
部材の濡れ性評価方法及び親水・撥水性部材の製造方法
【課題】信頼性の高い部材の濡れ性評価を行う。
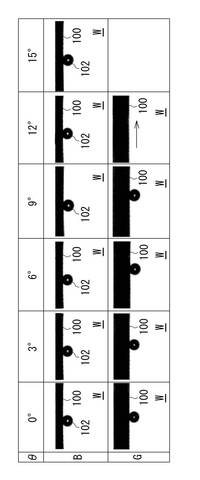
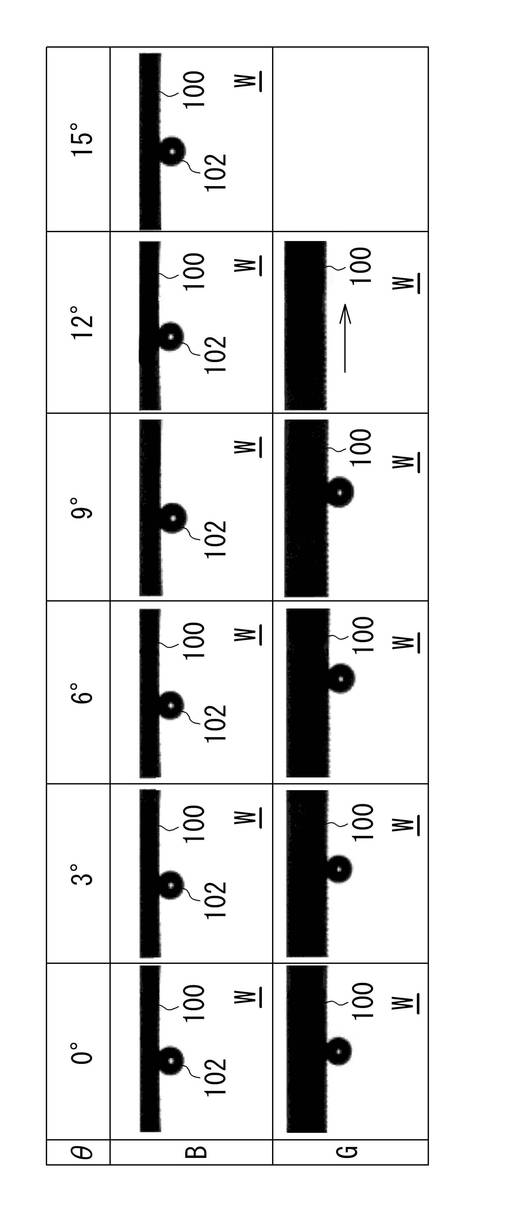
【解決手段】供試部材100を液体中に浸漬させることで、供試部材の持つ濡れ性の如何に関わらず供試面に液体Wを接触させる。供試部材100の傾斜角度を0°から3°、6°、9°、12°、15°と増加させた際の、濡れ性が悪い供試部材に付着させた気泡102の画像をBの列に、濡れ性が良い供試部材に付着させた気泡102の画像をGの列に示している。図示の例では、濡れ性が悪い供試部材に付着させた気泡102は、ステージ18aの傾斜角度を15°へと増加させても、気泡102が供試部材100に付着しているのに対し、濡れ性が良い供試部材に付着させた気泡102は、ステージ18aの傾斜角度を12°まで増加させた時点で、図中模擬的に矢印で示されるように、供試部材100の供試面を伝って撮影範囲外へと移動した。
【解決手段】供試部材100を液体中に浸漬させることで、供試部材の持つ濡れ性の如何に関わらず供試面に液体Wを接触させる。供試部材100の傾斜角度を0°から3°、6°、9°、12°、15°と増加させた際の、濡れ性が悪い供試部材に付着させた気泡102の画像をBの列に、濡れ性が良い供試部材に付着させた気泡102の画像をGの列に示している。図示の例では、濡れ性が悪い供試部材に付着させた気泡102は、ステージ18aの傾斜角度を15°へと増加させても、気泡102が供試部材100に付着しているのに対し、濡れ性が良い供試部材に付着させた気泡102は、ステージ18aの傾斜角度を12°まで増加させた時点で、図中模擬的に矢印で示されるように、供試部材100の供試面を伝って撮影範囲外へと移動した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、部材の濡れ性評価方法及び親水・撥水性部材の製造方法に関するものである。
【背景技術】
【0002】
従来から、液中若しくは高湿度雰囲気で使用される部材表面の濡れ性を評価する必要がある場合に、その評価手法として、液滴法、転落法、拡張収縮法、ウィルヘルミー法などが用いられている(例えば、特許文献1、2参照)。
【特許文献1】特開2007−42446号公報
【特許文献2】特開2006−19252号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、液滴法は、例えば供試面と液滴との接触角が30°を下回るような親水性の高い供試部材の場合には、そのデータの信頼性が著しく低下することが指摘されている。その理由は、液滴自体の表面張力に対し、供試面と液滴との表面張力の方が上回ることから、供試面の影響を強く受けることにより、液滴がヒステリシスを持つ球面となり難いことによるものである。しかも、このような場合には、液滴形状も平衡状態ではなくなるため、液滴形状が逐次変化してしまい、液滴形状を視覚的に取得する意味が無くなる。又、この問題は、液滴の素材吸収が生じる場合にはより顕著となる。
又、転落法は、供試面が撥水性を有する場合には、信頼性のあるデータを取得することができるが、供試面が親水性を有する場合には、やはり不適となる。近年、液滴の前進角、後退角に基づく評価手法も試みられているが、供試面の凹凸により親水性を確保している材料では、凹凸内に液体を取り込みながら液滴が供試面を転落することから、液滴サイズが変化してしまい、正しい評価をすることができない。この問題は、拡張収縮法においても同様である。
【0004】
又、ウィルヘルミー法は、供試部材を液中に入れ、その素材の表面張力を測ることにより、部材表面の濡れ性を評価する手法であるが、供試部材が小さい板材であれば、両面均一処理をする必要がある等、供試部材の形状に制約があるといった問題がある。
本発明は上記課題に鑑みてなされたものであり、その目的とするところは、信頼性の高い部材の濡れ性評価を行うことにある。又、高い信頼性を有する部材の濡れ性評価に裏打ちされた、高品質の親水性又は撥水性部材を製造することを目的とするものである。
【課題を解決するための手段】
【0005】
上記課題を解決するために、本発明に係る部材の濡れ性評価方法は、液中若しくは高湿度雰囲気で使用される部材表面の濡れ性を評価するために、部材の実際の使用条件に即した検査環境下で、供試部材の濡れ性を評価するものである。
又、本発明に係る親水性又は撥水性部材の製造方法は、上記供試部材の濡れ性評価方法により、表面の改質処理を行った供試部材の濡れ性を評価する肯定を含むことで、所望の親水性又は撥水性を有する部材を製造するものである。
(発明の態様)
以下の発明の態様は、本発明の構成を例示するものであり、本発明の多様な構成の理解を容易にするために、項別けして説明するものである。各項は、本発明の技術的範囲を限定するものではなく、発明を実施するための最良の形態を参酌しつつ、各項の構成要素の一部を置換し、削除し、又は、更に他の構成要素を付加したものについても、本願発明の技術的範囲に含まれ得るものである。
【0006】
(1)部材の濡れ性評価方法であって、供試部材を液体中に浸漬させ、その供試面を下方に向けて水平に保持した状態で該供試面に下方から気泡を付着させ、前記供試部材を傾斜させて前記気泡の転昇角を測り、該転昇角を基準に供試部材の濡れ性を評価する評価方法(請求項1)。
本項に記載の部材の濡れ性評価方法は、液中若しくは高湿度雰囲気で使用される部材表面の濡れ性を評価する際に、供試部材を液体中に浸漬させることで、供試部材の持つ濡れ性の如何に関わらず供試面に液体を接触させる。このとき、供試部材の濡れ性が悪い場合には、液中において供試面に下方から気泡を付着させると、気中で供試面に付着した液体を弾くのと同様に、供試面と液体との表面張力よりも供試面と気泡との表面張力が勝り、気泡は供試面と直接的に接触するような態様で供試面に付着する。
一方、供試部材の濡れ性が良い場合には、液中において供試面に下方から気泡を付着させると、気中で供試面に液膜が広がり易いのと同様に、供試面と気泡との表面張力よりも供試面と液体との表面張力が勝り、供試面の凹凸の有無や表面粗さの如何に関わらず、気泡は液体層を介するような態様(供試面とは直接的に接触しない)で供試面に付着する。
【0007】
ここで、濡れ性が良く供試面に凹凸が形成された供試部材の場合、空気中において液滴を供試面に付着させると(従来の液滴法)、予め供試面に液体が付着しているような場合には、供試面の凹凸に付着した液体と液滴とが吸着し合い、液滴の接触角は低下する。ところが、供試面が乾燥した状態では、既存の液体と液滴との吸着は生じないために、時として、濡れ性が悪い場合のように、供試面に滴下された液滴に高い接触角が現れることがある。本項に記載の部材の濡れ性評価方法は、このような供試面の既存の液体の有無に起因する接触角のばらつきによる部材の濡れ性判断の誤りを、供試部材を液体中に浸漬させ液中において気泡の転昇角を測ることにより、回避するものである。
なお、本説明において「気泡の転昇角」とは、液体中に浸漬させた供試部材の供試面を下方に向けて水平に保持した状態で、下方から供試面に付着した気泡が、供試面の傾斜角度増大の結果、傾斜する供試面を伝って浮き上がるときの、供試面の傾斜角度を意味するものである。
【0008】
(2)上記(1)項において、雰囲気温度を前記液体の液相温度の範囲内とする評価方法(請求項2)。
本項に記載の部材の濡れ性評価方法は、雰囲気温度を前記液体の液相温度の範囲内とすることで、液中における気泡の転昇角に基づく濡れ性判断を行うことを可能とし、上述の如き、供試面の既存の液体の有無に起因する接触角のばらつきによる、部材の濡れ性判断の誤りを回避するものである。
【0009】
(3)上記(1)、(2)項において、前記気泡の容量を、前記供試部材の供試面の面積に応じて定められる量に計量して、前記供試面に付着させる請求項1又は2記載の評価方法(請求項3)。
