
部品実装装置
【課題】装着ヘッドが部品を基板に装着する際の部品の下降ストロークを短くして全体のコンパクト化を実現するとともに部品の装着精度を向上させることができる部品実装装置を提供することを目的とする。
【解決手段】ノズル20aにより吸着した部品4を上下反転させる反転ヘッド20が、昇降自在な移動ベース21dに設けられた平板状の基部31、この基部31に設けられた複数のベアリング32によって弧状の外周面41aが支持されて水平面内での揺動が自在なノズルホルダ支持部材33及びこのノズルホルダ支持部材33によって水平軸CX回りに回転自在に支持されて側面にノズル20aを保持したノズルホルダ34を有して成る。
【解決手段】ノズル20aにより吸着した部品4を上下反転させる反転ヘッド20が、昇降自在な移動ベース21dに設けられた平板状の基部31、この基部31に設けられた複数のベアリング32によって弧状の外周面41aが支持されて水平面内での揺動が自在なノズルホルダ支持部材33及びこのノズルホルダ支持部材33によって水平軸CX回りに回転自在に支持されて側面にノズル20aを保持したノズルホルダ34を有して成る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、反転ヘッドによって上下反転された部品を装着ヘッドにより受け取って基板に装着する部品実装装置に関するものである。
【背景技術】
【0002】
装着ヘッドにより基板に部品を装着する部品実装装置の中には、反転ヘッドによって上下反転させた部品を装着ヘッドにより受け取って基板に装着するようにしたものがあり、例えば液晶パネルの周辺領域に駆動回路などの部品を装着する液晶パネル製造装置が知られている。このような部品実装装置が備える反転ヘッドは通常、ノズルは上下方向に延びたシャフト状部材の下端に取り付けられており、ノズルにより吸着した部品の昇降移動及び上下軸回りの揺動を行うことができるように、ノズルが取り付けられるシャフト状部材の上下動及び上下軸回りでの揺動を行う機構がシャフト状部材の周辺に取り付けられている(例えば、特許文献1)。
【0003】
また、上記部品実装装置の中には、装着ヘッドの移動時に発生する位置決め誤差を排除するために装着ヘッドが空間的に固定して設けられており、この空間的に固定して設けられた装着ヘッドの下方に部品装着対象部位となる基板上の電極部が位置するように基板を移動させ、上下反転させた部品が部品装着対象部位の上方(すなわち装着ヘッドの下方)に位置するように反転ヘッドが移動されるタイプのものもある。このタイプのものでは、反転ヘッドは基板と装着ヘッドとの間の領域内に入り込んで上下反転状態の部品を装着ヘッドに受け渡し、部品を受け取った装着ヘッドは、反転ヘッドが部品装着対象部位の上方から退去した後に部品を下降させて部品装着対象部位に装着する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−68327号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記構成の部品実装装置において、反転ヘッドが基板及び装着ヘッドの双方と干渉することなく、上下反転させた部品を基板上の部品装着対象部位の上方(装着ヘッドの下方)に位置させることができるようにするためには、基板と装着ヘッドの間の距離を、反転ヘッドのノズルだけでなくそのノズルが取り付けられるシャフト状部材とその昇降及び回転機構を含む反転ヘッド全体の寸法を超える大きな値に設定する必要があり、その分、部品の装着時における部品の下降ストロークが長くなって装置全体の大型化を招くとともに部品の装着精度が低下するおそれがあるという問題点があった。
【0006】
そこで本発明は、装着ヘッドが部品を基板に装着する際の部品の下降ストロークを短くして全体のコンパクト化を実現するとともに部品の装着精度を向上させることができる部品実装装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
請求項1に記載の部品実装装置は、基板の位置決めを行う基板位置決め部と、部品供給位置に供給された部品をノズルにより上方から吸着して上下反転させ、その上下反転させた部品を基板位置決め部により位置決めされた基板上の部品装着対象部位の上方に移動させる反転ヘッドと、前記部品装着対象部位の上方に移動された部品を反転ヘッドから受け取り、反転ヘッドが前記部品装着対象部位の上方から退去した後に部品を下降させて前記部品装着対象部位に装着する装着ヘッドとを備えた部品実装装置であって、反転ヘッドは、昇降自在な移動部材に設けられた平板状の基部と、前記基部に設けられた複数のベアリングにより弧状の外周面が支持されて前記基部に対する水平面内での揺動が自在なノズルホルダ支持部材と、前記ノズルホルダ支持部材に両端が支持されて水平方向に延び、水平軸回りの回転が自在であるとともに側面に前記ノズルを保持したノズルホルダと、前記ノズルホルダを水平軸回りに回転させて前記ノズルの向きを上下に切り替える回転駆動部と、前記ノズルホルダ支持部材を前記基部に対して水平面内で揺動させて上方又は下方に向けた前記ノズルの水平面内での向きを変化させる揺動駆動部とを備えた。
【0008】
請求項2に記載の部品実装装置は、請求項1に記載の部品実装装置であって、前記ノズルホルダは、前記ノズルホルダ支持部材に両端が支持されて水平方向に延び、内部に真空路が形成されたノズルベースと、前記ノズルを前記ノズルベースの前記側面に係止して前記ノズルと前記ノズルベース内の前記真空路とを連通させるノズル係止部材と、前記ノズルベースの両端部の外方から前記ノズルベースの両端部にスライド装着されて前記ノズル係止部材を前記ノズルベースに固定する一対の固定部材とを備えた。
【発明の効果】
【0009】
本発明では、ノズルにより吸着した部品を上下反転させる反転ヘッドが、昇降自在な移動部材に設けられた平板状の基部、この基部に設けられた複数のベアリングによって弧状の外周面が支持されて水平面内での揺動が自在なノズルホルダ支持部材及びこのノズルホルダ支持部材によって水平軸回りに回転自在に支持されて側面にノズルを保持したノズルホルダを有して成り、ノズルホルダを昇降及び上下軸回りに揺動させる機構はノズルホルダの上下領域には存在しないので、ノズルホルダの上下領域を開放状態とすることができる。したがって、上下反転させた部品を基板上の部品装着対象部位の上方に移動させる際に、反転ヘッドが基板と装着ヘッドの双方と干渉しないようにするために必要な基板と装着ヘッドの間の距離を小さく設定することができ、これにより装着ヘッドが部品を基板に装着する際の部品の下降ストロークを短くして部品実装装置全体のコンパクト化を実現するとともに部品の装着精度を向上させることができる。
【図面の簡単な説明】
【0010】
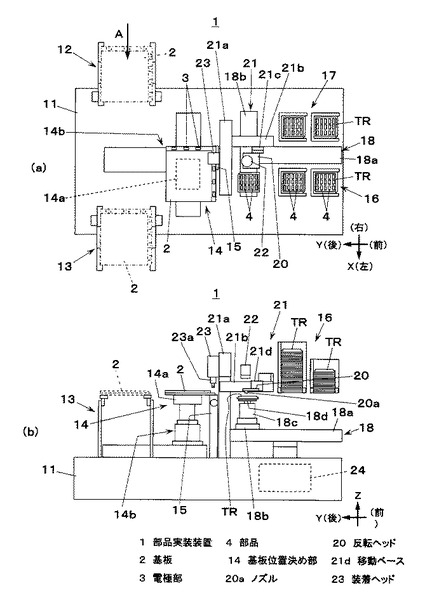
【図1】本発明の一実施の形態における部品実装装置の(a)平面図(b)側面図
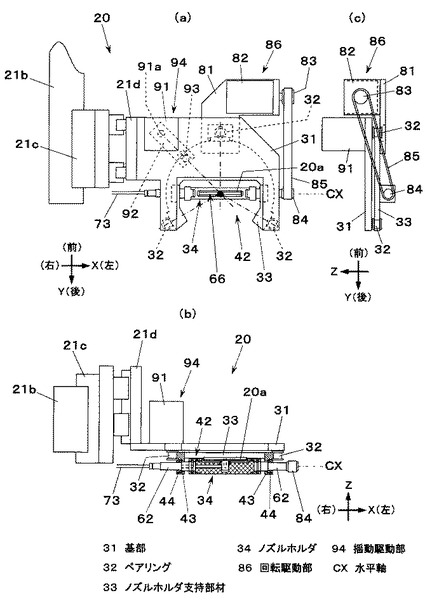
【図2】本発明の一実施の形態における反転ヘッドの(a)平面図(b)正面図(c)側面図
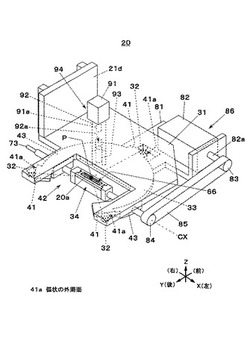
【図3】本発明の一実施の形態における部品実装装置が備える反転ヘッドの斜視図
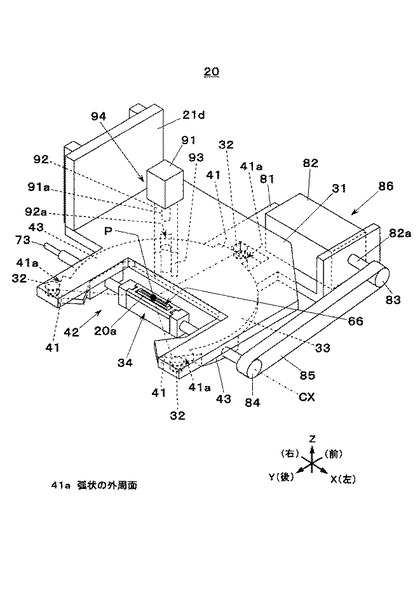
【図4】本発明の一実施の形態における反転ヘッドの分解斜視図
【図5】本発明の一実施の形態における反転ヘッドを構成するノズルホルダの(a)斜視図(b)分解斜視図
【図6】本発明の一実施の形態におけるノズルホルダの(a)側断面図(b)分解側断面図
【図7】(a)(b)本発明の一実施の形態におけるノズルホルダの側面図
【図8】(a)(b)本発明の一実施の形態における反転ヘッドの平面図
【図9】本発明の一実施の形態における部品実装装置の制御系統を示すブロック図
【図10】(a)(b)本発明の一実施の形態における部品実装装置の反転ヘッドが上下反転させた部品を装着ヘッドに受け渡す状況を示す図
【発明を実施するための形態】
【0011】
以下、図面を参照して本発明の実施の形態について説明する。図1(a),(b)に示す部品実装装置1は、この部品実装装置1の上流工程側に隣接する他の装置から送られてきた基板2を搬入して位置決めし、その基板2の縁部に設けられた電極部3に部品4を装着して部品実装装置1の下流工程側に隣接する他の装置に搬出する部品実装動作を繰り返し実行する装置であり、基台11上に基板搬入部12、基板搬出部13、基板位置決め部14、バックアップステージ15、トレイ供給部16、トレイ回収部17、トレイ移動機構18、反転ヘッド20、反転ヘッド移動機構21、認識カメラ22、装着ヘッド23及び制御装置24を備えている。以下、説明の便宜上、基板2の搬送方向(図1(a)中に示す矢印A)をX軸方向、X軸方向と直交する水平面内方向をY軸方向とし、上下方向をZ軸方向とする。また、Y軸方向を前後方向としてそのうち図示しないオペレータが作業を行う側(図1の右側)を前方、その反対側(図1(a),(b)の左側)を後方とする。更に、X軸方向を左右方向としてそのうち上流工程側の装置が設けられている側(オペレータから見て右側であり、図1(a)において上側)を右方、下流工程側の装置が設けられている側(オペレータから見て左側であり、図1(a)において下側)を左方とする。
