
配線基板、配線基板の製造方法、及びビアペースト
【課題】絶縁樹脂層に三次元的に形成された2つの配線間を層間接続するための高い接続信頼性を有する低抵抗のビアホール導体を備えた多層配線基板であって、鉛フリーのニーズに対応することができる多層配線基板を提供する。
【解決手段】ビアホール導体を有する多層配線基板であって、ビアホール導体は金属部分と樹脂部分とを含み、金属部分は、第一配線と第二配線とを電気的に接続する経路を形成する銅粒子の結合体を含む第一金属領域と、錫,錫‐銅合金,及び錫‐銅金属間化合物からなる群から選ばれる金属を主成分とする第二金属領域と、ビスマスを主成分とする第三金属領域と、錫−ビスマス系半田粒子である第四金属領域とを有し、結合体を形成する銅粒子同士が互いに面接触する面接触部を形成しており、第二金属領域の少なくとも一部分が第一金属領域に接触しており、錫−ビスマス系半田粒子が樹脂部分に囲まれて点在している多層配線基板である。
【解決手段】ビアホール導体を有する多層配線基板であって、ビアホール導体は金属部分と樹脂部分とを含み、金属部分は、第一配線と第二配線とを電気的に接続する経路を形成する銅粒子の結合体を含む第一金属領域と、錫,錫‐銅合金,及び錫‐銅金属間化合物からなる群から選ばれる金属を主成分とする第二金属領域と、ビスマスを主成分とする第三金属領域と、錫−ビスマス系半田粒子である第四金属領域とを有し、結合体を形成する銅粒子同士が互いに面接触する面接触部を形成しており、第二金属領域の少なくとも一部分が第一金属領域に接触しており、錫−ビスマス系半田粒子が樹脂部分に囲まれて点在している多層配線基板である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、配線基板、配線基板の製造方法、及びビアペーストに関するものである。詳しくは、ビアホール導体の低抵抗化及び接続信頼性の改良に関する。
【背景技術】
【0002】
従来、絶縁樹脂層に三次元的に形成された2つの配線間を層間接続して得られる多層配線基板が知られている。このような層間接続の方法として、絶縁樹脂層に形成された孔に導電性ペーストを充填して形成されるようなビアホール導体が知られている。また、導電性ペーストの代わりに、銅(Cu)を含有する金属粒子を充填し、これらの金属粒子同士を金属間化合物で固定したビアホール導体も知られている。
【0003】
具体的には、例えば、下記特許文献1は、CuSn化合物のマトリクス中に複数のCu粒子からなるドメインを点在させてなるマトリクスドメイン構造を有するビアホール導体を開示している。
【0004】
また、例えば、下記特許文献2は、Cuを含む高融点粒子相材料と錫(Sn)または錫合金等の金属から選ばれる低融点材料とを含む、ビアホール導体の形成に用いられる焼結性組成物を開示している。このような焼結性組成物は、液相または過渡的(transient)液相の存在下で焼結される組成物である。
【0005】
また、例えば、下記特許文献3は、錫−ビスマス(Sn−Bi)系金属粒子と銅粒子を含む導電性ペーストをSn−Bi系金属粒子の融点以上の温度で加熱することにより銅粒子の外周に固相温度250℃以上の合金層を形成させたビアホール導体用材料が開示されている。このようなビアホール導体用材料は、固相温度250℃以上の合金層同士の接合により層間接続が行われるために、ヒートサイクル試験や耐リフロー試験でも合金層が溶融しないために高接続信頼性を得ることが可能であることが記載されている。
【0006】
また、例えば、下記特許文献4は、銅および錫を合計で80〜97重量%と、ビスマスを3〜20重量%の割合で含有するビアホール導体を備えた多層配線基板を開示している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2000−49460号公報
【特許文献2】特開平10−7933号公報
【特許文献3】特開2002−94242号公報
【特許文献4】特開2002−290052号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
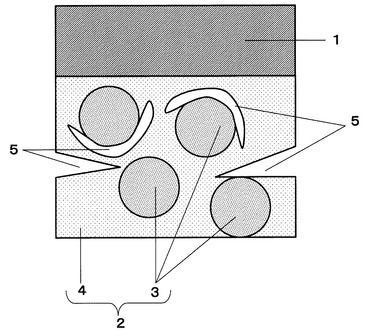
特許文献1に開示されたビアホール導体について図22を参照して詳しく説明する。図22は、特許文献1に開示された多層配線基板の配線1とビアホール導体2との接続部分の模式断面図である。
【0009】
図22の模式断面図においては、多層配線基板の表面に形成された配線1にビアホール導体2が接している。ビアホール導体2は、Cu3Sn、Cu6Sn5等の金属間化合物4を含むマトリクスと、金属間化合物4を含むマトリクス中にドメインとして点在する銅含有粉末3を含む。このビアホール導体2においては、Sn/(Cu+Sn)で表される重量比を0.25〜0.75の範囲にすることにより、マトリクスドメイン構造を形成している。しかしながら、このようなビアホール導体2においては、熱衝撃試験においてボイドやクラック(図22中の5)が発生しやすいという問題があった。
【0010】
このようなボイドやクラックは、例えば熱衝撃試験やリフロー処理においてビアホール導体2が熱を受けた場合に、Sn−Bi系金属粒子にCuが拡散してCu3Sn、Cu6Sn5等のCuSn化合物を生成することに起因する亀裂に相当する。またこのようなボイドは、CuとSnとの界面に形成されたCu−Snの拡散接合部に含有されたCuとSnとの金属間化合物であるCu3Snが、各種信頼性試験の際の加熱により、Cu6Sn5に変化することにより、ビアホール導体2に内部応力が発生することにも起因する。
【0011】
また、特許文献2に開示された焼結性組成物は、例えば、プリプレグをラミネートするための加熱プレス時において発生する、過渡的(transient)液相の存在下または不存在下で焼結される組成物である。このような焼結性組成物は、Cu、Sn、および鉛(Pb)を含むために市場から求められている、Pbフリー化に対応することが困難であった。また、このような焼結性組成物は、加熱プレス時の温度が180℃から325℃と高い温度になるために、一般のガラス繊維にエポキシ樹脂を含浸させてなる絶縁樹脂層(ガラスエポキシ樹脂層と呼ばれることもある)に適用することは困難であった。
【0012】
また、特許文献3に開示されたビアホール導体用材料においては、Cu粒子の表層に形成される合金層の抵抗値が高い。そのために、Cu粒子や銀(Ag)粉等を含有する一般的な導電性ペーストのようにCu粒子間やAg粒子間の接触のみで得られる接続抵抗値と比較して高抵抗値となるという問題があった。
【0013】
また、特許文献4に開示されたビアホール導体においても、後述するように、Cu粒子の表層に形成される合金層の抵抗値が高く、充分に低抵抗な層間接続が得られないという問題があった。
【0014】
本発明は、絶縁樹脂層に三次元的に形成された2つの配線間を層間接続するための高い接続信頼性を有する低抵抗のビアホール導体を備えた多層配線基板であって、鉛フリーのニーズに対応することができる多層配線基板を提供することを目的とする。
【課題を解決するための手段】
【0015】
本発明の一局面は、少なくとも1つの絶縁樹脂層と、前記絶縁樹脂層の第一面に配設された第一配線と前記絶縁樹脂層の第二面に配設された第二配線と、前記絶縁樹脂層を貫通するように設けられた前記第一配線と前記第二配線とを電気的に接続するためのビアホール導体と、を有する配線基板であって、前記ビアホール導体は金属部分と樹脂部分とを含み、前記金属部分は、前記第一配線と前記第二配線とを電気的に接続する経路を形成する銅粒子の結合体を含む第一金属領域と、錫,錫‐銅合金,及び錫‐銅金属間化合物からなる群から選ばれる少なくとも1種の金属を主成分とする第二金属領域と、前記第二金属領域に接する、ビスマスを主成分とする第三金属領域と、錫−ビスマス系半田粒子である第四金属領域とを有し、前記結合体を形成する前記銅粒子同士が互いに面接触することにより面接触部を形成しており、前記第二金属領域の少なくとも一部分が前記第一金属領域に接触しており、前記錫−ビスマス系半田粒子が前記樹脂部分に囲まれて点在していることを特徴とする配線基板である。
【0016】
また本発明の他の一局面は、絶縁樹脂シートの表面を保護フィルムで被覆する第1工程と、前記保護フィルムを介して前記絶縁樹脂シートに穿孔して貫通孔を形成する第2工程と、前記貫通孔に前記ビアペーストを充填する第3工程と、前記第3工程の後、前記保護フィルムを剥離することにより、前記貫通孔から前記ビアペーストの一部が突出して形成される突出部を表出させる第4工程と、前記突出部を覆うように、前記絶縁樹脂シートの少なくとも一面に金属箔を配置する第5工程と、前記金属箔を前記絶縁樹脂シートの表面に圧着して前記突出部を通じて前記ビアペーストを前記錫−ビスマス系半田粒子の共晶温度未満の温度で圧縮することにより、前記銅粒子同士が互いに面接触して形成された面接触部を有する、前記銅粒子の結合体を含む第一金属領域を形成させる第6工程と、前記第6工程の後、前記ビアペーストを前記錫−ビスマス系半田粒子の共晶温度以上で加熱する第7工程と、を備える配線基板の製造方法であって、前記第6工程及び第7工程において、前記錫−ビスマス系半田粒子の一部を、前記樹脂部分に囲まれた状態で点在させることを特徴とする配線基板の製造方法とする。
また本発明の他の一局面は、上記配線基板を形成するために用いられるビアペーストであって、銅粒子と錫−ビスマス系半田粒子と熱硬化性樹脂とを含み、銅粒子の含有割合が30〜90質量%の範囲であり、銅粒子中の銅(Cu)と錫−ビスマス系半田粒子中の錫(Sn)との重量比(Cu/Sn)が1.59〜21.43の範囲であるビアペーストである。
【0017】
本発明の目的、特徴、局面、及び利点は、以下の詳細な説明及び添付する図面により、より明白となる。
【発明の効果】
【0018】
本発明によれば、配線基板に形成されるビアホール導体に含有される銅粒子同士が互いに面接触して形成された面接触部を有する銅粒子の結合体により、低抵抗の導通路が形成されて抵抗値の低い層間接続が実現される。更に、銅粒子の結合体、銅粒子の結合体を含む第一金属領域、第二金属領域、あるいは第二金属領域に接する第三金属領域の周囲に、樹脂部分に囲まれた状態で、錫-ビスマス系半田粒子を点在させることで、これら金属部分の信頼性を高める。
【図面の簡単な説明】
【0019】
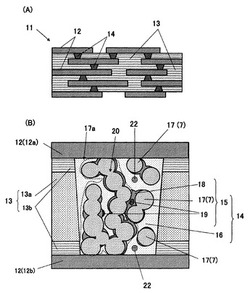
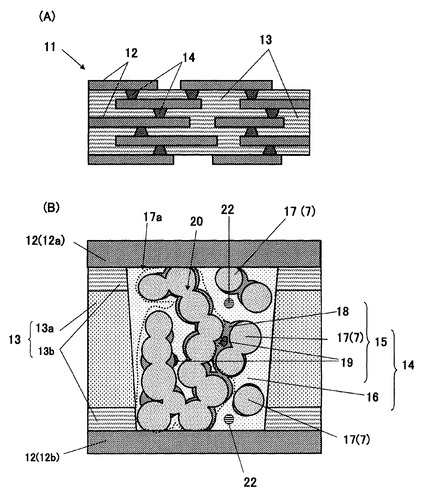
【図1】図1(A)は、第一実施形態における多層配線基板11の模式断面図であり、図1(B)は、図1(A)におけるビアホール導体14付近の拡大模式断面図を示す。
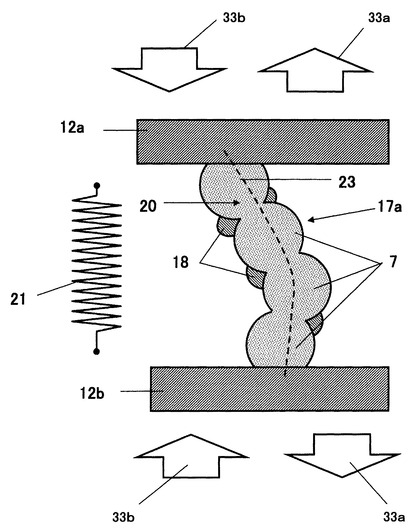
【図2】図2は、第一実施形態における多数の銅粒子7が互いに面接触することにより形成された銅粒子の結合体17aが配線12間の導通路23になることを説明するための説明図である。
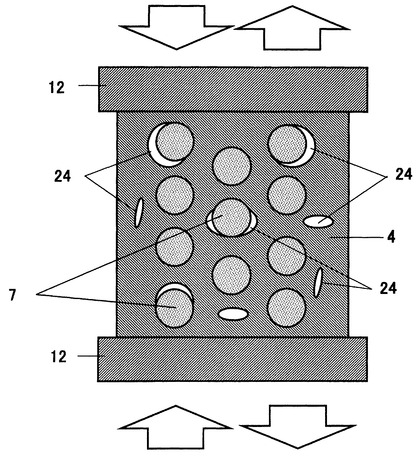
【図3】図3は、Cu/Snが1.59より小さい場合におけるビアホール導体を説明するための模式断面図である。
【図4】図4は、第一実施形態における多層配線基板11の製造方法の一例を説明するための工程断面図を示す。
【図5】図5は、多層配線基板11の製造方法の一例を説明するための図4の続きの工程を示す。
【図6】図6は、多層配線基板11の製造方法の一例を説明するための図5の続きの工程を示す。
【図7】図7は第一実施形態における、樹脂シート25の貫通孔に充填されたビアペースト28を圧縮するときの様子を説明するための断面模式図である。
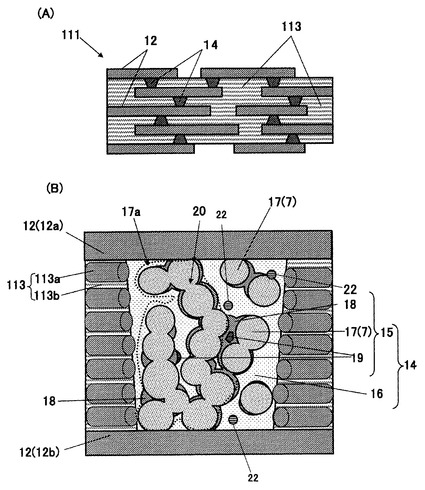
【図8】図8(A)は、第二実施形態における多層配線基板111の模式断面図であり、図8(B)は、図8(A)におけるビアホール導体14付近の拡大模式断面図を示す。
【図9】図9は、多層配線基板111の製造方法の一例を説明するための工程断面図を示す。
【図10】図10は、多層配線基板111の製造方法の一例を説明するための図9の続きの工程を示す。
【図11】図11は、多層配線基板111の製造方法の一例を説明するための図10の続きの工程を示す。
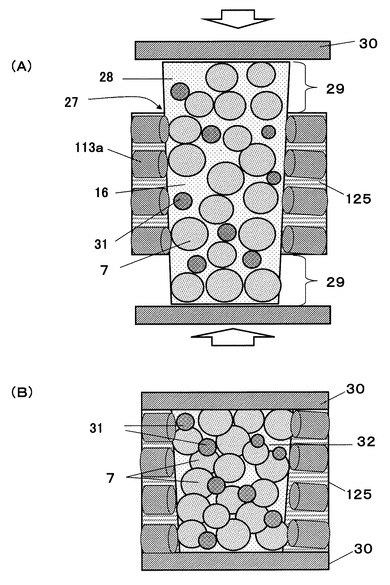
【図12】図12は第二実施形態における、プリプレグ125の貫通孔27に充填されたビアペースト28を圧縮するときの様子を説明するための断面模式図である。
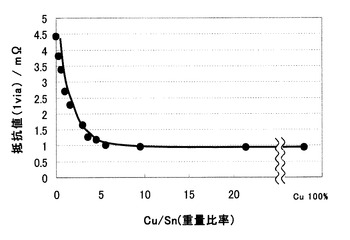
【図13】図13は、実施例1で得られたビアホール導体におけるCu/Snの重量比率に対する抵抗値(1via/mΩ)を示すグラフである。
【図14】図14(A)は、実施例で得られた多層配線基板のビア導体の断面の3000倍の電子顕微鏡(SEM)写真、図14(B)はそのトレース図を示す。
【図15】図15(A)は、実施例1で得られた多層配線基板のビアホール導体の断面の6000倍のSEM写真、図15(B)はそのトレース図を示す。
【図16】図16(A)は、実施例1で得られた多層配線基板のビアホール導体の断面のSEM写真、図16(B)はそのトレース図を示す。
【図17】図17(A)は、図16のSEM像のCu元素のマッピングを行ったときの像、図17(B)はそのトレース図を示す。
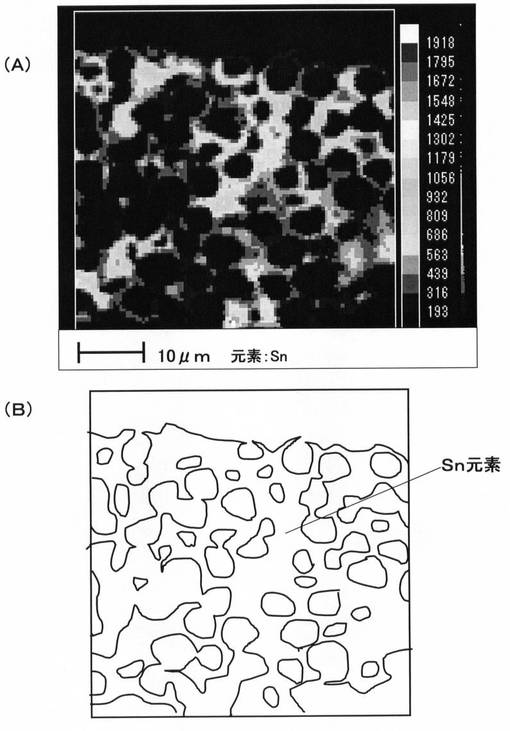
【図18】図18(A)は、図16のSEM像のSn元素のマッピングを行ったときの像、図18(B)はそのトレース図を示す。
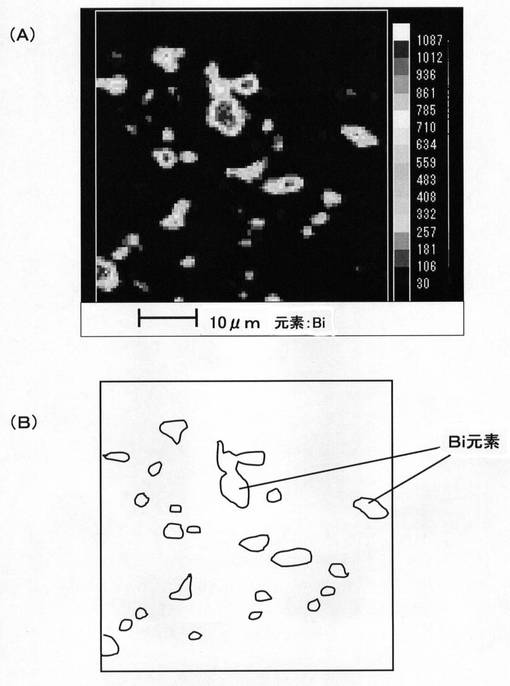
【図19】図19(A)は、図16のSEM像のBi元素のマッピングを行ったときの像、図19(B)はそのトレース図を示す。
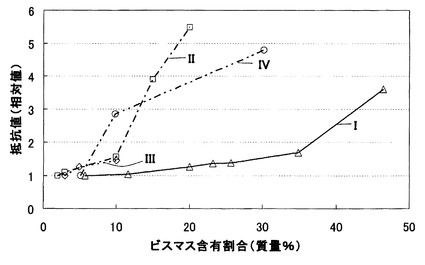
【図20】図20は、従来知られた特許文献4の導電性ペーストから得られるビアホール導体と、本願発明に係るビアホール導体との抵抗値を比較したグラフである。
