
部品供給装置および部品供給システム並びに部品供給方法
【課題】 搬送体を自動的に回収レールに移行させるに好適な部品供給装置を提供する。
【解決手段】 部品供給側が部品受取側より高くなるよう傾斜した往路を形成する供給レール3と、部品供給側が部品受取側より低くなるように傾斜した復路を形成する回収レール4と、で搬送体6が走行可能なガイドレールを構成し、部品受取側の前記供給レール3端近傍と前記回収レール4端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構8を備えた搬送体6を供給レール3から回収レール4に移載する搬送体移載手段5と、前記供給レール3の部品受取側に配置されて先頭の搬送体6および後続する搬送体6を停止させると共に先頭の搬送体6が前記搬送体移載手段5に移載される毎に後続の搬送体6を先頭の搬送体6として停止させる停止手段9と、を備えるようにした。
【解決手段】 部品供給側が部品受取側より高くなるよう傾斜した往路を形成する供給レール3と、部品供給側が部品受取側より低くなるように傾斜した復路を形成する回収レール4と、で搬送体6が走行可能なガイドレールを構成し、部品受取側の前記供給レール3端近傍と前記回収レール4端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構8を備えた搬送体6を供給レール3から回収レール4に移載する搬送体移載手段5と、前記供給レール3の部品受取側に配置されて先頭の搬送体6および後続する搬送体6を停止させると共に先頭の搬送体6が前記搬送体移載手段5に移載される毎に後続の搬送体6を先頭の搬送体6として停止させる停止手段9と、を備えるようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、組立ラインにおける部品供給装置および部品供給システム並びに部品供給方法に関するものである。
【背景技術】
【0002】
従来から自動車等の組立ラインに部品を順次供給する場合に、部品供給側から部品受取側に向かって下降傾斜した供給側ガイドレールに沿って部品を保持させた状態の搬送体と共に供給し、部品受取側から部品供給側に向かって下降傾斜した回収側ガイドレールに沿って空となった搬送体を回収する部品供給装置が提案されている(特許文献1参照)。
【0003】
これは、部品供給側が部品受取側より高くなるように傾斜した往路レール部と部品供給側が部品受取側より低くなるように傾斜し復路レール部と、これらを連結する第1連結部、第2連結部とからなるループ状のガイドレールとし、搬送体は往路レール部では部品受取側に自重による移動により部品を供給し、部品が外された搬送体は第2連結部に沿って作業者により持上げられて復路レール部に移動され、復路レール部に沿って部品供給側に回収されるようにしている。
【特許文献1】特開2003−20105号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来例では、部品受取側で部品を取り外した後の搬送体を第2連結部に沿って持上げ、復路レール部に流し込むようにしているため、搬送すべき部品が大型で大重量の部品である場合には必然的に搬送体も強度の大きい重量物となり、作業者の作業負荷が大きくなる不具合が予想される。
【0005】
そこで本発明は、上記問題点に鑑みてなされたもので、搬送体を自動的に回収レールに移行させるに好適な部品供給装置および部品供給システム並びに部品供給方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、部品供給側と部品受取側とをガイドレールで結ぶと共に、そのガイドレールに部品保持機構を備えた搬送体を走行可能に設けた部品供給装置であり、前記ガイドレールは、部品供給側が部品受取側より高くなるよう傾斜した往路を形成する供給レールと、部品供給側が部品受取側より低くなるように傾斜した復路を形成する回収レールと、で構成し、部品受取側の前記供給レール端近傍と前記回収レール端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構を備えた搬送体を供給レールから回収レールに移載する搬送体移載手段と、前記供給レールの部品受取側に配置されて先頭の搬送体および後続する搬送体を停止させると共に先頭の搬送体が前記搬送体移載手段に移載される毎に後続の搬送体を先頭の搬送体として停止させる停止手段と、を備えるようにした。
【0007】
また、部品投入側が部品受取側より高くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な供給レールと、部品投入側が部品受取側より低くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な回収レールと、を備え、前記供給レールには搬送体により整列させた状態で供給される部品を収容可能であり、前記回収レールには供給部品を外した搬送体を収容可能であり、組立ラインの部品供給ステーションに配置される部品供給装置と、部品投入側が部品供給側より高くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な供給レールと、部品投入側が部品供給側より低くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な回収レールと、を備え、前記供給レールには搬送体により整列させた状態で、部品積込ステーションにおいて組立ラインの部品供給ステーションに供給する部品を収容可能であり、前記回収レールには組立ラインの部品供給ステーションから供給部品が外された搬送体を収容可能である部品供給台車と、からなる部品供給システムであり、前記部品供給装置の部品受取側の前記供給レール端近傍と前記回収レール端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構を備えた搬送体を供給レールから回収レールに移載する搬送体移載手段を設け、部品供給装置の部品投入側と部品供給台車の部品供給側とを連結して、部品供給台車の供給レールから部品供給装置の供給レールに対して搬送体により保持して整列させた状態で収容する部品を搬送体と共に供給し、搬送体移載手段で回収されて部品供給装置の回収レールに収容された搬送体を部品供給装置の回収レールから部品供給台車の回収レールに回収するようにした。
【発明の効果】
【0008】
したがって、本発明では、部品受取側の前記供給レール端近傍と前記回収レール端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構を備えた搬送体を供給レールから回収レールに移載する搬送体移載手段を備えるため、従来例のような作業者による搬送体の回収レールへの持上げ作業を廃止して、作業者の作業負荷を軽減することができる。
【0009】
また、部品供給装置の部品受取側の前記供給レール端近傍と前記回収レール端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構を備えた搬送体を供給レールから回収レールに移載する搬送体移載手段を設け、部品供給装置の部品投入側と部品供給台車の部品供給側とを連結して、部品供給台車の供給レールから部品供給装置の供給レールに対して搬送体により保持して整列させた状態で収容する部品を搬送体と共に供給し、搬送体移載手段で回収されて部品供給装置の回収レールに収容された搬送体を部品供給装置の回収レールから部品供給台車の回収レールに回収するようにしたため、部品供給台車を経由させて部品供給装置への供給部品の流れが、供給レール同士のドッキングにより効率的に行うことができ、部品を保持する搬送体は、搬送体移載装置により部品供給装置の供給レールから回収レールに連続して回収され、部品供給装置から部品供給台車へと夫々の回収レールを経由させて効率的に行うことができる。
【発明を実施するための最良の形態】
【0010】
以下、本発明の部品供給装置および部品供給方法を各実施形態に基づいて説明する。
【0011】
(第1実施形態)
図1〜図10は、本発明を適用した部品供給装置の第1実施形態を示し、図1は部品供給装置の側面図、図2は供給レールおよび搬送体を示す正面図、図3は一個送り装置の構成および動作を示す側面図、図4は回収レールおよび搬送体の正面図、図5は搬送体移載手段の側面図、図6は搬送体移載手段の動作状態を示す側面図、図7は搬送体移載手段の移載動作を示す説明図、図8および図9は搬送体の供給レールから移載手段および移載手段から回収レールへの移載状況を説明する説明図、図10は供給レール若しくは回収レールと搬送体の別の形式を説明する説明図である。
【0012】
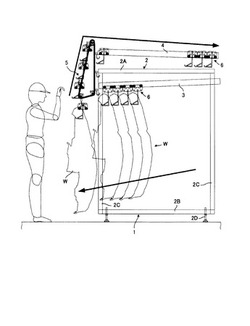
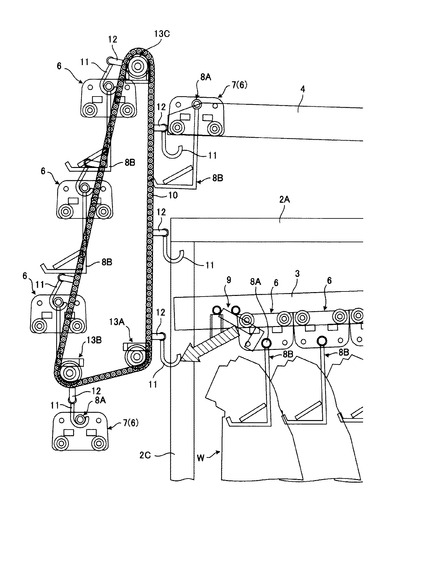
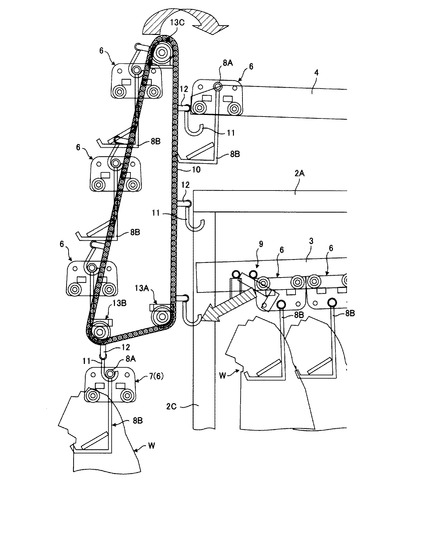
図1において、部品供給装置1は、矩形に形成した上部枠体2Aと下部枠体2Bとの四隅を夫々支柱2Cにより結合して、下部枠体2Bをアジャスタ2Dを介して作業フロアに固定し、組立ラインの作業ステージに対面させた一方側(図中左側)を部品受取側とし、他方(図中右側)を部品供給側とした支持フレーム2と、その支持フレーム2の左右の支柱2Cに取付けられ、部品供給側から部品受取側に向けて下方に傾斜させて配置した一対の供給レール3と、支持フレーム2の上部枠体2Aの上部に取付けられ、部品受取側から部品供給側に向けて下方に傾斜させて配置した一対の回収レール4と、供給レール3および回収レール4の部品受取側の端部同士の間に配置された搬送体移載手段5とを備える。
【0013】
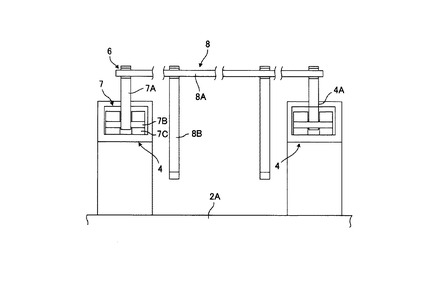
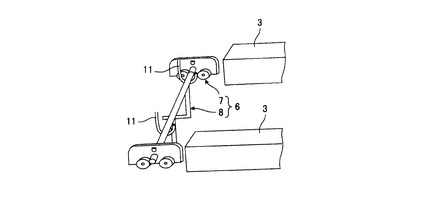
前記一対の供給レール3は、図2に示すように、下方にスリット3Aによる連続した開口を備えたC型チャンネル部材で形成され、断面が、例えば、角形をなした金属製で構成している。供給レール3内には、前記スリット3Aを貫通させて供給レール3内に挿入したスライダ7の本体7Aが配置されている。スライダ7は、その本体7Aの両側に本体7Aを貫通させて両側に突出させた複数(図では2本)の軸7Bを備え、各軸7Bの突出部には夫々ローラ7Cが回転可能に支持され、各ローラ7Cは前記供給レール3の上下のいずれかの内面に対して転動可能である。
【0014】
したがって、スライダ7は前記ローラ7Cにより供給レール3内を部品供給側から傾斜方向下方の部品受取側に向かって自重で走行移動可能である。前記スライダ7の本体7Aは、左右一対の供給レール3に夫々配置されて、供給レール3のスリット3Aから突出した部分同士をハンガ8の棒状部材8Aにより連結して左右のスライダ本体7Aはその一対が一体化されている。前記ハンガ8の棒状部材8Aとスライダ本体7Aとは、本体7Aに設けた穴にハンガ8の棒状部材8Aを貫通させて、互いに相対回転が自在に連結されている。前記ハンガ8には、部品を保持可能な複数のフック8Bが揺動自在に取付けて備える。前記一対のスライダ7およびハンガ8は搬送体6を構成している。
【0015】
前記一対の供給レール3の部品受取側の端部間には、前記搬送体6の棒状部材8Aに係合して搬送体6の供給レール3からの抜け出しを阻止し、作業者の操作に応じて先頭に位置する搬送体6を供給レール3から送出す一個送り装置9が配置されている。
【0016】
前記一個送り装置9は、図3(A)に示すように、前記供給レール3間にあって支持フレーム2に設けた左右方向の軸9Aに対して揺動可能に配置されたレバー9Bを備え、レバー9Bの両端には下方に向かって伸びる第1および第2の爪9C、9Dを夫々配置し、これら第1、2の爪9C、9Dを前記搬送体6のハンガ8の棒状部材8Aに係合させるようにしている。部品受取側の第1の爪9Cは、他方の第2の爪9Dに対して若干長く形成し且つ錘9Eを付設して、第2の爪9Dも含めてレバー9B全体を部品受取側へ傾ける傾向を備えるよう構成している。
