
部材組立装置及び部材組立方法
【課題】部材の倒立、配送、及び溶接を効率よく全自動化し、円滑に部材を組み立てることのできる部材組立装置を提供すること。
【解決手段】パレット上に平置きされた板材を、倒立用ロボット(10)により倒立させて倒立部材置場(28)に配設し、当該倒立された板材を配送機構(38)のクランプハンド(42)により把持して溶接部(6)へと配送し、溶接ロボット(52)により仮溶接を施す。
【解決手段】パレット上に平置きされた板材を、倒立用ロボット(10)により倒立させて倒立部材置場(28)に配設し、当該倒立された板材を配送機構(38)のクランプハンド(42)により把持して溶接部(6)へと配送し、溶接ロボット(52)により仮溶接を施す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、部材組立装置及び部材組立方法に係り、詳しく造船等における板材の配送及び溶接に関する。
【背景技術】
【0002】
造船等においては、鋼材から切断された板材を配送し仮溶接するサブユニット組立ラインを経てブロックが製作される。
当該サブユニット組立ラインでは、ブロックを形成するためのサブユニットが製作される。
当該サブユニット組立ラインの構成としては、例えば、溶接ラインに沿って走行する門型台車に、旋回アームを有し溶接ラインと直交する方向に移動する横行台車を設けて、旋回アームの先端部の把持装置により板材等の骨材を把持して溶接位置に配送する構成がある(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第2564064号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記特許文献1に開示された技術では、レールの外側に配置された骨材パレット上にある骨材を把持装置により把持して持ち上げて所定位置に配送しているが、当該把持装置では、パレット上に平置きされるような板材を把持することは困難である。
鋼材から切断された板材は様々な形状をなしている上、通常はパレット上に平置きされて当該サブユニット組立ラインに運ばれてくる。このような板材を溶接位置まで円滑に配送するには、パレット上に平置きされた板材を、配送手段に円滑に受け渡す手段が必要となる。
【0005】
本発明はこのような問題を解決するためになされたもので、その目的とするところは、部材の倒立、配送、及び溶接を効率よく全自動化し、円滑に部材を組み立てることのできる部材組立装置を提供することにある。
【課題を解決するための手段】
【0006】
上記した目的を達成するために、請求項1の部材組立装置では、複数の部材を溶接して組み立てる部材組立装置において、平置きされた板材を倒立させる板材倒立手段と、前記板材倒立手段により倒立した板材を配送する配送手段と、前記配送手段により配送された板材に溶接を施す溶接手段とを備えることを特徴としている。
請求項2の部材組立装置では、請求項1において、前記板材倒立手段は、前記板材の形状に応じて倒立板材置場の所定の位置に倒立させるものであり、前記配送手段は前記倒立板材置場から前記板材を持ち上げて所定の溶接位置に配送するものであることを特徴としている。
【0007】
請求項3の部材組立装置では、請求項1または2において、前記板材倒立手段は、可動する腕部先端に前記板材を吸着可能な電磁石の設けられたロボットであることを特徴としている。
請求項4の部材組立装置では、請求項1乃至3のいずれかにおいて、前記配送手段は、前記板材の上部を持ち、該板材を少なくとも上下方向を軸として回転可能であることを特徴としている。
【0008】
請求項5の部材組立方法では、複数の部材を溶接して組み立てる部材組立方法において、平置きされた板材を倒立させる倒立工程と、前記板材倒立手段により倒立した板材を配送する配送工程と、前記配送手段により配送された板材に溶接を施す溶接工程とを備えることを特徴としている。
請求項6の部材組立方法では、請求項5において、前記倒立工程では、前記板材の形状に応じて倒立板材置場の所定の位置に倒立させ、前記配送工程では、前記倒立板材置場から前記板材を持ち上げて所定の溶接位置に配送することを特徴としている。
【発明の効果】
【0009】
