
配向されかつ微細な波形が設けられたフィルムを含んでなる積層体を製造する方法及び装置及び結果として得られる製品
配向されかつ波形を設けたフィルム(A)と、フィルム又はウェブ(B)との積層体を製造する方法において、少なくともフィルム(A)は、配向可能な結晶性ポリマー材料からなり、該フィルム(A)は、ローラー又はバーの間に形成された線形状のニップ(D−F)によって形成される角度に関する配置で延伸される一方、その線形状のニップに対して垂直な面に対して鋭角(u)を形成する方向でこのニップに運ばれ、そして引き続き、牽引手段(1及び2)によって、該垂直な面に対して鋭角(v)の下に引き出され、この面の対向する面で測定される際、(v)は(u)よりも大きいが85°より小さく、これによって伸張及び一軸分子配向が形成され、延伸比(GD:FE)及び角度(u)及び(v)が、延伸された上記のフィルム(A)の配向の角度が、その長手方向から15°未満逸脱し、かつ、フィルム幅の減少がもたらされるように選択され、誘導ライン(direct line)において測定されたその減少は、長手方向へ伸びる波形を形成するように長手方向の伸張によって生じた幅の減少よりも大きく、かつ、該波形が、該牽引手段(1及び2)と接触する前に安定化され、かつ、フィルム(B)が、フィルム(A)が該ニップ(D−F)を去った後に(A)の波うった溝形状を維持しながら該フィルム(A)に積層される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明の目的は発明の名称から明らかである。熱可塑性シート材料の波形状ボードは、40年以上もの間知られている。これら公知の製品の用途は、一般に、段ボールの用途に似ている。というのも、いずれも一方向における曲げに対して高い剛性をもたらすからである。しかしながら、最近の発明は、積層体によりボード特性を調節し、可撓性ではあるが剛性のフィルムの特性をもたらすのに低波長の波うった溝形状を狙いとしており、同時にいくつかの特性を向上させるべく、配向技術、そして好ましくはクロス積層(crosslaminating)技術が使用されている。特に、引張強度、引張降伏(yield tension)、及び引裂伝播耐性。
【背景技術】
【0002】
故に、国際公開第02/102592号パンフレット(特許文献1)(Rasmussen)は、好ましくは機械方向に配向された、好ましくは一つの層に、長手方向の伸びる3mm以下の波長の波うった溝形状が設けられている積層体、好ましくはクロス積層体(crosslaminates)に関するものである。別の層は波うった溝形状を有さず、そして横方向の配向が設けられているのが好ましい。
【0003】
別の公知文献、国際公開第04/54793号パンフレット(特許文献2)(Rasmussen)においては、各方向における曲げに対抗した剛性を達成することが目的とされており、そしてこの目的を達成するために、積層体の一つの層には、その機械方向に沿って波うった溝形状が設けられ、別の層には、横方向に波うった溝形状が設けられ、そしてこの積層体の少なくとも一つにおいて、その波うった溝形状の波長は5cm以下、好ましくはずっと短い。
【0004】
上述したRasmussenによるいずれの文献においても、機械方向(m.d.)の波うった溝形状の構築は、円形状の溝部を有するローラーを用いることによって生じる。これらの溝部を有するローラーは相互にかみ合っていて、そして、積層は、溝部を有するローラーと、滑らかでゴムが被覆されたローラーとの間で行われる。積層のための溝部を有するローラーは、波うった溝形状を設けるための溝部を有するローラーでもって正確に記録された状態にあり、そして、最初に述べた溝部を有するローラーが、最後に述べた溝部を有するローラーの温度よりも高い温度を有するため、溝部のピッチは、周囲温度を考慮した場合、相互に異なるものでなければならない。上記の二つの文献における実施例では、積層ローラー上の溝部のピッチは1.0mmであるが、いずれの文献にも、最終的な積層体の機械方向において波うった溝形状のピッチ(m.d.)は、接合後の横方向に配向されたフィルムの収縮によって、0.8mmにされることが述べられている。
【0005】
二番目に述べたRasmussenの文献は、m.d.に対して垂直な波うった溝形状を形成するいくつかの方法に言及している。最も実際的な方法(請求項67参照)では、横方向の波うった溝形状が施されたフィルムは、微小なパターンで長手方向の溝部が設けられた(すなわち、溝部はm.d.に対して垂直である)積層ローラー上でm.d.配向されたフィルムにライン接合(line−bonded)され、そして接合しているm.d.配向フィルムの安定化後は収縮に至る。ここで、その他のフィルムの非結合領域は曲がり、そして波うった溝形状を形成する。
【0006】
本発明を概念化する前に、本発明者等は上述のRasmussenの文献における技術の用途に関する市場を徹底的に研究した。二番目に挙げたRasumssenの文献は、“波うった溝形状のテキスタイルのような用途のために、両方の層における波長はできるだけ短いのが好ましく、そうすることによって、製造方法について経済的なものとすることができる”ことに言及している。ここで、波うった溝形状の波長が約0.5mm又はそれより小さく、そのため、波うった溝形状がほとんど見えないか、又は上質なテキスタイル構造に見えるようなローゲージ(low guage)の積層体に市場の関心が向けられていることは明らかである。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】国際公開第02/102592号パンフレット
【特許文献2】国際公開第04/54793号パンフレット
【特許文献3】米国特許第6139938号明細書
【特許文献4】米国特許第2505146号明細書
【特許文献5】米国特許第3491158号明細書
【特許文献6】英国特許第1078732号
【特許文献7】米国特許第5361469号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
そのラインに従い、本発明は、上述した垂直の波うった溝形状を設ける製造方法が、極端な困難もなく、0.5mm未満のピッチの横方向の波うった溝部を形成するのに適用できることを見出した(これに関する本発明の例2及び例3を参照のこと)。しかしながら、本発明の、0.5mm未満の波長のm.d.の波うった溝形状を設けるための上述の技術に関する計算及び実験は、これが産業的に応用可能ではあるが、積層体の幅は、ローラーの温度制御における積層化及び溝部の非常に微細なパターンの機械加工における正確さに起因して約30〜50cmに制限されるであろうことを示した。それは、波うった溝形状を形成するための溝が施されたローラーと、溝が設けられた積層ローラーとの間の正確な“記録”を得る可能性を厳密に制限する。結論として、m.d.に延びる微細な波うった溝形状を有するフィルムを形成しかつ積層化するための全く違った方法を考案する強い必要性が存在する。
【0009】
これに関して、本発明者等の知る限り、段ボール紙積層体の公知の最も短い波長が約1.8mmであることに言及すべきである。このことは、米国特許第6139938号明細書(Lingle等)(特許文献3)に記載されている。
【課題を解決するための手段】
【0010】
本発明は、1950年に発行された米国特許第2505146号明細書(Ryan)(特許文献4)から知られている技術に基づくものである。本発明請求項1の冒頭に述べられている方法段階はその特許文献から知られているが、請求項1の特徴を述べる部分から明らかなように、本発明においては特別な条件が選択され、そして積層化工程が追加される。特許請求の範囲を理解するために、図1及びそれに対応する説明を検討することを推奨する。
【0011】
本発明は、積層体の製造を目的として第一に検討されるものであって、ここで(B)はまた、結晶性の配向可能なポリマー材料からなる薄いフィルムでもあるが、フィルム(B)がそれらに限定されることなく、例えば、紙フィルム(paper film)、金属箔又はテキスタイルウェッブであることができる。
【0012】
Ryanは、バイアスに分子配向を形成することに焦点を当てており、そして彼の技術の好ましい実施では、角度(v)は角度(u)よりも小さく、これは、本発明で使用される技術とは対照的である。しかしながら、図6及び図17、及び第25欄及び第32欄中の対応する説明において、Ryanは、角度(v)が角度(u)より大きくなり得ることは説明しているが、彼は、フィルムにおける平坦でかつ安定な長手方向の波形を形成するのに、彼の技術が適用できることは開示していない。本発明の図4を検討することにより、本発明の使用によって形成される非常に微細でかつ一様な波は、驚くべきことに、Ryanからはほとんど予期することはできないことがわかる。
【0013】
更に、1966年に発行された米国特許第3491158号明細書(Rasmussen)(特許文献5)を参照する。これは、Ryanの特許とはニップにおいて異なっており、該ニップは、延伸の間フィルム支持体を保持し、通常の一対のニップローラーによって、すなわち、角度(u)がゼロで形成されるが、それは、フィルムが延伸される一方で、ニップから下方に向かって角度(v)で引き出されるという特徴によってRyanと類似している。この延伸は、高められた温度で行われる。この古いRasmussenの方法では、実際に、微細で長手方向に延びるひだ(pleats)又は波形が形成されている。本発明におけるように、このことは、フィルムを延伸させることによってもたらされる過度な幅の減少においてフィルムの幅を低減させることによって行われる。しかしながら、これらの微細なひだ又は波の形状は安定化されず、そして、波形の積層体の製造のために維持されない。反対に、ひだは圧迫された平坦部であり、そして例えば微小繊維化によって、撚り糸又は工業用糸を製造するという目的で、最終的な長手方向の延伸を強化するのに使用される。
【0014】
特別な目的のための、このRyanの技術の旧式の変更もまた本発明に適用できるが、ただし、波形構造の圧縮は避けられ、波形は安定化されて、最終的な延伸工程は省略される。しかしながら、上記の古いRasmussenの方法では、角度(v)は70〜85°(請求項3を参照のこと)であると同時に角度(u)はゼロであり、そしてこれにより、幅が非常に大きく減少し、これは本発明のほとんどの用途に不適当である。
【0015】
本発明の請求項1を再び参照すると、記載された角度及び延伸比の選択は、すでに述べたように、図1及びそれに関連する説明を検討することによってより良好に理解されるであろう。Ryanの特許における広範な材料処理を参照する。“長手方向における伸張によって引き起こされる幅の減少”に関しては、実験室で測定できる因子である。実験室での測定は、幅の狭い(例えば、2cm幅)の連続フィルムの試料に対して実施することができ、そのフィルムは、工業用プロセスのために選択される温度及び速度で延伸される。
【0016】
