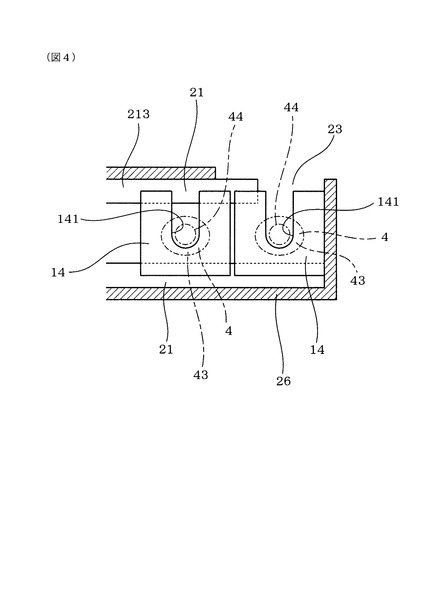
【図4】実施例における、受取レールの下流端付近の説明図。
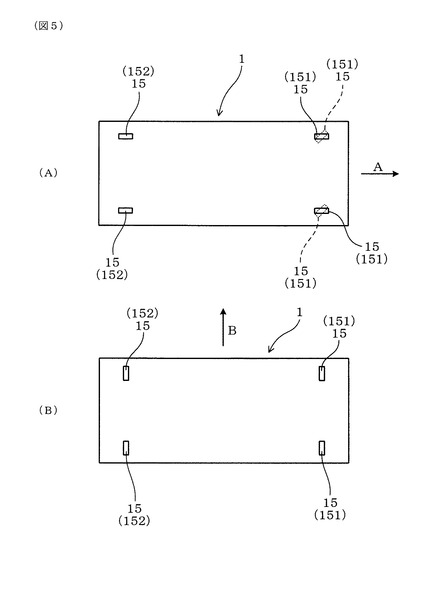
【図5】実施例における、(A)通路搬送時における供給台車の車輪の説明図、(B)台車スペースへ入れる際の供給台車の車輪の説明図。
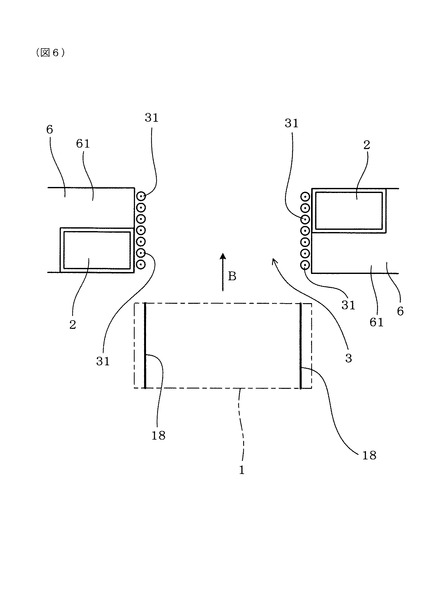
【図6】実施例における、台車スペースに整列配置されたローラーと供給台車のガイドプレートの説明図。
【図7】実施例における、供給台車を台車スペースへ入れる前の状態の平面説明図。
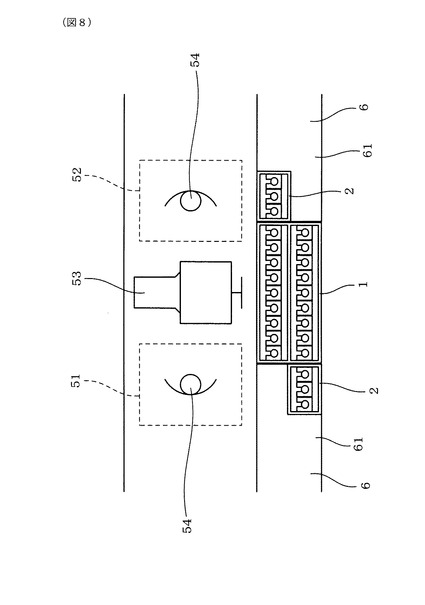
【図8】実施例における、供給台車を台車スペースへ入れた状態の平面説明図。
【発明を実施するための形態】
【0014】
本発明において、上記供給台車の上記第1レール及び上記第2レールは、それぞれ上記放出口に向かって下るように傾斜し、また、上記固定棚の上記受取レールは、上記受取口に向かって上るように傾斜していることが好ましい(請求項2)。
この場合には、部品を、その自重によって供給台車から固定棚へ移動させることができるため、部品供給をより円滑に行うことができる。
【0015】
また、上記第1レール、上記第2レール、及び上記受取レールと、上記部品との間には、両者に係合する部品保持部材が介在されることが好ましい(請求項3)。
この場合には、部品に損傷を与えることなく、円滑に部品供給を行うことができる。
【0016】
また、上記供給台車は、平面視長方形状を有し、その一方の短辺の両端における下面には車軸が水平面内において自在に変化する一対の自在車輪が設けられ、他方の短辺の両端における下面には車軸が水平面内において自在に変化する自在状態と上記供給台車の短手方向に平行に固定される固定状態とを切り替えることができる半自在車輪が設けられていることが好ましい(請求項4)。
この場合には、上記供給台車の搬送を円滑に行うことができると共に、上記台車スペースへの供給台車のセットをも円滑に行うことができる。
【0017】
また、上記2種類の部品は、互いに対称性のある形状を有することが好ましい(請求項5)。
この場合には、上記供給台車における部品の搭載スペースを対称性のある構造とすることができるため、供給台車の小型化を効率的に行うことができる。
たとえば、上記部品は、自動車用のフロントマフラーとすることができ、第1部品41を車両の右側に配置される右用のフロントマフラー、第2部品を車両の左側に配置される左用のフロントマフラーとすることができる。
【実施例】
【0018】
本発明の実施例にかかる部品供給システムにつき、図1〜図8を用いて説明する。
本例の部品供給システムは、2種類の部品4をそれぞれ2つの工程51、52(図8)に供給するためのシステムである。
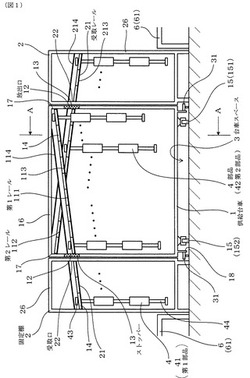
そして、図1に示すごとく、上記部品供給システムは、2種類の部品4をそれぞれ複数個搭載して搬送する供給台車1と、供給台車1から部品4を受け取る固定棚2とを有する。固定棚2は、図7に示すごとく、供給台車1を配置するための台車スペース3を互いの間に形成しつつ上記2つの工程51、52の近傍にそれぞれ固定配置されている。
【0019】
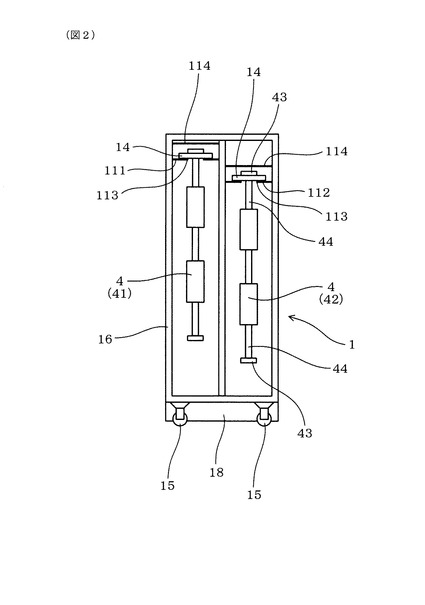
供給台車1は、図1〜図3に示すごとく、2種類の部品4のうちの一方の種類の第1部品41をスライド可能に保持する第1レール111と、他方の種類の第2部品42をスライド可能に保持する第2レール112とを、平面視(図3)において互いに平行に配設してなる。また、供給台車1は、部品4を固定棚2へ放出するための放出口12を第1レール111及び第2レール112の長手方向における互いに反対側の端部に設けてなる。また、放出口12には、開閉可能なストッパー13が配設されている。
【0020】
2つの固定棚2は、それぞれ、供給台車1の放出口12から部品4を受け取るための受取口22を、台車スペース3側に配設している。また、各工程51、52に部品4を供給するための供給口23が、受取口22に対して直交する位置であって互いに同じ方向に設けてある。さらに、固定棚2は、部品4をスライド可能に保持する受取レール21を有する。
【0021】
図1、図3に示すごとく、台車スペース3に供給台車1が配置されたとき、供給台車1の2つの放出口12が、それぞれ2つの固定棚2の受取口22に対向配置されると共に、第1レール111が放出口12において一方の固定棚2の受取レール21と連続し、第2レール112が放出口12において他方の固定棚2の受取レール21と連続する。
【0022】
図1に示すごとく、供給台車1の第1レール111及び第2レール112は、それぞれ放出口12に向かって下るように傾斜し、また、固定棚2の受取レール21は、受取口22に向かって上るように傾斜している。そして、第1レール111とこれに連続する受取レール21とは、互いに同じ傾斜角度を有し、第2レール112とこれに連続する受取レール22とも、互いに同じ傾斜角度を有する。また、第1レール111と第2レール112とは互いに逆向きの傾斜となっており、水平面に対する傾斜角度は同等である。
【0023】
第1レール111、第2レール112、及び受取レール21と、部品4との間には、両者に係合する部品保持部材14が介在されている。