【0012】
図1(a)において、基板搬入部12と基板搬出部13はともにX軸方向に延びたコンベア機構から成り、基台11上の後部領域にX軸方向に向かい合って設けられている。本実施の形態では、基台11の右端部に基板搬入部12が配置され、基台11の左端部に基板搬出部13が配置されている。
【0013】
基板位置決め部14は基台11上の基板搬入部12と基板搬出部13の間の領域に設けられており、基板2を保持する基板保持テーブル14aと、基板2を保持した基板保持テーブル14aを水平移動及び昇降させる基板保持テーブル駆動部14bから成る。バックアップステージ15は、基台11上の基板位置決め部14の前方の領域にX軸方向に延びて設けられている。
【0014】
基板位置決め部14は、基板保持テーブル駆動部14bによって基板2を保持した基板保持テーブル14aを移動させ、基板2の移動及び位置決めを行う。このとき、基板2の縁部上に設けられた部品装着対象部位である電極部3の列がX軸方向に並ぶように基板2の向きを整えたうえで、その電極部3の列がバックアップステージ15の上方に位置するようにする。
【0015】
図1(a)に示すように、本実施の形態では、電極部3の列は、基板2の一の長辺の縁部と一の短辺の縁部のそれぞれに複数個ずつ設けられている。このため、基板位置決め部14は、基板2の一の長辺の縁部における電極部3の列がバックアップステージ15の上方に位置するように基板2の位置決めを行い、その一の長辺における部品4の装着が行われた後、基板保持テーブル14aを90度回転させて、基板2の一の短辺の縁部における電極部3の列がバックアップステージ15の上方に位置するように基板2の位置決めを行うように作動する。
【0016】
図1(a),(b)において、トレイ供給部16及びトレイ回収部17はそれぞれ複数のトレイTRを上下方向に積み重ねてストックするとともにその下方からトレイTRを出し入れすることができる複数のトレイストッカから成る。トレイ供給部16には部品4が収納された(部品4の取り出しが行われる前の)トレイTRがストックされ、トレイ回収部17には部品4が収納されていない(部品4の取り出しが行われた後の)トレイTRがストックされる。
【0017】
図1(a),(b)において、トレイ移動機構18は、基台11の前方領域にY軸方向に延びて設けられたY軸テーブル18a、X軸方向に延びてY軸テーブル18a上をY軸方向に移動するX軸テーブル18b、X軸テーブル18b上をX軸方向に移動するとともに天板部の昇降移動が可能なZ軸テーブル18c及びZ軸テーブル18cの天板部に取り付けられたトレイ支持部18dから成り、トレイ支持部18dにはトレイ供給部16からのトレイTRの取り出し及びトレイ回収部17へのトレイTRの収納を行うための図示しないトレイ把持機構が備えられている。トレイ移動機構18は、Y軸テーブル18aに対するX軸テーブル18bの移動動作、X軸テーブル18bに対するZ軸テーブル18cの移動動作及びZ軸テーブル18cの天板部の昇降動作を組み合わせてトレイ支持部18dを三次元に移動させ、トレイ供給部16の下方からトレイTRを取り出してそのトレイTRを所定の部品供給位置(後述する反転ヘッド20が部品4の吸着を行う位置。図1(b))に移動させる動作(部品4の供給動作)と、部品供給位置において反転ヘッド20による部品4の取り出しが終了した空のトレイTRをトレイ回収部17に収納する動作とを行う。
【0018】
反転ヘッド20はトレイ移動機構18によって部品供給位置に位置されたトレイTR内の部品4をノズル20aによって吸着して取り出した後、ノズル20aの向きを下方と上方との間で切り替えることによって部品4の上下反転を行う。反転ヘッド20は、上方又は下方に向けた状態のノズル20aを水平面内で揺動させることができ、上下反転させた部品4の水平面内での向きを整えることができる(詳細は後述)。
【0019】
基台11の中央部にはX軸方向に延びて設けられた門型ステージ21aが配置されており、反転ヘッド移動機構21は、Y軸方向に延びて門型ステージ21aの下方をX軸方向に移動自在なYステージ21b、Z軸方向に延びてYステージ21b上をY軸方向に移動自在なZステージ21c及びZステージ21cに沿って昇降自在に設けられた移動ベース21dから成る。移動ベース21dには反転ヘッド20が取り付けられており、反転ヘッド移動機構21は、Yステージ21bに対するZステージ21cのY軸方向への移動及びZステージ21bに対する移動ベース21dの昇降移動を組み合わせて反転ヘッド20を移動させる。
【0020】
認識カメラ22は撮像視野を下方に向けており、撮像光軸が部品供給位置を通るように配置されている。認識カメラ22は、部品供給位置に位置された部品4又は部品供給位置から反転ヘッド20によって吸着されて上下反転された部品4を上方から撮像する。
【0021】
装着ヘッド23は、バックアップステージ15の上方位置に、門型ステージ21aに固定して(したがって空間的に固定して)設けられている。装着ヘッド23は下方に延びたノズル状の部品装着部23aを昇降自在に備えており、反転ヘッド20により上下反転されて部品装着部23aによって受け取った部品4を、部品装着部23aの下動動作によってバックアップステージ15上の基板2の電極部3に装着する。ここで、装着ヘッド23はバックアップステージ15の上方に固定して設けられているため、部品4の装着点は装着ヘッド23が備える部品装着部23aの下方ストロークの最下点とほぼ一致した状態となっている。
【0022】
なお、反転ヘッド20は、上下反転させた部品4を装着ヘッド23に受け渡す際には、基板位置決め部14によって位置決めされた基板2と装着ヘッド23の間の領域内に入り込むように装着ヘッド23の前方位置から水平方向(後方)に向けて移動される。
【0023】
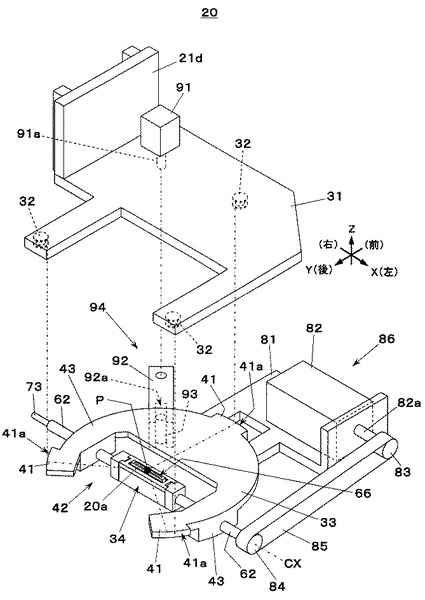
次に、部品実装装置1が備える反転ヘッド20の構成について説明する。反転ヘッド20は、図2(a),(b),(c)に示すように、反転ヘッド移動機構21において昇降自在な移動ベース21dに側方に張り出して設けられた平板状の基部31、基部31の下面に設けられた複数のベアリング32、これら複数のベアリング32によって外周面の一部が支持されて基部31の下方において水平面内で揺動自在に設けられたノズルホルダ支持部材33、ノズルホルダ支持部材33に両端が支持されて水平方向に延び、水平軸CX回りの回転が自在であるとともに側面にノズル20aを保持したノズルホルダ34を備えて成る。
【0024】
図3及び図4において、ノズルホルダ支持部材33は平面視において全体として円板形状を有した部材から成り、その外周部の一部には、円板の中央部に設定された揺動中心Pを中心とする円の一部を弧状の外周面41aとする3つの突出部41が設けられている。基部31の下面に設けられた複数のベアリング32はノズルホルダ支持部材33の3つの突出部41の弧状の外周面41aを外接支持しており、ノズルホルダ支持部材33はその中央に設定された揺動中心Pを中心として基部31に対して水平面内で揺動することができる。
【0025】
すなわちノズルホルダ支持部材33は、基部31に設けられた複数のベアリング32により弧状の外周面41aが支持されて基部31に対する水平面内での揺動が自在な構成となっている。
【0026】
図5(a),(b)及び図6(a),(b)に示すように、ノズルホルダ支持部材33には、上記揺動中心Pを含む中央領域に切り欠き部42が設けられており、この切り欠き部42を間に挟む両部分は水平面内方向に延びた一対のアーム部43となっている。これら一対のアーム部43には一対のベアリング44(図2(b))が内蔵されており、ノズルホルダ34の両端部はこれら一対のベアリング44によって水平姿勢に支持されている。
【0027】
すなわちノズルホルダ34は、ノズルホルダ支持部材33に両端が支持されてノズルホルダ支持部材33が有する切り欠き部42内を水平方向に横切るように延び、水平軸CX回りの回転が自在であるとともに側面にノズル20aを保持した構成となっている。
【0028】
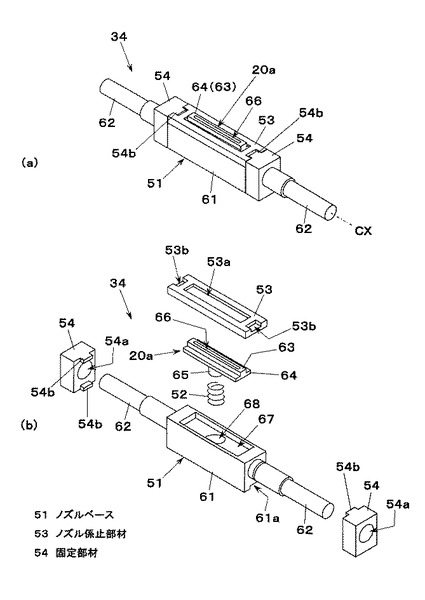
図5(a),(b)において、ノズルホルダ34は、ノズルホルダ支持部材33が備える一対のベアリング44によって両端部が回転自在に支持されて水平方向に延びたノズルベース51のほか、圧縮ばね部材52、ノズル係止部材53及び一対の固定部材54を備えて成る。更に、ノズルベース51は、水平方向に延びた直方体状のベース本体61及びベース本体61の両端部から外方に延びて設けられた2つの筒状部のベース本体支持部62を有して成る。