【図21】図21は、実施例2で得られた多層配線基板のビアホール導体の断面の3000倍のSEM写真である。
【図22】図22は、従来のビア導体の断面を説明するための模式断面図である。
【発明を実施するための形態】
【0020】
[第一実施形態]
図1(A)は、本実施形態のビアホール導体14を備えた多層配線基板11の模式断面図である。また、図1(B)は、図1(A)の多層配線基板11におけるビアホール導体14付近の拡大模式断面図である。
【0021】
図1(A)に示すように、多層配線基板11は、絶縁樹脂層13に三次元的に形成された銅箔等の金属箔から形成された複数の配線12が、絶縁樹脂層13を貫通するビアホール導体14により電気的に層間接続されている。
【0022】
図1(B)は、ビアホール導体14付近の拡大模式断面図である。図1(B)中、12(12a,12b)は配線、13は絶縁樹脂層、14はビアホール導体である。ビアホール導体14は、金属部分15と樹脂部分16とを含む。絶縁樹脂層13としては、従来から知られた多層配線基板の絶縁層が特に限定なく用いられる。本実施形態においては、耐熱性樹脂シート13aの両表面に硬化樹脂層13bが積層された積層耐熱樹脂シートを用いている。金属部分15は、Cu粒子7から形成された第一金属領域17と、錫,錫‐銅合金,及び錫‐銅金属間化合物からなる群から選ばれる少なくとも1種の金属を主成分とする第二金属領域18と、Biを主成分とする第三金属領域19とを含む。また、さらに、未反応の錫−ビスマス系半田粒子である第四金属領域22を含む。第四金属領域である錫−ビスマス系半田粒子は樹脂部分16に囲まれて点在している。Cu粒子7の少なくとも一部は、それらが互いに直接面接触した面接触部20を介して接触結合されることにより破線で示した部分に銅粒子の結合体17aを形成している。そして、結合体17aが上層の配線12aと下層の配線12bとを電気的に接続する低抵抗の導通路として機能する。
【0023】
Cu粒子7の平均粒径は0.1〜20μm、さらには、1〜10μmの範囲であることが好ましい。Cu粒子7の平均粒径が小さすぎる場合には、ビアホール導体14中において、後述するように面接触部を形成しにくく、また、接触点が多くなるため導通抵抗が大きくなる傾向がある。一方、Cu粒子7の平均粒径が大きすぎる場合には、30〜150μmφのように径の小さいビアホール導体14を形成しようとした場合に、充填率を高めにくくなることにより、導通抵抗が大きくなる傾向がある。とくに、最大直径が30〜150μmのような微細なビアホール導体の場合には銅粒子の平均粒径が3〜10μmの範囲であることが好ましい。
【0024】
Cu粒子7の純度は、90質量%以上、さらには99質量%以上であることが好ましい。Cu粒子7はその銅純度が高いほどより柔らかくなる。そのために後述する加圧工程において押し潰されやすくなるために、複数のCu粒子7同士が接触する際にCu粒子7が容易に変形することにより、Cu粒子7同士の接触面積が大きくなる。また、純度が高い場合には、Cu粒子7の抵抗値がより低くなる点からも好ましい。
【0025】
ここで、銅粒子同士の面接触とは銅粒子同士が触れる程度に接触しているのではなく、加圧圧縮されて塑性変形するまで互いに変形し、その結果として互いの銅粒子同士の間の接点が広がって、隣接する銅粒子同士が面で接触している状態をいう。このように、互いの銅粒子同士が互いに塑性変形するまで変形し、密着させることで、圧縮応力を開放した後も、銅粒子間の面接触部が保持される。
【0026】
なお、Cu粒子7の平均粒径や、Cu粒子7同士が面接触している面接触部20は、形成された多層配線基板を樹脂埋めした後、ビアホール導体14の断面を研磨(必要に応じてFOCUSED ION BEAM等の微細加工手段も使って)して作成した試料を走査型電子顕微鏡(SEM)を用いて観察することにより確認及び測定される。
【0027】
多数のCu粒子7は互いに接触して結合体17aを形成することにより、配線12aと配線12bとの間に低抵抗の導通路を形成する。このような結合体17aを形成させることにより配線12aと配線12bとの接続抵抗を低くすることができる。
【0028】
また、ビアホール導体14においては多数のCu粒子7が整然と整列することなく、図1(B)に示すようにランダムに接触することにより、複雑なネットワークを有するように低抵抗の結合体17aが形成されていることが好ましい。結合体17aがこのようなネットワークを形成することにより電気的接続の信頼性を高めることができる。また、多数のCu粒子7同士が面接触する位置もランダムであることが好ましい。ランダムな位置でCu粒子7同士を面接触させることにより、熱を受けたときにビアホール導体14の内部で発生する応力や、外部から付与される外力をその変形により分散させることができる。
【0029】
ビアホール導体14中に含有されるCu粒子7の割合としては、20〜90質量%、さらには、40〜70質量%であることが好ましい。Cu粒子7の割合が低すぎる場合には、多数のCu粒子7が互いに面接触することにより形成された結合体17aの、導通路としての電気的接続の信頼性が低下する傾向があり、高すぎる場合には、抵抗値が信頼性試験で変動しやすくなる傾向がある。
【0030】
図1(B)に示すように、錫,錫‐銅合金,及び錫‐銅金属間化合物からなる群から選ばれる少なくとも1種の金属を主成分とする第二金属領域18の少なくとも一部は第一金属領域17の表面に接触するように形成されている。このように第二金属領域18が第一金属領域17の表面に形成されることにより、第一金属領域17が補強される。また、第二金属領域18の少なくとも一部は、銅粒子7同士が互いに面接触している部分である面接触部20を跨ぐように覆っていることが好ましい。このように面接触部20を跨ぐように第二金属領域18が形成されることにより、面接触部20の接触状態がより補強される。
【0031】
第二金属領域18は、錫,錫‐銅合金,及び錫‐銅金属間化合物からなる群から選ばれる少なくとも1種の金属を主成分として含有する。具体的には、例えば、Sn単体,Cu6Sn5,Cu3Sn等を含む金属を主成分として含む。また、残余の成分としては、BiやCu等の他の金属元素を本発明の効果を損なわない範囲、具体的には、例えば、10質量%以下の範囲で含んでもよい。
【0032】
また、金属部分15においては、図1(B)に示すように、Biを主成分とする第三金属領域19が、Cu粒子7とは接触せず、第二金属領域18と接触するように存在していることが好ましい。ビアホール導体14において、第三金属領域19をCu粒子7と接しないように存在させた場合には、第三金属領域19は第一金属領域17の導電性を低下させない。
【0033】
第三金属領域19は、Biを主成分として含有する。また、第三金属領域19は、残余の成分として、BiとSnとの合金または金属間化合物等を本発明の効果を損なわない範囲、具体的には、例えば、20質量%以下の範囲で含んでもよい。
【0034】
なお、第二金属領域18と第三金属領域19とは互いに接しているために、通常、何れもBi及びSnの両方を含む。この場合において、第二金属領域18は第三金属領域19よりもSnの濃度が高く、第三金属領域19は第二金属領域18よりもBiの濃度が高い。また、第二金属領域18と第三金属領域19との界面は、明確であるよりも、不明確であるほうが好ましい。界面が不明確である場合には、熱衝撃試験等の加熱条件においても界面に応力が集中することを抑制することができる。
【0035】
また、ビアホール導体14においては、錫−ビスマス系半田粒子である第四金属領域22が樹脂部分16に囲まれて点在する。第四金属領域である錫−ビスマス系半田粒子は、後述するような製造工程において他の成分と反応しなかった未反応の錫−ビスマス系半田粒子である。このような錫−ビスマス系半田粒子は樹脂部分16に囲まれて点在して銅粒子の結合体に接触しないように存在するために、導通路の形成を阻害しない。
【0036】
このように、未反応の錫−ビスマス系半田粒子を、銅粒子の結合体を含む第一金属領域、第二金属領域、あるいは第二金属領域に接する第三金属領域の周囲に点在させることにより、第一金属領域、第二金属領域、第三金属領域のビアホール導体の金属部分の耐酸化性を向上させ、あるいは配線基板内部に残留したり侵入したりする水分等による悪影響を小さくする。
【0037】
また、このように、ビアホール導体、配線基板の層間の電気伝導に寄与する金属部分の一部として樹脂に包まれ電気的に絶縁された状態で、前記錫−ビスマス系半田粒子の一部を一種のキャッチャー(あるいは、犠牲材料)として点在させておくことで、銅粒子の結合体を含む第一金属領域、第二金属領域、あるいは第二金属領域に接する第三金属領域等、あるいはビアホール導体の耐酸化性を向上させ、あるいは配線基板内部に残留する、あるいは配線基板として使用される中で内部に侵入する水分等に対する影響を小さくすることができる。
【0038】
これら樹脂中に点在する錫-ビスマス系半田粒子が、樹脂中に含有されるアミンや水酸基等の官能基で還元され、その表面が綺麗になった(あるいは還元された)状態で、ビアホール導体を構成する金属材料に点在させることで、配線基板の後工程、あるいは完成された配線基板の客先での使用時等において、配線基板の内部に僅かに残留する(あるいは外部から侵入する)水分や酸化成分に対するトラップ(キャッチャー、あるいは犠牲部分)となり、水分の影響や、酸化の影響を抑制できるためであると思われる。
【0039】
なお、こうした水分や酸化の影響を抑制するためには、ビアホール導体の中に点在させる錫-ビスマス系半田粒子の平均粒径は、銅粒子の平均粒径以下であることが望ましい。これは銅粒子の平均粒径を超えるように、大きな錫-ビスマス系半田粒子を樹脂の中に点在させても、トラップ等として機能するだけの比表面積、あるいは均一な分布度合いが得られない場合があるためである。
【0040】
この目的のため、ビアペースト(特に圧縮、加熱等の工程を経てビアホール導体を構成する前の液状のビアペースト)中に含まれている、錫-ビスマス系半田粒子の平均粒径を、この液状のビアペーストの中に含まれている銅粒子の平均粒径以下とすることは、用途(例えば、更なる高信頼性化、ビアの狭隣接化、あるいは小径化)によっては有用である。
【0041】
このようにビアホール導体14を構成する金属部分15は、銅粒子7からなる第一金属領域17、錫,錫‐銅合金,及び錫‐銅金属間化合物からなる群から選ばれる少なくとも1種の金属を主成分とする第二金属領域18、及びビスマスを主成分とする第三金属領域19、錫−ビスマス系半田粒子を主成分とする第四金属領域22を含む。なお、金属部分15のCuとSnとの重量比(Cu/Sn)は1.59〜21.43の範囲であることが好ましい。このCu/Sn比の意義については後に詳述する。
【0042】
一方、ビアホール導体14を構成する樹脂部分16は、硬化性樹脂の硬化物からなる。硬化性樹脂は特に限定されないが、具体的には、例えば、耐熱性に優れ、また、線膨張率が低い点からエポキシ樹脂の硬化物がとくに好ましい。
【0043】
ビアホール導体14中の樹脂部分16の割合としては、0.1〜50質量%、さらには、0.5〜40質量%であることが好ましい。樹脂部分16の割合が高すぎる場合には、抵抗値が高くなる傾向があり、低すぎる場合には、製造時に導電性ペーストの調製が困難になる傾向がある。
【0044】
次に、多層配線基板11におけるビアホール導体14の作用について、図2を参照して模式的に説明する。
【0045】
図2は、多数のCu粒子7同士が接触することにより形成された一つの結合体17aの導通路23に着目して説明する説明図である。また、便宜上、樹脂部分16等は表示していない。さらに、21はビアホール導体14の作用を説明するために便宜上示した仮想のばねである。
【0046】
図2に示すように、多数のCu粒子7同士が互いにランダムに面接触することにより形成された結合体17aは、配線12aと配線12bとを電気的に層間接続するための導通路23になる。なお、Cu粒子7同士が接触している面接触部20においては、面接触部20の周囲を被覆し、且つ面接触部20を跨ぐように第二金属領域18が形成されていることが好ましい。
【0047】
多層配線基板11の内部に内部応力が発生した場合、多層配線基板11の内部には矢印33aに示すように外向きに力が掛かる。このような内部応力は、例えば、半田リフロー時や熱衝撃試験の際に、各要素を構成する材料の熱膨張係数の違いによって発生する。
【0048】
このような外向きの力は、柔軟性の高いCu粒子7自身が変形したり、Cu粒子7同士が接触することにより形成された結合体17aが弾性変形したり、Cu粒子7同士の接触位置が多少ずれたりすることにより緩和される。このとき、第二金属領域18の硬さは、Cu粒子7の硬さよりも硬いために、結合体17aの変形、特に面接触部20の変形に抵抗しようとする。従って、結合体17aが変形に無制限に追従しようとした場合には、第二金属領域18がある程度の範囲で変形を規制するために、Cu粒子7間の面接触部20が離間するまで変形しない。これは、Cu粒子7同士が接触して形成された結合体17aをばねに喩えた場合、結合体17aにある程度の力が掛かった場合には、ある程度まではばねが伸びるがごとく変形に追従するが、さらに変形が大きくなりそうな場合には、硬い第二金属領域18により結合体17aの変形が規制される。このことは、多層配線基板11に、矢印33bに示すような内向きの力が掛かった場合にも同様の作用を奏する。このように、あたかもばね21のように、外力及び内力のいずれの方向の力に対して、結合体17aの変形が規制されることにより、電気的接続の信頼性を確保することができる。
【0049】
次に、上述したような多層配線基板11の製造方法の一例を説明するために、各製造工程について、図面を参照しながら詳しく説明する。
【0050】
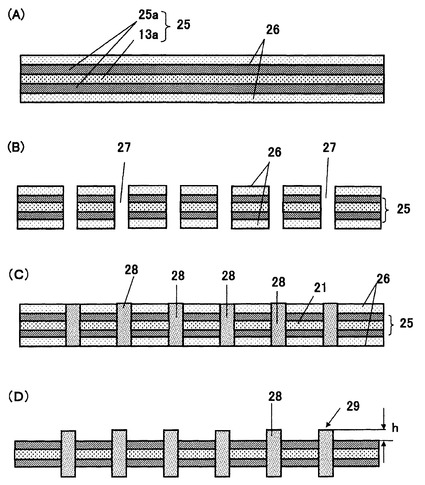