本項に記載の部材の濡れ性評価方法は、気泡の容量を、供試部材の供試面の面積に応じて定めら得る量に計量して、供試面に付着させるものである。すなわち、供試面の面積に対して気泡が大き過ぎると、気泡が傾斜する供試面を伝って浮き上がる動作は生じ得ないが、計量した気泡を供試面に付着させることで、供試部材の供試面の面積の広狭に関わらず、供試面における気泡の動作を引き起こし、気泡の転昇角を測るものである。
【0010】
(4)部材の濡れ性評価方法であって、供試部材の供試面に液滴又は気泡を配置し、この際、雰囲気温度を前記液滴の液相温度の範囲内とし、若しくは、雰囲気湿度を相対湿度0%以上100%以下の範囲として、前記液滴の転落角若しくは前記気泡の転昇角を基準に、供試部材の濡れ性を評価する評価方法(請求項4)。
本項に記載の部材の濡れ性評価方法は、液中若しくは高湿度雰囲気で使用される部材表面の濡れ性を評価する際に、液体の液相温度の範囲内の雰囲気温度中、若しくは、相対湿度0%以上100%以下の雰囲気湿度中に、供試部材を置くことにより、部材の実際の使用条件に即した検査環境を、供試面に再現するものである。
【0011】
そして、供試面に液滴を滴下し、液滴の転落角を基準に供試部材の濡れ性を評価し、又、設定された雰囲気環境下で供試面の全体が濡れた状態となる場合には、供試面に気泡を配置して、気泡の転昇角を基準に供試部材の濡れ性を評価するものである。
なお、本説明において「液滴の転落角」とは、供試部材の供試面を水平に保持した状態で、供試面に配置された液滴が、供試面の傾斜角度増大の結果、傾斜する供試面を伝って落下するときの、供試面の傾斜角度を意味するものである。
【0012】
(5)上記(4)項において、前記供試面に液滴又は気泡を配置する際の、雰囲気気体の種類、圧力、又は前記供試面に対する液滴の吐出圧力を、適宜変更する評価方法(請求項5)。
本項に記載の部材の濡れ性評価方法は、供試面に液滴又は気泡を配置する際の、雰囲気気体の種類、圧力、又は供試面に対する液滴の吐出圧力を、適宜変更することで、部材の実際の使用条件に即した検査環境を、供試面に再現するものである。
ところで、供試面に液滴を配置する際に、供試部材の濡れ性が悪い場合には、供試面に付着した液体を弾くことで、液滴の接触角が増大することは良く知られているが、供試部材の濡れ性が良い場合であっても、液滴の接触角が増大することがある。すなわち、濡れ性が良く供試面に凹凸が形成された供試部材の場合、空気中において液滴を供試面に付着させると、かかる供試面に予め液体が付着しているような場合には、供試面の凹凸に付着した液体と液滴とが吸着し合い、液滴が供試面に広がって接触角は低下する。一方、供試面が乾燥した状態では、既存の液体と液滴との吸着は生じないために、時として、供試面の凹凸の空気溜りによって液膜の広がりが阻害され、濡れ性が悪い場合のように、供試面に滴下された液滴に高い接触角が現れることがある。本項に記載の部材の濡れ性評価方法は、このような供試面の空気溜りの有無に起因する接触角のばらつきを、供試面に対する液滴の吐出圧力を変更する、すなわち、吐出圧力を液滴自体が吹き飛ばない程度に適宜高めることで、供試面の凹凸の空気溜りを跳ね除け、液滴の形状及び大きさを維持して、転落角を測るものである。
【0013】
(6)上記(4)、(5)項において、前記液滴又は前記気泡の容量を、前記供試部材の供試面の面積に応じて定められる量に計量して、前記供試面に配置する評価方法。(請求項6)。
本項に記載の部材の濡れ性評価方法は、液滴又は気泡の容量を、供試部材の供試面の面積に応じて定めら得る量に計量して、供試面に付着させるものである。すなわち、供試面の面積に対して液滴又は気泡が大き過ぎると、液滴又は気泡が傾斜する供試面を伝って落下し又は浮き上がる動作は生じ得ないが、計量した液滴又は気泡を供試面に付着させることで、供試部材の供試面の面積の広狭に関わらず、供試面における液滴又は気泡の動作を引き起こし、液滴又は気泡の転落角、転昇角を測るものである。
【0014】
(7)部材に要求される濡れ性を得るために部材表面の改質処理を行い、上記(1)から(6)項記載の供試部材の濡れ性評価方法により、表面の改質処理を行った供試部材の濡れ性を評価し、該評価に応じ適宜部材表面の更なる改質処理を行う工程を含む親水性又は撥水性部材の製造方法
本項に記載の親水性又は撥水性部材の製造方法は、上記(1)から(6)項記載の供試部材の濡れ性評価方法により、表面の改質処理を行った供試部材の濡れ性を評価することで、所望の親水性又は撥水性を有する部材を、効率的に製造するものである。
【0015】
(8)上記(1)から(6)項において、前記液体は水又はエタノール等の有機溶媒であり、前記気泡は、空気、酸素、窒素又はアルゴン等の不活性ガスである評価方法。
本項に記載の部材の濡れ性評価方法は、特に、濡れ性を評価する部材が、燃料電池のセル構成部材である場合に、部材の実際の使用条件に即した検査環境を、供試面に再現するものである。
【0016】
(9)部材の濡れ性評価装置であって、供試部材を液体中に浸漬させる水槽と、前記供試部材の供試面を下方に向けて水平に保持する保持手段と、前記供試部材の供試面に下方から気泡を付着させる気泡供給手段と、前記供試部材を傾斜させる駆動手段と、前記気泡の転昇角を測る測定手段のうち、一部又は全部を含む評価装置。
(10)上記(9)項において、雰囲気温度を前記液体の液相温度の範囲内に制御する雰囲気温度制御手段を備える評価装置。
(11)上記(9)、(10)項において、前記気泡の容量を、前記供試部材の供試面の面積に応じて定められる量に計量して、前記供試部面に付着させる計量手段を備える評価装置。
(12)上記(9)から(11)項において、前記測定手段には、前記供試部材の供試面に下方から気泡を付着させた気泡を撮影する撮影手段と、該撮影手段により撮影された画像を記録する記録手段と、該画像に基づき転昇角を求め供試部材の濡れ性を評価する評価手段のうち、一部又は全部を含む評価装置。
上記(9)から(12)項に係る評価装置によれば、上記(1)から(3)項のいずれかに記載の評価方法を実施して、各項記載の作用を奏するものである。
【0017】
(13)部材の濡れ性評価装置であって、雰囲気温度を水の液相温度の範囲内とする雰囲気温度制御手段と、雰囲気湿度を相対湿度0%以上100%以下の範囲とする雰囲気湿度制御手段と、供試部材の供試面に液滴又は気泡を配置する液滴又は気泡供給手段と、前記液滴の転落角若しくは前記気泡の転昇角を測る測定手段のうち、一部又は全部を含む評価装置。
(14)上記(13)項において、前記供試面に液滴又は気泡を配置する際の、雰囲気気体の種類を変更する気体供給手段、雰囲気気体の圧力を制御する圧力制御手段、又は、前記供試面に対する液滴の吐出圧力を制御する圧力制御手段のうち、一部又は全部を含む評価装置。
(15)上記(13)、(14)項において、前記液滴又は前記気泡の容量を、前記供試部材の供試面の面積に応じて定められる量に計量して、前記供試面に配置する計量手段を備える評価装置。
(16)上記(13)から(15)項において、前記測定手段には、前記供試部材の供試面に配置された液滴又は気泡を撮影する撮影手段と、該撮影手段により撮影された画像を記録する記録手段と、該画像に基づき転昇角又は転昇角を求め供試部材の濡れ性を評価する評価手段のうち、一部又は全部を含む評価装置。
上記(13)から(16)項に係る評価装置によれば、上記(4)から(6)項のいずれかに記載の評価方法を実施して、各項記載の作用を奏するものである。
【発明の効果】
【0018】
本発明はこのように構成したので、信頼性の高い部材の濡れ性評価を行うことが可能となる。又、高い信頼性を有する部材の濡れ性評価に裏打ちされた、高品質の親水性又は撥水性部材を製造することが可能となる。
【発明を実施するための最良の形態】
【0019】
以下、本発明を実施するための最良の形態を添付図面に基づいて説明する。
まず、本発明の第1の実施の形態に係る部材の濡れ性評価方法を、図1から図5を参照しながら説明する。本発明の第1の実施の形態に係る部材の濡れ性評価方法は、図1に示されるように、供試部材100を水Wに浸漬させ、その供試面を下方に向けて水平に保持した状態で供試面に下方から気泡102を付着させ、供試部材100を傾斜させて気泡102の転昇角θを測り、転昇角θを基準に供試部材の濡れ性を評価するものである。
