
部品実装システム及び部品実装方法
【課題】基板への装着状態が不良と判定された部品についての十分な原因追究を行うことができる部品実装システム及び部品実装方法を提供することを目的とする。
【解決手段】部品供給部23より供給される複数の部品3をそれぞれ異なる受け取りノズル57によって受け取ってその受け取った各部品3を所定のピックアップ位置に移送する部品移送工程(ステップST2〜ST5)及びピックアップ位置に移送した部品3をピックアップして基板2に装着する部品装着工程(ステップST6〜ST8)を行った後、基板2に装着した各部品3について、その部品3とその部品3をピックアップ位置に移送した受け取りノズル57との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板2に装着した各部品3が供給されてから基板2に装着されるまでの間に移動した移動経路を特定する追跡データを作成する(ステップST9)。
【解決手段】部品供給部23より供給される複数の部品3をそれぞれ異なる受け取りノズル57によって受け取ってその受け取った各部品3を所定のピックアップ位置に移送する部品移送工程(ステップST2〜ST5)及びピックアップ位置に移送した部品3をピックアップして基板2に装着する部品装着工程(ステップST6〜ST8)を行った後、基板2に装着した各部品3について、その部品3とその部品3をピックアップ位置に移送した受け取りノズル57との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板2に装着した各部品3が供給されてから基板2に装着されるまでの間に移動した移動経路を特定する追跡データを作成する(ステップST9)。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、部品供給部より供給される部品を部品移送部によって所定のピックアップ位置に移送した後、その部品を部品装着部によってピックアップして基板に装着する部品実装システム及び部品実装方法に関するものである。
【背景技術】
【0002】
基板(パネル)の周囲に設けられた端子に駆動回路等の部品(電子部品)を装着する液晶パネル製造用の部品実装システムなどでは、ACF装着装置によって端子に貼着されたACF(Anisotropic Conductive Film:異方性導電膜)に部品を仮圧着する仮圧着装置を備えている。この仮圧着装置は、基板の位置決めを行う基板位置決め部、部品の供給を行う部品供給部、部品供給部より供給される複数の部品をそれぞれ異なる部品受け取り手段によって受け取ってその受け取った各部品を所定のピックアップ位置に移送する部品移送部及び部品移送部によってピックアップ位置に移送された部品をピックアップして基板位置決め部により位置決めされた基板に装着する部品装着部を備え、制御装置がこれら基板位置決め部、部品供給部、部品移送部及び部品装着部の作動制御を行って部品を基板に装着させる。ここで、部品移送部は、例えば、部品供給部から供給される部品をひとつずつ吸着して受け取るノズル(受け取りノズル)をターンテーブル上に複数備えた構成を有する。また、部品装着部は、例えば、基板位置決め部によって位置決めされた基板に対して移動自在に設けられ、吸着ノズルを介して部品を真空吸着してピックアップし、基板上で真空吸着を解除することによって基板への部品の装着を行う一又は複数の装着ヘッドから成る。
【0003】
ここで仮圧着装置の制御装置は、基板上の各端子に装着される部品が部品装着部のどの装着ヘッド(或いはその装着ヘッドのどの吸着ノズル)によって装着されるかを規定した動作プログラムに従って仮圧着装置の各部を作動させる。このため、基板に装着された各部品の装着状態を検査装置によって検査した結果、基板への装着状態が不良であると判定された部品(例えば、端子上の目標装着位置に対する実際の装着位置が大幅にずれている部品)については、動作プログラムをもとにして、部品が供給されてから基板に装着されるまでの間に移動した移動経路を特定する追跡データを作成し、その追跡データに基づいて、部品が装着状態不良となった原因を追究することによって、その後に生産される基板の品質が低下することを防止することができる(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−282964号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来の部品実装システム(仮圧着装置)では、部品供給部から供給された部品が部品移送部によってピックアップ位置に移送される際に、部品移送部が備える複数の部品受け取り手段のうちのいずれが用いられるかはそのときどきの状況に応じてその都度制御装置によって決定されるため、装着状態が不良であると判定された部品が部品移送部のどの部品受け取り手段によってピックアップ位置に移送されたかは動作プログラムからは追跡することができず、基板への装着状態が不良と判定された部品についての十分な原因追究を行うことができない場合があるという問題点があった。
【0006】
そこで本発明は、基板への装着状態が不良と判定された部品についての十分な原因追究を行うことができる部品実装システム及び部品実装方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
請求項1に記載の部品実装システムは、基板の位置決めを行う基板位置決め部と、部品の供給を行う部品供給部と、部品供給部より供給される複数の部品をそれぞれ異なる部品受け取り手段によって受け取ってその受け取った各部品を所定のピックアップ位置に移送する部品移送部と、部品移送部によってピックアップ位置に移送された部品をピックアップして基板位置決め部により位置決めされた基板に装着する部品装着部と、基板に装着された各部品について、その部品とその部品をピックアップ位置に移送した部品受け取り手段との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板に装着した部品が部品供給部により供給されてから部品装着部によって基板に装着されるまでの間に移動した移動経路を特定する追跡データを作成する追跡データ作成手段とを備えた。
【0008】
請求項2に記載の部品実装システムは、請求項1に記載の部品実装システムであって、基板に装着された各部品の基板への装着状態の検査を行う検査手段と、検査手段による検査の結果に基づいて、基板に対する装着状態が不良である装着状態不良部品があるかどうかの判定を行う第1の判定手段と、第1の判定手段により装着状態不良部品があると判定された場合に、追跡データ作成手段によって作成された追跡データに基づいて装着状態不良部品をピックアップ位置に移送した部品受け取り手段を特定し、その特定した部品受け取り手段を注意対象として報知する第1の報知手段とを備えた。
【0009】
請求項3に記載の部品実装システムは、請求項2に記載の部品実装システムであって、検査手段による検査の結果及び追跡データ作成手段によって作成された追跡データに基づいて、基板に装着された部品の基板への装着状態の統計処理を部品受け取り手段ごとに行う統計処理手段と、統計処理手段による統計処理の結果、基板への部品の装着状態が所定の条件を満たす部品受け取り手段があるか否かの判定を行う第2の判定手段と、第2の判定手段により基板への部品の装着状態が所定の条件を満たす部品受け取り手段があると判定された場合にその部品受け取り手段を特定し、その特定した部品受け取り手段を注意対象として報知する第2の報知手段とを備えた。
【0010】
請求項4に記載の部品実装方法は、基板の位置決めを行う基板位置決め工程と、部品の供給を行う部品供給工程と、部品供給工程において供給される複数の部品をそれぞれ異なる部品受け取り手段によって受け取ってその受け取った各部品を所定のピックアップ位置に移送する部品移送工程と、部品移送工程においてピックアップ位置に移送した部品をピックアップして基板位置決め工程において位置決めした基板に装着する部品装着工程と、基板に装着した各部品について、その部品とその部品をピックアップ位置に移送した部品受け取り手段との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板に装着した部品が部品供給工程において供給されてから部品装着工程において基板に装着されるまでの間に移動した移動経路を特定する追跡データを作成する追跡データ作成工程とを含む。
【0011】
請求項5に記載の部品実装方法は、請求項4に記載の部品実装方法であって、基板に装着した各部品の基板への装着状態の検査を行う検査工程と、検査工程における検査の結果に基づいて、基板に対する装着状態が不良である装着状態不良部品があるかどうかの判定を行う第1の判定工程と、第1の判定工程において装着状態不良部品があると判定した場合に、追跡データ作成工程において作成した追跡データに基づいて装着状態不良部品をピックアップ位置に移送した部品受け取り手段を特定し、その特定した部品受け取り手段を注意対象として報知する第1の報知工程とを含む。
【0012】
請求項6に記載の部品実装方法は、請求項5に記載の部品実装方法であって、検査工程における検査の結果及び追跡データ作成工程において作成した追跡データに基づいて、基板に装着した部品の基板への装着状態の統計処理を部品受け取り手段ごとに行う統計処理工程と、統計処理工程における統計処理の結果、基板への部品の装着状態が所定の条件を満たす部品受け取り手段があるか否かの判定を行う第2の判定工程と、第2の判定工程において基板への部品の装着状態が所定の条件を満たす部品受け取り手段があると判定した場合にその部品受け取り手段を特定し、その特定した部品受け取り手段を注意対象として報知する第2の報知工程とを含む。
【発明の効果】
【0013】
本発明では、基板に装着した各部品について、その部品とその部品をピックアップ位置に移送した部品受け取り手段との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板に装着した部品が供給されてから基板に装着されるまでの間に移動した移動経路を特定する追跡データを作成するようになっているので、この追跡データを用いることで、基板への装着状態が不良であると判定された部品についての十分な原因追究を行うことができる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施の形態における部品実装システムの構成図
【図2】本発明の一実施の形態における部品実装システムによる基板に対する部品実装作業の進行手順を示す図
【図3】本発明の一実施の形態における部品実装システムが備える仮圧着装置の斜視図
【図4】本発明の一実施の形態における仮圧着装置の平面図
【図5】本発明の一実施の形態における仮圧着装置の側面図
【図6】本発明の一実施の形態における仮圧着装置の部分拡大正面図
【図7】本発明の一実施の形態における仮圧着装置の制御系統を示すブロック図
【図8】本発明の一実施の形態における仮圧着装置が実行する仮圧着作業の流れを示すフローチャート
【図9】本発明の一実施の形態における仮圧着装置の記憶部に記憶される追跡データの一例を示す図
【図10】本発明の一実施の形態における部品実装システムが一枚の基板に対して実行する部品実装方法の流れを示すフローチャート
【発明を実施するための形態】
【0015】
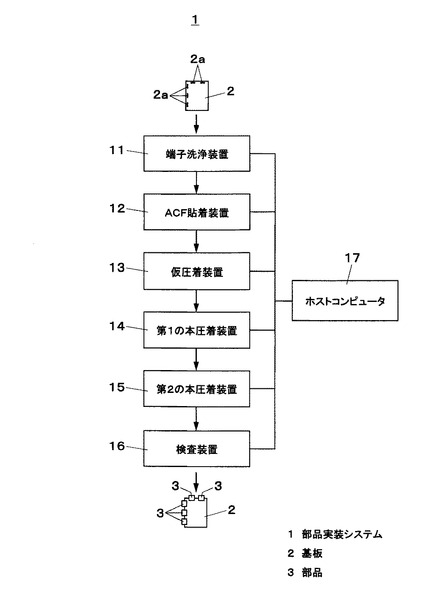
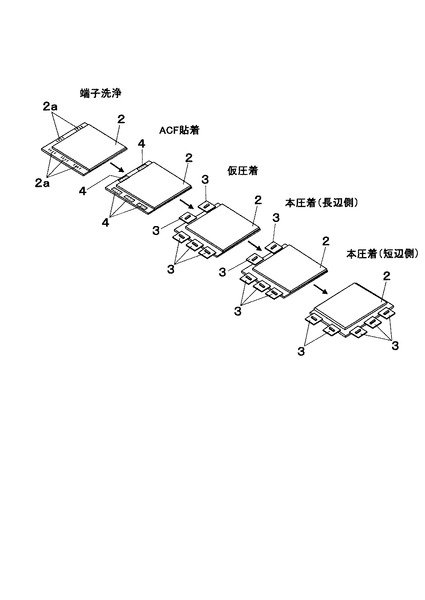
以下、図面を参照して本発明の実施の形態について説明する。図1に示す液晶パネル製造用の部品実装システム1は、長方形の基板(パネル)2の長辺及び短辺それぞれの端部に設けられた複数の端子2aのそれぞれに駆動回路等の部品(電子部品)3を実装する部品実装作業を実行するものであり、端子洗浄装置11、ACF貼着装置12、仮圧着装置13、第1の本圧着装置14、第2の本圧着装置15及び検査装置16がこの順で連結されて成る。これらの装置11〜16はホストコンピュータ17によって統合制御されて動作し、ホストコンピュータ17から生産指令が出されているとき、上記装置11〜16の各々は部品実装作業の中における各担当分の作業工程を実行する。
【0016】
部品実装システム1を構成する端子洗浄装置11は、外部から投入された基板2を受け取り、各端子2aの洗浄を行ったうえでその基板2を下流工程側のACF貼着装置12に搬出する。
【0017】
ACF貼着装置12は、上流工程側の端子洗浄装置11から搬出された基板2を受け取り、基板2の各端子2aに図2に示すようにACF(Anisotropic Conductive Film:異方性導電膜)4を貼着したうえでその基板2を下流工程側の仮圧着装置13に搬出する。
【0018】
仮圧着装置13は、ACF貼着装置12から搬出された基板2を受け取り、基板2の各端子2aに貼着されたACF4上に部品3を装着(仮圧着)したうえでその基板2を下流工程側の第1の本圧着装置14に搬出する。
【0019】
第1の本圧着装置14は、仮圧着装置13から搬出された基板2を受け取り、基板2の長辺側の各端子2aに仮圧着された部品3を熱圧着(本圧着)したうえでその基板2を下流工程側の第2の本圧着装置15に搬出する。
【0020】
第2の本圧着装置15は、第1の本圧着装置14から搬出された基板2を受け取り、基板2の短辺側の各端子2aに仮圧着された部品3を熱圧着(本圧着)したうえでその基板2を下流工程側の検査装置16に搬出する。
【0021】