上記手段を用いる本発明の請求項1及び5の部材組立装置及び部材組立方法によれば、複数の部材を溶接して組み立てる部材組み立てにおいて、板材倒立手段により板材を倒立させ、当該倒立した板材を配送手段により配送し溶接手段により溶接する。
このように、板材倒立手段により平置きされた板材を倒立することで、配送手段は容易に板材を受け取ることができ、板材の受け渡しを円滑にすることができる。
【0010】
これにより、部材の倒立、配送、及び溶接を効率よく全自動化し、円滑に部材を組み立てることができる。
請求項2及び6の部材組立装置及び部材組立方法によれば、板材倒立手段により板材の形状に応じて倒立板材置場の所定の位置に倒立させ、配送手段が当該倒立板材置場に倒立している板材を持ち上げて所定の溶接位置に配送する。
【0011】
このように板材の形状に応じて倒立板材置場の所定位置に倒立させ、当該倒立板材置場から板材を配送することで、板材倒立手段及び配送手段の作業を独立して行うことができ、作業効率を向上させることができる。
請求項3の部材組立装置によれば、板材倒立手段を、可動する腕部先端に前記板材を吸着可能な電磁石の設けられたロボットとする。
【0012】
このように板材の倒立を1台のロボットで行うこととすることで、板材倒立手段を簡易で小型な構成とすることができる。
請求項4の部材組立装置によれば、配送手段は、板材の上部を持ち、板材を少なくとも上下方向を軸として回転可能なものとする。
これにより、倒立した板材を確実に配送することができるとともに、溶接に適した方向に板材を配設することができる。
【図面の簡単な説明】
【0013】
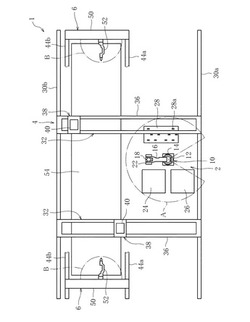
【図1】本発明に係る部材組立装置の平面図である。
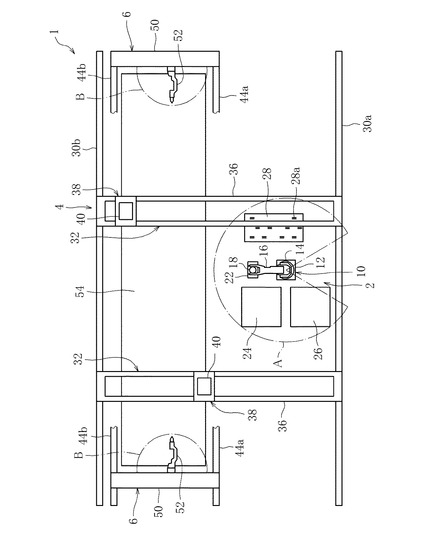
【図2】本発明に係る部材組立装置の正面図である。
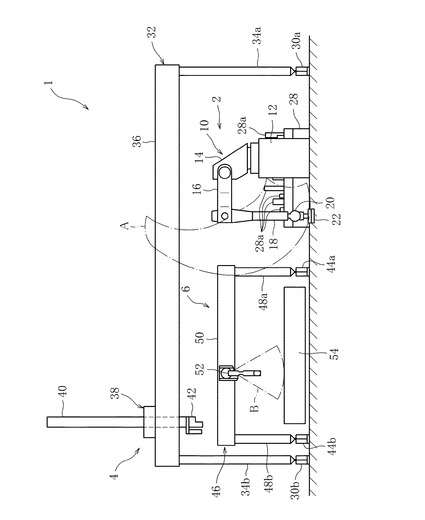
【図3】本発明に係る部材組立装置の側面図である。
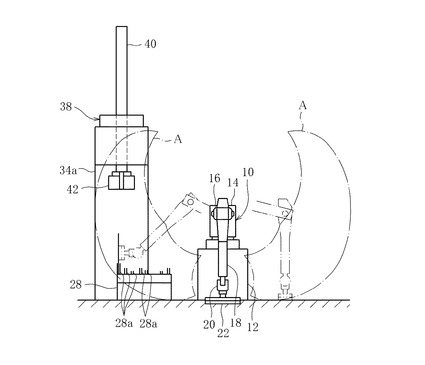
【図4】倒立用ロボットの板材倒立作業工程図である。
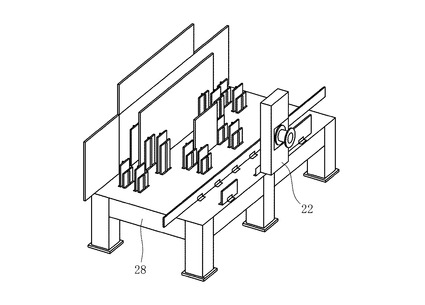
【図5】倒立用ロボットのピッキングハンドによる板材配設時の斜視図である。
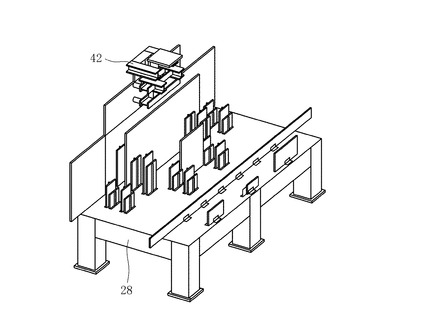
【図6】配送機構のクランプハンドによる板材把持時の斜視図である。
【発明を実施するための形態】
【0014】
以下、本発明の実施の形態を図面に基づき説明する。
図1乃至3を参照すると、本発明に係る部材組立装置の平面図、正面図、側面図が示されている。
図1乃至3には、造船ラインの一部に設けられたサブユニット組立装置1(部材組立装置)が示されている。
【0015】
本実施形態におけるサブユニット組立装置1は、主に、平置きされた板材を倒立させる板材倒立部2、倒立された板材を配送する配送部4、配送された板材に仮溶接を施す溶接部6から構成されている。
詳しくは、板材倒立部2は、倒立用ロボット10(板材倒立手段)を有している。
当該倒立用ロボット10は、所謂6軸多関節ロボットである。詳しくは、当該倒立用ロボット10は、基台12に回転台14が載置され、当該回転台14に第1アーム16の一端が連結されている。そして、当該第1アーム16の他端には第2アーム18(腕部)が連結されており、当該第2アーム18の先端部分には回転連結部20を介してピッキングハンド22が設けられている。当該倒立ロボット10のピッキングハンド22は、電磁石から構成されており、図1乃至3に一点鎖線で示す領域Aの範囲でハンドリング可能である。
【0016】
また、当該倒立用ロボット10の周囲には、図示しないフォークリフト等により板材の載ったパレットが配設されるパレット置場24、空になったパレットが配設される空パレット置場26、倒立状態で板材が配設される倒立板材置場28が形成されている。
当該倒立板材置場28上には、板材を倒立状態で支持する支持部材28aが複数設けられている。当該各支持部材28aは、板材の形状に対応し、板材の下部部分の少なくとも2箇所に位置するよう配設されており、各箇所において当該板材を挟むように立設された一対の支持板で構成されている。なお、面積の大きな板材を支持するための支持板は上方に長く、面積の小さな板材を支持するための支持板は上方に短い形状をなしている。