本実施形態の製造方法においては、はじめに、図4(A)に示すように、樹脂シート25の両表面に保護フィルム26が貼り合わされる。本実施形態においては、樹脂シート25として耐熱性樹脂シート13aの両表面に未硬化樹脂層25aが積層された積層体からなる樹脂シートを用いている。このような樹脂シート25を用いた場合には、後述するような、プリプレグを用いて得られる多層配線基板に比べて、薄肉の多層配線基板を得ることができる。具体的には、例えば、厚み15μm以下、さらには6μm以下のような厚みでも充分な絶縁性を有する絶縁樹脂層を形成することが可能になる。未硬化樹脂層25aは金属箔及び形成された配線を接着する。
【0051】
耐熱性樹脂シート13aとしては、半田付けの温度に耐える樹脂シートであればとくに限定なく用いられる。その具体例としては、例えば、ポリイミド、液晶ポリマー、ポリエーテルエーテルケトン等からなるシートが挙げられる。これらの中では、ポリイミドシートがとくに好ましい。
【0052】
耐熱性樹脂シート13aの厚みとしては1〜100μm、さらには、3〜75μm、とくには7.5〜60μmであることが好ましい。
【0053】
未硬化樹脂層25aとしては、エポキシ樹脂等からなる未硬化の接着層が挙げられる。また、未硬化樹脂層25aの片面あたりの厚みとしては、1〜30μm、さらには5〜10μmであることが、多層配線基板の薄肉化に寄与する点で好ましい。
【0054】
保護フィルムとしては、各種樹脂フィルムが用いられる。その具体例としては、例えば、PET(ポリエチレンフタレート)やPEN(ポリエチレンナフタレート)等の樹脂フィルムが挙げられる。樹脂フィルムの厚みとしては0.5〜50μm、さらには、1〜30μmであることが好ましい。このような厚みの場合には、後述するように、保護フィルムの剥離により、充分な高さのビアペーストからなる突出部を表出させることができる。
【0055】
樹脂シート25に保護フィルム26を貼り合わせる方法としては、例えば、未硬化樹脂層25aの表面の表面タック性を用いて、直接貼り合わせる方法が挙げられる。
【0056】
次に、図4(B)に示すように、保護フィルム26が配された樹脂シート25に保護フィルム26の外側から穿孔することにより、貫通孔27を形成する。穿孔には、炭酸ガスレーザー、YAGレーザー等の非接触による加工方法の他、ドリルを用いた穴あけ等各種方法が用いられる。貫通孔の直径としては10〜500μm、さらには50〜300μm程度が挙げられる。
【0057】
次に、図4(C)に示すように、貫通孔27の中にビアペースト28を満充填する。ビアペースト28は、Cu粒子と、SnとBiとを含有するSn−Bi系半田粒子と、エポキシ樹脂等の硬化性樹脂成分を含有する。
【0058】
Cu粒子の平均粒径は0.1〜20μm、さらには、1〜10μmの範囲であることが好ましい。Cu粒子7の平均粒径が小さすぎる場合には、ビアホール導体中において、後述するような面接触部を形成しにくく、また、接触点が多くなるため導通抵抗が大きくなる傾向がある。一方、Cu粒子の平均粒径が大きすぎる場合には、30〜150μmφのように径の小さいビアホール導体14を形成しようとした場合に、充填率を高めにくくなることにより、導通抵抗が大きくなる傾向がある。とくに、最大直径が30〜150μmのような微細なビアホール導体の場合には、銅粒子の平均粒径が3〜10μmの範囲であることが好ましい。
【0059】
また、Cu粒子の粒子形状は、特に限定されない。具体的には、例えば、球状、扁平状、多角状、麟片状、フレーク状、あるいは表面に突起を有するような形状等が挙げられる。また、一次粒子でもよいし、二次粒子を形成していてもよい。
【0060】
Sn−Bi系半田粒子は、SnとBiとを含有する半田粒子であれば特に限定されない。Sn−Bi系半田粒子は、構成比を変化させたり各種元素を添加することにより、その共晶温度(融点)を138℃〜232℃程度にまで変化させることができる。さらに、インジウム(In)、銀(Ag)、亜鉛(Zn)等を添加することにより、濡れ性、流動性等を改善させることもできる。これらの中では、共晶温度が138℃と低い、環境問題に考慮した鉛フリー半田である、Sn−58Bi系半田等が特に好ましい。
【0061】
Sn−Bi系半田粒子の平均粒径は0.1〜20μm、さらには、2〜15μmの範囲であることが好ましい。Sn−Bi系半田粒子の平均粒径が小さすぎる場合には、比表面積が大きくなり表面の酸化皮膜割合が大きくなり溶融しにくくなる傾向がある。一方、Sn−Bi系半田粒子の平均粒径が大きすぎる場合には、ビアホールヘの充填性が低下する傾向がある。
【0062】
なおビアホール導体に、複数、点在させる、樹脂で覆われたSn−Bi系半田粒子の平均粒径はCu粒子の平均粒径と同程度かそれよりも小さいことが望ましい。具体的には銅粒子の平均粒径に対して0.3〜1.0倍、さらには0.5〜0.8倍であることが好ましい。Cu粒子の平均粒径と同程度かそれよりも小さい、Sn−Bi系半田粒子を、樹脂で覆われた状態で残すことは、ビアペーストの低コスト化にも貢献する。これはSn−Bi系半田の分級等の工程を省くことができる場合があるためである。
【0063】
本実施形態のビアペーストにおいて、錫-ビスマス系半田粒子には銅粒子の平均粒径以下である粒径のものを含有していることが望ましい。ビアペースト中に銅粒子の平均粒径以下の錫-ビスマス系半田粒子を含有させることにより、第4金属領域の確実な形成が可能となる。また、ビアペーストにおいて、第4金属領域を形成するための錫-ビスマス系半田粒子の粒径は、銅粒子の平均粒径以下、具体的には平均粒径の2/3以下、さらには1/2以下であることが好ましい。これはこのような小さい半田粒子が、銅粒子間に挟まった場合、銅粒子間に挟まれたエポキシ樹脂を効果的に追い出しやすくなるためである。これは銅粒子の平均粒径以下の錫-ビスマス系半田粒子が、銅粒子間に挟まった場合、この半田粒子があたかも注射器を構成する円筒(あるいはシリンジ)の中の可動式の押子(あるいはプランジャ、あるいは押子先端に取り付けられたガスケット)として機能する場合があるためである。そしてこの挟まった半田粒子が、注射器の中に充填したエポキシ樹脂を注射器から外に押し出すように、銅粒子同士の隙間に挟まったエポキシ樹脂が、銅粒子の隙間から外へ移動しやすくさせるためである。また、ビアペーストにおいて、錫-ビスマス系半田粒子の粒径が、銅粒子の平均粒径以下の粒子を含有することにより、銅粒子同士の圧縮、面接触形成時に、その面接触部分に銅粒子間の隙間に、錫-ビスマス系半田が残りにくく、面接触の形成に影響を与えにくくなる。
【0064】
なお粒子の平均粒径の求め方は、個数平均径、長さ平均、面積平均径、体積平均径等の中より、測定精度(更に繰り返し精度)の高いものを選べばよい。また粒子径はモード径、あるいはメディアン径(d50と呼ばれる場合がある)を用いる。また粒径の測定方法としては、市販のレーザー回折散乱法、あるいはコールター式粒度分布測定装置、あるいはサンプルの断面をSEMで撮影し、その画像データを元に計算等で求めれば良い。
【0065】
好ましい硬化性樹脂成分であるエポキシ樹脂の具体例としては、例えば、グリシジルエーテル型エポキシ樹脂、脂環式エポキシ樹脂、グリシジルアミン型エポキシ樹脂、グリシジルエステル型エポキシ樹脂、またはその他変性エポキシ樹脂などを用いることができる。
【0066】
また、エポキシ樹脂と組み合わせて硬化剤を配合してもよい。硬化剤の種類はとくに限定されないが、分子中に少なくとも1つ以上の水酸基を持つアミン化合物を含有する硬化剤を用いることが特に好ましい。このような硬化剤は、エポキシ樹脂の硬化触媒として作用するとともに、Cu粒子、及びSn−Bi系半田粒子の表面に存在する酸化皮膜を還元することにより、接合時の接触抵抗を低減させる作用も有する点から好ましい。これらの中でも、とくにSn−Bi系半田粒子の共晶温度よりも高い沸点を有するアミン化合物は、接合時の接触抵抗を低減させる作用がとくに高い点から好ましい。
【0067】
このようなアミン化合物の具体例としては、例えば、2-メチルアミノエタノール(沸点160℃)、N,N-ジエチルエタノールアミン(沸点162℃)、N,N-ジブチルエタノールアミン(沸点229℃)、N-メチルエタノールアミン(沸点160℃)、N-メチルジエタノールアミン(沸点247℃)、N-エチルエタノールアミン(沸点169℃)、N-ブチルエタノールアミン(沸点195℃)、ジイソプロパノールアミン(沸点249℃)、N,N-ジエチルイソプロパノールアミン(沸点125.8℃)、2,2'-ジメチルアミノエタノール(沸点135℃)、トリエタノールアミン等(沸点208℃)が挙げられる。
【0068】
ビアペーストは、Cu粒子と、SnとBiとを含有するSn−Bi系半田粒子と、エポキシ樹脂等の硬化性樹脂成分とを混合することにより調製される。具体的には、例えば、エポキシ樹脂と硬化剤と所定量の有機溶媒を含有する樹脂ワニスに、Cu粒子及びSn−Bi系半田粒子を添加し、プラネタリーミキサー等で混合することにより調製される。
【0069】
硬化性樹脂成分の、Cu粒子及びSn−Bi系半田粒子を含む金属成分との合計量に対する配合割合としては、0.3〜30質量%、さらには3〜20質量%の範囲であることが低い抵抗値を得るとともに、充分な加工性を確保する点から好ましい。
【0070】
また、金属成分中のCu粒子の含有割合としては、CuとSnとの重量比(Cu/Sn)が、1.59〜21.43の範囲になるように含有させることが好ましい。この理由は後に詳述する。従って、例えば、Sn−Bi系半田粒子としてSn−58Bi系半田粒子を用いた場合には、Cu粒子及びSn−58Bi系半田粒子の合計量に対するCu粒子の含有割合は、40〜90質量%、さらには、55.8〜65.5質量%であることが好ましい。
【0071】
ビアペーストの充填方法はとくに限定されない。具体的には、例えば、スクリーン印刷などの方法が用いられる。なお、本実施形態の製造方法においては、貫通孔にビアペーストを充填する場合においては、充填工程の後に、保護フィルム26を剥離したときに、ビアペースト28の一部が樹脂シート25に形成された貫通孔27から突出して突出部が表出するように、樹脂シート25に形成された貫通孔27からはみ出す量を充填する必要がある。
【0072】
次に、図4(D)に示すように、樹脂シート25の表面から保護フィルム26を剥離することにより、ビアペースト28の一部を貫通孔27から突出部29として突出させる。突出部29の高さhは、保護フィルムの厚みにもよるが、例えば、0.5〜50μm、さらには、1〜30μmであることが好ましい。突出部29の高さが高すぎる場合には、後述する圧着工程において樹脂シート25の表面の貫通孔27の周囲にペーストが溢れて表面平滑性を失わせる可能性があるために好ましくなく、低すぎる場合には、後述する圧着工程において充填されたビアペーストに圧力が充分に伝わらなくなる傾向がある。
【0073】
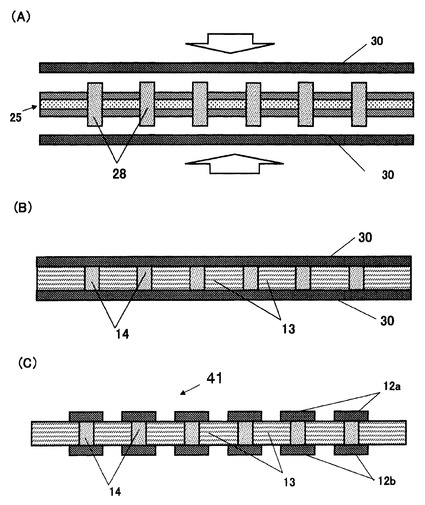
次に、図5(A)に示すように、樹脂シート25の上に銅箔30を配置し、矢印で示す方向にプレスする。それにより、図5(B)に示すように樹脂シート25と銅箔30とを一体化させることにより、絶縁樹脂層13が形成される。この場合においては、プレスの当初に、銅箔30を介して突出部29に力が掛かるために貫通孔27に充填されたビアペースト28が高い圧力で圧縮される。それにより、ビアペースト28中に含まれる複数のCu粒子7同士の間隔が狭められ、Cu粒子7同士が互いに変形し、面接触する。
【0074】
プレス条件はとくに限定されないが、常温(20℃)からSn−Bi系半田粒子の共晶温度未満の温度に金型温度が設定された条件が好ましい。また、本プレス工程において、未硬化樹脂層25aの硬化を進行させるために、硬化を進行させるのに必要な温度に加熱した加熱プレスを用いてもよい。
【0075】
ここで、突出部29を有するビアペースト28を圧縮するときの様子について、図7を用いて詳しく説明する。
【0076】
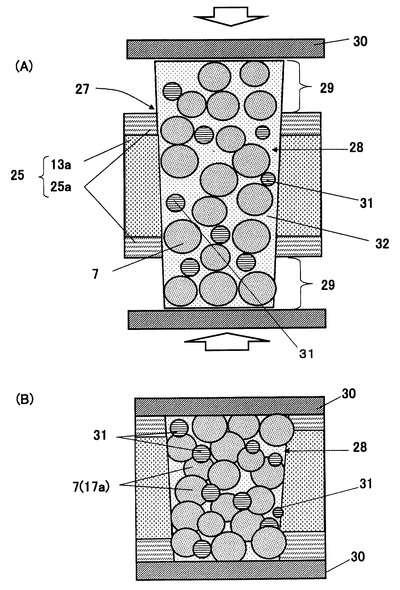
図7は、ビアペースト28が充填された樹脂シート25の貫通孔27周辺の模式断面図である。また、図7(A)は圧縮前、図7(B)は圧縮後を示している。
【0077】
図7(A)に示すように、樹脂シート25に形成された貫通孔27から突出した突出部29を銅箔30を介して押圧することにより、図7(B)のように貫通孔27に充填されたビアペースト28が圧縮される。その圧縮の際の加圧により、硬化性樹脂成分32の一部は樹脂シート25の表面に押し出されることもある。そして、その結果、貫通孔27に充填されたCu粒子7及びSn−Bi系半田粒子31の密度が高くなる。
【0078】
そして、Cu粒子7の含有割合やCu粒子7の粒子径とSn−Bi系半田粒子31の粒子径とを適宜選択することにより、Cu粒子7同士を互いに面接触させることができる。圧縮においては、当初はCu粒子7同士は互いに点接触し、その後、圧力が増加するにつれて押し潰されて、互いに変形し面接触して面接触部を形成する。このように、多数のCu粒子7同士が面接触することにより、上層の配線と下層の配線とを低抵抗な状態で電気的に接続するための結合体17aが形成される。本工程においては、ビアペースト28中の銅粒子7同士が面接触部20を介して接触した結合体17aが形成される。
【0079】
なお銅箔30を樹脂シート25に圧着し、銅箔30を介してビアペースト28の突出部29に所定圧力を掛けることにより、ビアペースト28を加圧し圧縮することが望ましい。こうすることで銅粒子7同士を面接触させ、銅粒子7の結合体7aを含む第一金属領域17を形成する。なお銅粒子7同士を面接触させるには、銅粒子7同士が互いに塑性変形するまで、加圧圧縮することが望ましい。またこの圧着工程において、必要に応じて加熱する(あるいは加熱を開始する)ことは有効である。これは圧着工程に続き加熱工程を行うことが有用なためである。
【0080】
更にこの圧着状態を維持した状態で、所定の温度で加熱し、Sn−Bi系半田粒子の一部を溶融させることが有用である。この圧着状態を維持した状態で、加熱し、半田粒子を溶解させることで、銅粒子同士の面接触部分への、溶解した半田等や樹脂等の侵入を防止できる。そのため、圧着工程の一部に、加熱工程を設けることは有用である。また圧着工程の中で、加熱を開始することで、圧着工程や加熱工程のトータル時間を短縮することができ、生産性を高められる。