この際、雰囲気温度を液体Wの液相温度の範囲内とする。従って、液体Wに水を用いる場合には、水の温度を0℃以上100℃以下にして、転昇角θの測定を行う。又、気泡102の容量を、供試部材100の供試面の面積に応じて定められる量に計量して、供試面に付着させる。具体的には、供試部材100の供試面の面積に応じて、供試面における気泡102の動作(気泡102が傾斜する供試面を伝って浮き上がる動作)が生じ得る容量の気泡を供試面に付着させることで、かかる動作中、液中において気泡102が安定した形状及び大きさを維持する量に計量するものである。
【0020】
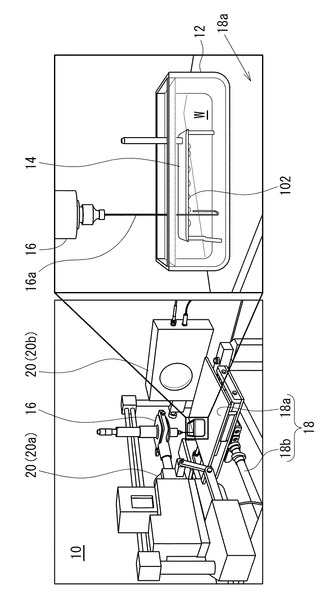
又、図3及び図4には、本発明の第1の実施の形態に係る部材の濡れ性評価方法を実施するための検査装置10が示されている。この検査装置10は、供試部材100を水中に浸漬させる水槽12と、供試部材100の供試面を下方に向けて水平に保持する保持手段14と、供試部材100の供試面に下方から気泡102を付着させる気泡供給手段16と、水槽12ごと供試部材100を傾斜させる駆動手段18と、気泡102の転昇角を測る測定手段20と、雰囲気温度を水の液相温度の範囲内に制御する雰囲気温度制御手段22を備えている。
【0021】
水槽12は内部の様子が視認できるように、透明な角形の容器が用いられる。又、保持手段14は、供試部材100を水中で安定保持できるものであれば何でも良いが、図示の例では長椅子状の台が用いられている。又、図示の気泡供給手段16は、先端部を下方から上方へと湾曲させ、保持手段14の下面に取付けられた供試部材100の供試面に供給する注射針状のエア供給管16aを備えている。そして、気泡供給手段16のエア供給配管には、供給するエアを正確に計量するための任意の計量手段を備えている。又、駆動手段18は、図示の例では水槽12を載置するステージ18aと、ステージ18aの傾斜角度を制御する3軸アクチュエータ18bとを具備している。
【0022】
気泡102の転昇角を測る測定手段20は、供試部材100の供試面に付着させた気泡102を撮影する撮影手段(図示の例ではカメラ20a及びライト20bであり、ステージ18aと一体に傾斜するよう、固定されている。)と、該撮影手段により撮影された画像を記録する記録手段(図示の例ではパソコン20c等の情報処理手段)と、該画像に基づき転昇角を求め供試部材の濡れ性を評価する評価手段(図示の例ではパソコン20c等の情報処理手段)を備えている。又、3軸アクチュエータ18bの角度を測定するエンコーダ等の角度測定手段も、測定手段20に含まれる。なお、濡れ性評価は、画像処理によって自動的に行っても良く、作業者が画像を確認して任意に判断することとしても良い。
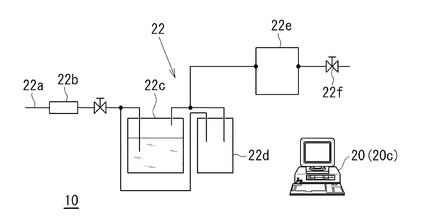
雰囲気温度制御手段22は、図示の例では、圧縮エア配管22a、フローコントローラ22b、加湿器(分流式加湿器)22c、ドライガス供給器22d、環境槽22e、背圧調整弁22fを備える。ここで、環境槽22eは、少なくともステージ18a上に載置された水槽12を覆うことが可能な容器(この場合は液中の気泡の撮影を考慮した透明容器)である。
なお、液体Wは水に限らずエタノール等の有機溶媒を適宜用いることが可能であり、気泡102は、空気のみならず、酸素、窒素又はアルゴン等の不活性ガスを用いることも可能であり、これらは供試部材100の実際の使用環境に応じて適宜選択するものである。
【0023】
図1は、供試部材100の供試面に付着させた気泡102を、カメラ20aによって撮影したものである。具体的には、ステージ18aの傾斜角度を0°から3°、6°、9°、12°、15°と増加させた際の、濡れ性が悪い供試部材に付着させた気泡102の画像をBの列に、濡れ性が良い供試部材に付着させた気泡102の画像をGの列に示したものである。図1の例では、濡れ性が悪い供試部材に付着させた気泡102は、ステージ18aの傾斜角度を15°へと増加させても、気泡102が供試部材100に付着しているのに対し、濡れ性が良い供試部材に付着させた気泡102は、ステージ18aの傾斜角度を12°まで増加させた時点で、図中模擬的に矢印で示されるように、供試部材100の供試面を伝って撮影範囲外へと移動した。
【0024】
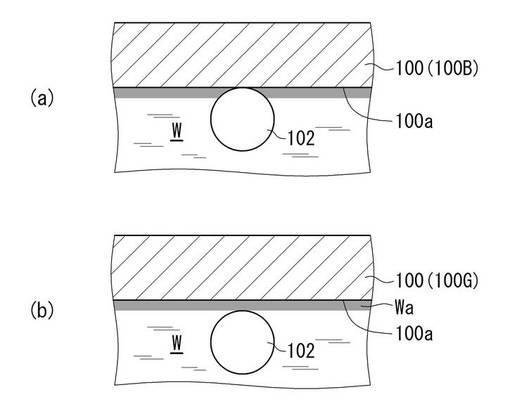
上記構成をなす、本発明の第1の実施の形態によれば、次のような作用効果を得ることが可能である。まず、本項に記載の部材の濡れ性評価方法は、図1に示されるように、供試部材100を液体中に浸漬させることで、供試部材の持つ濡れ性の如何に関わらず供試面に液体Wを接触させるものである。このとき、供試部材100の濡れ性が悪い場合には、液中において供試面100aに下方から気泡を付着させると、図2(a)に示されるように、供試面100aと液体Wとの表面張力よりも、供試面100aと気泡102との表面張力が勝り、気泡102は濡れ性が悪い供試部材100Bと直接的に接触するような態様で、供試面100aに付着する。
一方、供試部材100の濡れ性が良い場合には、液中において供試面100aに下方から気泡を付着させると、図2(b)に示されるように、供試面100aと気泡102との表面張力よりも、供試面100aと液体Wとの表面張力が勝り、供試面100aの凹凸の有無や表面粗さの如何に関わらず、気泡102は液体層Waを介するような(供試面100aとは直接的に接触しない)態様で供試面100aに付着する。
【0025】
ここで、図2(b)に示されるような濡れ性が良い供試部材100Gであって、供試面100aに凹凸が形成されている場合、空気中において液滴を供試面に付着させると(従来の液滴法)、予め供試面100aに液体が付着しているような場合には、供試面100aの凹凸に付着した液体と液滴とが吸着し合い、液滴の接触角は低下する。ところが、供試面100aが乾燥した状態では、既存の液体と液滴との吸着は生じないために、時として、濡れ性が悪い場合のように、供試面に滴下された液滴に高い接触角が現れることがある(後述する図5のθAの数値を参照)。本発明の第1の実施の形態に係る部材の濡れ性評価方法は、このような供試面100aの既存の液体の有無に起因する接触角のばらつきによる部材の濡れ性判断の誤りを、供試部材100を液体W中に浸漬させ、液中において気泡102の転昇角を測ることにより回避するものである。
【0026】
又、本発明の第1の実施の形態に係る、部材の濡れ性評価方法では、雰囲気温度を液体Wの液相温度の範囲内とすることで、液中における気泡102の転昇角に基づく濡れ性判断を行うことを可能とし、上述の如き、供試面の既存の液体の有無に起因する接触角のばらつきによる部材の濡れ性判断の誤りを、回避するものである。
又、本発明の第1の実施の形態に係る部材の濡れ性評価方法では、気泡102の容量を、供試部材100の供試面100aの面積に応じて定めら得る量に計量して、供試面に付着させるものである。すなわち、供試面100aの面積に対して、気泡012が大き過ぎると、気泡102が傾斜する供試面100aを伝って浮き上がる動作は生じ得ないが、供試部材100の供試面100aの面積に応じて計量した気泡を供試面に付着させることで、供試部材100の供試面100aの面積の広狭に関わらず、供試面100aにおける気泡102の動作を引き起こし、液中において安定した形状及び大きさを維持する気泡102の転昇角を測ることが可能となる。一例として、燃料電池のセル構成部材である、いわゆるエキスパンドメタルあるいはラスカットメタルを供試部材とする場合には、メッシュのピッチ等の関係から、気泡102を20ml以下に計量して供給することとする。
【0027】
よって、以上説明したように、本発明の第1の実施の形態によれば、信頼性の高い部材の濡れ性評価を行うことが可能となる。
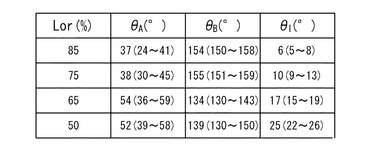