請求項1は、フィルム(A)がニップ(D−F)を去る際に、それにおける配向の方向が、それその長手方向から15°未満逸脱させることをもたらす一方、この逸脱は好ましくは10°未満であり、特に好ましくは5°未満である。
【0017】
フィルム(A)をニップ(D−F)に角度(u)の下に供給するのに特に適した装置が、1967年発行の英国特許第1078732号(Rasmussen)(特許文献6)に開示されている。この装置は、“セグメントローラー−(Segmental Rollers)”、すなわち、ニップが、一対の回転ローラー(5)の間で形成され、該ローラーのそれぞれは、3つ以上の、軸方向に可動なセグメント(6)からなる面を有し、これらのセグメントは、該ローラーの回転に連動して軸方向に沿って往復運動し、それにより、常に同じ角度(u)でフィルムがニップ(D−F)に供給される。
【0018】
上述の英国特許は、繊維状の網織物(network)を得るために強く配向されたフィルムを分割することに関する。微小繊維化プロセスにおいて使用されるゴムベルトは、本発明に関しては不要であるが、ローラーのうちの少なくとも一方に対するセグメントは、ニップを形成するためにゴム被覆されていなければならない。ローラーの表面が、通常、例えば、60〜80℃に加熱され、そして、低摩擦力が好ましいため、そのゴムはシリコーンゴムであるのが好ましい。
【0019】
図1及びそれに関連する説明から明らかなように角度u、角度v、延伸比EF:DG、及び達成される幅DE:GFの減少の間の関係は固定されるであろう。深い波形又はひだを設けることと組み合せて高い延伸比が望ましい場合、ニップ(D−F)に供給されるフィルムは、一軸配向、好ましくは、その長手方向と一致するか又は該長手方向から最大で20°逸脱している状態にあるか、あるいは、その長手方向と一致するか又は該長手方向から最大で20°逸脱している主要な方向を有する不均衡な二軸配向状態にあることが必要であろう。強い溶融配向が十分であろう。
【0020】
波形を設けたフィルムが牽引装置(ローラー)に接触する前に必要な安定化は、フィルムがニップに接触する前にそれを加熱することによって最も簡単な形態で実施され、次いでそのニップも加熱される。加熱されたそのフィルムは、該牽引手段(1)及び(2)と接触する前に、好ましくは、該ニップから出た直後に、通常は空気によって再度冷却されなければならない。波形の驚くべき安定性は、波形の形成の間の適切な高いフィルム温度、及びその後の上述した冷却によって達成することができる。特別な場合、安定化は放射線照射によって得られる。
【0021】
代替的に、又は補足的に、フィルム(A)がニップ(D−F)を出た後であって牽引手段(1)及び(2)に接触する前の、フィルム(A)及び(B)の積層化を遂行することによって安定化を確立することができる。しかしながら、通常の順序では、フィルム(A)が牽引手段を出るとき積層が行われる。これは、異なる製造ラインで行うことができる。
【0022】
いずれの場合にも、フィルム(A)の片面上のひだ(波)の高い部分に限定されたライン接合又はスポット接合として、接合は確立される。そのフィルム(A)の対向する面に対して第三のフィルム(C)も積層させることができる。最も簡単な形態において、フィルム(B)及び/又はフィルム(C)は、押出コーティングによって形成され、そして溶融状態における延伸によってのみ配向される。
【0023】
しかしながら、全ての方向において良好な強度を有するフィルムを製造するために、積層体がクロスラミネート(crosslaminate)であること、すなわち、フィルム(B)を、フィルム(A)の長手方向に対してある角度で配向させてあるのが好ましい。この接合は、押出積層又はフィルム(A)及びフィルム(B)のそれぞれの上に共押出成形された積層層によって形成することができる。フィルム(A)の波形が、積層の間にその波形が著しく平らになるのを避けるよう効果的に安定化されていることが重要である。それにも拘わらず、図3及び図3aに関連して更に説明するように、非常に低い積層圧力下で積層を実施することが重要である。
【0024】
積層の前に、フィルム(B)が結晶性の配向可能なポリマー材料からなる場合には、そのフィルム(B)は、一軸分子配向又は不均衡化二軸分子配向に供されることが好ましく、これにより、フィルムに、横方向に延びる主要な方向の強度を与える、すなわち、m.d.でのある角度を形成させる。この角度は、実施(機械類の経費を含む)を考慮してそれが許容される場合、好ましくは40〜90°、特に、好ましくは、90°である。横方向の90°における配向は、例えば、約80〜90℃での従来技術のテンターフレームにより、好ましくは、幅の拡張の間、自由な長手方向における収縮が許容される場合に実施することができる。
【0025】
バイアス延伸を行う装置において、角度(v)は好ましくは調節可能にされる。角度(u)は、セグメントの往復運動を制御する装置が交換可能なものでない限り、調節可能にはできない。上述したように、(u)は、非常に特別な場合にゼロであることができる。別の極端な場合、その角度は90°に近い、例えば約85°である。しかしながら、通常は、その角度は約15°〜約60°の範囲内であるべきである。
【0026】
“セグメントローラー”の回転を各セグメントの往復運動へと転送するカム配置は、上述の英国特許(特許文献6)中で説明されている。しかしながら、角度(u)が約50°より大きい場合、カム装置が、複数の空気力学的(pneumatic)又は油圧式(hydraulic)ピストンを備え、各セグメントに対してその一つが作用するように補う必要があるであろう。
【0027】
横方向に延びる波形をフィルム(B)に形成し、引き続いてそのフィルム(B)をフィルム(A)に、それらの波形を損なうことなく積層する適当な方法は、請求項10〜13から明らかであり、また、図3及び図3aに関連して更に説明される。
【0028】
本発明の実施形態が使用されるか否かに拘わらず、フィルム(A)及び(B)のそれぞれについての適当な組成は、各フィルムについて少なくとも50%を形成するよう、HDPE、LLDPE又は結晶性PPを含んでなる。
【0029】
第三のフィルム(C)は、フィルム(B)とは反対側の面のフィルム(A)に積層させることができる。
【0030】
保護もまた、本明細書で説明される装置との組み合わせに関して特許請求の範囲に記載されており、本発明の方法を実施するのに適している。更に、本発明は、この方法によって製造される製品を包含する。
【0031】
本発明を、添付の図面を参照しながらより詳細に説明する。
【図面の簡単な説明】
【0032】
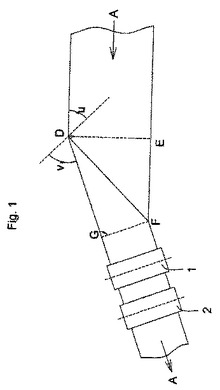
【図1】図1は、請求項1を明らかにするのに供される主要な図面である。
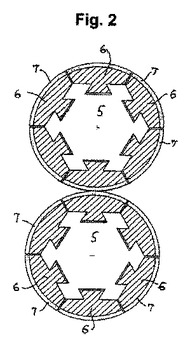
【図2】図2は、波形が形成されるニップを構築し、そしてフィルム(A)をこのニップに、それらローラーの軸に対して垂直な角度(u)で運ぶように適合される“セグメントローラー”の概略図である。
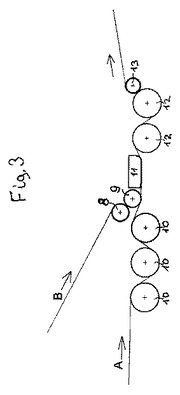
【図3】図3は、m.d.に配向され、そして微細に波うった溝形状が設けられたフィルム(A)が、どのように該(A)の波うった溝形を分配させることなく、平坦なフィルム(B)にライン接合されるか、及び、どのように該(B)のt.d.に波うった溝形が、該(A)のm.d.の収縮によって設けられるかを示す図である。
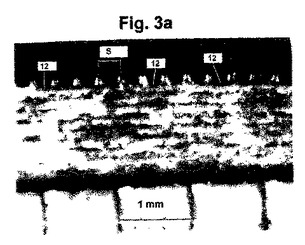
【図3a】図3aは、図3に示される積層ローラーの顕微鏡写真であって、例2及び例3、及び他の実験室における試験のために実際に作製されたものであり、該ローラーの一方の端部から見たものであり、それにより、ラインのパターンに接合を限定させる、微細なパターンの溝部を示している図である。
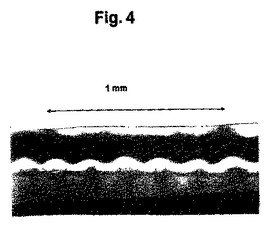
【図4】図4は、均等かつ微細な波形を有する断面を示す、例1で説明されるように製造されたフィルムの顕微鏡写真である。
【0033】
図1において、その長手方向において比較的強い配向をすでに受けたフィルム(A)が、ニップ(DF)へ、そのニップに対して垂直な角度(u)で引き込まれる。そのニップは、図2に示される二つの“セグメントローラー”の間に形成される。該ローラーはそれぞれ、コア(5)及びセグメント(6)からなり、該セグメントには、ゴムのコーティング(7)が設けられている。セグメント(6)は、コア(5)に対して軸方向に可動であり、トラック中を走行する。装置は、該ローラーの少なくとも一方の端部に配置された湾曲したトラック及びセグメント上の対応するカムを含んでなり、そのトラックの曲率は、ローラーがそのトラックに関連して回転するとそれらのセグメントが長手方向に往復運動するような曲率である。これらのトラックは、本明細書では簡略化された構造で示されているが、実際には、それらトラックは、通常、特別なローラーベアリングを含むべきである。“セグメントローラー”が回転すると、セグメントは往復運動し、一回の回転の間に一回の“前進”及び一回の“後退”を行う。上述したように、これは、通常、各ローラーの一端部にカムを使って配置される(上述の特許文献6中の図面を参照)。しかしながら、該カムは、ローラーに組み込まれた、該ローラーの回転によって制御されるか又はその回転を制御する、適当な空気力学的又は油圧式手段で置き換えるか又はそれで補うことができる。
【0034】
図1に戻ると、フィルム(A)は、ローラー対(1)及びローラー対(2)によってニップ(DF)から引き出され、そしてそれらのローラー対の周速度と同じ速度の動きによってそこで延伸される。この引き出しは、ニップに対する基準面と引き出し方向との間の角度(u)よりも大きい角度(v)で行われる。
【0035】
正確な長手方向の配向が望まれる場合、フィルム(A)に、フィルム(A)がニップに接触する前にその長手方向に対して90°で描かれた直線、例えばライン(DE)は、該ニップを通過後にも、そのフィルム(A)のその後に存在する長手方向の、例えばライン(GF)に対して垂直な直線を維持しなくてはならない。その場合、フィルムがニップに接触する前に該フィルムに描かれた円は、そのフィルムの新たな長手方向に平行な主要な軸を有する楕円に変形されて、m.d.に対して垂直に描かれた直線は、本質的に、m.d.に対して垂直な直線として残るであろう。
【0036】
