
部品保持構造物
【課題】シート材を大きく湾曲させたい状況、およびシート材を大きく湾曲させたくない状況、どちらにも対応可能な部品保持構造物を提供すること。
【解決手段】部品保持構造物1は、可撓性のあるシート材3と、シート材3に対して仮留めされた複数の部品5とを備える。複数の部品5は、X方向へ20個、Y方向へ5個の部品が配列されている。X方向に平行な軸線を曲率中心としてシート材3を湾曲させた場合、Y方向について隣り合う位置にある部品5が互いに当接する状態となり、シート材3は第1の曲率より大きな曲率をなす状態にはならない。一方、Y方向に平行な軸線を曲率中心としてシート材3を湾曲させた場合、シート材3を第1の曲率まで湾曲させても、X方向について隣り合う位置にある部品5は互いに当接する状態にはならず、シート材3は第1の曲率より大きい第2の曲率をなす状態になる。
【解決手段】部品保持構造物1は、可撓性のあるシート材3と、シート材3に対して仮留めされた複数の部品5とを備える。複数の部品5は、X方向へ20個、Y方向へ5個の部品が配列されている。X方向に平行な軸線を曲率中心としてシート材3を湾曲させた場合、Y方向について隣り合う位置にある部品5が互いに当接する状態となり、シート材3は第1の曲率より大きな曲率をなす状態にはならない。一方、Y方向に平行な軸線を曲率中心としてシート材3を湾曲させた場合、シート材3を第1の曲率まで湾曲させても、X方向について隣り合う位置にある部品5は互いに当接する状態にはならず、シート材3は第1の曲率より大きい第2の曲率をなす状態になる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数の部品がシート材に仮留めされており、その仮留めを解除して各部品をシート材から取り外し可能な構造とされた部品保持構造物に関する。
【背景技術】
【0002】
従来、各種機器の内部においてケーブル類を保持するために利用されるクランプや、プリント配線板などの板材間に空間を確保するために利用されるスペーサなどの樹脂部品は、複数の樹脂部品が適当な大きさの袋にまとめて袋詰めされた状態で出荷されていた。
【0003】
しかし、そのような樹脂部品を各種機器に取り付ける際、作業者が樹脂部品を袋から取り出そうとすると、樹脂部品同士が絡み合っていることがある。そのため、樹脂部品をひとつずつ取り出すことが難しく、絡み合ったまま取り出された樹脂部品をばらす作業を行ったり、引きずり出されてしまった樹脂部品が散らかったりすることが原因で、取り付け作業の能率が低下することがあった。
【0004】
また、複数の樹脂部品が袋詰めされていると、適正な数量の樹脂部品が袋詰めされているかどうかを、一目で確認することが難しい、という問題もあった。そのため、一袋分の樹脂部品を取り付ける作業を行った後、袋の中に樹脂部品が余っていた場合、その樹脂部品が、員数不足を避けるために元々余分に入れられていた余剰分なのか、作業者が取り付け忘れた分なのかを、即座に判断することは困難であった。
【0005】
このような問題に対し、下記特許文献1には、複数のボルト・ネジ等の小部品類をシート材上において整列させた状態で保持可能な部品保持構造物が開示されている。この特許文献1に記載の技術を利用すれば、上述の如き樹脂部品を整列させた状態で保持することができる。
【0006】
したがって、複数の樹脂部品を袋詰めしてある場合とは異なり、樹脂部品同士が絡み合うのを回避することができる。また、適正な数量の樹脂部品があるかどうかも一目で確認することができ、さらに、そのような確認を行った上で作業後に樹脂部品が余れば、作業者が取り付け忘れた分であると、即座に判断することもできる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】実開平6−80019号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上記従来技術において、シート材が大きく湾曲するものかあまり湾曲しないものかは、いずれか一方に決まっていた。そのため、湾曲しやすい方が好都合な状況と湾曲しにくい方が好都合な状況があっても、それら双方の状況に対応することは困難であった。
【0009】
より具体的な事例を交えて説明すれば、例えば、長尺なシート材を生産ラインにおいて連続的に上流側から下流側へと送り出しながら部品の仮留め作業を行う際、部品の仮留めが完了したシート材に対して力を加えることによってシート材を下流側へと押し出し、下流側の切断装置で長尺なシート材を所定長さに切り出すことがある。
【0010】
この場合、シート材が過度に湾曲しやすいものであると、上流側で力を加えてシート材を押し出そうとしても、その力がシート材の下流側先端まで伝わる前に途中でシート材が湾曲してしまい、シート材の下流側最先端まで力を伝達することが困難になる。そこで、このような問題を防ぐことだけを考えれば、ある程度腰のある湾曲しにくいシート材を選定する方が望ましいことになる。
【0011】
しかし、上記のようなシート材を円筒形に丸めて出荷したい場合は、シート材を大きく湾曲させたい状況になる。しかし、このような場合に、上述のような事情からシート材を送り出しやすくするために比較的湾曲しにくい硬質なシート材を選定していると、シート材を円筒形に丸めて出荷することは困難になる。
【0012】
以上のような問題は、上記のような生産時と出荷時の問題に限らず、別の段階でも発生することがあり、例えば、生産時と使用時とでシート材の湾曲しやすさを変えたいことや、出荷時と使用時とでシート材の湾曲しやすさを変えたいことがある。
【0013】
また、上記事例では、生産時に湾曲しにくいものが有利で、出荷時に湾曲しやすいものが有利な例を示したが、生産方法によっては生産時に湾曲しやすいものが有利であったり、出荷形態によっては出荷時に湾曲しにくいものが有利であったりする可能性はある。
【0014】
しかし、この場合でも、生産時、出荷時、および使用時のすべての段階において湾曲しにくいものが有利となるかどうか、あるいは、すべての段階において湾曲しやすいものが有利となるかどうかは定かではない。
【0015】
例えば、出荷形態によっては、シート材を真っ直ぐに伸ばして出荷したいこともあるので、この場合、上述のような生産方法をとるとしても、生産時と出荷時はいずれも曲がりにくいシート材で問題ない。しかし、そのような場合でも、仮留めされた部品をシート材から取り外す作業を行う際には、シート材を湾曲させやすい方が好都合なことがある。
【0016】
つまり、生産時、出荷時、および使用時の各段階で、シート材が湾曲しやすい方がよいのか湾曲しにくい方がよいのかは、状況によって変わり得る事項ではあるが、すべての段階で湾曲させたいか否かが同一にならない限り、上述のような問題が発生することになる。
【0017】
本発明は、上記問題を解決するためになされたものであり、その目的は、シート材を大きく湾曲させたい状況、およびシート材を大きく湾曲させたくない状況、どちらにも対応可能な部品保持構造物を提供することにある。
【課題を解決するための手段】
【0018】
以下、本発明において採用した構成について説明する。
請求項1に記載の部品保持構造物は、可撓性のあるシート材と、前記シート材に対して仮留めされた複数の部品とを備え、前記仮留めされた複数の部品は、前記シート材の表裏いずれか一方の面を部品保持面として、前記部品保持面上に保持されており、各部品を使用する際には、各部品に外力を加えて前記仮留めを解除することで各部品を前記シート材から取り外し可能な部品保持構造物であって、前記部品保持面に平行且つ互いに直交する二方向をX方向およびY方向として、前記X方向に平行な軸線を曲率中心として前記部品保持面を内周側にして前記シート材を湾曲させた場合には、前記シート材を第1の曲率まで湾曲させた時点で、前記Y方向について隣り合う位置にある部品が互いに当接する状態となることにより、前記シート材が前記第1の曲率より大きな曲率をなす状態にはならない構造になっており、しかも、前記Y方向に平行な軸線を曲率中心として前記部品保持面を内周側にして前記シート材を湾曲させた場合には、前記シート材を前記第1の曲率まで湾曲させても、前記X方向について隣り合う位置にある部品は互いに当接する状態にはならず、前記シート材が前記第1の曲率より大きい第2の曲率をなす状態になる構造になっていることを特徴とする。
【0019】
このように構成された部品保持構造物によれば、X方向に平行な軸線を曲率中心として部品保持面を内周側にしてシート材を湾曲させた場合、シート材を第1の曲率まで湾曲させた時点で、Y方向について隣り合う位置にある部品が互いに当接する状態となる。そのため、シート材は最大でも第1の曲率をなす状態にしかならず、それより大きな曲率をなす状態にはならないので、このような形態に湾曲させれば、シート材を過度に湾曲させたくない状況に対応することができる。
【0020】