図5には、発明者らにより行われた実験結果の一例として、燃料電池のセル構成部材であるセパレータを供試部材100としたときの結果が、図表にて示されている。この事例は、このセパレータを具備するセルの運転状態を0.2A/cm2(水素利用率60%に固定、セル温度80℃)として、雰囲気温度を25℃に設定し、ステージ18aの傾斜角度の増大速度を1°/秒とし、限界酸素利用率Lorが85%、75%、65%、50%のときの、従来の液滴法による液滴接触角θA、本発明の実施の形態に係る検査装置10により得られた気泡の空気接触角θB、同装置により得られた転昇角θIで比較したものである。
この図表からも明らかなように、本発明の第1の実施の形態によれば、限界酸素利用率Lorが高く、発電性能が良好なほど、セパレータの転昇角θIが小さくなっており、セパレータの濡れ性が良好であればセルの発電性能も高まるといった、原理原則に即した濡れ性判断が可能となる。
【0028】
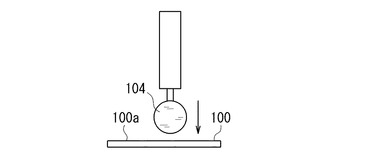
続いて、本発明の第2の実施の形態について説明する。本発明の第2の実施の形態に係る部材の濡れ性評価方法は、本発明の第1の実施の形態に係る、液中において気泡102の転昇角を測る手法に加えて、図6に示されるように、供試部材100の供試面100aに液滴を配置し、液滴の転落角を基準に供試部材の濡れ性を評価する手法を含むものである。
しかも、本発明の第2の実施の形態の特徴として、雰囲気温度を液滴の液相温度の範囲内とし、若しくは、雰囲気湿度を相対湿度0%以上100%以下の範囲とするものである。又、供試面100aに液滴を配置する際の、雰囲気気体の種類、圧力の一部若しくは全部を適宜変更する。ここで、液体は水又はエタノール等の有機溶媒が用いられる。又、供試面100aに対する液滴の吐出圧力についても、後述する理由から適宜変更する。更に、本発明の第2の実施の形態においても、液滴104の容量を、供試部材100の供試面100aの面積に応じて定められる量に計量して、供試面100aに配置する。
【0029】
さて、上記構成をなす、本発明の第2の実施の形態によれば、次のような作用効果を得ることが可能となる。すなわち、本発明の第2の実施の形態に係る部材の濡れ性評価方法は、液体の液相温度の範囲内の雰囲気温度中、若しくは、相対湿度0%以上100%以下の雰囲気湿度中に、供試部材100を置くことにより、部材の実際の使用条件に即した検査環境を、供試面に再現するものである。
そして、供試面100aに液滴104を滴下し、供試部材100を傾斜させて、液滴104の転落角を基準に供試部材100の濡れ性を評価する。又、設定された雰囲気環境下で供試面100aの全体が濡れた状態となる場合には、本発明の第1の実施の形態と同様に、供試面100aに気泡102を配置して、気泡102の転昇角を基準に供試部材の濡れ性を評価するものである。
【0030】
また、本発明の第2の実施の形態では、供試面100aに液滴104又は気泡102を配置する際の、雰囲気気体の種類、圧力、又は供試面に対する液滴の吐出圧力を、適宜変更することで、部材の実際の使用条件に即した検査環境を、供試面100aに再現するものである。
ところで、図6に示されるように、供試面100aに液滴104を配置する際、供試部材100の濡れ性が悪い場合には、供試面100aに付着した液体を弾くことで、液滴の接触角が増大することは良く知られているが、供試部材の濡れ性が良い場合であっても、液滴104の接触角が増大することがある。すなわち、濡れ性が良く供試面100aに凹凸が形成された供試部材100の場合、空気中において液滴104を供試面100aに付着させると、供試面100aに予め液体が付着しているような場合には、供試面100aの凹凸に付着した液体と液滴とが吸着し合い、液滴104が供試面に広がって接触角は低下する。一方、供試面100aが乾燥した状態では、既存の液体と液滴104との吸着は生じないために、時として、供試面100aの凹凸の空気溜りによって液膜の広がりが阻害され、濡れ性が悪い場合のように、供試面100aに滴下された液滴104に高い接触角が現れることがある。そこで、本発明の第2の実施の形態に係る部材の濡れ性評価方法は、このような供試面100aの空気溜りの有無に起因する接触角のばらつきを、供試面100aに対する液滴104の吐出圧力を変更する、すなわち、吐出圧力を液滴104自体が吹き飛ばない程度に適宜高めることで、供試面100aの凹凸の空気溜りを跳ね除け、液滴104の形状及び大きさを維持して、転落角を測るものである。
【0031】
なお、本発明の第2の実施の形態においても、液滴104又は気泡102の容量を、供試部材100の供試面100aの面積に応じて定めら得る量に計量して、供試面100aに付着させるものである。すなわち、供試面100aの面積に対して、液滴104又は気泡102が大き過ぎると、液滴104又は気泡102が傾斜する供試面100aを伝って落下し又は浮き上がる動作は生じ得ないが、供試部材100の供試面100aの面積に応じて計量した液滴又は気泡を供試面100aに付着させることで、供試部材100の供試面100aの面積の広狭に関わらず、供試面100aにおける液滴104又は気泡102の動作を引き起こし、液滴104又は気泡102の転落角又は転昇角を測るものである。
【0032】
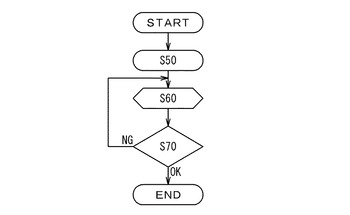
さらに、親水性又は撥水性部材の製造工程中に、本発明の第1、第2の実施の形態に係る部材の濡れ性評価方法を実施することが望ましい。すなわち、図7に示される親水性又は撥水性部材の製造工程において、狙いの濡れ性を持った材料を検討し(S50)、部材に要求される濡れ性を得るために、エッチング等により部材表面の改質処理を行う(S60)。そして、本発明の第1、第2の実施の形態に係る部材の濡れ性評価方法により、表面の改質処理を行った供試部材の濡れ性を評価し(S70)、該評価に応じ、適宜部材表面の更なる改質処理を行うことで、所望の親水性又は撥水性を有する部材を、効率的に製造することができる。
【図面の簡単な説明】
【0033】
【図1】本発明の第1の実施の形態に係る部材の濡れ性評価方法において、供試部材の供試面に付着させた気泡を、カメラによって撮影した図である。
【図2】液中において、供試部材の供試面に下方から気泡を付着させた状態を示す模式図であり、(a)は供試部材の濡れ性が悪い場合、(b)は供試部材の濡れ性が良い場合を示すものである。
【図3】本発明の第1の実施の形態に係る検査装置の全体図である。
【図4】本発明の第1の実施の形態に係る検査装置の、一部拡大図である。
【図5】供試部材を燃料電池のセル構成部材であるセパレータとしたときの、試験結果を示す図表である。
【図6】本発明の第2の実施の形態に係る、供試部材の供試面に液滴を配置し、液滴の転落角を基準に供試部材の濡れ性を評価する手法を示す模式図である。
【図7】本発明の第1、第2の実施の形態に係る部材の濡れ性評価方法を、親水性又は撥水性部材の製造工程に含めたフローチャートである。
【符号の説明】
【0034】
100:供試部材、102:気泡、θ:転昇角、W:液体
【技術分野】
【0001】
本発明は、部材の濡れ性評価方法及び親水・撥水性部材の製造方法に関するものである。
【背景技術】
【0002】
従来から、液中若しくは高湿度雰囲気で使用される部材表面の濡れ性を評価する必要がある場合に、その評価手法として、液滴法、転落法、拡張収縮法、ウィルヘルミー法などが用いられている(例えば、特許文献1、2参照)。
【特許文献1】特開2007−42446号公報
【特許文献2】特開2006−19252号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、液滴法は、例えば供試面と液滴との接触角が30°を下回るような親水性の高い供試部材の場合には、そのデータの信頼性が著しく低下することが指摘されている。その理由は、液滴自体の表面張力に対し、供試面と液滴との表面張力の方が上回ることから、供試面の影響を強く受けることにより、液滴がヒステリシスを持つ球面となり難いことによるものである。しかも、このような場合には、液滴形状も平衡状態ではなくなるため、液滴形状が逐次変化してしまい、液滴形状を視覚的に取得する意味が無くなる。又、この問題は、液滴の素材吸収が生じる場合にはより顕著となる。