【0017】
これがため、供給レール3終端近傍において、部品受取側の第1の爪9Cは、図3(A)に示すように、供給レール3に沿って部品受取側への前進中の先頭の搬送体6の棒状部材8Aを係合させて、その進行を阻止して停止させる。後続する搬送体6は、先行する搬送体6のスライダ7に自らのスライダ7を当接させて停止される。
【0018】
作業者が部品受取のために、図示しないペダルを操作すると、図3(B)に示すように、レバー9Bは矢印に示すように揺動され、先頭の搬送体6の棒状部材8Aと第1の爪9Cとの係合を解除して先頭の搬送体6の進行を許可する一方、後続する搬送体6の棒状部材8Aに第2の爪9Dを係合させてその進行を停止させる。
【0019】
その後において、前記ペダルを離すと、図3(A)に示すように、再び第2の爪9Dが上昇してその棒状部材8Aとの係合を解除して後続する搬送体6の先頭位置への進行を許可すると共に、第1の爪9Cが下降されることで、先頭位置に達した後続する搬送体6の棒状部材8Aに係合してその進行を停止させるようにしている。
【0020】
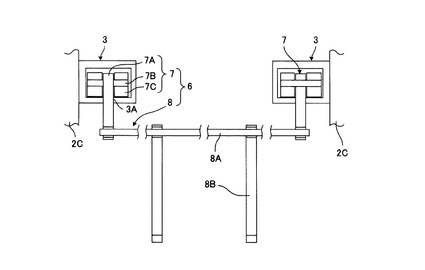
前記一対の回収レール4は、図4に示すように、上方にスリット4Aによる連続した開口を備えたC型チャンネル部材で形成され、断面が、例えば、角形をなした金属製で構成している。回収レール4内には、前記搬送体6のハンガ8により連結したスライダ7が、回収時に、そのローラ7Cおよび本体7Aを導入して、供給レール3の場合と同様に、回収レール4内を部品受取側から傾斜方向下方の部品供給側に向かって自重で走行移動可能である。
【0021】
前記回収レール4における搬送体6のハンガ8の棒状部材8Aは回収レール4の上方にあり、棒状部材8Aに揺動可能に配置されたハンガ8のフック8Bは棒状部材8Aから下方に吊下げられた状態となる。回収レール4の部品供給側には、図示しないストッパが配置され、回収レール4に案内されて戻ってきた搬送体6を回収レール4終端で停止させるようにしている。
【0022】
前記搬送体移載手段5は、図5に示すように、フック11を備えた複数の連結棒12を等間隔に備える左右一対のリング状チェーン10と、前記チェーン10に係合して夫々チェーン10の経路を確定させる複数のスプロケット13A〜13Cとを備える。前記複数のスプロケット13A〜13Cは、図1に示す側面図内で、回収レール4の部品受取側端部に臨んでその上方に位置された上方側スプロケット13Cと、供給レール3の部品受取側端部に臨んでその下方に位置された下方側スプロケット13Aと、前記下方側スプロケット13Aよりも作業者側であり且つ下方側スプロケット13Aよりも下方に位置する受取位置スプロケット13Bとを備える。
【0023】
これらのスプロケット13、即ち、上方側スプロケット13C、下方側スプロケット13A、受取位置スプロケット13Bの組は、前記支持フレーム2の左右支柱2Cの外周側に夫々一組づつ配置されて支持フレーム2に回転自在に支持されている。夫々の組のスプロケット13A〜13Cには、前記一対のリング状チェーン10が巻掛けられ、チェーン10同士を連結する複数の連結棒12が部品受取側の供給レール3端部と回収レール4端部との間で、チェーン10の循環により、上下に循環する。
【0024】
即ち、連結棒12は、回収レール4端部に臨む位置から下降されて供給レール3端部に臨む位置に移動され、次いで、受取位置に移動され、そこから上昇に転じて上方側スプロケット13Cに向かい、回収レール4端部に臨む位置に戻る循環動作を行うよう構成している。前記スプロケット13A〜13Cの少なくともいずれか一つには、図示しないが、前記循環方向への回転は許容するが、循環方向とは反対方向への回転を阻止する逆転防止手段を配置している。
【0025】
以上の構成の部品供給装置による部品供給方法について以下に説明する。
【0026】
先ず、図示しない供給レールに積載した複数の搬送体に夫々部品Wを保持させて整列させた部品供給台車を、部品供給装置1の部品供給側に搬送し、部品供給台車の供給レールの供給口を部品供給装置1の供給レール3の部品供給側にドッキングさせる。また、部品供給装置1の回収レール4の部品供給側と部品供給台車の回収レールとをドッキングさせる。
【0027】
次いで、部品供給台車の供給レールの供給口に設けた搬送体に対するストッパを解除すると、部品を保持する搬送体6は、部品供給台車の供給レールから部品供給装置1の供給レール3に順次乗り移り、出口側である部品受取側に自重で走行移動し、供給レール3の終端近傍に配置した一個送り装置9の第1の爪9Cに搬送体6の棒状部材8Aが係合して先頭の搬送体6が停止され、後続する搬送体6は順次その後側に整列して停止され、部品Wの部品供給装置1への投入が実行される。
【0028】
次に、部品供給装置1の回収レール4の部品供給側に配置した図示しないストッパを解除して、回収レール4上に溜まっている搬送体6を部品供給台車の回収レール上に回収する。搬送体6を回収した部品供給台車は、供給レール3および回収レール4とのドッキングを解除して、部品積込ステーションに戻り、次回の供給部品の積込を開始する。
【0029】
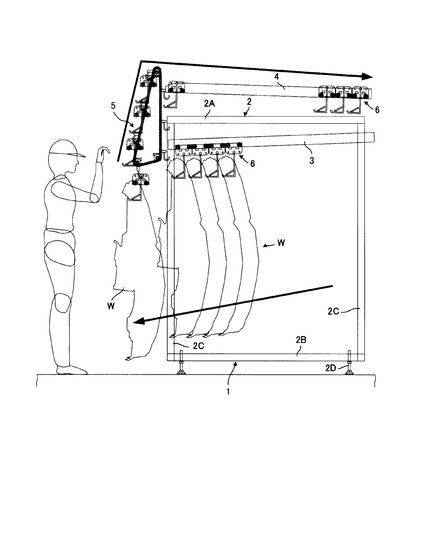
部品供給装置1では、図5に示すように、供給された部品Wが供給レール3に沿って搬送体6に吊下げて整列させた状態で保持されている。また、搬送体移載手段5の受取位置スプロケット13Bに位置するフック11およびそれに先行するフック11には、先行して供給した部品保持のための搬送体6が夫々吊下げ保持されている。
【0030】
部品受取側において、組立ラインの作業者がペダルにより一個送り装置9を作動させると、供給レール3上の先頭の搬送体6の棒状部材8Aのへの第1の爪9Cを解除させて、先頭の搬送体6の前進を許容させ、後続する搬送体6をその棒状部材8Aに第2の爪9Dを係合させてその前進を阻止する。
【0031】
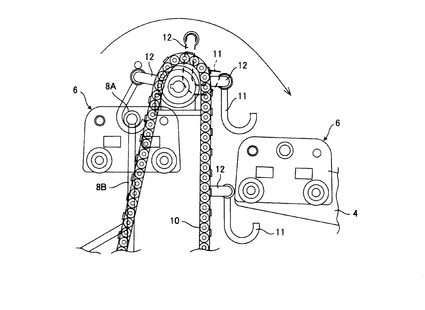
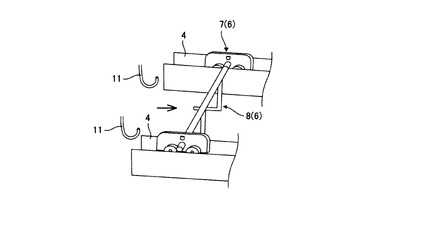
先頭の搬送体6は部品Wを吊下げた状態で供給レール3の端部に至り、図8にも示すように、待機している搬送体移載手段5のフック11に棒状部材8Aを係合させ、供給レール3から搬送体移載手段5に乗り移る。部品Wを吊下げた搬送体6をその棒状部材8Aを介して保持した搬送体移載手段5のフック11は、搬送体6および部品Wの重量によりチェーン10を循環させつつ下方に移動し、フック11をチェーン10で案内される最下端位置である部品受取位置13Bまで移動される。搬送体移載手段5のチェーン10は、このフック11の移動によりチェーン10全体、即ち、夫々のフック11を1ストロークだけ循環的に前進させる(図6参照)。
【0032】
前記フック11の1ストロークだけの前進は、図7および図9に示すように、上側スプロケット13Cの近傍に位置するフック11を回収レール4の上方に移動させ、当該フック11に吊下げている搬送体6のスライダ7を回収レール4の端部から回収レール4内に挿入させ、フック11のみがチェーン10と共に下降される。回収レール4にスライダ7が挿入された搬送体6は、回収レール4の傾斜により自重により部品供給側に走行移動され、供給側の図示しないストッパにより停止される。なお、回収レール4の部品受取側の端部は、搬送体6の挿入をより容易とするために、図示するように、レール4の上部を斜めに切取るようにしている。
【0033】
前記部品受取位置13Bに搬送体6および部品Wが搬送体移載手段5により搬送されたため、一個送り装置9のペダルを解除すると、一個送り装置9は初期位置に復帰し、第1の爪9Cが下降し且つ第2の爪9Dが上昇され、第2の爪9Dで進行を阻止していた後続の搬送体6の前進が許容され、第1の爪9Cに係合するまで前進されて先頭の搬送体6となる。
【0034】
この状態で、搬送体移載手段5の搬送体6のハンガ8Bから部品Wを外され、組立ラインの車体等に組付けられる。部品Wの組付が完了して、次の車体が組立ステージに到着すると、作業者は、前回と同様に、一個送り装置9のペダルを踏み、一個送り装置9により先頭の搬送体6の進行を許容させて搬送体移載手段5のフック11に乗り移させ、部品受取位置13Bに移動させる。搬送体移載手段5はその上部スプロケット13C近傍のフック11に吊下げている搬送体6を回収レール4に収容させる。
【0035】
以上の動作が繰返されて、供給レール3上の部品が順次部品受取側13Bに搬送されると共に、部品Wを保持していた搬送体6は回収レール4に順次回収される。供給レール4上に保持した搬送体6および部品Wが少なくなってくると、回収レール4上の搬送体6が多くなり、次回の部品供給台車による部品供給がなされると共に、回収レール4上の搬送体6が部品供給台車に回収される。
【0036】
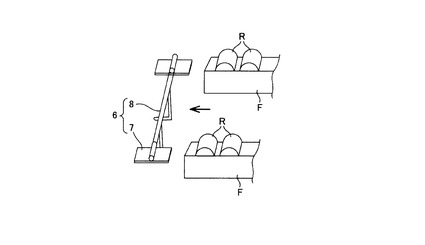
なお、上記実施形態において、供給レール3、回収レール4として、スリット3A、4Aを備えるC型チャンネル部材で構成するものについて説明したが、図10に示すように、直線上のフレームF上に回転ローラRを備える、所謂、コロコンタイプの案内レールであってもよく、この場合には、搬送体6のスライダ7としては、回転ローラR上を転がりながら移動する板材を備えたものが使用される。
【0037】
本実施形態においては、以下に記載する効果を奏することができる。
【0038】
(ア)部品供給側と部品受取側とをガイドレールで結ぶと共に、そのガイドレールに部品保持機構8を備えた搬送体6を走行可能に設けた部品供給装置1であり、前記ガイドレールは、部品供給側が部品受取側より高くなるよう傾斜した往路を形成する供給レール3と、部品供給側が部品受取側より低くなるように傾斜した復路を形成する回収レール4と、で構成し、部品受取側の前記供給レール3端近傍と前記回収レール4端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構8を備えた搬送体6を供給レール3から回収レール4に移載する搬送体移載手段5と、前記供給レール3の部品受取側に配置されて先頭の搬送体6および後続する搬送体6を停止させると共に先頭の搬送体6が前記搬送体移載手段5に移載される毎に後続の搬送体6を先頭の搬送体6として停止させる停止手段9と、を備えるようにしたため、従来例のような作業者による搬送体6の回収レール4への持上げ作業を廃止して、作業者の作業負荷を軽減することができる。
【0039】
(イ)搬送体移載手段5は、部品受取側の前記供給レール3端から移載された搬送体6および供給部品Wを前記供給レール3端よりも低い位置に設定された部品受取位置13Bを経由させた後、搬送体6のみを部品受取側の前記回収レール4端近傍に搬送し、前記回収レール4に移載する、即ち、部品受取側の前記供給レール3端近傍と前記回収レール4端近傍と前記部品受取位置13Bとを経由して循環する巻掛け伝動手段10よう構成され、前記供給レール3端から移載された搬送体6および供給部品Wの重量による部品受取位置13Bへの移動により順次循環するため、搬送体6は自動的に送られて回収レール4に戻り、搬送体6を戻す駆動装置を特別に付設する必要がなく、設備を簡素化できる。
【0040】
(ウ)回収レール4は、前記供給レール3の上方に配置されているため、回収レール4および回収レール4に沿って搬送体6を移動させるスペースを余分に必要とせず、スペース効率の高い部品供給装置1とすることができる。
【0041】
(エ)回収レール4の部品供給側には、回収レール4を走行してレール端部に到達した搬送体6および後続する搬送体6を停止させる回収側停止手段を備えるため、回収した搬送体6は回収レール4に一時的に貯留して、部品供給台車による部品供給の際に同時に回収させることができる。
【0042】
(第2実施形態)