【0017】
配送部4は、板材倒立部2及び溶接部6を間に挟むよう敷設された一対の第1レール30a、30b及び当該第1レール30a、30b上を走行する2機の第1門型フレーム32、32を有している。なお、当該2機の第1門型フレーム32、32はそれぞれ同様の構成をなしており、以下1機の第1門型フレーム32について説明する。
当該第1門型フレーム32は、板材倒立部2及び溶接部6に跨っており、各第1レール30a、30b上に立設された脚部34a、34b、及び当該各脚部34a、34bの上部に架設された梁部36から構成されている。
【0018】
そして、当該梁部36には、当該梁部36の長手方向に沿って摺動可能な配送機構38(配送手段)が設けられている。
当該配送機構38は、昇降するポスト部材40の下端にクランプハンド42が設けられている。当該クランプハンド42は、板材の上部を把持するとともに、ポスト部材40の長手方向を回転軸として回転可能である。つまり、第1門型フレーム32に設けられている当該配送機構38は、直交3軸に1つの回転軸を加えた可動範囲を有しており、倒立した板材を確実に配送することができるとともに、溶接に適した方向に板材を配設することができる。
【0019】
溶接部6は、上記板材倒立部2より一側にて、上記第1レール30a、30bと同一方向に延びて敷設された一対の第2レール44a、44b及び、当該第2レール44a、44b上を走行する2機の第2門型フレーム46、46を有している。なお、当該2機の第2門型フレーム46、46はそれぞれ同様の構成をなしており、以下1機の第2門型フレーム46について説明する。
【0020】
当該第2門型フレーム46は、第2レール44a、44b上に立設された脚部48a、48b、当該各脚部48a、48bの上部に架設された梁部50から構成されている。
そして、当該梁部50の長手方向中央部には、図1及び2の一点鎖線で示す領域Bを可動範囲とし、板材に仮溶接を施す溶接ロボット52(溶接手段)が設けられている。
また、一対の第2レール44a、44bの間には溶接ロボット52により仮溶接された後のサブユニットを一方向に搬送する台車コンベア54が設けられている。
【0021】
以下、このように構成された本発明に係る部材組立装置のサブユニット組立工程について説明する。
図4乃至6を参照すると、図4には倒立用ロボット10の板材倒立作業工程図、図5には倒立用ロボット10のピッキングハンド22による板材配設時の斜視図、図6には配送機構38のクランプハンド42による板材把持時の斜視図がそれぞれ示されている。
【0022】
当該サブユニット組立工程では、鋼材から切断された種々の形状の板材がパレット上に平置きされて、フォークリフト等の搬送手段により、図4(a)に示すように、倒立用ロボット10周囲のパレット置場24に配設される。なお、図4(a)では、パレット置場24に配設されたパレット60上に、比較的面積の大きな大板材62及び比較的面積の小さな小板材64が載っているものとする。
【0023】
そして、図4(b)、(c)、図5に示すように、倒立用ロボット10のピッキングハンド22がパレット60上に平置きされた大板材62を吸着し、当該大板材62を倒立させながら倒立板材置場28へハンドリングする。そして、当該倒立ロボット10は当該大板材62の形状に応じた支持部材28aに支持されて倒立するよう配設する。
倒立板材置場28に配設された大板材62は、図4(d)、図6に示すように、配送機構38のクランプハンド42により把持され、溶接部6へと配送される。このとき、当該クランプハンド42は大板材62の上部を把持して持ち上げて配送する。また、このとき倒立用ロボット10はピッキングハンド22により小板材64を吸着し、図4(e)に示すように、当該小板材64を倒立板材置場28に配設する。そして、図4(f)に示すように、当該小板材64も配送機構38のクランプハンド42により溶接部6へと配送される。
【0024】
また、倒立用ロボット10は、図4(f)、(g)に示すように、パレット置場24に置かれたパレット60上に板材がなくなった場合には、ピッキングハンド22により当該パレット60を吸着し、空パレット置場26に配設する。そして、当該空パレット60は図示しないフォークリフト等の搬送手段により搬送される。