又、転落法は、供試面が撥水性を有する場合には、信頼性のあるデータを取得することができるが、供試面が親水性を有する場合には、やはり不適となる。近年、液滴の前進角、後退角に基づく評価手法も試みられているが、供試面の凹凸により親水性を確保している材料では、凹凸内に液体を取り込みながら液滴が供試面を転落することから、液滴サイズが変化してしまい、正しい評価をすることができない。この問題は、拡張収縮法においても同様である。
【0004】
又、ウィルヘルミー法は、供試部材を液中に入れ、その素材の表面張力を測ることにより、部材表面の濡れ性を評価する手法であるが、供試部材が小さい板材であれば、両面均一処理をする必要がある等、供試部材の形状に制約があるといった問題がある。
本発明は上記課題に鑑みてなされたものであり、その目的とするところは、信頼性の高い部材の濡れ性評価を行うことにある。又、高い信頼性を有する部材の濡れ性評価に裏打ちされた、高品質の親水性又は撥水性部材を製造することを目的とするものである。
【課題を解決するための手段】
【0005】
上記課題を解決するために、本発明に係る部材の濡れ性評価方法は、液中若しくは高湿度雰囲気で使用される部材表面の濡れ性を評価するために、部材の実際の使用条件に即した検査環境下で、供試部材の濡れ性を評価するものである。
又、本発明に係る親水性又は撥水性部材の製造方法は、上記供試部材の濡れ性評価方法により、表面の改質処理を行った供試部材の濡れ性を評価する肯定を含むことで、所望の親水性又は撥水性を有する部材を製造するものである。
(発明の態様)
以下の発明の態様は、本発明の構成を例示するものであり、本発明の多様な構成の理解を容易にするために、項別けして説明するものである。各項は、本発明の技術的範囲を限定するものではなく、発明を実施するための最良の形態を参酌しつつ、各項の構成要素の一部を置換し、削除し、又は、更に他の構成要素を付加したものについても、本願発明の技術的範囲に含まれ得るものである。
【0006】
(1)部材の濡れ性評価方法であって、供試部材を液体中に浸漬させ、その供試面を下方に向けて水平に保持した状態で該供試面に下方から気泡を付着させ、前記供試部材を傾斜させて前記気泡の転昇角を測り、該転昇角を基準に供試部材の濡れ性を評価する評価方法(請求項1)。
本項に記載の部材の濡れ性評価方法は、液中若しくは高湿度雰囲気で使用される部材表面の濡れ性を評価する際に、供試部材を液体中に浸漬させることで、供試部材の持つ濡れ性の如何に関わらず供試面に液体を接触させる。このとき、供試部材の濡れ性が悪い場合には、液中において供試面に下方から気泡を付着させると、気中で供試面に付着した液体を弾くのと同様に、供試面と液体との表面張力よりも供試面と気泡との表面張力が勝り、気泡は供試面と直接的に接触するような態様で供試面に付着する。
一方、供試部材の濡れ性が良い場合には、液中において供試面に下方から気泡を付着させると、気中で供試面に液膜が広がり易いのと同様に、供試面と気泡との表面張力よりも供試面と液体との表面張力が勝り、供試面の凹凸の有無や表面粗さの如何に関わらず、気泡は液体層を介するような態様(供試面とは直接的に接触しない)で供試面に付着する。
【0007】
ここで、濡れ性が良く供試面に凹凸が形成された供試部材の場合、空気中において液滴を供試面に付着させると(従来の液滴法)、予め供試面に液体が付着しているような場合には、供試面の凹凸に付着した液体と液滴とが吸着し合い、液滴の接触角は低下する。ところが、供試面が乾燥した状態では、既存の液体と液滴との吸着は生じないために、時として、濡れ性が悪い場合のように、供試面に滴下された液滴に高い接触角が現れることがある。本項に記載の部材の濡れ性評価方法は、このような供試面の既存の液体の有無に起因する接触角のばらつきによる部材の濡れ性判断の誤りを、供試部材を液体中に浸漬させ液中において気泡の転昇角を測ることにより、回避するものである。
なお、本説明において「気泡の転昇角」とは、液体中に浸漬させた供試部材の供試面を下方に向けて水平に保持した状態で、下方から供試面に付着した気泡が、供試面の傾斜角度増大の結果、傾斜する供試面を伝って浮き上がるときの、供試面の傾斜角度を意味するものである。
【0008】
(2)上記(1)項において、雰囲気温度を前記液体の液相温度の範囲内とする評価方法(請求項2)。
本項に記載の部材の濡れ性評価方法は、雰囲気温度を前記液体の液相温度の範囲内とすることで、液中における気泡の転昇角に基づく濡れ性判断を行うことを可能とし、上述の如き、供試面の既存の液体の有無に起因する接触角のばらつきによる、部材の濡れ性判断の誤りを回避するものである。
【0009】
(3)上記(1)、(2)項において、前記気泡の容量を、前記供試部材の供試面の面積に応じて定められる量に計量して、前記供試面に付着させる請求項1又は2記載の評価方法(請求項3)。
本項に記載の部材の濡れ性評価方法は、気泡の容量を、供試部材の供試面の面積に応じて定めら得る量に計量して、供試面に付着させるものである。すなわち、供試面の面積に対して気泡が大き過ぎると、気泡が傾斜する供試面を伝って浮き上がる動作は生じ得ないが、計量した気泡を供試面に付着させることで、供試部材の供試面の面積の広狭に関わらず、供試面における気泡の動作を引き起こし、気泡の転昇角を測るものである。
【0010】
(4)部材の濡れ性評価方法であって、供試部材の供試面に液滴又は気泡を配置し、この際、雰囲気温度を前記液滴の液相温度の範囲内とし、若しくは、雰囲気湿度を相対湿度0%以上100%以下の範囲として、前記液滴の転落角若しくは前記気泡の転昇角を基準に、供試部材の濡れ性を評価する評価方法(請求項4)。
本項に記載の部材の濡れ性評価方法は、液中若しくは高湿度雰囲気で使用される部材表面の濡れ性を評価する際に、液体の液相温度の範囲内の雰囲気温度中、若しくは、相対湿度0%以上100%以下の雰囲気湿度中に、供試部材を置くことにより、部材の実際の使用条件に即した検査環境を、供試面に再現するものである。
【0011】
そして、供試面に液滴を滴下し、液滴の転落角を基準に供試部材の濡れ性を評価し、又、設定された雰囲気環境下で供試面の全体が濡れた状態となる場合には、供試面に気泡を配置して、気泡の転昇角を基準に供試部材の濡れ性を評価するものである。
なお、本説明において「液滴の転落角」とは、供試部材の供試面を水平に保持した状態で、供試面に配置された液滴が、供試面の傾斜角度増大の結果、傾斜する供試面を伝って落下するときの、供試面の傾斜角度を意味するものである。
【0012】
(5)上記(4)項において、前記供試面に液滴又は気泡を配置する際の、雰囲気気体の種類、圧力、又は前記供試面に対する液滴の吐出圧力を、適宜変更する評価方法(請求項5)。
本項に記載の部材の濡れ性評価方法は、供試面に液滴又は気泡を配置する際の、雰囲気気体の種類、圧力、又は供試面に対する液滴の吐出圧力を、適宜変更することで、部材の実際の使用条件に即した検査環境を、供試面に再現するものである。
ところで、供試面に液滴を配置する際に、供試部材の濡れ性が悪い場合には、供試面に付着した液体を弾くことで、液滴の接触角が増大することは良く知られているが、供試部材の濡れ性が良い場合であっても、液滴の接触角が増大することがある。すなわち、濡れ性が良く供試面に凹凸が形成された供試部材の場合、空気中において液滴を供試面に付着させると、かかる供試面に予め液体が付着しているような場合には、供試面の凹凸に付着した液体と液滴とが吸着し合い、液滴が供試面に広がって接触角は低下する。一方、供試面が乾燥した状態では、既存の液体と液滴との吸着は生じないために、時として、供試面の凹凸の空気溜りによって液膜の広がりが阻害され、濡れ性が悪い場合のように、供試面に滴下された液滴に高い接触角が現れることがある。本項に記載の部材の濡れ性評価方法は、このような供試面の空気溜りの有無に起因する接触角のばらつきを、供試面に対する液滴の吐出圧力を変更する、すなわち、吐出圧力を液滴自体が吹き飛ばない程度に適宜高めることで、供試面の凹凸の空気溜りを跳ね除け、液滴の形状及び大きさを維持して、転落角を測るものである。