【0029】
図5(a),(b)において、ノズル20aは横長の直方体形状に形成されるとともにノズルホルダ34の外方に向けて突出した凸状部63を有したノズル本体部64と、ノズル本体部64からノズルホルダ34の内方に向けて突出した延びた円筒状部65を有して成り、ノズル本体部64にはスリット状の部品吸着口66が設けられている。ノズル係止部材53は横長の平板状の矩形形状部材から成り、ノズル20aの凸状部63を貫通させ得る寸法の開口部53aを有した構成となっている。
【0030】
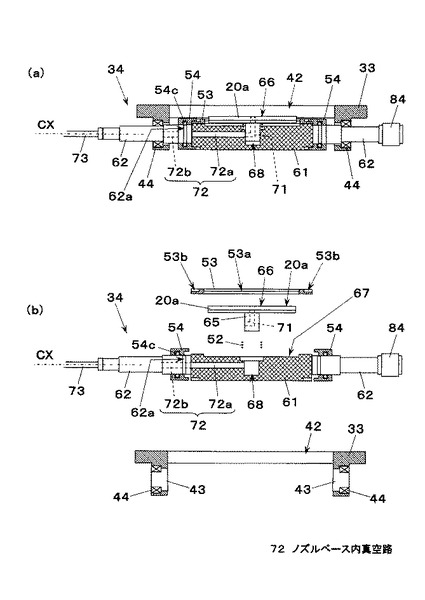
図5(b)及び図6(b)において、ベース本体61のひとつの側面には矩形状凹部67と、矩形状凹部67内に位置した円筒状凹部68が設けられている。円筒状凹部68内にはノズル20aの円筒状部65が収容され、矩形状凹部67には、円筒状部65を円筒状凹部68に収容させたノズル20aの凸状部63を開口部53aから貫通させた状態のノズル本体部64が収容される。各固定部材54は中央部にノズルベース51の両端部(ベース本体支持部62)を貫通させる貫通孔54aを有するとともに、貫通孔54aを挟む上下両端部に一対の爪部54bが設けられている。
【0031】
各固定部材54は、圧縮ばね部材52を挿通させたノズル20aの円筒状部65が円筒状凹部68内に収容され、そのノズル20aの凸状部63がノズル係止部材53の開口部53aから貫通するようにノズル係止部材53がベース本体61に取り付けられた後、ノズルベース51の両端部の外方からノズルベース51の両端部にスライド装着される。このとき各固定部材54の一対の爪部54bはノズル係止部材53の端部の係止凹部53b(図5(b))とベース本体61の端部の係止凹部61a(図5(b))とに係合し、ノズル係止部材53とノズルベース51とが連結される。このとき、各固定部材54は、貫通孔54aの内面に設けられたOリング54cとベース本体支持部62に設けられた溝部62aが係合することによりノズルベース51に固定され(図6(b)→図(a))、ノズル20aがノズルベース51に取り付けられた状態となる(図5(a))。
【0032】
図6(a),(b)において、ノズル20aの内部には一端が部品吸着口66に開口して他端が円筒状部65の側面に開口したノズル内真空路71が設けられている。また、ノズルベース51の内部にはノズルベース内真空路72が設けられている。このノズルベース内真空路72は、ベース本体61の内部に設けられて一端が円筒状凹部68内に開口するノズルベース内第1真空路72aと、一方のベース本体支持部62の内部に設けられてノズルベース内第1真空路72aと繋がるノズルベース内第2真空路72bから成る。
【0033】
ノズル20aがノズルベース51に取り付けられた状態では、ノズル内真空路71とノズルベース内真空路72とが連通する(図6(a))。ノズルベース51が備える2つのベース本体支持部62のうち、ノズルベース内第2真空路72bが設けられている側(図6では左側のベース本体支持部62)には、図示しない真空圧供給装置から延びた真空圧供給管路73が接続されている。このため、ノズル20aがノズルベース51に取り付けられた状態では、ノズル20aはノズル内真空路71及びノズルベース内真空路72を介して真空圧供給管路73に繋がり、真空圧供給装置から真空圧供給管路73に真空圧を供給することでノズル内真空路71内に真空圧を発生させてノズル20aに部品4を吸着させることができる。
【0034】
このように、本実施の形態における部品実装装置1が備える反転ヘッド20のノズルホルダ34は、ノズルホルダ支持部材33に両端が支持されて水平方向に延び、内部に真空路(ノズルベース内真空路72)が形成されたノズルベース51、ノズル20aをノズルベース51の側面に係止してノズル20a(ノズル内真空路71)とノズルベース内真空路72とを連通させるノズル係止部材53及びノズルベース51の両端部の外方からノズルベース51の両端部にスライド装着されてノズル係止部材53をノズルベース51に固定する一対の固定部材54を備えたものとなっている。このようにノズル係止部材53が、ノズルベース51の両端部の外方からノズルベース51の両端部に装着される一対の固定部材54によってノズルベース51に固定される構成となっていることから、ノズルベース51に対するノズル係止部材53の取り付けに螺子は不要である。
【0035】
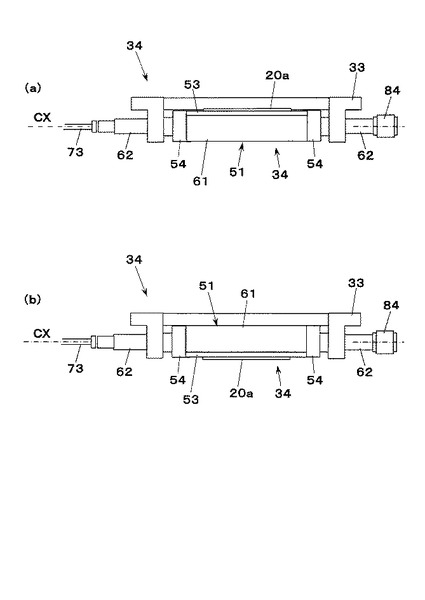
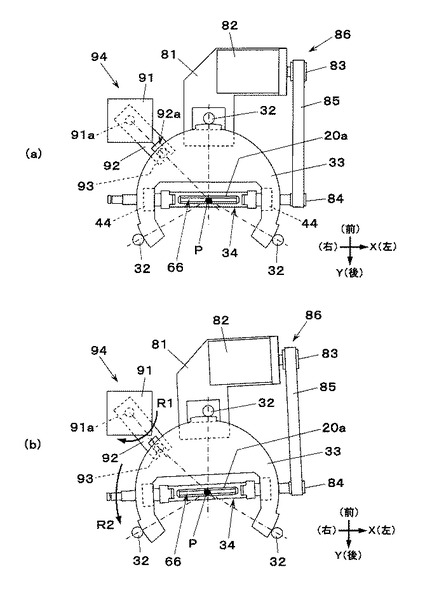
図2(a),(c)、図3及び図4において、ノズルホルダ支持部材33の前方位置にはブラケット81が前方に延びて設けられており、このブラケット81の上面には反転モータ82が取り付けられている。反転モータ82の駆動軸82aには駆動プーリ83が取り付けられており、ノズルホルダ34が有する一方側の(前述のノズルベース内第2真空路72bが設けられた側とは反対の側の)ベース本体支持部62には従動プーリ84が取り付けられている。駆動プーリ83と従動プーリ84の間には伝動ベルト85が掛け渡されており、反転モータ82の駆動軸82aを回転させると駆動プーリ83、伝動ベルト85及び従動プーリ84を介してノズルホルダ34が水平軸CX回りに回転する。これによりノズル20aの向きが上下に切り替えられる(図7(a)→図7(b)或いは図7(b)→図7(a))。
【0036】
このように、本実施の形態において、反転モータ82、駆動プーリ83、従動プーリ84及び伝動ベルト85から成る機構は、ノズルホルダ34を水平軸CX回りに回転させてノズル20aの向きを上下に切り替える回転駆動部86となっている。
【0037】
図2(a),(b),(c)、図3及び図4において、基部31の上面には揺動モータ91が設けられている。この揺動モータ91の駆動軸91aは基部31を厚さ方向に貫通して下方に延びており、その先端部にはノズルホルダ支持部材33の下面側に位置して水平方向に延びる揺動駆動アーム92の一端部が取り付けられている。揺動駆動アーム92の他端側には上下方向に延びる溝部92aが設けられており、この溝部92aはノズルホルダ支持部材33の下面から下方に延びて設けられたピン部材93と係合している。このため、揺動モータ91の駆動軸91aが回転すると揺動駆動アーム92が駆動軸91aを中心に揺動し、これにより揺動駆動アーム92の端部の溝部92aと係合したピン部材93を介してノズルホルダ支持部材33が揺動中心Pを中心に水平面内で揺動する(図8(a)→図8(b))。
【0038】
上方又は下方を向いた状態のノズル20aの中心位置は平面視においてノズルホルダ支持部材33の揺動中心Pの位置と一致しており、ノズルホルダ支持部材33を水平面内で揺動させることによって、上方又は下方に向けたノズル20aの水平面内での向きを変化させることができる。図8(b)は、図8(a)の状態から揺動モータ91を作動させ、揺動駆動アーム92を平面視において時計回り方向に揺動(矢印R1)させることによって、ノズルホルダ支持部材33を平面視において反時計回り方向に揺動(矢印R2)させた場合の例を示している。
【0039】
このように本実施の形態において、揺動モータ91、揺動駆動アーム92及びピン部材93は、ノズルホルダ支持部材33を基部31に対して水平面内で揺動させて上方又は下方に向けたノズル20aの水平面内での向きを変化させる揺動駆動部94となっている。
【0040】
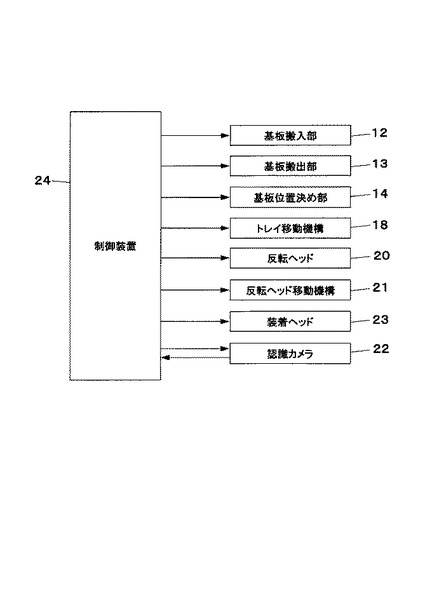
このような構成の部品実装装置1において、基板搬入部12、基板搬出部13、基板位置決め部14、トレイ移動機構18、反転ヘッド20、反転ヘッド移動機構21、装着ヘッド23の作動制御は制御装置24によってなされる。また、認識カメラ22による撮像動作制御及び得られた画像データに基づく画像認識制御も制御装置24によってなされる(図9)。
【0041】
制御装置24は、部品実装装置1の上流工程側に隣接する他の装置から基板搬入部12に基板2が送られてきたことを検知したら、基板搬入部12と基板位置決め部14の作動制御を行って基板2を基板搬入部12から基板位置決め部14に移載させる。
【0042】
制御装置24は、基板2を基板搬入部12から基板位置決め部14に移載させたら、基板位置決め部14の作動制御を行って基板2を水平面内で移動させ、基板2の一の長辺における電極部3の列がバックアップステージ15の上方にX軸方向に並んで位置するように基板2の位置決めを行う。このとき、これから部品4を装着しようとしている部品装着対象部位に相当する電極部3が装着ヘッド23の直下の部品4の装着点に位置するようにする。
【0043】
制御装置24は、基板2の位置決めを行ったら、トレイ移動機構18の作動制御を行って、トレイ供給部16からのトレイTRの取り出しとその取り出したトレイTRの部品供給位置への位置決めを行う。