本例の部品4は、自動車用のフロントマフラーであり、第1部品41が車両の右側に配置される右用のフロントマフラー、第2部品42が車両の左側に配置される左用のフロントマフラーである。すなわち、第1部品41と第2部品42とは、互いに対称性のある形状を有する。
【0024】
これらの部品4は、長尺部品であり、その長手方向の両側はパイプ部44によって構成され、その端部にフランジ部43を有している。この一方のフランジ部43を上記部品保持部材14に係合させて、第1レール111、第2レール112、或いは受取レール21に保持されている。
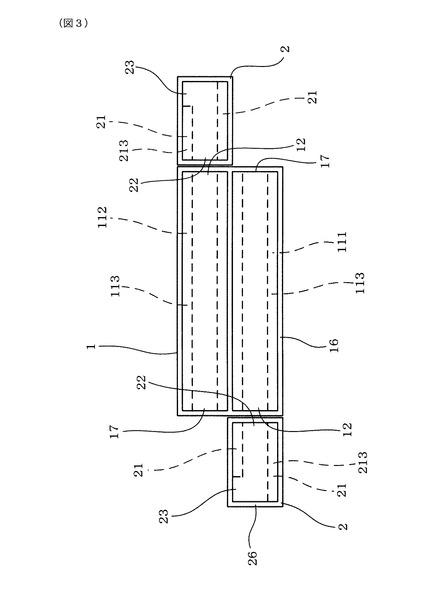
部品保持部材14は、板状の樹脂成形体からなり、図4に示すごとく、U字状の切欠部141を有する。この切欠部141にパイプ部44を挿嵌させて、フランジ部43を部品保持部材14に係合させる。
【0025】
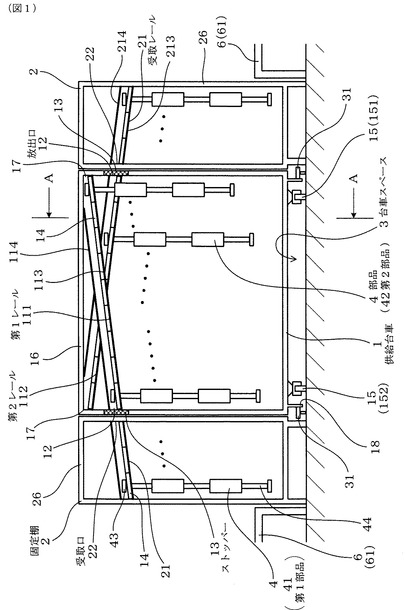
第1レール111、第2レール112、及び受取レール21は、図2、図3に示すごとく、それぞれスライド方向に対して左右の位置に、一対の支持レール部113(213)を有するとともに、該支持レール部113(213)の上方において、部品4の浮きを抑えるための抑えレール部114(214)とを有する。そして、図3、図4に示すごとく、受取レール21における支持レール部213は、その下流端、すなわち、受取口22と反対側の端部において、工程51、52側に配された支持レール部213が、他方の支持レール部213よりも短くなっている。これによって、下流端に供給された部品4を、受取レール21(支持レール部213)に邪魔されることなく、供給口23から、工程51、52へ取り出すことができる。また、部品4は、部品保持部材14と共に供給口23から取り出す。
【0026】
供給台車1は、図5に示すごとく、平面視長方形状を有し、その4つの角部における下面に車輪15が設けられている。すなわち、長方形の一方の短辺の両端における下面には車軸が水平面内において自在に変化する一対の自在車輪151が設けられている。そして、他方の短辺の両端における下面には車軸が水平面内において自在に変化する自在状態と供給台車1の短手方向に平行に固定される固定状態とを切り替えることができる半自在車輪152が設けられている。
【0027】
これにより、供給台車1が工場内の通路を搬送される際には、図5(A)に示すごとく、半自在車輪152を固定状態として、半自在車輪152が後輪となるように供給台車1を牽引することにより、円滑な走行を可能とする(矢印A)。一方、供給台車1を台車スペース3に入れる際には、図5(B)に示すごとく、半自在車輪152を自在状態として、供給台車1を短手方向に移動させることができる(矢印B)。
【0028】
本例の部品供給システムにおける供給台車1は、略直方体形状を有し、その直方体の各辺を少なくとも構成する枠体16の内側に、上記第1レール111及び第2レール112が配設されている。そして、図3に示すごとく、第1レール111と第2レール112とは、供給台車1の平面視における長手方向がスライド方向となるように配置されると共に、短手方向に並んで配置されている。
また、図1、図3に示すごとく、第1レール111及び第2レール112における放出口12と反対側の端部には、それぞれ、部品4を供給台車1に投入するための投入口17が形成されている。
【0029】
また、図1、図2、図6に示すごとく、供給台車1の底部には、平面視における短辺に沿って、供給台車1の外形よりも内側でありかつ車輪15よりも外側の位置に、下方へ突出したガイドプレート18が形成されている。一方、台車スペース3には、その長手方向の両端においてそれぞれ複数個整列配置されたローラー31が配設されている。該ローラー31は、鉛直方向を中心に自由に回転するように軸支されている。
これにより、供給台車1を台車スペース3に配置するに当たっては、ガイドプレート18をローラー31に沿わせながら供給台車1を移動させる(図6の矢印B)ことができ、その移動を円滑に行うことができる。
【0030】
固定棚2も、図1、図3に示すごとく、略直方体形状を有し、その直方体の各辺を少なくとも構成する枠体26の内側に、受取レール21が配設されている。
また、図7、図8に示すごとく、固定棚2は、生産ライン5に隣接すると共に平行に配設されたラインサイド6の一画に配設されている。ラインサイド6は、図1に示すごとく、工場内における供給台車1等が走行する通路よりも数cm高いステップ61によって構成されている。そして、ステップ61は生産ライン5に沿って細長く形成されているが、その一部を途切れさせている。この途切れた部分に、台車スペース3が形成されている。
【0031】
一対の固定棚2のうちの一方は、ラインサイド6における生産ライン5から遠い側の位置に形成され、他方は、ラインサイド6における生産ライン5から近い側の位置に形成されている。前者の固定棚2が第1部品41をストックし、後者の固定棚2が第2部品42をストックする。
そして、一方の工程51における工員54は、前者の固定棚2から第1部品41を取り出し、被組付体53に第1部品41を組み付け、他方の工程52における工員54は、後者の固定棚2から第2部品42を取り出し、被組付体53に第2部品42を組み付ける。
【0032】
各固定棚2には、部品4を3個ストックすることができ、供給台車1には、第1部品41と第2部品42とを、それぞれ8個ずつ搭載することができる。