溶接部6へと配送された各板材は、溶接ロボット52により仮溶接が施されサブユニットが製作され、当該サブユニットは台車コンベア54に載せられて次の工程へと移行する。
【0025】
以上のように、当該サブユニット組立装置1は、パレット上に平置きされた板材を、倒立用ロボット10により倒立させて倒立部材置場28に配設し、当該倒立された板材を配送機構38のクランプハンド42により把持して溶接部6へと配送する。
このように、倒立用ロボット10により平置きされた板材を倒立させて倒立板材置場28に配設することで、配送機構38のクランプハンド42は容易に当該板材を把持することができる。つまり、板材の受け渡しを円滑にすることができる。
【0026】
また、板材倒立手段である倒立用ロボット10と、板材を溶接部6へと配送する配送機構38とが、それぞれ独立して設けられていることで、板材倒立作業、配送作業、溶接作業をそれぞれ独立して行うことができ、作業効率を向上させることができる。また、板材倒立部2、配送部4、溶接部6の装置をそれぞれ独立して設けることで各装置を簡易で小型な構成とすることができる。
【0027】
これらのことから、板材の倒立、配送、及び溶接を効率よく全自動化し、円滑に部材を組み立てることができる。
以上で本発明に係る部材組立装置の実施形態についての説明を終えるが、実施形態は上記実施形態に限られるものではない。
例えば、上記実施形態では、本発明に係る部材組立装置及び部材組立方法を造船におけるサブユニット組立装置に適用させているが、当該部材組立装置及び部材組立方法はこれに限られるものではなく、他にも平置きされた板材を溶接するような組立装置及び組立方法に適用させてもよい。
【0028】
また、上記実施形態では、倒立用ロボット10を1機、配送機構38を2機、溶接ロボット52を2機有しているが、このような構成に限られるものではなく、例えば、倒立用ロボット、配送機構、溶接ロボットをそれぞれ1機のみ備えた構成であっても構わない。
また、上記実施形態では、倒立用ロボット10は6軸多関節ロボットであるが、板材倒立手段はこのような構成に限られるものではなく、他の構成のロボット等であっても構わない。
【0029】
また、上記実施形態では、配送機構38は直交3軸に1つの回転軸を加えた可動範囲を有するものであるが、当該構成に限られるものではない。
【符号の説明】
【0030】
1 サブユニット組立装置
2 板材倒立部
4 配送部
6 溶接部
10 倒立用ロボット(板材倒立手段)
22 ピッキングハンド
24 パレット置場
26 空パレット置場
28 倒立板材置場
32 第1門型フレーム
38 配送機構(配送手段)
40 ポスト部材
42 クランプハンド
46 第2門型フレーム
52 溶接ロボット(溶接手段)
54 台車コンベア
60 パレット
62 大板材
64 小板材
【技術分野】
【0001】
本発明は、部材組立装置及び部材組立方法に係り、詳しく造船等における板材の配送及び溶接に関する。
【背景技術】
【0002】
造船等においては、鋼材から切断された板材を配送し仮溶接するサブユニット組立ラインを経てブロックが製作される。
当該サブユニット組立ラインでは、ブロックを形成するためのサブユニットが製作される。
当該サブユニット組立ラインの構成としては、例えば、溶接ラインに沿って走行する門型台車に、旋回アームを有し溶接ラインと直交する方向に移動する横行台車を設けて、旋回アームの先端部の把持装置により板材等の骨材を把持して溶接位置に配送する構成がある(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第2564064号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記特許文献1に開示された技術では、レールの外側に配置された骨材パレット上にある骨材を把持装置により把持して持ち上げて所定位置に配送しているが、当該把持装置では、パレット上に平置きされるような板材を把持することは困難である。