検査装置16は、第2の本圧着装置15から搬出された基板2を受け取り、基板2の各端子2aに本圧着された部品3の検査及び種々の判定処理を行ったうえでその基板2を部品実装システム1の外部に搬出する。
【0022】
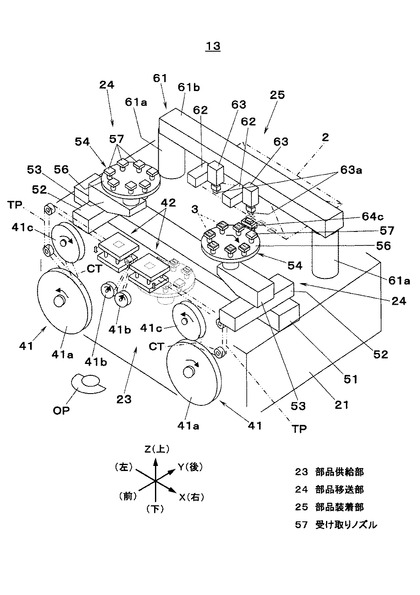
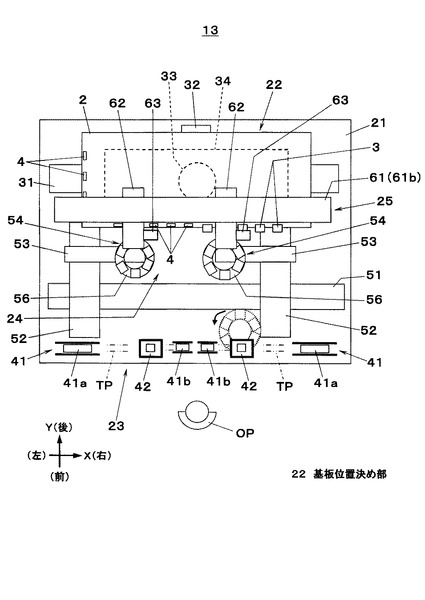
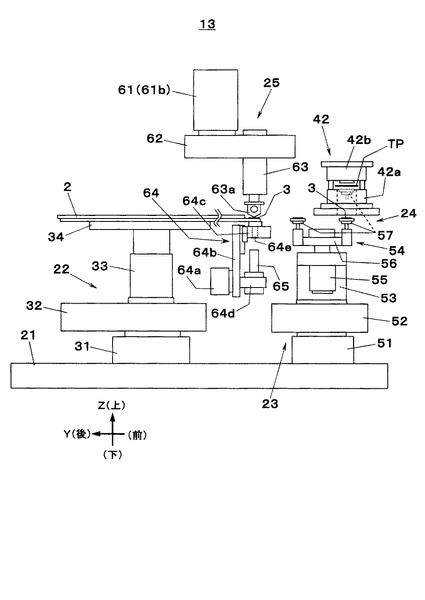
次に、部品実装システム1を構成する仮圧着装置13について詳述する。図3、図4及び図5において仮圧着装置13は、基台21上に、基板2の位置決めを行う基板位置決め部22、部品3の供給を行う部品供給部23、部品供給部23より供給される複数の部品3をそれぞれ異なる部品受け取り手段(後述する受け取りノズル57)によって受け取ってその受け取った各部品3を所定のピックアップ位置に移送する部品移送部24及び部品移送部24によってピックアップ位置に移送された部品3をピックアップして基板位置決め部22により位置決めされた基板2に装着(仮圧着)する部品装着部25を備えている。以下、説明の便宜上、オペレータOPから見て基台21の左右方向をX軸方向、オペレータOPから見て基台21の前後方向をY軸方向、基台21の上下方向をZ軸方向とする。また、オペレータOPから見て基台21の右側を右方、左側を左方とし、オペレータOPから見て基台21の手前側を前方、奥側を後方とする。
【0023】
図4及び図5において、基板位置決め部22は、基台21に対してX軸方向に相対移動自在に設けられたXテーブル31、Xテーブル31に対してY軸方向に移動自在に設けられたYテーブル32、Yテーブル32に対してZ軸回りに回転自在に設けられたθテーブル33及びθテーブル33の上面に設けられた基板支持テーブル34を備えて成る。
【0024】
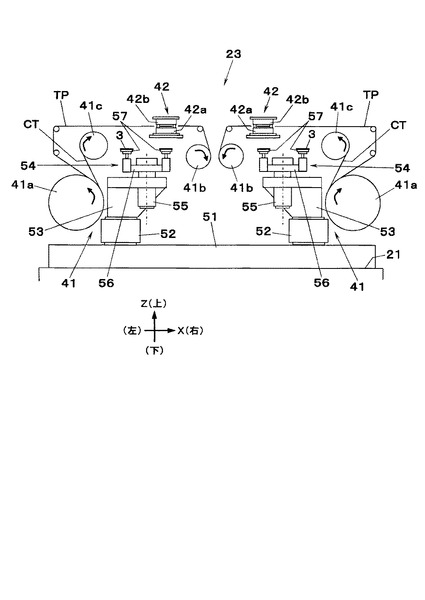
図3及び図6において、部品供給部23は、部品3を載せたテープTPを搬送する左右2つのテープ搬送部41と、左右のテープ搬送部41それぞれが搬送するテープTPから部品3を打ち抜く左右2つの部品打ち抜き部42を備えて成る。
【0025】
図3及び図6において、左右のテープ搬送部41はそれぞれ、テープTPの供給(繰出し)を行うテープ供給リール41aと、テープ供給リール41aより供給されるテープTPを巻き取るテープ巻取りリール41bと、テープ供給リール41aより供給されるテープTPよりカバーテープCTを剥がして巻き取るカバーテープ巻取りリール41cから成る。各テープ搬送部41では、テープ供給リール41a、テープ巻き取りリール41b及びカバーテープ巻取りリール41cが同期して回転することにより、テープ供給リール41aからのテープTPの供給、テープ巻き取りリール41bによるテープTPの巻き取り及びカバーテープ巻き取りリール41cによるテープTPからのカバーテープCTの巻き取りが行われ、カバーテープCTが剥がされたテープTPの一部が水平面内方向(X軸方向)に搬送される。
【0026】
図5及び図6において、左右の部品打ち抜き部42は、基台21に対して固定された下側金型42aと、下側金型42aの上方を上下動される上側金型42bから成る。下側金型42aと上側金型42bの間には、テープ搬送部41によって水平面内方向に搬送されるテープTPが通っており、上側金型42bを下側金型42aに対して下降させることにより、テープTPから部品3を打ち抜くことができる。
【0027】
図3及び図6において、部品移送部24は、基台21上をX軸方向に延びて設けられたX軸ガイド51、X軸ガイド51に対してY軸方向に相対移動自在に設けられた左右のY軸テーブル52、各Y軸テーブル52に対してX軸方向に移動自在に設けられた左右のX軸テーブル53及び各X軸テーブル53上に設けられた左右2つの移送ヘッド54を備えている。
【0028】
各移送ヘッド54はX軸テーブル53に対してZ軸回りに回転自在に設けられており、テーブル駆動モータ55(図5及び図6)によって駆動されて水平面内で回転されるインデックス型のターンテーブル56と、ターンテーブル56から上方に延びて設けられた複数(ここでは7つ)の受け取りノズル57(前述の部品受け取り手段)を備えている。なお、これら複数の受け取りノズル57は、図示しないアクチュエータによって、ターンテーブル56に対して個別に昇降させることができる。
【0029】
各移送ヘッド54は、ターンテーブル56を一定角度回転させることによって、複数の受け取りノズル57のうちのいずれかひとつを部品打ち抜き部42の下側金型42aの下方の位置(この位置を以下、「部品供給位置」と称する)に位置させる動作、部品供給位置に位置させた受け取りノズル57を上昇させる動作(図5中に破線で示す受け取りノズル57参照)、部品供給位置で上昇させた受け取りノズル57により、部品打ち抜き部42によって打ち抜かれた部品3を下方から支持して受け取った後、その受け取りノズル57を下降させる動作から成る一連の動きを繰り返す。このようにして移送ヘッド54は、テープTPから連続的に打ち抜かれる複数の部品3をそれぞれ異なる受け取りノズル57によって次々と受け取る。
【0030】
各移送ヘッド54は、複数の受け取りノズル57によって部品打ち抜き部42によって打ち抜かれた複数の部品3を受け取ったら部品装着部25の側の所定の位置へ移動し、部品3を受け取った複数の受け取りノズル57のうちのひとつを所定の位置(この位置を以下、「ノズル移動位置」と称する)に位置させることによって、部品装着部25による部品3のピックアップ位置(このピックアップ位置は後述する左右の装着ヘッド63に対応して左右2つある)に部品3を移送する。
【0031】
左右の移送ヘッド54はそれぞれ、対応するピックアップ位置(左側の移送ヘッド54には左側のピックアップ位置が対応し、右側の移送ヘッド54には右側のピックアップ位置が対応する)に移送した部品3が部品装着部25によってピックアップされたら、ターンテーブル56を一定角度回転させて、部品3がピックアップされた受け取りノズル57の隣に位置する受け取りノズル57によってピックアップ位置に部品3が新たに移送されるようにする。
【0032】
図3、図4及び図5において、部品装着部25は、基台21に立設された左右一対の支柱61a及びこれら一対の支柱61aに掛け渡されて基台21の横方向(X軸方向)に延びた横部材61bから成る門型フレーム61と、門型フレーム61の横部材61bに沿ってX軸方向に移動自在に設けられた左右のX軸移動体62と、各X軸移動体62に対してY軸方向に移動自在に設けられた左右2つの装着ヘッド63と、基台21に設けられて装着ヘッド63の下方に位置するバックアップ部64と、バックアップ部64に設けられたカメラ65を有して成る。
【0033】
図3及び図5において、装着ヘッド63は下方に延びたひとつの吸着ノズル63aを備えている。左右2つの装着ヘッド63が備える各吸着ノズル63aは、図示しないエア供給源からの真空圧の供給を受けて部品3の真空吸着及びその解除動作を行う。
【0034】
図5においてバックアップ部64は、基板位置決め部22と部品供給部23の間をX軸方向に延びて設けられたX軸部材64aと、X軸部材64aに沿って水平移動自在に設けられたスライダ64bと、スライダ64bの上部からY軸方向前方に張り出して設けられたバックアップステージ64c(図3も参照)から成る。
【0035】
左右の装着ヘッド63はそれぞれ、部品移送部24の対応する移送ヘッド54によって対応するピックアップ位置(左側の装着ヘッド63には左側の移送ヘッド54及び左側のピックアップ位置が対応し、右側の装着ヘッド63には右側の移送ヘッド54及び右側のピックアップ位置が対応する)に移送された部品3を吸着ノズル63aによって真空吸着し、基板位置決め部22により位置決めされた基板2の各端子2aに部品3を装着する。このとき基板2の端子2aの下方にはバックアップ部64のバックアップステージ64cが位置され、装着ヘッド63は部品3を端子2aごとバックアップステージ64cに押し付けるようにする(図5)。なお、この仮圧着装置13が位置決めする基板2の長辺側の各端子2aと短辺側の各端子2aには、仮圧着装置13の上流工程側に設置されたACF貼着装置12によってACF4が貼着された状態となっている(図4参照)。
【0036】
図5において、カメラ65はバックアップ部64が備えるスライダ64bの下部(バックアップステージ64cの下方)に取り付けられたカメラ支持部64dによって撮像視野を上方に向けた状態で支持されている。図5に示すように、バックアップステージ64cにはカメラ65の光軸に沿って上下方向に延びた貫通孔64eが設けられており、カメラ65は基板位置決め部22により位置決めされた基板2の各端子2aに設けられた端子側マーク(図示せず)と装着ヘッド63の吸着ノズル63aに吸着された各部品3に設けられた部品側マーク(図示せず)を、貫通孔64eを介して下方から同時に視認することができるようになっている。
【0037】
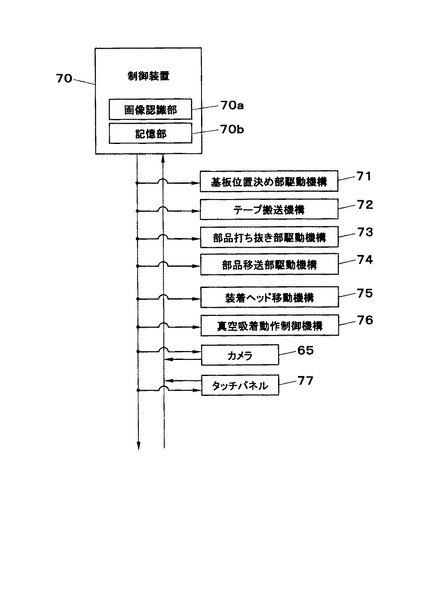
基板位置決め部22による基板2の位置決め動作(基板位置決め部22を構成するXテーブル31の基台21に対するX軸方向への移動動作、Yテーブル32のXテーブル31に対するY軸方向への移動動作及びθテーブル33のYテーブル32に対するZ軸回りの回転動作)は、仮圧着装置13が備える制御装置70(図7)が図示しないアクチュエータ等から成る基板位置決め部駆動機構71(図7)の作動制御を行うことによってなされる。
【0038】
部品供給部23を構成する左右のテープ搬送部41によるテープTPの搬送動作は、制御装置70が図示しないアクチュエータ等から成るテープ搬送機構72(図7)の作動制御を行うことによってなされる。部品供給部23を構成する左右の部品打ち抜き部42によるテープTPからの部品3の打ち抜き動作は、制御装置70が図示しないアクチュエータ等から成る部品打ち抜き部駆動機構73(図7)の作動制御を行うことによってなされる。
【0039】
部品移送部24を構成する左右の移送ヘッド54による部品3の移送動作(X軸ガイド51に対する各Y軸テーブル52のY軸方向への移動動作、各Y軸テーブル52に対するX軸テーブル53のX軸方向への移動動作、各X軸テーブル53に対するターンテーブル56のZ軸回りの回転動作及びターンテーブル56に対する各受け取りノズル57の昇降動作)は、制御装置70が前述のテーブル駆動モータ55を含むアクチュエータ等から成る部品移送部駆動機構74(図7)の作動制御を行うことによってなされる。
【0040】
部品装着部25における左右の装着ヘッド63の移動動作(門型フレーム61の横部材61bに対する各X軸移動体62のX軸方向への移動動作及び各X軸移動体62に対する装着ヘッド63のY軸方向への移動動作)は、制御装置70が図示しないアクチュエータ等から成る装着ヘッド移動機構75(図7)の作動制御を行うことによってなされる。
【0041】
各装着ヘッド63による部品3の吸着及びその解除動作は、制御装置70が前述の図示しないエア供給源と繋がるアクチュエータ等から成る真空吸着動作制御機構76(図7)の作動制御を行って吸着ノズル63a内に真空圧を供給し、或いは吸着ノズル63a内に正圧を供給して吸着ノズル63a内の真空破壊を行うことによってなされる。
【0042】
カメラ65による撮像動作は制御装置70によって制御され(図7)、カメラ65の撮像動作によって得られた画像データは制御装置70の画像認識部70a(図7)に送られて画像認識がなされる。
【0043】
図7において、制御装置70には入出力装置としてのタッチパネル77が接続されており、オペレータOPはこのタッチパネル77を介してメッセージを受けることができるとともに、タッチパネル77を介して必要な指令入力を行うことができる。
【0044】
図7において、制御装置70には記憶部70bが設けられている。記憶部70bにはこの仮圧着装置13が部品実装システム1の部品実装作業の中で担当する仮圧着作業(基板2に部品3を仮圧着する作業)を実行するための動作プログラムが記憶されており、部品実装システム1のホストコンピュータ17から仮圧着装置13に生産指令が出されているときは、制御装置70は記憶部70bから読み出した動作プログラムを実行して仮圧着装置13の各部を作動させる。
【0045】
仮圧着装置13の制御装置70が実行する動作プログラムには、基板2上の各端子2aに装着される部品3がどの(左右のうちのどちらの)装着ヘッド63によって装着されるかが規定されている。これに対し、部品移送部24を構成する左右の移送ヘッド54が部品供給部23から受け取った部品3をピックアップ位置に移送する際にどの受け取りノズル57を用いるかはそのときどきの状況によってその都度制御装置70によって決定されるため、部品移送部24が備える左右の移送ヘッド54のどの受け取りノズル57によって部品3をピックアップ位置に移送させるかは動作プログラムには規定されていない。
【0046】
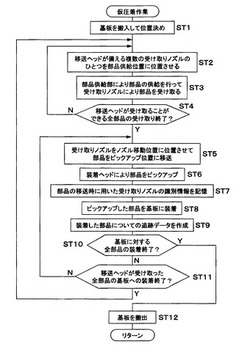
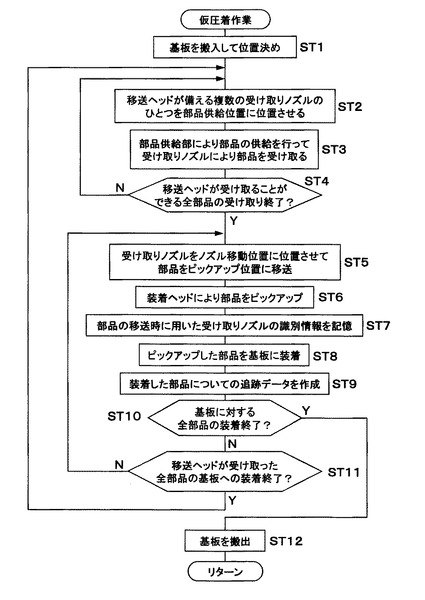
仮圧着装置13の制御装置70は、記憶部70bに記憶された動作プログラムに従って基板2に部品3を装着させる場合には、先ず、上流工程側の装置であるACF貼着装置12より送られてきた基板2(この基板2が備える各端子2aにはACF4が貼着されている)を図示しない基板搬入装置によって仮圧着装置13内に搬入した後、基板位置決め部22の基板支持テーブル34上に載置させ、基板位置決め部駆動機構71の作動制御を行って基板2を所定の位置に位置決めする基板位置決め工程を実行する(図8に示すステップST1)。