【0013】
(6)上記(4)、(5)項において、前記液滴又は前記気泡の容量を、前記供試部材の供試面の面積に応じて定められる量に計量して、前記供試面に配置する評価方法。(請求項6)。
本項に記載の部材の濡れ性評価方法は、液滴又は気泡の容量を、供試部材の供試面の面積に応じて定めら得る量に計量して、供試面に付着させるものである。すなわち、供試面の面積に対して液滴又は気泡が大き過ぎると、液滴又は気泡が傾斜する供試面を伝って落下し又は浮き上がる動作は生じ得ないが、計量した液滴又は気泡を供試面に付着させることで、供試部材の供試面の面積の広狭に関わらず、供試面における液滴又は気泡の動作を引き起こし、液滴又は気泡の転落角、転昇角を測るものである。
【0014】
(7)部材に要求される濡れ性を得るために部材表面の改質処理を行い、上記(1)から(6)項記載の供試部材の濡れ性評価方法により、表面の改質処理を行った供試部材の濡れ性を評価し、該評価に応じ適宜部材表面の更なる改質処理を行う工程を含む親水性又は撥水性部材の製造方法
本項に記載の親水性又は撥水性部材の製造方法は、上記(1)から(6)項記載の供試部材の濡れ性評価方法により、表面の改質処理を行った供試部材の濡れ性を評価することで、所望の親水性又は撥水性を有する部材を、効率的に製造するものである。
【0015】
(8)上記(1)から(6)項において、前記液体は水又はエタノール等の有機溶媒であり、前記気泡は、空気、酸素、窒素又はアルゴン等の不活性ガスである評価方法。
本項に記載の部材の濡れ性評価方法は、特に、濡れ性を評価する部材が、燃料電池のセル構成部材である場合に、部材の実際の使用条件に即した検査環境を、供試面に再現するものである。
【0016】
(9)部材の濡れ性評価装置であって、供試部材を液体中に浸漬させる水槽と、前記供試部材の供試面を下方に向けて水平に保持する保持手段と、前記供試部材の供試面に下方から気泡を付着させる気泡供給手段と、前記供試部材を傾斜させる駆動手段と、前記気泡の転昇角を測る測定手段のうち、一部又は全部を含む評価装置。
(10)上記(9)項において、雰囲気温度を前記液体の液相温度の範囲内に制御する雰囲気温度制御手段を備える評価装置。
(11)上記(9)、(10)項において、前記気泡の容量を、前記供試部材の供試面の面積に応じて定められる量に計量して、前記供試部面に付着させる計量手段を備える評価装置。
(12)上記(9)から(11)項において、前記測定手段には、前記供試部材の供試面に下方から気泡を付着させた気泡を撮影する撮影手段と、該撮影手段により撮影された画像を記録する記録手段と、該画像に基づき転昇角を求め供試部材の濡れ性を評価する評価手段のうち、一部又は全部を含む評価装置。
上記(9)から(12)項に係る評価装置によれば、上記(1)から(3)項のいずれかに記載の評価方法を実施して、各項記載の作用を奏するものである。
【0017】
(13)部材の濡れ性評価装置であって、雰囲気温度を水の液相温度の範囲内とする雰囲気温度制御手段と、雰囲気湿度を相対湿度0%以上100%以下の範囲とする雰囲気湿度制御手段と、供試部材の供試面に液滴又は気泡を配置する液滴又は気泡供給手段と、前記液滴の転落角若しくは前記気泡の転昇角を測る測定手段のうち、一部又は全部を含む評価装置。
(14)上記(13)項において、前記供試面に液滴又は気泡を配置する際の、雰囲気気体の種類を変更する気体供給手段、雰囲気気体の圧力を制御する圧力制御手段、又は、前記供試面に対する液滴の吐出圧力を制御する圧力制御手段のうち、一部又は全部を含む評価装置。
(15)上記(13)、(14)項において、前記液滴又は前記気泡の容量を、前記供試部材の供試面の面積に応じて定められる量に計量して、前記供試面に配置する計量手段を備える評価装置。
(16)上記(13)から(15)項において、前記測定手段には、前記供試部材の供試面に配置された液滴又は気泡を撮影する撮影手段と、該撮影手段により撮影された画像を記録する記録手段と、該画像に基づき転昇角又は転昇角を求め供試部材の濡れ性を評価する評価手段のうち、一部又は全部を含む評価装置。
上記(13)から(16)項に係る評価装置によれば、上記(4)から(6)項のいずれかに記載の評価方法を実施して、各項記載の作用を奏するものである。
【発明の効果】
【0018】
本発明はこのように構成したので、信頼性の高い部材の濡れ性評価を行うことが可能となる。又、高い信頼性を有する部材の濡れ性評価に裏打ちされた、高品質の親水性又は撥水性部材を製造することが可能となる。
【発明を実施するための最良の形態】
【0019】
以下、本発明を実施するための最良の形態を添付図面に基づいて説明する。
まず、本発明の第1の実施の形態に係る部材の濡れ性評価方法を、図1から図5を参照しながら説明する。本発明の第1の実施の形態に係る部材の濡れ性評価方法は、図1に示されるように、供試部材100を水Wに浸漬させ、その供試面を下方に向けて水平に保持した状態で供試面に下方から気泡102を付着させ、供試部材100を傾斜させて気泡102の転昇角θを測り、転昇角θを基準に供試部材の濡れ性を評価するものである。
この際、雰囲気温度を液体Wの液相温度の範囲内とする。従って、液体Wに水を用いる場合には、水の温度を0℃以上100℃以下にして、転昇角θの測定を行う。又、気泡102の容量を、供試部材100の供試面の面積に応じて定められる量に計量して、供試面に付着させる。具体的には、供試部材100の供試面の面積に応じて、供試面における気泡102の動作(気泡102が傾斜する供試面を伝って浮き上がる動作)が生じ得る容量の気泡を供試面に付着させることで、かかる動作中、液中において気泡102が安定した形状及び大きさを維持する量に計量するものである。
【0020】
又、図3及び図4には、本発明の第1の実施の形態に係る部材の濡れ性評価方法を実施するための検査装置10が示されている。この検査装置10は、供試部材100を水中に浸漬させる水槽12と、供試部材100の供試面を下方に向けて水平に保持する保持手段14と、供試部材100の供試面に下方から気泡102を付着させる気泡供給手段16と、水槽12ごと供試部材100を傾斜させる駆動手段18と、気泡102の転昇角を測る測定手段20と、雰囲気温度を水の液相温度の範囲内に制御する雰囲気温度制御手段22を備えている。
【0021】
水槽12は内部の様子が視認できるように、透明な角形の容器が用いられる。又、保持手段14は、供試部材100を水中で安定保持できるものであれば何でも良いが、図示の例では長椅子状の台が用いられている。又、図示の気泡供給手段16は、先端部を下方から上方へと湾曲させ、保持手段14の下面に取付けられた供試部材100の供試面に供給する注射針状のエア供給管16aを備えている。そして、気泡供給手段16のエア供給配管には、供給するエアを正確に計量するための任意の計量手段を備えている。又、駆動手段18は、図示の例では水槽12を載置するステージ18aと、ステージ18aの傾斜角度を制御する3軸アクチュエータ18bとを具備している。
【0022】
気泡102の転昇角を測る測定手段20は、供試部材100の供試面に付着させた気泡102を撮影する撮影手段(図示の例ではカメラ20a及びライト20bであり、ステージ18aと一体に傾斜するよう、固定されている。)と、該撮影手段により撮影された画像を記録する記録手段(図示の例ではパソコン20c等の情報処理手段)と、該画像に基づき転昇角を求め供試部材の濡れ性を評価する評価手段(図示の例ではパソコン20c等の情報処理手段)を備えている。又、3軸アクチュエータ18bの角度を測定するエンコーダ等の角度測定手段も、測定手段20に含まれる。なお、濡れ性評価は、画像処理によって自動的に行っても良く、作業者が画像を確認して任意に判断することとしても良い。