鋼材から切断された板材は様々な形状をなしている上、通常はパレット上に平置きされて当該サブユニット組立ラインに運ばれてくる。このような板材を溶接位置まで円滑に配送するには、パレット上に平置きされた板材を、配送手段に円滑に受け渡す手段が必要となる。
【0005】
本発明はこのような問題を解決するためになされたもので、その目的とするところは、部材の倒立、配送、及び溶接を効率よく全自動化し、円滑に部材を組み立てることのできる部材組立装置を提供することにある。
【課題を解決するための手段】
【0006】
上記した目的を達成するために、請求項1の部材組立装置では、複数の部材を溶接して組み立てる部材組立装置において、平置きされた板材を倒立させる板材倒立手段と、前記板材倒立手段により倒立した板材を配送する配送手段と、前記配送手段により配送された板材に溶接を施す溶接手段とを備えることを特徴としている。
請求項2の部材組立装置では、請求項1において、前記板材倒立手段は、前記板材の形状に応じて倒立板材置場の所定の位置に倒立させるものであり、前記配送手段は前記倒立板材置場から前記板材を持ち上げて所定の溶接位置に配送するものであることを特徴としている。
【0007】
請求項3の部材組立装置では、請求項1または2において、前記板材倒立手段は、可動する腕部先端に前記板材を吸着可能な電磁石の設けられたロボットであることを特徴としている。
請求項4の部材組立装置では、請求項1乃至3のいずれかにおいて、前記配送手段は、前記板材の上部を持ち、該板材を少なくとも上下方向を軸として回転可能であることを特徴としている。
【0008】
請求項5の部材組立方法では、複数の部材を溶接して組み立てる部材組立方法において、平置きされた板材を倒立させる倒立工程と、前記板材倒立手段により倒立した板材を配送する配送工程と、前記配送手段により配送された板材に溶接を施す溶接工程とを備えることを特徴としている。
請求項6の部材組立方法では、請求項5において、前記倒立工程では、前記板材の形状に応じて倒立板材置場の所定の位置に倒立させ、前記配送工程では、前記倒立板材置場から前記板材を持ち上げて所定の溶接位置に配送することを特徴としている。
【発明の効果】
【0009】
上記手段を用いる本発明の請求項1及び5の部材組立装置及び部材組立方法によれば、複数の部材を溶接して組み立てる部材組み立てにおいて、板材倒立手段により板材を倒立させ、当該倒立した板材を配送手段により配送し溶接手段により溶接する。
このように、板材倒立手段により平置きされた板材を倒立することで、配送手段は容易に板材を受け取ることができ、板材の受け渡しを円滑にすることができる。
【0010】
これにより、部材の倒立、配送、及び溶接を効率よく全自動化し、円滑に部材を組み立てることができる。
請求項2及び6の部材組立装置及び部材組立方法によれば、板材倒立手段により板材の形状に応じて倒立板材置場の所定の位置に倒立させ、配送手段が当該倒立板材置場に倒立している板材を持ち上げて所定の溶接位置に配送する。
【0011】
このように板材の形状に応じて倒立板材置場の所定位置に倒立させ、当該倒立板材置場から板材を配送することで、板材倒立手段及び配送手段の作業を独立して行うことができ、作業効率を向上させることができる。
請求項3の部材組立装置によれば、板材倒立手段を、可動する腕部先端に前記板材を吸着可能な電磁石の設けられたロボットとする。
【0012】
このように板材の倒立を1台のロボットで行うこととすることで、板材倒立手段を簡易で小型な構成とすることができる。
請求項4の部材組立装置によれば、配送手段は、板材の上部を持ち、板材を少なくとも上下方向を軸として回転可能なものとする。
これにより、倒立した板材を確実に配送することができるとともに、溶接に適した方向に板材を配設することができる。
【図面の簡単な説明】
【0013】
【図1】本発明に係る部材組立装置の平面図である。
【図2】本発明に係る部材組立装置の正面図である。
【図3】本発明に係る部材組立装置の側面図である。
【図4】倒立用ロボットの板材倒立作業工程図である。
【図5】倒立用ロボットのピッキングハンドによる板材配設時の斜視図である。
【図6】配送機構のクランプハンドによる板材把持時の斜視図である。
【発明を実施するための形態】
【0014】
以下、本発明の実施の形態を図面に基づき説明する。
図1乃至3を参照すると、本発明に係る部材組立装置の平面図、正面図、側面図が示されている。