点(E)(フィルムに描かれる場合)が(ニップ上の)点(F)に移動した場合、点(D)(フィルムに描かれる場合)は点(G)に移動するであろう。それ故、延伸比、すなわち、進入速度及び排出速度の間の比は、(DG)を(FE)で除したものになるであろう。図1において、フィルム(A)は、延伸を与えるニップDFの前と後とで同じ面で移動するように示されている。実際には、フィルム(A)は、必要ではないが、好ましくは、“セグメントローラー”の一方の面に沿ってある円弧、例えば10〜20°を超えるべきである。これは、フィルムがしわになるのを防ぐのに役立つ。しかしながら、図中でこのことを示すにはかなり複雑なものになるであろう。ニップを出ると、フィルムは再び、小さい円弧にわたる一方のローラー表面に沿う場合があるが、これは肯定的な効果ではない。フィルム(A)が、ニップDFの前及び/又は後でローラー表面に沿うような状況の場合、図1は展開されていない代表例と理解すべきである。
【0037】
これらの検討は、本質的に、全ての延伸が、ニップDF中又はニップDFの直後に行われるという条件に基づいている。これを確実にするために、このフィルムは、ニップから出た直後に効率的に空冷される。これは、ニップの直後に配置され、微細な多孔質材料の壁で終端し、この壁がフィルムに対して平行であり、そしてそのフィルムのほとんどに接触する空気ダイスを適用することによって好都合に実施することができる。
【0038】
フィルム(A)の、収縮するという固有の傾向は、上記の概説において述べたように、実験室における実験によって正確に確立することができる。
a) 望まれる波形の深さに関する因数で乗ぜられる、この固有の収縮比、
b) 角度(u)、及び
c) 延伸比、
に基づいて、角度(v)は三角法をベースに簡単に計算できる。かくして、
延伸比DG/FE = sin v/sin u、及び、
固有の収縮及び特別な波形からなる全t.d.収縮比:
DE/GF = cos u/cos v、が容易に算出される。
例1の計算もまた参照されたい。
【0039】
図1には示されていないが、フィルム(A)が、“S経路”で二つのローラー対(1)及び(2)のそれぞれを通過することが当然理解される。この通過の間、波形を設けた構成物の走行は回避されなければならず、それ故、これら4つのローラーのそれぞれは、軟質のゴムで被覆することができ、そして二つのローラー(1)は、相互に対してニップを形成しなくてよい。ローラー対(2)はニップを形成できるが、ほとんどゼロのニップ圧を及ぼすべきである。これらの牽引ローラーを去ると、フィルム(A)は巻き上げられるか又は、図3に示すように行われる積層工程に直接進ませることができる。
【0040】
図3において、薄いフィルム(B)は共押出成形され、そしてそれにより、低融点積層層が設けられる。該フィルムは、いずれの方向に配向することもできるが、好ましくは、m.d.に対して実質的に垂直である。このフィルムはリール、又は、従来技術のテンターフレームのようなt.d.延伸装置から直接供給できる。
【0041】
フィルムの90°の配向を得るための代替的技術は、米国特許第5361469号明細書(Rasmussen)(特許文献7)の第4欄第39行目〜第5欄第6行目に説明されている。ここで、管状のフィルムは、円形の出口オリフィス及び引き込み(haul off)ローラーとの間の相対回転によって或る角度(例えば30°)で配向され、そして引き続いて、該フィルムは或る角度(例えば60°)でらせん状に切断されて90°の配向が形成される。これは、溶融配向だけであり得るが、それにも拘わらず、この方法は、本発明に関して非常に適している。
【0042】
(B)における配向の方向は、m.d.に対して約90°である必要はないが、通常、約40°未満であるべきでない。配向のそのような角度は、m.d.に配向された管状物をらせん状に切断することによって形成することができる。
【0043】
以下に説明される、m.d.に対して可能な90°の下で延びる波うった溝形状の形成は、(B)における配向の方向に関係ないことが注記される。例えば、m.d.に対して40°で配向されたフィルムは、m.d.に対して90°で延びる微細な波うった溝形状を形成することができる。フィルム(B)は、非常に低い張力(制御手段は図示されない)の下に、ゴムでコーティングされたローラー(8)に誘導される。該ローラーは周囲温度を有するが、それに続く、該ローラーに接触する積層ローラー(9)は、積層層を溶融又は半溶融させる温度に加熱される。そのローラー(9)の表面上には微小な軸方向の溝(12)がある。これらの溝は顕微鏡写真図3a中に示されている。
【0044】
この微小な溝は、接合ラインの微細なパターンと接合されない空間との間の接合を制限する。該溝のパターンのピッチは、顕微鏡写真からわかるように、0.3mmと低くすることができる。
【0045】
この薄いフィルム(B)は、積層のために選択された温度にほとんど瞬時に加熱される。(B)がHDPE、LLDPE、LDPE又は結晶性PPからなる場合、低融点積層層が設けられ、適当な温度はこの積層層に依存して、約80〜110℃になるであろう。そして、フィルム(B)がt.d.において強く配向された状態にある場合、該フィルムが装置に供給される前に、横方向の収縮を避けるために類似の又はより高い温度で適切に安定化されていなければならない。そのような安定化は、国際公開第04/54793号パンフレット(Rasmussen)(特許文献2)に、図5に関連して説明されている。
【0046】
フィルム(B)は、フィルム(A)が長手方向に延びる波うった溝形状を設ける“セグメントローラー”の延伸工程から出ると、そのフィルム(A)と積層される。フィルム(A)にもまた、低融点の積層層が設けられる。図1の二組の牽引ローラー(1)及び(2)は、図3では、3つのローラー(10)と置き換えられ、それらは全て軟質のゴムでコーティングされており、そしてそれらの全ては、図1に関連して説明されたように調節される同じ速度で駆動される。それらのローラーは周囲温度を有する。ライン接合は、上記の二つのフィルムが積層ローラー(9)上で接触すると生じる。フィルム(A)は、フィルム(B)が溶融される前に加熱されない。この工程では、フィルム(A)は、“セグメントローラー”を出たときと同じく、長手方向に緊張されたままである。そのフィルム(A)の波うった溝形状を維持するために、短い調節可能な円弧、例えば約20°にわたってのみ、高温積層ローラーに沿う。それにより、各波うった溝形状の僅かな部分だけが平らにされ、そして加熱される。
【0047】
(A)と(B)の積層体は、加圧された空気フィルムを経て、空気ダイ(11)上で微細な多孔質材料を介して形成される。その空気は周囲温度を有しており、フィルム類を冷却して滑らかにするよう作用する。
【0048】
その積層体における張力は、駆動される二つの牽引ローラー(12)及びアイドリングしているニップローラー(13)によって維持される。ローラー(12)の両方は、軟質のゴムでコーティングされ、そしてローラー(13)は気泡ゴムでコーティングされている。
【0049】
3つの牽引ローラー(10)、積層ローラー(9)及び2つの牽引ローラー(12)は、全て同じ周方向速度で駆動されるため、フィルム(A)は、ニップローラー(13)と接触する時にも依然として高い長手方向の張力下にある。ニップを去ると、フィルム(A)は巻き上げられる途中で弛緩されるが、フィルム(B)における接合されていない空間は曲げられて波うった溝形状が形成されて、全ての調整は正しくなる。
【0050】
特に重要なのは、アイドリングしているゴムコーティングされたニップローラー(8)と接触する際のフィルム(B)における張力である。この張力が高い場合、(A)の収縮によって(B)の波うった溝形状の形成が生じないことは明らかである。この張力がゼロに近い場合、積層ローラー(9)上での加熱によって、m.d.における拡張が起こり、それによりフィルム(B)が部分的にローラーとの接触から外れてしまう。したがって、フィルム(B)がローラー(8)に接触する際のその張力は、非常に正確に調節されなければならない。コロナ放電によってフィルム(B)を静電的に帯電させることは、低い張力でそのフィルム(B)のローラー(9)との良好な接触を維持するのに役立つ。
【0051】
フィルム(A)が積層ローラー(9)にわたって沿う円弧の選択もまた重要である。この結果、冷却ダイ(11)の位置が調節可能になる。
【0052】
フィルム(A)における張力が通常、接合に必要な圧力を生み出すのに十分である一方で、場合によって、それは加圧された空気フィルムの作用によって捕捉することができ、該空気フィルムは、微細多孔質材料により形成され、フィルム(A)のフィルム(B)とは対向する面上に作用する。このことは図中に示されていない。
【実施例】
【0053】
例1
3層の管状PEフィルムが、1.5mmの円形押出口から、吹き込み比(BUR)2:1及びゲージ0.017mmで押出成形される。組成は次の通りである。
中間層: その全部の60%が通常の(plain)高分子量HDPE、
外側層: 80℃で溶融し始めるエチレンコポリマー、
内側層: メルトフローインデックス1の通常の(plain)LLDPE
【0054】
実験用の“セグメントローラー”装置(請求項3及び図2を参照)が使用され、これは、上述した古い英国特許(特許文献6)の結果として得られる現象(developments)のために構成された。この装置において、角度(u)は17°であり、この角度を変更することが実質的な作業であろう。牽引ローラー(図1、符号1及び符号2を参照)は、角度(v)と延伸比とが簡単に変更できるように組み込まれている。
【0055】
20cm幅の細長いテープが、押出成形された管状の、平坦なフィルムから切断され、そして異なる比において70℃で延伸される。これは、この“セグメントローラー”装置で延伸するために選択された温度である。ここで、延伸比3.0:1で破断が生じ、そして上記のテープの幅が破断の直前には1.1mmであること、すなわち、固有の横方向の収縮比が2.0:1.1〜1.8:1であることがわかる。
【0056】
その低い最終的な延伸比は、出発フィルムにおける高い溶融配向に起因する。この高い溶融配向は、本発明の利点であり、それを用いなければ、従来技術のやり方で例えば70℃でフィルムを事前に配向させる必要があったであろう。この理由は、厳密な長手方向の配向及び波形が、最終的なフィルムにおいて好ましく、そしてそれ故、図1の説明で計算したように、延伸比は、sin v/sin 17° − sin v/0.29になるであろう。非常に究極的な場合、(v)が90°に達すると、それにより、角度u = 17°の場合、“セグメントローラー”装置における延伸比のための1:0.29〜3.4:1の制限が設定される。
【0057】
破断から保護するために、延伸比2.6:1が選択される。延伸の実験が20mm幅のテープに対して70℃で実施されることにより、この比での延伸が、本質的に幅を20mmから14mmへ減少させることが発見される。これは、固有の収縮比が(2.0:1.4):1 = 1.43:1であることを意味する。
【0058】
試験的な角度(v) = 60°が選択される。図1の説明中の式に従い、これは、比cos 17°/cos 60° − 0.95:0.5 = 1.90:1で全幅を減少させるであろう。この固有の収縮比が1.43:1であるため、波形状を作るのに1.90/1.43 = 1.33:1の比が残され、これは許容可能であると考えられる。