【0081】
なおこの圧縮は、室温(20℃)以上でビアペースト28中の錫−ビスマス系半田粒子の溶融温度(あるいは共晶温度)未満の温度で行うことが望ましい。この温度域で圧縮を行うことで、圧縮工程中で、錫-ビスマス系半田の合金化反応を抑制できる。
【0082】
また圧縮を維持した状態のままで、この圧縮されたビアペーストを加熱する。加熱は、使用する錫-ビスマス系半田の溶融温度(あるいは共晶温度)以上とする。
【0083】
例えば、Sn−Bi系半田粒子の共晶温度以上共晶温度+10℃以下の温度の範囲でSn−Bi系半田粒子の一部分を溶融させ、引き続き、さらに共晶温度+20℃の温度以上300℃以下の温度の範囲に加熱することにより、銅粒子の結合体の面接触部を除く表面に錫,錫−銅合金または錫と銅の金属間化合物のいずれか一つ以上を主成分とする第二金属領域を形成することが望ましい。更にこれらを連続した圧着や加熱を伴う1の工程とすることは有用である。連続した1の工程で、これら各金属領域の形成反応を安定化でき、ビア自体の構造を安定化できる。
【0084】
圧縮によって結合体17aを形成し、さらにビアペースト28をSn−Bi系半田粒子31の共晶温度以上の温度にまで徐々に加熱していく。この加熱によりSn−Bi系半田粒子31の一部がその温度において溶融する組成割合で溶融する。そして、Cu粒子7や結合体17aの表面や周囲に錫、錫-銅合金及び/または錫-銅金属間化合物を主成分とする第二金属領域18が形成される。この場合において、Cu粒子7同士が面接触している面接触部20は、第二金属領域18に跨がれるようにして覆われることが好ましい。Cu粒子7と溶融したSn−Bi系半田粒子31とが接触することにより、Sn−Bi系半田粒子31中のSnとCu粒子7中のCuとが反応して、Cu6Sn5やCu3Snを含むSn−Cuの化合物層(金属間化合物)や錫-銅合金を主成分とする第二金属領域18が形成される。一方、Sn−Bi系半田粒子31は内部のSn相からSnを補われながら溶融状態を維持し続け、さらに残されたBiが析出することにより、Biを主成分とする第三金属領域19が形成される。結果として図1(B)に示すような構造を有するビアホール導体14が得られる。また、Sn−Bi系半田粒子31の一部は硬化性樹脂成分32に囲まれて点在して第四金属領域22を形成する。
【0085】
そして硬化性樹脂成分32に囲まれ、ビアペースト中に添加されている活性剤(例えば、アミン系添加剤)によって、その表面が還元され、活性化された第四金属領域を、ビアホール導体の周囲に、点在させる。そして、このビアホール導体の周囲に点在する、熱硬化性樹脂成分32で囲まれた第四金属領域を、外部等から侵入する水分、あるいは酸化成分等に対するトラップ(あるいはキャッチャー)として機能させることで、ビアホール導体の信頼性高める。これは外部から侵入する水分、あるいは酸化成分等によってビアホール導体が影響を受ける前に、第四金属領域を形成する錫-ビスマス系半田粒子がその影響を受けるためである。
【0086】
さらに詳しくは、上述のように高密度化されたCu粒子7同士は圧縮により互いに接触する。圧縮においては、はじめはCu粒子7同士は互いに点接触し、その後、圧力が増加するにつれて押し潰されて、互いに変形し面接触して面接触部を形成する。このように、多数のCu粒子7同士が面接触することにより、上層の配線と下層の配線とを低抵抗な状態で電気的に接続するための結合体17aが形成される。また、面接触部がSn−Bi系半田粒子31で覆われないために、Cu粒子17同士を直接、接触させた結合体17aを形成することができる。その結果、形成される導通路の電気抵抗を小さくすることができる。そしてこの状態で加熱して、Sn−Bi系半田粒子31の共晶温度以上に達するとSn−Bi系半田粒子31が部分的に溶融しはじめる。溶融する半田の組成は温度で決まり、加熱時の温度で溶融しにくいSnはSn固相体として残留する。また、溶融した半田にCu粒子7が接触してその表面が溶融したSn−Bi系半田で濡れたとき、その濡れた部分の界面でCuとSnの相互拡散が進んでSn−Cuの化合物層等が形成される。このようにしてCu粒子7の面接触部を除く表面に接触するように第二金属領域18が生成する。第二金属領域18の一部は面接触部を跨ぐように形成される。このような第二金属領域18の一部が面接触部を跨ぐように被覆した場合には、面接触部は補強され弾性に優れた導通路となる。そして、Sn−Cuの化合物層等の形成や、相互拡散がさらに進行することにより、溶融した半田中のSnは減少する。溶融した半田中の減少したSnはSn固体層から補填されるために溶融状態は維持し続けられる。さらにSnが減少し、SnとBiの比率がSn−57BiよりもBiが多くなるとBiが偏析しはじめ、ビスマスを主成分とする固相体として第二金属領域が析出して形成される。
【0087】
よく知られている比較的低温域で溶融する半田材料としては、Sn−Pb系半田、Sn−In系半田、Sn−Bi系半田などがある。これらの材料のうち、Inは高価であり、Pbは環境負荷が高いとされている。一方、Sn−Bi系半田の共晶温度は、電子部品を表面実装する際の一般的な半田リフロー温度よりも低い。従って、Sn−Bi系半田のみを回路基板のビアホール導体として単体で用いた場合には、半田リフロー時にビアホール導体の半田が再溶融することによりビア抵抗が変動してしまうおそれがある。一方、本実施形態のビアペーストを用いた場合には、Sn−Bi系半田粒子のSnがCu粒子の表面と反応することによりSn−Bi系半田粒子からSn濃度が減少し、一方で、加熱冷却工程を経ることによりBiが析出して第三金属領域が生成される。そして、このように第三金属領域を析出させて存在させることにより、半田リフローに供してもビアホール導体の半田が再溶融しにくくなる。その結果、半田リフロー後でも、抵抗値の変動が起こりにくくなる。さらに、Sn−Bi系半田粒子31の一部は硬化性樹脂成分32に囲まれて点在して第四金属領域22を形成する。そして、このビアホール導体の周囲に点在する、熱硬化性樹脂成分32で囲まれた第四金属領域22を、外部等から侵入する水分、あるいは酸化成分等に対するトラップ(あるいはキャッチャー)として機能させることで、ビアホール導体の信頼性を高める。
【0088】
圧縮後のビアペースト28を加熱する温度は、Sn−Bi系半田粒子31の共晶温度以上の温度であり、樹脂シート25の構成成分を分解しないような温度範囲であればとくに限定されない。具体的には、例えば、Sn−Bi系半田粒子としてSn−58Bi系半田粒子を用いる場合には、150〜250℃、さらには160〜230℃程度の範囲であることが好ましい。なお、このときに温度を適切に選択することにより、ビアペースト28中に含まれる硬化性樹脂成分を硬化させることができる。
【0089】
このようにして、上層の配線と下層の配線とを層間接続するためのビアホール導体14が形成される。
【0090】
本実施形態における、ビアペースト28中に含まれる金属成分中のCu粒子の含有割合は、先述したようにCuとSnとの重量比(Cu/Sn)が、1.59〜21.43の範囲になるように含有させることが好ましい。この理由を以下に説明する。
【0091】
図3は、Cu/Snが1.59より小さい場合におけるビアホール導体の一例を示す、模式断面図である。
【0092】
図3に示すように、Cu/Snの比が1.59より小さい場合、ビアホール導体中のCuの割合が少なくなり、多数のCu粒子7同士が互いに面接触しにくくなり、Cu粒子7が金属間化合物4からなるマトリクス中に点在するように存在する傾向がある。この場合には、多数のCu粒子7が硬い金属間化合物4により硬く束縛されてしまうために、ビアホール導体自身もバネ性が低い硬い状態になる傾向がある。Cu粒子7に比べ、Cu6Sn5、Cu3Snのような金属間化合物4は硬く、変形しにくい。発明者らの調査によると、ビッカース硬度はCu6Sn5で約378Kg/mm2、Cu3Snで約343Kg/mm2であり、Cuの117Kg/mm2よりも著しく高い。
【0093】
そして、Cu粒子7と金属間化合物4では、互いの熱膨張係数が異なるため、半田リフロー時に、この熱膨張係数の違いによる内部応力が発生し、その結果クラックやボイド24が発生しやすくなる。
【0094】
また、Cu/Snの重量比が1.59より小さい場合には、ボイドが発生しやすくなる。このようなボイドの発生原因の重要な要因としては、SnとCuとの接触拡散によるカーケンダル効果(Kirkendall effect)によるカーケンダルボイドが挙げられる。カーケンダルボイドは、Cu粒子の表面とCu粒子同士の間隙に充填されたSnまたはSnを含む合金との界面に発生しやすい。
【0095】
図3に示すようにCu粒子7と金属間化合物4の界面にクラックやボイド24が存在する場合、クラックやボイド24が伝播して広がりやすくなる傾向がある。カーケンダルボイドが発生したときにはカーケンダルボイドも伝播して広がりやすくなる傾向がある。とくにビアホール導体の径が小さい場合、クラックやボイド24は、金属間化合物4の凝集破壊や、更にはビアホール導体の断線の発生原因となりやすい。そして、これら凝集破壊や界面破壊が、ビアホール導体の内部に発生した場合、ビア部分の電気抵抗が増加し、ビア部分の信頼性に影響を与える。
【0096】
一方、Cu/Snの比が1.59以上の場合について、図1(B)及び図2を参照しながら模式的に説明する。
Cu/Snの比が1.59以上の場合、図1(B)に示すように、金属部分15に含まれる第二金属領域18は、多数のCu粒子7同士が面接触する面接触部20やCu粒子7の表面を物理的に保護している。図2に示す矢印33a、33bは、ビアホール導体14に加えられた外力や、ビアホール導体14に発生した内部応力を示す。ビアホール導体14に矢印33aに示すような外力や内部応力33bが掛かった場合、柔軟なCu粒子7が変形することにより力が緩和される。また、例え、第二金属領域18にクラックが発生したとしても、多数のCu粒子7同士が面接触していることにより結合体17aによる導通路は充分に確保されており、電気的特性や信頼性に大きな影響を与えない。なお、図1(B)に示すように、金属部分15全体は樹脂部分16で弾性的に保護されているために、変形はさらに一定の範囲で抑えられる。従って、凝集破壊や界面破壊が発生しにくくなる。
【0097】
またCu/Snが1.59以上である場合には、面接触部20を跨ぐように、第二金属領域18が形成されやすくなる。そして、Cu/Snが1.59以上の場合には、カーケンダルボイドは、Cu粒子同士の間隙に充填されたSn−Bi系半田粒子の内部やその界面に発生するのではなく、第二金属領域18側に発生しやすくなる。第二金属領域18に発生したカーケンダルボイドは、ビアホール導体14の信頼性や電気特性に影響を与えにくい。電気的導通はCu粒子7同士の接触により充分に確保されているためである。
【0098】
次に、図5(C)に示すように、配線12a,12bを形成する。配線12a,12bは、表層に貼り合わされた銅箔30の表面にフォトレジスト膜を形成し、フォトマスクを介して選択的露光することによりパターニングした後、現像を行い、エッチングにより配線部以外の銅箔を選択的に除去した後、フォトレジスト膜を除去すること等により形成されうる。フォトレジスト膜の形成には、液状のレジストを用いてもドライフィルムを用いてもよい。
【0099】
このような工程により、上層の配線12aと下層の配線12bとをビアホール導体14を介して層間接続した両面に回路形成された配線基板41が得られる。このような配線基板41をさらに、多層化することにより図1(A)に示すような複数層の回路が層間接続された多層配線基板11が得られる。配線基板41の多層化の方法について図6を参照して説明する。
【0100】
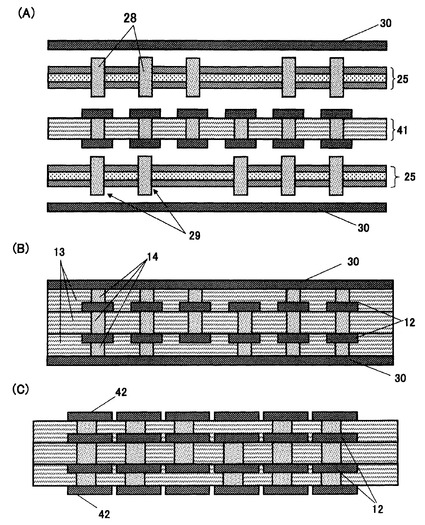
はじめに、図6(A)に示すように、上述のようにして得られた配線基板41の両表面に、図4(D)で得られたのと同様のビアペースト28からなる突出部29を有する樹脂シート25を配置する。さらに、各樹脂シート25の外表面それぞれに銅箔30を配置して重ね合わせ体を形成させる。そして、この重ね合わせ体をプレス金型に挟み込み、上述したような条件でプレス及び加熱することにより、図6(B)に示すような積層体が得られる。そして、上述したようなフォトプロセスを用いることにより新たな配線42が形成される。このような多層化プロセスをさらに繰り返すことにより図6(C)に示すように多層配線基板11が得られる。
【0101】
[第二実施形態]
第二実施形態では、第一実施形態の多層配線基板11の製造において、樹脂シート25の代わりに、繊維シートに樹脂ワニスを含浸させた後、乾燥させることにより得られる、いわゆる、未硬化状態または半硬化状態(B−ステージ)のプリプレグ125を用いた例について説明する。なお、樹脂シート25の代わりにプリプレグ125を用いた以外は、第一実施形態と同様であるために、共通する部分については同じ符号を示している。また、第一実施形態と同様の事項については、詳細な説明を省略する。
【0102】
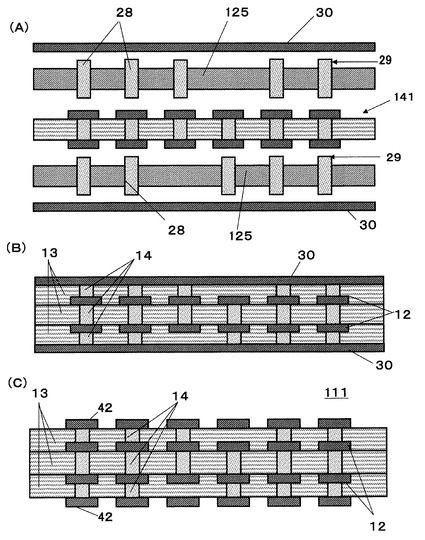
図8(A)は、本実施形態の多層配線基板111の模式断面図である。また、図8(B)は、図8(A)の多層配線基板111におけるビアホール導体14付近の拡大模式断面図である。図8中、12(12a,12b)は配線、113は絶縁樹脂層、14はビアホール導体である。ビアホール導体14は、金属部分15と樹脂部分16とを含む。絶縁樹脂層113は繊維シート113aに樹脂硬化物113bが含浸された繊維含有樹脂シートからなる。金属部分15は、Cu粒子7から形成された第一金属領域17と、錫,錫‐銅合金,及び錫‐銅金属間化合物からなる群から選ばれる少なくとも1種の金属を主成分とする第二金属領域18と、Biを主成分とする第三金属領域19と、錫−ビスマス系粒子である第四金属領域22とを含む。Cu粒子7の少なくとも一部は、それらが互いに面接触して破線で示す領域に含まれるような銅粒子の結合体17aを形成している。そして、結合体17aが上層の配線12aと下層の配線12bとを電気的に接続する低抵抗の導通路として機能する。