すなわち、図7に示すごとく、供給台車1は、第1部品41と第2部品42とを、それぞれ8個ずつ搭載して、工場内の通路を台車スペース3の近傍まで搬送されてくる。このとき、供給台車1は、長手方向を進行方向として搬送される(図7の矢印A)。そして、半自在車輪152は固定状態にある。
【0033】
次いで、供給台車1における半自在車輪152を自在状態にして、短手方向に供給台車1を移動させ(図7の矢印B)、図8に示すごとく、台車スペース3に配置する。
次いで、ストッパー13を解除して、部品4を、それぞれ固定棚2へ補給する。
供給台車1は、搭載していた部品4をすべて固定棚2へ供給し終えたとき、台車スペース3から立ち去り、新たな部品4を取りに行く。その一方で、部品4を満載した他の供給台車1が代わって台車スペース3へ入り、固定棚2への部品供給を行う。
【0034】
次に、本例の作用効果につき説明する。
上記部品供給システムにおいては、供給台車1が第1レール111と第2レール112とを有する。それゆえ、1台の供給台車1によって2種類の部品4(41、42)を異なる2つの工程51、52に一度に供給することができるため、生産ライン5周辺の通路を行き来し、ラインサイド6に停車する供給台車1の数が半減する。これにより、ラインサイド6の省スペース化を図ることができる。
【0035】
また、1台の供給台車6によって2種類の部品4(41、42)を異なる2つの工程51、52に一度に供給することができることは、部品供給の工数自体を半減させることにもなり、生産効率を向上させることができる。
特に、第1レール111と第2レール112とが、互いに反対側の端部に放出口12を有しているため、異なる2つの位置に配された2つの工程51、52にそれぞれ部品4を容易に供給することができる。
【0036】
また、一対の固定棚2は、互いの間に形成された台車スペース3に向かって受取口22を有する。そして、供給台車1は、第1レール111と第2レール112の長手方向における互いに反対側に放出口12を設けている。それゆえ、供給台車1は、そのスライド方向、すなわち長手方向を、2つの工程51、52の配列に対して平行となるように配置することができる。そのため、部品供給時において、供給台車1がラインサイド6や通路を大きく塞ぐことはない。その結果、ラインサイド6の省スペース化を図ることができる。
【0037】
また、図3に示すごとく、固定棚2は、供給口23を受取口22に対して直交する位置に形成してあるため、供給口を各工程に向かう方向に配置することができる。そのため、工員54が固定棚2から部品を容易に取り出して、効率よく組み付け作業等を行うことができる。その結果、生産性を向上させることができる。
また、部品4は、第1レール111、第2レール112、及び受取レール21をスライドさせることによって、供給台車1から固定棚2へ供給することができるため、その供給作業を容易かつ円滑に行うことができる。
【0038】
供給台車1の第1レール111及び第2レール112は、それぞれ放出口12に向かって下るように傾斜し、また、固定棚2の受取レール21は、受取口22に向かって上るように傾斜している。これにより、部品4を、その自重によって供給台車1から固定棚2へ移動させることができるため、部品供給をより円滑に行うことができる。
【0039】
また、第1レール111、第2レール112、及び受取レール21と、部品4との間には、両者に係合する部品保持部材14が介在されている。これにより、部品4に損傷を与えることなく、円滑に部品供給を行うことができる。
【0040】
また、供給台車1は、平面視長方形状を有し、その一方の短辺の両端における下面には一対の自在車輪151が設けられ、他方の短辺の両端における下面には半自在車輪152が設けられている。これにより、供給台車1の搬送を円滑に行うことができると共に、台車スペース3への供給台車1のセットをも円滑に行うことができる。
【0041】
また、2種類の部品4は、互いに対称性のある形状を有する。それゆえ、供給台車1における部品4の搭載スペースを対称性のある構造とすることができるため、供給台車1の小型化を効率的に行うことができる。
【0042】
以上のごとく、本例によれば、ラインサイドの省スペース化を実現する部品供給システムを提供することができる。
【0043】
なお、本例においては、自動車のフロントマフラーを部品4として供給する場合について述べたが、本発明の部品供給システムは、これ以外にも、例えば、プロペラシャフト、ラック&ピニオン、ブレーキチューブ、フューエルチューブ、フューエルインレットパイプ、スタビライザー、ワイヤーハーネス全般、インパネリンフォース等、種々の部品の供給に適用することができる。
【符号の説明】
【0044】
1 供給台車
111 第1レール
112 第2レール
12 放出口
13 ストッパー
2 固定棚
21 受取レール
22 受取口
23 供給口
3 台車スペース
4 部品
41 第1部品
42 第2部品
5 生産ライン
51、52 工程
6 ラインサイド
【技術分野】
【0001】
本発明は、生産ライン等における工程に部品を供給するための部品供給システムに関する。
【背景技術】
【0002】
自動車等の生産ラインにおいては、各工程において種々の部品が組みつけられることによって、製品が生産される。このような部品は各工程の近傍に配置しておき、そこから工員が部品を取り出し、被組付体に組み付けていくことが、生産効率の観点から望ましい。