【0044】
制御装置24は、トレイTRの部品供給位置への位置決めを行ったら、反転ヘッド移動機構21の作動制御を行って、ノズル20aが下方を向いた状態の反転ヘッド20をトレイ供給部16の上方に移動させる。そして、反転ヘッド移動機構21の作動制御を行って移動ベース21dを下降させ、反転ヘッド20のノズル20aが部品供給位置に供給されたトレイTR上の部品4に上方から接触するようにしてノズル20aに部品4を吸着させて部品4の取り出し(ピックアップ)を行う。
【0045】
制御装置24は、反転ヘッド20により部品4を吸着してトレイTRから取り出したら、回転駆動部86の作動制御を行ってノズル20aの向きを下方から上方に切り替え、部品4を上下反転させる。そして、その上下反転した部品4を認識カメラ22によって撮像して画像認識し、上下反転した部品4の中心位置の基準位置からの位置ずれ量を検出する。なお、ここでは部品4の画像認識を反転ヘッド20によって上下反転させた状態で行うようにしているが、トレイ移動機構18によって部品供給位置に位置決めされたトレイTRから反転ヘッド20によって部品4を取り出す前に、その部品4を認識カメラ22によって撮像して行うようにしてもよい。
【0046】
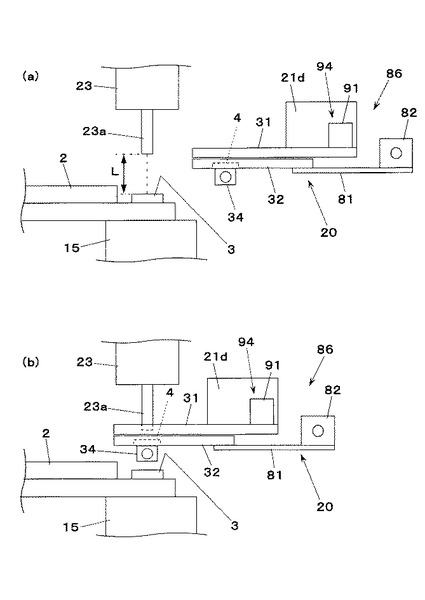
制御装置24は、反転ヘッド20によって上下反転させた部品4の基準位置からの位置ずれ量を検出したら、その部品4が基板2上の部品装着対象部位である電極部3の上方(装着ヘッド23の下方)に位置するように反転ヘッド20を移動させる(図10(a)→図10(b))。このとき、認識カメラ22による撮像を通じて検出した、電極部3の基準位置に対する部品4の位置ずれがキャンセルされるように反転ヘッド20の移動位置を定めるとともに、揺動駆動部94の作動制御を行って、ノズル20aの水平面内での向きが正規の向きになるように変化させる。
【0047】
この反転させた部品4が電極部3の上方(装着ヘッド23の下方)に位置するように反転ヘッド20を移動させる過程において、反転ヘッド20はノズルホルダ34を昇降させる機構(ここでは移動ベース21dを昇降させる機構)と上下軸回りに揺動させる機構(ここでは揺動駆動部94)はノズルホルダ34の上下領域には存在せず、ノズルホルダ34の上下領域は開放状態となっているので、上下反転させた部品4を基板2上の部品装着対象部位である電極部3の上方に移動させる際に、反転ヘッド20が基板2と装着ヘッド23の双方と干渉しないようにするために必要な基板2と装着ヘッド23の間の距離L(図10(a))はノズルホルダ34の厚さに適度なクリアランスを加えた程度でよい。
【0048】
制御装置24は、部品4を基板2上の部品装着対象部位である電極部3の上方に位置させたら、反転ヘッド移動機構21の作動制御を行って反転ヘッド20を上昇させ、ノズル20aに吸着させた部品4を装着ヘッド23の部品装着部23aに下方から接触させて(或いは、装着ヘッド23の部品装着部23aを下降させ、部品装着部23aをノズル20aに吸着させた部品4に上方から接触させて)、反転ヘッド20から装着ヘッド23への部品4の受け渡しを行う。
【0049】
制御装置24は、反転ヘッド20から装着ヘッド23への部品4の受け渡しを行ったら、反転ヘッド移動機構21の作動制御を行って反転ヘッド20を前方に移動させ、基板2と装着ヘッド23の間の領域からノズルホルダ34を退去させる。そして、制御装置24は、ノズルホルダ34を基板2と装着ヘッド23の間の領域から退去させたら、装着ヘッド23の部品装着部23aを下動させ、部品装着部23aに吸着させていた部品4を基板2上の部品装着対象部位である電極部3に上方から押し付けて装着する。
【0050】
このように、本実施の形態における部品実装装置1において、反転ヘッド20は、部品供給位置に供給された部品4をノズル20aにより上方から吸着して上下反転させ、その上下反転させた部品4を基板位置決め部14により位置決めされた基板2上の部品装着対象部位(電極部3)の上方に移動させる機能を有するものとなっている。また、装着ヘッド23は、部品装着対象部位の上方に移動された部品4を反転ヘッド20から受け取り、反転ヘッド20が部品装着対象部位の上方から退去した後に部品4を下降させて部品装着対象部位に装着する機能を有するものとなっている。
【0051】
制御装置24は、上記のようにして部品4を基板2上の部品装着対象部位である電極部3に装着したら、装着ヘッド23の部品装着部23aを上動させたうえで、新たな部品装着対象部位である電極部3が部品4の装着点(装着ヘッド23の下方)に位置するように基板2を移動させる。そして、反転ヘッド20による次の部品4の吸着(ピックアップ)を行ったうえで、新たな部品装着対象部位である電極部3への部品4の装着を行う。
【0052】
制御装置24は、このようにして一の長辺の電極部3について部品4の装着が終了したら、基板位置決め部14の作動制御を行って基板2を90度回転させたうえで、一の短辺の電極部3についての同様の手順で部品4の装着を行う。そして、一の短辺の電極部3についての部品4の装着が終了したら、基板位置決め部14の作動制御を行って、部品4の装着が終了した基板2を基板搬出部13に受け渡し、次いで基板搬出部13の作動制御を行って、基板2を下流工程側に隣接する他の装置に搬出する。
【0053】
以上説明したように、本実施の形態における部品実装装置1は、反転ヘッド20が、昇降自在な移動部材である移動ベース21dに設けられた平板状の基部31、この基部31に設けられた複数のベアリング32によって弧状の外周面41aが支持されて水平面内での揺動が自在なノズルホルダ支持部材33及びこのノズルホルダ支持部材33によって水平軸CX回りに回転自在に支持されて側面にノズル20aを保持したノズルホルダ34を有して成り、ノズルホルダ34を昇降及び上下軸回りに揺動させる機構はノズルホルダ34の上下領域には存在しないので、ノズルホルダ34の上下領域を開放状態とすることができる。したがって、上下反転させた部品4を基板2上の部品装着対象部位の上方に移動させる際に、反転ヘッド20が基板2と装着ヘッド23の双方と干渉しないようにするために必要な基板2と装着ヘッド23の間の距離Lを小さく設定することができ、これにより装着ヘッド23が部品4を基板2に装着する際の部品4の下降ストロークを短くして部品実装装置1全体のコンパクト化を実現するとともに部品4の装着精度を向上させることができる。
【0054】
また、その反転ヘッド20は、ノズル20aをノズルベース51の側面に係止してノズル20aとノズルベース51内の真空路(ノズルベース内真空路72)とを連通させるノズル係止部材53が、ノズルベース51の両端部の外方からノズルベース51の両端部に装着される一対の固定部材54によってノズルベース51に固定される構成となっており、ノズルベース51に対するノズル係止部材53の取り付けに螺子が不要であるので、螺子の螺入のために必要な寸法を考慮する必要がない。したがってその分、ノズルベース51の高さ方向の寸法を小さくすることができるので、上記距離Lをより小さく設定することができ、装着ヘッド23が部品4を基板2に装着するときの部品4の下降ストロークを更に短くして部品4の装着精度をより一層向上させることができる。
【産業上の利用可能性】
【0055】
装着ヘッドが部品を基板に装着する際の部品の下降ストロークを短くして全体のコンパクト化を実現するとともに部品の装着精度を向上させることができる部品実装装置を提供する。
【符号の説明】
【0056】
1 部品実装装置
2 基板
3 電極部(部品装着対象部位)
4 部品
14 基板位置決め部
20 反転ヘッド
20a ノズル
21d 移動ベース(移動部材)
23 装着ヘッド
31 基部
32 ベアリング
33 ノズルホルダ支持部材
34 ノズルホルダ
41a 弧状の外周面
51 ノズルベース
53 ノズル係止部材
54 固定部材
72 ノズルベース内真空路(真空路)
86 回転駆動部
94 揺動駆動部
CX 水平軸
【技術分野】
【0001】
本発明は、反転ヘッドによって上下反転された部品を装着ヘッドにより受け取って基板に装着する部品実装装置に関するものである。
【背景技術】
【0002】
装着ヘッドにより基板に部品を装着する部品実装装置の中には、反転ヘッドによって上下反転させた部品を装着ヘッドにより受け取って基板に装着するようにしたものがあり、例えば液晶パネルの周辺領域に駆動回路などの部品を装着する液晶パネル製造装置が知られている。このような部品実装装置が備える反転ヘッドは通常、ノズルは上下方向に延びたシャフト状部材の下端に取り付けられており、ノズルにより吸着した部品の昇降移動及び上下軸回りの揺動を行うことができるように、ノズルが取り付けられるシャフト状部材の上下動及び上下軸回りでの揺動を行う機構がシャフト状部材の周辺に取り付けられている(例えば、特許文献1)。
【0003】