【0103】
次に、上述したような多層配線基板111の製造方法の一例を説明するために、各製造工程について、図9〜図11を参照しながら詳しく説明する。
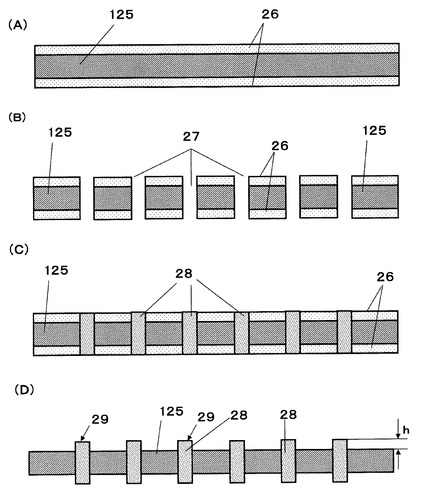
本実施形態の製造方法においては、はじめに、図9(A)に示すように、未硬化状態または半硬化状態(Bステージ)のプリプレグ125の両表面に保護フィルム26が貼り合わせられる。
【0104】
プリプレグ125としては、例えば、繊維基材に熱硬化性樹脂ワニスを含浸させた後、乾燥させることにより得られる、いわゆる、未硬化状態または半硬化状態(B−ステージ)のプリプレグが好ましく用いられる。繊維基材としては織布であっても不織布であってもよい。その具体例としては、例えば、ガラスクロス、ガラスペーパー、ガラスマット等のガラス繊維布のほか、例えば、クラフト紙、リンター紙、天然繊維布、アラミド繊維からなる有機繊維布等が挙げられる。また、樹脂ワニスに含有される樹脂成分としては、エポキシ樹脂等が挙げられる。また、樹脂ワニスは、さらに、無機充填材等を含んでもよい。
【0105】
保護フィルム26としては、第一実施形態で説明したものと同様のものが用いられる。プリプレグ125に保護フィルム26を貼り合わせる方法としては、プリプレグ125表面にタック性がある場合にはそのタック性により貼り合わせる方法が挙げられる。
【0106】
次に、図9(B)に示すように、保護フィルム26が配されたプリプレグ125に保護フィルム26の外側から穿孔することにより、貫通孔27を形成する。穿孔には、炭酸ガスレーザー、YAGレーザー等の非接触による加工方法の他、ドリルを用いた穴あけ等各種方法が用いられる。貫通孔の直径としては、10〜500μm、さらには50〜300μm程度が挙げられる。
【0107】
次に、図9(C)に示すように、貫通孔27の中にビアペースト28を満充填する。ビアペースト28は、Cu粒子と、SnとBiとを含有するSn−Bi系半田粒子と、エポキシ樹脂等の硬化性樹脂成分を含有する。なおビアペースト28は、第一実施形態で説明したものと同様のものが用いられる。
【0108】
次に、図9(D)に示すように、プリプレグ125の表面から保護フィルム26を剥離することにより、ビアペースト28の一部をプリプレグ125に形成された貫通孔27から突出部29として突出させる。突出部29の高さhは、保護フィルムの厚みにもよるが、例えば、0.5〜50μm、さらには、1〜30μmであることが好ましい。突出部の高さが高すぎる場合には、後述する圧着工程において貫通孔27の周囲のプリプレグ125の表面にペーストが溢れ出て表面平滑性を低下させる可能性があるために好ましくなく、低すぎる場合には、後述する圧着工程において充填されたビアペーストに圧力が充分に伝わらなくなる傾向がある。
【0109】
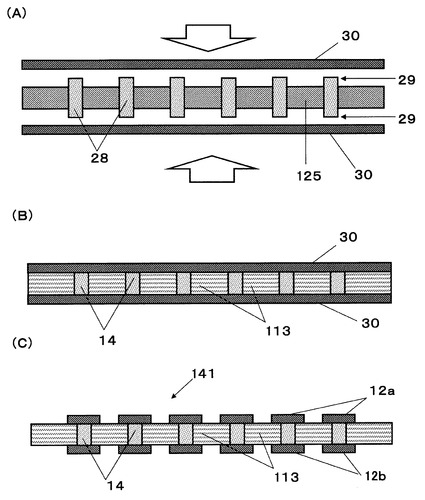
次に、図10(A)に示すように、プリプレグ125の両表面に銅箔30を配置し、矢印で示す方向にプレスする。それにより、図10(B)に示すようにプリプレグ125と銅箔30とを一体化させ、絶縁樹脂層113を形成させる。この場合においては、プレスの当初に、銅箔30を介して突出部29に力が掛かるためにプリプレグ125の貫通孔に充填されたビアペースト28が高い力で圧縮される。それにより、ビアペースト28中に含まれる複数のCu粒子7同士の間隔が狭められ、Cu粒子7同士が接触する。
【0110】
プレス条件はとくに限定されないが、常温(20℃)からSn−Bi系半田粒子の共晶温度未満の温度に金型温度が設定された条件が好ましい。
【0111】
ここで、プリプレグ125の貫通孔に充填された突出部29を有するビアペースト28を圧縮するときの様子について、図12を用いて詳しく説明する。 図12は、ビアペースト28が充填されたプリプレグ125の貫通孔27周辺の模式断面図である。また、図12(A)は圧縮前、図12(B)は圧縮後を示している。113aはプリプレグ125に含まれる繊維基材である。
【0112】
図12(A)に示すように、プリプレグ125に形成された貫通孔27から突出した突出部29を銅箔30を介して押圧することにより、図19(B)のように貫通孔27に充填されたビアペースト28が圧縮される。その圧縮の際の加圧により、硬化性樹脂成分32の一部はプリプレグ125の中に浸透する。そして、その結果、貫通孔27に充填されたCu粒子7及びSn−Bi系半田粒子31の密度が高くなる。
【0113】
そして、このように高密度化されたCu粒子7同士が互いに接触する。圧縮においては、当初はCu粒子7同士は互いに点接触し、その後、圧力が増加するにつれて押し潰されて、互いに変形し面接触して面接触部を形成する。このように、多数のCu粒子7同士が面接触することにより、上層の配線と下層の配線とを低抵抗な状態で電気的に接続するための結合体が形成される。このようにして、上層の配線と下層の配線とを層間接続するためのビアホール導体14が形成される。
【0114】
次に、図10(C)に示すように、配線12(12a,12b)を形成する。配線12は、表層に貼り合わされた銅箔30の表面にフォトレジスト膜を形成し、フォトマスクを介して選択的露光することによりパターニングした後、現像を行い、エッチングにより配線部以外の銅箔を選択的に除去した後、フォトレジスト膜を除去すること等により形成されうる。フォトレジスト膜の形成には、液状のレジストを用いてもドライフィルムを用いてもよい。
【0115】
このような工程により、上層の配線12aと下層の配線12bとをビアホール導体14を介して層間接続した両面に回路形成された配線基板141が得られる。このような配線基板141をさらに、多層化することにより、複数層の回路が層間接続された多層配線基板111が得られる。配線基板141のさらなる多層化の方法について図11を参照して説明する。
【0116】
はじめに、図11(A)に示すように、上述のようにして得られた配線基板141の両表面に、図9(D)で得られたのと同様のビアペースト28からなる突出部29を有するプリプレグ125を配置する。さらに、各プリプレグ125の外表面それぞれに銅箔30を配置して重ね合わせ体を形成させる。そして、この重ね合わせ体をプレス金型に挟み込み、上述したような条件でプレス及び加熱することにより、図11(B)に示すような積層体が得られる。そして、上述したようなフォトプロセスを用いることにより新たな配線42が形成される。このような多層化プロセスをさらに繰り返すことにより多層配線基板111が得られる。
【0117】
次に実施例により本発明をさらに具体的に説明する。なお、本発明の範囲は本実施例の内容により何ら限定して解釈されるものではない。
【実施例1】
【0118】
はじめに、本実施例で用いた原材料を以下にまとめて説明する。
・Cu粒子:平均粒子径5μmの三井金属(株)製1100Y
・Sn−Bi系半田粒子:Sn42-Bi58、平均粒子径5μm、共晶温度138℃、山石金属(株)製
・エポキシ樹脂:ジャパンエポキシレジン(株)製jeR871
・硬化剤1:2-メチルアミノエタノール、沸点160℃、日本乳化剤(株)製
・硬化剤2:アミンアダクト系硬化剤(固形物)、融点120〜140℃、味の素ファインテクノ(株)製
・硬化剤3:2、2'-ジメチルアミノエタノール、沸点135℃
・樹脂シート:縦500mm×横500mm、厚75μmのポリイミドフィルムの両表面に厚み12.5μmの未硬化エポキシ樹脂層を積層したもの
・保護フィルム:厚み25μmのPET製シート
・銅箔(厚み25μm)
【0119】
(ビアペーストの調整)
表1に記載した配合割合でCu粒子、Sn42−Bi58半田粒子、エポキシ樹脂、硬化剤を配合し、プラネタリーミキサーで混合することにより、ビアペーストを調製した。
【0120】
(多層配線基板の製造)
樹脂シートの両表面に保護フィルムを貼り合わせた。そして、保護フィルムを貼り合わせた樹脂シートの外側からレーザーにより直径150μmの孔を100個以上穿孔した。
次に、調製されたビアペーストを貫通孔に満充填した。そして、両表面の保護フィルムを剥離することにより、貫通孔からビアペーストの一部が突出して形成された突出部を表出させた。
次に、樹脂シートの両表面に、突出部を覆うようにして銅箔を配置した。そして、加熱プレスの一対の金型の下型の上に離形紙を介して、銅箔が配置された樹脂シートとの積層体を載置し、常温25度から最高温度220℃までを60分で昇温して220℃を60分間キープしたのち、60分間かけて常温まで冷却した。なお、プレス圧は3MPaであった。このようにして多層配線基板を得た。
【0121】
(評価)
〈抵抗値試験〉
得られた多層配線基板に形成された100個のビアホール導体の抵抗値を4端子法により測定して求めた。そして、100個の平均抵抗値と最大抵抗値を求めた。なお、最大抵抗値が2mΩ未満の場合をA、2〜3mΩの場合をB、3mΩより大きい場合をCと判定した。なお、最大抵抗値が小さい場合には、抵抗値の標準偏差σも小さくなると言える。
〈剥離試験〉
得られた多層配線基板の表面の銅箔を剥離(あるいは破壊)したときのビアホール導体の密着性を調べた。このとき剥離ができなかったときをA、困難であったが剥離したときをB、容易に剥離したときをCと判定した。
〈初期抵抗値〉
多層配線基板に形成された100個のビアホールの連結接続抵抗値を4端子法により測定した。なお、初期抵抗値としては1Ω以下のものをA、1Ω以下のものと1Ωを超えるものが混在していたものをB、全て1Ωを超えていたものをCと判断した。
〈接続信頼性〉
初期抵抗値を測定した多層配線基板の500サイクルのヒートサイクル試験を行い、初期抵抗値に対する変化率が10%以下のものをA、10%を超えたものをBと判断した。
結果を表1に示す。また、Cu/Snの質量比に対する平均抵抗値をプロットしたグラフを図13に示す。
【0122】
【表1】

【0123】
図13のグラフから、Cu/Snの重量比率が1.59付近、さらには3付近から抵抗値が急激に下がっていることがわかる。これは、Cu粒子の割合が多くなることにより、低抵抗のCu粒子同士が互いに面接触する割合が高くなったためであると思われる。すなわち、隣接するCu粒子間にCuより高い抵抗値を有する金属がほとんど存していないためであると思われる。そして、後述するSEM写真に示すように、Cu/Snの重量比率が1.59以上の場合には過剰なSn42−Bi58半田粒子は、エポキシ樹脂に囲まれて存在していることが確認された。
そして、このビアホール導体の周囲に点在する、熱硬化性樹脂成分32で囲まれた第四金属領域を、外部等から侵入する水分、あるいは酸化成分等に対するトラップ(あるいはキャッチャー)として機能させることで、ビアホール導体の信頼性が高められていると思われる。これは配線基板の外部等から侵入する水分、あるいは酸化成分等によってビアホール導体が影響を受ける前に、第四金属領域を形成する錫-ビスマス系半田粒子がその影響を受けるためである。
【0124】
言い換えれば、急激に抵抗値が増加するCu/Sn1.59未満の場合には、多数のCu粒子7同士の間に高い抵抗値を有する金属が介在しているためであると考えられる。
【0125】
また、表1から、Sn42-58Bi粒子の割合が60質量%以下の場合には、平均抵抗値及び最大抵抗値が3mΩ以下、44.2質量%以下の場合には2mΩ以下と極めて小さくなることが判る。しかしながら、Sn42-58Bi粒子を含有しない場合には剥離が発生しやすいことがわかる。一方、Sn42-58Bi粒子の割合が増加するにつれて、剥離が発生しにくくなることがわかる。
【0126】
また、Sn42-58Bi粒子の割合が10〜60質量%の範囲においては低抵抗化と高信頼性化が両立できていることがわかる。Sn42-58Bi粒子の割合が低すぎる場合には、Cu粒子同士が接触する面接触部の周囲に存在する第二金属領域が少なくなるために接続信頼性が不充分になる。一方、Sn42-58Bi粒子の割合が高すぎる場合には第二金属領域が多くなりすぎることにより、Cu粒子同士が接触する面接触部が少なくなり、それにより、抵抗値が大きくなる傾向がある。
【0127】
また、ペーストNo.7〜9を用いて得られた多層配線基板を比較すると、硬化剤の沸点がSn42-58Bi粒子の共晶温度138℃よりも高いペーストNo.7、No.8の場合には、抵抗値の低抵抗化と高信頼性化のバランスがより優れていることがわかる。沸点が低い場合は半田の表面にある酸化層を還元し、溶融する前に硬化剤の揮発が始まる為、金属部の領域が小さくなる為、ビアホールの接続信頼性に課題が発生する。なお硬化剤の沸点は、300℃以下が望ましい。300℃より高い場合、硬化剤が特殊となり、その反応性に影響する場合がある
【0128】
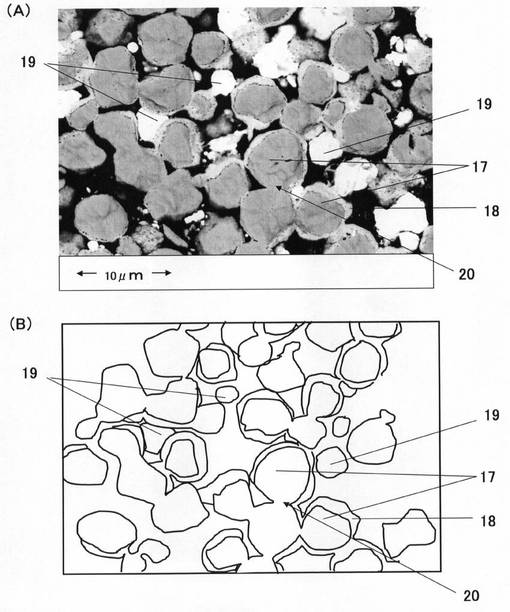
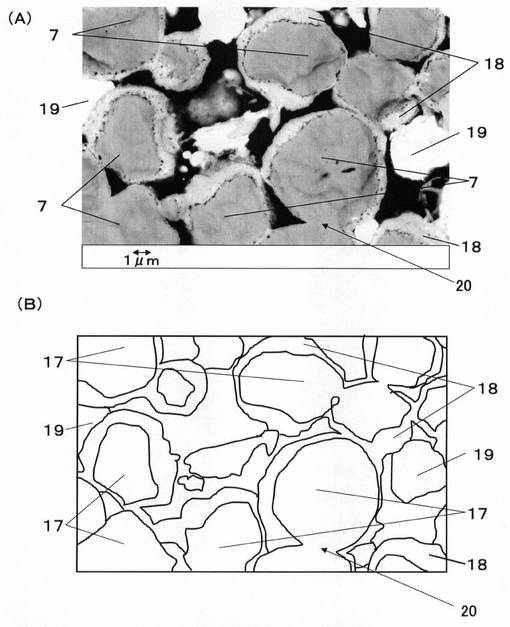
ここで、代表的に、本発明に係るペーストNo.6を用いて得られた多層配線基板のビア導体の断面の電子顕微鏡(SEM)写真及び、そのトレース図を図14〜図15に示す。なお、図14は3000倍、図15は6000倍であり、それぞれSEM写真(A)及びそのトレース図(B)を示している。また、図16は、EPMA(Electron Probe Micro Analyzer)に用いたビア導体の断面のSEM写真及びトレース図を示している。
【0129】
図14〜図16から、得られたビアホール導体は、多数のCu粒子7が高充填され、互いに面接触して面接触部20を形成していることがわかる。これにより、抵抗値の低い導通路が形成されることがわかる。また、面接触部20または銅粒子7の表面、あるいはこの面接触部20を跨ぐように、錫(Sn)や錫-銅金属間化合物や錫-銅合金を主成分とする第二金属領域18が形成されていることがわかる。また、抵抗値の高いBiを主成分とする第三金属領域19は、実質的にCu粒子と接触していないことがわかる。この第三金属領域は、Sn42-58Bi粒子中のSnがCu粒子7の表面のCuと合金(例えば金属間化合物)を形成することにより、高濃度のBiが析出したと思われる。
【0130】