【0047】
制御装置70は、基板2の位置決めを行ったら左右の移送ヘッド54をそれぞれ部品供給部23の側に移動させ、各移送ヘッド54が備える複数の受け取りノズル57のうち、まだ部品3の受け取りを行っていないもののひとつをその移送ヘッド54に対応する部品供給位置(左側の移送ヘッド54であれば左側の部品供給位置、右側の移送ヘッド54であれば右側の部品供給位置)に位置させる(図8に示すステップST2)。
【0048】
このとき、各移送ヘッド54が備える複数の受け取りノズル57のうちのいずれを部品供給位置に位置させて部品3の受け取りを行うかはそのときどきの状況に応じて制御装置70がその都度決定し、制御装置70は、その決定した内容(どの受け取りノズル57を部品供給位置に位置させたか)の情報を記憶部70bに記憶する。このとき記憶部70bに記憶させたデータは、制御装置70が後に、基板2に装着された各部品3について、その部品3とその部品3をピックアップ位置に移送した受け取りノズル57との対応関係を記録する後述の対応関係データを作成する際に用いられる。
【0049】
制御装置70は、左右の移送ヘッド54それぞれが備える複数の受け取りノズル57のひとつを対応する部品供給位置に位置させたら、左右のテープ搬送部41を作動させてテープTPの搬送を行いつつ、対応する部品打ち抜き部42(左側のテープ搬送部41に対しては左側の部品打ち抜き部42、右側のテープ搬送部41に対しては左側の部品打ち抜き部42)を作動させてテープTPから部品3を打ち抜くことによって部品供給部23による左右2箇所の部品供給位置への部品3の供給を行い、部品供給部23の左右2箇所の部品供給位置に供給された(部品打ち抜き部42によって打ち抜かれた)部品3が各部品供給位置に位置させた左右の移送ヘッド54それぞれの受け取りノズル57によって受け取られるようにする(図8に示すステップST3)。
【0050】
制御装置70は、上記の受け取りノズル57による部品3の受け取りを、各移送ヘッド54が受け取ることができる全部品3の受け取りが終了したかどうかの判断を行い(図8に示すステップST4)、その結果、各移送ヘッド54が受け取ることができる全部品3の受け取りが終了していなかった場合にはステップST2に戻って各移送ヘッド54が備える複数の受け取りノズル57のうち、まだ部品3を受け取っていない受け取りノズル57を部品供給位置に位置させて部品3の受け取りを行い、各移送ヘッド54が受け取ることができる全部品3の受け取りが終了していた場合には、次のステップST5に進む。
【0051】
ここで、移送ヘッド54が受け取ることができる全部品3の受け取りが終了している状態とは、通常はその移送ヘッド54が備える全ての受け取りノズル57が部品3を受け取った状態をいうが、何らかの要因によって部品3の受け取りができない、或いは部品3の受け取りをさせないと定めている受け取りノズル57がある場合には、その受け取りノズル57以外の受け取りノズル57が部品3を受け取った状態をいう。
【0052】
制御装置70は、左右の移送ヘッド54がそれぞれ受け取ることができる全部品3の受け取りが終了したことを検知したら、左右の移送ヘッド54をそれぞれ部品装着部25の側へ移動させて、部品3を受け取った状態の複数の受け取りノズル57のひとつを前述のノズル移動位置に位置させる。これにより部品供給部23から供給された部品3がピックアップ位置に移送された状態となる(図8に示すステップST5)。
【0053】
このようにステップST3は部品3の供給を行う部品供給工程となっており、ステップST2〜ステップST5は、部品供給部23より供給される複数の部品3をそれぞれ異なる受け取りノズル57によって受け取ってその受け取った各部品3を所定のピックアップ位置に移送する部品移送工程となっている。
【0054】
制御装置70は、部品移送部24を構成する左右の移送ヘッド54により部品3を左右のピックアップ位置に移送したら、左右の装着ヘッド63をそれぞれ対応するピックアップ位置の直上に移動させ、吸着ノズル63aによって、ピックアップ位置に移送された部品3を吸着させてピックアップする(図8に示すステップST6)。なお、各移送ヘッド54による部品3の受け取りから左右の装着ヘッド63による部品3のピックアップに至る一連の工程は基板2の搬入と並行して行ってもよい。
【0055】
制御装置70は、各装着ヘッド63に部品3をピックアップさせたら、各装着ヘッド63がピックアップした部品3をピックアップ位置に移送した受け取りノズル57、すなわち部品3の移送時に用いた受け取りノズル57の識別情報(例えば各受け取りノズル57に付されるノズル番号)を記憶部70bに記憶したうえで(図8に示すステップST7)、装着ヘッド63によりピックアップした部品3の基板2への装着(仮圧着)を行う(図8に示すステップST8)。
【0056】
このようにステップST6〜ステップST8は、ステップST2〜ステップST5の部品移送工程においてピックアップ位置に移送した部品3を装着ヘッド63によりピックアップしてステップST1の基板位置決め工程において位置決めした基板2に装着する部品装着工程となっている。
【0057】
装着ヘッド63による部品3の基板2への装着では、制御装置70は先ず、部品3を吸着させた装着ヘッド63を基板位置決め部22によって位置決めされた基板2の側に移動させ、基板2の端子2aの直上に部品3が位置するようにしたうえで、カメラ65により基板2に設けられた端子側マークと部品3に設けられた部品側マークを下方から同時に視認(撮像)する。そして、画像認識部70aにより両マークの画像認識を行って、これら両マークが上下に合致するように装着ヘッド63を移動させ、これにより部品3と基板2の端子2aとの位置合わせを行ってから(この位置合わせ時においては、前述のように、端子2aの下方にバックアップステージ64cが位置した状態となっている。図5参照)、吸着ノズル63aを下降させる。これにより部品3が端子2aに押し付けられて部品3が端子2aに装着(仮圧着)される。
【0058】
制御装置70は、装着ヘッド63により部品3を基板2の端子2a上に装着したら、制御装置70が、ステップST2において、移送ヘッド54が備える複数の受け取りノズル57のうちのひとつを部品供給位置に位置させる際に決定した情報(どの受け取りノズル57を部品供給位置に位置させたかの情報)に基づいて、基板2に装着した部品3と、その部品3をピックアップ位置に移送した受け取りノズル57との対応関係を記録した対応関係データを作成する。そして、そのうえで、作成した対応関係データと、記憶部70bに記憶された動作プログラムから得られる部品3の移動経路を特定するデータとから、基板2に装着した部品3が部品供給部23により供給されてから部品装着部25によって基板2に装着されるまでの間に部品3が移動した移動経路を、部品3の移動に関与した仮圧着装置13の各部を識別する情報によって特定(具体的には部品3の移送を行った移送ヘッド54及び受け取りノズル57と部品3の装着を行った装着ヘッド63を特定)する追跡データを作成する(図8に示すステップST9)。
【0059】
すなわちこのステップST9は、基板2に装着した各部品3について、その部品3とその部品3をピックアップ位置に移送した受け取りノズル57との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板2に装着した部品3がステップST3の部品供給工程において供給されてからステップST6〜ステップST8の部品装着工程において基板2に装着されるまでの間に移動した移動経路を特定する追跡データを作成する追跡データ作成工程となっている。
【0060】
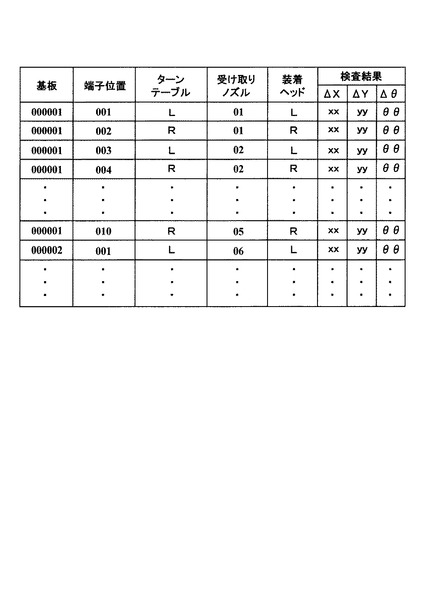
追跡データには、図9に示すように、少なくとも、基板2の識別情報として各基板2に付される基板ID、基板2上の端子2aの位置の識別情報として各端子2aに付される端子位置番号、受け取りノズル57の識別情報としてのターンテーブル56の左右の別の識別符号(L,R)と各ターンテーブル56上に設けられた各受け取りノズル57の識別番号(01,02,・・・,07)、装着ヘッド63の識別情報として各装着ヘッド63の左右の別の識別符号(L,R)が含まれている。すなわち追跡データには、基板2に装着される各部品3について、部品供給部23によって供給された各部品3が左右どちらの装着ヘッド63によって基板2上のどの端子2aに装着されたかを規定した動作プログラムの内容に加え、ステップST7で記憶した、部品3と部品3をピックアップ位置に移送した受け取りノズル57との対応関係が記録されたものとなっている。制御装置70は、作成した追跡データを記憶部70bに記憶させるとともに、ホストコンピュータ17に送信してホストコンピュータ17が備える記憶部(図示せず)にも記憶させる。
【0061】
なお、図9に示す追跡データのうち、基板ID及び端子位置番号の2つの項と、ターンテーブル56の左右の別の識別符号及び受け取りノズル57の識別番号の2つの項の組み合わせが制御装置70で作成される対応関係データに該当し、基板ID及び端子位置番号の2つの項と装着ヘッド63の左右の別の識別符号の組み合わせが記憶部70bに記憶された動作プログラムから得られる部品3の移動経路を特定するデータに該当する。
【0062】
このように制御装置70は、基板2に装着された各部品3について、その部品3とその部品3をピックアップ位置に移送した受け取りノズル57との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板2に装着した部品3が部品供給部23により供給されてから部品装着部25によって基板2に装着されるまでの間に移動した移動経路を特定する追跡データを作成する追跡データ作成手段として機能する。
【0063】
制御装置70は、ステップST9において、基板2に装着した部品3について追跡データを作成したら、現在、部品3の装着対象となっている基板2に対する全部品3の装着が終了しているか否かの判断を行う(図8に示すステップST10)。仮圧着装置13は、基板2の長辺側の各端子2aに部品3を仮圧着した後、次いで基板位置決め部22によって基板2を90度回転させて基板2の短辺側の各端子2aに部品3を仮圧着するので、現在、部品3の装着対象となっている基板2に対する全部品3の装着が終了したか否かは、基板2の長辺側及び短辺側の端子2aの全てに部品3が装着されたかどうかによって判断する。
【0064】
制御装置70は、ステップST10において、現在、部品3の装着対象となっている基板2に対する全部品3の装着が終了していないと判断した場合には、左右の移送ヘッド54により受け取った全部品3の基板2への装着が終了したか否かの判断を行う(図8に示すステップST11)。そして、その結果、左右の移送ヘッド54により受け取った全部品3の基板2への装着が終了していないと判断した場合にはステップST5に戻り、まだ基板2に装着されていない部品3を有している側の移送ヘッド54のターンテーブル56を一定角度回転させることによって、部品3をピックアップ位置に移送する。
【0065】
一方、制御装置70は、ステップST11において、左右の移送ヘッド54により受け取った全部品3の基板2への装着が終了していると判断した場合にはステップST2に戻り、移送ヘッド54を部品供給部23側に移動させて受け取りノズル57を部品供給位置に位置させて部品3の受け取りを行う。そして、制御装置70は、ステップST10において、現在、部品3の装着対象となっている基板2に対する全部品3の装着が終了していると判断した場合には、仮圧着装置13から基板2を搬出して基板2の一枚当たりの仮圧着作業を終了する(図8に示すステップST12)。
【0066】
このようにして仮圧着装置13から搬出された基板2は第1の本圧着装置14に搬入され、基板2の長辺側の端子2aに仮圧着された部品3が本圧着された後、第1の本圧着装置14から搬出されて、第2の本圧着装置15に搬入される。そして、第2の本圧着装置15において基板2の短辺側の端子2aに仮圧着された部品3が本圧着された後、第2の本圧着装置15から搬出されて検査装置16に搬入され、検査装置16において、基板2の端子2aに装着された各部品3の検査がなされる。
【0067】
検査装置16が行う検査は、基板2に装着された各部品3の基板2への装着状態を調べるものであり、図示しない検査カメラを基板2上で走査させることによって、基板2に装着された部品3の端子2a上の目標装着位置からの位置ずれ量(ΔX:X軸方向へのずれ量、ΔY:Y軸方向へのずれ量:Δθ:θ方向、すなわちZ軸回りのずれ量)を計測する。そして、その各部品3についての位置ずれ量を、仮圧着装置13の制御装置70により作成された前述の追跡データ(この追跡データはホストコンピュータ17から受け取って入手する)に書き加える(図9)。
【0068】
検査装置16は、上記のように、仮圧着装置13の制御装置70により作成された追跡データに各部品3についての位置ずれ量を書き加えた新たな追跡データを作成したら、その新たな追跡データに基づいて(すなわち検査の結果に基づいて)、基板2に装着された各部品3のうち、端子2a上の目標装着位置からの位置ずれ量が予め定めた閾値を超えるなど、基板2に対する装着状態が不良である装着状態不良部品があるかどうかの判定を行う第1の判定工程を実行する。そして、その結果、検査装置16は、装着状態不良部品があると判定した場合には、仮圧着装置13の制御装置70によって作成された前述の追跡データに基づいて装着状態不良部品をピックアップ位置に移送した受け取りノズル57を特定し、その特定した受け取りノズル57を注意対象としてオペレータOPに報知する第1の報知工程を実行する。なお、この第1の報知工程は、検査装置16が、特定した受け取りノズル57の情報を自身で報知することによって実行し、或いは、ホストコンピュータ17経由で仮圧着装置13の制御装置70に送信し、制御装置70によって仮圧着装置13が備えるタッチパネル77を作動させることによって実行する。