図11〜図14は、本発明を適用した部品供給装置の第2実施形態を示し、図11は部品供給装置の使用される環境を模式的に説明する説明図、図12は積込ステーションでの部品および搬送体の移動状態を説明する説明図、図13は部品供給ステーションでの部品および搬送体の移動状態を説明する説明図、図14は部品および搬送体の移動状態を説明する説明図である。本実施形態においては、組立工場において、部品積込ステーションから組立ラインの部品供給ステーションへの部品供給システムを提供するものである。なお、第1実施形態と同一装置には同一符号を付してその説明を省略ないし簡略化する。
【0043】
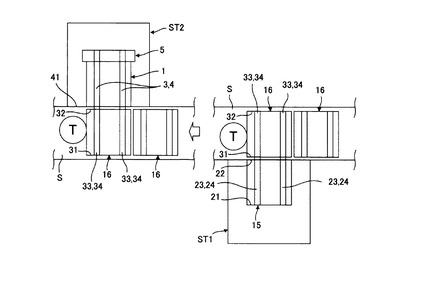
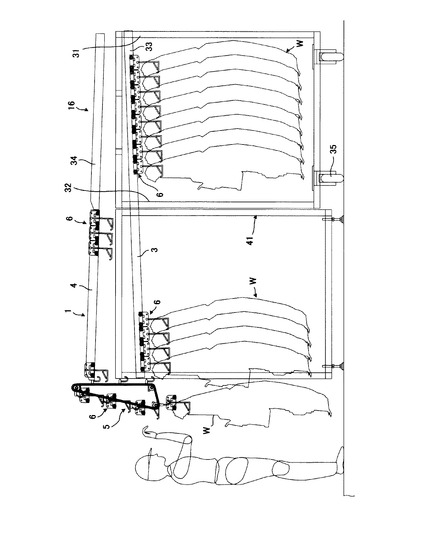
図11において、図中の右側には部品積込ステーションST1が示され、図中の左側には組立ラインサイドの部品供給ステーションST2が夫々示されている。前記部品積込ステーションST1には積込ストッカ15が設けられ、積込ストッカ15は通路S側が部品供給台車16への供給口22に形成され、通路Sと反対側が部品投入口21に形成されている。そして、図12に図示するように、投入口21から供給口22に向けて傾斜した供給レール23が配置される一方、供給口22側から投入口21側に向けて傾斜した回収レール24が上方に配置されている。
【0044】
部品供給台車16は、図12に図示するように、投入口31から供給口32に向けて傾斜した供給レール33が配置される一方、供給口32側から投入口31側に向けて傾斜した回収レール34が上方に配置されている。また、部品供給台車16は、キャスタ輪35を備えて、複数台が連結されて牽引車Tにより牽引され、部品積込ステーションST1と目的とする部品供給ステーションST2との間を往復して走行される。
【0045】
また、ラインサイドの部品供給ステーションST2には第1実施形態と同様な部品供給装置1が設けられ、部品供給装置1は通路S側が部品供給台車16からの投入口41に形成され、通路Sと反対側が部品受取側に形成され、搬送体移載装置5が配置されている。そして、図13に概略図示するように、投入口41から部品受取側に向けて傾斜した供給レール3が配置される一方、部品受取側から投入口41側に向けて傾斜した回収レール4が上方に配置されている。
【0046】
前記部品積込ステーションST1では、作業者が積込ストッカ15の投入口21から生産順序に従って供給レール23の搬送体6のハンガ8に部品Wを吊下げて順次投入する。投入された部品Wは供給口22に設けた図示しないストッパにより先頭の部品Wが停止され、先頭の部品Wの後方に後から投入した部品Wが順次停止して、供給レール23に沿って生産順に整列される。
【0047】
前記部品積込ステーションST1に積載部品が空になった部品供給台車16が牽引車Tにより牽引されて到着すると、積込ストッカ15の供給口22の正面に空になった部品供給台車16が正対して位置するように停止される。部品供給台車16の回収レール34には回収された搬送体6のハンガ8が整列している。
【0048】
続いて、図12に示すように、部品供給台車16の投入口31と積込ストッカ15の供給口22とが一致するよう停止された部品供給台車16の供給レール33と積込ストッカ15の供給レール23とがドッキングさせる。同時に、部品供給台車16の回収レール34と積込ストッカ15の回収レール24とをドッキングさせる。
【0049】
次いで、部品供給台車16の回収レール34上の搬送体6を、その先頭部分のストッパを解除することにより、積込ストッカ15の回収レール24上に回収する。積込ストッカ15に回収した搬送体6は、回収レール24上から次回の部品投入の際に供給レール23に係合させて供給部品Wの吊下げに利用される。
【0050】
搬送体6の回収が完了すると、積込ストッカ15の供給口22のストッパが解除される。積込ストッカ15の供給レール23に整列された部品Wは、部品供給台車16の供給レール33に順次乗り移り、出口側である供給口32に設けた図示しないストッパにより先頭部品Wが停止され、後続する部品Wは順次整列して停止され、部品Wの部品供給台車16への投入を実行する。
【0051】
部品供給台車16への部品Wの投入が完了すると、部品供給台車16の投入口31と積込ストッカ15の供給口22との供給レール23、33同士および回収レール24、34同士のドッキング状態を解除する。
【0052】
続いて、前記部品積込ステーションST1で部品Wを積載した部品供給台車16を牽引車Tにより牽引してラインサイドの部品供給ステーションST2に到着すると、部品供給装置1の投入口41の正面に部品供給台車16が位置し、部品供給台車16の供給口32を前記部品供給装置1の投入口41と正対させて停止させる。部品供給装置1の供給レール3には部品Wおよび搬送体6が空の状態となっており、回収レール4側には回収された搬送体6が整列している。
【0053】
続いて、部品供給装置1の供給レール3と部品供給台車16の供給レール33とをドッキングさせる。同時に、部品供給台車16の回収レール34と部品供給装置1の回収レール4とをドッキングさせる。次いで、部品供給装置1の回収レール4上の搬送体6を、その先頭部分のストッパを解除することにより、部品供給台車16の回収レール34上に回収する。
【0054】
搬送体6の回収が完了すると、部品供給台車16の供給口32のストッパが解除される。部品供給台車16の供給レール33に整列された部品Wは、部品供給装置1の供給レール3に順次乗り移り、出口側である部品受取側に設けた一個送り装置9により先頭部品Wの搬送体6が停止され、後続する部品Wは順次整列して停止され、部品Wの部品供給装置1への投入を実行される。
【0055】
部品供給装置1への部品Wの投入が完了すると、部品供給台車16の供給口32と部品供給装置1の投入口41との供給レール33、3同士および回収レール34、4同士のドッキング状態を解除する。
【0056】
前記部品供給ステーションST2で搬送体6を回収した部品供給台車16を牽引車Tにより牽引して部品積込ステーションST1に到着させ、積込ストッカ15の供給口22に部品供給台車16の投入口31を対面させ、両者の供給レール23、33同士および回収レール24、34同士をドッキングさせると、次回の部品供給を開始することができる。以上の供給サイクルを繰返し実行することにより、円滑に部品Wを組立ラインの作業者に供給することができる。
【0057】
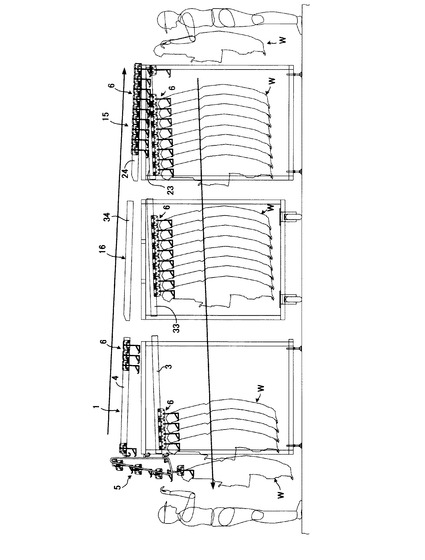
本実施形態の部品供給方法においては、図14に示すように、部品積込ステーションST1の積込ストッカ15から部品供給台車16を経由させて部品供給装置1への供給部品Wの流れが、供給レール23、33、3同士のドッキングにより効率的に行うことができる。また、部品Wを保持する搬送体6は、搬送体移載装置5により部品供給装置1の供給レール3から回収レール4に連続して回収され、部品供給装置1から部品供給台車16を経由させて部品積込ステーションST1の積込ストッカ15へと夫々の回収レール4、34、24を経由させて効率的に行うことができる。
【0058】
しかも、部品供給装置1の搬送体移載装置5は、供給レール4の搬送体6を保持している部品Wも含めてその自重により回収レール4へ移載するものであるため、回収レール4を供給レール3よりも上部に配置するものであっても、作業者の作業負荷を必要とせず回収することができる。また、回収レール4が供給レール3の上方に配置されるものであるため、回収レール4、34、24および回収レール4、34、24に沿って搬送体6を移動させるスペースを、部品積込ステーションST1、部品供給ステーションST2および部品供給台車16のいずれにも余分に必要とせず、スペース効率の高い部品供給システムとすることができる。
【0059】
さらに、回収レール4、34、24を部品供給装置1、部品供給台車16、積込ストッカ15のいずれにおいて供給レール3、33、23の上方に配置するものであるため、積込ストッカ15での部品投入時に、搬送体6を回収レール24から供給レール23に何らかのガイド手段により案内させて降ろすのみの動作で、回収した搬送体6を再び部品供給に利用することができ、作業効率を向上させることができる。
【0060】
本実施形態においては、第1実施形態における効果(ア)〜(エ)に加えて以下に記載した効果を奏することができる。
【0061】
(オ)部品投入側が部品受取側より高くなるよう傾斜され、部品保持機構8を備えた搬送体6が走行可能な供給レール3と、部品投入側が部品受取側より低くなるよう傾斜され、部品保持機構8を備えた搬送体が走行可能な回収レール4と、を備え、前記供給レール3には搬送体6により整列させた状態で供給される部品Wを収容可能であり、前記回収レール4には供給部品Wを外した搬送体6を収容可能であり、組立ラインの部品供給ステーションST2に配置される部品供給装置1と、部品投入側が部品供給側より高くなるよう傾斜され、部品保持機構8を備えた搬送体6が走行可能な供給レール33と、部品投入側が部品供給側より低くなるよう傾斜され、部品保持機構8を備えた搬送体6が走行可能な回収レール34と、を備え、前記供給レール33には搬送体6により整列させた状態で、部品積込ステーションST1において組立ラインの部品供給ステーションST2に供給する部品Wを収容可能であり、前記回収レール34には組立ラインの部品供給ステーションST2から供給部品Wが外された搬送体6を収容可能である部品供給台車16と、からなる部品供給システムである。
【0062】
そして、前記部品供給装置1の部品受取側の前記供給レール3端近傍と前記回収レール4端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構8を備えた搬送体6を供給レール3から回収レール4に移載する搬送体移載手段5を設け、部品供給装置1の部品投入側41と部品供給台車16の部品供給側32とを連結して、部品供給台車16の供給レール33から部品供給装置1の供給レール3に対して搬送体6により保持して整列させた状態で収容する部品Wを搬送体6と共に供給し、搬送体移載手段5で回収されて部品供給装置1の回収レール4に収容された搬送体6を部品供給装置1の回収レール4から部品供給台車16の回収レール34に回収するようにしている。
【0063】
このため、部品供給台車16を経由させて部品供給装置1への供給部品Wの流れが、供給レール3、33同士のドッキングにより効率的に行うことができ、部品Wを保持する搬送体6は、搬送体移載装置5により部品供給装置1の供給レール3から回収レール4に連続して回収され、部品供給装置1から部品供給台車16へと夫々の回収レール4、34を経由させて効率的に行うことができる。
【0064】
(カ)部品積込ステーションST1には、部品投入側21が部品供給側22より高くなるよう傾斜され、部品保持機構8を備えた搬送体6が走行可能な供給レール23と、部品投入側21が部品供給側22より低くなるよう傾斜され、部品保持機構8を備えた搬送体6が走行可能な回収レール24と、を備え、前記供給レール23には搬送体6により整列させた状態で、部品供給台車16に供給する部品Wを収容可能であり、前記回収レール24には部品供給台車16から供給部品Wが外された搬送体6を収容可能である部品積込スタッカ15を備える。
【0065】
そして、部品供給台車16の部品投入側31と部品積込スタッカ15の部品供給側22とを連結して、部品積込スタッカ15の供給レール23から部品供給台車16の供給レール33に対して搬送体6により保持して整列させた状態で収容する部品Wを搬送体6と共に供給し、回収されて部品供給台車16の回収レール34に収容された搬送体6を部品供給台車16の回収レール34から部品積込スタッカ15の回収レール24に回収するようにしている。
【0066】
このため、部品積込ステーションST1の積込ストッカ15から部品供給台車16を経由させて部品供給装置1への供給部品Wの流れが、供給レール23、33、3同士のドッキングにより効率的に行うことができる。また、部品Wを保持する搬送体6は、搬送体移載装置5により部品供給装置1の供給レール3から回収レール4に連続して回収され、部品供給装置1から部品供給台車16を経由させて部品積込ステーションST1の積込ストッカ15へと夫々の回収レール4、34、24を経由させて効率的に行うことができる。