しかし、生産ラインの周囲には充分なスペースがないことが多いため、各工程の近傍に配置しておく部品の数には限りがある。そのため、適宜、各部品を各工程近傍まで搬送し、供給するということが行われている。このとき、例えば、特許文献1、2に開示されているような供給台車を用いて部品を供給している。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−329057号公報
【特許文献2】特開2005−224869号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、各工程ごとに部品を供給しようとしたとき、それぞれに対して供給台車を用意する必要がある。そうすると、部品供給時において、複数の供給台車が生産ライン周辺の通路を行き来し、また停車することとなるため、通路のスペースが混雑してしまう。
【0005】
また、特許文献2に記載の供給台車のように、部品をスライドさせて、工程近傍に備え付けられた固定棚に供給する場合には、以下のような問題がある。すなわち、部品の配列方向と部品のスライド方向とは互いに一致するため、スライド方向は、その構造上、通常は供給台車の長手方向となる。仮にスライド方向が長手方向とならないとしても、多数の部品を搭載しようとすれば、スライド方向を短くすることは困難である。
【0006】
そのため、部品をスライドさせて固定棚に供給する際、供給台車の長手方向(スライド方向)を生産ラインに対し直交するように配置する必要がある。ところが、生産ラインに沿って形成されるラインサイドは、その幅を広く取ることは困難であるし、工場内の省スペース化の観点から、ラインサイドの幅は小さくなるのが通常である。
それゆえ、ラインサイドに供給台車を停車させるにあたって、生産ラインに対して直交するように供給台車を配置することは通常は難しく、ラインサイドから通路まで供給台車がはみ出してしまい、通路を塞いでしまう。また、供給台車を置けるようにラインサイドの幅を大きくすることは、省スペース化の観点から好ましくない。
【0007】
本発明は、かかる問題点に鑑みてなされたもので、ラインサイドの省スペース化を実現する部品供給システムを提供しようとするものである。
【課題を解決するための手段】
【0008】
本発明は、2種類の部品をそれぞれ2つの工程に供給するための部品供給システムであって、
上記2種類の部品をそれぞれ複数個搭載して搬送する供給台車と、該供給台車を配置するための台車スペースを互いの間に形成しつつ上記2つの工程の近傍にそれぞれ固定配置されると共に上記供給台車から部品を受け取る固定棚とを有し、
上記供給台車は、上記2種類の部品のうちの一方の種類の第1部品をスライド可能に保持する第1レールと、他方の種類の第2部品をスライド可能に保持する第2レールとを、平面視において互いに平行に配設してなると共に、上記部品を上記固定棚へ放出するための放出口を上記第1レール及び上記第2レールの長手方向における互いに反対側の端部に設けてなり、また、該放出口には、開閉可能なストッパーが配設されており、
上記2つの固定棚は、それぞれ、上記供給台車の上記放出口から上記部品を受け取るための受取口を、上記台車スペース側に配設しており、また、上記各工程に上記部品を供給するための供給口を、上記受取口に対して直交する位置であって互いに同じ方向に設けてあり、かつ、上記部品をスライド可能に保持する受取レールを有し、
上記台車スペースに上記供給台車が配置されたとき、上記供給台車の2つの上記放出口が、それぞれ2つの上記固定棚の上記受取口に対向配置されると共に、上記第1レールが上記放出口において一方の上記固定棚の上記受取レールと連続し、上記第2レールが上記放出口において他方の上記固定棚の上記受取レールと連続するよう構成されていることを特徴とする部品供給システムにある(請求項1)。
【発明の効果】
【0009】
上記部品供給システムにおいては、上記供給台車が上記第1レールと上記第2レールとを有する。それゆえ、1台の供給台車によって2種類の部品を異なる2つの工程に一度に供給することができるため、生産ライン周辺の通路を行き来し、ラインサイドに停車する供給台車の数が半減する。これにより、ラインサイドの省スペース化を図ることができる。
また、1台の供給台車によって2種類の部品を異なる2つの工程に一度に供給することができることは、部品供給の工数自体を半減させることにもなり、生産効率を向上させることができる。
特に、上記第1レールと上記第2レールとが、互いに反対側の端部に上記放出口を有しているため、異なる2つの位置に配された2つの工程にそれぞれ部品を容易に供給することができる。
【0010】
また、一対の上記固定棚は、互いの間に形成された上記台車スペースに向かって上記受取口を有する。そして、上記供給台車は、第1レールと第2レールの長手方向における互いに反対側に上記放出口を設けている。それゆえ、供給台車は、そのスライド方向、すなわち長手方向を、2つの工程の配列に対して平行となるように配置することができる。そのため、部品供給時において、供給台車がラインサイドや通路を大きく塞ぐことはない。その結果、ラインサイドの省スペース化を図ることができる。
【0011】
また、上記固定棚は、上記供給口を上記受取口に対して直交する位置に形成してあるため、供給口を各工程に向かう方向に配置することができる。そのため、工員が固定棚から部品を容易に取り出して、効率よく組み付け作業等を行うことができる。その結果、生産性を向上させることができる。