一方、Y方向に平行な軸線を曲率中心として部品保持面を内周側にしてシート材を湾曲させた場合、シート材を前記第1の曲率まで湾曲させても、X方向について隣り合う位置にある部品は互いに当接する状態にはならない。そのため、シート材は第1の曲率より大きい第2の曲率をなす状態になるので、このような形態に湾曲させれば、シート材を大きく湾曲させたい状況に対応することができる。
【0021】
したがって、このような部品保持構造物であれば、シート材が上記のようなX方向およびY方向どちらについても湾曲しやすいものや、どちらについても湾曲しにくいものとは異なり、シート材を大きく湾曲させたい状況、およびシート材を大きく湾曲させたくない状況のうち、いずれか一方にしか対応できないという問題がない。
【0022】
次に、請求項2に記載の部品保持構造物は、請求項1に記載の部品保持構造物において、前記複数の部品は、前記X方向へm個、前記Y方向へn個(ただし、m,nは2以上の整数。)の部品が並べられたm×nのマトリクスをなす配列状態で前記部品保持面上に保持されていることを特徴とする。
【0023】
このような部品保持構造物によれば、「複数の部品が不規則に配置されているもの」や、「規則性はあるものの、m×nのマトリクスをなす配列状態ではないもの」に比べ、容易に部品の総数を把握することができる。また、万一、部品がシート材から脱落するようなことがあっても、「複数の部品が不規則に配置されているもの」に比べ、脱落の発生に気づきやすくなるので、部品の使用を開始してから員数不足に気づくといった問題を招きにくくすることができる。
【0024】
次に、請求項3に記載の部品保持構造物は、請求項1または請求項2に記載の部品保持構造物において、前記シート材には、各部品が取り付けられる位置に部品取付穴が穿設されるとともに、前記部品には、前記部品保持面側から前記部品取付穴に挿し込まれる挿込部が設けられており、前記挿込部が前記部品取付穴に挿し込まれて前記挿込部に設けられた逆止片が前記部品保持面の裏側で前記シート材に引っかかって前記挿込部が前記部品取付穴から抜けない状態となることにより、各部品が前記シート材に対して仮留めされる構造になっており、しかも、前記挿込部の挿込方向に延びる軸線を回転中心として前記挿込部を前記部品取付穴に対して相対的に回転させて特定の回転角にした場合に、前記部品取付穴の周囲にある前記シート材の変形量が、前記特定の回転角以外の回転角にした場合よりも小さくなる構造とされることにより、前記特定の回転角への位置決めが促される構造になっていることを特徴とする。
【0025】
このような部品保持構造物によれば、挿込部の挿込方向に延びる軸線を回転中心として挿込部を部品取付穴に対して相対的に回転させると、特定の回転角にした場合に部品取付穴の周囲にあるシート材の変形量が、特定の回転角以外の回転角にした場合よりも小さくなる。そのため、シート材の変形量がより小さくなる方向へは挿入部を回転させる際の抵抗が小さくなるのに対し、シート材の変形量がより大きくなる方向へは挿入部を回転させる際の抵抗が大きくなる。その結果、複数の部品をシート材に仮留めする際には、大まかに部品の方向を揃えて仮留め作業を行うだけで、各部品とも特定の回転角への位置決めが促されるので、作業者は容易に部品の向きを揃えることができる。
【0026】
次に、請求項4に記載の部品保持構造物は、請求項1〜請求項3のいずれかに記載の部品保持構造物において、前記部品取付穴の周囲には、前記部品取付穴を中心して遠心方向に延びる4つのスリットが形成されており、それら4つのスリットのうち、第1,第2のスリットは前記X方向に垂直で互いに反対方向へと延びており、第3,第4のスリットは前記Y方向に垂直で互いに反対方向に延びていることを特徴とする。
【0027】
このような部品保持構造物によれば、部品取付穴を中心して遠心方向に延びる4つのスリットが形成され、このスリットによって部品取付穴の周囲にある部分が4つの舌片状部分に分割されている。そのため、部品の仮留めおよび取り外しを行う際には、この舌片状部分が拡開するので、このようなスリットが設けられていない場合に比べ、部品の仮留め作業および取り外し作業を実施しやすくなる。
【0028】
しかも、これら4つのスリットは、シート材を湾曲させる方向との関係で、X方向またはY方向のいずれかと一致する方向に延びている。そのため、例えば上記X方向またはY方向に対して45度傾いた方向に延びるスリットが形成されたものに比べ、シート材を湾曲させただけで舌片状部分が拡開してしまうのを抑制することができ、シート材から部品が脱落するのを防止する効果が高くなる。
【0029】
次に、請求項5に記載の部品保持構造物は、請求項1〜請求項4のいずれかに記載の部品保持構造物において、前記シート材は、前記第2の曲率をなす状態になると、前記部品保持面を内周側にした円筒形になることを特徴とする。
【0030】
このように構成された部品保持構造物によれば、部品保持面を内周側にしてシート材を円筒形にすることができる。そのため、この円筒体の両端開口を封鎖するような形態で梱包して出荷すれば、例えば輸送途中に加わる衝撃などが原因でシート材から部品が脱落するといった事態が発生したとしても、脱落した部品を各円筒体の内側に留まらせることができる。したがって、例えば、円筒形にすることができない複数のシート材を箱詰めしたような事例とは異なり、複数の部品が脱落した場合でも、どのシート材から脱落した部品なのかがわからなくなることがない。
【0031】
次に、請求項6に記載の部品保持構造物は、請求項1〜請求項5のいずれかに記載の部品保持構造物において、前記シート材には、前記シート材を治具に取り付ける際に利用される治具取付穴が穿設されていて、前記シート材は、前記治具に設けられた取付部を前記治具取付穴に通すことにより、前記治具に取り付け可能で、前記治具に取り付けられると、前記治具に支持されて前記部品保持面側が凸になる形態に湾曲した状態で保持されることを特徴とする。
【0032】
このような部品保持構造物によれば、治具取付穴を利用してシート材を治具に取り付けることができ、シート材を治具に取り付けると、シート材は治具に支持されて部品保持面側が凸になる形態に湾曲した状態で保持される。そのため、このような保持形態にすれば、部品保持面に保持された各部品は、部品保持面の曲率中心から遠心方向に向かって立設された状態となり、各部品間の隙間を部品の配列ピッチよりも拡大することができる。
【0033】
したがって、比較的狭いピッチで部品が配列されている場合でも、作業者は仮留めされた部品を指先でつまむ作業を実施しやすくなり、シート材から部品を取り外す作業の能率を高めることができる。また、比較的狭いピッチで部品が配列できることから、湾曲させることができないシート材に同数の部品を配列する場合に比べ、シート材の寸法を小さくすることができ、その分のコストダウンを図ることができる。
【図面の簡単な説明】
【0034】
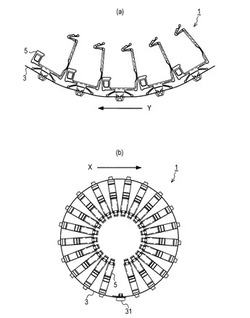
【図1】部品保持構造物を示す図であり、(a)はその正面図、(b)はその右面図、(c)はその底面図。
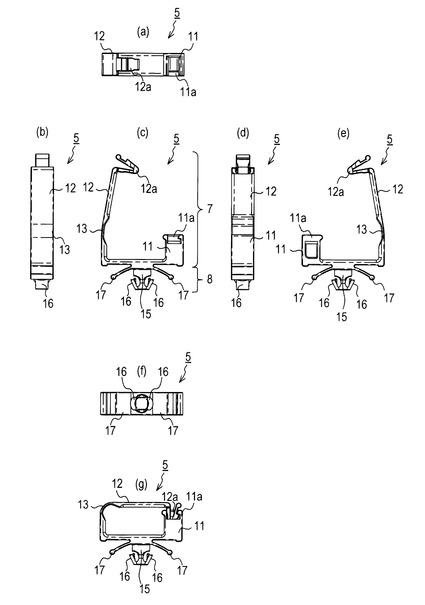
【図2】部品(ケーブルクランプ)を示す図であり、(a)はその平面図、(b)はその左側面図、(c)はその正面図、(d)はその右側面図、(e)はその背面図、(f)はその底面図、(g)は使用状態を示す正面図。
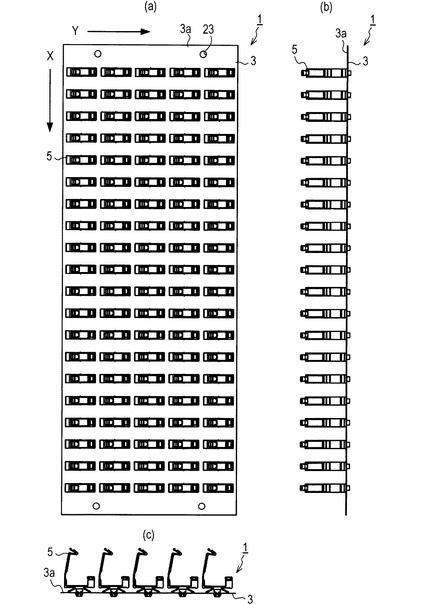
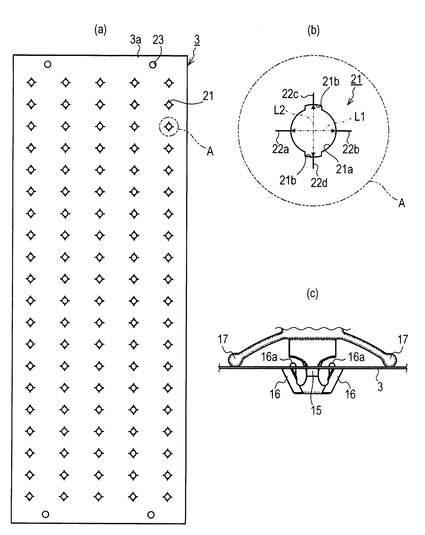
【図3】(a)はシート材の正面図、(b)は部品取付孔の拡大図、(c)は部品とシート材の仮留め状態を示す説明図。
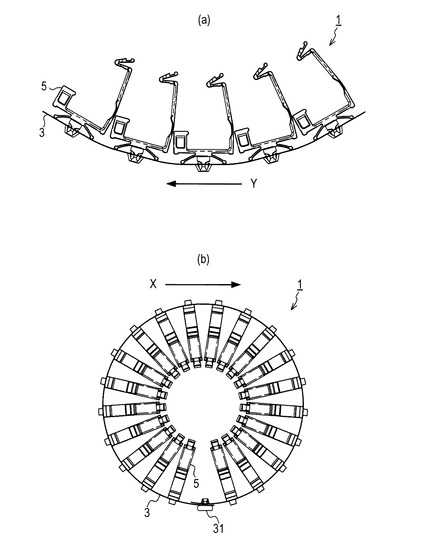
【図4】(a)は第1の曲率まで湾曲させた状態を示す説明図、(b)は第2の曲率まで湾曲させた状態を示す説明図。
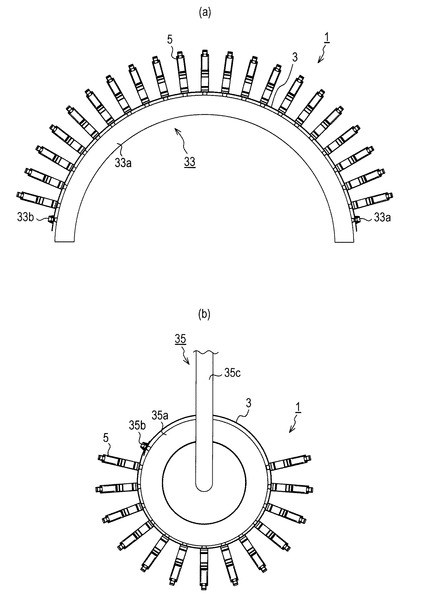
【図5】(a)は側面視円弧状の治具に部品保持構造物を取り付けた状態を示す説明図、(b)は側面視円形の回動部を有する治具に部品保持構造物を取り付けた状態を示す説明図。
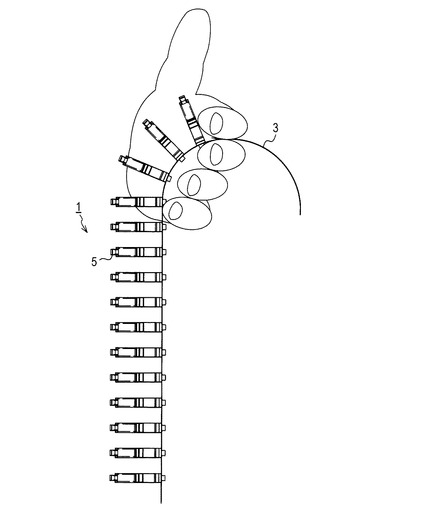
【図6】部品保持構造物を作業者が手で保持した状態を示す説明図。
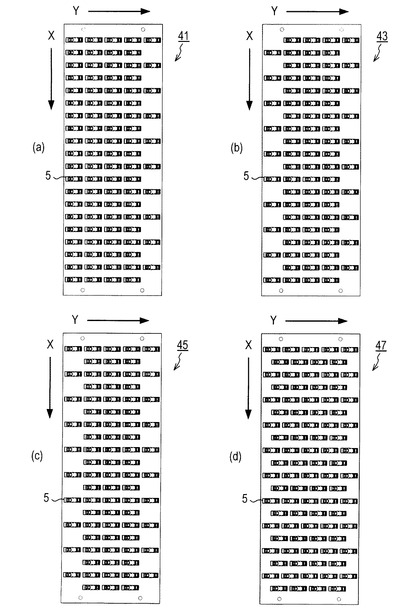
【図7】部品の配置状態についての別事例を示す説明図。
【発明を実施するための形態】
【0035】
次に、本発明の実施形態について一例を挙げて説明する。
図1に示す部品保持構造物1は、可撓性のあるシート材3と、シート材3に対して仮留めされた複数の部品5を備えている。これら複数の部品5は、シート材3の一方の面を部品保持面3a、部品保持面3aに平行且つ互いに直交する二方向をX方向およびY方向として(図1(a)参照)、X方向へ20個、Y方向へ5個の部品が並べられた20×5のマトリクスをなす配列状態で部品保持面3a上に保持されている。
【0036】