【0059】
その一方で、配向の方向は、厳密に長手方向になるであろう。これを達成するために、延伸比は、sin 60°/sin 17° = 0.87:0.29 = 3.0:1であるべきである。
【0060】
しかしながら、長手方向の配向からの逸脱は非常に低いと考えられるため、“セグメントローラー”装置における延伸は、v = 60°、温度70℃、及び延伸比2.6:1で実施される。ここで、長手方向の配向からの逸脱は無視できることが確認される。
【0061】
得られた波形状は、顕微鏡写真の図4から明らかである。すでに前述したように、波形状は驚くほど均等である。フィルムは、低い積層圧下で波形状を有さない、同様の組成を有するフィルム(B)と積層させることができる。
【0062】
例2
この例では、図1、図2、図3及び図3aの装置を組み合わせた完全延伸/積層ラインが使用された(いくつかの変更はある。以下を参照)。フィルム(A)と(B)の両方とも、LLDPEをベースとしていた。“セグメントローラー”の延伸工程の前に、フィルム(A)は、120mm幅のリボンの形態のm.d.溶融配向フィルムとして出発し、一方で、フィルム(B)は積層工程の前に、55mm幅のリボンの形態の60°溶融配向フィルムとして出発した。その60°配向は、米国特許第5361469号明細書(Rasmussen)(特許文献7)中で説明されているように、m.d.溶融配向された管状物のらせん状の切断によって達成された。(B)における出発配向が60°以下であるが、その波うった溝形状の方向は垂直になったことが記される。
【0063】
実験室での延伸/積層ラインに関して
図1における二組の牽引ローラー(1)及び(2)が、図3の3つの牽引ローラー(10)に置き換えられた。
【0064】
ローラー(8)は、図3におけるニップローラーとしてはまだ試用されなかった。該ローラーは、積層ローラー(9)から等距離に配置されたアイドリングローラーとして作用させた。
【0065】
図3における空気フィルム冷却装置は、簡単な金属ブロックに置き換えられ、これは各試験走行の開始時にほぼ周囲温度を有していた。各試験走行が短いため、それを冷却する必要はなかった。
【0066】
積層ローラー(9)の径は32mmであり、その長さは52mmであった。
【0067】
図1を参照すると、角度uは17°であって、角度vは60°であり、いずれも例1と同様であった。
【0068】
押出成形されたフィルムに関して
フィルム(A)及び(B)は、ゲージにおいてだけ異なる別々の管状フィルムから取り出された。(A)についての押出成形されたフィルムのゲージは0.030mmであり、(B)についての押出成形されたフィルムのゲージは0.015mmであった。いずれも、3成分ダイから共押出成形された。組成は次の通りである。
【0069】
コア及び内側層として押出成形される主要な層は、全体の85%であり、かつ、100%LLDPE(Dowlex 5056)であった。
【0070】
外側層(積層体の)は全体の15%であり、かつ、約80〜90℃の融点のエチレンコポリマー(Attane SL4102)からなるものであった。
【0071】
共押出成形ダイにおける排出口の空隙は1.5mmであり、そして吹き込み比は1.8:1であった。
【0072】
延伸/積層の条件
黒色ゴムでコーティングされた“セグメントローラー”の表面は、赤外線によって加熱され、そして50℃に制御された。積層ローラー(9)は、温水の循環によって加熱されて80℃に制御された。
【0073】
最終的な積層体について測定した場合の、弛緩後のフィルム(A)の延伸比は3.0:1であった。これにより、正確な長手方向配向の(A)が製造されたことがわかった。
【0074】
フィルム(B)における巻き戻し張力は、フィルム(B)に可能な限り深い波うった溝形状が形成されるように調節された。
【0075】
金属ブロック(11)の位置による実験により、フィルム(A)と(B)との間の接合を損失することなく、フィルム(A)における波うった溝形状が平らになるのを最小限にした。
【0076】
結果
フィルム(A)は、波うった溝の波長0.5mm及び該溝の深さ0.23mmで波うった溝形状を有するものになった。
【0077】
フィルム(B)は、ローラー(9)上のピッチに対応する波うった溝の波長及び該溝の深さ0.09mmの波うった溝形状を有するものになった。
積層体の最終ゲージ: 32g/m2
最終的なm.d.引っ張り張力: 24N/cm幅
最終的なt.d.引っ張り張力: 7N/cm幅
【0078】
例3
二つのフィルム(A)及び(B)に関して、例2と同じ管状フィルムが使用され、それぞれゲージ0.030mm及び0.015mmであった。この例において、フィルム(B)の横方向の溶融配向が試された。工業用のプロセスにおいては、これは、米国特許第5361469号明細書(Rasmussen)(特許文献7)の第4欄第39行目〜第5欄第6行目において説明されている方法によって都合良く達成できる。この技術は、上記の本発明の概説においてすでに簡単に説明されている。しかしながら、本試験において、55mm幅の細片は、押出成形された管状フィルムからそのm.d.に対して90°で単に切断されたものであり、そしていくつかのそのような細片が接着テープを用いて連結された。
【0079】
波うった溝形状を設けた積層体の試験手順は、例2で説明されたとおりに正確に行われた。
【0080】
結果
フィルム(A)は、波うった溝の波長0.5mm及び該溝の深さ0.01mmの波うった溝形状を有するものになった。
【0081】
フィルム(B)は、ローラー(9)上のピッチに対応する波うった溝の波長及び該溝の深さ0.045mmの波うった溝形状を有するものになった。
積層体の最終的なゲージ: 約30g/m2、
最終的な引っ張り強度、m.d.: 26N/cm幅、
最終的な引っ張り強度、t.d.: 7.3N/cm幅
【技術分野】
【0001】
本発明の目的は発明の名称から明らかである。熱可塑性シート材料の波形状ボードは、40年以上もの間知られている。これら公知の製品の用途は、一般に、段ボールの用途に似ている。というのも、いずれも一方向における曲げに対して高い剛性をもたらすからである。しかしながら、最近の発明は、積層体によりボード特性を調節し、可撓性ではあるが剛性のフィルムの特性をもたらすのに低波長の波うった溝形状を狙いとしており、同時にいくつかの特性を向上させるべく、配向技術、そして好ましくはクロス積層(crosslaminating)技術が使用されている。特に、引張強度、引張降伏(yield tension)、及び引裂伝播耐性。
【背景技術】
【0002】
故に、国際公開第02/102592号パンフレット(特許文献1)(Rasmussen)は、好ましくは機械方向に配向された、好ましくは一つの層に、長手方向の伸びる3mm以下の波長の波うった溝形状が設けられている積層体、好ましくはクロス積層体(crosslaminates)に関するものである。別の層は波うった溝形状を有さず、そして横方向の配向が設けられているのが好ましい。
【0003】
別の公知文献、国際公開第04/54793号パンフレット(特許文献2)(Rasmussen)においては、各方向における曲げに対抗した剛性を達成することが目的とされており、そしてこの目的を達成するために、積層体の一つの層には、その機械方向に沿って波うった溝形状が設けられ、別の層には、横方向に波うった溝形状が設けられ、そしてこの積層体の少なくとも一つにおいて、その波うった溝形状の波長は5cm以下、好ましくはずっと短い。
【0004】
上述したRasmussenによるいずれの文献においても、機械方向(m.d.)の波うった溝形状の構築は、円形状の溝部を有するローラーを用いることによって生じる。これらの溝部を有するローラーは相互にかみ合っていて、そして、積層は、溝部を有するローラーと、滑らかでゴムが被覆されたローラーとの間で行われる。積層のための溝部を有するローラーは、波うった溝形状を設けるための溝部を有するローラーでもって正確に記録された状態にあり、そして、最初に述べた溝部を有するローラーが、最後に述べた溝部を有するローラーの温度よりも高い温度を有するため、溝部のピッチは、周囲温度を考慮した場合、相互に異なるものでなければならない。上記の二つの文献における実施例では、積層ローラー上の溝部のピッチは1.0mmであるが、いずれの文献にも、最終的な積層体の機械方向において波うった溝形状のピッチ(m.d.)は、接合後の横方向に配向されたフィルムの収縮によって、0.8mmにされることが述べられている。
【0005】
二番目に述べたRasmussenの文献は、m.d.に対して垂直な波うった溝形状を形成するいくつかの方法に言及している。最も実際的な方法(請求項67参照)では、横方向の波うった溝形状が施されたフィルムは、微小なパターンで長手方向の溝部が設けられた(すなわち、溝部はm.d.に対して垂直である)積層ローラー上でm.d.配向されたフィルムにライン接合(line−bonded)され、そして接合しているm.d.配向フィルムの安定化後は収縮に至る。ここで、その他のフィルムの非結合領域は曲がり、そして波うった溝形状を形成する。
【0006】
本発明を概念化する前に、本発明者等は上述のRasmussenの文献における技術の用途に関する市場を徹底的に研究した。二番目に挙げたRasumssenの文献は、“波うった溝形状のテキスタイルのような用途のために、両方の層における波長はできるだけ短いのが好ましく、そうすることによって、製造方法について経済的なものとすることができる”ことに言及している。ここで、波うった溝形状の波長が約0.5mm又はそれより小さく、そのため、波うった溝形状がほとんど見えないか、又は上質なテキスタイル構造に見えるようなローゲージ(low guage)の積層体に市場の関心が向けられていることは明らかである。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】国際公開第02/102592号パンフレット
【特許文献2】国際公開第04/54793号パンフレット
【特許文献3】米国特許第6139938号明細書
【特許文献4】米国特許第2505146号明細書
【特許文献5】米国特許第3491158号明細書
【特許文献6】英国特許第1078732号
【特許文献7】米国特許第5361469号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
そのラインに従い、本発明は、上述した垂直の波うった溝形状を設ける製造方法が、極端な困難もなく、0.5mm未満のピッチの横方向の波うった溝部を形成するのに適用できることを見出した(これに関する本発明の例2及び例3を参照のこと)。しかしながら、本発明の、0.5mm未満の波長のm.d.の波うった溝形状を設けるための上述の技術に関する計算及び実験は、これが産業的に応用可能ではあるが、積層体の幅は、ローラーの温度制御における積層化及び溝部の非常に微細なパターンの機械加工における正確さに起因して約30〜50cmに制限されるであろうことを示した。それは、波うった溝形状を形成するための溝が施されたローラーと、溝が設けられた積層ローラーとの間の正確な“記録”を得る可能性を厳密に制限する。結論として、m.d.に延びる微細な波うった溝形状を有するフィルムを形成しかつ積層化するための全く違った方法を考案する強い必要性が存在する。