また、部品は、第1レール、第2レール、及び受取レールをスライドさせることによって、供給台車から固定棚へ供給することができるため、その供給作業を容易かつ円滑に行うことができる。
【0012】
以上のごとく、本発明によれば、ラインサイドの省スペース化を実現する部品供給システムを提供することができる。
【図面の簡単な説明】
【0013】
【図1】実施例における、部品供給システムを構成する供給台車及び一対の固定棚の正面図。
【図2】図1のA−A線矢視断面図。
【図3】実施例における、部品供給システムを構成する供給台車及び一対の固定棚の平面図。
【図4】実施例における、受取レールの下流端付近の説明図。
【図5】実施例における、(A)通路搬送時における供給台車の車輪の説明図、(B)台車スペースへ入れる際の供給台車の車輪の説明図。
【図6】実施例における、台車スペースに整列配置されたローラーと供給台車のガイドプレートの説明図。
【図7】実施例における、供給台車を台車スペースへ入れる前の状態の平面説明図。
【図8】実施例における、供給台車を台車スペースへ入れた状態の平面説明図。
【発明を実施するための形態】
【0014】
本発明において、上記供給台車の上記第1レール及び上記第2レールは、それぞれ上記放出口に向かって下るように傾斜し、また、上記固定棚の上記受取レールは、上記受取口に向かって上るように傾斜していることが好ましい(請求項2)。
この場合には、部品を、その自重によって供給台車から固定棚へ移動させることができるため、部品供給をより円滑に行うことができる。
【0015】
また、上記第1レール、上記第2レール、及び上記受取レールと、上記部品との間には、両者に係合する部品保持部材が介在されることが好ましい(請求項3)。
この場合には、部品に損傷を与えることなく、円滑に部品供給を行うことができる。
【0016】
また、上記供給台車は、平面視長方形状を有し、その一方の短辺の両端における下面には車軸が水平面内において自在に変化する一対の自在車輪が設けられ、他方の短辺の両端における下面には車軸が水平面内において自在に変化する自在状態と上記供給台車の短手方向に平行に固定される固定状態とを切り替えることができる半自在車輪が設けられていることが好ましい(請求項4)。
この場合には、上記供給台車の搬送を円滑に行うことができると共に、上記台車スペースへの供給台車のセットをも円滑に行うことができる。
【0017】
また、上記2種類の部品は、互いに対称性のある形状を有することが好ましい(請求項5)。
この場合には、上記供給台車における部品の搭載スペースを対称性のある構造とすることができるため、供給台車の小型化を効率的に行うことができる。
たとえば、上記部品は、自動車用のフロントマフラーとすることができ、第1部品41を車両の右側に配置される右用のフロントマフラー、第2部品を車両の左側に配置される左用のフロントマフラーとすることができる。
【実施例】
【0018】
本発明の実施例にかかる部品供給システムにつき、図1〜図8を用いて説明する。
本例の部品供給システムは、2種類の部品4をそれぞれ2つの工程51、52(図8)に供給するためのシステムである。
そして、図1に示すごとく、上記部品供給システムは、2種類の部品4をそれぞれ複数個搭載して搬送する供給台車1と、供給台車1から部品4を受け取る固定棚2とを有する。固定棚2は、図7に示すごとく、供給台車1を配置するための台車スペース3を互いの間に形成しつつ上記2つの工程51、52の近傍にそれぞれ固定配置されている。
【0019】
供給台車1は、図1〜図3に示すごとく、2種類の部品4のうちの一方の種類の第1部品41をスライド可能に保持する第1レール111と、他方の種類の第2部品42をスライド可能に保持する第2レール112とを、平面視(図3)において互いに平行に配設してなる。また、供給台車1は、部品4を固定棚2へ放出するための放出口12を第1レール111及び第2レール112の長手方向における互いに反対側の端部に設けてなる。また、放出口12には、開閉可能なストッパー13が配設されている。
【0020】
2つの固定棚2は、それぞれ、供給台車1の放出口12から部品4を受け取るための受取口22を、台車スペース3側に配設している。また、各工程51、52に部品4を供給するための供給口23が、受取口22に対して直交する位置であって互いに同じ方向に設けてある。さらに、固定棚2は、部品4をスライド可能に保持する受取レール21を有する。
【0021】
図1、図3に示すごとく、台車スペース3に供給台車1が配置されたとき、供給台車1の2つの放出口12が、それぞれ2つの固定棚2の受取口22に対向配置されると共に、第1レール111が放出口12において一方の固定棚2の受取レール21と連続し、第2レール112が放出口12において他方の固定棚2の受取レール21と連続する。
【0022】
図1に示すごとく、供給台車1の第1レール111及び第2レール112は、それぞれ放出口12に向かって下るように傾斜し、また、固定棚2の受取レール21は、受取口22に向かって上るように傾斜している。そして、第1レール111とこれに連続する受取レール21とは、互いに同じ傾斜角度を有し、第2レール112とこれに連続する受取レール22とも、互いに同じ傾斜角度を有する。また、第1レール111と第2レール112とは互いに逆向きの傾斜となっており、水平面に対する傾斜角度は同等である。
【0023】
第1レール111、第2レール112、及び受取レール21と、部品4との間には、両者に係合する部品保持部材14が介在されている。