これらのうち、部品5は、ポリアミド製の成形品で、本実施形態においては、図2(a)〜同図(g)に示すように、ケーブル類を保持可能なケーブル保持部7(図2(a)参照)と、板材に対して取り付け可能な固定部8(図2(a)参照)とを有するケーブルクランプを例示してある(以下、部品5のことをケーブルクランプ5とも称する。)。
【0037】
このケーブルクランプ5において、ケーブル保持部7は、一端に被係合部11aを有する基部11と、一端に係合部12aを有する可動部12とを有し、これら基部11および可動部12がヒンジ部13を介して連結された構造になっている。このケーブル保持部7は、係合部12aと被係合部11aが係合していない場合は、図2(c)に示すように開環した状態になっているが、可動部12を操作して係合部12aを被係合部11aに挿し込むと、係合部12aが被係合部11aに係合することにより、図2(g)に示すように、ケーブル保持部7は環状になり、この環状部分の内側にケーブルを通すことで、ケーブルを保持可能となっている。
【0038】
固定部8は、支柱部15と、支柱部15の一端に設けられた逆止片16と、ケーブル保持部7と固定部8との境界付近から延出された板ばね部17とを備えている。この固定部8は、板材(例えば、各種機器の筐体を構成するパネル)に対して固定される部分である。具体的には、板材上の取付位置に事前に貫通穴を形成しておいて、その貫通穴に支柱部15および逆止片16を押し込むと、逆止片16は、弾性変形しながら板材を通り抜けるとともに板材を通り抜けたところで拡開して抜け止めとなる。また、この状態において板ばね部17は、弾性変形を伴って板材に圧接して、支柱部15および逆止片16を引き抜く方向へと付勢する部分であり、これにより、固定部8の板材に対するがたつきが解消される。
【0039】
シート材3は、PET製のフィルムからなり、図3(a)に示すように、部品5の取付位置には部品取付穴21が穿設され、長手方向両端には、治具取付穴23が穿設されている。
【0040】
部品取付穴21は、図3(b)に示すように、ベースとなる直径L1の円形穴21aに対してさらに切欠部21b,21bを追加することで、追加された切欠部21b間の長さがL2となるように形成された異形穴である。
【0041】
また、部品取付穴21の周囲には、図3(b)に示すように、部品取付穴21を中心して遠心方向に延びる4つのスリット22a,22b,22c,22dが形成されている。これら4つのスリット22a〜22dのうち、第1のスリット22aおよび第2のスリット22bは、図1(a)に示したX方向に垂直で互いに反対方向へと延びている。また、第3のスリット22cおよび第4のスリット22dは、図1(a)に示したY方向に垂直で互いに反対方向に延びている。
【0042】
この部品取付穴21には、図3(c)に示すように、ケーブルクランプ5の固定部8が取り付けられる。固定部8が有する逆止片16は、板材に穿設された貫通穴に取り付けられた際に、その貫通穴の内周面に引っかかることで、逆止片16が過剰に拡開するのを防止する突起16a(図3(c)参照)を備えており、部品取付穴21内の長さL1は、ちょうど突起16aが部品取付穴21の内周に当接する寸法となっている。また、固定部8が有する支柱部15は、図3(c)において紙面に垂直な奥行き方向に長い断面形状となっていて、部品取付穴21内の長さL2は、ちょうど支柱部15が部品取付穴21の内周に当接する寸法となっている。
【0043】
このような断面形状の最大長さがL2となる支柱部15を、部分的に内径がL2となる異形の部品取付穴21に通してあるので、支柱部15の挿入方向に延びる軸線を回転中心として支柱部15を回転させた際には、支柱部15が切欠部21bに嵌り込む回転角となったときに、4つのスリット22a〜22dで区切られた舌片状部分の変形量は最小となる。また、それ以外の回転角へ回転させるには、4つのスリット22a〜22dで区切られた舌片状部分を弾性変形させなければならないので、その分だけ抵抗が増えることになる。そのため、複数の部品5をシート材に仮留めする際には、大まかに部品5の方向を揃えて仮留め作業を行うだけで、各部品5とも特定の回転角への位置決めが促されるので、作業者は容易に部品の向きを揃えることができる。
【0044】
また、スリット22a〜22dによって部品取付穴21の周囲にある部分が4つの舌片状部分に分割されていて、部品5の仮留めおよび取り外しを行う際には、この舌片状部分が拡開するので、このようなスリットが設けられていない場合に比べ、部品5の仮留め作業および取り外し作業を実施しやすくなる。
【0045】
さて、以上のように構成された部品保持構造物1について、X方向に平行な軸線を曲率中心として部品保持面3aを内周側にしてシート材3を湾曲させた場合には、図4(a)に示すように、シート材3を第1の曲率まで湾曲させた時点で、Y方向について隣り合う位置にある部品5が互いに当接する状態となる。
【0046】
そのため、シート材3は最大でも第1の曲率をなす状態にしかならず、それより大きな曲率をなす状態にはならないので、このような形態に湾曲させれば、シート材3を過度に湾曲させたくない状況に対応することができる。
【0047】
具体例を挙げれば、例えば、長尺なシート材3を生産ラインにおいて連続的に上流側から下流側へと送り出しながら部品5の仮留め作業を行う際、部品5の仮留めが完了したシート材3に対して力を加えることによってシート材3を下流側へと押し出し、下流側の切断装置で長尺なシート材3を所定長さに切り出したい場合、図4(a)に示すように、シート材3を第1の曲率まで湾曲させた状態にして、X方向(図4(a)の場合は紙面に垂直な方向)へと押し出す。
【0048】
このようにすれば、単にシート材3に外力を加えても、シート材3を第1の曲率以上に湾曲させてしまうことはないので、シート材3を過剰に湾曲させたり座屈させたりすることなく、シート材3を押し出すことができる。
【0049】
一方、この部品保持構造物1について、Y方向に平行な軸線を曲率中心として部品保持面3aを内周側にしてシート材3を湾曲させた場合には、図4(b)に示すように、シート材3を第1の曲率まで湾曲させても、X方向について隣り合う位置にある部品5は互いに当接する状態にはならない。
【0050】
そのため、シート材3は第1の曲率より大きい第2の曲率をなす状態にまで湾曲させることができ、図4(b)に示す事例の場合であれば、円筒形となる状態にまで湾曲させることができる。ちなみに、図4(b)に示す事例の場合、シート材3が円筒形となった状態になったところで、留め具31を治具取付穴23に挿し込むことにより、シート材3の長手方向両端を連結して、円筒形となった状態を維持できるようにしている。この留め具31は、ケーブルクランプ5の固定部8相当の構造を持つものであるが、円筒形となった状態を維持するために利用する手段は、留め具31以外のものであってもよく、例えば、粘着テープやクリップのようなものを利用しても、シート材3の長手方向両端を連結することができる。
【0051】
このように円筒形になるほど大きくシート材3を湾曲させることができれば、図4(a)に示すような第1の曲率まで湾曲させた状態よりも、シート材3を大きく湾曲させたい状況にも十分に対応することができ、例えば、シート材3を円筒形に丸めて出荷したいような場合にも対応することができる。
【0052】
つまり、この部品保持構造物1であれば、シート材が上記のようなX方向およびY方向どちらについても湾曲しやすいものや、どちらについても湾曲しにくいものとは異なり、シート材3を大きく湾曲させたい状況、およびシート材3を大きく湾曲させたくない状況、どちらにも対応することができる。
【0053】
ちなみに、部品保持面3aを内周側にしてシート材3を円筒形にした場合、この円筒体の両端開口を封鎖するような形態で梱包して出荷すれば、例えば輸送途中に加わる衝撃などが原因でシート材3から部品5が脱落するといった事態が発生したとしても、脱落した部品5を各円筒体の内側に留まらせることができる。したがって、例えば、円筒形にすることができない複数のシート材を箱詰めしたような事例とは異なり、複数の部品5が脱落した場合でも、どのシート材3から脱落した部品なのかを容易に特定可能とすることができる。
【0054】
また、このようにシート材3を円筒形にした場合でも、上述のスリット22a〜22dは、シート材3を湾曲させる方向との関係で、X方向またはY方向のいずれかと一致する方向に延びているので、X方向またはY方向に対して45度傾いた方向に延びるスリットが形成されたものに比べ、シート材3を湾曲させただけで舌片状部分が拡開してしまうのを抑制することができ、シート材3から部品5が脱落するのを防止する効果が高い。
【0055】
ところで、上述の部品保持構造物1において、シート材3には、シート材3を治具に取り付ける際に利用される治具取付穴23(図3(a)参照)が穿設されていて、シート材3は、図5(a)に示すように、治具33に取り付けることができる。
【0056】