【0069】
ここで、検査装置16が第1の報知工程においてオペレータに報知する内容としては、例えば、装着状態不良部品が発見されたこと、その装着状態不良部品が装着された端子2aの位置及びその部品3(装着状態不良部品)が供給されてから基板2に装着されるまでの間に移動した移動経路などである。そして、その装着状態不良部品の移動経路を示す情報として、供給された部品3をピックアップ位置に移送した移送ヘッド54の左右の別の識別符号(L,R)、ターンテーブル56上の受け取りノズル57の識別番号(01,02,・・・,07)及び部品3を基板2に装着した装着ヘッド63の左右の別の識別符号(L,R)などである。
【0070】
このように検査装置16は、基板2に装着された各部品3の基板2への装着状態の検査を行う検査手段として機能する。また検査装置16は、検査手段としての自身(検査装置16)による検査の結果に基づいて、基板2に対する装着状態が不良である装着状態不良部品があるかどうかの判定を行う第1の判定手段としても機能する。更に、検査装置16と仮圧着装置13のタッチパネル77は、第1の判定手段により装着状態不良部品があると判定された場合に、追跡データ作成手段としての仮圧着装置13の制御装置70によって作成された追跡データに基づいて装着状態不良部品をピックアップ位置に移送した受け取りノズル57を特定し、その特定した受け取りノズル57を注意対象としてオペレータOPに報知する第1の報知手段として機能する。
【0071】
また、検査装置16は、検査手段としての自身(検査装置16)による上記検査の結果及び追跡データ作成手段としての仮圧着装置13の制御装置70によって作成された追跡データに基づいて、基板2に装着された部品3の基板2への装着状態の統計処理を受け取りノズル57ごとに行う統計処理工程を実行する。そして、検査装置16は、上記統計処理の結果、基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57があるか否かの判定を行う第2の判定工程を実行する。そして、この第2の判定工程において、基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57があると判定した場合には、その受け取りノズル57を特定し、その特定した受け取りノズル57を注意対象としてオペレータOPに報知する第2の報知工程を実行する。
【0072】
具体的には、検査装置16は、例えば、追跡データに記録された各部品3の位置ずれ量(ΔX,ΔY,Δθ)とその部品3をピックアップ位置に移送した受け取りノズル57との関係の統計処理を行い、その結果、部品3の位置ずれ量が次第に大きくなっていく等の異常な傾向が認められる受け取りノズル57を発見した場合には、その受け取りノズル57を特定する情報(移送ヘッド54の左右の別の識別符号及び受け取りノズル57の識別番号)を検査装置16自身が報知することによって、或いは、ホストコンピュータ17経由で仮圧着装置13の制御装置70に送信し、制御装置70によって仮圧着装置13が備えるタッチパネル77を作動させることによって第2の報知工程を実行する。なお、ここでは、部品3の位置ずれ量が次第に大きくなっていくことが、部品3の装着状態が所定の条件を満たすことに該当するが、その他、位置ずれ量の累計が所定の値を超えた状態や、位置ずれ量の標準偏差が所定の値を超えた状態等が所定の条件を満たす場合に該当するとしてもよい。
【0073】
このように部品実装システム1の検査装置16は、検査手段としての自身(検査装置16)による検査の結果及び追跡データ作成手段としての仮圧着装置13の制御装置70よって作成された追跡データに基づいて、基板2に装着された部品3の基板2への装着状態の統計処理を受け取りノズル57ごとに行う統計処理手段として機能する。また検査装置16は、統計処理手段としての自身(検査装置16)による統計処理の結果、基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57があるか否かの判定を行う第2の判定手段としても機能する。更に、検査装置16及び仮圧着装置13が備えるタッチパネル77は、第2の判定手段としての自身(検査装置16)により基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57があると判定された場合にその受け取りノズル57を特定し、その特定した受け取りノズル57を注意対象として報知する第2の報知手段として機能する。
【0074】
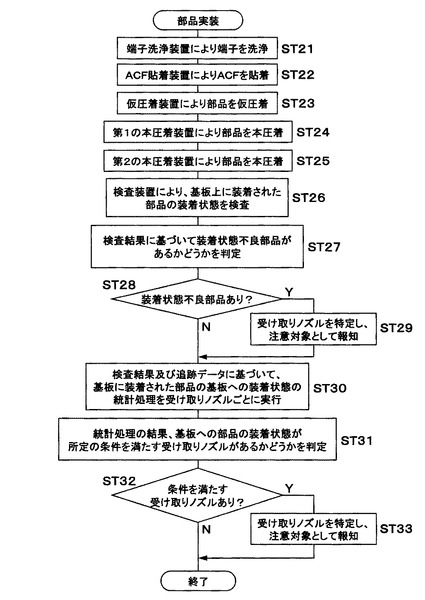
次に、部品実装システム1による部品実装方法について説明する。部品実装システム1による部品実装方法では、先ず、前述したように、端子洗浄装置11により基板2の各端子2aを洗浄する洗浄工程(図10に示すステップST21)、ACF貼着装置12により、洗浄工程が終わった基板2の各端子2aにACF4を貼着するACF貼着工程(図10に示すステップST22)、仮圧着装置13により、ACF貼着工程が終わった基板2の各端子2aに部品3を仮圧着する仮圧着工程(図10に示すステップST23。詳細は図8に示すフローチャート)、第1の本圧着装置14により、仮圧着工程が終わった基板2の長辺側の各端子2aに部品3を本圧着する第1の本圧着工程(図10に示すステップST24)、第2の本圧着装置15により、第1の本圧着工程が終わった基板2の短辺側の各端子2aに部品3を本圧着する第2の本圧着工程(図10に示すステップST25)及び検査装置16により、第2の本圧着工程が終わった基板2に装着された各部品3の基板2への装着状態を検査する検査工程(図10に示すステップST26)を実行する。
【0075】
そして検査装置16は、ステップST26の検査工程における検査の結果に基づいて、基板2に対する装着状態が不良である装着状態不良部品があるかどうかの判定を行う第1の判定工程を実行し(図10に示すステップST27及びステップST28)、その結果装着状態不良部品があると判定した場合には、仮圧着装置13の制御装置70によって作成された追跡データに基づいて装着状態不良部品をピックアップ位置に移送した受け取りノズル57を特定し、その特定した受け取りノズル57を注意対象としてオペレータOPに報知する第1の報知工程を実行する(図10に示すステップST29)。
【0076】
一方、検査装置16は、第1の判定工程において、装着状態不良部品がないと判定した場合若しくは装着状態不良部品があると判定して第1の報知工程を実行した後は、ステップST26の検査工程における検査の結果及びステップST9の追跡データ作成工程において作成した追跡データに基づいて、基板2に装着した部品3の基板2への装着状態の統計処理を受け取りノズル57ごとに行う統計処理工程を実行する(図10に示すステップST30)。そして、検査装置16は、ステップST30における統計処理工程の実行の結果、基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57があるか否かの判定を行う第2の判定工程を実行し(図10に示すステップST31及びステップST32)、その結果、基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57があると判定した場合には、その受け取りノズル57を特定し、その特定した受け取りノズル57を注意対象としてオペレータOPに報知する第2の報知工程を実行する(図10に示すステップST33)。そして、検査装置16は、第2の判定工程において、基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57がないと判定した場合若しくは基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57があると判定して第2の報知工程を実行した後は、一枚の基板2に対する一連の部品実装作業を終了する。
【0077】
このように、本実施の形態における部品実装システム1及び部品実装方法では、基板2に装着した各部品3について、その部品3とその部品3をピックアップ位置に移送した受け取りノズル57(部品受け取り手段)との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板2に装着した部品3が供給されてから基板2に装着されるまでの間に移動した移動経路を特定する追跡データを作成するようになっているので、この追跡データを用いることで、ステップST27において基板2への装着状態が不良であると判定された部品3についての十分な原因追究を行うことができる。
【0078】
また、各部品3の基板2への装着状態の検査の結果及び作成した追跡データに基づいて、基板2に装着された部品3の基板2への装着状態の統計処理を受け取りノズル57ごとに行い、基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57があることを発見した場合にはその受け取りノズル57を特定してオペレータOPに報知するようになっているので、受け取りノズル57が原因で(例えば受け取りノズル57に曲がりが発生した場合や、ターンテーブル56に対する取り付け部のゆるみが発生した場合など)部品3の基板2への装着状態が不良になって生産基板自体が不良品となることを未然に防止することができる。
【産業上の利用可能性】
【0079】
基板への装着状態が不良と判定された部品についての十分な原因追究を行うことができる部品実装システム及び部品実装方法を提供する。
【符号の説明】
【0080】
1 部品実装システム
2 基板
3 部品
16 検査装置(検査手段、第1の判定手段、第1の報知手段、統計処理手段、第2の判定手段、第2の報知手段)
22 基板位置決め部
23 部品供給部
24 部品移送部
25 部品装着部
57 受け取りノズル(部品受け取り手段)
70 制御装置(追跡データ作成手段)
77 タッチパネル(第1の報知手段、第2の報知手段)
【技術分野】
【0001】
本発明は、部品供給部より供給される部品を部品移送部によって所定のピックアップ位置に移送した後、その部品を部品装着部によってピックアップして基板に装着する部品実装システム及び部品実装方法に関するものである。
【背景技術】
【0002】
基板(パネル)の周囲に設けられた端子に駆動回路等の部品(電子部品)を装着する液晶パネル製造用の部品実装システムなどでは、ACF装着装置によって端子に貼着されたACF(Anisotropic Conductive Film:異方性導電膜)に部品を仮圧着する仮圧着装置を備えている。この仮圧着装置は、基板の位置決めを行う基板位置決め部、部品の供給を行う部品供給部、部品供給部より供給される複数の部品をそれぞれ異なる部品受け取り手段によって受け取ってその受け取った各部品を所定のピックアップ位置に移送する部品移送部及び部品移送部によってピックアップ位置に移送された部品をピックアップして基板位置決め部により位置決めされた基板に装着する部品装着部を備え、制御装置がこれら基板位置決め部、部品供給部、部品移送部及び部品装着部の作動制御を行って部品を基板に装着させる。ここで、部品移送部は、例えば、部品供給部から供給される部品をひとつずつ吸着して受け取るノズル(受け取りノズル)をターンテーブル上に複数備えた構成を有する。また、部品装着部は、例えば、基板位置決め部によって位置決めされた基板に対して移動自在に設けられ、吸着ノズルを介して部品を真空吸着してピックアップし、基板上で真空吸着を解除することによって基板への部品の装着を行う一又は複数の装着ヘッドから成る。
【0003】
ここで仮圧着装置の制御装置は、基板上の各端子に装着される部品が部品装着部のどの装着ヘッド(或いはその装着ヘッドのどの吸着ノズル)によって装着されるかを規定した動作プログラムに従って仮圧着装置の各部を作動させる。このため、基板に装着された各部品の装着状態を検査装置によって検査した結果、基板への装着状態が不良であると判定された部品(例えば、端子上の目標装着位置に対する実際の装着位置が大幅にずれている部品)については、動作プログラムをもとにして、部品が供給されてから基板に装着されるまでの間に移動した移動経路を特定する追跡データを作成し、その追跡データに基づいて、部品が装着状態不良となった原因を追究することによって、その後に生産される基板の品質が低下することを防止することができる(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−282964号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来の部品実装システム(仮圧着装置)では、部品供給部から供給された部品が部品移送部によってピックアップ位置に移送される際に、部品移送部が備える複数の部品受け取り手段のうちのいずれが用いられるかはそのときどきの状況に応じてその都度制御装置によって決定されるため、装着状態が不良であると判定された部品が部品移送部のどの部品受け取り手段によってピックアップ位置に移送されたかは動作プログラムからは追跡することができず、基板への装着状態が不良と判定された部品についての十分な原因追究を行うことができない場合があるという問題点があった。