【0067】
(キ)搬送体移載手段5は、部品受取側の前記供給レール3端から移載された搬送体6および供給部品Wを前記供給レール3端よりも低い位置に設定された部品受取位置13Bを経由させた後、搬送体6のみを部品受取側の前記回収レール4端近傍に搬送し、前記回収レール4に移載するよう構成され、前記供給レール3端から移載された搬送体6および供給部品Wの重量による部品受取位置13Bへの移動により順次循環するため、回収レール4を供給レール3よりも上部に配置するものであっても、作業者の作業負荷を必要とせず回収することができる。また、回収レール4(34、24)が供給レール3(33、23)の上方に配置されるものであるため、回収レール4(34、24)および回収レール4(34、24)に沿って搬送体6を移動させるスペースを、部品積込ステーションST1、部品供給ステーションST2および部品供給台車16のいずれにも余分に必要とせず、スペース効率の高い部品供給システムとすることができる。
【0068】
(ク)部品供給装置1、部品供給台車16さらには部品積込スタッカ15の各供給レール3、33、23および/または回収レール4、34、24は、各投入側と各供給側とが連結された際に互いに連続するよう各々の高さを異ならせて配置され、前記各回収レール4、34、24は、前記各供給レール3、33、23の上方に配置されているため、積込ストッカ15での部品投入時に、搬送体6を回収レール24から供給レール23に何らかのガイド手段により案内させて降ろすのみの動作で、回収した搬送体6を再び部品供給に利用することができ、作業効率を向上させることができる。
【図面の簡単な説明】
【0069】
【図1】本発明の一実施形態を示す部品供給装置の側面図。
【図2】同じく供給レールおよび搬送体を示す正面図。
【図3】一個送り装置の構成(A)および動作状態(B)を示す側面図。
【図4】回収レールおよび搬送体の正面図。
【図5】搬送体移載手段の側面図。
【図6】搬送体移載手段の動作状態を示す側面図。
【図7】搬送体移載手段の移載動作を示す説明図。
【図8】搬送体の供給レールから移載手段への移載状況を説明する説明図。
【図9】搬送体の移載手段から回収レールへの移載状況を説明する説明図。
【図10】供給レール若しくは回収レールと搬送体の別の形式を説明する説明図。
【図11】本発明の第2実施形態を示す部品供給システムの説明図。
【図12】積込ステーションでの部品および搬送体の移動状態を説明する説明図。
【図13】部品供給ステーションでの部品および搬送体の移動状態を説明する説明図。
【図14】部品および搬送体の移動状態を説明する説明図。
【符号の説明】
【0070】
ST1 部品積込ステーション
ST2 部品供給ステーション
1 部品供給装置
2 支持フレーム
3、23、33 供給レール
4、24、34 回収レール
5 搬送体移載手段、搬送体移載装置
6 搬送体
7 スライダ
8 ハンガ
9 一個送り装置
10 チェーン
11 フック
13 スプロケット
【技術分野】
【0001】
本発明は、組立ラインにおける部品供給装置および部品供給システム並びに部品供給方法に関するものである。
【背景技術】
【0002】
従来から自動車等の組立ラインに部品を順次供給する場合に、部品供給側から部品受取側に向かって下降傾斜した供給側ガイドレールに沿って部品を保持させた状態の搬送体と共に供給し、部品受取側から部品供給側に向かって下降傾斜した回収側ガイドレールに沿って空となった搬送体を回収する部品供給装置が提案されている(特許文献1参照)。
【0003】
これは、部品供給側が部品受取側より高くなるように傾斜した往路レール部と部品供給側が部品受取側より低くなるように傾斜し復路レール部と、これらを連結する第1連結部、第2連結部とからなるループ状のガイドレールとし、搬送体は往路レール部では部品受取側に自重による移動により部品を供給し、部品が外された搬送体は第2連結部に沿って作業者により持上げられて復路レール部に移動され、復路レール部に沿って部品供給側に回収されるようにしている。
【特許文献1】特開2003−20105号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来例では、部品受取側で部品を取り外した後の搬送体を第2連結部に沿って持上げ、復路レール部に流し込むようにしているため、搬送すべき部品が大型で大重量の部品である場合には必然的に搬送体も強度の大きい重量物となり、作業者の作業負荷が大きくなる不具合が予想される。
【0005】
そこで本発明は、上記問題点に鑑みてなされたもので、搬送体を自動的に回収レールに移行させるに好適な部品供給装置および部品供給システム並びに部品供給方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、部品供給側と部品受取側とをガイドレールで結ぶと共に、そのガイドレールに部品保持機構を備えた搬送体を走行可能に設けた部品供給装置であり、前記ガイドレールは、部品供給側が部品受取側より高くなるよう傾斜した往路を形成する供給レールと、部品供給側が部品受取側より低くなるように傾斜した復路を形成する回収レールと、で構成し、部品受取側の前記供給レール端近傍と前記回収レール端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構を備えた搬送体を供給レールから回収レールに移載する搬送体移載手段と、前記供給レールの部品受取側に配置されて先頭の搬送体および後続する搬送体を停止させると共に先頭の搬送体が前記搬送体移載手段に移載される毎に後続の搬送体を先頭の搬送体として停止させる停止手段と、を備えるようにした。
【0007】
また、部品投入側が部品受取側より高くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な供給レールと、部品投入側が部品受取側より低くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な回収レールと、を備え、前記供給レールには搬送体により整列させた状態で供給される部品を収容可能であり、前記回収レールには供給部品を外した搬送体を収容可能であり、組立ラインの部品供給ステーションに配置される部品供給装置と、部品投入側が部品供給側より高くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な供給レールと、部品投入側が部品供給側より低くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な回収レールと、を備え、前記供給レールには搬送体により整列させた状態で、部品積込ステーションにおいて組立ラインの部品供給ステーションに供給する部品を収容可能であり、前記回収レールには組立ラインの部品供給ステーションから供給部品が外された搬送体を収容可能である部品供給台車と、からなる部品供給システムであり、前記部品供給装置の部品受取側の前記供給レール端近傍と前記回収レール端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構を備えた搬送体を供給レールから回収レールに移載する搬送体移載手段を設け、部品供給装置の部品投入側と部品供給台車の部品供給側とを連結して、部品供給台車の供給レールから部品供給装置の供給レールに対して搬送体により保持して整列させた状態で収容する部品を搬送体と共に供給し、搬送体移載手段で回収されて部品供給装置の回収レールに収容された搬送体を部品供給装置の回収レールから部品供給台車の回収レールに回収するようにした。
【発明の効果】
【0008】
したがって、本発明では、部品受取側の前記供給レール端近傍と前記回収レール端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構を備えた搬送体を供給レールから回収レールに移載する搬送体移載手段を備えるため、従来例のような作業者による搬送体の回収レールへの持上げ作業を廃止して、作業者の作業負荷を軽減することができる。
【0009】
また、部品供給装置の部品受取側の前記供給レール端近傍と前記回収レール端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構を備えた搬送体を供給レールから回収レールに移載する搬送体移載手段を設け、部品供給装置の部品投入側と部品供給台車の部品供給側とを連結して、部品供給台車の供給レールから部品供給装置の供給レールに対して搬送体により保持して整列させた状態で収容する部品を搬送体と共に供給し、搬送体移載手段で回収されて部品供給装置の回収レールに収容された搬送体を部品供給装置の回収レールから部品供給台車の回収レールに回収するようにしたため、部品供給台車を経由させて部品供給装置への供給部品の流れが、供給レール同士のドッキングにより効率的に行うことができ、部品を保持する搬送体は、搬送体移載装置により部品供給装置の供給レールから回収レールに連続して回収され、部品供給装置から部品供給台車へと夫々の回収レールを経由させて効率的に行うことができる。
【発明を実施するための最良の形態】
【0010】
以下、本発明の部品供給装置および部品供給方法を各実施形態に基づいて説明する。
【0011】
(第1実施形態)
図1〜図10は、本発明を適用した部品供給装置の第1実施形態を示し、図1は部品供給装置の側面図、図2は供給レールおよび搬送体を示す正面図、図3は一個送り装置の構成および動作を示す側面図、図4は回収レールおよび搬送体の正面図、図5は搬送体移載手段の側面図、図6は搬送体移載手段の動作状態を示す側面図、図7は搬送体移載手段の移載動作を示す説明図、図8および図9は搬送体の供給レールから移載手段および移載手段から回収レールへの移載状況を説明する説明図、図10は供給レール若しくは回収レールと搬送体の別の形式を説明する説明図である。
【0012】
図1において、部品供給装置1は、矩形に形成した上部枠体2Aと下部枠体2Bとの四隅を夫々支柱2Cにより結合して、下部枠体2Bをアジャスタ2Dを介して作業フロアに固定し、組立ラインの作業ステージに対面させた一方側(図中左側)を部品受取側とし、他方(図中右側)を部品供給側とした支持フレーム2と、その支持フレーム2の左右の支柱2Cに取付けられ、部品供給側から部品受取側に向けて下方に傾斜させて配置した一対の供給レール3と、支持フレーム2の上部枠体2Aの上部に取付けられ、部品受取側から部品供給側に向けて下方に傾斜させて配置した一対の回収レール4と、供給レール3および回収レール4の部品受取側の端部同士の間に配置された搬送体移載手段5とを備える。
【0013】
前記一対の供給レール3は、図2に示すように、下方にスリット3Aによる連続した開口を備えたC型チャンネル部材で形成され、断面が、例えば、角形をなした金属製で構成している。供給レール3内には、前記スリット3Aを貫通させて供給レール3内に挿入したスライダ7の本体7Aが配置されている。スライダ7は、その本体7Aの両側に本体7Aを貫通させて両側に突出させた複数(図では2本)の軸7Bを備え、各軸7Bの突出部には夫々ローラ7Cが回転可能に支持され、各ローラ7Cは前記供給レール3の上下のいずれかの内面に対して転動可能である。
【0014】
したがって、スライダ7は前記ローラ7Cにより供給レール3内を部品供給側から傾斜方向下方の部品受取側に向かって自重で走行移動可能である。前記スライダ7の本体7Aは、左右一対の供給レール3に夫々配置されて、供給レール3のスリット3Aから突出した部分同士をハンガ8の棒状部材8Aにより連結して左右のスライダ本体7Aはその一対が一体化されている。前記ハンガ8の棒状部材8Aとスライダ本体7Aとは、本体7Aに設けた穴にハンガ8の棒状部材8Aを貫通させて、互いに相対回転が自在に連結されている。前記ハンガ8には、部品を保持可能な複数のフック8Bが揺動自在に取付けて備える。前記一対のスライダ7およびハンガ8は搬送体6を構成している。
【0015】