【0009】
これに関して、本発明者等の知る限り、段ボール紙積層体の公知の最も短い波長が約1.8mmであることに言及すべきである。このことは、米国特許第6139938号明細書(Lingle等)(特許文献3)に記載されている。
【課題を解決するための手段】
【0010】
本発明は、1950年に発行された米国特許第2505146号明細書(Ryan)(特許文献4)から知られている技術に基づくものである。本発明請求項1の冒頭に述べられている方法段階はその特許文献から知られているが、請求項1の特徴を述べる部分から明らかなように、本発明においては特別な条件が選択され、そして積層化工程が追加される。特許請求の範囲を理解するために、図1及びそれに対応する説明を検討することを推奨する。
【0011】
本発明は、積層体の製造を目的として第一に検討されるものであって、ここで(B)はまた、結晶性の配向可能なポリマー材料からなる薄いフィルムでもあるが、フィルム(B)がそれらに限定されることなく、例えば、紙フィルム(paper film)、金属箔又はテキスタイルウェッブであることができる。
【0012】
Ryanは、バイアスに分子配向を形成することに焦点を当てており、そして彼の技術の好ましい実施では、角度(v)は角度(u)よりも小さく、これは、本発明で使用される技術とは対照的である。しかしながら、図6及び図17、及び第25欄及び第32欄中の対応する説明において、Ryanは、角度(v)が角度(u)より大きくなり得ることは説明しているが、彼は、フィルムにおける平坦でかつ安定な長手方向の波形を形成するのに、彼の技術が適用できることは開示していない。本発明の図4を検討することにより、本発明の使用によって形成される非常に微細でかつ一様な波は、驚くべきことに、Ryanからはほとんど予期することはできないことがわかる。
【0013】
更に、1966年に発行された米国特許第3491158号明細書(Rasmussen)(特許文献5)を参照する。これは、Ryanの特許とはニップにおいて異なっており、該ニップは、延伸の間フィルム支持体を保持し、通常の一対のニップローラーによって、すなわち、角度(u)がゼロで形成されるが、それは、フィルムが延伸される一方で、ニップから下方に向かって角度(v)で引き出されるという特徴によってRyanと類似している。この延伸は、高められた温度で行われる。この古いRasmussenの方法では、実際に、微細で長手方向に延びるひだ(pleats)又は波形が形成されている。本発明におけるように、このことは、フィルムを延伸させることによってもたらされる過度な幅の減少においてフィルムの幅を低減させることによって行われる。しかしながら、これらの微細なひだ又は波の形状は安定化されず、そして、波形の積層体の製造のために維持されない。反対に、ひだは圧迫された平坦部であり、そして例えば微小繊維化によって、撚り糸又は工業用糸を製造するという目的で、最終的な長手方向の延伸を強化するのに使用される。
【0014】
特別な目的のための、このRyanの技術の旧式の変更もまた本発明に適用できるが、ただし、波形構造の圧縮は避けられ、波形は安定化されて、最終的な延伸工程は省略される。しかしながら、上記の古いRasmussenの方法では、角度(v)は70〜85°(請求項3を参照のこと)であると同時に角度(u)はゼロであり、そしてこれにより、幅が非常に大きく減少し、これは本発明のほとんどの用途に不適当である。
【0015】
本発明の請求項1を再び参照すると、記載された角度及び延伸比の選択は、すでに述べたように、図1及びそれに関連する説明を検討することによってより良好に理解されるであろう。Ryanの特許における広範な材料処理を参照する。“長手方向における伸張によって引き起こされる幅の減少”に関しては、実験室で測定できる因子である。実験室での測定は、幅の狭い(例えば、2cm幅)の連続フィルムの試料に対して実施することができ、そのフィルムは、工業用プロセスのために選択される温度及び速度で延伸される。
【0016】
請求項1は、フィルム(A)がニップ(D−F)を去る際に、それにおける配向の方向が、それその長手方向から15°未満逸脱させることをもたらす一方、この逸脱は好ましくは10°未満であり、特に好ましくは5°未満である。
【0017】
フィルム(A)をニップ(D−F)に角度(u)の下に供給するのに特に適した装置が、1967年発行の英国特許第1078732号(Rasmussen)(特許文献6)に開示されている。この装置は、“セグメントローラー−(Segmental Rollers)”、すなわち、ニップが、一対の回転ローラー(5)の間で形成され、該ローラーのそれぞれは、3つ以上の、軸方向に可動なセグメント(6)からなる面を有し、これらのセグメントは、該ローラーの回転に連動して軸方向に沿って往復運動し、それにより、常に同じ角度(u)でフィルムがニップ(D−F)に供給される。
【0018】
上述の英国特許は、繊維状の網織物(network)を得るために強く配向されたフィルムを分割することに関する。微小繊維化プロセスにおいて使用されるゴムベルトは、本発明に関しては不要であるが、ローラーのうちの少なくとも一方に対するセグメントは、ニップを形成するためにゴム被覆されていなければならない。ローラーの表面が、通常、例えば、60〜80℃に加熱され、そして、低摩擦力が好ましいため、そのゴムはシリコーンゴムであるのが好ましい。
【0019】
図1及びそれに関連する説明から明らかなように角度u、角度v、延伸比EF:DG、及び達成される幅DE:GFの減少の間の関係は固定されるであろう。深い波形又はひだを設けることと組み合せて高い延伸比が望ましい場合、ニップ(D−F)に供給されるフィルムは、一軸配向、好ましくは、その長手方向と一致するか又は該長手方向から最大で20°逸脱している状態にあるか、あるいは、その長手方向と一致するか又は該長手方向から最大で20°逸脱している主要な方向を有する不均衡な二軸配向状態にあることが必要であろう。強い溶融配向が十分であろう。
【0020】
波形を設けたフィルムが牽引装置(ローラー)に接触する前に必要な安定化は、フィルムがニップに接触する前にそれを加熱することによって最も簡単な形態で実施され、次いでそのニップも加熱される。加熱されたそのフィルムは、該牽引手段(1)及び(2)と接触する前に、好ましくは、該ニップから出た直後に、通常は空気によって再度冷却されなければならない。波形の驚くべき安定性は、波形の形成の間の適切な高いフィルム温度、及びその後の上述した冷却によって達成することができる。特別な場合、安定化は放射線照射によって得られる。
【0021】
代替的に、又は補足的に、フィルム(A)がニップ(D−F)を出た後であって牽引手段(1)及び(2)に接触する前の、フィルム(A)及び(B)の積層化を遂行することによって安定化を確立することができる。しかしながら、通常の順序では、フィルム(A)が牽引手段を出るとき積層が行われる。これは、異なる製造ラインで行うことができる。
【0022】
いずれの場合にも、フィルム(A)の片面上のひだ(波)の高い部分に限定されたライン接合又はスポット接合として、接合は確立される。そのフィルム(A)の対向する面に対して第三のフィルム(C)も積層させることができる。最も簡単な形態において、フィルム(B)及び/又はフィルム(C)は、押出コーティングによって形成され、そして溶融状態における延伸によってのみ配向される。
【0023】
しかしながら、全ての方向において良好な強度を有するフィルムを製造するために、積層体がクロスラミネート(crosslaminate)であること、すなわち、フィルム(B)を、フィルム(A)の長手方向に対してある角度で配向させてあるのが好ましい。この接合は、押出積層又はフィルム(A)及びフィルム(B)のそれぞれの上に共押出成形された積層層によって形成することができる。フィルム(A)の波形が、積層の間にその波形が著しく平らになるのを避けるよう効果的に安定化されていることが重要である。それにも拘わらず、図3及び図3aに関連して更に説明するように、非常に低い積層圧力下で積層を実施することが重要である。
【0024】
積層の前に、フィルム(B)が結晶性の配向可能なポリマー材料からなる場合には、そのフィルム(B)は、一軸分子配向又は不均衡化二軸分子配向に供されることが好ましく、これにより、フィルムに、横方向に延びる主要な方向の強度を与える、すなわち、m.d.でのある角度を形成させる。この角度は、実施(機械類の経費を含む)を考慮してそれが許容される場合、好ましくは40〜90°、特に、好ましくは、90°である。横方向の90°における配向は、例えば、約80〜90℃での従来技術のテンターフレームにより、好ましくは、幅の拡張の間、自由な長手方向における収縮が許容される場合に実施することができる。
【0025】
バイアス延伸を行う装置において、角度(v)は好ましくは調節可能にされる。角度(u)は、セグメントの往復運動を制御する装置が交換可能なものでない限り、調節可能にはできない。上述したように、(u)は、非常に特別な場合にゼロであることができる。別の極端な場合、その角度は90°に近い、例えば約85°である。しかしながら、通常は、その角度は約15°〜約60°の範囲内であるべきである。
【0026】
“セグメントローラー”の回転を各セグメントの往復運動へと転送するカム配置は、上述の英国特許(特許文献6)中で説明されている。しかしながら、角度(u)が約50°より大きい場合、カム装置が、複数の空気力学的(pneumatic)又は油圧式(hydraulic)ピストンを備え、各セグメントに対してその一つが作用するように補う必要があるであろう。
【0027】
横方向に延びる波形をフィルム(B)に形成し、引き続いてそのフィルム(B)をフィルム(A)に、それらの波形を損なうことなく積層する適当な方法は、請求項10〜13から明らかであり、また、図3及び図3aに関連して更に説明される。
【0028】
本発明の実施形態が使用されるか否かに拘わらず、フィルム(A)及び(B)のそれぞれについての適当な組成は、各フィルムについて少なくとも50%を形成するよう、HDPE、LLDPE又は結晶性PPを含んでなる。
【0029】
第三のフィルム(C)は、フィルム(B)とは反対側の面のフィルム(A)に積層させることができる。
【0030】
保護もまた、本明細書で説明される装置との組み合わせに関して特許請求の範囲に記載されており、本発明の方法を実施するのに適している。更に、本発明は、この方法によって製造される製品を包含する。
【0031】
本発明を、添付の図面を参照しながらより詳細に説明する。
【図面の簡単な説明】
【0032】