図1乃至3には、造船ラインの一部に設けられたサブユニット組立装置1(部材組立装置)が示されている。
【0015】
本実施形態におけるサブユニット組立装置1は、主に、平置きされた板材を倒立させる板材倒立部2、倒立された板材を配送する配送部4、配送された板材に仮溶接を施す溶接部6から構成されている。
詳しくは、板材倒立部2は、倒立用ロボット10(板材倒立手段)を有している。
当該倒立用ロボット10は、所謂6軸多関節ロボットである。詳しくは、当該倒立用ロボット10は、基台12に回転台14が載置され、当該回転台14に第1アーム16の一端が連結されている。そして、当該第1アーム16の他端には第2アーム18(腕部)が連結されており、当該第2アーム18の先端部分には回転連結部20を介してピッキングハンド22が設けられている。当該倒立ロボット10のピッキングハンド22は、電磁石から構成されており、図1乃至3に一点鎖線で示す領域Aの範囲でハンドリング可能である。
【0016】
また、当該倒立用ロボット10の周囲には、図示しないフォークリフト等により板材の載ったパレットが配設されるパレット置場24、空になったパレットが配設される空パレット置場26、倒立状態で板材が配設される倒立板材置場28が形成されている。
当該倒立板材置場28上には、板材を倒立状態で支持する支持部材28aが複数設けられている。当該各支持部材28aは、板材の形状に対応し、板材の下部部分の少なくとも2箇所に位置するよう配設されており、各箇所において当該板材を挟むように立設された一対の支持板で構成されている。なお、面積の大きな板材を支持するための支持板は上方に長く、面積の小さな板材を支持するための支持板は上方に短い形状をなしている。
【0017】
配送部4は、板材倒立部2及び溶接部6を間に挟むよう敷設された一対の第1レール30a、30b及び当該第1レール30a、30b上を走行する2機の第1門型フレーム32、32を有している。なお、当該2機の第1門型フレーム32、32はそれぞれ同様の構成をなしており、以下1機の第1門型フレーム32について説明する。
当該第1門型フレーム32は、板材倒立部2及び溶接部6に跨っており、各第1レール30a、30b上に立設された脚部34a、34b、及び当該各脚部34a、34bの上部に架設された梁部36から構成されている。
【0018】
そして、当該梁部36には、当該梁部36の長手方向に沿って摺動可能な配送機構38(配送手段)が設けられている。
当該配送機構38は、昇降するポスト部材40の下端にクランプハンド42が設けられている。当該クランプハンド42は、板材の上部を把持するとともに、ポスト部材40の長手方向を回転軸として回転可能である。つまり、第1門型フレーム32に設けられている当該配送機構38は、直交3軸に1つの回転軸を加えた可動範囲を有しており、倒立した板材を確実に配送することができるとともに、溶接に適した方向に板材を配設することができる。
【0019】
溶接部6は、上記板材倒立部2より一側にて、上記第1レール30a、30bと同一方向に延びて敷設された一対の第2レール44a、44b及び、当該第2レール44a、44b上を走行する2機の第2門型フレーム46、46を有している。なお、当該2機の第2門型フレーム46、46はそれぞれ同様の構成をなしており、以下1機の第2門型フレーム46について説明する。
【0020】
当該第2門型フレーム46は、第2レール44a、44b上に立設された脚部48a、48b、当該各脚部48a、48bの上部に架設された梁部50から構成されている。
そして、当該梁部50の長手方向中央部には、図1及び2の一点鎖線で示す領域Bを可動範囲とし、板材に仮溶接を施す溶接ロボット52(溶接手段)が設けられている。
また、一対の第2レール44a、44bの間には溶接ロボット52により仮溶接された後のサブユニットを一方向に搬送する台車コンベア54が設けられている。
【0021】
以下、このように構成された本発明に係る部材組立装置のサブユニット組立工程について説明する。
図4乃至6を参照すると、図4には倒立用ロボット10の板材倒立作業工程図、図5には倒立用ロボット10のピッキングハンド22による板材配設時の斜視図、図6には配送機構38のクランプハンド42による板材把持時の斜視図がそれぞれ示されている。