本例の部品4は、自動車用のフロントマフラーであり、第1部品41が車両の右側に配置される右用のフロントマフラー、第2部品42が車両の左側に配置される左用のフロントマフラーである。すなわち、第1部品41と第2部品42とは、互いに対称性のある形状を有する。
【0024】
これらの部品4は、長尺部品であり、その長手方向の両側はパイプ部44によって構成され、その端部にフランジ部43を有している。この一方のフランジ部43を上記部品保持部材14に係合させて、第1レール111、第2レール112、或いは受取レール21に保持されている。
部品保持部材14は、板状の樹脂成形体からなり、図4に示すごとく、U字状の切欠部141を有する。この切欠部141にパイプ部44を挿嵌させて、フランジ部43を部品保持部材14に係合させる。
【0025】
第1レール111、第2レール112、及び受取レール21は、図2、図3に示すごとく、それぞれスライド方向に対して左右の位置に、一対の支持レール部113(213)を有するとともに、該支持レール部113(213)の上方において、部品4の浮きを抑えるための抑えレール部114(214)とを有する。そして、図3、図4に示すごとく、受取レール21における支持レール部213は、その下流端、すなわち、受取口22と反対側の端部において、工程51、52側に配された支持レール部213が、他方の支持レール部213よりも短くなっている。これによって、下流端に供給された部品4を、受取レール21(支持レール部213)に邪魔されることなく、供給口23から、工程51、52へ取り出すことができる。また、部品4は、部品保持部材14と共に供給口23から取り出す。
【0026】
供給台車1は、図5に示すごとく、平面視長方形状を有し、その4つの角部における下面に車輪15が設けられている。すなわち、長方形の一方の短辺の両端における下面には車軸が水平面内において自在に変化する一対の自在車輪151が設けられている。そして、他方の短辺の両端における下面には車軸が水平面内において自在に変化する自在状態と供給台車1の短手方向に平行に固定される固定状態とを切り替えることができる半自在車輪152が設けられている。
【0027】
これにより、供給台車1が工場内の通路を搬送される際には、図5(A)に示すごとく、半自在車輪152を固定状態として、半自在車輪152が後輪となるように供給台車1を牽引することにより、円滑な走行を可能とする(矢印A)。一方、供給台車1を台車スペース3に入れる際には、図5(B)に示すごとく、半自在車輪152を自在状態として、供給台車1を短手方向に移動させることができる(矢印B)。
【0028】
本例の部品供給システムにおける供給台車1は、略直方体形状を有し、その直方体の各辺を少なくとも構成する枠体16の内側に、上記第1レール111及び第2レール112が配設されている。そして、図3に示すごとく、第1レール111と第2レール112とは、供給台車1の平面視における長手方向がスライド方向となるように配置されると共に、短手方向に並んで配置されている。
また、図1、図3に示すごとく、第1レール111及び第2レール112における放出口12と反対側の端部には、それぞれ、部品4を供給台車1に投入するための投入口17が形成されている。
【0029】
また、図1、図2、図6に示すごとく、供給台車1の底部には、平面視における短辺に沿って、供給台車1の外形よりも内側でありかつ車輪15よりも外側の位置に、下方へ突出したガイドプレート18が形成されている。一方、台車スペース3には、その長手方向の両端においてそれぞれ複数個整列配置されたローラー31が配設されている。該ローラー31は、鉛直方向を中心に自由に回転するように軸支されている。
これにより、供給台車1を台車スペース3に配置するに当たっては、ガイドプレート18をローラー31に沿わせながら供給台車1を移動させる(図6の矢印B)ことができ、その移動を円滑に行うことができる。
【0030】
固定棚2も、図1、図3に示すごとく、略直方体形状を有し、その直方体の各辺を少なくとも構成する枠体26の内側に、受取レール21が配設されている。
また、図7、図8に示すごとく、固定棚2は、生産ライン5に隣接すると共に平行に配設されたラインサイド6の一画に配設されている。ラインサイド6は、図1に示すごとく、工場内における供給台車1等が走行する通路よりも数cm高いステップ61によって構成されている。そして、ステップ61は生産ライン5に沿って細長く形成されているが、その一部を途切れさせている。この途切れた部分に、台車スペース3が形成されている。
【0031】
一対の固定棚2のうちの一方は、ラインサイド6における生産ライン5から遠い側の位置に形成され、他方は、ラインサイド6における生産ライン5から近い側の位置に形成されている。前者の固定棚2が第1部品41をストックし、後者の固定棚2が第2部品42をストックする。
そして、一方の工程51における工員54は、前者の固定棚2から第1部品41を取り出し、被組付体53に第1部品41を組み付け、他方の工程52における工員54は、後者の固定棚2から第2部品42を取り出し、被組付体53に第2部品42を組み付ける。
【0032】
各固定棚2には、部品4を3個ストックすることができ、供給台車1には、第1部品41と第2部品42とを、それぞれ8個ずつ搭載することができる。
すなわち、図7に示すごとく、供給台車1は、第1部品41と第2部品42とを、それぞれ8個ずつ搭載して、工場内の通路を台車スペース3の近傍まで搬送されてくる。このとき、供給台車1は、長手方向を進行方向として搬送される(図7の矢印A)。そして、半自在車輪152は固定状態にある。