【図1】図1は、請求項1を明らかにするのに供される主要な図面である。
【図2】図2は、波形が形成されるニップを構築し、そしてフィルム(A)をこのニップに、それらローラーの軸に対して垂直な角度(u)で運ぶように適合される“セグメントローラー”の概略図である。
【図3】図3は、m.d.に配向され、そして微細に波うった溝形状が設けられたフィルム(A)が、どのように該(A)の波うった溝形を分配させることなく、平坦なフィルム(B)にライン接合されるか、及び、どのように該(B)のt.d.に波うった溝形が、該(A)のm.d.の収縮によって設けられるかを示す図である。
【図3a】図3aは、図3に示される積層ローラーの顕微鏡写真であって、例2及び例3、及び他の実験室における試験のために実際に作製されたものであり、該ローラーの一方の端部から見たものであり、それにより、ラインのパターンに接合を限定させる、微細なパターンの溝部を示している図である。
【図4】図4は、均等かつ微細な波形を有する断面を示す、例1で説明されるように製造されたフィルムの顕微鏡写真である。
【0033】
図1において、その長手方向において比較的強い配向をすでに受けたフィルム(A)が、ニップ(DF)へ、そのニップに対して垂直な角度(u)で引き込まれる。そのニップは、図2に示される二つの“セグメントローラー”の間に形成される。該ローラーはそれぞれ、コア(5)及びセグメント(6)からなり、該セグメントには、ゴムのコーティング(7)が設けられている。セグメント(6)は、コア(5)に対して軸方向に可動であり、トラック中を走行する。装置は、該ローラーの少なくとも一方の端部に配置された湾曲したトラック及びセグメント上の対応するカムを含んでなり、そのトラックの曲率は、ローラーがそのトラックに関連して回転するとそれらのセグメントが長手方向に往復運動するような曲率である。これらのトラックは、本明細書では簡略化された構造で示されているが、実際には、それらトラックは、通常、特別なローラーベアリングを含むべきである。“セグメントローラー”が回転すると、セグメントは往復運動し、一回の回転の間に一回の“前進”及び一回の“後退”を行う。上述したように、これは、通常、各ローラーの一端部にカムを使って配置される(上述の特許文献6中の図面を参照)。しかしながら、該カムは、ローラーに組み込まれた、該ローラーの回転によって制御されるか又はその回転を制御する、適当な空気力学的又は油圧式手段で置き換えるか又はそれで補うことができる。
【0034】
図1に戻ると、フィルム(A)は、ローラー対(1)及びローラー対(2)によってニップ(DF)から引き出され、そしてそれらのローラー対の周速度と同じ速度の動きによってそこで延伸される。この引き出しは、ニップに対する基準面と引き出し方向との間の角度(u)よりも大きい角度(v)で行われる。
【0035】
正確な長手方向の配向が望まれる場合、フィルム(A)に、フィルム(A)がニップに接触する前にその長手方向に対して90°で描かれた直線、例えばライン(DE)は、該ニップを通過後にも、そのフィルム(A)のその後に存在する長手方向の、例えばライン(GF)に対して垂直な直線を維持しなくてはならない。その場合、フィルムがニップに接触する前に該フィルムに描かれた円は、そのフィルムの新たな長手方向に平行な主要な軸を有する楕円に変形されて、m.d.に対して垂直に描かれた直線は、本質的に、m.d.に対して垂直な直線として残るであろう。
【0036】
点(E)(フィルムに描かれる場合)が(ニップ上の)点(F)に移動した場合、点(D)(フィルムに描かれる場合)は点(G)に移動するであろう。それ故、延伸比、すなわち、進入速度及び排出速度の間の比は、(DG)を(FE)で除したものになるであろう。図1において、フィルム(A)は、延伸を与えるニップDFの前と後とで同じ面で移動するように示されている。実際には、フィルム(A)は、必要ではないが、好ましくは、“セグメントローラー”の一方の面に沿ってある円弧、例えば10〜20°を超えるべきである。これは、フィルムがしわになるのを防ぐのに役立つ。しかしながら、図中でこのことを示すにはかなり複雑なものになるであろう。ニップを出ると、フィルムは再び、小さい円弧にわたる一方のローラー表面に沿う場合があるが、これは肯定的な効果ではない。フィルム(A)が、ニップDFの前及び/又は後でローラー表面に沿うような状況の場合、図1は展開されていない代表例と理解すべきである。
【0037】
これらの検討は、本質的に、全ての延伸が、ニップDF中又はニップDFの直後に行われるという条件に基づいている。これを確実にするために、このフィルムは、ニップから出た直後に効率的に空冷される。これは、ニップの直後に配置され、微細な多孔質材料の壁で終端し、この壁がフィルムに対して平行であり、そしてそのフィルムのほとんどに接触する空気ダイスを適用することによって好都合に実施することができる。
【0038】
フィルム(A)の、収縮するという固有の傾向は、上記の概説において述べたように、実験室における実験によって正確に確立することができる。
a) 望まれる波形の深さに関する因数で乗ぜられる、この固有の収縮比、
b) 角度(u)、及び
c) 延伸比、
に基づいて、角度(v)は三角法をベースに簡単に計算できる。かくして、
延伸比DG/FE = sin v/sin u、及び、
固有の収縮及び特別な波形からなる全t.d.収縮比:
DE/GF = cos u/cos v、が容易に算出される。
例1の計算もまた参照されたい。
【0039】
図1には示されていないが、フィルム(A)が、“S経路”で二つのローラー対(1)及び(2)のそれぞれを通過することが当然理解される。この通過の間、波形を設けた構成物の走行は回避されなければならず、それ故、これら4つのローラーのそれぞれは、軟質のゴムで被覆することができ、そして二つのローラー(1)は、相互に対してニップを形成しなくてよい。ローラー対(2)はニップを形成できるが、ほとんどゼロのニップ圧を及ぼすべきである。これらの牽引ローラーを去ると、フィルム(A)は巻き上げられるか又は、図3に示すように行われる積層工程に直接進ませることができる。
【0040】
図3において、薄いフィルム(B)は共押出成形され、そしてそれにより、低融点積層層が設けられる。該フィルムは、いずれの方向に配向することもできるが、好ましくは、m.d.に対して実質的に垂直である。このフィルムはリール、又は、従来技術のテンターフレームのようなt.d.延伸装置から直接供給できる。
【0041】
フィルムの90°の配向を得るための代替的技術は、米国特許第5361469号明細書(Rasmussen)(特許文献7)の第4欄第39行目〜第5欄第6行目に説明されている。ここで、管状のフィルムは、円形の出口オリフィス及び引き込み(haul off)ローラーとの間の相対回転によって或る角度(例えば30°)で配向され、そして引き続いて、該フィルムは或る角度(例えば60°)でらせん状に切断されて90°の配向が形成される。これは、溶融配向だけであり得るが、それにも拘わらず、この方法は、本発明に関して非常に適している。
【0042】
(B)における配向の方向は、m.d.に対して約90°である必要はないが、通常、約40°未満であるべきでない。配向のそのような角度は、m.d.に配向された管状物をらせん状に切断することによって形成することができる。
【0043】
以下に説明される、m.d.に対して可能な90°の下で延びる波うった溝形状の形成は、(B)における配向の方向に関係ないことが注記される。例えば、m.d.に対して40°で配向されたフィルムは、m.d.に対して90°で延びる微細な波うった溝形状を形成することができる。フィルム(B)は、非常に低い張力(制御手段は図示されない)の下に、ゴムでコーティングされたローラー(8)に誘導される。該ローラーは周囲温度を有するが、それに続く、該ローラーに接触する積層ローラー(9)は、積層層を溶融又は半溶融させる温度に加熱される。そのローラー(9)の表面上には微小な軸方向の溝(12)がある。これらの溝は顕微鏡写真図3a中に示されている。
【0044】
この微小な溝は、接合ラインの微細なパターンと接合されない空間との間の接合を制限する。該溝のパターンのピッチは、顕微鏡写真からわかるように、0.3mmと低くすることができる。
【0045】
この薄いフィルム(B)は、積層のために選択された温度にほとんど瞬時に加熱される。(B)がHDPE、LLDPE、LDPE又は結晶性PPからなる場合、低融点積層層が設けられ、適当な温度はこの積層層に依存して、約80〜110℃になるであろう。そして、フィルム(B)がt.d.において強く配向された状態にある場合、該フィルムが装置に供給される前に、横方向の収縮を避けるために類似の又はより高い温度で適切に安定化されていなければならない。そのような安定化は、国際公開第04/54793号パンフレット(Rasmussen)(特許文献2)に、図5に関連して説明されている。
【0046】
フィルム(B)は、フィルム(A)が長手方向に延びる波うった溝形状を設ける“セグメントローラー”の延伸工程から出ると、そのフィルム(A)と積層される。フィルム(A)にもまた、低融点の積層層が設けられる。図1の二組の牽引ローラー(1)及び(2)は、図3では、3つのローラー(10)と置き換えられ、それらは全て軟質のゴムでコーティングされており、そしてそれらの全ては、図1に関連して説明されたように調節される同じ速度で駆動される。それらのローラーは周囲温度を有する。ライン接合は、上記の二つのフィルムが積層ローラー(9)上で接触すると生じる。フィルム(A)は、フィルム(B)が溶融される前に加熱されない。この工程では、フィルム(A)は、“セグメントローラー”を出たときと同じく、長手方向に緊張されたままである。そのフィルム(A)の波うった溝形状を維持するために、短い調節可能な円弧、例えば約20°にわたってのみ、高温積層ローラーに沿う。それにより、各波うった溝形状の僅かな部分だけが平らにされ、そして加熱される。
【0047】
(A)と(B)の積層体は、加圧された空気フィルムを経て、空気ダイ(11)上で微細な多孔質材料を介して形成される。その空気は周囲温度を有しており、フィルム類を冷却して滑らかにするよう作用する。
【0048】
その積層体における張力は、駆動される二つの牽引ローラー(12)及びアイドリングしているニップローラー(13)によって維持される。ローラー(12)の両方は、軟質のゴムでコーティングされ、そしてローラー(13)は気泡ゴムでコーティングされている。
【0049】
3つの牽引ローラー(10)、積層ローラー(9)及び2つの牽引ローラー(12)は、全て同じ周方向速度で駆動されるため、フィルム(A)は、ニップローラー(13)と接触する時にも依然として高い長手方向の張力下にある。ニップを去ると、フィルム(A)は巻き上げられる途中で弛緩されるが、フィルム(B)における接合されていない空間は曲げられて波うった溝形状が形成されて、全ての調整は正しくなる。
【0050】