前記一対の供給レール3の部品受取側の端部間には、前記搬送体6の棒状部材8Aに係合して搬送体6の供給レール3からの抜け出しを阻止し、作業者の操作に応じて先頭に位置する搬送体6を供給レール3から送出す一個送り装置9が配置されている。
【0016】
前記一個送り装置9は、図3(A)に示すように、前記供給レール3間にあって支持フレーム2に設けた左右方向の軸9Aに対して揺動可能に配置されたレバー9Bを備え、レバー9Bの両端には下方に向かって伸びる第1および第2の爪9C、9Dを夫々配置し、これら第1、2の爪9C、9Dを前記搬送体6のハンガ8の棒状部材8Aに係合させるようにしている。部品受取側の第1の爪9Cは、他方の第2の爪9Dに対して若干長く形成し且つ錘9Eを付設して、第2の爪9Dも含めてレバー9B全体を部品受取側へ傾ける傾向を備えるよう構成している。
【0017】
これがため、供給レール3終端近傍において、部品受取側の第1の爪9Cは、図3(A)に示すように、供給レール3に沿って部品受取側への前進中の先頭の搬送体6の棒状部材8Aを係合させて、その進行を阻止して停止させる。後続する搬送体6は、先行する搬送体6のスライダ7に自らのスライダ7を当接させて停止される。
【0018】
作業者が部品受取のために、図示しないペダルを操作すると、図3(B)に示すように、レバー9Bは矢印に示すように揺動され、先頭の搬送体6の棒状部材8Aと第1の爪9Cとの係合を解除して先頭の搬送体6の進行を許可する一方、後続する搬送体6の棒状部材8Aに第2の爪9Dを係合させてその進行を停止させる。
【0019】
その後において、前記ペダルを離すと、図3(A)に示すように、再び第2の爪9Dが上昇してその棒状部材8Aとの係合を解除して後続する搬送体6の先頭位置への進行を許可すると共に、第1の爪9Cが下降されることで、先頭位置に達した後続する搬送体6の棒状部材8Aに係合してその進行を停止させるようにしている。
【0020】
前記一対の回収レール4は、図4に示すように、上方にスリット4Aによる連続した開口を備えたC型チャンネル部材で形成され、断面が、例えば、角形をなした金属製で構成している。回収レール4内には、前記搬送体6のハンガ8により連結したスライダ7が、回収時に、そのローラ7Cおよび本体7Aを導入して、供給レール3の場合と同様に、回収レール4内を部品受取側から傾斜方向下方の部品供給側に向かって自重で走行移動可能である。
【0021】
前記回収レール4における搬送体6のハンガ8の棒状部材8Aは回収レール4の上方にあり、棒状部材8Aに揺動可能に配置されたハンガ8のフック8Bは棒状部材8Aから下方に吊下げられた状態となる。回収レール4の部品供給側には、図示しないストッパが配置され、回収レール4に案内されて戻ってきた搬送体6を回収レール4終端で停止させるようにしている。
【0022】
前記搬送体移載手段5は、図5に示すように、フック11を備えた複数の連結棒12を等間隔に備える左右一対のリング状チェーン10と、前記チェーン10に係合して夫々チェーン10の経路を確定させる複数のスプロケット13A〜13Cとを備える。前記複数のスプロケット13A〜13Cは、図1に示す側面図内で、回収レール4の部品受取側端部に臨んでその上方に位置された上方側スプロケット13Cと、供給レール3の部品受取側端部に臨んでその下方に位置された下方側スプロケット13Aと、前記下方側スプロケット13Aよりも作業者側であり且つ下方側スプロケット13Aよりも下方に位置する受取位置スプロケット13Bとを備える。
【0023】
これらのスプロケット13、即ち、上方側スプロケット13C、下方側スプロケット13A、受取位置スプロケット13Bの組は、前記支持フレーム2の左右支柱2Cの外周側に夫々一組づつ配置されて支持フレーム2に回転自在に支持されている。夫々の組のスプロケット13A〜13Cには、前記一対のリング状チェーン10が巻掛けられ、チェーン10同士を連結する複数の連結棒12が部品受取側の供給レール3端部と回収レール4端部との間で、チェーン10の循環により、上下に循環する。
【0024】
即ち、連結棒12は、回収レール4端部に臨む位置から下降されて供給レール3端部に臨む位置に移動され、次いで、受取位置に移動され、そこから上昇に転じて上方側スプロケット13Cに向かい、回収レール4端部に臨む位置に戻る循環動作を行うよう構成している。前記スプロケット13A〜13Cの少なくともいずれか一つには、図示しないが、前記循環方向への回転は許容するが、循環方向とは反対方向への回転を阻止する逆転防止手段を配置している。
【0025】
以上の構成の部品供給装置による部品供給方法について以下に説明する。
【0026】
先ず、図示しない供給レールに積載した複数の搬送体に夫々部品Wを保持させて整列させた部品供給台車を、部品供給装置1の部品供給側に搬送し、部品供給台車の供給レールの供給口を部品供給装置1の供給レール3の部品供給側にドッキングさせる。また、部品供給装置1の回収レール4の部品供給側と部品供給台車の回収レールとをドッキングさせる。
【0027】
次いで、部品供給台車の供給レールの供給口に設けた搬送体に対するストッパを解除すると、部品を保持する搬送体6は、部品供給台車の供給レールから部品供給装置1の供給レール3に順次乗り移り、出口側である部品受取側に自重で走行移動し、供給レール3の終端近傍に配置した一個送り装置9の第1の爪9Cに搬送体6の棒状部材8Aが係合して先頭の搬送体6が停止され、後続する搬送体6は順次その後側に整列して停止され、部品Wの部品供給装置1への投入が実行される。
【0028】
次に、部品供給装置1の回収レール4の部品供給側に配置した図示しないストッパを解除して、回収レール4上に溜まっている搬送体6を部品供給台車の回収レール上に回収する。搬送体6を回収した部品供給台車は、供給レール3および回収レール4とのドッキングを解除して、部品積込ステーションに戻り、次回の供給部品の積込を開始する。
【0029】
部品供給装置1では、図5に示すように、供給された部品Wが供給レール3に沿って搬送体6に吊下げて整列させた状態で保持されている。また、搬送体移載手段5の受取位置スプロケット13Bに位置するフック11およびそれに先行するフック11には、先行して供給した部品保持のための搬送体6が夫々吊下げ保持されている。
【0030】
部品受取側において、組立ラインの作業者がペダルにより一個送り装置9を作動させると、供給レール3上の先頭の搬送体6の棒状部材8Aのへの第1の爪9Cを解除させて、先頭の搬送体6の前進を許容させ、後続する搬送体6をその棒状部材8Aに第2の爪9Dを係合させてその前進を阻止する。
【0031】
先頭の搬送体6は部品Wを吊下げた状態で供給レール3の端部に至り、図8にも示すように、待機している搬送体移載手段5のフック11に棒状部材8Aを係合させ、供給レール3から搬送体移載手段5に乗り移る。部品Wを吊下げた搬送体6をその棒状部材8Aを介して保持した搬送体移載手段5のフック11は、搬送体6および部品Wの重量によりチェーン10を循環させつつ下方に移動し、フック11をチェーン10で案内される最下端位置である部品受取位置13Bまで移動される。搬送体移載手段5のチェーン10は、このフック11の移動によりチェーン10全体、即ち、夫々のフック11を1ストロークだけ循環的に前進させる(図6参照)。
【0032】
前記フック11の1ストロークだけの前進は、図7および図9に示すように、上側スプロケット13Cの近傍に位置するフック11を回収レール4の上方に移動させ、当該フック11に吊下げている搬送体6のスライダ7を回収レール4の端部から回収レール4内に挿入させ、フック11のみがチェーン10と共に下降される。回収レール4にスライダ7が挿入された搬送体6は、回収レール4の傾斜により自重により部品供給側に走行移動され、供給側の図示しないストッパにより停止される。なお、回収レール4の部品受取側の端部は、搬送体6の挿入をより容易とするために、図示するように、レール4の上部を斜めに切取るようにしている。
【0033】
前記部品受取位置13Bに搬送体6および部品Wが搬送体移載手段5により搬送されたため、一個送り装置9のペダルを解除すると、一個送り装置9は初期位置に復帰し、第1の爪9Cが下降し且つ第2の爪9Dが上昇され、第2の爪9Dで進行を阻止していた後続の搬送体6の前進が許容され、第1の爪9Cに係合するまで前進されて先頭の搬送体6となる。
【0034】
この状態で、搬送体移載手段5の搬送体6のハンガ8Bから部品Wを外され、組立ラインの車体等に組付けられる。部品Wの組付が完了して、次の車体が組立ステージに到着すると、作業者は、前回と同様に、一個送り装置9のペダルを踏み、一個送り装置9により先頭の搬送体6の進行を許容させて搬送体移載手段5のフック11に乗り移させ、部品受取位置13Bに移動させる。搬送体移載手段5はその上部スプロケット13C近傍のフック11に吊下げている搬送体6を回収レール4に収容させる。
【0035】
以上の動作が繰返されて、供給レール3上の部品が順次部品受取側13Bに搬送されると共に、部品Wを保持していた搬送体6は回収レール4に順次回収される。供給レール4上に保持した搬送体6および部品Wが少なくなってくると、回収レール4上の搬送体6が多くなり、次回の部品供給台車による部品供給がなされると共に、回収レール4上の搬送体6が部品供給台車に回収される。
【0036】
なお、上記実施形態において、供給レール3、回収レール4として、スリット3A、4Aを備えるC型チャンネル部材で構成するものについて説明したが、図10に示すように、直線上のフレームF上に回転ローラRを備える、所謂、コロコンタイプの案内レールであってもよく、この場合には、搬送体6のスライダ7としては、回転ローラR上を転がりながら移動する板材を備えたものが使用される。
【0037】
本実施形態においては、以下に記載する効果を奏することができる。
【0038】
(ア)部品供給側と部品受取側とをガイドレールで結ぶと共に、そのガイドレールに部品保持機構8を備えた搬送体6を走行可能に設けた部品供給装置1であり、前記ガイドレールは、部品供給側が部品受取側より高くなるよう傾斜した往路を形成する供給レール3と、部品供給側が部品受取側より低くなるように傾斜した復路を形成する回収レール4と、で構成し、部品受取側の前記供給レール3端近傍と前記回収レール4端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構8を備えた搬送体6を供給レール3から回収レール4に移載する搬送体移載手段5と、前記供給レール3の部品受取側に配置されて先頭の搬送体6および後続する搬送体6を停止させると共に先頭の搬送体6が前記搬送体移載手段5に移載される毎に後続の搬送体6を先頭の搬送体6として停止させる停止手段9と、を備えるようにしたため、従来例のような作業者による搬送体6の回収レール4への持上げ作業を廃止して、作業者の作業負荷を軽減することができる。
【0039】
(イ)搬送体移載手段5は、部品受取側の前記供給レール3端から移載された搬送体6および供給部品Wを前記供給レール3端よりも低い位置に設定された部品受取位置13Bを経由させた後、搬送体6のみを部品受取側の前記回収レール4端近傍に搬送し、前記回収レール4に移載する、即ち、部品受取側の前記供給レール3端近傍と前記回収レール4端近傍と前記部品受取位置13Bとを経由して循環する巻掛け伝動手段10よう構成され、前記供給レール3端から移載された搬送体6および供給部品Wの重量による部品受取位置13Bへの移動により順次循環するため、搬送体6は自動的に送られて回収レール4に戻り、搬送体6を戻す駆動装置を特別に付設する必要がなく、設備を簡素化できる。
【0040】
(ウ)回収レール4は、前記供給レール3の上方に配置されているため、回収レール4および回収レール4に沿って搬送体6を移動させるスペースを余分に必要とせず、スペース効率の高い部品供給装置1とすることができる。
【0041】
(エ)回収レール4の部品供給側には、回収レール4を走行してレール端部に到達した搬送体6および後続する搬送体6を停止させる回収側停止手段を備えるため、回収した搬送体6は回収レール4に一時的に貯留して、部品供給台車による部品供給の際に同時に回収させることができる。