【0006】
そこで本発明は、基板への装着状態が不良と判定された部品についての十分な原因追究を行うことができる部品実装システム及び部品実装方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
請求項1に記載の部品実装システムは、基板の位置決めを行う基板位置決め部と、部品の供給を行う部品供給部と、部品供給部より供給される複数の部品をそれぞれ異なる部品受け取り手段によって受け取ってその受け取った各部品を所定のピックアップ位置に移送する部品移送部と、部品移送部によってピックアップ位置に移送された部品をピックアップして基板位置決め部により位置決めされた基板に装着する部品装着部と、基板に装着された各部品について、その部品とその部品をピックアップ位置に移送した部品受け取り手段との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板に装着した部品が部品供給部により供給されてから部品装着部によって基板に装着されるまでの間に移動した移動経路を特定する追跡データを作成する追跡データ作成手段とを備えた。
【0008】
請求項2に記載の部品実装システムは、請求項1に記載の部品実装システムであって、基板に装着された各部品の基板への装着状態の検査を行う検査手段と、検査手段による検査の結果に基づいて、基板に対する装着状態が不良である装着状態不良部品があるかどうかの判定を行う第1の判定手段と、第1の判定手段により装着状態不良部品があると判定された場合に、追跡データ作成手段によって作成された追跡データに基づいて装着状態不良部品をピックアップ位置に移送した部品受け取り手段を特定し、その特定した部品受け取り手段を注意対象として報知する第1の報知手段とを備えた。
【0009】
請求項3に記載の部品実装システムは、請求項2に記載の部品実装システムであって、検査手段による検査の結果及び追跡データ作成手段によって作成された追跡データに基づいて、基板に装着された部品の基板への装着状態の統計処理を部品受け取り手段ごとに行う統計処理手段と、統計処理手段による統計処理の結果、基板への部品の装着状態が所定の条件を満たす部品受け取り手段があるか否かの判定を行う第2の判定手段と、第2の判定手段により基板への部品の装着状態が所定の条件を満たす部品受け取り手段があると判定された場合にその部品受け取り手段を特定し、その特定した部品受け取り手段を注意対象として報知する第2の報知手段とを備えた。
【0010】
請求項4に記載の部品実装方法は、基板の位置決めを行う基板位置決め工程と、部品の供給を行う部品供給工程と、部品供給工程において供給される複数の部品をそれぞれ異なる部品受け取り手段によって受け取ってその受け取った各部品を所定のピックアップ位置に移送する部品移送工程と、部品移送工程においてピックアップ位置に移送した部品をピックアップして基板位置決め工程において位置決めした基板に装着する部品装着工程と、基板に装着した各部品について、その部品とその部品をピックアップ位置に移送した部品受け取り手段との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板に装着した部品が部品供給工程において供給されてから部品装着工程において基板に装着されるまでの間に移動した移動経路を特定する追跡データを作成する追跡データ作成工程とを含む。
【0011】
請求項5に記載の部品実装方法は、請求項4に記載の部品実装方法であって、基板に装着した各部品の基板への装着状態の検査を行う検査工程と、検査工程における検査の結果に基づいて、基板に対する装着状態が不良である装着状態不良部品があるかどうかの判定を行う第1の判定工程と、第1の判定工程において装着状態不良部品があると判定した場合に、追跡データ作成工程において作成した追跡データに基づいて装着状態不良部品をピックアップ位置に移送した部品受け取り手段を特定し、その特定した部品受け取り手段を注意対象として報知する第1の報知工程とを含む。
【0012】
請求項6に記載の部品実装方法は、請求項5に記載の部品実装方法であって、検査工程における検査の結果及び追跡データ作成工程において作成した追跡データに基づいて、基板に装着した部品の基板への装着状態の統計処理を部品受け取り手段ごとに行う統計処理工程と、統計処理工程における統計処理の結果、基板への部品の装着状態が所定の条件を満たす部品受け取り手段があるか否かの判定を行う第2の判定工程と、第2の判定工程において基板への部品の装着状態が所定の条件を満たす部品受け取り手段があると判定した場合にその部品受け取り手段を特定し、その特定した部品受け取り手段を注意対象として報知する第2の報知工程とを含む。
【発明の効果】
【0013】
本発明では、基板に装着した各部品について、その部品とその部品をピックアップ位置に移送した部品受け取り手段との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板に装着した部品が供給されてから基板に装着されるまでの間に移動した移動経路を特定する追跡データを作成するようになっているので、この追跡データを用いることで、基板への装着状態が不良であると判定された部品についての十分な原因追究を行うことができる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施の形態における部品実装システムの構成図
【図2】本発明の一実施の形態における部品実装システムによる基板に対する部品実装作業の進行手順を示す図
【図3】本発明の一実施の形態における部品実装システムが備える仮圧着装置の斜視図
【図4】本発明の一実施の形態における仮圧着装置の平面図
【図5】本発明の一実施の形態における仮圧着装置の側面図
【図6】本発明の一実施の形態における仮圧着装置の部分拡大正面図
【図7】本発明の一実施の形態における仮圧着装置の制御系統を示すブロック図
【図8】本発明の一実施の形態における仮圧着装置が実行する仮圧着作業の流れを示すフローチャート
【図9】本発明の一実施の形態における仮圧着装置の記憶部に記憶される追跡データの一例を示す図
【図10】本発明の一実施の形態における部品実装システムが一枚の基板に対して実行する部品実装方法の流れを示すフローチャート
【発明を実施するための形態】
【0015】
以下、図面を参照して本発明の実施の形態について説明する。図1に示す液晶パネル製造用の部品実装システム1は、長方形の基板(パネル)2の長辺及び短辺それぞれの端部に設けられた複数の端子2aのそれぞれに駆動回路等の部品(電子部品)3を実装する部品実装作業を実行するものであり、端子洗浄装置11、ACF貼着装置12、仮圧着装置13、第1の本圧着装置14、第2の本圧着装置15及び検査装置16がこの順で連結されて成る。これらの装置11〜16はホストコンピュータ17によって統合制御されて動作し、ホストコンピュータ17から生産指令が出されているとき、上記装置11〜16の各々は部品実装作業の中における各担当分の作業工程を実行する。
【0016】
部品実装システム1を構成する端子洗浄装置11は、外部から投入された基板2を受け取り、各端子2aの洗浄を行ったうえでその基板2を下流工程側のACF貼着装置12に搬出する。
【0017】
ACF貼着装置12は、上流工程側の端子洗浄装置11から搬出された基板2を受け取り、基板2の各端子2aに図2に示すようにACF(Anisotropic Conductive Film:異方性導電膜)4を貼着したうえでその基板2を下流工程側の仮圧着装置13に搬出する。
【0018】
仮圧着装置13は、ACF貼着装置12から搬出された基板2を受け取り、基板2の各端子2aに貼着されたACF4上に部品3を装着(仮圧着)したうえでその基板2を下流工程側の第1の本圧着装置14に搬出する。
【0019】
第1の本圧着装置14は、仮圧着装置13から搬出された基板2を受け取り、基板2の長辺側の各端子2aに仮圧着された部品3を熱圧着(本圧着)したうえでその基板2を下流工程側の第2の本圧着装置15に搬出する。
【0020】
第2の本圧着装置15は、第1の本圧着装置14から搬出された基板2を受け取り、基板2の短辺側の各端子2aに仮圧着された部品3を熱圧着(本圧着)したうえでその基板2を下流工程側の検査装置16に搬出する。
【0021】
検査装置16は、第2の本圧着装置15から搬出された基板2を受け取り、基板2の各端子2aに本圧着された部品3の検査及び種々の判定処理を行ったうえでその基板2を部品実装システム1の外部に搬出する。
【0022】
次に、部品実装システム1を構成する仮圧着装置13について詳述する。図3、図4及び図5において仮圧着装置13は、基台21上に、基板2の位置決めを行う基板位置決め部22、部品3の供給を行う部品供給部23、部品供給部23より供給される複数の部品3をそれぞれ異なる部品受け取り手段(後述する受け取りノズル57)によって受け取ってその受け取った各部品3を所定のピックアップ位置に移送する部品移送部24及び部品移送部24によってピックアップ位置に移送された部品3をピックアップして基板位置決め部22により位置決めされた基板2に装着(仮圧着)する部品装着部25を備えている。以下、説明の便宜上、オペレータOPから見て基台21の左右方向をX軸方向、オペレータOPから見て基台21の前後方向をY軸方向、基台21の上下方向をZ軸方向とする。また、オペレータOPから見て基台21の右側を右方、左側を左方とし、オペレータOPから見て基台21の手前側を前方、奥側を後方とする。
【0023】
図4及び図5において、基板位置決め部22は、基台21に対してX軸方向に相対移動自在に設けられたXテーブル31、Xテーブル31に対してY軸方向に移動自在に設けられたYテーブル32、Yテーブル32に対してZ軸回りに回転自在に設けられたθテーブル33及びθテーブル33の上面に設けられた基板支持テーブル34を備えて成る。
【0024】
図3及び図6において、部品供給部23は、部品3を載せたテープTPを搬送する左右2つのテープ搬送部41と、左右のテープ搬送部41それぞれが搬送するテープTPから部品3を打ち抜く左右2つの部品打ち抜き部42を備えて成る。
【0025】
図3及び図6において、左右のテープ搬送部41はそれぞれ、テープTPの供給(繰出し)を行うテープ供給リール41aと、テープ供給リール41aより供給されるテープTPを巻き取るテープ巻取りリール41bと、テープ供給リール41aより供給されるテープTPよりカバーテープCTを剥がして巻き取るカバーテープ巻取りリール41cから成る。各テープ搬送部41では、テープ供給リール41a、テープ巻き取りリール41b及びカバーテープ巻取りリール41cが同期して回転することにより、テープ供給リール41aからのテープTPの供給、テープ巻き取りリール41bによるテープTPの巻き取り及びカバーテープ巻き取りリール41cによるテープTPからのカバーテープCTの巻き取りが行われ、カバーテープCTが剥がされたテープTPの一部が水平面内方向(X軸方向)に搬送される。
【0026】
図5及び図6において、左右の部品打ち抜き部42は、基台21に対して固定された下側金型42aと、下側金型42aの上方を上下動される上側金型42bから成る。下側金型42aと上側金型42bの間には、テープ搬送部41によって水平面内方向に搬送されるテープTPが通っており、上側金型42bを下側金型42aに対して下降させることにより、テープTPから部品3を打ち抜くことができる。
【0027】
図3及び図6において、部品移送部24は、基台21上をX軸方向に延びて設けられたX軸ガイド51、X軸ガイド51に対してY軸方向に相対移動自在に設けられた左右のY軸テーブル52、各Y軸テーブル52に対してX軸方向に移動自在に設けられた左右のX軸テーブル53及び各X軸テーブル53上に設けられた左右2つの移送ヘッド54を備えている。
【0028】
各移送ヘッド54はX軸テーブル53に対してZ軸回りに回転自在に設けられており、テーブル駆動モータ55(図5及び図6)によって駆動されて水平面内で回転されるインデックス型のターンテーブル56と、ターンテーブル56から上方に延びて設けられた複数(ここでは7つ)の受け取りノズル57(前述の部品受け取り手段)を備えている。なお、これら複数の受け取りノズル57は、図示しないアクチュエータによって、ターンテーブル56に対して個別に昇降させることができる。
【0029】
各移送ヘッド54は、ターンテーブル56を一定角度回転させることによって、複数の受け取りノズル57のうちのいずれかひとつを部品打ち抜き部42の下側金型42aの下方の位置(この位置を以下、「部品供給位置」と称する)に位置させる動作、部品供給位置に位置させた受け取りノズル57を上昇させる動作(図5中に破線で示す受け取りノズル57参照)、部品供給位置で上昇させた受け取りノズル57により、部品打ち抜き部42によって打ち抜かれた部品3を下方から支持して受け取った後、その受け取りノズル57を下降させる動作から成る一連の動きを繰り返す。このようにして移送ヘッド54は、テープTPから連続的に打ち抜かれる複数の部品3をそれぞれ異なる受け取りノズル57によって次々と受け取る。
【0030】
各移送ヘッド54は、複数の受け取りノズル57によって部品打ち抜き部42によって打ち抜かれた複数の部品3を受け取ったら部品装着部25の側の所定の位置へ移動し、部品3を受け取った複数の受け取りノズル57のうちのひとつを所定の位置(この位置を以下、「ノズル移動位置」と称する)に位置させることによって、部品装着部25による部品3のピックアップ位置(このピックアップ位置は後述する左右の装着ヘッド63に対応して左右2つある)に部品3を移送する。