具体的には、治具33は、湾曲した本体33aと、シート材3を取り付けるための取付部33bを有し、取付部33bを治具取付穴23に通すことにより、シート材3を治具33に取り付け可能となっている。そして、このような治具33に取り付けられると、シート材3は、治具33に支持されて部品保持面3a側が凸になる形態に湾曲した状態で保持される。
【0057】
そのため、このような保持形態にすれば、部品保持面3aに保持された各部品5は、部品保持面3aの曲率中心から遠心方向に向かって立設された状態となり、各部品5間の隙間を部品5の配列ピッチよりも拡大することができる。
【0058】
したがって、比較的狭いピッチで部品5が配列されている場合でも、作業者は仮留めされた部品5を指先でつまむ作業を実施しやすくなり、シート材3から部品5を取り外す作業の能率を高めることができる。また、比較的狭いピッチで部品5が配列できることから、湾曲させることができないシート材に同数の部品を配列する場合に比べ、シート材3の寸法を小さくすることができ、その分のコストダウンを図ることができる。
【0059】
なお、治具の具体的形態は、図5(a)に示したものに限らず、例えば、図5(b)に示すような形態の治具35であってもよい。
具体的には、この治具35は、円筒状本体35aと、取付部35bとを備え、円筒状本体35aの外周にシート材3を巻き付けて、取付部35bを治具取付穴23に通すことにより、シート材3を治具35に取り付け可能となっている。
【0060】
また、円筒状本体35aは、支持部35cによって回転自在な状態で支持されており、仮留めされた部品5が取り外された場合、部品5の残っている部分の重みによって円筒状本体35aが回動し、最も部品5が多く残っている部分が自重で下方へ移動する。
【0061】
したがって、このような治具35を利用すれば、作業者が作業場所の上方に治具35を設置しておくことで、自重で下方へと移動する部品5を常に下方から取り外すことができ、作業効率を向上させることができる。
【0062】
なお、図5(a)および同図(b)では、シート材3を治具33,35に取り付ける例を示したが、この部品保持構造物1は、治具に取り付けずに使用することもでき、例えば、図6に示すように、作業者が部品保持構造物1を直接手に持って部品5をシート材3から取り外し、その部品5を必要箇所に取り付ける作業を実施することもできる。
【0063】
以上、本発明の実施形態について説明したが、本発明は上記の具体的な一実施形態に限定されず、この他にも種々の形態で実施することができる。
例えば、上記実施形態では、X方向へ20個、Y方向へ5個の部品5が並べられて20×5のマトリクスをなす配列状態となっている事例を示したが、複数の部品5の配列状態については上述の一例に限定されるものではない。
【0064】
より具体的には、例えば、m×nのマトリクスに複数の部品5がぎっしり詰まっていないものであってもよく、図7(a)に示す部品保持構造物41のように、Y方向へ5個の部品5が並べられた列と、Y方向へ4個の部品5が並べられた列が、交互にX方向へ複数列配置されているものであっても、上述の実施形態と同様の効果を期待することができる。
【0065】
また、図7(b)に示す部品保持構造物43のように、Y方向へ4個の部品5が並べられた列が、X方向へ複数列配置されているものの、それら複数列の各列において4個の部品5の位置がY方向へシフトし、X方向へ延びる列は4列にはなっていない、といったものでもよく、この場合でも、上述の実施形態と同様の効果を期待することができる。
【0066】
また、図7(a)に示す部品保持構造物41の場合、図中右端においてX方向に延びる列だけ部品5が疎らになっていたが、さらに図7(c)に示す部品保持構造物45のように、図中左端においてもX方向に延びる列の部品5を疎らに配置した状態としてもよい。これは、Y方向へ5個の部品5が並べられた列と、Y方向へ3個の部品5が並べられた列が、交互にX方向へ複数列配置されているものとなる。
【0067】
この他、上述の部品保持構造物1,41,43,45などは、いずれもX方向およびY方向の双方について、複数の部品5が真っ直ぐに並ぶ配置状態を持つものばかりであったが、図7(d)に示す部品保持構造物47のように、Y方向へは真っ直ぐに複数の部品5が並んでいるものの、X方向については複数の部品5が真っ直ぐには並んでいない、といったものでもよく、この場合でも、上述の実施形態と同様の効果を期待することができる。
【0068】
また、上記実施形態では、同一形状の部品を単一のシート材上に配列した例を挙げて説明したが、複数種の異なる形状の部品を単一のシート材に配列してあってもよい。
また、複数種の異なる形状の部品を単一のシート材に配列する場合に、形状が類似した部品が存在する場合は、その取り付け角度を変更することにより、類似した部品の違いを識別しやすい配列にしてもよい。
【0069】
また、上記実施形態では言及しなかったが、形状の異なる部品が複数種ある場合は、その形状に対応付けてシート材の色を変更することで、シート材の色で部品の違いを識別できるようにしてもよい。あるいは、シート材の一部に切欠きや印を付けることで、部品の違いを識別できるようにしてもよい。
【0070】
また、部品とシート材の色を変えることにより、シート材上に存在する部品を確認しやすくしてもよい。
加えて、上記実施形態では、部品の例としてケーブルクランプを例示したが、シート材上に仮留めされる部品の機能や形態については、任意に様々なものを利用できる。例えば、上記ケーブルクランプ5が備えていた固定部8相当の構造を支柱の両端に備えるスペーサなどを、シート材上に仮留めして部品保持構造物を構成した場合でも、上述したとおりの効果を期待することができる。
【符号の説明】
【0071】
1・・・部品保持構造物、3・・・シート材、3a・・・部品保持面、5・・・部品(ケーブルクランプ)、7・・・ケーブル保持部、8・・・固定部、11・・・基部、11a・・・被係合部、12・・・可動部、12a・・・係合部、13・・・ヒンジ部、15・・・支柱部、16・・・逆止片、16a・・・突起、17・・・板ばね部、21・・・部品取付穴、21a・・・円形穴、21b・・・切欠部、22a,22b,22c,22d・・・スリット、23・・・治具取付穴、31・・・留め具、33,35・・・治具、33a・・・本体、33b,35b・・・取付部、35a・・・円筒状本体、35c・・・支持部。
【技術分野】
【0001】
本発明は、複数の部品がシート材に仮留めされており、その仮留めを解除して各部品をシート材から取り外し可能な構造とされた部品保持構造物に関する。
【背景技術】
【0002】
従来、各種機器の内部においてケーブル類を保持するために利用されるクランプや、プリント配線板などの板材間に空間を確保するために利用されるスペーサなどの樹脂部品は、複数の樹脂部品が適当な大きさの袋にまとめて袋詰めされた状態で出荷されていた。
【0003】
しかし、そのような樹脂部品を各種機器に取り付ける際、作業者が樹脂部品を袋から取り出そうとすると、樹脂部品同士が絡み合っていることがある。そのため、樹脂部品をひとつずつ取り出すことが難しく、絡み合ったまま取り出された樹脂部品をばらす作業を行ったり、引きずり出されてしまった樹脂部品が散らかったりすることが原因で、取り付け作業の能率が低下することがあった。
【0004】
また、複数の樹脂部品が袋詰めされていると、適正な数量の樹脂部品が袋詰めされているかどうかを、一目で確認することが難しい、という問題もあった。そのため、一袋分の樹脂部品を取り付ける作業を行った後、袋の中に樹脂部品が余っていた場合、その樹脂部品が、員数不足を避けるために元々余分に入れられていた余剰分なのか、作業者が取り付け忘れた分なのかを、即座に判断することは困難であった。
【0005】
このような問題に対し、下記特許文献1には、複数のボルト・ネジ等の小部品類をシート材上において整列させた状態で保持可能な部品保持構造物が開示されている。この特許文献1に記載の技術を利用すれば、上述の如き樹脂部品を整列させた状態で保持することができる。
【0006】
したがって、複数の樹脂部品を袋詰めしてある場合とは異なり、樹脂部品同士が絡み合うのを回避することができる。また、適正な数量の樹脂部品があるかどうかも一目で確認することができ、さらに、そのような確認を行った上で作業後に樹脂部品が余れば、作業者が取り付け忘れた分であると、即座に判断することもできる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】実開平6−80019号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上記従来技術において、シート材が大きく湾曲するものかあまり湾曲しないものかは、いずれか一方に決まっていた。そのため、湾曲しやすい方が好都合な状況と湾曲しにくい方が好都合な状況があっても、それら双方の状況に対応することは困難であった。
【0009】