【0022】
当該サブユニット組立工程では、鋼材から切断された種々の形状の板材がパレット上に平置きされて、フォークリフト等の搬送手段により、図4(a)に示すように、倒立用ロボット10周囲のパレット置場24に配設される。なお、図4(a)では、パレット置場24に配設されたパレット60上に、比較的面積の大きな大板材62及び比較的面積の小さな小板材64が載っているものとする。
【0023】
そして、図4(b)、(c)、図5に示すように、倒立用ロボット10のピッキングハンド22がパレット60上に平置きされた大板材62を吸着し、当該大板材62を倒立させながら倒立板材置場28へハンドリングする。そして、当該倒立ロボット10は当該大板材62の形状に応じた支持部材28aに支持されて倒立するよう配設する。
倒立板材置場28に配設された大板材62は、図4(d)、図6に示すように、配送機構38のクランプハンド42により把持され、溶接部6へと配送される。このとき、当該クランプハンド42は大板材62の上部を把持して持ち上げて配送する。また、このとき倒立用ロボット10はピッキングハンド22により小板材64を吸着し、図4(e)に示すように、当該小板材64を倒立板材置場28に配設する。そして、図4(f)に示すように、当該小板材64も配送機構38のクランプハンド42により溶接部6へと配送される。
【0024】
また、倒立用ロボット10は、図4(f)、(g)に示すように、パレット置場24に置かれたパレット60上に板材がなくなった場合には、ピッキングハンド22により当該パレット60を吸着し、空パレット置場26に配設する。そして、当該空パレット60は図示しないフォークリフト等の搬送手段により搬送される。
溶接部6へと配送された各板材は、溶接ロボット52により仮溶接が施されサブユニットが製作され、当該サブユニットは台車コンベア54に載せられて次の工程へと移行する。
【0025】
以上のように、当該サブユニット組立装置1は、パレット上に平置きされた板材を、倒立用ロボット10により倒立させて倒立部材置場28に配設し、当該倒立された板材を配送機構38のクランプハンド42により把持して溶接部6へと配送する。
このように、倒立用ロボット10により平置きされた板材を倒立させて倒立板材置場28に配設することで、配送機構38のクランプハンド42は容易に当該板材を把持することができる。つまり、板材の受け渡しを円滑にすることができる。
【0026】
また、板材倒立手段である倒立用ロボット10と、板材を溶接部6へと配送する配送機構38とが、それぞれ独立して設けられていることで、板材倒立作業、配送作業、溶接作業をそれぞれ独立して行うことができ、作業効率を向上させることができる。また、板材倒立部2、配送部4、溶接部6の装置をそれぞれ独立して設けることで各装置を簡易で小型な構成とすることができる。
【0027】
これらのことから、板材の倒立、配送、及び溶接を効率よく全自動化し、円滑に部材を組み立てることができる。
以上で本発明に係る部材組立装置の実施形態についての説明を終えるが、実施形態は上記実施形態に限られるものではない。
例えば、上記実施形態では、本発明に係る部材組立装置及び部材組立方法を造船におけるサブユニット組立装置に適用させているが、当該部材組立装置及び部材組立方法はこれに限られるものではなく、他にも平置きされた板材を溶接するような組立装置及び組立方法に適用させてもよい。
【0028】
また、上記実施形態では、倒立用ロボット10を1機、配送機構38を2機、溶接ロボット52を2機有しているが、このような構成に限られるものではなく、例えば、倒立用ロボット、配送機構、溶接ロボットをそれぞれ1機のみ備えた構成であっても構わない。
また、上記実施形態では、倒立用ロボット10は6軸多関節ロボットであるが、板材倒立手段はこのような構成に限られるものではなく、他の構成のロボット等であっても構わない。
【0029】
また、上記実施形態では、配送機構38は直交3軸に1つの回転軸を加えた可動範囲を有するものであるが、当該構成に限られるものではない。
【符号の説明】
【0030】
1 サブユニット組立装置
2 板材倒立部
4 配送部
6 溶接部
10 倒立用ロボット(板材倒立手段)
22 ピッキングハンド
24 パレット置場
26 空パレット置場