【0031】
左右の移送ヘッド54はそれぞれ、対応するピックアップ位置(左側の移送ヘッド54には左側のピックアップ位置が対応し、右側の移送ヘッド54には右側のピックアップ位置が対応する)に移送した部品3が部品装着部25によってピックアップされたら、ターンテーブル56を一定角度回転させて、部品3がピックアップされた受け取りノズル57の隣に位置する受け取りノズル57によってピックアップ位置に部品3が新たに移送されるようにする。
【0032】
図3、図4及び図5において、部品装着部25は、基台21に立設された左右一対の支柱61a及びこれら一対の支柱61aに掛け渡されて基台21の横方向(X軸方向)に延びた横部材61bから成る門型フレーム61と、門型フレーム61の横部材61bに沿ってX軸方向に移動自在に設けられた左右のX軸移動体62と、各X軸移動体62に対してY軸方向に移動自在に設けられた左右2つの装着ヘッド63と、基台21に設けられて装着ヘッド63の下方に位置するバックアップ部64と、バックアップ部64に設けられたカメラ65を有して成る。
【0033】
図3及び図5において、装着ヘッド63は下方に延びたひとつの吸着ノズル63aを備えている。左右2つの装着ヘッド63が備える各吸着ノズル63aは、図示しないエア供給源からの真空圧の供給を受けて部品3の真空吸着及びその解除動作を行う。
【0034】
図5においてバックアップ部64は、基板位置決め部22と部品供給部23の間をX軸方向に延びて設けられたX軸部材64aと、X軸部材64aに沿って水平移動自在に設けられたスライダ64bと、スライダ64bの上部からY軸方向前方に張り出して設けられたバックアップステージ64c(図3も参照)から成る。
【0035】
左右の装着ヘッド63はそれぞれ、部品移送部24の対応する移送ヘッド54によって対応するピックアップ位置(左側の装着ヘッド63には左側の移送ヘッド54及び左側のピックアップ位置が対応し、右側の装着ヘッド63には右側の移送ヘッド54及び右側のピックアップ位置が対応する)に移送された部品3を吸着ノズル63aによって真空吸着し、基板位置決め部22により位置決めされた基板2の各端子2aに部品3を装着する。このとき基板2の端子2aの下方にはバックアップ部64のバックアップステージ64cが位置され、装着ヘッド63は部品3を端子2aごとバックアップステージ64cに押し付けるようにする(図5)。なお、この仮圧着装置13が位置決めする基板2の長辺側の各端子2aと短辺側の各端子2aには、仮圧着装置13の上流工程側に設置されたACF貼着装置12によってACF4が貼着された状態となっている(図4参照)。
【0036】
図5において、カメラ65はバックアップ部64が備えるスライダ64bの下部(バックアップステージ64cの下方)に取り付けられたカメラ支持部64dによって撮像視野を上方に向けた状態で支持されている。図5に示すように、バックアップステージ64cにはカメラ65の光軸に沿って上下方向に延びた貫通孔64eが設けられており、カメラ65は基板位置決め部22により位置決めされた基板2の各端子2aに設けられた端子側マーク(図示せず)と装着ヘッド63の吸着ノズル63aに吸着された各部品3に設けられた部品側マーク(図示せず)を、貫通孔64eを介して下方から同時に視認することができるようになっている。
【0037】
基板位置決め部22による基板2の位置決め動作(基板位置決め部22を構成するXテーブル31の基台21に対するX軸方向への移動動作、Yテーブル32のXテーブル31に対するY軸方向への移動動作及びθテーブル33のYテーブル32に対するZ軸回りの回転動作)は、仮圧着装置13が備える制御装置70(図7)が図示しないアクチュエータ等から成る基板位置決め部駆動機構71(図7)の作動制御を行うことによってなされる。
【0038】
部品供給部23を構成する左右のテープ搬送部41によるテープTPの搬送動作は、制御装置70が図示しないアクチュエータ等から成るテープ搬送機構72(図7)の作動制御を行うことによってなされる。部品供給部23を構成する左右の部品打ち抜き部42によるテープTPからの部品3の打ち抜き動作は、制御装置70が図示しないアクチュエータ等から成る部品打ち抜き部駆動機構73(図7)の作動制御を行うことによってなされる。
【0039】
部品移送部24を構成する左右の移送ヘッド54による部品3の移送動作(X軸ガイド51に対する各Y軸テーブル52のY軸方向への移動動作、各Y軸テーブル52に対するX軸テーブル53のX軸方向への移動動作、各X軸テーブル53に対するターンテーブル56のZ軸回りの回転動作及びターンテーブル56に対する各受け取りノズル57の昇降動作)は、制御装置70が前述のテーブル駆動モータ55を含むアクチュエータ等から成る部品移送部駆動機構74(図7)の作動制御を行うことによってなされる。
【0040】
部品装着部25における左右の装着ヘッド63の移動動作(門型フレーム61の横部材61bに対する各X軸移動体62のX軸方向への移動動作及び各X軸移動体62に対する装着ヘッド63のY軸方向への移動動作)は、制御装置70が図示しないアクチュエータ等から成る装着ヘッド移動機構75(図7)の作動制御を行うことによってなされる。
【0041】
各装着ヘッド63による部品3の吸着及びその解除動作は、制御装置70が前述の図示しないエア供給源と繋がるアクチュエータ等から成る真空吸着動作制御機構76(図7)の作動制御を行って吸着ノズル63a内に真空圧を供給し、或いは吸着ノズル63a内に正圧を供給して吸着ノズル63a内の真空破壊を行うことによってなされる。
【0042】
カメラ65による撮像動作は制御装置70によって制御され(図7)、カメラ65の撮像動作によって得られた画像データは制御装置70の画像認識部70a(図7)に送られて画像認識がなされる。
【0043】
図7において、制御装置70には入出力装置としてのタッチパネル77が接続されており、オペレータOPはこのタッチパネル77を介してメッセージを受けることができるとともに、タッチパネル77を介して必要な指令入力を行うことができる。
【0044】
図7において、制御装置70には記憶部70bが設けられている。記憶部70bにはこの仮圧着装置13が部品実装システム1の部品実装作業の中で担当する仮圧着作業(基板2に部品3を仮圧着する作業)を実行するための動作プログラムが記憶されており、部品実装システム1のホストコンピュータ17から仮圧着装置13に生産指令が出されているときは、制御装置70は記憶部70bから読み出した動作プログラムを実行して仮圧着装置13の各部を作動させる。
【0045】
仮圧着装置13の制御装置70が実行する動作プログラムには、基板2上の各端子2aに装着される部品3がどの(左右のうちのどちらの)装着ヘッド63によって装着されるかが規定されている。これに対し、部品移送部24を構成する左右の移送ヘッド54が部品供給部23から受け取った部品3をピックアップ位置に移送する際にどの受け取りノズル57を用いるかはそのときどきの状況によってその都度制御装置70によって決定されるため、部品移送部24が備える左右の移送ヘッド54のどの受け取りノズル57によって部品3をピックアップ位置に移送させるかは動作プログラムには規定されていない。
【0046】
仮圧着装置13の制御装置70は、記憶部70bに記憶された動作プログラムに従って基板2に部品3を装着させる場合には、先ず、上流工程側の装置であるACF貼着装置12より送られてきた基板2(この基板2が備える各端子2aにはACF4が貼着されている)を図示しない基板搬入装置によって仮圧着装置13内に搬入した後、基板位置決め部22の基板支持テーブル34上に載置させ、基板位置決め部駆動機構71の作動制御を行って基板2を所定の位置に位置決めする基板位置決め工程を実行する(図8に示すステップST1)。
【0047】
制御装置70は、基板2の位置決めを行ったら左右の移送ヘッド54をそれぞれ部品供給部23の側に移動させ、各移送ヘッド54が備える複数の受け取りノズル57のうち、まだ部品3の受け取りを行っていないもののひとつをその移送ヘッド54に対応する部品供給位置(左側の移送ヘッド54であれば左側の部品供給位置、右側の移送ヘッド54であれば右側の部品供給位置)に位置させる(図8に示すステップST2)。
【0048】
このとき、各移送ヘッド54が備える複数の受け取りノズル57のうちのいずれを部品供給位置に位置させて部品3の受け取りを行うかはそのときどきの状況に応じて制御装置70がその都度決定し、制御装置70は、その決定した内容(どの受け取りノズル57を部品供給位置に位置させたか)の情報を記憶部70bに記憶する。このとき記憶部70bに記憶させたデータは、制御装置70が後に、基板2に装着された各部品3について、その部品3とその部品3をピックアップ位置に移送した受け取りノズル57との対応関係を記録する後述の対応関係データを作成する際に用いられる。
【0049】
制御装置70は、左右の移送ヘッド54それぞれが備える複数の受け取りノズル57のひとつを対応する部品供給位置に位置させたら、左右のテープ搬送部41を作動させてテープTPの搬送を行いつつ、対応する部品打ち抜き部42(左側のテープ搬送部41に対しては左側の部品打ち抜き部42、右側のテープ搬送部41に対しては左側の部品打ち抜き部42)を作動させてテープTPから部品3を打ち抜くことによって部品供給部23による左右2箇所の部品供給位置への部品3の供給を行い、部品供給部23の左右2箇所の部品供給位置に供給された(部品打ち抜き部42によって打ち抜かれた)部品3が各部品供給位置に位置させた左右の移送ヘッド54それぞれの受け取りノズル57によって受け取られるようにする(図8に示すステップST3)。
【0050】
制御装置70は、上記の受け取りノズル57による部品3の受け取りを、各移送ヘッド54が受け取ることができる全部品3の受け取りが終了したかどうかの判断を行い(図8に示すステップST4)、その結果、各移送ヘッド54が受け取ることができる全部品3の受け取りが終了していなかった場合にはステップST2に戻って各移送ヘッド54が備える複数の受け取りノズル57のうち、まだ部品3を受け取っていない受け取りノズル57を部品供給位置に位置させて部品3の受け取りを行い、各移送ヘッド54が受け取ることができる全部品3の受け取りが終了していた場合には、次のステップST5に進む。
【0051】
ここで、移送ヘッド54が受け取ることができる全部品3の受け取りが終了している状態とは、通常はその移送ヘッド54が備える全ての受け取りノズル57が部品3を受け取った状態をいうが、何らかの要因によって部品3の受け取りができない、或いは部品3の受け取りをさせないと定めている受け取りノズル57がある場合には、その受け取りノズル57以外の受け取りノズル57が部品3を受け取った状態をいう。
【0052】
制御装置70は、左右の移送ヘッド54がそれぞれ受け取ることができる全部品3の受け取りが終了したことを検知したら、左右の移送ヘッド54をそれぞれ部品装着部25の側へ移動させて、部品3を受け取った状態の複数の受け取りノズル57のひとつを前述のノズル移動位置に位置させる。これにより部品供給部23から供給された部品3がピックアップ位置に移送された状態となる(図8に示すステップST5)。
【0053】
このようにステップST3は部品3の供給を行う部品供給工程となっており、ステップST2〜ステップST5は、部品供給部23より供給される複数の部品3をそれぞれ異なる受け取りノズル57によって受け取ってその受け取った各部品3を所定のピックアップ位置に移送する部品移送工程となっている。
【0054】
制御装置70は、部品移送部24を構成する左右の移送ヘッド54により部品3を左右のピックアップ位置に移送したら、左右の装着ヘッド63をそれぞれ対応するピックアップ位置の直上に移動させ、吸着ノズル63aによって、ピックアップ位置に移送された部品3を吸着させてピックアップする(図8に示すステップST6)。なお、各移送ヘッド54による部品3の受け取りから左右の装着ヘッド63による部品3のピックアップに至る一連の工程は基板2の搬入と並行して行ってもよい。
【0055】
制御装置70は、各装着ヘッド63に部品3をピックアップさせたら、各装着ヘッド63がピックアップした部品3をピックアップ位置に移送した受け取りノズル57、すなわち部品3の移送時に用いた受け取りノズル57の識別情報(例えば各受け取りノズル57に付されるノズル番号)を記憶部70bに記憶したうえで(図8に示すステップST7)、装着ヘッド63によりピックアップした部品3の基板2への装着(仮圧着)を行う(図8に示すステップST8)。
【0056】
このようにステップST6〜ステップST8は、ステップST2〜ステップST5の部品移送工程においてピックアップ位置に移送した部品3を装着ヘッド63によりピックアップしてステップST1の基板位置決め工程において位置決めした基板2に装着する部品装着工程となっている。
【0057】
装着ヘッド63による部品3の基板2への装着では、制御装置70は先ず、部品3を吸着させた装着ヘッド63を基板位置決め部22によって位置決めされた基板2の側に移動させ、基板2の端子2aの直上に部品3が位置するようにしたうえで、カメラ65により基板2に設けられた端子側マークと部品3に設けられた部品側マークを下方から同時に視認(撮像)する。そして、画像認識部70aにより両マークの画像認識を行って、これら両マークが上下に合致するように装着ヘッド63を移動させ、これにより部品3と基板2の端子2aとの位置合わせを行ってから(この位置合わせ時においては、前述のように、端子2aの下方にバックアップステージ64cが位置した状態となっている。図5参照)、吸着ノズル63aを下降させる。これにより部品3が端子2aに押し付けられて部品3が端子2aに装着(仮圧着)される。