【0033】
次いで、供給台車1における半自在車輪152を自在状態にして、短手方向に供給台車1を移動させ(図7の矢印B)、図8に示すごとく、台車スペース3に配置する。
次いで、ストッパー13を解除して、部品4を、それぞれ固定棚2へ補給する。
供給台車1は、搭載していた部品4をすべて固定棚2へ供給し終えたとき、台車スペース3から立ち去り、新たな部品4を取りに行く。その一方で、部品4を満載した他の供給台車1が代わって台車スペース3へ入り、固定棚2への部品供給を行う。
【0034】
次に、本例の作用効果につき説明する。
上記部品供給システムにおいては、供給台車1が第1レール111と第2レール112とを有する。それゆえ、1台の供給台車1によって2種類の部品4(41、42)を異なる2つの工程51、52に一度に供給することができるため、生産ライン5周辺の通路を行き来し、ラインサイド6に停車する供給台車1の数が半減する。これにより、ラインサイド6の省スペース化を図ることができる。
【0035】
また、1台の供給台車6によって2種類の部品4(41、42)を異なる2つの工程51、52に一度に供給することができることは、部品供給の工数自体を半減させることにもなり、生産効率を向上させることができる。
特に、第1レール111と第2レール112とが、互いに反対側の端部に放出口12を有しているため、異なる2つの位置に配された2つの工程51、52にそれぞれ部品4を容易に供給することができる。
【0036】
また、一対の固定棚2は、互いの間に形成された台車スペース3に向かって受取口22を有する。そして、供給台車1は、第1レール111と第2レール112の長手方向における互いに反対側に放出口12を設けている。それゆえ、供給台車1は、そのスライド方向、すなわち長手方向を、2つの工程51、52の配列に対して平行となるように配置することができる。そのため、部品供給時において、供給台車1がラインサイド6や通路を大きく塞ぐことはない。その結果、ラインサイド6の省スペース化を図ることができる。
【0037】
また、図3に示すごとく、固定棚2は、供給口23を受取口22に対して直交する位置に形成してあるため、供給口を各工程に向かう方向に配置することができる。そのため、工員54が固定棚2から部品を容易に取り出して、効率よく組み付け作業等を行うことができる。その結果、生産性を向上させることができる。
また、部品4は、第1レール111、第2レール112、及び受取レール21をスライドさせることによって、供給台車1から固定棚2へ供給することができるため、その供給作業を容易かつ円滑に行うことができる。
【0038】
供給台車1の第1レール111及び第2レール112は、それぞれ放出口12に向かって下るように傾斜し、また、固定棚2の受取レール21は、受取口22に向かって上るように傾斜している。これにより、部品4を、その自重によって供給台車1から固定棚2へ移動させることができるため、部品供給をより円滑に行うことができる。
【0039】
また、第1レール111、第2レール112、及び受取レール21と、部品4との間には、両者に係合する部品保持部材14が介在されている。これにより、部品4に損傷を与えることなく、円滑に部品供給を行うことができる。
【0040】
また、供給台車1は、平面視長方形状を有し、その一方の短辺の両端における下面には一対の自在車輪151が設けられ、他方の短辺の両端における下面には半自在車輪152が設けられている。これにより、供給台車1の搬送を円滑に行うことができると共に、台車スペース3への供給台車1のセットをも円滑に行うことができる。
【0041】
また、2種類の部品4は、互いに対称性のある形状を有する。それゆえ、供給台車1における部品4の搭載スペースを対称性のある構造とすることができるため、供給台車1の小型化を効率的に行うことができる。
【0042】
以上のごとく、本例によれば、ラインサイドの省スペース化を実現する部品供給システムを提供することができる。
【0043】
なお、本例においては、自動車のフロントマフラーを部品4として供給する場合について述べたが、本発明の部品供給システムは、これ以外にも、例えば、プロペラシャフト、ラック&ピニオン、ブレーキチューブ、フューエルチューブ、フューエルインレットパイプ、スタビライザー、ワイヤーハーネス全般、インパネリンフォース等、種々の部品の供給に適用することができる。
【符号の説明】
【0044】
1 供給台車
111 第1レール
112 第2レール
12 放出口
13 ストッパー
2 固定棚
21 受取レール
22 受取口
23 供給口
3 台車スペース
4 部品
41 第1部品
42 第2部品
5 生産ライン
51、52 工程
6 ラインサイド
【特許請求の範囲】
【請求項1】
2種類の部品をそれぞれ2つの工程に供給するための部品供給システムであって、
上記2種類の部品をそれぞれ複数個搭載して搬送する供給台車と、該供給台車を配置するための台車スペースを互いの間に形成しつつ上記2つの工程の近傍にそれぞれ固定配置されると共に上記供給台車から部品を受け取る固定棚とを有し、
上記供給台車は、上記2種類の部品のうちの一方の種類の第1部品をスライド可能に保持する第1レールと、他方の種類の第2部品をスライド可能に保持する第2レールとを、平面視において互いに平行に配設してなると共に、上記部品を上記固定棚へ放出するための放出口を上記第1レール及び上記第2レールの長手方向における互いに反対側の端部に設けてなり、また、該放出口には、開閉可能なストッパーが配設されており、