28 倒立板材置場
32 第1門型フレーム
38 配送機構(配送手段)
40 ポスト部材
42 クランプハンド
46 第2門型フレーム
52 溶接ロボット(溶接手段)
54 台車コンベア
60 パレット
62 大板材
64 小板材
【特許請求の範囲】
【請求項1】
複数の部材を溶接して組み立てる部材組立装置において、
平置きされた板材を倒立させる板材倒立手段と、
前記板材倒立手段により倒立した板材を配送する配送手段と、
前記配送手段により配送された板材に溶接を施す溶接手段と、
を備えることを特徴とする部材組立装置。
【請求項2】
前記板材倒立手段は、前記板材の形状に応じて倒立板材置場の所定の位置に倒立させるものであり、
前記配送手段は前記倒立板材置場から前記板材を持ち上げて所定の溶接位置に配送するものであることを特徴とする請求項1記載の部材組立装置。
【請求項3】
前記板材倒立手段は、可動する腕部先端に前記板材を吸着可能な電磁石の設けられたロボットであることを特徴とする請求項1または2記載の部材組立装置。
【請求項4】
前記配送手段は、前記板材の上部を持ち、該板材を少なくとも上下方向を軸として回転可能であることを特徴とする請求項1乃至3のいずれか記載の部材組立装置。
【請求項5】
複数の部材を溶接して組み立てる部材組立方法において、
平置きされた板材を倒立させる倒立工程と、
前記板材倒立手段により倒立した板材を配送する配送工程と、
前記配送手段により配送された板材に溶接を施す溶接工程と、
を備えることを特徴とする部材組立方法。
【請求項6】
前記倒立工程では、前記板材の形状に応じて倒立板材置場の所定の位置に倒立させ、
前記配送工程では、前記倒立板材置場から前記板材を持ち上げて所定の溶接位置に配送することを特徴とする請求項5記載の部材組立方法。
【請求項1】
複数の部材を溶接して組み立てる部材組立装置において、
平置きされた板材を倒立させる板材倒立手段と、
前記板材倒立手段により倒立した板材を配送する配送手段と、
前記配送手段により配送された板材に溶接を施す溶接手段と、
を備えることを特徴とする部材組立装置。
【請求項2】
前記板材倒立手段は、前記板材の形状に応じて倒立板材置場の所定の位置に倒立させるものであり、
前記配送手段は前記倒立板材置場から前記板材を持ち上げて所定の溶接位置に配送するものであることを特徴とする請求項1記載の部材組立装置。
【請求項3】
前記板材倒立手段は、可動する腕部先端に前記板材を吸着可能な電磁石の設けられたロボットであることを特徴とする請求項1または2記載の部材組立装置。
【請求項4】
前記配送手段は、前記板材の上部を持ち、該板材を少なくとも上下方向を軸として回転可能であることを特徴とする請求項1乃至3のいずれか記載の部材組立装置。
【請求項5】
複数の部材を溶接して組み立てる部材組立方法において、
平置きされた板材を倒立させる倒立工程と、
前記板材倒立手段により倒立した板材を配送する配送工程と、
前記配送手段により配送された板材に溶接を施す溶接工程と、
を備えることを特徴とする部材組立方法。
【請求項6】
前記倒立工程では、前記板材の形状に応じて倒立板材置場の所定の位置に倒立させ、
前記配送工程では、前記倒立板材置場から前記板材を持ち上げて所定の溶接位置に配送することを特徴とする請求項5記載の部材組立方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−264521(P2010−264521A)
【公開日】平成22年11月25日(2010.11.25)
【国際特許分類】
【出願番号】特願2009−115549(P2009−115549)
【出願日】平成21年5月12日(2009.5.12)
【出願人】(000000099)株式会社IHI (5,014)
【出願人】(502422351)株式会社アイ・エイチ・アイ マリンユナイテッド (159)
【Fターム(参考)】
【公開日】平成22年11月25日(2010.11.25)
【国際特許分類】
【出願日】平成21年5月12日(2009.5.12)
【出願人】(000000099)株式会社IHI (5,014)
【出願人】(502422351)株式会社アイ・エイチ・アイ マリンユナイテッド (159)
【Fターム(参考)】
[ Back to top ]