【0042】
(第2実施形態)
図11〜図14は、本発明を適用した部品供給装置の第2実施形態を示し、図11は部品供給装置の使用される環境を模式的に説明する説明図、図12は積込ステーションでの部品および搬送体の移動状態を説明する説明図、図13は部品供給ステーションでの部品および搬送体の移動状態を説明する説明図、図14は部品および搬送体の移動状態を説明する説明図である。本実施形態においては、組立工場において、部品積込ステーションから組立ラインの部品供給ステーションへの部品供給システムを提供するものである。なお、第1実施形態と同一装置には同一符号を付してその説明を省略ないし簡略化する。
【0043】
図11において、図中の右側には部品積込ステーションST1が示され、図中の左側には組立ラインサイドの部品供給ステーションST2が夫々示されている。前記部品積込ステーションST1には積込ストッカ15が設けられ、積込ストッカ15は通路S側が部品供給台車16への供給口22に形成され、通路Sと反対側が部品投入口21に形成されている。そして、図12に図示するように、投入口21から供給口22に向けて傾斜した供給レール23が配置される一方、供給口22側から投入口21側に向けて傾斜した回収レール24が上方に配置されている。
【0044】
部品供給台車16は、図12に図示するように、投入口31から供給口32に向けて傾斜した供給レール33が配置される一方、供給口32側から投入口31側に向けて傾斜した回収レール34が上方に配置されている。また、部品供給台車16は、キャスタ輪35を備えて、複数台が連結されて牽引車Tにより牽引され、部品積込ステーションST1と目的とする部品供給ステーションST2との間を往復して走行される。
【0045】
また、ラインサイドの部品供給ステーションST2には第1実施形態と同様な部品供給装置1が設けられ、部品供給装置1は通路S側が部品供給台車16からの投入口41に形成され、通路Sと反対側が部品受取側に形成され、搬送体移載装置5が配置されている。そして、図13に概略図示するように、投入口41から部品受取側に向けて傾斜した供給レール3が配置される一方、部品受取側から投入口41側に向けて傾斜した回収レール4が上方に配置されている。
【0046】
前記部品積込ステーションST1では、作業者が積込ストッカ15の投入口21から生産順序に従って供給レール23の搬送体6のハンガ8に部品Wを吊下げて順次投入する。投入された部品Wは供給口22に設けた図示しないストッパにより先頭の部品Wが停止され、先頭の部品Wの後方に後から投入した部品Wが順次停止して、供給レール23に沿って生産順に整列される。
【0047】
前記部品積込ステーションST1に積載部品が空になった部品供給台車16が牽引車Tにより牽引されて到着すると、積込ストッカ15の供給口22の正面に空になった部品供給台車16が正対して位置するように停止される。部品供給台車16の回収レール34には回収された搬送体6のハンガ8が整列している。
【0048】
続いて、図12に示すように、部品供給台車16の投入口31と積込ストッカ15の供給口22とが一致するよう停止された部品供給台車16の供給レール33と積込ストッカ15の供給レール23とがドッキングさせる。同時に、部品供給台車16の回収レール34と積込ストッカ15の回収レール24とをドッキングさせる。
【0049】
次いで、部品供給台車16の回収レール34上の搬送体6を、その先頭部分のストッパを解除することにより、積込ストッカ15の回収レール24上に回収する。積込ストッカ15に回収した搬送体6は、回収レール24上から次回の部品投入の際に供給レール23に係合させて供給部品Wの吊下げに利用される。
【0050】
搬送体6の回収が完了すると、積込ストッカ15の供給口22のストッパが解除される。積込ストッカ15の供給レール23に整列された部品Wは、部品供給台車16の供給レール33に順次乗り移り、出口側である供給口32に設けた図示しないストッパにより先頭部品Wが停止され、後続する部品Wは順次整列して停止され、部品Wの部品供給台車16への投入を実行する。
【0051】
部品供給台車16への部品Wの投入が完了すると、部品供給台車16の投入口31と積込ストッカ15の供給口22との供給レール23、33同士および回収レール24、34同士のドッキング状態を解除する。
【0052】
続いて、前記部品積込ステーションST1で部品Wを積載した部品供給台車16を牽引車Tにより牽引してラインサイドの部品供給ステーションST2に到着すると、部品供給装置1の投入口41の正面に部品供給台車16が位置し、部品供給台車16の供給口32を前記部品供給装置1の投入口41と正対させて停止させる。部品供給装置1の供給レール3には部品Wおよび搬送体6が空の状態となっており、回収レール4側には回収された搬送体6が整列している。
【0053】
続いて、部品供給装置1の供給レール3と部品供給台車16の供給レール33とをドッキングさせる。同時に、部品供給台車16の回収レール34と部品供給装置1の回収レール4とをドッキングさせる。次いで、部品供給装置1の回収レール4上の搬送体6を、その先頭部分のストッパを解除することにより、部品供給台車16の回収レール34上に回収する。
【0054】
搬送体6の回収が完了すると、部品供給台車16の供給口32のストッパが解除される。部品供給台車16の供給レール33に整列された部品Wは、部品供給装置1の供給レール3に順次乗り移り、出口側である部品受取側に設けた一個送り装置9により先頭部品Wの搬送体6が停止され、後続する部品Wは順次整列して停止され、部品Wの部品供給装置1への投入を実行される。
【0055】
部品供給装置1への部品Wの投入が完了すると、部品供給台車16の供給口32と部品供給装置1の投入口41との供給レール33、3同士および回収レール34、4同士のドッキング状態を解除する。
【0056】
前記部品供給ステーションST2で搬送体6を回収した部品供給台車16を牽引車Tにより牽引して部品積込ステーションST1に到着させ、積込ストッカ15の供給口22に部品供給台車16の投入口31を対面させ、両者の供給レール23、33同士および回収レール24、34同士をドッキングさせると、次回の部品供給を開始することができる。以上の供給サイクルを繰返し実行することにより、円滑に部品Wを組立ラインの作業者に供給することができる。
【0057】
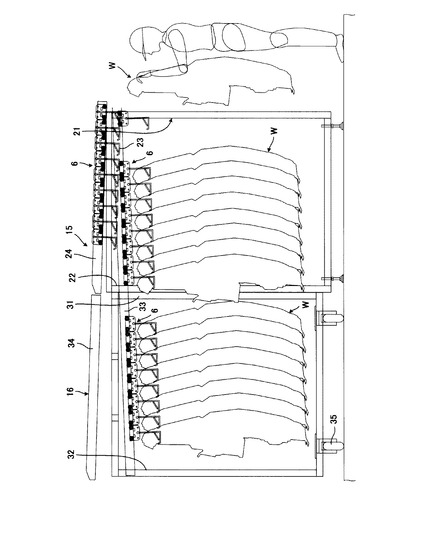
本実施形態の部品供給方法においては、図14に示すように、部品積込ステーションST1の積込ストッカ15から部品供給台車16を経由させて部品供給装置1への供給部品Wの流れが、供給レール23、33、3同士のドッキングにより効率的に行うことができる。また、部品Wを保持する搬送体6は、搬送体移載装置5により部品供給装置1の供給レール3から回収レール4に連続して回収され、部品供給装置1から部品供給台車16を経由させて部品積込ステーションST1の積込ストッカ15へと夫々の回収レール4、34、24を経由させて効率的に行うことができる。
【0058】
しかも、部品供給装置1の搬送体移載装置5は、供給レール4の搬送体6を保持している部品Wも含めてその自重により回収レール4へ移載するものであるため、回収レール4を供給レール3よりも上部に配置するものであっても、作業者の作業負荷を必要とせず回収することができる。また、回収レール4が供給レール3の上方に配置されるものであるため、回収レール4、34、24および回収レール4、34、24に沿って搬送体6を移動させるスペースを、部品積込ステーションST1、部品供給ステーションST2および部品供給台車16のいずれにも余分に必要とせず、スペース効率の高い部品供給システムとすることができる。
【0059】
さらに、回収レール4、34、24を部品供給装置1、部品供給台車16、積込ストッカ15のいずれにおいて供給レール3、33、23の上方に配置するものであるため、積込ストッカ15での部品投入時に、搬送体6を回収レール24から供給レール23に何らかのガイド手段により案内させて降ろすのみの動作で、回収した搬送体6を再び部品供給に利用することができ、作業効率を向上させることができる。
【0060】
本実施形態においては、第1実施形態における効果(ア)〜(エ)に加えて以下に記載した効果を奏することができる。
【0061】
(オ)部品投入側が部品受取側より高くなるよう傾斜され、部品保持機構8を備えた搬送体6が走行可能な供給レール3と、部品投入側が部品受取側より低くなるよう傾斜され、部品保持機構8を備えた搬送体が走行可能な回収レール4と、を備え、前記供給レール3には搬送体6により整列させた状態で供給される部品Wを収容可能であり、前記回収レール4には供給部品Wを外した搬送体6を収容可能であり、組立ラインの部品供給ステーションST2に配置される部品供給装置1と、部品投入側が部品供給側より高くなるよう傾斜され、部品保持機構8を備えた搬送体6が走行可能な供給レール33と、部品投入側が部品供給側より低くなるよう傾斜され、部品保持機構8を備えた搬送体6が走行可能な回収レール34と、を備え、前記供給レール33には搬送体6により整列させた状態で、部品積込ステーションST1において組立ラインの部品供給ステーションST2に供給する部品Wを収容可能であり、前記回収レール34には組立ラインの部品供給ステーションST2から供給部品Wが外された搬送体6を収容可能である部品供給台車16と、からなる部品供給システムである。
【0062】
そして、前記部品供給装置1の部品受取側の前記供給レール3端近傍と前記回収レール4端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構8を備えた搬送体6を供給レール3から回収レール4に移載する搬送体移載手段5を設け、部品供給装置1の部品投入側41と部品供給台車16の部品供給側32とを連結して、部品供給台車16の供給レール33から部品供給装置1の供給レール3に対して搬送体6により保持して整列させた状態で収容する部品Wを搬送体6と共に供給し、搬送体移載手段5で回収されて部品供給装置1の回収レール4に収容された搬送体6を部品供給装置1の回収レール4から部品供給台車16の回収レール34に回収するようにしている。
【0063】
このため、部品供給台車16を経由させて部品供給装置1への供給部品Wの流れが、供給レール3、33同士のドッキングにより効率的に行うことができ、部品Wを保持する搬送体6は、搬送体移載装置5により部品供給装置1の供給レール3から回収レール4に連続して回収され、部品供給装置1から部品供給台車16へと夫々の回収レール4、34を経由させて効率的に行うことができる。
【0064】
(カ)部品積込ステーションST1には、部品投入側21が部品供給側22より高くなるよう傾斜され、部品保持機構8を備えた搬送体6が走行可能な供給レール23と、部品投入側21が部品供給側22より低くなるよう傾斜され、部品保持機構8を備えた搬送体6が走行可能な回収レール24と、を備え、前記供給レール23には搬送体6により整列させた状態で、部品供給台車16に供給する部品Wを収容可能であり、前記回収レール24には部品供給台車16から供給部品Wが外された搬送体6を収容可能である部品積込スタッカ15を備える。
【0065】
そして、部品供給台車16の部品投入側31と部品積込スタッカ15の部品供給側22とを連結して、部品積込スタッカ15の供給レール23から部品供給台車16の供給レール33に対して搬送体6により保持して整列させた状態で収容する部品Wを搬送体6と共に供給し、回収されて部品供給台車16の回収レール34に収容された搬送体6を部品供給台車16の回収レール34から部品積込スタッカ15の回収レール24に回収するようにしている。
【0066】
このため、部品積込ステーションST1の積込ストッカ15から部品供給台車16を経由させて部品供給装置1への供給部品Wの流れが、供給レール23、33、3同士のドッキングにより効率的に行うことができる。また、部品Wを保持する搬送体6は、搬送体移載装置5により部品供給装置1の供給レール3から回収レール4に連続して回収され、部品供給装置1から部品供給台車16を経由させて部品積込ステーションST1の積込ストッカ15へと夫々の回収レール4、34、24を経由させて効率的に行うことができる。