また、上記部品実装装置の中には、装着ヘッドの移動時に発生する位置決め誤差を排除するために装着ヘッドが空間的に固定して設けられており、この空間的に固定して設けられた装着ヘッドの下方に部品装着対象部位となる基板上の電極部が位置するように基板を移動させ、上下反転させた部品が部品装着対象部位の上方(すなわち装着ヘッドの下方)に位置するように反転ヘッドが移動されるタイプのものもある。このタイプのものでは、反転ヘッドは基板と装着ヘッドとの間の領域内に入り込んで上下反転状態の部品を装着ヘッドに受け渡し、部品を受け取った装着ヘッドは、反転ヘッドが部品装着対象部位の上方から退去した後に部品を下降させて部品装着対象部位に装着する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−68327号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記構成の部品実装装置において、反転ヘッドが基板及び装着ヘッドの双方と干渉することなく、上下反転させた部品を基板上の部品装着対象部位の上方(装着ヘッドの下方)に位置させることができるようにするためには、基板と装着ヘッドの間の距離を、反転ヘッドのノズルだけでなくそのノズルが取り付けられるシャフト状部材とその昇降及び回転機構を含む反転ヘッド全体の寸法を超える大きな値に設定する必要があり、その分、部品の装着時における部品の下降ストロークが長くなって装置全体の大型化を招くとともに部品の装着精度が低下するおそれがあるという問題点があった。
【0006】
そこで本発明は、装着ヘッドが部品を基板に装着する際の部品の下降ストロークを短くして全体のコンパクト化を実現するとともに部品の装着精度を向上させることができる部品実装装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
請求項1に記載の部品実装装置は、基板の位置決めを行う基板位置決め部と、部品供給位置に供給された部品をノズルにより上方から吸着して上下反転させ、その上下反転させた部品を基板位置決め部により位置決めされた基板上の部品装着対象部位の上方に移動させる反転ヘッドと、前記部品装着対象部位の上方に移動された部品を反転ヘッドから受け取り、反転ヘッドが前記部品装着対象部位の上方から退去した後に部品を下降させて前記部品装着対象部位に装着する装着ヘッドとを備えた部品実装装置であって、反転ヘッドは、昇降自在な移動部材に設けられた平板状の基部と、前記基部に設けられた複数のベアリングにより弧状の外周面が支持されて前記基部に対する水平面内での揺動が自在なノズルホルダ支持部材と、前記ノズルホルダ支持部材に両端が支持されて水平方向に延び、水平軸回りの回転が自在であるとともに側面に前記ノズルを保持したノズルホルダと、前記ノズルホルダを水平軸回りに回転させて前記ノズルの向きを上下に切り替える回転駆動部と、前記ノズルホルダ支持部材を前記基部に対して水平面内で揺動させて上方又は下方に向けた前記ノズルの水平面内での向きを変化させる揺動駆動部とを備えた。
【0008】
請求項2に記載の部品実装装置は、請求項1に記載の部品実装装置であって、前記ノズルホルダは、前記ノズルホルダ支持部材に両端が支持されて水平方向に延び、内部に真空路が形成されたノズルベースと、前記ノズルを前記ノズルベースの前記側面に係止して前記ノズルと前記ノズルベース内の前記真空路とを連通させるノズル係止部材と、前記ノズルベースの両端部の外方から前記ノズルベースの両端部にスライド装着されて前記ノズル係止部材を前記ノズルベースに固定する一対の固定部材とを備えた。
【発明の効果】
【0009】
本発明では、ノズルにより吸着した部品を上下反転させる反転ヘッドが、昇降自在な移動部材に設けられた平板状の基部、この基部に設けられた複数のベアリングによって弧状の外周面が支持されて水平面内での揺動が自在なノズルホルダ支持部材及びこのノズルホルダ支持部材によって水平軸回りに回転自在に支持されて側面にノズルを保持したノズルホルダを有して成り、ノズルホルダを昇降及び上下軸回りに揺動させる機構はノズルホルダの上下領域には存在しないので、ノズルホルダの上下領域を開放状態とすることができる。したがって、上下反転させた部品を基板上の部品装着対象部位の上方に移動させる際に、反転ヘッドが基板と装着ヘッドの双方と干渉しないようにするために必要な基板と装着ヘッドの間の距離を小さく設定することができ、これにより装着ヘッドが部品を基板に装着する際の部品の下降ストロークを短くして部品実装装置全体のコンパクト化を実現するとともに部品の装着精度を向上させることができる。
【図面の簡単な説明】
【0010】
【図1】本発明の一実施の形態における部品実装装置の(a)平面図(b)側面図
【図2】本発明の一実施の形態における反転ヘッドの(a)平面図(b)正面図(c)側面図
【図3】本発明の一実施の形態における部品実装装置が備える反転ヘッドの斜視図
【図4】本発明の一実施の形態における反転ヘッドの分解斜視図
【図5】本発明の一実施の形態における反転ヘッドを構成するノズルホルダの(a)斜視図(b)分解斜視図
【図6】本発明の一実施の形態におけるノズルホルダの(a)側断面図(b)分解側断面図
【図7】(a)(b)本発明の一実施の形態におけるノズルホルダの側面図
【図8】(a)(b)本発明の一実施の形態における反転ヘッドの平面図
【図9】本発明の一実施の形態における部品実装装置の制御系統を示すブロック図
【図10】(a)(b)本発明の一実施の形態における部品実装装置の反転ヘッドが上下反転させた部品を装着ヘッドに受け渡す状況を示す図
【発明を実施するための形態】
【0011】
以下、図面を参照して本発明の実施の形態について説明する。図1(a),(b)に示す部品実装装置1は、この部品実装装置1の上流工程側に隣接する他の装置から送られてきた基板2を搬入して位置決めし、その基板2の縁部に設けられた電極部3に部品4を装着して部品実装装置1の下流工程側に隣接する他の装置に搬出する部品実装動作を繰り返し実行する装置であり、基台11上に基板搬入部12、基板搬出部13、基板位置決め部14、バックアップステージ15、トレイ供給部16、トレイ回収部17、トレイ移動機構18、反転ヘッド20、反転ヘッド移動機構21、認識カメラ22、装着ヘッド23及び制御装置24を備えている。以下、説明の便宜上、基板2の搬送方向(図1(a)中に示す矢印A)をX軸方向、X軸方向と直交する水平面内方向をY軸方向とし、上下方向をZ軸方向とする。また、Y軸方向を前後方向としてそのうち図示しないオペレータが作業を行う側(図1の右側)を前方、その反対側(図1(a),(b)の左側)を後方とする。更に、X軸方向を左右方向としてそのうち上流工程側の装置が設けられている側(オペレータから見て右側であり、図1(a)において上側)を右方、下流工程側の装置が設けられている側(オペレータから見て左側であり、図1(a)において下側)を左方とする。
【0012】
図1(a)において、基板搬入部12と基板搬出部13はともにX軸方向に延びたコンベア機構から成り、基台11上の後部領域にX軸方向に向かい合って設けられている。本実施の形態では、基台11の右端部に基板搬入部12が配置され、基台11の左端部に基板搬出部13が配置されている。
【0013】
基板位置決め部14は基台11上の基板搬入部12と基板搬出部13の間の領域に設けられており、基板2を保持する基板保持テーブル14aと、基板2を保持した基板保持テーブル14aを水平移動及び昇降させる基板保持テーブル駆動部14bから成る。バックアップステージ15は、基台11上の基板位置決め部14の前方の領域にX軸方向に延びて設けられている。
【0014】
基板位置決め部14は、基板保持テーブル駆動部14bによって基板2を保持した基板保持テーブル14aを移動させ、基板2の移動及び位置決めを行う。このとき、基板2の縁部上に設けられた部品装着対象部位である電極部3の列がX軸方向に並ぶように基板2の向きを整えたうえで、その電極部3の列がバックアップステージ15の上方に位置するようにする。
【0015】
図1(a)に示すように、本実施の形態では、電極部3の列は、基板2の一の長辺の縁部と一の短辺の縁部のそれぞれに複数個ずつ設けられている。このため、基板位置決め部14は、基板2の一の長辺の縁部における電極部3の列がバックアップステージ15の上方に位置するように基板2の位置決めを行い、その一の長辺における部品4の装着が行われた後、基板保持テーブル14aを90度回転させて、基板2の一の短辺の縁部における電極部3の列がバックアップステージ15の上方に位置するように基板2の位置決めを行うように作動する。
【0016】
図1(a),(b)において、トレイ供給部16及びトレイ回収部17はそれぞれ複数のトレイTRを上下方向に積み重ねてストックするとともにその下方からトレイTRを出し入れすることができる複数のトレイストッカから成る。トレイ供給部16には部品4が収納された(部品4の取り出しが行われる前の)トレイTRがストックされ、トレイ回収部17には部品4が収納されていない(部品4の取り出しが行われた後の)トレイTRがストックされる。