また、ペーストNo.6を用いて得られた多層配線基板のビアホール導体の断面の別のSEM写真を図21に示す。図21(A)は断面SEM写真、図21(B)はそのトレース図である。得られたSEM写真において、ビアホール導体には多数のCu粒子7が高充填され、互いに面接触して面接触部20を形成し、第一金属領域17を形成していることがわかる。これにより、抵抗値の低い導通路が形成されることがわかる。また、面接触部20または銅粒子7の表面、あるいはこの面接触部20を跨ぐように、錫(Sn)や錫-銅金属間化合物や錫-銅合金を主成分とする第二金属領域18が形成されていることがわかる。また、抵抗値の高いBiを主成分とする第三金属領域19は、実質的にCu粒子と接触していないことがわかる。この第三金属領域は、Sn42-58Bi粒子中のSnがCu粒子7の表面のCuと合金(例えば金属間化合物)を形成することにより、高濃度のBiが析出したと思われる。また、第二金属領域の形成に寄与しなかった第四金属領域22であるSn42-58Bi粒子はCu粒子の面接触によって形成された導通路内部には存在せず、間隙に独立して存在していることがわかる。これにより、仮に局所的なCu粒子とSn−Bi粒子の比率の狂いによって、Sn−Bi粒子が第二金属領域を形成せずにそのまま残存しても悪影響を及ぼすことなく初期抵抗値、信頼性共に良好なビア接続が得られるものと考えられる。
【0131】
以上のように、ビアホール導体の主体をCu粒子8(あるいは第一金属領域17)とし、この第一金属領域17を構成する面接触部20の高強度化のために添加したSn42-58Bi粒子中の、余剰成分、すなわち第二金属領域18や第三金属領域19の構成に寄与しなかった成分を、第四領域22としてビアホール導体中に他に影響しない状態で残しておくことが望ましい。
【0132】
以上のように添加したSn42-58Bi粒子中の余剰となった成分、すなわち第二金属領域18や第三金属領域19の構成に寄与しなかった成分を、第四領域22としてビアホール導体中に他に影響しない状態で残しておくことで、更にペースト組成のバラツキ(ロット内、ロット間)、あるいはペーストの沈殿(例えば金属粒子の比重差等)による影響を低減でき、多層配線基板のロット内、あるいはロット間、あるいは品種間におけるビア部分の品質の安定化が可能となる。これはビアホール導体の形成に必要充分な量のSn42-58Bi粒子を第二金属領域18や第三金属領域19の構成に寄与させ、反応に寄与しなかった余剰分相当のSn42-58Bi粒子を樹脂によって分断、あるいは樹脂の海の中に点在させることで、ビアホール特性に影響しないようにするためである。このように、反応に寄与する量以上に、予め余剰となるようにSn42-58Bi粒子をペースト中に予め入れておくことで、ペーストのバラツキ、あるいはビアホール導体のバラツキを抑制効果が得られる。
【0133】
なお第四金属領域として存在するSn−Biの総量(例えば重量)は、第二、第三金属領域の形成に寄与したSn−Biの総量(例えば重量)以下、更には50%以下であることが望ましい。これは第四金属領域として存在するSn−Biの総量(例えば重量)が、第二、第三金属領域の形成に寄与したSn−Biの総量(例えば重量)より大の場合、安定したビアホール導体の形成に影響を与える可能性がある。
【0134】
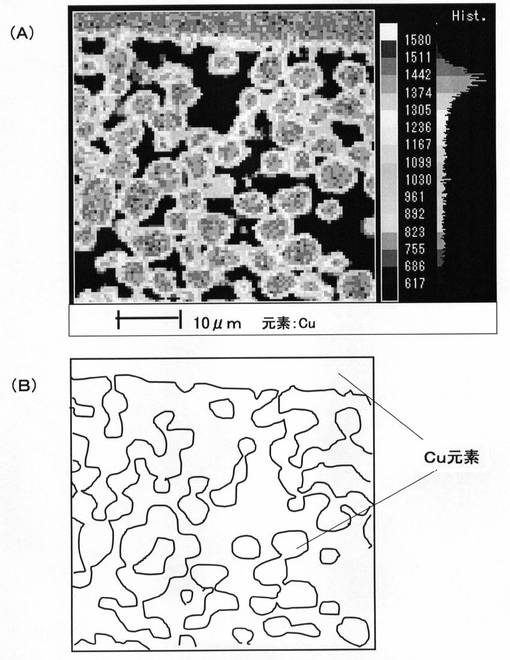
また、図17に、図16のSEM像をEPMAによりCu元素のマッピングを行ったときの像(A)及びそのトレース図(B)を示す。
【0135】
図17(A)(B)より、得られたビアホール導体には、多数のCu粒子が高密度にランダムに存在することがわかる。また、多数のCu粒子同士は、直接、面接触することにより電気的に接続していることがわかる。
【0136】
また、図18に、図16のSEM像を用いたSn元素のマッピング像(A)及びそのトレース図(B)を示す。
【0137】
図18(A)(B)より、多数のCu粒子同士が直接接触する面接触部の表面には、その面接触部を跨ぐように第二金属領域が形成されていることが判る。
【0138】
なお、図18においては、Cu粒子の表面の大部分が第二金属領域で覆われているように見える。しかし、EPMAではエポキシ樹脂は透過されるために、観察面の表層のSn元素だけでなく、下地のSn元素も検出されている。従って、実際は第二金属領域はCu粒子の表面の大部分を覆っているのではなく、その表面、更には面接触部を跨ぐように存在している。このことは、図14〜図16で示したSEM像からもわかる。そして、このような構造によれば、比較的硬い第二金属領域に発生した応力は柔らかいCu粒子で吸収される。そのために、第二金属領域に発生したクラックが伝播して広がることが抑制される。
【0139】
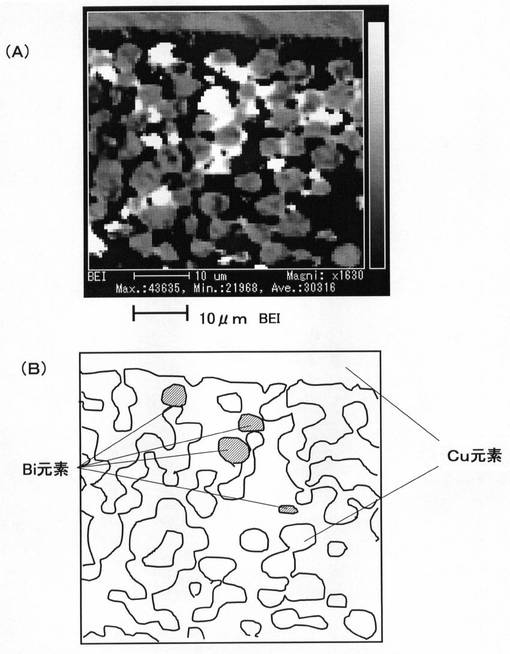
さらに、図19に、図16のSEM像を用いたBi元素のマッピング像(A)及びそのトレース図(B)を示す。
【0140】
図19より、Biは、第三金属領域がCu粒子と接触しないように存在していることがわかる。このことから、抵抗値の高いBiはCu粒子の接触により形成された導通路に影響を与えていないことがわかる。
【実施例2】
【0141】
次に、Cu粒子及びSn−Bi系半田粒子の粒子径について検討した。具体的には、表2に記載の平均粒子径を有するCu粒子及びSn42-Bi58半田粒子を配合した以外は実施例1のペーストNo.6と同様にしてCu粒子:Sn−Bi系半田粒子=60:40で配合してペーストNo.13〜23を調製した。そして、実施例1と同様にして多層配線基板を得、初期抵抗値及び接続信頼性を評価した。なお、接続信頼性は、初期抵抗値に対する変化率が10%以下のものをA、10%を超えたものをB、30%を超えたものをCと判断した。
【0142】
【表2】
【0143】
表2より、Cu粒子、Sn−Bi系半田粒子ともに同一の平均粒径であれば5μm以下であることが好ましい。5μmを超える場合には、Cu粒子、同士の間にSn−Bi系半田粒子が介在して面接触部が形成されにくくなるためである。またCu粒子、Sn−Bi系半田粒子の粒径が異なる場合、表2中のペーストNo.20〜23に示される様にSn−Bi系半田粒子がCu粒子に比べて平均粒径が大きくなると初期抵抗値、信頼性共に良好な結果は得られない。これは、加圧時に形成された導電路中にSn−Bi系半田粒子が含まれるためであると考えられる。一方で、表2中のペーストNo.6及び16〜19に示される様にCu粒子に比べてSn−Bi系半田粒子の平均粒径が小さくなると、初期抵抗値、信頼性共に良好な結果が得られる。これはSn−Bi系半田粒子がCu粒子よりも小さいために圧縮時には先にCu粒子同士が接触し面接触部を形成しやすくなるためにSn−Bi系半田粒子はCu粒子と接触し難くなり、より電気抵抗の小さい導電路が形成されたためであると考えられる。
【0144】
[従来技術との比較]
次に、上述した実施例の多層配線基板のビアホール導体の抵抗値と、上述した特許文献4に係るビアホール導体の抵抗値とを比較した結果について説明する。
【0145】
図20は実施例の多層配線基板のビアホール導体の抵抗値と、特許文献4に係る多層配線基板のビアホール導体の抵抗値とを比較したグラフである。
図20において、横軸(X軸)は、ビアホール導体中に含まれるビスマスの含有割合を質量%で示したものである。縦軸(Y軸)は、ビアホール導体の抵抗値を相対値(最も低い抵抗値を1とした相対値)で表したものである。
図20におけるIの線は、実施例1の[表1]の結果である抵抗値の変化を相対値で示したものである。
一方、図20におけるIIの線は特許文献4の[表1]の(Sn−2Ag−0.5Cu−20Bi)における抵抗値の変化を相対値で示したものである。また図20におけるIIIの線は、特許文献4の[表1]の(Sn−2Ag−0.5Cu−15Bi)における抵抗値の変化を相対値で示したものである。また、図20におけるIVの線は、特許文献4の[表1]の(Sn−58Bi)における抵抗値の変化を相対値で示したものである。
【0146】
図20より、線Iで示す本実施例の多層配線基板のビアホール導体の場合、ビアホール導体中に含まれるビスマスの含有割合が増加しても、ビアホール抵抗は殆ど増加していないことが判る。これは本実施例の多層配線基板のビアホール導体においては、銅粒子同士が互いに直接面接触して銅粒子からなる結合体を形成し、この結合体が複数の配線同士を電気的に接続しているためであるといえる。そのため、ビスマスの含有割合が増加しても抵抗値は殆ど増加しない。
【0147】
一方、線II、III、IVで示す特許文献4の[表1]の多層配線基板のビアホール導体の場合、ビアホール導体中に含まれるビスマスの含有割合が増加するにつれて、ビアホール抵抗が急激に増加していることが判る。これは特許文献4の多層配線基板のビアホール導体においては、銅粒子同士が高抵抗の金属成分を介して電気的に接続しているためであると思われる。このことは、特許文献4の段落番号[0015]に「接続に溶解した金属成分が関与している」ためであると思われる。すなわち、ビスマスの含有割合が増加すればするほど、銅粒子間に存在する高抵抗の金属成分の厚みが厚くなるためと考えられる。
【0148】
以上のように、本実施例の多層配線基板のビアホール導体の場合、銅粒子は、それらが互いに面接触している部分である面接触部を介して互いに接触してなる結合体を形成し、この結合体が複数の配線同士を電気的に接続しているため、ビアホール導体中のビスマスの含有割合が増加しても、ビアホール抵抗は急激に殆ど増加しないために低抵抗を保っている。
【産業上の利用可能性】
【0149】
本発明によれば、携帯電話等に使われる多層配線基板の更なる低コスト化、小型化、高機能化、高信頼性化が実現できる。またビアペースト側からも、ビアの小径化ビアペーストの反応物の形成に最適なものを提案することで、多層配線基板の小型化、高信頼性化に貢献する。
【符号の説明】
【0150】
4 金属間化合物
5,24 ボイドまたはクラック
7 銅粒子
11,111 多層配線基板
12(12a、12b)、42 配線
13,113 絶縁樹脂層
125 プリプレグ
113a 繊維シート
13a 耐熱性樹脂シート
13b 硬化樹脂層
14 ビアホール導体
15 金属部分
16 樹脂部分
17 第一金属領域
17a Cu粒子の結合体
18 第二金属領域
19 第三金属領域
20 面接触部
21 仮想のバネ
22 第四金属領域
25 樹脂シート
25a 未硬化樹脂層
26 保護フィルム
27 貫通孔
28 ビアペースト
29 突出部
30 銅箔
31 Sn−Bi系半田粒子
32 硬化性樹脂成分
41 配線基板
【技術分野】
【0001】
本発明は、配線基板、配線基板の製造方法、及びビアペーストに関するものである。詳しくは、ビアホール導体の低抵抗化及び接続信頼性の改良に関する。
【背景技術】
【0002】
従来、絶縁樹脂層に三次元的に形成された2つの配線間を層間接続して得られる多層配線基板が知られている。このような層間接続の方法として、絶縁樹脂層に形成された孔に導電性ペーストを充填して形成されるようなビアホール導体が知られている。また、導電性ペーストの代わりに、銅(Cu)を含有する金属粒子を充填し、これらの金属粒子同士を金属間化合物で固定したビアホール導体も知られている。
【0003】
具体的には、例えば、下記特許文献1は、CuSn化合物のマトリクス中に複数のCu粒子からなるドメインを点在させてなるマトリクスドメイン構造を有するビアホール導体を開示している。
【0004】
また、例えば、下記特許文献2は、Cuを含む高融点粒子相材料と錫(Sn)または錫合金等の金属から選ばれる低融点材料とを含む、ビアホール導体の形成に用いられる焼結性組成物を開示している。このような焼結性組成物は、液相または過渡的(transient)液相の存在下で焼結される組成物である。
【0005】
また、例えば、下記特許文献3は、錫−ビスマス(Sn−Bi)系金属粒子と銅粒子を含む導電性ペーストをSn−Bi系金属粒子の融点以上の温度で加熱することにより銅粒子の外周に固相温度250℃以上の合金層を形成させたビアホール導体用材料が開示されている。このようなビアホール導体用材料は、固相温度250℃以上の合金層同士の接合により層間接続が行われるために、ヒートサイクル試験や耐リフロー試験でも合金層が溶融しないために高接続信頼性を得ることが可能であることが記載されている。
【0006】
また、例えば、下記特許文献4は、銅および錫を合計で80〜97重量%と、ビスマスを3〜20重量%の割合で含有するビアホール導体を備えた多層配線基板を開示している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2000−49460号公報
【特許文献2】特開平10−7933号公報
【特許文献3】特開2002−94242号公報
【特許文献4】特開2002−290052号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1に開示されたビアホール導体について図22を参照して詳しく説明する。図22は、特許文献1に開示された多層配線基板の配線1とビアホール導体2との接続部分の模式断面図である。
【0009】
図22の模式断面図においては、多層配線基板の表面に形成された配線1にビアホール導体2が接している。ビアホール導体2は、Cu3Sn、Cu6Sn5等の金属間化合物4を含むマトリクスと、金属間化合物4を含むマトリクス中にドメインとして点在する銅含有粉末3を含む。このビアホール導体2においては、Sn/(Cu+Sn)で表される重量比を0.25〜0.75の範囲にすることにより、マトリクスドメイン構造を形成している。しかしながら、このようなビアホール導体2においては、熱衝撃試験においてボイドやクラック(図22中の5)が発生しやすいという問題があった。
【0010】
このようなボイドやクラックは、例えば熱衝撃試験やリフロー処理においてビアホール導体2が熱を受けた場合に、Sn−Bi系金属粒子にCuが拡散してCu3Sn、Cu6Sn5等のCuSn化合物を生成することに起因する亀裂に相当する。またこのようなボイドは、CuとSnとの界面に形成されたCu−Snの拡散接合部に含有されたCuとSnとの金属間化合物であるCu3Snが、各種信頼性試験の際の加熱により、Cu6Sn5に変化することにより、ビアホール導体2に内部応力が発生することにも起因する。