より具体的な事例を交えて説明すれば、例えば、長尺なシート材を生産ラインにおいて連続的に上流側から下流側へと送り出しながら部品の仮留め作業を行う際、部品の仮留めが完了したシート材に対して力を加えることによってシート材を下流側へと押し出し、下流側の切断装置で長尺なシート材を所定長さに切り出すことがある。
【0010】
この場合、シート材が過度に湾曲しやすいものであると、上流側で力を加えてシート材を押し出そうとしても、その力がシート材の下流側先端まで伝わる前に途中でシート材が湾曲してしまい、シート材の下流側最先端まで力を伝達することが困難になる。そこで、このような問題を防ぐことだけを考えれば、ある程度腰のある湾曲しにくいシート材を選定する方が望ましいことになる。
【0011】
しかし、上記のようなシート材を円筒形に丸めて出荷したい場合は、シート材を大きく湾曲させたい状況になる。しかし、このような場合に、上述のような事情からシート材を送り出しやすくするために比較的湾曲しにくい硬質なシート材を選定していると、シート材を円筒形に丸めて出荷することは困難になる。
【0012】
以上のような問題は、上記のような生産時と出荷時の問題に限らず、別の段階でも発生することがあり、例えば、生産時と使用時とでシート材の湾曲しやすさを変えたいことや、出荷時と使用時とでシート材の湾曲しやすさを変えたいことがある。
【0013】
また、上記事例では、生産時に湾曲しにくいものが有利で、出荷時に湾曲しやすいものが有利な例を示したが、生産方法によっては生産時に湾曲しやすいものが有利であったり、出荷形態によっては出荷時に湾曲しにくいものが有利であったりする可能性はある。
【0014】
しかし、この場合でも、生産時、出荷時、および使用時のすべての段階において湾曲しにくいものが有利となるかどうか、あるいは、すべての段階において湾曲しやすいものが有利となるかどうかは定かではない。
【0015】
例えば、出荷形態によっては、シート材を真っ直ぐに伸ばして出荷したいこともあるので、この場合、上述のような生産方法をとるとしても、生産時と出荷時はいずれも曲がりにくいシート材で問題ない。しかし、そのような場合でも、仮留めされた部品をシート材から取り外す作業を行う際には、シート材を湾曲させやすい方が好都合なことがある。
【0016】
つまり、生産時、出荷時、および使用時の各段階で、シート材が湾曲しやすい方がよいのか湾曲しにくい方がよいのかは、状況によって変わり得る事項ではあるが、すべての段階で湾曲させたいか否かが同一にならない限り、上述のような問題が発生することになる。
【0017】
本発明は、上記問題を解決するためになされたものであり、その目的は、シート材を大きく湾曲させたい状況、およびシート材を大きく湾曲させたくない状況、どちらにも対応可能な部品保持構造物を提供することにある。
【課題を解決するための手段】
【0018】
以下、本発明において採用した構成について説明する。
請求項1に記載の部品保持構造物は、可撓性のあるシート材と、前記シート材に対して仮留めされた複数の部品とを備え、前記仮留めされた複数の部品は、前記シート材の表裏いずれか一方の面を部品保持面として、前記部品保持面上に保持されており、各部品を使用する際には、各部品に外力を加えて前記仮留めを解除することで各部品を前記シート材から取り外し可能な部品保持構造物であって、前記部品保持面に平行且つ互いに直交する二方向をX方向およびY方向として、前記X方向に平行な軸線を曲率中心として前記部品保持面を内周側にして前記シート材を湾曲させた場合には、前記シート材を第1の曲率まで湾曲させた時点で、前記Y方向について隣り合う位置にある部品が互いに当接する状態となることにより、前記シート材が前記第1の曲率より大きな曲率をなす状態にはならない構造になっており、しかも、前記Y方向に平行な軸線を曲率中心として前記部品保持面を内周側にして前記シート材を湾曲させた場合には、前記シート材を前記第1の曲率まで湾曲させても、前記X方向について隣り合う位置にある部品は互いに当接する状態にはならず、前記シート材が前記第1の曲率より大きい第2の曲率をなす状態になる構造になっていることを特徴とする。
【0019】
このように構成された部品保持構造物によれば、X方向に平行な軸線を曲率中心として部品保持面を内周側にしてシート材を湾曲させた場合、シート材を第1の曲率まで湾曲させた時点で、Y方向について隣り合う位置にある部品が互いに当接する状態となる。そのため、シート材は最大でも第1の曲率をなす状態にしかならず、それより大きな曲率をなす状態にはならないので、このような形態に湾曲させれば、シート材を過度に湾曲させたくない状況に対応することができる。
【0020】
一方、Y方向に平行な軸線を曲率中心として部品保持面を内周側にしてシート材を湾曲させた場合、シート材を前記第1の曲率まで湾曲させても、X方向について隣り合う位置にある部品は互いに当接する状態にはならない。そのため、シート材は第1の曲率より大きい第2の曲率をなす状態になるので、このような形態に湾曲させれば、シート材を大きく湾曲させたい状況に対応することができる。
【0021】
したがって、このような部品保持構造物であれば、シート材が上記のようなX方向およびY方向どちらについても湾曲しやすいものや、どちらについても湾曲しにくいものとは異なり、シート材を大きく湾曲させたい状況、およびシート材を大きく湾曲させたくない状況のうち、いずれか一方にしか対応できないという問題がない。
【0022】
次に、請求項2に記載の部品保持構造物は、請求項1に記載の部品保持構造物において、前記複数の部品は、前記X方向へm個、前記Y方向へn個(ただし、m,nは2以上の整数。)の部品が並べられたm×nのマトリクスをなす配列状態で前記部品保持面上に保持されていることを特徴とする。
【0023】
このような部品保持構造物によれば、「複数の部品が不規則に配置されているもの」や、「規則性はあるものの、m×nのマトリクスをなす配列状態ではないもの」に比べ、容易に部品の総数を把握することができる。また、万一、部品がシート材から脱落するようなことがあっても、「複数の部品が不規則に配置されているもの」に比べ、脱落の発生に気づきやすくなるので、部品の使用を開始してから員数不足に気づくといった問題を招きにくくすることができる。
【0024】
次に、請求項3に記載の部品保持構造物は、請求項1または請求項2に記載の部品保持構造物において、前記シート材には、各部品が取り付けられる位置に部品取付穴が穿設されるとともに、前記部品には、前記部品保持面側から前記部品取付穴に挿し込まれる挿込部が設けられており、前記挿込部が前記部品取付穴に挿し込まれて前記挿込部に設けられた逆止片が前記部品保持面の裏側で前記シート材に引っかかって前記挿込部が前記部品取付穴から抜けない状態となることにより、各部品が前記シート材に対して仮留めされる構造になっており、しかも、前記挿込部の挿込方向に延びる軸線を回転中心として前記挿込部を前記部品取付穴に対して相対的に回転させて特定の回転角にした場合に、前記部品取付穴の周囲にある前記シート材の変形量が、前記特定の回転角以外の回転角にした場合よりも小さくなる構造とされることにより、前記特定の回転角への位置決めが促される構造になっていることを特徴とする。
【0025】
このような部品保持構造物によれば、挿込部の挿込方向に延びる軸線を回転中心として挿込部を部品取付穴に対して相対的に回転させると、特定の回転角にした場合に部品取付穴の周囲にあるシート材の変形量が、特定の回転角以外の回転角にした場合よりも小さくなる。そのため、シート材の変形量がより小さくなる方向へは挿入部を回転させる際の抵抗が小さくなるのに対し、シート材の変形量がより大きくなる方向へは挿入部を回転させる際の抵抗が大きくなる。その結果、複数の部品をシート材に仮留めする際には、大まかに部品の方向を揃えて仮留め作業を行うだけで、各部品とも特定の回転角への位置決めが促されるので、作業者は容易に部品の向きを揃えることができる。
【0026】
次に、請求項4に記載の部品保持構造物は、請求項1〜請求項3のいずれかに記載の部品保持構造物において、前記部品取付穴の周囲には、前記部品取付穴を中心して遠心方向に延びる4つのスリットが形成されており、それら4つのスリットのうち、第1,第2のスリットは前記X方向に垂直で互いに反対方向へと延びており、第3,第4のスリットは前記Y方向に垂直で互いに反対方向に延びていることを特徴とする。
【0027】
このような部品保持構造物によれば、部品取付穴を中心して遠心方向に延びる4つのスリットが形成され、このスリットによって部品取付穴の周囲にある部分が4つの舌片状部分に分割されている。そのため、部品の仮留めおよび取り外しを行う際には、この舌片状部分が拡開するので、このようなスリットが設けられていない場合に比べ、部品の仮留め作業および取り外し作業を実施しやすくなる。
【0028】
しかも、これら4つのスリットは、シート材を湾曲させる方向との関係で、X方向またはY方向のいずれかと一致する方向に延びている。そのため、例えば上記X方向またはY方向に対して45度傾いた方向に延びるスリットが形成されたものに比べ、シート材を湾曲させただけで舌片状部分が拡開してしまうのを抑制することができ、シート材から部品が脱落するのを防止する効果が高くなる。