【0017】
図1(a),(b)において、トレイ移動機構18は、基台11の前方領域にY軸方向に延びて設けられたY軸テーブル18a、X軸方向に延びてY軸テーブル18a上をY軸方向に移動するX軸テーブル18b、X軸テーブル18b上をX軸方向に移動するとともに天板部の昇降移動が可能なZ軸テーブル18c及びZ軸テーブル18cの天板部に取り付けられたトレイ支持部18dから成り、トレイ支持部18dにはトレイ供給部16からのトレイTRの取り出し及びトレイ回収部17へのトレイTRの収納を行うための図示しないトレイ把持機構が備えられている。トレイ移動機構18は、Y軸テーブル18aに対するX軸テーブル18bの移動動作、X軸テーブル18bに対するZ軸テーブル18cの移動動作及びZ軸テーブル18cの天板部の昇降動作を組み合わせてトレイ支持部18dを三次元に移動させ、トレイ供給部16の下方からトレイTRを取り出してそのトレイTRを所定の部品供給位置(後述する反転ヘッド20が部品4の吸着を行う位置。図1(b))に移動させる動作(部品4の供給動作)と、部品供給位置において反転ヘッド20による部品4の取り出しが終了した空のトレイTRをトレイ回収部17に収納する動作とを行う。
【0018】
反転ヘッド20はトレイ移動機構18によって部品供給位置に位置されたトレイTR内の部品4をノズル20aによって吸着して取り出した後、ノズル20aの向きを下方と上方との間で切り替えることによって部品4の上下反転を行う。反転ヘッド20は、上方又は下方に向けた状態のノズル20aを水平面内で揺動させることができ、上下反転させた部品4の水平面内での向きを整えることができる(詳細は後述)。
【0019】
基台11の中央部にはX軸方向に延びて設けられた門型ステージ21aが配置されており、反転ヘッド移動機構21は、Y軸方向に延びて門型ステージ21aの下方をX軸方向に移動自在なYステージ21b、Z軸方向に延びてYステージ21b上をY軸方向に移動自在なZステージ21c及びZステージ21cに沿って昇降自在に設けられた移動ベース21dから成る。移動ベース21dには反転ヘッド20が取り付けられており、反転ヘッド移動機構21は、Yステージ21bに対するZステージ21cのY軸方向への移動及びZステージ21bに対する移動ベース21dの昇降移動を組み合わせて反転ヘッド20を移動させる。
【0020】
認識カメラ22は撮像視野を下方に向けており、撮像光軸が部品供給位置を通るように配置されている。認識カメラ22は、部品供給位置に位置された部品4又は部品供給位置から反転ヘッド20によって吸着されて上下反転された部品4を上方から撮像する。
【0021】
装着ヘッド23は、バックアップステージ15の上方位置に、門型ステージ21aに固定して(したがって空間的に固定して)設けられている。装着ヘッド23は下方に延びたノズル状の部品装着部23aを昇降自在に備えており、反転ヘッド20により上下反転されて部品装着部23aによって受け取った部品4を、部品装着部23aの下動動作によってバックアップステージ15上の基板2の電極部3に装着する。ここで、装着ヘッド23はバックアップステージ15の上方に固定して設けられているため、部品4の装着点は装着ヘッド23が備える部品装着部23aの下方ストロークの最下点とほぼ一致した状態となっている。
【0022】
なお、反転ヘッド20は、上下反転させた部品4を装着ヘッド23に受け渡す際には、基板位置決め部14によって位置決めされた基板2と装着ヘッド23の間の領域内に入り込むように装着ヘッド23の前方位置から水平方向(後方)に向けて移動される。
【0023】
次に、部品実装装置1が備える反転ヘッド20の構成について説明する。反転ヘッド20は、図2(a),(b),(c)に示すように、反転ヘッド移動機構21において昇降自在な移動ベース21dに側方に張り出して設けられた平板状の基部31、基部31の下面に設けられた複数のベアリング32、これら複数のベアリング32によって外周面の一部が支持されて基部31の下方において水平面内で揺動自在に設けられたノズルホルダ支持部材33、ノズルホルダ支持部材33に両端が支持されて水平方向に延び、水平軸CX回りの回転が自在であるとともに側面にノズル20aを保持したノズルホルダ34を備えて成る。
【0024】
図3及び図4において、ノズルホルダ支持部材33は平面視において全体として円板形状を有した部材から成り、その外周部の一部には、円板の中央部に設定された揺動中心Pを中心とする円の一部を弧状の外周面41aとする3つの突出部41が設けられている。基部31の下面に設けられた複数のベアリング32はノズルホルダ支持部材33の3つの突出部41の弧状の外周面41aを外接支持しており、ノズルホルダ支持部材33はその中央に設定された揺動中心Pを中心として基部31に対して水平面内で揺動することができる。
【0025】
すなわちノズルホルダ支持部材33は、基部31に設けられた複数のベアリング32により弧状の外周面41aが支持されて基部31に対する水平面内での揺動が自在な構成となっている。
【0026】
図5(a),(b)及び図6(a),(b)に示すように、ノズルホルダ支持部材33には、上記揺動中心Pを含む中央領域に切り欠き部42が設けられており、この切り欠き部42を間に挟む両部分は水平面内方向に延びた一対のアーム部43となっている。これら一対のアーム部43には一対のベアリング44(図2(b))が内蔵されており、ノズルホルダ34の両端部はこれら一対のベアリング44によって水平姿勢に支持されている。
【0027】
すなわちノズルホルダ34は、ノズルホルダ支持部材33に両端が支持されてノズルホルダ支持部材33が有する切り欠き部42内を水平方向に横切るように延び、水平軸CX回りの回転が自在であるとともに側面にノズル20aを保持した構成となっている。
【0028】
図5(a),(b)において、ノズルホルダ34は、ノズルホルダ支持部材33が備える一対のベアリング44によって両端部が回転自在に支持されて水平方向に延びたノズルベース51のほか、圧縮ばね部材52、ノズル係止部材53及び一対の固定部材54を備えて成る。更に、ノズルベース51は、水平方向に延びた直方体状のベース本体61及びベース本体61の両端部から外方に延びて設けられた2つの筒状部のベース本体支持部62を有して成る。
【0029】
図5(a),(b)において、ノズル20aは横長の直方体形状に形成されるとともにノズルホルダ34の外方に向けて突出した凸状部63を有したノズル本体部64と、ノズル本体部64からノズルホルダ34の内方に向けて突出した延びた円筒状部65を有して成り、ノズル本体部64にはスリット状の部品吸着口66が設けられている。ノズル係止部材53は横長の平板状の矩形形状部材から成り、ノズル20aの凸状部63を貫通させ得る寸法の開口部53aを有した構成となっている。
【0030】
図5(b)及び図6(b)において、ベース本体61のひとつの側面には矩形状凹部67と、矩形状凹部67内に位置した円筒状凹部68が設けられている。円筒状凹部68内にはノズル20aの円筒状部65が収容され、矩形状凹部67には、円筒状部65を円筒状凹部68に収容させたノズル20aの凸状部63を開口部53aから貫通させた状態のノズル本体部64が収容される。各固定部材54は中央部にノズルベース51の両端部(ベース本体支持部62)を貫通させる貫通孔54aを有するとともに、貫通孔54aを挟む上下両端部に一対の爪部54bが設けられている。
【0031】
各固定部材54は、圧縮ばね部材52を挿通させたノズル20aの円筒状部65が円筒状凹部68内に収容され、そのノズル20aの凸状部63がノズル係止部材53の開口部53aから貫通するようにノズル係止部材53がベース本体61に取り付けられた後、ノズルベース51の両端部の外方からノズルベース51の両端部にスライド装着される。このとき各固定部材54の一対の爪部54bはノズル係止部材53の端部の係止凹部53b(図5(b))とベース本体61の端部の係止凹部61a(図5(b))とに係合し、ノズル係止部材53とノズルベース51とが連結される。このとき、各固定部材54は、貫通孔54aの内面に設けられたOリング54cとベース本体支持部62に設けられた溝部62aが係合することによりノズルベース51に固定され(図6(b)→図(a))、ノズル20aがノズルベース51に取り付けられた状態となる(図5(a))。
【0032】
図6(a),(b)において、ノズル20aの内部には一端が部品吸着口66に開口して他端が円筒状部65の側面に開口したノズル内真空路71が設けられている。また、ノズルベース51の内部にはノズルベース内真空路72が設けられている。このノズルベース内真空路72は、ベース本体61の内部に設けられて一端が円筒状凹部68内に開口するノズルベース内第1真空路72aと、一方のベース本体支持部62の内部に設けられてノズルベース内第1真空路72aと繋がるノズルベース内第2真空路72bから成る。
【0033】