雰囲気温度制御手段22は、図示の例では、圧縮エア配管22a、フローコントローラ22b、加湿器(分流式加湿器)22c、ドライガス供給器22d、環境槽22e、背圧調整弁22fを備える。ここで、環境槽22eは、少なくともステージ18a上に載置された水槽12を覆うことが可能な容器(この場合は液中の気泡の撮影を考慮した透明容器)である。
なお、液体Wは水に限らずエタノール等の有機溶媒を適宜用いることが可能であり、気泡102は、空気のみならず、酸素、窒素又はアルゴン等の不活性ガスを用いることも可能であり、これらは供試部材100の実際の使用環境に応じて適宜選択するものである。
【0023】
図1は、供試部材100の供試面に付着させた気泡102を、カメラ20aによって撮影したものである。具体的には、ステージ18aの傾斜角度を0°から3°、6°、9°、12°、15°と増加させた際の、濡れ性が悪い供試部材に付着させた気泡102の画像をBの列に、濡れ性が良い供試部材に付着させた気泡102の画像をGの列に示したものである。図1の例では、濡れ性が悪い供試部材に付着させた気泡102は、ステージ18aの傾斜角度を15°へと増加させても、気泡102が供試部材100に付着しているのに対し、濡れ性が良い供試部材に付着させた気泡102は、ステージ18aの傾斜角度を12°まで増加させた時点で、図中模擬的に矢印で示されるように、供試部材100の供試面を伝って撮影範囲外へと移動した。
【0024】
上記構成をなす、本発明の第1の実施の形態によれば、次のような作用効果を得ることが可能である。まず、本項に記載の部材の濡れ性評価方法は、図1に示されるように、供試部材100を液体中に浸漬させることで、供試部材の持つ濡れ性の如何に関わらず供試面に液体Wを接触させるものである。このとき、供試部材100の濡れ性が悪い場合には、液中において供試面100aに下方から気泡を付着させると、図2(a)に示されるように、供試面100aと液体Wとの表面張力よりも、供試面100aと気泡102との表面張力が勝り、気泡102は濡れ性が悪い供試部材100Bと直接的に接触するような態様で、供試面100aに付着する。
一方、供試部材100の濡れ性が良い場合には、液中において供試面100aに下方から気泡を付着させると、図2(b)に示されるように、供試面100aと気泡102との表面張力よりも、供試面100aと液体Wとの表面張力が勝り、供試面100aの凹凸の有無や表面粗さの如何に関わらず、気泡102は液体層Waを介するような(供試面100aとは直接的に接触しない)態様で供試面100aに付着する。
【0025】
ここで、図2(b)に示されるような濡れ性が良い供試部材100Gであって、供試面100aに凹凸が形成されている場合、空気中において液滴を供試面に付着させると(従来の液滴法)、予め供試面100aに液体が付着しているような場合には、供試面100aの凹凸に付着した液体と液滴とが吸着し合い、液滴の接触角は低下する。ところが、供試面100aが乾燥した状態では、既存の液体と液滴との吸着は生じないために、時として、濡れ性が悪い場合のように、供試面に滴下された液滴に高い接触角が現れることがある(後述する図5のθAの数値を参照)。本発明の第1の実施の形態に係る部材の濡れ性評価方法は、このような供試面100aの既存の液体の有無に起因する接触角のばらつきによる部材の濡れ性判断の誤りを、供試部材100を液体W中に浸漬させ、液中において気泡102の転昇角を測ることにより回避するものである。
【0026】
又、本発明の第1の実施の形態に係る、部材の濡れ性評価方法では、雰囲気温度を液体Wの液相温度の範囲内とすることで、液中における気泡102の転昇角に基づく濡れ性判断を行うことを可能とし、上述の如き、供試面の既存の液体の有無に起因する接触角のばらつきによる部材の濡れ性判断の誤りを、回避するものである。
又、本発明の第1の実施の形態に係る部材の濡れ性評価方法では、気泡102の容量を、供試部材100の供試面100aの面積に応じて定めら得る量に計量して、供試面に付着させるものである。すなわち、供試面100aの面積に対して、気泡012が大き過ぎると、気泡102が傾斜する供試面100aを伝って浮き上がる動作は生じ得ないが、供試部材100の供試面100aの面積に応じて計量した気泡を供試面に付着させることで、供試部材100の供試面100aの面積の広狭に関わらず、供試面100aにおける気泡102の動作を引き起こし、液中において安定した形状及び大きさを維持する気泡102の転昇角を測ることが可能となる。一例として、燃料電池のセル構成部材である、いわゆるエキスパンドメタルあるいはラスカットメタルを供試部材とする場合には、メッシュのピッチ等の関係から、気泡102を20ml以下に計量して供給することとする。
【0027】
よって、以上説明したように、本発明の第1の実施の形態によれば、信頼性の高い部材の濡れ性評価を行うことが可能となる。
図5には、発明者らにより行われた実験結果の一例として、燃料電池のセル構成部材であるセパレータを供試部材100としたときの結果が、図表にて示されている。この事例は、このセパレータを具備するセルの運転状態を0.2A/cm2(水素利用率60%に固定、セル温度80℃)として、雰囲気温度を25℃に設定し、ステージ18aの傾斜角度の増大速度を1°/秒とし、限界酸素利用率Lorが85%、75%、65%、50%のときの、従来の液滴法による液滴接触角θA、本発明の実施の形態に係る検査装置10により得られた気泡の空気接触角θB、同装置により得られた転昇角θIで比較したものである。
この図表からも明らかなように、本発明の第1の実施の形態によれば、限界酸素利用率Lorが高く、発電性能が良好なほど、セパレータの転昇角θIが小さくなっており、セパレータの濡れ性が良好であればセルの発電性能も高まるといった、原理原則に即した濡れ性判断が可能となる。
【0028】
続いて、本発明の第2の実施の形態について説明する。本発明の第2の実施の形態に係る部材の濡れ性評価方法は、本発明の第1の実施の形態に係る、液中において気泡102の転昇角を測る手法に加えて、図6に示されるように、供試部材100の供試面100aに液滴を配置し、液滴の転落角を基準に供試部材の濡れ性を評価する手法を含むものである。
しかも、本発明の第2の実施の形態の特徴として、雰囲気温度を液滴の液相温度の範囲内とし、若しくは、雰囲気湿度を相対湿度0%以上100%以下の範囲とするものである。又、供試面100aに液滴を配置する際の、雰囲気気体の種類、圧力の一部若しくは全部を適宜変更する。ここで、液体は水又はエタノール等の有機溶媒が用いられる。又、供試面100aに対する液滴の吐出圧力についても、後述する理由から適宜変更する。更に、本発明の第2の実施の形態においても、液滴104の容量を、供試部材100の供試面100aの面積に応じて定められる量に計量して、供試面100aに配置する。
【0029】
さて、上記構成をなす、本発明の第2の実施の形態によれば、次のような作用効果を得ることが可能となる。すなわち、本発明の第2の実施の形態に係る部材の濡れ性評価方法は、液体の液相温度の範囲内の雰囲気温度中、若しくは、相対湿度0%以上100%以下の雰囲気湿度中に、供試部材100を置くことにより、部材の実際の使用条件に即した検査環境を、供試面に再現するものである。
そして、供試面100aに液滴104を滴下し、供試部材100を傾斜させて、液滴104の転落角を基準に供試部材100の濡れ性を評価する。又、設定された雰囲気環境下で供試面100aの全体が濡れた状態となる場合には、本発明の第1の実施の形態と同様に、供試面100aに気泡102を配置して、気泡102の転昇角を基準に供試部材の濡れ性を評価するものである。
【0030】
また、本発明の第2の実施の形態では、供試面100aに液滴104又は気泡102を配置する際の、雰囲気気体の種類、圧力、又は供試面に対する液滴の吐出圧力を、適宜変更することで、部材の実際の使用条件に即した検査環境を、供試面100aに再現するものである。