【0029】
次に、請求項5に記載の部品保持構造物は、請求項1〜請求項4のいずれかに記載の部品保持構造物において、前記シート材は、前記第2の曲率をなす状態になると、前記部品保持面を内周側にした円筒形になることを特徴とする。
【0030】
このように構成された部品保持構造物によれば、部品保持面を内周側にしてシート材を円筒形にすることができる。そのため、この円筒体の両端開口を封鎖するような形態で梱包して出荷すれば、例えば輸送途中に加わる衝撃などが原因でシート材から部品が脱落するといった事態が発生したとしても、脱落した部品を各円筒体の内側に留まらせることができる。したがって、例えば、円筒形にすることができない複数のシート材を箱詰めしたような事例とは異なり、複数の部品が脱落した場合でも、どのシート材から脱落した部品なのかがわからなくなることがない。
【0031】
次に、請求項6に記載の部品保持構造物は、請求項1〜請求項5のいずれかに記載の部品保持構造物において、前記シート材には、前記シート材を治具に取り付ける際に利用される治具取付穴が穿設されていて、前記シート材は、前記治具に設けられた取付部を前記治具取付穴に通すことにより、前記治具に取り付け可能で、前記治具に取り付けられると、前記治具に支持されて前記部品保持面側が凸になる形態に湾曲した状態で保持されることを特徴とする。
【0032】
このような部品保持構造物によれば、治具取付穴を利用してシート材を治具に取り付けることができ、シート材を治具に取り付けると、シート材は治具に支持されて部品保持面側が凸になる形態に湾曲した状態で保持される。そのため、このような保持形態にすれば、部品保持面に保持された各部品は、部品保持面の曲率中心から遠心方向に向かって立設された状態となり、各部品間の隙間を部品の配列ピッチよりも拡大することができる。
【0033】
したがって、比較的狭いピッチで部品が配列されている場合でも、作業者は仮留めされた部品を指先でつまむ作業を実施しやすくなり、シート材から部品を取り外す作業の能率を高めることができる。また、比較的狭いピッチで部品が配列できることから、湾曲させることができないシート材に同数の部品を配列する場合に比べ、シート材の寸法を小さくすることができ、その分のコストダウンを図ることができる。
【図面の簡単な説明】
【0034】
【図1】部品保持構造物を示す図であり、(a)はその正面図、(b)はその右面図、(c)はその底面図。
【図2】部品(ケーブルクランプ)を示す図であり、(a)はその平面図、(b)はその左側面図、(c)はその正面図、(d)はその右側面図、(e)はその背面図、(f)はその底面図、(g)は使用状態を示す正面図。
【図3】(a)はシート材の正面図、(b)は部品取付孔の拡大図、(c)は部品とシート材の仮留め状態を示す説明図。
【図4】(a)は第1の曲率まで湾曲させた状態を示す説明図、(b)は第2の曲率まで湾曲させた状態を示す説明図。
【図5】(a)は側面視円弧状の治具に部品保持構造物を取り付けた状態を示す説明図、(b)は側面視円形の回動部を有する治具に部品保持構造物を取り付けた状態を示す説明図。
【図6】部品保持構造物を作業者が手で保持した状態を示す説明図。
【図7】部品の配置状態についての別事例を示す説明図。
【発明を実施するための形態】
【0035】
次に、本発明の実施形態について一例を挙げて説明する。
図1に示す部品保持構造物1は、可撓性のあるシート材3と、シート材3に対して仮留めされた複数の部品5を備えている。これら複数の部品5は、シート材3の一方の面を部品保持面3a、部品保持面3aに平行且つ互いに直交する二方向をX方向およびY方向として(図1(a)参照)、X方向へ20個、Y方向へ5個の部品が並べられた20×5のマトリクスをなす配列状態で部品保持面3a上に保持されている。
【0036】
これらのうち、部品5は、ポリアミド製の成形品で、本実施形態においては、図2(a)〜同図(g)に示すように、ケーブル類を保持可能なケーブル保持部7(図2(a)参照)と、板材に対して取り付け可能な固定部8(図2(a)参照)とを有するケーブルクランプを例示してある(以下、部品5のことをケーブルクランプ5とも称する。)。
【0037】
このケーブルクランプ5において、ケーブル保持部7は、一端に被係合部11aを有する基部11と、一端に係合部12aを有する可動部12とを有し、これら基部11および可動部12がヒンジ部13を介して連結された構造になっている。このケーブル保持部7は、係合部12aと被係合部11aが係合していない場合は、図2(c)に示すように開環した状態になっているが、可動部12を操作して係合部12aを被係合部11aに挿し込むと、係合部12aが被係合部11aに係合することにより、図2(g)に示すように、ケーブル保持部7は環状になり、この環状部分の内側にケーブルを通すことで、ケーブルを保持可能となっている。
【0038】
固定部8は、支柱部15と、支柱部15の一端に設けられた逆止片16と、ケーブル保持部7と固定部8との境界付近から延出された板ばね部17とを備えている。この固定部8は、板材(例えば、各種機器の筐体を構成するパネル)に対して固定される部分である。具体的には、板材上の取付位置に事前に貫通穴を形成しておいて、その貫通穴に支柱部15および逆止片16を押し込むと、逆止片16は、弾性変形しながら板材を通り抜けるとともに板材を通り抜けたところで拡開して抜け止めとなる。また、この状態において板ばね部17は、弾性変形を伴って板材に圧接して、支柱部15および逆止片16を引き抜く方向へと付勢する部分であり、これにより、固定部8の板材に対するがたつきが解消される。
【0039】
シート材3は、PET製のフィルムからなり、図3(a)に示すように、部品5の取付位置には部品取付穴21が穿設され、長手方向両端には、治具取付穴23が穿設されている。
【0040】
部品取付穴21は、図3(b)に示すように、ベースとなる直径L1の円形穴21aに対してさらに切欠部21b,21bを追加することで、追加された切欠部21b間の長さがL2となるように形成された異形穴である。
【0041】
また、部品取付穴21の周囲には、図3(b)に示すように、部品取付穴21を中心して遠心方向に延びる4つのスリット22a,22b,22c,22dが形成されている。これら4つのスリット22a〜22dのうち、第1のスリット22aおよび第2のスリット22bは、図1(a)に示したX方向に垂直で互いに反対方向へと延びている。また、第3のスリット22cおよび第4のスリット22dは、図1(a)に示したY方向に垂直で互いに反対方向に延びている。
【0042】
この部品取付穴21には、図3(c)に示すように、ケーブルクランプ5の固定部8が取り付けられる。固定部8が有する逆止片16は、板材に穿設された貫通穴に取り付けられた際に、その貫通穴の内周面に引っかかることで、逆止片16が過剰に拡開するのを防止する突起16a(図3(c)参照)を備えており、部品取付穴21内の長さL1は、ちょうど突起16aが部品取付穴21の内周に当接する寸法となっている。また、固定部8が有する支柱部15は、図3(c)において紙面に垂直な奥行き方向に長い断面形状となっていて、部品取付穴21内の長さL2は、ちょうど支柱部15が部品取付穴21の内周に当接する寸法となっている。
【0043】
このような断面形状の最大長さがL2となる支柱部15を、部分的に内径がL2となる異形の部品取付穴21に通してあるので、支柱部15の挿入方向に延びる軸線を回転中心として支柱部15を回転させた際には、支柱部15が切欠部21bに嵌り込む回転角となったときに、4つのスリット22a〜22dで区切られた舌片状部分の変形量は最小となる。また、それ以外の回転角へ回転させるには、4つのスリット22a〜22dで区切られた舌片状部分を弾性変形させなければならないので、その分だけ抵抗が増えることになる。そのため、複数の部品5をシート材に仮留めする際には、大まかに部品5の方向を揃えて仮留め作業を行うだけで、各部品5とも特定の回転角への位置決めが促されるので、作業者は容易に部品の向きを揃えることができる。
【0044】
また、スリット22a〜22dによって部品取付穴21の周囲にある部分が4つの舌片状部分に分割されていて、部品5の仮留めおよび取り外しを行う際には、この舌片状部分が拡開するので、このようなスリットが設けられていない場合に比べ、部品5の仮留め作業および取り外し作業を実施しやすくなる。
【0045】
さて、以上のように構成された部品保持構造物1について、X方向に平行な軸線を曲率中心として部品保持面3aを内周側にしてシート材3を湾曲させた場合には、図4(a)に示すように、シート材3を第1の曲率まで湾曲させた時点で、Y方向について隣り合う位置にある部品5が互いに当接する状態となる。
【0046】
そのため、シート材3は最大でも第1の曲率をなす状態にしかならず、それより大きな曲率をなす状態にはならないので、このような形態に湾曲させれば、シート材3を過度に湾曲させたくない状況に対応することができる。