ノズル20aがノズルベース51に取り付けられた状態では、ノズル内真空路71とノズルベース内真空路72とが連通する(図6(a))。ノズルベース51が備える2つのベース本体支持部62のうち、ノズルベース内第2真空路72bが設けられている側(図6では左側のベース本体支持部62)には、図示しない真空圧供給装置から延びた真空圧供給管路73が接続されている。このため、ノズル20aがノズルベース51に取り付けられた状態では、ノズル20aはノズル内真空路71及びノズルベース内真空路72を介して真空圧供給管路73に繋がり、真空圧供給装置から真空圧供給管路73に真空圧を供給することでノズル内真空路71内に真空圧を発生させてノズル20aに部品4を吸着させることができる。
【0034】
このように、本実施の形態における部品実装装置1が備える反転ヘッド20のノズルホルダ34は、ノズルホルダ支持部材33に両端が支持されて水平方向に延び、内部に真空路(ノズルベース内真空路72)が形成されたノズルベース51、ノズル20aをノズルベース51の側面に係止してノズル20a(ノズル内真空路71)とノズルベース内真空路72とを連通させるノズル係止部材53及びノズルベース51の両端部の外方からノズルベース51の両端部にスライド装着されてノズル係止部材53をノズルベース51に固定する一対の固定部材54を備えたものとなっている。このようにノズル係止部材53が、ノズルベース51の両端部の外方からノズルベース51の両端部に装着される一対の固定部材54によってノズルベース51に固定される構成となっていることから、ノズルベース51に対するノズル係止部材53の取り付けに螺子は不要である。
【0035】
図2(a),(c)、図3及び図4において、ノズルホルダ支持部材33の前方位置にはブラケット81が前方に延びて設けられており、このブラケット81の上面には反転モータ82が取り付けられている。反転モータ82の駆動軸82aには駆動プーリ83が取り付けられており、ノズルホルダ34が有する一方側の(前述のノズルベース内第2真空路72bが設けられた側とは反対の側の)ベース本体支持部62には従動プーリ84が取り付けられている。駆動プーリ83と従動プーリ84の間には伝動ベルト85が掛け渡されており、反転モータ82の駆動軸82aを回転させると駆動プーリ83、伝動ベルト85及び従動プーリ84を介してノズルホルダ34が水平軸CX回りに回転する。これによりノズル20aの向きが上下に切り替えられる(図7(a)→図7(b)或いは図7(b)→図7(a))。
【0036】
このように、本実施の形態において、反転モータ82、駆動プーリ83、従動プーリ84及び伝動ベルト85から成る機構は、ノズルホルダ34を水平軸CX回りに回転させてノズル20aの向きを上下に切り替える回転駆動部86となっている。
【0037】
図2(a),(b),(c)、図3及び図4において、基部31の上面には揺動モータ91が設けられている。この揺動モータ91の駆動軸91aは基部31を厚さ方向に貫通して下方に延びており、その先端部にはノズルホルダ支持部材33の下面側に位置して水平方向に延びる揺動駆動アーム92の一端部が取り付けられている。揺動駆動アーム92の他端側には上下方向に延びる溝部92aが設けられており、この溝部92aはノズルホルダ支持部材33の下面から下方に延びて設けられたピン部材93と係合している。このため、揺動モータ91の駆動軸91aが回転すると揺動駆動アーム92が駆動軸91aを中心に揺動し、これにより揺動駆動アーム92の端部の溝部92aと係合したピン部材93を介してノズルホルダ支持部材33が揺動中心Pを中心に水平面内で揺動する(図8(a)→図8(b))。
【0038】
上方又は下方を向いた状態のノズル20aの中心位置は平面視においてノズルホルダ支持部材33の揺動中心Pの位置と一致しており、ノズルホルダ支持部材33を水平面内で揺動させることによって、上方又は下方に向けたノズル20aの水平面内での向きを変化させることができる。図8(b)は、図8(a)の状態から揺動モータ91を作動させ、揺動駆動アーム92を平面視において時計回り方向に揺動(矢印R1)させることによって、ノズルホルダ支持部材33を平面視において反時計回り方向に揺動(矢印R2)させた場合の例を示している。
【0039】
このように本実施の形態において、揺動モータ91、揺動駆動アーム92及びピン部材93は、ノズルホルダ支持部材33を基部31に対して水平面内で揺動させて上方又は下方に向けたノズル20aの水平面内での向きを変化させる揺動駆動部94となっている。
【0040】
このような構成の部品実装装置1において、基板搬入部12、基板搬出部13、基板位置決め部14、トレイ移動機構18、反転ヘッド20、反転ヘッド移動機構21、装着ヘッド23の作動制御は制御装置24によってなされる。また、認識カメラ22による撮像動作制御及び得られた画像データに基づく画像認識制御も制御装置24によってなされる(図9)。
【0041】
制御装置24は、部品実装装置1の上流工程側に隣接する他の装置から基板搬入部12に基板2が送られてきたことを検知したら、基板搬入部12と基板位置決め部14の作動制御を行って基板2を基板搬入部12から基板位置決め部14に移載させる。
【0042】
制御装置24は、基板2を基板搬入部12から基板位置決め部14に移載させたら、基板位置決め部14の作動制御を行って基板2を水平面内で移動させ、基板2の一の長辺における電極部3の列がバックアップステージ15の上方にX軸方向に並んで位置するように基板2の位置決めを行う。このとき、これから部品4を装着しようとしている部品装着対象部位に相当する電極部3が装着ヘッド23の直下の部品4の装着点に位置するようにする。
【0043】
制御装置24は、基板2の位置決めを行ったら、トレイ移動機構18の作動制御を行って、トレイ供給部16からのトレイTRの取り出しとその取り出したトレイTRの部品供給位置への位置決めを行う。
【0044】
制御装置24は、トレイTRの部品供給位置への位置決めを行ったら、反転ヘッド移動機構21の作動制御を行って、ノズル20aが下方を向いた状態の反転ヘッド20をトレイ供給部16の上方に移動させる。そして、反転ヘッド移動機構21の作動制御を行って移動ベース21dを下降させ、反転ヘッド20のノズル20aが部品供給位置に供給されたトレイTR上の部品4に上方から接触するようにしてノズル20aに部品4を吸着させて部品4の取り出し(ピックアップ)を行う。
【0045】
制御装置24は、反転ヘッド20により部品4を吸着してトレイTRから取り出したら、回転駆動部86の作動制御を行ってノズル20aの向きを下方から上方に切り替え、部品4を上下反転させる。そして、その上下反転した部品4を認識カメラ22によって撮像して画像認識し、上下反転した部品4の中心位置の基準位置からの位置ずれ量を検出する。なお、ここでは部品4の画像認識を反転ヘッド20によって上下反転させた状態で行うようにしているが、トレイ移動機構18によって部品供給位置に位置決めされたトレイTRから反転ヘッド20によって部品4を取り出す前に、その部品4を認識カメラ22によって撮像して行うようにしてもよい。
【0046】
制御装置24は、反転ヘッド20によって上下反転させた部品4の基準位置からの位置ずれ量を検出したら、その部品4が基板2上の部品装着対象部位である電極部3の上方(装着ヘッド23の下方)に位置するように反転ヘッド20を移動させる(図10(a)→図10(b))。このとき、認識カメラ22による撮像を通じて検出した、電極部3の基準位置に対する部品4の位置ずれがキャンセルされるように反転ヘッド20の移動位置を定めるとともに、揺動駆動部94の作動制御を行って、ノズル20aの水平面内での向きが正規の向きになるように変化させる。
【0047】
この反転させた部品4が電極部3の上方(装着ヘッド23の下方)に位置するように反転ヘッド20を移動させる過程において、反転ヘッド20はノズルホルダ34を昇降させる機構(ここでは移動ベース21dを昇降させる機構)と上下軸回りに揺動させる機構(ここでは揺動駆動部94)はノズルホルダ34の上下領域には存在せず、ノズルホルダ34の上下領域は開放状態となっているので、上下反転させた部品4を基板2上の部品装着対象部位である電極部3の上方に移動させる際に、反転ヘッド20が基板2と装着ヘッド23の双方と干渉しないようにするために必要な基板2と装着ヘッド23の間の距離L(図10(a))はノズルホルダ34の厚さに適度なクリアランスを加えた程度でよい。
【0048】
制御装置24は、部品4を基板2上の部品装着対象部位である電極部3の上方に位置させたら、反転ヘッド移動機構21の作動制御を行って反転ヘッド20を上昇させ、ノズル20aに吸着させた部品4を装着ヘッド23の部品装着部23aに下方から接触させて(或いは、装着ヘッド23の部品装着部23aを下降させ、部品装着部23aをノズル20aに吸着させた部品4に上方から接触させて)、反転ヘッド20から装着ヘッド23への部品4の受け渡しを行う。