【0011】
また、特許文献2に開示された焼結性組成物は、例えば、プリプレグをラミネートするための加熱プレス時において発生する、過渡的(transient)液相の存在下または不存在下で焼結される組成物である。このような焼結性組成物は、Cu、Sn、および鉛(Pb)を含むために市場から求められている、Pbフリー化に対応することが困難であった。また、このような焼結性組成物は、加熱プレス時の温度が180℃から325℃と高い温度になるために、一般のガラス繊維にエポキシ樹脂を含浸させてなる絶縁樹脂層(ガラスエポキシ樹脂層と呼ばれることもある)に適用することは困難であった。
【0012】
また、特許文献3に開示されたビアホール導体用材料においては、Cu粒子の表層に形成される合金層の抵抗値が高い。そのために、Cu粒子や銀(Ag)粉等を含有する一般的な導電性ペーストのようにCu粒子間やAg粒子間の接触のみで得られる接続抵抗値と比較して高抵抗値となるという問題があった。
【0013】
また、特許文献4に開示されたビアホール導体においても、後述するように、Cu粒子の表層に形成される合金層の抵抗値が高く、充分に低抵抗な層間接続が得られないという問題があった。
【0014】
本発明は、絶縁樹脂層に三次元的に形成された2つの配線間を層間接続するための高い接続信頼性を有する低抵抗のビアホール導体を備えた多層配線基板であって、鉛フリーのニーズに対応することができる多層配線基板を提供することを目的とする。
【課題を解決するための手段】
【0015】
本発明の一局面は、少なくとも1つの絶縁樹脂層と、前記絶縁樹脂層の第一面に配設された第一配線と前記絶縁樹脂層の第二面に配設された第二配線と、前記絶縁樹脂層を貫通するように設けられた前記第一配線と前記第二配線とを電気的に接続するためのビアホール導体と、を有する配線基板であって、前記ビアホール導体は金属部分と樹脂部分とを含み、前記金属部分は、前記第一配線と前記第二配線とを電気的に接続する経路を形成する銅粒子の結合体を含む第一金属領域と、錫,錫‐銅合金,及び錫‐銅金属間化合物からなる群から選ばれる少なくとも1種の金属を主成分とする第二金属領域と、前記第二金属領域に接する、ビスマスを主成分とする第三金属領域と、錫−ビスマス系半田粒子である第四金属領域とを有し、前記結合体を形成する前記銅粒子同士が互いに面接触することにより面接触部を形成しており、前記第二金属領域の少なくとも一部分が前記第一金属領域に接触しており、前記錫−ビスマス系半田粒子が前記樹脂部分に囲まれて点在していることを特徴とする配線基板である。
【0016】
また本発明の他の一局面は、絶縁樹脂シートの表面を保護フィルムで被覆する第1工程と、前記保護フィルムを介して前記絶縁樹脂シートに穿孔して貫通孔を形成する第2工程と、前記貫通孔に前記ビアペーストを充填する第3工程と、前記第3工程の後、前記保護フィルムを剥離することにより、前記貫通孔から前記ビアペーストの一部が突出して形成される突出部を表出させる第4工程と、前記突出部を覆うように、前記絶縁樹脂シートの少なくとも一面に金属箔を配置する第5工程と、前記金属箔を前記絶縁樹脂シートの表面に圧着して前記突出部を通じて前記ビアペーストを前記錫−ビスマス系半田粒子の共晶温度未満の温度で圧縮することにより、前記銅粒子同士が互いに面接触して形成された面接触部を有する、前記銅粒子の結合体を含む第一金属領域を形成させる第6工程と、前記第6工程の後、前記ビアペーストを前記錫−ビスマス系半田粒子の共晶温度以上で加熱する第7工程と、を備える配線基板の製造方法であって、前記第6工程及び第7工程において、前記錫−ビスマス系半田粒子の一部を、前記樹脂部分に囲まれた状態で点在させることを特徴とする配線基板の製造方法とする。
また本発明の他の一局面は、上記配線基板を形成するために用いられるビアペーストであって、銅粒子と錫−ビスマス系半田粒子と熱硬化性樹脂とを含み、銅粒子の含有割合が30〜90質量%の範囲であり、銅粒子中の銅(Cu)と錫−ビスマス系半田粒子中の錫(Sn)との重量比(Cu/Sn)が1.59〜21.43の範囲であるビアペーストである。
【0017】
本発明の目的、特徴、局面、及び利点は、以下の詳細な説明及び添付する図面により、より明白となる。
【発明の効果】
【0018】
本発明によれば、配線基板に形成されるビアホール導体に含有される銅粒子同士が互いに面接触して形成された面接触部を有する銅粒子の結合体により、低抵抗の導通路が形成されて抵抗値の低い層間接続が実現される。更に、銅粒子の結合体、銅粒子の結合体を含む第一金属領域、第二金属領域、あるいは第二金属領域に接する第三金属領域の周囲に、樹脂部分に囲まれた状態で、錫-ビスマス系半田粒子を点在させることで、これら金属部分の信頼性を高める。
【図面の簡単な説明】
【0019】
【図1】図1(A)は、第一実施形態における多層配線基板11の模式断面図であり、図1(B)は、図1(A)におけるビアホール導体14付近の拡大模式断面図を示す。
【図2】図2は、第一実施形態における多数の銅粒子7が互いに面接触することにより形成された銅粒子の結合体17aが配線12間の導通路23になることを説明するための説明図である。
【図3】図3は、Cu/Snが1.59より小さい場合におけるビアホール導体を説明するための模式断面図である。
【図4】図4は、第一実施形態における多層配線基板11の製造方法の一例を説明するための工程断面図を示す。
【図5】図5は、多層配線基板11の製造方法の一例を説明するための図4の続きの工程を示す。
【図6】図6は、多層配線基板11の製造方法の一例を説明するための図5の続きの工程を示す。
【図7】図7は第一実施形態における、樹脂シート25の貫通孔に充填されたビアペースト28を圧縮するときの様子を説明するための断面模式図である。
【図8】図8(A)は、第二実施形態における多層配線基板111の模式断面図であり、図8(B)は、図8(A)におけるビアホール導体14付近の拡大模式断面図を示す。
【図9】図9は、多層配線基板111の製造方法の一例を説明するための工程断面図を示す。
【図10】図10は、多層配線基板111の製造方法の一例を説明するための図9の続きの工程を示す。
【図11】図11は、多層配線基板111の製造方法の一例を説明するための図10の続きの工程を示す。
【図12】図12は第二実施形態における、プリプレグ125の貫通孔27に充填されたビアペースト28を圧縮するときの様子を説明するための断面模式図である。
【図13】図13は、実施例1で得られたビアホール導体におけるCu/Snの重量比率に対する抵抗値(1via/mΩ)を示すグラフである。
【図14】図14(A)は、実施例で得られた多層配線基板のビア導体の断面の3000倍の電子顕微鏡(SEM)写真、図14(B)はそのトレース図を示す。
【図15】図15(A)は、実施例1で得られた多層配線基板のビアホール導体の断面の6000倍のSEM写真、図15(B)はそのトレース図を示す。
【図16】図16(A)は、実施例1で得られた多層配線基板のビアホール導体の断面のSEM写真、図16(B)はそのトレース図を示す。
【図17】図17(A)は、図16のSEM像のCu元素のマッピングを行ったときの像、図17(B)はそのトレース図を示す。
【図18】図18(A)は、図16のSEM像のSn元素のマッピングを行ったときの像、図18(B)はそのトレース図を示す。
【図19】図19(A)は、図16のSEM像のBi元素のマッピングを行ったときの像、図19(B)はそのトレース図を示す。
【図20】図20は、従来知られた特許文献4の導電性ペーストから得られるビアホール導体と、本願発明に係るビアホール導体との抵抗値を比較したグラフである。
【図21】図21は、実施例2で得られた多層配線基板のビアホール導体の断面の3000倍のSEM写真である。
【図22】図22は、従来のビア導体の断面を説明するための模式断面図である。
【発明を実施するための形態】
【0020】
[第一実施形態]
図1(A)は、本実施形態のビアホール導体14を備えた多層配線基板11の模式断面図である。また、図1(B)は、図1(A)の多層配線基板11におけるビアホール導体14付近の拡大模式断面図である。
【0021】
図1(A)に示すように、多層配線基板11は、絶縁樹脂層13に三次元的に形成された銅箔等の金属箔から形成された複数の配線12が、絶縁樹脂層13を貫通するビアホール導体14により電気的に層間接続されている。
【0022】
図1(B)は、ビアホール導体14付近の拡大模式断面図である。図1(B)中、12(12a,12b)は配線、13は絶縁樹脂層、14はビアホール導体である。ビアホール導体14は、金属部分15と樹脂部分16とを含む。絶縁樹脂層13としては、従来から知られた多層配線基板の絶縁層が特に限定なく用いられる。本実施形態においては、耐熱性樹脂シート13aの両表面に硬化樹脂層13bが積層された積層耐熱樹脂シートを用いている。金属部分15は、Cu粒子7から形成された第一金属領域17と、錫,錫‐銅合金,及び錫‐銅金属間化合物からなる群から選ばれる少なくとも1種の金属を主成分とする第二金属領域18と、Biを主成分とする第三金属領域19とを含む。また、さらに、未反応の錫−ビスマス系半田粒子である第四金属領域22を含む。第四金属領域である錫−ビスマス系半田粒子は樹脂部分16に囲まれて点在している。Cu粒子7の少なくとも一部は、それらが互いに直接面接触した面接触部20を介して接触結合されることにより破線で示した部分に銅粒子の結合体17aを形成している。そして、結合体17aが上層の配線12aと下層の配線12bとを電気的に接続する低抵抗の導通路として機能する。
【0023】
Cu粒子7の平均粒径は0.1〜20μm、さらには、1〜10μmの範囲であることが好ましい。Cu粒子7の平均粒径が小さすぎる場合には、ビアホール導体14中において、後述するように面接触部を形成しにくく、また、接触点が多くなるため導通抵抗が大きくなる傾向がある。一方、Cu粒子7の平均粒径が大きすぎる場合には、30〜150μmφのように径の小さいビアホール導体14を形成しようとした場合に、充填率を高めにくくなることにより、導通抵抗が大きくなる傾向がある。とくに、最大直径が30〜150μmのような微細なビアホール導体の場合には銅粒子の平均粒径が3〜10μmの範囲であることが好ましい。
【0024】
Cu粒子7の純度は、90質量%以上、さらには99質量%以上であることが好ましい。Cu粒子7はその銅純度が高いほどより柔らかくなる。そのために後述する加圧工程において押し潰されやすくなるために、複数のCu粒子7同士が接触する際にCu粒子7が容易に変形することにより、Cu粒子7同士の接触面積が大きくなる。また、純度が高い場合には、Cu粒子7の抵抗値がより低くなる点からも好ましい。
【0025】
ここで、銅粒子同士の面接触とは銅粒子同士が触れる程度に接触しているのではなく、加圧圧縮されて塑性変形するまで互いに変形し、その結果として互いの銅粒子同士の間の接点が広がって、隣接する銅粒子同士が面で接触している状態をいう。このように、互いの銅粒子同士が互いに塑性変形するまで変形し、密着させることで、圧縮応力を開放した後も、銅粒子間の面接触部が保持される。
【0026】
なお、Cu粒子7の平均粒径や、Cu粒子7同士が面接触している面接触部20は、形成された多層配線基板を樹脂埋めした後、ビアホール導体14の断面を研磨(必要に応じてFOCUSED ION BEAM等の微細加工手段も使って)して作成した試料を走査型電子顕微鏡(SEM)を用いて観察することにより確認及び測定される。
【0027】
多数のCu粒子7は互いに接触して結合体17aを形成することにより、配線12aと配線12bとの間に低抵抗の導通路を形成する。このような結合体17aを形成させることにより配線12aと配線12bとの接続抵抗を低くすることができる。
【0028】
また、ビアホール導体14においては多数のCu粒子7が整然と整列することなく、図1(B)に示すようにランダムに接触することにより、複雑なネットワークを有するように低抵抗の結合体17aが形成されていることが好ましい。結合体17aがこのようなネットワークを形成することにより電気的接続の信頼性を高めることができる。また、多数のCu粒子7同士が面接触する位置もランダムであることが好ましい。ランダムな位置でCu粒子7同士を面接触させることにより、熱を受けたときにビアホール導体14の内部で発生する応力や、外部から付与される外力をその変形により分散させることができる。
【0029】
ビアホール導体14中に含有されるCu粒子7の割合としては、20〜90質量%、さらには、40〜70質量%であることが好ましい。Cu粒子7の割合が低すぎる場合には、多数のCu粒子7が互いに面接触することにより形成された結合体17aの、導通路としての電気的接続の信頼性が低下する傾向があり、高すぎる場合には、抵抗値が信頼性試験で変動しやすくなる傾向がある。
【0030】
図1(B)に示すように、錫,錫‐銅合金,及び錫‐銅金属間化合物からなる群から選ばれる少なくとも1種の金属を主成分とする第二金属領域18の少なくとも一部は第一金属領域17の表面に接触するように形成されている。このように第二金属領域18が第一金属領域17の表面に形成されることにより、第一金属領域17が補強される。また、第二金属領域18の少なくとも一部は、銅粒子7同士が互いに面接触している部分である面接触部20を跨ぐように覆っていることが好ましい。このように面接触部20を跨ぐように第二金属領域18が形成されることにより、面接触部20の接触状態がより補強される。
【0031】
第二金属領域18は、錫,錫‐銅合金,及び錫‐銅金属間化合物からなる群から選ばれる少なくとも1種の金属を主成分として含有する。具体的には、例えば、Sn単体,Cu6Sn5,Cu3Sn等を含む金属を主成分として含む。また、残余の成分としては、BiやCu等の他の金属元素を本発明の効果を損なわない範囲、具体的には、例えば、10質量%以下の範囲で含んでもよい。
【0032】