【0067】
(キ)搬送体移載手段5は、部品受取側の前記供給レール3端から移載された搬送体6および供給部品Wを前記供給レール3端よりも低い位置に設定された部品受取位置13Bを経由させた後、搬送体6のみを部品受取側の前記回収レール4端近傍に搬送し、前記回収レール4に移載するよう構成され、前記供給レール3端から移載された搬送体6および供給部品Wの重量による部品受取位置13Bへの移動により順次循環するため、回収レール4を供給レール3よりも上部に配置するものであっても、作業者の作業負荷を必要とせず回収することができる。また、回収レール4(34、24)が供給レール3(33、23)の上方に配置されるものであるため、回収レール4(34、24)および回収レール4(34、24)に沿って搬送体6を移動させるスペースを、部品積込ステーションST1、部品供給ステーションST2および部品供給台車16のいずれにも余分に必要とせず、スペース効率の高い部品供給システムとすることができる。
【0068】
(ク)部品供給装置1、部品供給台車16さらには部品積込スタッカ15の各供給レール3、33、23および/または回収レール4、34、24は、各投入側と各供給側とが連結された際に互いに連続するよう各々の高さを異ならせて配置され、前記各回収レール4、34、24は、前記各供給レール3、33、23の上方に配置されているため、積込ストッカ15での部品投入時に、搬送体6を回収レール24から供給レール23に何らかのガイド手段により案内させて降ろすのみの動作で、回収した搬送体6を再び部品供給に利用することができ、作業効率を向上させることができる。
【図面の簡単な説明】
【0069】
【図1】本発明の一実施形態を示す部品供給装置の側面図。
【図2】同じく供給レールおよび搬送体を示す正面図。
【図3】一個送り装置の構成(A)および動作状態(B)を示す側面図。
【図4】回収レールおよび搬送体の正面図。
【図5】搬送体移載手段の側面図。
【図6】搬送体移載手段の動作状態を示す側面図。
【図7】搬送体移載手段の移載動作を示す説明図。
【図8】搬送体の供給レールから移載手段への移載状況を説明する説明図。
【図9】搬送体の移載手段から回収レールへの移載状況を説明する説明図。
【図10】供給レール若しくは回収レールと搬送体の別の形式を説明する説明図。
【図11】本発明の第2実施形態を示す部品供給システムの説明図。
【図12】積込ステーションでの部品および搬送体の移動状態を説明する説明図。
【図13】部品供給ステーションでの部品および搬送体の移動状態を説明する説明図。
【図14】部品および搬送体の移動状態を説明する説明図。
【符号の説明】
【0070】
ST1 部品積込ステーション
ST2 部品供給ステーション
1 部品供給装置
2 支持フレーム
3、23、33 供給レール
4、24、34 回収レール
5 搬送体移載手段、搬送体移載装置
6 搬送体
7 スライダ
8 ハンガ
9 一個送り装置
10 チェーン
11 フック
13 スプロケット
【特許請求の範囲】
【請求項1】
部品供給側と部品受取側とをガイドレールで結ぶと共に、そのガイドレールに部品保持機構を備えた搬送体を走行可能に設けた部品供給装置において、
前記ガイドレールは、部品供給側が部品受取側より高くなるよう傾斜した往路を形成する供給レールと、部品供給側が部品受取側より低くなるように傾斜した復路を形成する回収レールと、で構成し、
部品受取側の前記供給レール端近傍と前記回収レール端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構を備えた搬送体を供給レールから回収レールに移載する搬送体移載手段と、
前記供給レールの部品受取側に配置されて先頭の搬送体および後続する搬送体を停止させると共に先頭の搬送体が前記搬送体移載手段に移載される毎に後続の搬送体を先頭の搬送体として停止させる停止手段と、を備えることを特徴とする部品供給装置。
【請求項2】
前記搬送体移載手段は、部品受取側の前記供給レール端から移載された搬送体および供給部品を前記供給レール端よりも低い位置に設定された部品受取位置を経由させた後、搬送体のみを部品受取側の前記回収レール端近傍に搬送し、前記回収レールに移載するよう構成され、前記供給レール端から移載された搬送体および供給部品の重量による部品受取位置への移動により順次循環することを特徴とする請求項1に記載の部品供給装置。
【請求項3】
前記搬送体移載手段は、部品受取側の前記供給レール端近傍と前記回収レール端近傍と前記部品受取位置とを経由して循環する巻掛け伝動手段を備えることを特徴とする請求項2に記載の部品供給装置。
【請求項4】
前記回収レールは、前記供給レールの上方に配置されていることを特徴とする請求項1から請求項3のいずれか一つに記載の部品供給装置。
【請求項5】
前記回収レールの部品供給側には、回収レールを走行してレール端部に到達した搬送体および後続する搬送体を停止させる回収側停止手段を備えることを特徴とする請求項1から請求項4のいずれか一つに記載の部品供給装置。
【請求項6】
部品投入側が部品受取側より高くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な供給レールと、部品投入側が部品受取側より低くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な回収レールと、を備え、前記供給レールには搬送体により整列させた状態で供給される部品を収容可能であり、前記回収レールには供給部品を外した搬送体を収容可能であり、組立ラインの部品供給ステーションに配置される部品供給装置と、
部品投入側が部品供給側より高くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な供給レールと、部品投入側が部品供給側より低くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な回収レールと、を備え、前記供給レールには搬送体により整列させた状態で、部品積込ステーションにおいて組立ラインの部品供給ステーションに供給する部品を収容可能であり、前記回収レールには組立ラインの部品供給ステーションから供給部品が外された搬送体を収容可能である部品供給台車と、からなる部品供給システムにおいて、
前記部品供給装置の部品受取側の前記供給レール端近傍と前記回収レール端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構を備えた搬送体を供給レールから回収レールに移載する搬送体移載手段を設け、
部品供給装置の部品投入側と部品供給台車の部品供給側とを連結して、部品供給台車の供給レールから部品供給装置の供給レールに対して搬送体により保持して整列させた状態で収容する部品を搬送体と共に供給し、搬送体移載手段で回収されて部品供給装置の回収レールに収容された搬送体を部品供給装置の回収レールから部品供給台車の回収レールに回収することを特徴とする部品供給システム。
【請求項7】
前記部品積込ステーションには、部品投入側が部品供給側より高くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な供給レールと、部品投入側が部品供給側より低くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な回収レールと、を備え、前記供給レールには搬送体により整列させた状態で、部品供給台車に供給する部品を収容可能であり、前記回収レールには部品供給台車から供給部品が外された搬送体を収容可能である部品積込スタッカを備え、
部品供給台車の部品投入側と部品積込スタッカの部品供給側とを連結して、部品積込スタッカの供給レールから部品供給台車の供給レールに対して搬送体により保持して整列させた状態で収容する部品を搬送体と共に供給し、回収されて部品供給台車の回収レールに収容された搬送体を部品供給台車の回収レールから部品積込スタッカの回収レールに回収することを特徴とする請求項6に記載の部品供給システム。
【請求項8】
前記搬送体移載手段は、部品受取側の前記供給レール端から移載された搬送体および供給部品を前記供給レール端よりも低い位置に設定された部品受取位置を経由させた後、搬送体のみを部品受取側の前記回収レール端近傍に搬送し、前記回収レールに移載するよう構成され、前記供給レール端から移載された搬送体および供給部品の重量による部品受取位置への移動により順次循環することを特徴とする請求項6または請求項7に記載の部品供給システム。
【請求項9】
前記部品供給装置、部品供給台車さらには部品積込スタッカの各供給レールおよび/または回収レールは、各投入側と各供給側とが連結された際に互いに連続するよう各々の高さを異ならせて配置され、
前記各回収レールは、前記各供給レールの上方に配置されていることを特徴とする請求項6から請求項8のいずれか一つに記載の部品供給システム。
【請求項10】
部品供給装置の部品供給側が部品受取側より高くなるよう傾斜した供給レールに搬送体を走行させて搬送体により保持した部品を部品受取側に供給し、
部品受取側に配置した停止手段により先頭の搬送体および後続する搬送体を停止させると共に先頭の搬送体が供給レールから搬送体移載手段に移載される毎に後続の搬送体を先頭の搬送体として停止させ、
前記供給レール端から搬送体移載手段に移載された搬送体および供給部品を前記供給レール端よりも低い位置に設定された部品受取位置を経由させ、経由後は搬送体のみを部品受取側の前記回収レール端近傍に搬送して前記回収レールに移載させ、
部品供給側が部品受取側より低くなるように傾斜した回収レールに搬送体を走行させて部品供給側に搬送体を回収させるようにしたことを特徴とする部品供給方法。
【請求項11】
部品投入側が部品受取側より高くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な供給レールと、部品投入側が部品受取側より低くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な回収レールと、を備え、前記供給レールには搬送体により整列させた状態で供給される部品を収容可能であり、前記回収レールには供給部品を外した搬送体を収容可能であり、組立ラインの部品供給ステーションに配置される部品供給装置と、
部品投入側が部品供給側より高くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な供給レールと、部品投入側が部品供給側より低くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な回収レールと、を備え、前記供給レールには搬送体により整列させた状態で、部品積込ステーションにおいて組立ラインの部品供給ステーションに供給する部品を収容可能であり、前記回収レールには組立ラインの部品供給ステーションから供給部品が外された搬送体を収容可能である部品供給台車と、を備える部品供給方法において、
部品供給装置の部品投入側と部品供給台車の部品供給側とを連結して、部品供給台車の供給レールから部品供給装置の供給レールに対して搬送体により保持して整列させた状態で収容する部品を搬送体と共に供給し、
前記部品供給装置の部品受取側に配置した停止手段により先頭の搬送体および後続する搬送体を停止させると共に先頭の搬送体が供給レールから搬送体移載手段に移載される毎に後続の搬送体を先頭の搬送体として停止させ、
前記部品供給装置の供給レール端から搬送体移載手段に移載された搬送体および供給部品を前記供給レール端よりも低い位置に設定された部品受取位置を経由させ、経由後は搬送体のみを部品受取側の前記回収レール端近傍に搬送して前記回収レールに移載させ、
前記搬送体移載手段で回収されて部品供給装置の回収レールに収容された搬送体を部品供給装置の回収レールから部品供給台車の回収レールに回収することを特徴とする部品供給方法。