【0058】
制御装置70は、装着ヘッド63により部品3を基板2の端子2a上に装着したら、制御装置70が、ステップST2において、移送ヘッド54が備える複数の受け取りノズル57のうちのひとつを部品供給位置に位置させる際に決定した情報(どの受け取りノズル57を部品供給位置に位置させたかの情報)に基づいて、基板2に装着した部品3と、その部品3をピックアップ位置に移送した受け取りノズル57との対応関係を記録した対応関係データを作成する。そして、そのうえで、作成した対応関係データと、記憶部70bに記憶された動作プログラムから得られる部品3の移動経路を特定するデータとから、基板2に装着した部品3が部品供給部23により供給されてから部品装着部25によって基板2に装着されるまでの間に部品3が移動した移動経路を、部品3の移動に関与した仮圧着装置13の各部を識別する情報によって特定(具体的には部品3の移送を行った移送ヘッド54及び受け取りノズル57と部品3の装着を行った装着ヘッド63を特定)する追跡データを作成する(図8に示すステップST9)。
【0059】
すなわちこのステップST9は、基板2に装着した各部品3について、その部品3とその部品3をピックアップ位置に移送した受け取りノズル57との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板2に装着した部品3がステップST3の部品供給工程において供給されてからステップST6〜ステップST8の部品装着工程において基板2に装着されるまでの間に移動した移動経路を特定する追跡データを作成する追跡データ作成工程となっている。
【0060】
追跡データには、図9に示すように、少なくとも、基板2の識別情報として各基板2に付される基板ID、基板2上の端子2aの位置の識別情報として各端子2aに付される端子位置番号、受け取りノズル57の識別情報としてのターンテーブル56の左右の別の識別符号(L,R)と各ターンテーブル56上に設けられた各受け取りノズル57の識別番号(01,02,・・・,07)、装着ヘッド63の識別情報として各装着ヘッド63の左右の別の識別符号(L,R)が含まれている。すなわち追跡データには、基板2に装着される各部品3について、部品供給部23によって供給された各部品3が左右どちらの装着ヘッド63によって基板2上のどの端子2aに装着されたかを規定した動作プログラムの内容に加え、ステップST7で記憶した、部品3と部品3をピックアップ位置に移送した受け取りノズル57との対応関係が記録されたものとなっている。制御装置70は、作成した追跡データを記憶部70bに記憶させるとともに、ホストコンピュータ17に送信してホストコンピュータ17が備える記憶部(図示せず)にも記憶させる。
【0061】
なお、図9に示す追跡データのうち、基板ID及び端子位置番号の2つの項と、ターンテーブル56の左右の別の識別符号及び受け取りノズル57の識別番号の2つの項の組み合わせが制御装置70で作成される対応関係データに該当し、基板ID及び端子位置番号の2つの項と装着ヘッド63の左右の別の識別符号の組み合わせが記憶部70bに記憶された動作プログラムから得られる部品3の移動経路を特定するデータに該当する。
【0062】
このように制御装置70は、基板2に装着された各部品3について、その部品3とその部品3をピックアップ位置に移送した受け取りノズル57との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板2に装着した部品3が部品供給部23により供給されてから部品装着部25によって基板2に装着されるまでの間に移動した移動経路を特定する追跡データを作成する追跡データ作成手段として機能する。
【0063】
制御装置70は、ステップST9において、基板2に装着した部品3について追跡データを作成したら、現在、部品3の装着対象となっている基板2に対する全部品3の装着が終了しているか否かの判断を行う(図8に示すステップST10)。仮圧着装置13は、基板2の長辺側の各端子2aに部品3を仮圧着した後、次いで基板位置決め部22によって基板2を90度回転させて基板2の短辺側の各端子2aに部品3を仮圧着するので、現在、部品3の装着対象となっている基板2に対する全部品3の装着が終了したか否かは、基板2の長辺側及び短辺側の端子2aの全てに部品3が装着されたかどうかによって判断する。
【0064】
制御装置70は、ステップST10において、現在、部品3の装着対象となっている基板2に対する全部品3の装着が終了していないと判断した場合には、左右の移送ヘッド54により受け取った全部品3の基板2への装着が終了したか否かの判断を行う(図8に示すステップST11)。そして、その結果、左右の移送ヘッド54により受け取った全部品3の基板2への装着が終了していないと判断した場合にはステップST5に戻り、まだ基板2に装着されていない部品3を有している側の移送ヘッド54のターンテーブル56を一定角度回転させることによって、部品3をピックアップ位置に移送する。
【0065】
一方、制御装置70は、ステップST11において、左右の移送ヘッド54により受け取った全部品3の基板2への装着が終了していると判断した場合にはステップST2に戻り、移送ヘッド54を部品供給部23側に移動させて受け取りノズル57を部品供給位置に位置させて部品3の受け取りを行う。そして、制御装置70は、ステップST10において、現在、部品3の装着対象となっている基板2に対する全部品3の装着が終了していると判断した場合には、仮圧着装置13から基板2を搬出して基板2の一枚当たりの仮圧着作業を終了する(図8に示すステップST12)。
【0066】
このようにして仮圧着装置13から搬出された基板2は第1の本圧着装置14に搬入され、基板2の長辺側の端子2aに仮圧着された部品3が本圧着された後、第1の本圧着装置14から搬出されて、第2の本圧着装置15に搬入される。そして、第2の本圧着装置15において基板2の短辺側の端子2aに仮圧着された部品3が本圧着された後、第2の本圧着装置15から搬出されて検査装置16に搬入され、検査装置16において、基板2の端子2aに装着された各部品3の検査がなされる。
【0067】
検査装置16が行う検査は、基板2に装着された各部品3の基板2への装着状態を調べるものであり、図示しない検査カメラを基板2上で走査させることによって、基板2に装着された部品3の端子2a上の目標装着位置からの位置ずれ量(ΔX:X軸方向へのずれ量、ΔY:Y軸方向へのずれ量:Δθ:θ方向、すなわちZ軸回りのずれ量)を計測する。そして、その各部品3についての位置ずれ量を、仮圧着装置13の制御装置70により作成された前述の追跡データ(この追跡データはホストコンピュータ17から受け取って入手する)に書き加える(図9)。
【0068】
検査装置16は、上記のように、仮圧着装置13の制御装置70により作成された追跡データに各部品3についての位置ずれ量を書き加えた新たな追跡データを作成したら、その新たな追跡データに基づいて(すなわち検査の結果に基づいて)、基板2に装着された各部品3のうち、端子2a上の目標装着位置からの位置ずれ量が予め定めた閾値を超えるなど、基板2に対する装着状態が不良である装着状態不良部品があるかどうかの判定を行う第1の判定工程を実行する。そして、その結果、検査装置16は、装着状態不良部品があると判定した場合には、仮圧着装置13の制御装置70によって作成された前述の追跡データに基づいて装着状態不良部品をピックアップ位置に移送した受け取りノズル57を特定し、その特定した受け取りノズル57を注意対象としてオペレータOPに報知する第1の報知工程を実行する。なお、この第1の報知工程は、検査装置16が、特定した受け取りノズル57の情報を自身で報知することによって実行し、或いは、ホストコンピュータ17経由で仮圧着装置13の制御装置70に送信し、制御装置70によって仮圧着装置13が備えるタッチパネル77を作動させることによって実行する。
【0069】
ここで、検査装置16が第1の報知工程においてオペレータに報知する内容としては、例えば、装着状態不良部品が発見されたこと、その装着状態不良部品が装着された端子2aの位置及びその部品3(装着状態不良部品)が供給されてから基板2に装着されるまでの間に移動した移動経路などである。そして、その装着状態不良部品の移動経路を示す情報として、供給された部品3をピックアップ位置に移送した移送ヘッド54の左右の別の識別符号(L,R)、ターンテーブル56上の受け取りノズル57の識別番号(01,02,・・・,07)及び部品3を基板2に装着した装着ヘッド63の左右の別の識別符号(L,R)などである。
【0070】
このように検査装置16は、基板2に装着された各部品3の基板2への装着状態の検査を行う検査手段として機能する。また検査装置16は、検査手段としての自身(検査装置16)による検査の結果に基づいて、基板2に対する装着状態が不良である装着状態不良部品があるかどうかの判定を行う第1の判定手段としても機能する。更に、検査装置16と仮圧着装置13のタッチパネル77は、第1の判定手段により装着状態不良部品があると判定された場合に、追跡データ作成手段としての仮圧着装置13の制御装置70によって作成された追跡データに基づいて装着状態不良部品をピックアップ位置に移送した受け取りノズル57を特定し、その特定した受け取りノズル57を注意対象としてオペレータOPに報知する第1の報知手段として機能する。
【0071】
また、検査装置16は、検査手段としての自身(検査装置16)による上記検査の結果及び追跡データ作成手段としての仮圧着装置13の制御装置70によって作成された追跡データに基づいて、基板2に装着された部品3の基板2への装着状態の統計処理を受け取りノズル57ごとに行う統計処理工程を実行する。そして、検査装置16は、上記統計処理の結果、基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57があるか否かの判定を行う第2の判定工程を実行する。そして、この第2の判定工程において、基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57があると判定した場合には、その受け取りノズル57を特定し、その特定した受け取りノズル57を注意対象としてオペレータOPに報知する第2の報知工程を実行する。
【0072】
具体的には、検査装置16は、例えば、追跡データに記録された各部品3の位置ずれ量(ΔX,ΔY,Δθ)とその部品3をピックアップ位置に移送した受け取りノズル57との関係の統計処理を行い、その結果、部品3の位置ずれ量が次第に大きくなっていく等の異常な傾向が認められる受け取りノズル57を発見した場合には、その受け取りノズル57を特定する情報(移送ヘッド54の左右の別の識別符号及び受け取りノズル57の識別番号)を検査装置16自身が報知することによって、或いは、ホストコンピュータ17経由で仮圧着装置13の制御装置70に送信し、制御装置70によって仮圧着装置13が備えるタッチパネル77を作動させることによって第2の報知工程を実行する。なお、ここでは、部品3の位置ずれ量が次第に大きくなっていくことが、部品3の装着状態が所定の条件を満たすことに該当するが、その他、位置ずれ量の累計が所定の値を超えた状態や、位置ずれ量の標準偏差が所定の値を超えた状態等が所定の条件を満たす場合に該当するとしてもよい。
【0073】
このように部品実装システム1の検査装置16は、検査手段としての自身(検査装置16)による検査の結果及び追跡データ作成手段としての仮圧着装置13の制御装置70よって作成された追跡データに基づいて、基板2に装着された部品3の基板2への装着状態の統計処理を受け取りノズル57ごとに行う統計処理手段として機能する。また検査装置16は、統計処理手段としての自身(検査装置16)による統計処理の結果、基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57があるか否かの判定を行う第2の判定手段としても機能する。更に、検査装置16及び仮圧着装置13が備えるタッチパネル77は、第2の判定手段としての自身(検査装置16)により基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57があると判定された場合にその受け取りノズル57を特定し、その特定した受け取りノズル57を注意対象として報知する第2の報知手段として機能する。
【0074】
次に、部品実装システム1による部品実装方法について説明する。部品実装システム1による部品実装方法では、先ず、前述したように、端子洗浄装置11により基板2の各端子2aを洗浄する洗浄工程(図10に示すステップST21)、ACF貼着装置12により、洗浄工程が終わった基板2の各端子2aにACF4を貼着するACF貼着工程(図10に示すステップST22)、仮圧着装置13により、ACF貼着工程が終わった基板2の各端子2aに部品3を仮圧着する仮圧着工程(図10に示すステップST23。詳細は図8に示すフローチャート)、第1の本圧着装置14により、仮圧着工程が終わった基板2の長辺側の各端子2aに部品3を本圧着する第1の本圧着工程(図10に示すステップST24)、第2の本圧着装置15により、第1の本圧着工程が終わった基板2の短辺側の各端子2aに部品3を本圧着する第2の本圧着工程(図10に示すステップST25)及び検査装置16により、第2の本圧着工程が終わった基板2に装着された各部品3の基板2への装着状態を検査する検査工程(図10に示すステップST26)を実行する。