特に重要なのは、アイドリングしているゴムコーティングされたニップローラー(8)と接触する際のフィルム(B)における張力である。この張力が高い場合、(A)の収縮によって(B)の波うった溝形状の形成が生じないことは明らかである。この張力がゼロに近い場合、積層ローラー(9)上での加熱によって、m.d.における拡張が起こり、それによりフィルム(B)が部分的にローラーとの接触から外れてしまう。したがって、フィルム(B)がローラー(8)に接触する際のその張力は、非常に正確に調節されなければならない。コロナ放電によってフィルム(B)を静電的に帯電させることは、低い張力でそのフィルム(B)のローラー(9)との良好な接触を維持するのに役立つ。
【0051】
フィルム(A)が積層ローラー(9)にわたって沿う円弧の選択もまた重要である。この結果、冷却ダイ(11)の位置が調節可能になる。
【0052】
フィルム(A)における張力が通常、接合に必要な圧力を生み出すのに十分である一方で、場合によって、それは加圧された空気フィルムの作用によって捕捉することができ、該空気フィルムは、微細多孔質材料により形成され、フィルム(A)のフィルム(B)とは対向する面上に作用する。このことは図中に示されていない。
【実施例】
【0053】
例1
3層の管状PEフィルムが、1.5mmの円形押出口から、吹き込み比(BUR)2:1及びゲージ0.017mmで押出成形される。組成は次の通りである。
中間層: その全部の60%が通常の(plain)高分子量HDPE、
外側層: 80℃で溶融し始めるエチレンコポリマー、
内側層: メルトフローインデックス1の通常の(plain)LLDPE
【0054】
実験用の“セグメントローラー”装置(請求項3及び図2を参照)が使用され、これは、上述した古い英国特許(特許文献6)の結果として得られる現象(developments)のために構成された。この装置において、角度(u)は17°であり、この角度を変更することが実質的な作業であろう。牽引ローラー(図1、符号1及び符号2を参照)は、角度(v)と延伸比とが簡単に変更できるように組み込まれている。
【0055】
20cm幅の細長いテープが、押出成形された管状の、平坦なフィルムから切断され、そして異なる比において70℃で延伸される。これは、この“セグメントローラー”装置で延伸するために選択された温度である。ここで、延伸比3.0:1で破断が生じ、そして上記のテープの幅が破断の直前には1.1mmであること、すなわち、固有の横方向の収縮比が2.0:1.1〜1.8:1であることがわかる。
【0056】
その低い最終的な延伸比は、出発フィルムにおける高い溶融配向に起因する。この高い溶融配向は、本発明の利点であり、それを用いなければ、従来技術のやり方で例えば70℃でフィルムを事前に配向させる必要があったであろう。この理由は、厳密な長手方向の配向及び波形が、最終的なフィルムにおいて好ましく、そしてそれ故、図1の説明で計算したように、延伸比は、sin v/sin 17° − sin v/0.29になるであろう。非常に究極的な場合、(v)が90°に達すると、それにより、角度u = 17°の場合、“セグメントローラー”装置における延伸比のための1:0.29〜3.4:1の制限が設定される。
【0057】
破断から保護するために、延伸比2.6:1が選択される。延伸の実験が20mm幅のテープに対して70℃で実施されることにより、この比での延伸が、本質的に幅を20mmから14mmへ減少させることが発見される。これは、固有の収縮比が(2.0:1.4):1 = 1.43:1であることを意味する。
【0058】
試験的な角度(v) = 60°が選択される。図1の説明中の式に従い、これは、比cos 17°/cos 60° − 0.95:0.5 = 1.90:1で全幅を減少させるであろう。この固有の収縮比が1.43:1であるため、波形状を作るのに1.90/1.43 = 1.33:1の比が残され、これは許容可能であると考えられる。
【0059】
その一方で、配向の方向は、厳密に長手方向になるであろう。これを達成するために、延伸比は、sin 60°/sin 17° = 0.87:0.29 = 3.0:1であるべきである。
【0060】
しかしながら、長手方向の配向からの逸脱は非常に低いと考えられるため、“セグメントローラー”装置における延伸は、v = 60°、温度70℃、及び延伸比2.6:1で実施される。ここで、長手方向の配向からの逸脱は無視できることが確認される。
【0061】
得られた波形状は、顕微鏡写真の図4から明らかである。すでに前述したように、波形状は驚くほど均等である。フィルムは、低い積層圧下で波形状を有さない、同様の組成を有するフィルム(B)と積層させることができる。
【0062】
例2
この例では、図1、図2、図3及び図3aの装置を組み合わせた完全延伸/積層ラインが使用された(いくつかの変更はある。以下を参照)。フィルム(A)と(B)の両方とも、LLDPEをベースとしていた。“セグメントローラー”の延伸工程の前に、フィルム(A)は、120mm幅のリボンの形態のm.d.溶融配向フィルムとして出発し、一方で、フィルム(B)は積層工程の前に、55mm幅のリボンの形態の60°溶融配向フィルムとして出発した。その60°配向は、米国特許第5361469号明細書(Rasmussen)(特許文献7)中で説明されているように、m.d.溶融配向された管状物のらせん状の切断によって達成された。(B)における出発配向が60°以下であるが、その波うった溝形状の方向は垂直になったことが記される。
【0063】
実験室での延伸/積層ラインに関して
図1における二組の牽引ローラー(1)及び(2)が、図3の3つの牽引ローラー(10)に置き換えられた。
【0064】
ローラー(8)は、図3におけるニップローラーとしてはまだ試用されなかった。該ローラーは、積層ローラー(9)から等距離に配置されたアイドリングローラーとして作用させた。
【0065】
図3における空気フィルム冷却装置は、簡単な金属ブロックに置き換えられ、これは各試験走行の開始時にほぼ周囲温度を有していた。各試験走行が短いため、それを冷却する必要はなかった。
【0066】
積層ローラー(9)の径は32mmであり、その長さは52mmであった。
【0067】
図1を参照すると、角度uは17°であって、角度vは60°であり、いずれも例1と同様であった。
【0068】
押出成形されたフィルムに関して
フィルム(A)及び(B)は、ゲージにおいてだけ異なる別々の管状フィルムから取り出された。(A)についての押出成形されたフィルムのゲージは0.030mmであり、(B)についての押出成形されたフィルムのゲージは0.015mmであった。いずれも、3成分ダイから共押出成形された。組成は次の通りである。
【0069】
コア及び内側層として押出成形される主要な層は、全体の85%であり、かつ、100%LLDPE(Dowlex 5056)であった。
【0070】
外側層(積層体の)は全体の15%であり、かつ、約80〜90℃の融点のエチレンコポリマー(Attane SL4102)からなるものであった。
【0071】
共押出成形ダイにおける排出口の空隙は1.5mmであり、そして吹き込み比は1.8:1であった。
【0072】
延伸/積層の条件
黒色ゴムでコーティングされた“セグメントローラー”の表面は、赤外線によって加熱され、そして50℃に制御された。積層ローラー(9)は、温水の循環によって加熱されて80℃に制御された。
【0073】
最終的な積層体について測定した場合の、弛緩後のフィルム(A)の延伸比は3.0:1であった。これにより、正確な長手方向配向の(A)が製造されたことがわかった。
【0074】
フィルム(B)における巻き戻し張力は、フィルム(B)に可能な限り深い波うった溝形状が形成されるように調節された。
【0075】
金属ブロック(11)の位置による実験により、フィルム(A)と(B)との間の接合を損失することなく、フィルム(A)における波うった溝形状が平らになるのを最小限にした。
【0076】
結果
フィルム(A)は、波うった溝の波長0.5mm及び該溝の深さ0.23mmで波うった溝形状を有するものになった。
【0077】
フィルム(B)は、ローラー(9)上のピッチに対応する波うった溝の波長及び該溝の深さ0.09mmの波うった溝形状を有するものになった。
積層体の最終ゲージ: 32g/m2
最終的なm.d.引っ張り張力: 24N/cm幅
最終的なt.d.引っ張り張力: 7N/cm幅
【0078】
例3
二つのフィルム(A)及び(B)に関して、例2と同じ管状フィルムが使用され、それぞれゲージ0.030mm及び0.015mmであった。この例において、フィルム(B)の横方向の溶融配向が試された。工業用のプロセスにおいては、これは、米国特許第5361469号明細書(Rasmussen)(特許文献7)の第4欄第39行目〜第5欄第6行目において説明されている方法によって都合良く達成できる。この技術は、上記の本発明の概説においてすでに簡単に説明されている。しかしながら、本試験において、55mm幅の細片は、押出成形された管状フィルムからそのm.d.に対して90°で単に切断されたものであり、そしていくつかのそのような細片が接着テープを用いて連結された。
【0079】
波うった溝形状を設けた積層体の試験手順は、例2で説明されたとおりに正確に行われた。
【0080】
結果
フィルム(A)は、波うった溝の波長0.5mm及び該溝の深さ0.01mmの波うった溝形状を有するものになった。
【0081】
フィルム(B)は、ローラー(9)上のピッチに対応する波うった溝の波長及び該溝の深さ0.045mmの波うった溝形状を有するものになった。
積層体の最終的なゲージ: 約30g/m2、
最終的な引っ張り強度、m.d.: 26N/cm幅、
最終的な引っ張り強度、t.d.: 7.3N/cm幅
【特許請求の範囲】
【請求項1】
配向されかつ波形を設けたフィルム(A)と、フィルム又はウェブ(B)との積層体を製造する方法であって、少なくともフィルム(A)が、配向可能な結晶性ポリマー材料からなり、その際、該フィルム(A)は、ローラー又はバーの間に形成された線形状のニップ(D−F)によって形成される角度に関する配置で延伸される一方、その線形状のニップに対して垂直な面に対して鋭角(u)を形成する方向で、このニップに運ばれ、そして引き続き、牽引手段(1及び2)によって、該垂直な面に対して鋭角(v)の下に引き出され、この面の対向する面で測定される際、(v)は(u)よりも大きいが85°より小さく、これによって伸張及び一軸分子配向が形成される方法において、延伸比(GD:FE)及び角度(u)及び(v)が、延伸された上記のフィルム(A)の配向の角度が、その長手方向から15°未満逸脱し、かつ、フィルム幅の減少がもたらされるように選択され、そして誘導ライン(direct line)において測定されたその減少は、長手方向へ伸びる波形を形成するように長手方向の伸張によって生じた幅の減少よりも大きいことを特徴とし、かつ、前記波形が、前記牽引手段(1及び2)と接触する前に安定化され、しかも、フィルム(B)が、フィルム(A)が前記ニップ(D−F)を去った後に(A)の波うった溝形状を維持しながら該フィルム(A)に積層されることを更に特徴とする、上記の方法。