【0047】
具体例を挙げれば、例えば、長尺なシート材3を生産ラインにおいて連続的に上流側から下流側へと送り出しながら部品5の仮留め作業を行う際、部品5の仮留めが完了したシート材3に対して力を加えることによってシート材3を下流側へと押し出し、下流側の切断装置で長尺なシート材3を所定長さに切り出したい場合、図4(a)に示すように、シート材3を第1の曲率まで湾曲させた状態にして、X方向(図4(a)の場合は紙面に垂直な方向)へと押し出す。
【0048】
このようにすれば、単にシート材3に外力を加えても、シート材3を第1の曲率以上に湾曲させてしまうことはないので、シート材3を過剰に湾曲させたり座屈させたりすることなく、シート材3を押し出すことができる。
【0049】
一方、この部品保持構造物1について、Y方向に平行な軸線を曲率中心として部品保持面3aを内周側にしてシート材3を湾曲させた場合には、図4(b)に示すように、シート材3を第1の曲率まで湾曲させても、X方向について隣り合う位置にある部品5は互いに当接する状態にはならない。
【0050】
そのため、シート材3は第1の曲率より大きい第2の曲率をなす状態にまで湾曲させることができ、図4(b)に示す事例の場合であれば、円筒形となる状態にまで湾曲させることができる。ちなみに、図4(b)に示す事例の場合、シート材3が円筒形となった状態になったところで、留め具31を治具取付穴23に挿し込むことにより、シート材3の長手方向両端を連結して、円筒形となった状態を維持できるようにしている。この留め具31は、ケーブルクランプ5の固定部8相当の構造を持つものであるが、円筒形となった状態を維持するために利用する手段は、留め具31以外のものであってもよく、例えば、粘着テープやクリップのようなものを利用しても、シート材3の長手方向両端を連結することができる。
【0051】
このように円筒形になるほど大きくシート材3を湾曲させることができれば、図4(a)に示すような第1の曲率まで湾曲させた状態よりも、シート材3を大きく湾曲させたい状況にも十分に対応することができ、例えば、シート材3を円筒形に丸めて出荷したいような場合にも対応することができる。
【0052】
つまり、この部品保持構造物1であれば、シート材が上記のようなX方向およびY方向どちらについても湾曲しやすいものや、どちらについても湾曲しにくいものとは異なり、シート材3を大きく湾曲させたい状況、およびシート材3を大きく湾曲させたくない状況、どちらにも対応することができる。
【0053】
ちなみに、部品保持面3aを内周側にしてシート材3を円筒形にした場合、この円筒体の両端開口を封鎖するような形態で梱包して出荷すれば、例えば輸送途中に加わる衝撃などが原因でシート材3から部品5が脱落するといった事態が発生したとしても、脱落した部品5を各円筒体の内側に留まらせることができる。したがって、例えば、円筒形にすることができない複数のシート材を箱詰めしたような事例とは異なり、複数の部品5が脱落した場合でも、どのシート材3から脱落した部品なのかを容易に特定可能とすることができる。
【0054】
また、このようにシート材3を円筒形にした場合でも、上述のスリット22a〜22dは、シート材3を湾曲させる方向との関係で、X方向またはY方向のいずれかと一致する方向に延びているので、X方向またはY方向に対して45度傾いた方向に延びるスリットが形成されたものに比べ、シート材3を湾曲させただけで舌片状部分が拡開してしまうのを抑制することができ、シート材3から部品5が脱落するのを防止する効果が高い。
【0055】
ところで、上述の部品保持構造物1において、シート材3には、シート材3を治具に取り付ける際に利用される治具取付穴23(図3(a)参照)が穿設されていて、シート材3は、図5(a)に示すように、治具33に取り付けることができる。
【0056】
具体的には、治具33は、湾曲した本体33aと、シート材3を取り付けるための取付部33bを有し、取付部33bを治具取付穴23に通すことにより、シート材3を治具33に取り付け可能となっている。そして、このような治具33に取り付けられると、シート材3は、治具33に支持されて部品保持面3a側が凸になる形態に湾曲した状態で保持される。
【0057】
そのため、このような保持形態にすれば、部品保持面3aに保持された各部品5は、部品保持面3aの曲率中心から遠心方向に向かって立設された状態となり、各部品5間の隙間を部品5の配列ピッチよりも拡大することができる。
【0058】
したがって、比較的狭いピッチで部品5が配列されている場合でも、作業者は仮留めされた部品5を指先でつまむ作業を実施しやすくなり、シート材3から部品5を取り外す作業の能率を高めることができる。また、比較的狭いピッチで部品5が配列できることから、湾曲させることができないシート材に同数の部品を配列する場合に比べ、シート材3の寸法を小さくすることができ、その分のコストダウンを図ることができる。
【0059】
なお、治具の具体的形態は、図5(a)に示したものに限らず、例えば、図5(b)に示すような形態の治具35であってもよい。
具体的には、この治具35は、円筒状本体35aと、取付部35bとを備え、円筒状本体35aの外周にシート材3を巻き付けて、取付部35bを治具取付穴23に通すことにより、シート材3を治具35に取り付け可能となっている。
【0060】
また、円筒状本体35aは、支持部35cによって回転自在な状態で支持されており、仮留めされた部品5が取り外された場合、部品5の残っている部分の重みによって円筒状本体35aが回動し、最も部品5が多く残っている部分が自重で下方へ移動する。
【0061】
したがって、このような治具35を利用すれば、作業者が作業場所の上方に治具35を設置しておくことで、自重で下方へと移動する部品5を常に下方から取り外すことができ、作業効率を向上させることができる。
【0062】
なお、図5(a)および同図(b)では、シート材3を治具33,35に取り付ける例を示したが、この部品保持構造物1は、治具に取り付けずに使用することもでき、例えば、図6に示すように、作業者が部品保持構造物1を直接手に持って部品5をシート材3から取り外し、その部品5を必要箇所に取り付ける作業を実施することもできる。
【0063】
以上、本発明の実施形態について説明したが、本発明は上記の具体的な一実施形態に限定されず、この他にも種々の形態で実施することができる。
例えば、上記実施形態では、X方向へ20個、Y方向へ5個の部品5が並べられて20×5のマトリクスをなす配列状態となっている事例を示したが、複数の部品5の配列状態については上述の一例に限定されるものではない。
【0064】
より具体的には、例えば、m×nのマトリクスに複数の部品5がぎっしり詰まっていないものであってもよく、図7(a)に示す部品保持構造物41のように、Y方向へ5個の部品5が並べられた列と、Y方向へ4個の部品5が並べられた列が、交互にX方向へ複数列配置されているものであっても、上述の実施形態と同様の効果を期待することができる。
【0065】
また、図7(b)に示す部品保持構造物43のように、Y方向へ4個の部品5が並べられた列が、X方向へ複数列配置されているものの、それら複数列の各列において4個の部品5の位置がY方向へシフトし、X方向へ延びる列は4列にはなっていない、といったものでもよく、この場合でも、上述の実施形態と同様の効果を期待することができる。
【0066】
また、図7(a)に示す部品保持構造物41の場合、図中右端においてX方向に延びる列だけ部品5が疎らになっていたが、さらに図7(c)に示す部品保持構造物45のように、図中左端においてもX方向に延びる列の部品5を疎らに配置した状態としてもよい。これは、Y方向へ5個の部品5が並べられた列と、Y方向へ3個の部品5が並べられた列が、交互にX方向へ複数列配置されているものとなる。
【0067】
この他、上述の部品保持構造物1,41,43,45などは、いずれもX方向およびY方向の双方について、複数の部品5が真っ直ぐに並ぶ配置状態を持つものばかりであったが、図7(d)に示す部品保持構造物47のように、Y方向へは真っ直ぐに複数の部品5が並んでいるものの、X方向については複数の部品5が真っ直ぐには並んでいない、といったものでもよく、この場合でも、上述の実施形態と同様の効果を期待することができる。
【0068】
また、上記実施形態では、同一形状の部品を単一のシート材上に配列した例を挙げて説明したが、複数種の異なる形状の部品を単一のシート材に配列してあってもよい。
また、複数種の異なる形状の部品を単一のシート材に配列する場合に、形状が類似した部品が存在する場合は、その取り付け角度を変更することにより、類似した部品の違いを識別しやすい配列にしてもよい。
【0069】
また、上記実施形態では言及しなかったが、形状の異なる部品が複数種ある場合は、その形状に対応付けてシート材の色を変更することで、シート材の色で部品の違いを識別できるようにしてもよい。あるいは、シート材の一部に切欠きや印を付けることで、部品の違いを識別できるようにしてもよい。