【0049】
制御装置24は、反転ヘッド20から装着ヘッド23への部品4の受け渡しを行ったら、反転ヘッド移動機構21の作動制御を行って反転ヘッド20を前方に移動させ、基板2と装着ヘッド23の間の領域からノズルホルダ34を退去させる。そして、制御装置24は、ノズルホルダ34を基板2と装着ヘッド23の間の領域から退去させたら、装着ヘッド23の部品装着部23aを下動させ、部品装着部23aに吸着させていた部品4を基板2上の部品装着対象部位である電極部3に上方から押し付けて装着する。
【0050】
このように、本実施の形態における部品実装装置1において、反転ヘッド20は、部品供給位置に供給された部品4をノズル20aにより上方から吸着して上下反転させ、その上下反転させた部品4を基板位置決め部14により位置決めされた基板2上の部品装着対象部位(電極部3)の上方に移動させる機能を有するものとなっている。また、装着ヘッド23は、部品装着対象部位の上方に移動された部品4を反転ヘッド20から受け取り、反転ヘッド20が部品装着対象部位の上方から退去した後に部品4を下降させて部品装着対象部位に装着する機能を有するものとなっている。
【0051】
制御装置24は、上記のようにして部品4を基板2上の部品装着対象部位である電極部3に装着したら、装着ヘッド23の部品装着部23aを上動させたうえで、新たな部品装着対象部位である電極部3が部品4の装着点(装着ヘッド23の下方)に位置するように基板2を移動させる。そして、反転ヘッド20による次の部品4の吸着(ピックアップ)を行ったうえで、新たな部品装着対象部位である電極部3への部品4の装着を行う。
【0052】
制御装置24は、このようにして一の長辺の電極部3について部品4の装着が終了したら、基板位置決め部14の作動制御を行って基板2を90度回転させたうえで、一の短辺の電極部3についての同様の手順で部品4の装着を行う。そして、一の短辺の電極部3についての部品4の装着が終了したら、基板位置決め部14の作動制御を行って、部品4の装着が終了した基板2を基板搬出部13に受け渡し、次いで基板搬出部13の作動制御を行って、基板2を下流工程側に隣接する他の装置に搬出する。
【0053】
以上説明したように、本実施の形態における部品実装装置1は、反転ヘッド20が、昇降自在な移動部材である移動ベース21dに設けられた平板状の基部31、この基部31に設けられた複数のベアリング32によって弧状の外周面41aが支持されて水平面内での揺動が自在なノズルホルダ支持部材33及びこのノズルホルダ支持部材33によって水平軸CX回りに回転自在に支持されて側面にノズル20aを保持したノズルホルダ34を有して成り、ノズルホルダ34を昇降及び上下軸回りに揺動させる機構はノズルホルダ34の上下領域には存在しないので、ノズルホルダ34の上下領域を開放状態とすることができる。したがって、上下反転させた部品4を基板2上の部品装着対象部位の上方に移動させる際に、反転ヘッド20が基板2と装着ヘッド23の双方と干渉しないようにするために必要な基板2と装着ヘッド23の間の距離Lを小さく設定することができ、これにより装着ヘッド23が部品4を基板2に装着する際の部品4の下降ストロークを短くして部品実装装置1全体のコンパクト化を実現するとともに部品4の装着精度を向上させることができる。
【0054】
また、その反転ヘッド20は、ノズル20aをノズルベース51の側面に係止してノズル20aとノズルベース51内の真空路(ノズルベース内真空路72)とを連通させるノズル係止部材53が、ノズルベース51の両端部の外方からノズルベース51の両端部に装着される一対の固定部材54によってノズルベース51に固定される構成となっており、ノズルベース51に対するノズル係止部材53の取り付けに螺子が不要であるので、螺子の螺入のために必要な寸法を考慮する必要がない。したがってその分、ノズルベース51の高さ方向の寸法を小さくすることができるので、上記距離Lをより小さく設定することができ、装着ヘッド23が部品4を基板2に装着するときの部品4の下降ストロークを更に短くして部品4の装着精度をより一層向上させることができる。
【産業上の利用可能性】
【0055】
装着ヘッドが部品を基板に装着する際の部品の下降ストロークを短くして全体のコンパクト化を実現するとともに部品の装着精度を向上させることができる部品実装装置を提供する。
【符号の説明】
【0056】
1 部品実装装置
2 基板
3 電極部(部品装着対象部位)
4 部品
14 基板位置決め部
20 反転ヘッド
20a ノズル
21d 移動ベース(移動部材)
23 装着ヘッド
31 基部
32 ベアリング
33 ノズルホルダ支持部材
34 ノズルホルダ
41a 弧状の外周面
51 ノズルベース
53 ノズル係止部材
54 固定部材
72 ノズルベース内真空路(真空路)
86 回転駆動部
94 揺動駆動部
CX 水平軸
【特許請求の範囲】
【請求項1】
基板の位置決めを行う基板位置決め部と、
部品供給位置に供給された部品をノズルにより上方から吸着して上下反転させ、その上下反転させた部品を基板位置決め部により位置決めされた基板上の部品装着対象部位の上方に移動させる反転ヘッドと、
前記部品装着対象部位の上方に移動された部品を反転ヘッドから受け取り、反転ヘッドが前記部品装着対象部位の上方から退去した後に部品を下降させて前記部品装着対象部位に装着する装着ヘッドとを備えた部品実装装置であって、
反転ヘッドは、
昇降自在な移動部材に設けられた平板状の基部と、
前記基部に設けられた複数のベアリングにより弧状の外周面が支持されて前記基部に対する水平面内での揺動が自在なノズルホルダ支持部材と、
前記ノズルホルダ支持部材に両端が支持されて水平方向に延び、水平軸回りの回転が自在であるとともに側面に前記ノズルを保持したノズルホルダと、
前記ノズルホルダを水平軸回りに回転させて前記ノズルの向きを上下に切り替える回転駆動部と、
前記ノズルホルダ支持部材を前記基部に対して水平面内で揺動させて上方又は下方に向けた前記ノズルの水平面内での向きを変化させる揺動駆動部とを備えたことを特徴とする部品実装装置。
【請求項2】
前記ノズルホルダは、
前記ノズルホルダ支持部材に両端が支持されて水平方向に延び、内部に真空路が形成されたノズルベースと、
前記ノズルを前記ノズルベースの前記側面に係止して前記ノズルと前記ノズルベース内の前記真空路とを連通させるノズル係止部材と、
前記ノズルベースの両端部の外方から前記ノズルベースの両端部にスライド装着されて前記ノズル係止部材を前記ノズルベースに固定する一対の固定部材とを備えたことを特徴とする請求項1に記載の部品実装装置。
【請求項1】
基板の位置決めを行う基板位置決め部と、
部品供給位置に供給された部品をノズルにより上方から吸着して上下反転させ、その上下反転させた部品を基板位置決め部により位置決めされた基板上の部品装着対象部位の上方に移動させる反転ヘッドと、
前記部品装着対象部位の上方に移動された部品を反転ヘッドから受け取り、反転ヘッドが前記部品装着対象部位の上方から退去した後に部品を下降させて前記部品装着対象部位に装着する装着ヘッドとを備えた部品実装装置であって、
反転ヘッドは、
昇降自在な移動部材に設けられた平板状の基部と、
前記基部に設けられた複数のベアリングにより弧状の外周面が支持されて前記基部に対する水平面内での揺動が自在なノズルホルダ支持部材と、
前記ノズルホルダ支持部材に両端が支持されて水平方向に延び、水平軸回りの回転が自在であるとともに側面に前記ノズルを保持したノズルホルダと、
前記ノズルホルダを水平軸回りに回転させて前記ノズルの向きを上下に切り替える回転駆動部と、
前記ノズルホルダ支持部材を前記基部に対して水平面内で揺動させて上方又は下方に向けた前記ノズルの水平面内での向きを変化させる揺動駆動部とを備えたことを特徴とする部品実装装置。
【請求項2】
前記ノズルホルダは、
前記ノズルホルダ支持部材に両端が支持されて水平方向に延び、内部に真空路が形成されたノズルベースと、
前記ノズルを前記ノズルベースの前記側面に係止して前記ノズルと前記ノズルベース内の前記真空路とを連通させるノズル係止部材と、
前記ノズルベースの両端部の外方から前記ノズルベースの両端部にスライド装着されて前記ノズル係止部材を前記ノズルベースに固定する一対の固定部材とを備えたことを特徴とする請求項1に記載の部品実装装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−102016(P2013−102016A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−244231(P2011−244231)
【出願日】平成23年11月8日(2011.11.8)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月8日(2011.11.8)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]