【請求項2】
前記(B)もまた、配向可能な結晶性ポリマー材料からなるフィルムであることを特徴とする、請求項1に記載の方法。
【請求項3】
前記ニップが、一対の回転ローラー(5)の間に形成され、該ローラーのそれぞれが、3以上の多数の、軸方向に可動なセグメント(6)から構成される面を備え、そして前記セグメントが、前記フィルムが同じ角度(u)の下で前記ニップに常に供給されるように該ローラーの回転と連動して、軸方向に沿って往復運動される一方で、前記セグメントが、前記フィルムに接触した後に逆向きに動かされることを特徴とする、請求項1又は2に記載の方法。
【請求項4】
前記逸脱が10°未満、好ましくは5°未満であることを特徴とする、請求項1、2又は3に記載の方法。
【請求項5】
ある角度に関する配置で延伸する前に、前記フィルム(A)が、その長手方向と一致するか又は最大で20°逸脱している一軸配向で供給されるか、あるいはその長手方向と一致するか又は最大で20°逸脱している主方向を有する不均衡な二軸配向で供給されることを特徴とする、請求項1〜4のいずれか一つに記載の方法。
【請求項6】
前記ニップに接触する前記フィルム(A)が加熱されていて、そして前記ニップが加熱され、そして、前記延伸されたフィルム(A)が、前記牽引手段(1及び2)と接触する前に冷却され、その冷却が、好ましくは、該フィルムが該ニップを去った直後に行われることを特徴とする、請求項1〜5のいずれか一つに記載の方法。
【請求項7】
接合が押出積層によって形成されるか、又はフィルム(A)上及びフィルム(B)上に共押出成形されたそれぞれの積層層の間で形成されることを特徴とする、請求項1〜6のいずれか一つに記載の方法。
【請求項8】
前記フィルム(B)が、その積層の前に、横方向に伸張する配向に供されることを特徴とする、請求項2に記載の方法。
【請求項9】
前記配向が、長手方向に対して40〜90°、好ましくは約90°の角度を形成することを特徴とする、請求項8に記載の方法。
【請求項10】
加熱された積層ローラー上でフィルム(A)及びフィルム(B)の相互に面している積層層の間で接合が生じ、該フィルム(A)が長手方向に幅出しされた(tentered)状態にある間、該フィルム(B)は該ローラーに直接接触しており、そしてその接合は、該積層ローラーに長手方向の溝部を設けることによって形成された横方向に伸びるラインに限定されていることを特徴とし、かつ、前記接合に引き続いて、積層されたフィルムが冷却され、そしてフィルム(B)が、(A)における張力を取り除くことによって横方向における波うった溝形状を有するようになることを更に特徴とする、請求項2、8又は9に記載の方法。
【請求項11】
前記長手方向の溝部のピッチが0.2〜1.0mmであることを特徴とする、請求項10に記載の方法。
【請求項12】
前記フィルム(A)とフィルム(B)とを互いに接合させる圧力が、該フィルム(A)における張力によって生じる圧力に制限されていることを特徴とする、請求項10又は11に記載の方法。
【請求項13】
前記フィルム(A)とフィルム(B)とを互いに接合させる圧力が、該フィルム(A)における張力によって生じる圧力及び該フィルム(A)の前記フィルム(B)とは対向する面に加えられる加圧された空気フィルムに制限されていることを特徴とする、請求項10又は11に記載の方法。
【請求項14】
前記積層が、積層ローラー上で前記フィルム(A)及びフィルム(B)が相互に接触する箇所に適用されるタイフィルム(tie film)を用いた押出積層であることを特徴とする、請求項7に記載の方法。
【請求項15】
第三のフィルム(C)が、前記フィルム(A)の、前記フィルム(B)とは対向する面上に積層されることを特徴とする、請求項1〜14のいずれか一つに記載の方法。
【請求項16】
本明細書に記載され、かつ本発明による方法を実行するのに適した装置のいずれかの組み合わせ。
【請求項17】
本発明の方法によって製造された製品。
【請求項18】
前記フィルム(A)及び(B)のそれぞれの少なくとも50%が、HDPE、LLDPE又は結晶性PPからなることを特徴とする,請求項2に記載の方法。
【請求項1】
配向されかつ波形を設けたフィルム(A)と、フィルム又はウェブ(B)との積層体を製造する方法であって、少なくともフィルム(A)が、配向可能な結晶性ポリマー材料からなり、その際、該フィルム(A)は、ローラー又はバーの間に形成された線形状のニップ(D−F)によって形成される角度に関する配置で延伸される一方、その線形状のニップに対して垂直な面に対して鋭角(u)を形成する方向で、このニップに運ばれ、そして引き続き、牽引手段(1及び2)によって、該垂直な面に対して鋭角(v)の下に引き出され、この面の対向する面で測定される際、(v)は(u)よりも大きいが85°より小さく、これによって伸張及び一軸分子配向が形成される方法において、延伸比(GD:FE)及び角度(u)及び(v)が、延伸された上記のフィルム(A)の配向の角度が、その長手方向から15°未満逸脱し、かつ、フィルム幅の減少がもたらされるように選択され、そして誘導ライン(direct line)において測定されたその減少は、長手方向へ伸びる波形を形成するように長手方向の伸張によって生じた幅の減少よりも大きいことを特徴とし、かつ、前記波形が、前記牽引手段(1及び2)と接触する前に安定化され、しかも、フィルム(B)が、フィルム(A)が前記ニップ(D−F)を去った後に(A)の波うった溝形状を維持しながら該フィルム(A)に積層されることを更に特徴とする、上記の方法。
【請求項2】
前記(B)もまた、配向可能な結晶性ポリマー材料からなるフィルムであることを特徴とする、請求項1に記載の方法。
【請求項3】
前記ニップが、一対の回転ローラー(5)の間に形成され、該ローラーのそれぞれが、3以上の多数の、軸方向に可動なセグメント(6)から構成される面を備え、そして前記セグメントが、前記フィルムが同じ角度(u)の下で前記ニップに常に供給されるように該ローラーの回転と連動して、軸方向に沿って往復運動される一方で、前記セグメントが、前記フィルムに接触した後に逆向きに動かされることを特徴とする、請求項1又は2に記載の方法。
【請求項4】
前記逸脱が10°未満、好ましくは5°未満であることを特徴とする、請求項1、2又は3に記載の方法。
【請求項5】
ある角度に関する配置で延伸する前に、前記フィルム(A)が、その長手方向と一致するか又は最大で20°逸脱している一軸配向で供給されるか、あるいはその長手方向と一致するか又は最大で20°逸脱している主方向を有する不均衡な二軸配向で供給されることを特徴とする、請求項1〜4のいずれか一つに記載の方法。
【請求項6】
前記ニップに接触する前記フィルム(A)が加熱されていて、そして前記ニップが加熱され、そして、前記延伸されたフィルム(A)が、前記牽引手段(1及び2)と接触する前に冷却され、その冷却が、好ましくは、該フィルムが該ニップを去った直後に行われることを特徴とする、請求項1〜5のいずれか一つに記載の方法。
【請求項7】
接合が押出積層によって形成されるか、又はフィルム(A)上及びフィルム(B)上に共押出成形されたそれぞれの積層層の間で形成されることを特徴とする、請求項1〜6のいずれか一つに記載の方法。
【請求項8】
前記フィルム(B)が、その積層の前に、横方向に伸張する配向に供されることを特徴とする、請求項2に記載の方法。
【請求項9】
前記配向が、長手方向に対して40〜90°、好ましくは約90°の角度を形成することを特徴とする、請求項8に記載の方法。
【請求項10】
加熱された積層ローラー上でフィルム(A)及びフィルム(B)の相互に面している積層層の間で接合が生じ、該フィルム(A)が長手方向に幅出しされた(tentered)状態にある間、該フィルム(B)は該ローラーに直接接触しており、そしてその接合は、該積層ローラーに長手方向の溝部を設けることによって形成された横方向に伸びるラインに限定されていることを特徴とし、かつ、前記接合に引き続いて、積層されたフィルムが冷却され、そしてフィルム(B)が、(A)における張力を取り除くことによって横方向における波うった溝形状を有するようになることを更に特徴とする、請求項2、8又は9に記載の方法。
【請求項11】
前記長手方向の溝部のピッチが0.2〜1.0mmであることを特徴とする、請求項10に記載の方法。
【請求項12】
前記フィルム(A)とフィルム(B)とを互いに接合させる圧力が、該フィルム(A)における張力によって生じる圧力に制限されていることを特徴とする、請求項10又は11に記載の方法。
【請求項13】
前記フィルム(A)とフィルム(B)とを互いに接合させる圧力が、該フィルム(A)における張力によって生じる圧力及び該フィルム(A)の前記フィルム(B)とは対向する面に加えられる加圧された空気フィルムに制限されていることを特徴とする、請求項10又は11に記載の方法。
【請求項14】
前記積層が、積層ローラー上で前記フィルム(A)及びフィルム(B)が相互に接触する箇所に適用されるタイフィルム(tie film)を用いた押出積層であることを特徴とする、請求項7に記載の方法。
【請求項15】
第三のフィルム(C)が、前記フィルム(A)の、前記フィルム(B)とは対向する面上に積層されることを特徴とする、請求項1〜14のいずれか一つに記載の方法。
【請求項16】
本明細書に記載され、かつ本発明による方法を実行するのに適した装置のいずれかの組み合わせ。
【請求項17】
本発明の方法によって製造された製品。
【請求項18】
前記フィルム(A)及び(B)のそれぞれの少なくとも50%が、HDPE、LLDPE又は結晶性PPからなることを特徴とする,請求項2に記載の方法。
【図1】

【図2】
【図3】
【図3a】
【図4】
【図2】
【図3】
【図3a】
【図4】
【公表番号】特表2012−533444(P2012−533444A)
【公表日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願番号】特願2012−520030(P2012−520030)
【出願日】平成22年7月14日(2010.7.14)
【国際出願番号】PCT/EP2010/060168
【国際公開番号】WO2011/006942
【国際公開日】平成23年1月20日(2011.1.20)
【出願人】(501445553)
【Fターム(参考)】
【公表日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願日】平成22年7月14日(2010.7.14)
【国際出願番号】PCT/EP2010/060168
【国際公開番号】WO2011/006942
【国際公開日】平成23年1月20日(2011.1.20)
【出願人】(501445553)
【Fターム(参考)】
[ Back to top ]