【0075】
そして検査装置16は、ステップST26の検査工程における検査の結果に基づいて、基板2に対する装着状態が不良である装着状態不良部品があるかどうかの判定を行う第1の判定工程を実行し(図10に示すステップST27及びステップST28)、その結果装着状態不良部品があると判定した場合には、仮圧着装置13の制御装置70によって作成された追跡データに基づいて装着状態不良部品をピックアップ位置に移送した受け取りノズル57を特定し、その特定した受け取りノズル57を注意対象としてオペレータOPに報知する第1の報知工程を実行する(図10に示すステップST29)。
【0076】
一方、検査装置16は、第1の判定工程において、装着状態不良部品がないと判定した場合若しくは装着状態不良部品があると判定して第1の報知工程を実行した後は、ステップST26の検査工程における検査の結果及びステップST9の追跡データ作成工程において作成した追跡データに基づいて、基板2に装着した部品3の基板2への装着状態の統計処理を受け取りノズル57ごとに行う統計処理工程を実行する(図10に示すステップST30)。そして、検査装置16は、ステップST30における統計処理工程の実行の結果、基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57があるか否かの判定を行う第2の判定工程を実行し(図10に示すステップST31及びステップST32)、その結果、基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57があると判定した場合には、その受け取りノズル57を特定し、その特定した受け取りノズル57を注意対象としてオペレータOPに報知する第2の報知工程を実行する(図10に示すステップST33)。そして、検査装置16は、第2の判定工程において、基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57がないと判定した場合若しくは基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57があると判定して第2の報知工程を実行した後は、一枚の基板2に対する一連の部品実装作業を終了する。
【0077】
このように、本実施の形態における部品実装システム1及び部品実装方法では、基板2に装着した各部品3について、その部品3とその部品3をピックアップ位置に移送した受け取りノズル57(部品受け取り手段)との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板2に装着した部品3が供給されてから基板2に装着されるまでの間に移動した移動経路を特定する追跡データを作成するようになっているので、この追跡データを用いることで、ステップST27において基板2への装着状態が不良であると判定された部品3についての十分な原因追究を行うことができる。
【0078】
また、各部品3の基板2への装着状態の検査の結果及び作成した追跡データに基づいて、基板2に装着された部品3の基板2への装着状態の統計処理を受け取りノズル57ごとに行い、基板2への部品3の装着状態が所定の条件を満たす受け取りノズル57があることを発見した場合にはその受け取りノズル57を特定してオペレータOPに報知するようになっているので、受け取りノズル57が原因で(例えば受け取りノズル57に曲がりが発生した場合や、ターンテーブル56に対する取り付け部のゆるみが発生した場合など)部品3の基板2への装着状態が不良になって生産基板自体が不良品となることを未然に防止することができる。
【産業上の利用可能性】
【0079】
基板への装着状態が不良と判定された部品についての十分な原因追究を行うことができる部品実装システム及び部品実装方法を提供する。
【符号の説明】
【0080】
1 部品実装システム
2 基板
3 部品
16 検査装置(検査手段、第1の判定手段、第1の報知手段、統計処理手段、第2の判定手段、第2の報知手段)
22 基板位置決め部
23 部品供給部
24 部品移送部
25 部品装着部
57 受け取りノズル(部品受け取り手段)
70 制御装置(追跡データ作成手段)
77 タッチパネル(第1の報知手段、第2の報知手段)
【特許請求の範囲】
【請求項1】
基板の位置決めを行う基板位置決め部と、
部品の供給を行う部品供給部と、
部品供給部より供給される複数の部品をそれぞれ異なる部品受け取り手段によって受け取ってその受け取った各部品を所定のピックアップ位置に移送する部品移送部と、
部品移送部によってピックアップ位置に移送された部品をピックアップして基板位置決め部により位置決めされた基板に装着する部品装着部と、
基板に装着された各部品について、その部品とその部品をピックアップ位置に移送した部品受け取り手段との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板に装着した部品が部品供給部により供給されてから部品装着部によって基板に装着されるまでの間に移動した移動経路を特定する追跡データを作成する追跡データ作成手段とを備えたことを特徴とする部品実装システム。
【請求項2】
基板に装着された各部品の基板への装着状態の検査を行う検査手段と、
検査手段による検査の結果に基づいて、基板に対する装着状態が不良である装着状態不良部品があるかどうかの判定を行う第1の判定手段と、
第1の判定手段により装着状態不良部品があると判定された場合に、追跡データ作成手段によって作成された追跡データに基づいて装着状態不良部品をピックアップ位置に移送した部品受け取り手段を特定し、その特定した部品受け取り手段を注意対象として報知する第1の報知手段とを備えたことを特徴とする請求項1に記載の部品実装システム。
【請求項3】
検査手段による検査の結果及び追跡データ作成手段によって作成された追跡データに基づいて、基板に装着された部品の基板への装着状態の統計処理を部品受け取り手段ごとに行う統計処理手段と、
統計処理手段による統計処理の結果、基板への部品の装着状態が所定の条件を満たす部品受け取り手段があるか否かの判定を行う第2の判定手段と、
第2の判定手段により基板への部品の装着状態が所定の条件を満たす部品受け取り手段があると判定された場合にその部品受け取り手段を特定し、その特定した部品受け取り手段を注意対象として報知する第2の報知手段とを備えたことを特徴とする請求項2に記載の部品実装システム。
【請求項4】
基板の位置決めを行う基板位置決め工程と、
部品の供給を行う部品供給工程と、
部品供給工程において供給される複数の部品をそれぞれ異なる部品受け取り手段によって受け取ってその受け取った各部品を所定のピックアップ位置に移送する部品移送工程と、
部品移送工程においてピックアップ位置に移送した部品をピックアップして基板位置決め工程において位置決めした基板に装着する部品装着工程と、
基板に装着した各部品について、その部品とその部品をピックアップ位置に移送した部品受け取り手段との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板に装着した部品が部品供給工程において供給されてから部品装着工程において基板に装着されるまでの間に移動した移動経路を特定する追跡データを作成する追跡データ作成工程とを含むことを特徴とする部品実装システム。
【請求項5】
基板に装着した各部品の基板への装着状態の検査を行う検査工程と、
検査工程における検査の結果に基づいて、基板に対する装着状態が不良である装着状態不良部品があるかどうかの判定を行う第1の判定工程と、
第1の判定工程において装着状態不良部品があると判定した場合に、追跡データ作成工程において作成した追跡データに基づいて装着状態不良部品をピックアップ位置に移送した部品受け取り手段を特定し、その特定した部品受け取り手段を注意対象として報知する第1の報知工程とを含むことを特徴とする請求項4に記載の部品実装方法。
【請求項6】
検査工程における検査の結果及び追跡データ作成工程において作成した追跡データに基づいて、基板に装着した部品の基板への装着状態の統計処理を部品受け取り手段ごとに行う統計処理工程と、
統計処理工程における統計処理の結果、基板への部品の装着状態が所定の条件を満たす部品受け取り手段があるか否かの判定を行う第2の判定工程と、
第2の判定工程において基板への部品の装着状態が所定の条件を満たす部品受け取り手段があると判定した場合にその部品受け取り手段を特定し、その特定した部品受け取り手段を注意対象として報知する第2の報知工程とを含むことを特徴とする請求項5に記載の部品実装方法。
【請求項1】
基板の位置決めを行う基板位置決め部と、
部品の供給を行う部品供給部と、
部品供給部より供給される複数の部品をそれぞれ異なる部品受け取り手段によって受け取ってその受け取った各部品を所定のピックアップ位置に移送する部品移送部と、
部品移送部によってピックアップ位置に移送された部品をピックアップして基板位置決め部により位置決めされた基板に装着する部品装着部と、
基板に装着された各部品について、その部品とその部品をピックアップ位置に移送した部品受け取り手段との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板に装着した部品が部品供給部により供給されてから部品装着部によって基板に装着されるまでの間に移動した移動経路を特定する追跡データを作成する追跡データ作成手段とを備えたことを特徴とする部品実装システム。
【請求項2】
基板に装着された各部品の基板への装着状態の検査を行う検査手段と、
検査手段による検査の結果に基づいて、基板に対する装着状態が不良である装着状態不良部品があるかどうかの判定を行う第1の判定手段と、
第1の判定手段により装着状態不良部品があると判定された場合に、追跡データ作成手段によって作成された追跡データに基づいて装着状態不良部品をピックアップ位置に移送した部品受け取り手段を特定し、その特定した部品受け取り手段を注意対象として報知する第1の報知手段とを備えたことを特徴とする請求項1に記載の部品実装システム。
【請求項3】
検査手段による検査の結果及び追跡データ作成手段によって作成された追跡データに基づいて、基板に装着された部品の基板への装着状態の統計処理を部品受け取り手段ごとに行う統計処理手段と、
統計処理手段による統計処理の結果、基板への部品の装着状態が所定の条件を満たす部品受け取り手段があるか否かの判定を行う第2の判定手段と、
第2の判定手段により基板への部品の装着状態が所定の条件を満たす部品受け取り手段があると判定された場合にその部品受け取り手段を特定し、その特定した部品受け取り手段を注意対象として報知する第2の報知手段とを備えたことを特徴とする請求項2に記載の部品実装システム。
【請求項4】
基板の位置決めを行う基板位置決め工程と、
部品の供給を行う部品供給工程と、
部品供給工程において供給される複数の部品をそれぞれ異なる部品受け取り手段によって受け取ってその受け取った各部品を所定のピックアップ位置に移送する部品移送工程と、
部品移送工程においてピックアップ位置に移送した部品をピックアップして基板位置決め工程において位置決めした基板に装着する部品装着工程と、
基板に装着した各部品について、その部品とその部品をピックアップ位置に移送した部品受け取り手段との対応関係を記録した対応関係データを作成したうえで、その作成した対応関係データを用いて、基板に装着した部品が部品供給工程において供給されてから部品装着工程において基板に装着されるまでの間に移動した移動経路を特定する追跡データを作成する追跡データ作成工程とを含むことを特徴とする部品実装システム。
【請求項5】
基板に装着した各部品の基板への装着状態の検査を行う検査工程と、
検査工程における検査の結果に基づいて、基板に対する装着状態が不良である装着状態不良部品があるかどうかの判定を行う第1の判定工程と、
第1の判定工程において装着状態不良部品があると判定した場合に、追跡データ作成工程において作成した追跡データに基づいて装着状態不良部品をピックアップ位置に移送した部品受け取り手段を特定し、その特定した部品受け取り手段を注意対象として報知する第1の報知工程とを含むことを特徴とする請求項4に記載の部品実装方法。
【請求項6】
検査工程における検査の結果及び追跡データ作成工程において作成した追跡データに基づいて、基板に装着した部品の基板への装着状態の統計処理を部品受け取り手段ごとに行う統計処理工程と、
統計処理工程における統計処理の結果、基板への部品の装着状態が所定の条件を満たす部品受け取り手段があるか否かの判定を行う第2の判定工程と、
第2の判定工程において基板への部品の装着状態が所定の条件を満たす部品受け取り手段があると判定した場合にその部品受け取り手段を特定し、その特定した部品受け取り手段を注意対象として報知する第2の報知工程とを含むことを特徴とする請求項5に記載の部品実装方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−186260(P2012−186260A)
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願番号】特願2011−47339(P2011−47339)
【出願日】平成23年3月4日(2011.3.4)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願日】平成23年3月4日(2011.3.4)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]