上記2つの固定棚は、それぞれ、上記供給台車の上記放出口から上記部品を受け取るための受取口を、上記台車スペース側に配設しており、また、上記各工程に上記部品を供給するための供給口を、上記受取口に対して直交する位置であって互いに同じ方向に設けてあり、かつ、上記部品をスライド可能に保持する受取レールを有し、
上記台車スペースに上記供給台車が配置されたとき、上記供給台車の2つの上記放出口が、それぞれ2つの上記固定棚の上記受取口に対向配置されると共に、上記第1レールが上記放出口において一方の上記固定棚の上記受取レールと連続し、上記第2レールが上記放出口において他方の上記固定棚の上記受取レールと連続するよう構成されていることを特徴とする部品供給システム。
【請求項2】
請求項1において、上記供給台車の上記第1レール及び上記第2レールは、それぞれ上記放出口に向かって下るように傾斜し、また、上記固定棚の上記受取レールは、上記受取口に向かって上るように傾斜していることを特徴とする部品供給システム。
【請求項3】
請求項1又は2において、上記第1レール、上記第2レール、及び上記受取レールと、上記部品との間には、両者に係合する部品保持部材が介在されることを特徴とする部品供給システム。
【請求項4】
請求項1〜3のいずれか一項において、上記供給台車は、平面視長方形状を有し、その一方の短辺の両端における下面には車軸が水平面内において自在に変化する一対の自在車輪が設けられ、他方の短辺の両端における下面には車軸が水平面内において自在に変化する自在状態と上記供給台車の短手方向に平行に固定される固定状態とを切り替えることができる半自在車輪が設けられていることを特徴とする部品供給システム。
【請求項5】
請求項1〜4のいずれか一項において、上記2種類の部品は、互いに対称性のある形状を有することを特徴とする部品供給システム。
【請求項1】
2種類の部品をそれぞれ2つの工程に供給するための部品供給システムであって、
上記2種類の部品をそれぞれ複数個搭載して搬送する供給台車と、該供給台車を配置するための台車スペースを互いの間に形成しつつ上記2つの工程の近傍にそれぞれ固定配置されると共に上記供給台車から部品を受け取る固定棚とを有し、
上記供給台車は、上記2種類の部品のうちの一方の種類の第1部品をスライド可能に保持する第1レールと、他方の種類の第2部品をスライド可能に保持する第2レールとを、平面視において互いに平行に配設してなると共に、上記部品を上記固定棚へ放出するための放出口を上記第1レール及び上記第2レールの長手方向における互いに反対側の端部に設けてなり、また、該放出口には、開閉可能なストッパーが配設されており、
上記2つの固定棚は、それぞれ、上記供給台車の上記放出口から上記部品を受け取るための受取口を、上記台車スペース側に配設しており、また、上記各工程に上記部品を供給するための供給口を、上記受取口に対して直交する位置であって互いに同じ方向に設けてあり、かつ、上記部品をスライド可能に保持する受取レールを有し、
上記台車スペースに上記供給台車が配置されたとき、上記供給台車の2つの上記放出口が、それぞれ2つの上記固定棚の上記受取口に対向配置されると共に、上記第1レールが上記放出口において一方の上記固定棚の上記受取レールと連続し、上記第2レールが上記放出口において他方の上記固定棚の上記受取レールと連続するよう構成されていることを特徴とする部品供給システム。
【請求項2】
請求項1において、上記供給台車の上記第1レール及び上記第2レールは、それぞれ上記放出口に向かって下るように傾斜し、また、上記固定棚の上記受取レールは、上記受取口に向かって上るように傾斜していることを特徴とする部品供給システム。
【請求項3】
請求項1又は2において、上記第1レール、上記第2レール、及び上記受取レールと、上記部品との間には、両者に係合する部品保持部材が介在されることを特徴とする部品供給システム。
【請求項4】
請求項1〜3のいずれか一項において、上記供給台車は、平面視長方形状を有し、その一方の短辺の両端における下面には車軸が水平面内において自在に変化する一対の自在車輪が設けられ、他方の短辺の両端における下面には車軸が水平面内において自在に変化する自在状態と上記供給台車の短手方向に平行に固定される固定状態とを切り替えることができる半自在車輪が設けられていることを特徴とする部品供給システム。
【請求項5】
請求項1〜4のいずれか一項において、上記2種類の部品は、互いに対称性のある形状を有することを特徴とする部品供給システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−260138(P2010−260138A)
【公開日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願番号】特願2009−113268(P2009−113268)
【出願日】平成21年5月8日(2009.5.8)
【出願人】(000110321)トヨタ車体株式会社 (1,272)
【Fターム(参考)】
【公開日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願日】平成21年5月8日(2009.5.8)
【出願人】(000110321)トヨタ車体株式会社 (1,272)
【Fターム(参考)】
[ Back to top ]