【請求項12】
前記部品積込ステーションには、部品投入側が部品供給側より高くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な供給レールと、部品投入側が部品供給側より低くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な回収レールと、を備え、前記供給レールには搬送体により整列させた状態で、部品供給台車に供給する部品を収容可能であり、前記回収レールには部品供給台車から供給部品が外された搬送体を収容可能である部品積込スタッカを備え、
先ず、部品供給台車の部品投入側と部品積込スタッカの部品供給側とを連結して、部品積込スタッカの供給レールから部品供給台車の供給レールに対して搬送体により保持して整列させた状態で収容する部品を搬送体と共に供給し、
回収されて部品供給台車の回収レールに収容された搬送体を部品供給台車の回収レールから部品積込スタッカの回収レールに回収し、
その後に、部品供給台車を組立ラインの部品供給装置に連結して部品供給台車から部品供給装置への部品供給および部品供給装置から部品供給台車への搬送体の回収を行うことを特徴とする請求項11に記載の部品供給方法。
【請求項1】
部品供給側と部品受取側とをガイドレールで結ぶと共に、そのガイドレールに部品保持機構を備えた搬送体を走行可能に設けた部品供給装置において、
前記ガイドレールは、部品供給側が部品受取側より高くなるよう傾斜した往路を形成する供給レールと、部品供給側が部品受取側より低くなるように傾斜した復路を形成する回収レールと、で構成し、
部品受取側の前記供給レール端近傍と前記回収レール端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構を備えた搬送体を供給レールから回収レールに移載する搬送体移載手段と、
前記供給レールの部品受取側に配置されて先頭の搬送体および後続する搬送体を停止させると共に先頭の搬送体が前記搬送体移載手段に移載される毎に後続の搬送体を先頭の搬送体として停止させる停止手段と、を備えることを特徴とする部品供給装置。
【請求項2】
前記搬送体移載手段は、部品受取側の前記供給レール端から移載された搬送体および供給部品を前記供給レール端よりも低い位置に設定された部品受取位置を経由させた後、搬送体のみを部品受取側の前記回収レール端近傍に搬送し、前記回収レールに移載するよう構成され、前記供給レール端から移載された搬送体および供給部品の重量による部品受取位置への移動により順次循環することを特徴とする請求項1に記載の部品供給装置。
【請求項3】
前記搬送体移載手段は、部品受取側の前記供給レール端近傍と前記回収レール端近傍と前記部品受取位置とを経由して循環する巻掛け伝動手段を備えることを特徴とする請求項2に記載の部品供給装置。
【請求項4】
前記回収レールは、前記供給レールの上方に配置されていることを特徴とする請求項1から請求項3のいずれか一つに記載の部品供給装置。
【請求項5】
前記回収レールの部品供給側には、回収レールを走行してレール端部に到達した搬送体および後続する搬送体を停止させる回収側停止手段を備えることを特徴とする請求項1から請求項4のいずれか一つに記載の部品供給装置。
【請求項6】
部品投入側が部品受取側より高くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な供給レールと、部品投入側が部品受取側より低くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な回収レールと、を備え、前記供給レールには搬送体により整列させた状態で供給される部品を収容可能であり、前記回収レールには供給部品を外した搬送体を収容可能であり、組立ラインの部品供給ステーションに配置される部品供給装置と、
部品投入側が部品供給側より高くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な供給レールと、部品投入側が部品供給側より低くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な回収レールと、を備え、前記供給レールには搬送体により整列させた状態で、部品積込ステーションにおいて組立ラインの部品供給ステーションに供給する部品を収容可能であり、前記回収レールには組立ラインの部品供給ステーションから供給部品が外された搬送体を収容可能である部品供給台車と、からなる部品供給システムにおいて、
前記部品供給装置の部品受取側の前記供給レール端近傍と前記回収レール端近傍とを循環経路の一部とし、循環駆動されて前記部品保持機構を備えた搬送体を供給レールから回収レールに移載する搬送体移載手段を設け、
部品供給装置の部品投入側と部品供給台車の部品供給側とを連結して、部品供給台車の供給レールから部品供給装置の供給レールに対して搬送体により保持して整列させた状態で収容する部品を搬送体と共に供給し、搬送体移載手段で回収されて部品供給装置の回収レールに収容された搬送体を部品供給装置の回収レールから部品供給台車の回収レールに回収することを特徴とする部品供給システム。
【請求項7】
前記部品積込ステーションには、部品投入側が部品供給側より高くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な供給レールと、部品投入側が部品供給側より低くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な回収レールと、を備え、前記供給レールには搬送体により整列させた状態で、部品供給台車に供給する部品を収容可能であり、前記回収レールには部品供給台車から供給部品が外された搬送体を収容可能である部品積込スタッカを備え、
部品供給台車の部品投入側と部品積込スタッカの部品供給側とを連結して、部品積込スタッカの供給レールから部品供給台車の供給レールに対して搬送体により保持して整列させた状態で収容する部品を搬送体と共に供給し、回収されて部品供給台車の回収レールに収容された搬送体を部品供給台車の回収レールから部品積込スタッカの回収レールに回収することを特徴とする請求項6に記載の部品供給システム。
【請求項8】
前記搬送体移載手段は、部品受取側の前記供給レール端から移載された搬送体および供給部品を前記供給レール端よりも低い位置に設定された部品受取位置を経由させた後、搬送体のみを部品受取側の前記回収レール端近傍に搬送し、前記回収レールに移載するよう構成され、前記供給レール端から移載された搬送体および供給部品の重量による部品受取位置への移動により順次循環することを特徴とする請求項6または請求項7に記載の部品供給システム。
【請求項9】
前記部品供給装置、部品供給台車さらには部品積込スタッカの各供給レールおよび/または回収レールは、各投入側と各供給側とが連結された際に互いに連続するよう各々の高さを異ならせて配置され、
前記各回収レールは、前記各供給レールの上方に配置されていることを特徴とする請求項6から請求項8のいずれか一つに記載の部品供給システム。
【請求項10】
部品供給装置の部品供給側が部品受取側より高くなるよう傾斜した供給レールに搬送体を走行させて搬送体により保持した部品を部品受取側に供給し、
部品受取側に配置した停止手段により先頭の搬送体および後続する搬送体を停止させると共に先頭の搬送体が供給レールから搬送体移載手段に移載される毎に後続の搬送体を先頭の搬送体として停止させ、
前記供給レール端から搬送体移載手段に移載された搬送体および供給部品を前記供給レール端よりも低い位置に設定された部品受取位置を経由させ、経由後は搬送体のみを部品受取側の前記回収レール端近傍に搬送して前記回収レールに移載させ、
部品供給側が部品受取側より低くなるように傾斜した回収レールに搬送体を走行させて部品供給側に搬送体を回収させるようにしたことを特徴とする部品供給方法。
【請求項11】
部品投入側が部品受取側より高くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な供給レールと、部品投入側が部品受取側より低くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な回収レールと、を備え、前記供給レールには搬送体により整列させた状態で供給される部品を収容可能であり、前記回収レールには供給部品を外した搬送体を収容可能であり、組立ラインの部品供給ステーションに配置される部品供給装置と、
部品投入側が部品供給側より高くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な供給レールと、部品投入側が部品供給側より低くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な回収レールと、を備え、前記供給レールには搬送体により整列させた状態で、部品積込ステーションにおいて組立ラインの部品供給ステーションに供給する部品を収容可能であり、前記回収レールには組立ラインの部品供給ステーションから供給部品が外された搬送体を収容可能である部品供給台車と、を備える部品供給方法において、
部品供給装置の部品投入側と部品供給台車の部品供給側とを連結して、部品供給台車の供給レールから部品供給装置の供給レールに対して搬送体により保持して整列させた状態で収容する部品を搬送体と共に供給し、
前記部品供給装置の部品受取側に配置した停止手段により先頭の搬送体および後続する搬送体を停止させると共に先頭の搬送体が供給レールから搬送体移載手段に移載される毎に後続の搬送体を先頭の搬送体として停止させ、
前記部品供給装置の供給レール端から搬送体移載手段に移載された搬送体および供給部品を前記供給レール端よりも低い位置に設定された部品受取位置を経由させ、経由後は搬送体のみを部品受取側の前記回収レール端近傍に搬送して前記回収レールに移載させ、
前記搬送体移載手段で回収されて部品供給装置の回収レールに収容された搬送体を部品供給装置の回収レールから部品供給台車の回収レールに回収することを特徴とする部品供給方法。
【請求項12】
前記部品積込ステーションには、部品投入側が部品供給側より高くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な供給レールと、部品投入側が部品供給側より低くなるよう傾斜され、部品保持機構を備えた搬送体が走行可能な回収レールと、を備え、前記供給レールには搬送体により整列させた状態で、部品供給台車に供給する部品を収容可能であり、前記回収レールには部品供給台車から供給部品が外された搬送体を収容可能である部品積込スタッカを備え、
先ず、部品供給台車の部品投入側と部品積込スタッカの部品供給側とを連結して、部品積込スタッカの供給レールから部品供給台車の供給レールに対して搬送体により保持して整列させた状態で収容する部品を搬送体と共に供給し、
回収されて部品供給台車の回収レールに収容された搬送体を部品供給台車の回収レールから部品積込スタッカの回収レールに回収し、
その後に、部品供給台車を組立ラインの部品供給装置に連結して部品供給台車から部品供給装置への部品供給および部品供給装置から部品供給台車への搬送体の回収を行うことを特徴とする請求項11に記載の部品供給方法。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2007−22674(P2007−22674A)
【公開日】平成19年2月1日(2007.2.1)
【国際特許分類】
【出願番号】特願2005−202829(P2005−202829)
【出願日】平成17年7月12日(2005.7.12)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成19年2月1日(2007.2.1)
【国際特許分類】
【出願日】平成17年7月12日(2005.7.12)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]