【0070】
また、部品とシート材の色を変えることにより、シート材上に存在する部品を確認しやすくしてもよい。
加えて、上記実施形態では、部品の例としてケーブルクランプを例示したが、シート材上に仮留めされる部品の機能や形態については、任意に様々なものを利用できる。例えば、上記ケーブルクランプ5が備えていた固定部8相当の構造を支柱の両端に備えるスペーサなどを、シート材上に仮留めして部品保持構造物を構成した場合でも、上述したとおりの効果を期待することができる。
【符号の説明】
【0071】
1・・・部品保持構造物、3・・・シート材、3a・・・部品保持面、5・・・部品(ケーブルクランプ)、7・・・ケーブル保持部、8・・・固定部、11・・・基部、11a・・・被係合部、12・・・可動部、12a・・・係合部、13・・・ヒンジ部、15・・・支柱部、16・・・逆止片、16a・・・突起、17・・・板ばね部、21・・・部品取付穴、21a・・・円形穴、21b・・・切欠部、22a,22b,22c,22d・・・スリット、23・・・治具取付穴、31・・・留め具、33,35・・・治具、33a・・・本体、33b,35b・・・取付部、35a・・・円筒状本体、35c・・・支持部。
【特許請求の範囲】
【請求項1】
可撓性のあるシート材と、前記シート材に対して仮留めされた複数の部品とを備え、前記仮留めされた複数の部品は、前記シート材の表裏いずれか一方の面を部品保持面として、前記部品保持面上に保持されており、各部品を使用する際には、各部品に外力を加えて前記仮留めを解除することで各部品を前記シート材から取り外し可能な部品保持構造物であって、
前記部品保持面に平行且つ互いに直交する二方向をX方向およびY方向として、前記X方向に平行な軸線を曲率中心として前記部品保持面を内周側にして前記シート材を湾曲させた場合には、前記シート材を第1の曲率まで湾曲させた時点で、前記Y方向について隣り合う位置にある部品が互いに当接する状態となることにより、前記シート材が前記第1の曲率より大きな曲率をなす状態にはならない構造になっており、
しかも、前記Y方向に平行な軸線を曲率中心として前記部品保持面を内周側にして前記シート材を湾曲させた場合には、前記シート材を前記第1の曲率まで湾曲させても、前記X方向について隣り合う位置にある部品は互いに当接する状態にはならず、前記シート材が前記第1の曲率より大きい第2の曲率をなす状態になる構造になっている
ことを特徴とする部品保持構造物。
【請求項2】
前記複数の部品は、前記X方向へm個、前記Y方向へn個(ただし、m,nは2以上の整数。)の部品が並べられたm×nのマトリクスをなす配列状態で前記部品保持面上に保持されている
ことを特徴とする請求項1に記載の部品保持構造物。
【請求項3】
前記シート材には、各部品が取り付けられる位置に部品取付穴が穿設されるとともに、前記部品には、前記部品保持面側から前記部品取付穴に挿し込まれる挿込部が設けられており、前記挿込部が前記部品取付穴に挿し込まれて前記挿込部に設けられた逆止片が前記部品保持面の裏側で前記シート材に引っかかって前記挿込部が前記部品取付穴から抜けない状態となることにより、各部品が前記シート材に対して仮留めされる構造になっており、
しかも、前記挿込部の挿込方向に延びる軸線を回転中心として前記挿込部を前記部品取付穴に対して相対的に回転させて特定の回転角にした場合に、前記部品取付穴の周囲にある前記シート材の変形量が、前記特定の回転角以外の回転角にした場合よりも小さくなる構造とされることにより、前記特定の回転角への位置決めが促される構造になっている
ことを特徴とする請求項1または請求項2に記載の部品保持構造物。
【請求項4】
前記部品取付穴の周囲には、前記部品取付穴を中心して遠心方向に延びる4つのスリットが形成されており、それら4つのスリットのうち、第1,第2のスリットは前記X方向に垂直で互いに反対方向へと延びており、第3,第4のスリットは前記Y方向に垂直で互いに反対方向に延びている
ことを特徴とする請求項1〜請求項3のいずれかに記載の部品保持構造物。
【請求項5】
前記シート材は、前記第2の曲率をなす状態になると、前記部品保持面を内周側にした円筒形になる
ことを特徴とする請求項1〜請求項4のいずれかに記載の部品保持構造物。
【請求項6】
前記シート材には、前記シート材を治具に取り付ける際に利用される治具取付穴が穿設されていて、
前記シート材は、前記治具に設けられた取付部を前記治具取付穴に通すことにより、前記治具に取り付け可能で、前記治具に取り付けられると、前記治具に支持されて前記部品保持面側が凸になる形態に湾曲した状態で保持される
ことを特徴とする請求項1〜請求項5のいずれかに記載の部品保持構造物。
【請求項1】
可撓性のあるシート材と、前記シート材に対して仮留めされた複数の部品とを備え、前記仮留めされた複数の部品は、前記シート材の表裏いずれか一方の面を部品保持面として、前記部品保持面上に保持されており、各部品を使用する際には、各部品に外力を加えて前記仮留めを解除することで各部品を前記シート材から取り外し可能な部品保持構造物であって、
前記部品保持面に平行且つ互いに直交する二方向をX方向およびY方向として、前記X方向に平行な軸線を曲率中心として前記部品保持面を内周側にして前記シート材を湾曲させた場合には、前記シート材を第1の曲率まで湾曲させた時点で、前記Y方向について隣り合う位置にある部品が互いに当接する状態となることにより、前記シート材が前記第1の曲率より大きな曲率をなす状態にはならない構造になっており、
しかも、前記Y方向に平行な軸線を曲率中心として前記部品保持面を内周側にして前記シート材を湾曲させた場合には、前記シート材を前記第1の曲率まで湾曲させても、前記X方向について隣り合う位置にある部品は互いに当接する状態にはならず、前記シート材が前記第1の曲率より大きい第2の曲率をなす状態になる構造になっている
ことを特徴とする部品保持構造物。
【請求項2】
前記複数の部品は、前記X方向へm個、前記Y方向へn個(ただし、m,nは2以上の整数。)の部品が並べられたm×nのマトリクスをなす配列状態で前記部品保持面上に保持されている
ことを特徴とする請求項1に記載の部品保持構造物。
【請求項3】
前記シート材には、各部品が取り付けられる位置に部品取付穴が穿設されるとともに、前記部品には、前記部品保持面側から前記部品取付穴に挿し込まれる挿込部が設けられており、前記挿込部が前記部品取付穴に挿し込まれて前記挿込部に設けられた逆止片が前記部品保持面の裏側で前記シート材に引っかかって前記挿込部が前記部品取付穴から抜けない状態となることにより、各部品が前記シート材に対して仮留めされる構造になっており、
しかも、前記挿込部の挿込方向に延びる軸線を回転中心として前記挿込部を前記部品取付穴に対して相対的に回転させて特定の回転角にした場合に、前記部品取付穴の周囲にある前記シート材の変形量が、前記特定の回転角以外の回転角にした場合よりも小さくなる構造とされることにより、前記特定の回転角への位置決めが促される構造になっている
ことを特徴とする請求項1または請求項2に記載の部品保持構造物。
【請求項4】
前記部品取付穴の周囲には、前記部品取付穴を中心して遠心方向に延びる4つのスリットが形成されており、それら4つのスリットのうち、第1,第2のスリットは前記X方向に垂直で互いに反対方向へと延びており、第3,第4のスリットは前記Y方向に垂直で互いに反対方向に延びている
ことを特徴とする請求項1〜請求項3のいずれかに記載の部品保持構造物。
【請求項5】
前記シート材は、前記第2の曲率をなす状態になると、前記部品保持面を内周側にした円筒形になる
ことを特徴とする請求項1〜請求項4のいずれかに記載の部品保持構造物。
【請求項6】
前記シート材には、前記シート材を治具に取り付ける際に利用される治具取付穴が穿設されていて、
前記シート材は、前記治具に設けられた取付部を前記治具取付穴に通すことにより、前記治具に取り付け可能で、前記治具に取り付けられると、前記治具に支持されて前記部品保持面側が凸になる形態に湾曲した状態で保持される
ことを特徴とする請求項1〜請求項5のいずれかに記載の部品保持構造物。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−1100(P2011−1100A)
【公開日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願番号】特願2009−146156(P2009−146156)
【出願日】平成21年6月19日(2009.6.19)
【出願人】(000242231)北川工業株式会社 (268)
【Fターム(参考)】
【公開日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願日】平成21年6月19日(2009.6.19)
【出願人】(000242231)北川工業株式会社 (268)
【Fターム(参考)】
[ Back to top ]