ところで、図6に示されるように、供試面100aに液滴104を配置する際、供試部材100の濡れ性が悪い場合には、供試面100aに付着した液体を弾くことで、液滴の接触角が増大することは良く知られているが、供試部材の濡れ性が良い場合であっても、液滴104の接触角が増大することがある。すなわち、濡れ性が良く供試面100aに凹凸が形成された供試部材100の場合、空気中において液滴104を供試面100aに付着させると、供試面100aに予め液体が付着しているような場合には、供試面100aの凹凸に付着した液体と液滴とが吸着し合い、液滴104が供試面に広がって接触角は低下する。一方、供試面100aが乾燥した状態では、既存の液体と液滴104との吸着は生じないために、時として、供試面100aの凹凸の空気溜りによって液膜の広がりが阻害され、濡れ性が悪い場合のように、供試面100aに滴下された液滴104に高い接触角が現れることがある。そこで、本発明の第2の実施の形態に係る部材の濡れ性評価方法は、このような供試面100aの空気溜りの有無に起因する接触角のばらつきを、供試面100aに対する液滴104の吐出圧力を変更する、すなわち、吐出圧力を液滴104自体が吹き飛ばない程度に適宜高めることで、供試面100aの凹凸の空気溜りを跳ね除け、液滴104の形状及び大きさを維持して、転落角を測るものである。
【0031】
なお、本発明の第2の実施の形態においても、液滴104又は気泡102の容量を、供試部材100の供試面100aの面積に応じて定めら得る量に計量して、供試面100aに付着させるものである。すなわち、供試面100aの面積に対して、液滴104又は気泡102が大き過ぎると、液滴104又は気泡102が傾斜する供試面100aを伝って落下し又は浮き上がる動作は生じ得ないが、供試部材100の供試面100aの面積に応じて計量した液滴又は気泡を供試面100aに付着させることで、供試部材100の供試面100aの面積の広狭に関わらず、供試面100aにおける液滴104又は気泡102の動作を引き起こし、液滴104又は気泡102の転落角又は転昇角を測るものである。
【0032】
さらに、親水性又は撥水性部材の製造工程中に、本発明の第1、第2の実施の形態に係る部材の濡れ性評価方法を実施することが望ましい。すなわち、図7に示される親水性又は撥水性部材の製造工程において、狙いの濡れ性を持った材料を検討し(S50)、部材に要求される濡れ性を得るために、エッチング等により部材表面の改質処理を行う(S60)。そして、本発明の第1、第2の実施の形態に係る部材の濡れ性評価方法により、表面の改質処理を行った供試部材の濡れ性を評価し(S70)、該評価に応じ、適宜部材表面の更なる改質処理を行うことで、所望の親水性又は撥水性を有する部材を、効率的に製造することができる。
【図面の簡単な説明】
【0033】
【図1】本発明の第1の実施の形態に係る部材の濡れ性評価方法において、供試部材の供試面に付着させた気泡を、カメラによって撮影した図である。
【図2】液中において、供試部材の供試面に下方から気泡を付着させた状態を示す模式図であり、(a)は供試部材の濡れ性が悪い場合、(b)は供試部材の濡れ性が良い場合を示すものである。
【図3】本発明の第1の実施の形態に係る検査装置の全体図である。
【図4】本発明の第1の実施の形態に係る検査装置の、一部拡大図である。
【図5】供試部材を燃料電池のセル構成部材であるセパレータとしたときの、試験結果を示す図表である。
【図6】本発明の第2の実施の形態に係る、供試部材の供試面に液滴を配置し、液滴の転落角を基準に供試部材の濡れ性を評価する手法を示す模式図である。
【図7】本発明の第1、第2の実施の形態に係る部材の濡れ性評価方法を、親水性又は撥水性部材の製造工程に含めたフローチャートである。
【符号の説明】
【0034】
100:供試部材、102:気泡、θ:転昇角、W:液体
【特許請求の範囲】
【請求項1】
部材の濡れ性評価方法であって、供試部材を液体中に浸漬させ、その供試面を下方に向けて水平に保持した状態で該供試面に下方から気泡を付着させ、前記供試部材を傾斜させて前記気泡の転昇角を測り、該転昇角を基準に供試部材の濡れ性を評価することを特徴とする評価方法。
【請求項2】
雰囲気温度を前記液体の液相温度の範囲内とすることを特徴とする請求項1記載の評価方法。
【請求項3】
前記気泡の容量を、前記供試部材の供試面の面積に応じて定められる量に計量して、前記供試面に付着させることを特徴とする請求項1又は2記載の評価方法。
【請求項4】
部材の濡れ性評価方法であって、供試部材の供試面に液滴又は気泡を配置し、この際、雰囲気温度を前記液滴の液相温度の範囲内とし、若しくは、雰囲気湿度を相対湿度0%以上100%以下の範囲として、前記液滴の転落角若しくは前記気泡の転昇角を基準に、供試部材の濡れ性を評価することを特徴とする評価方法。
【請求項5】
前記供試面に液滴又は気泡を配置する際の、雰囲気気体の種類、圧力、又は前記供試面に対する液滴の吐出圧力を、適宜変更することを特徴とする請求項4記載の評価方法。
【請求項6】
前記液滴又は前記気泡の容量を、前記供試部材の供試面の面積に応じて定められる量に計量して、前記供試面に配置することを特徴とする請求項4又は5記載の評価方法。
【請求項7】
部材に要求される濡れ性を得るために部材表面の改質処理を行い、請求項1から6のいずれか1項記載の供試部材の濡れ性評価方法により、表面の改質処理を行った供試部材の濡れ性を評価し、該評価に応じ適宜部材表面の更なる改質処理を行う工程を含むことを特徴とする親水性又は撥水性部材の製造方法。
【請求項1】
部材の濡れ性評価方法であって、供試部材を液体中に浸漬させ、その供試面を下方に向けて水平に保持した状態で該供試面に下方から気泡を付着させ、前記供試部材を傾斜させて前記気泡の転昇角を測り、該転昇角を基準に供試部材の濡れ性を評価することを特徴とする評価方法。
【請求項2】
雰囲気温度を前記液体の液相温度の範囲内とすることを特徴とする請求項1記載の評価方法。
【請求項3】
前記気泡の容量を、前記供試部材の供試面の面積に応じて定められる量に計量して、前記供試面に付着させることを特徴とする請求項1又は2記載の評価方法。
【請求項4】
部材の濡れ性評価方法であって、供試部材の供試面に液滴又は気泡を配置し、この際、雰囲気温度を前記液滴の液相温度の範囲内とし、若しくは、雰囲気湿度を相対湿度0%以上100%以下の範囲として、前記液滴の転落角若しくは前記気泡の転昇角を基準に、供試部材の濡れ性を評価することを特徴とする評価方法。
【請求項5】
前記供試面に液滴又は気泡を配置する際の、雰囲気気体の種類、圧力、又は前記供試面に対する液滴の吐出圧力を、適宜変更することを特徴とする請求項4記載の評価方法。
【請求項6】
前記液滴又は前記気泡の容量を、前記供試部材の供試面の面積に応じて定められる量に計量して、前記供試面に配置することを特徴とする請求項4又は5記載の評価方法。
【請求項7】
部材に要求される濡れ性を得るために部材表面の改質処理を行い、請求項1から6のいずれか1項記載の供試部材の濡れ性評価方法により、表面の改質処理を行った供試部材の濡れ性を評価し、該評価に応じ適宜部材表面の更なる改質処理を行う工程を含むことを特徴とする親水性又は撥水性部材の製造方法。
【図3】


【図4】
【図5】
【図6】
【図7】
【図1】
【図2】
【図4】
【図5】
【図6】
【図7】
【図1】
【図2】
【公開番号】特開2010−156551(P2010−156551A)
【公開日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願番号】特願2008−333459(P2008−333459)
【出願日】平成20年12月26日(2008.12.26)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(000162504)協和界面科学株式会社 (10)
【Fターム(参考)】
【公開日】平成22年7月15日(2010.7.15)
【国際特許分類】
【出願日】平成20年12月26日(2008.12.26)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(000162504)協和界面科学株式会社 (10)
【Fターム(参考)】
[ Back to top ]