また、金属部分15においては、図1(B)に示すように、Biを主成分とする第三金属領域19が、Cu粒子7とは接触せず、第二金属領域18と接触するように存在していることが好ましい。ビアホール導体14において、第三金属領域19をCu粒子7と接しないように存在させた場合には、第三金属領域19は第一金属領域17の導電性を低下させない。
【0033】
第三金属領域19は、Biを主成分として含有する。また、第三金属領域19は、残余の成分として、BiとSnとの合金または金属間化合物等を本発明の効果を損なわない範囲、具体的には、例えば、20質量%以下の範囲で含んでもよい。
【0034】
なお、第二金属領域18と第三金属領域19とは互いに接しているために、通常、何れもBi及びSnの両方を含む。この場合において、第二金属領域18は第三金属領域19よりもSnの濃度が高く、第三金属領域19は第二金属領域18よりもBiの濃度が高い。また、第二金属領域18と第三金属領域19との界面は、明確であるよりも、不明確であるほうが好ましい。界面が不明確である場合には、熱衝撃試験等の加熱条件においても界面に応力が集中することを抑制することができる。
【0035】
また、ビアホール導体14においては、錫−ビスマス系半田粒子である第四金属領域22が樹脂部分16に囲まれて点在する。第四金属領域である錫−ビスマス系半田粒子は、後述するような製造工程において他の成分と反応しなかった未反応の錫−ビスマス系半田粒子である。このような錫−ビスマス系半田粒子は樹脂部分16に囲まれて点在して銅粒子の結合体に接触しないように存在するために、導通路の形成を阻害しない。
【0036】
このように、未反応の錫−ビスマス系半田粒子を、銅粒子の結合体を含む第一金属領域、第二金属領域、あるいは第二金属領域に接する第三金属領域の周囲に点在させることにより、第一金属領域、第二金属領域、第三金属領域のビアホール導体の金属部分の耐酸化性を向上させ、あるいは配線基板内部に残留したり侵入したりする水分等による悪影響を小さくする。
【0037】
また、このように、ビアホール導体、配線基板の層間の電気伝導に寄与する金属部分の一部として樹脂に包まれ電気的に絶縁された状態で、前記錫−ビスマス系半田粒子の一部を一種のキャッチャー(あるいは、犠牲材料)として点在させておくことで、銅粒子の結合体を含む第一金属領域、第二金属領域、あるいは第二金属領域に接する第三金属領域等、あるいはビアホール導体の耐酸化性を向上させ、あるいは配線基板内部に残留する、あるいは配線基板として使用される中で内部に侵入する水分等に対する影響を小さくすることができる。
【0038】
これら樹脂中に点在する錫-ビスマス系半田粒子が、樹脂中に含有されるアミンや水酸基等の官能基で還元され、その表面が綺麗になった(あるいは還元された)状態で、ビアホール導体を構成する金属材料に点在させることで、配線基板の後工程、あるいは完成された配線基板の客先での使用時等において、配線基板の内部に僅かに残留する(あるいは外部から侵入する)水分や酸化成分に対するトラップ(キャッチャー、あるいは犠牲部分)となり、水分の影響や、酸化の影響を抑制できるためであると思われる。
【0039】
なお、こうした水分や酸化の影響を抑制するためには、ビアホール導体の中に点在させる錫-ビスマス系半田粒子の平均粒径は、銅粒子の平均粒径以下であることが望ましい。これは銅粒子の平均粒径を超えるように、大きな錫-ビスマス系半田粒子を樹脂の中に点在させても、トラップ等として機能するだけの比表面積、あるいは均一な分布度合いが得られない場合があるためである。
【0040】
この目的のため、ビアペースト(特に圧縮、加熱等の工程を経てビアホール導体を構成する前の液状のビアペースト)中に含まれている、錫-ビスマス系半田粒子の平均粒径を、この液状のビアペーストの中に含まれている銅粒子の平均粒径以下とすることは、用途(例えば、更なる高信頼性化、ビアの狭隣接化、あるいは小径化)によっては有用である。
【0041】
このようにビアホール導体14を構成する金属部分15は、銅粒子7からなる第一金属領域17、錫,錫‐銅合金,及び錫‐銅金属間化合物からなる群から選ばれる少なくとも1種の金属を主成分とする第二金属領域18、及びビスマスを主成分とする第三金属領域19、錫−ビスマス系半田粒子を主成分とする第四金属領域22を含む。なお、金属部分15のCuとSnとの重量比(Cu/Sn)は1.59〜21.43の範囲であることが好ましい。このCu/Sn比の意義については後に詳述する。
【0042】
一方、ビアホール導体14を構成する樹脂部分16は、硬化性樹脂の硬化物からなる。硬化性樹脂は特に限定されないが、具体的には、例えば、耐熱性に優れ、また、線膨張率が低い点からエポキシ樹脂の硬化物がとくに好ましい。
【0043】
ビアホール導体14中の樹脂部分16の割合としては、0.1〜50質量%、さらには、0.5〜40質量%であることが好ましい。樹脂部分16の割合が高すぎる場合には、抵抗値が高くなる傾向があり、低すぎる場合には、製造時に導電性ペーストの調製が困難になる傾向がある。
【0044】
次に、多層配線基板11におけるビアホール導体14の作用について、図2を参照して模式的に説明する。
【0045】
図2は、多数のCu粒子7同士が接触することにより形成された一つの結合体17aの導通路23に着目して説明する説明図である。また、便宜上、樹脂部分16等は表示していない。さらに、21はビアホール導体14の作用を説明するために便宜上示した仮想のばねである。
【0046】
図2に示すように、多数のCu粒子7同士が互いにランダムに面接触することにより形成された結合体17aは、配線12aと配線12bとを電気的に層間接続するための導通路23になる。なお、Cu粒子7同士が接触している面接触部20においては、面接触部20の周囲を被覆し、且つ面接触部20を跨ぐように第二金属領域18が形成されていることが好ましい。
【0047】
多層配線基板11の内部に内部応力が発生した場合、多層配線基板11の内部には矢印33aに示すように外向きに力が掛かる。このような内部応力は、例えば、半田リフロー時や熱衝撃試験の際に、各要素を構成する材料の熱膨張係数の違いによって発生する。
【0048】
このような外向きの力は、柔軟性の高いCu粒子7自身が変形したり、Cu粒子7同士が接触することにより形成された結合体17aが弾性変形したり、Cu粒子7同士の接触位置が多少ずれたりすることにより緩和される。このとき、第二金属領域18の硬さは、Cu粒子7の硬さよりも硬いために、結合体17aの変形、特に面接触部20の変形に抵抗しようとする。従って、結合体17aが変形に無制限に追従しようとした場合には、第二金属領域18がある程度の範囲で変形を規制するために、Cu粒子7間の面接触部20が離間するまで変形しない。これは、Cu粒子7同士が接触して形成された結合体17aをばねに喩えた場合、結合体17aにある程度の力が掛かった場合には、ある程度まではばねが伸びるがごとく変形に追従するが、さらに変形が大きくなりそうな場合には、硬い第二金属領域18により結合体17aの変形が規制される。このことは、多層配線基板11に、矢印33bに示すような内向きの力が掛かった場合にも同様の作用を奏する。このように、あたかもばね21のように、外力及び内力のいずれの方向の力に対して、結合体17aの変形が規制されることにより、電気的接続の信頼性を確保することができる。
【0049】
次に、上述したような多層配線基板11の製造方法の一例を説明するために、各製造工程について、図面を参照しながら詳しく説明する。
【0050】
本実施形態の製造方法においては、はじめに、図4(A)に示すように、樹脂シート25の両表面に保護フィルム26が貼り合わされる。本実施形態においては、樹脂シート25として耐熱性樹脂シート13aの両表面に未硬化樹脂層25aが積層された積層体からなる樹脂シートを用いている。このような樹脂シート25を用いた場合には、後述するような、プリプレグを用いて得られる多層配線基板に比べて、薄肉の多層配線基板を得ることができる。具体的には、例えば、厚み15μm以下、さらには6μm以下のような厚みでも充分な絶縁性を有する絶縁樹脂層を形成することが可能になる。未硬化樹脂層25aは金属箔及び形成された配線を接着する。
【0051】
耐熱性樹脂シート13aとしては、半田付けの温度に耐える樹脂シートであればとくに限定なく用いられる。その具体例としては、例えば、ポリイミド、液晶ポリマー、ポリエーテルエーテルケトン等からなるシートが挙げられる。これらの中では、ポリイミドシートがとくに好ましい。
【0052】
耐熱性樹脂シート13aの厚みとしては1〜100μm、さらには、3〜75μm、とくには7.5〜60μmであることが好ましい。
【0053】
未硬化樹脂層25aとしては、エポキシ樹脂等からなる未硬化の接着層が挙げられる。また、未硬化樹脂層25aの片面あたりの厚みとしては、1〜30μm、さらには5〜10μmであることが、多層配線基板の薄肉化に寄与する点で好ましい。
【0054】
保護フィルムとしては、各種樹脂フィルムが用いられる。その具体例としては、例えば、PET(ポリエチレンフタレート)やPEN(ポリエチレンナフタレート)等の樹脂フィルムが挙げられる。樹脂フィルムの厚みとしては0.5〜50μm、さらには、1〜30μmであることが好ましい。このような厚みの場合には、後述するように、保護フィルムの剥離により、充分な高さのビアペーストからなる突出部を表出させることができる。
【0055】
樹脂シート25に保護フィルム26を貼り合わせる方法としては、例えば、未硬化樹脂層25aの表面の表面タック性を用いて、直接貼り合わせる方法が挙げられる。
【0056】
次に、図4(B)に示すように、保護フィルム26が配された樹脂シート25に保護フィルム26の外側から穿孔することにより、貫通孔27を形成する。穿孔には、炭酸ガスレーザー、YAGレーザー等の非接触による加工方法の他、ドリルを用いた穴あけ等各種方法が用いられる。貫通孔の直径としては10〜500μm、さらには50〜300μm程度が挙げられる。
【0057】
次に、図4(C)に示すように、貫通孔27の中にビアペースト28を満充填する。ビアペースト28は、Cu粒子と、SnとBiとを含有するSn−Bi系半田粒子と、エポキシ樹脂等の硬化性樹脂成分を含有する。
【0058】
Cu粒子の平均粒径は0.1〜20μm、さらには、1〜10μmの範囲であることが好ましい。Cu粒子7の平均粒径が小さすぎる場合には、ビアホール導体中において、後述するような面接触部を形成しにくく、また、接触点が多くなるため導通抵抗が大きくなる傾向がある。一方、Cu粒子の平均粒径が大きすぎる場合には、30〜150μmφのように径の小さいビアホール導体14を形成しようとした場合に、充填率を高めにくくなることにより、導通抵抗が大きくなる傾向がある。とくに、最大直径が30〜150μmのような微細なビアホール導体の場合には、銅粒子の平均粒径が3〜10μmの範囲であることが好ましい。
【0059】
また、Cu粒子の粒子形状は、特に限定されない。具体的には、例えば、球状、扁平状、多角状、麟片状、フレーク状、あるいは表面に突起を有するような形状等が挙げられる。また、一次粒子でもよいし、二次粒子を形成していてもよい。
【0060】
Sn−Bi系半田粒子は、SnとBiとを含有する半田粒子であれば特に限定されない。Sn−Bi系半田粒子は、構成比を変化させたり各種元素を添加することにより、その共晶温度(融点)を138℃〜232℃程度にまで変化させることができる。さらに、インジウム(In)、銀(Ag)、亜鉛(Zn)等を添加することにより、濡れ性、流動性等を改善させることもできる。これらの中では、共晶温度が138℃と低い、環境問題に考慮した鉛フリー半田である、Sn−58Bi系半田等が特に好ましい。
【0061】
Sn−Bi系半田粒子の平均粒径は0.1〜20μm、さらには、2〜15μmの範囲であることが好ましい。Sn−Bi系半田粒子の平均粒径が小さすぎる場合には、比表面積が大きくなり表面の酸化皮膜割合が大きくなり溶融しにくくなる傾向がある。一方、Sn−Bi系半田粒子の平均粒径が大きすぎる場合には、ビアホールヘの充填性が低下する傾向がある。
【0062】
なおビアホール導体に、複数、点在させる、樹脂で覆われたSn−Bi系半田粒子の平均粒径はCu粒子の平均粒径と同程度かそれよりも小さいことが望ましい。具体的には銅粒子の平均粒径に対して0.3〜1.0倍、さらには0.5〜0.8倍であることが好ましい。Cu粒子の平均粒径と同程度かそれよりも小さい、Sn−Bi系半田粒子を、樹脂で覆われた状態で残すことは、ビアペーストの低コスト化にも貢献する。これはSn−Bi系半田の分級等の工程を省くことができる場合があるためである。
【0063】
本実施形態のビアペーストにおいて、錫-ビスマス系半田粒子には銅粒子の平均粒径以下である粒径のものを含有していることが望ましい。ビアペースト中に銅粒子の平均粒径以下の錫-ビスマス系半田粒子を含有させることにより、第4金属領域の確実な形成が可能となる。また、ビアペーストにおいて、第4金属領域を形成するための錫-ビスマス系半田粒子の粒径は、銅粒子の平均粒径以下、具体的には平均粒径の2/3以下、さらには1/2以下であることが好ましい。これはこのような小さい半田粒子が、銅粒子間に挟まった場合、銅粒子間に挟まれたエポキシ樹脂を効果的に追い出しやすくなるためである。これは銅粒子の平均粒径以下の錫-ビスマス系半田粒子が、銅粒子間に挟まった場合、この半田粒子があたかも注射器を構成する円筒(あるいはシリンジ)の中の可動式の押子(あるいはプランジャ、あるいは押子先端に取り付けられたガスケット)として機能する場合があるためである。そしてこの挟まった半田粒子が、注射器の中に充填したエポキシ樹脂を注射器から外に押し出すように、銅粒子同士の隙間に挟まったエポキシ樹脂が、銅粒子の隙間から外へ移動しやすくさせるためである。また、ビアペーストにおいて、錫-ビスマス系半田粒子の粒径が、銅粒子の平均粒径以下の粒子を含有することにより、銅粒子同士の圧縮、面接触形成時に、その面接触部分に銅粒子間の隙間に、錫-ビスマス系半田が残りにくく、面接触の形成に影響を与えにくくなる。
【0064】
なお粒子の平均粒径の求め方は、個数平均径、長さ平均、面積平均径、体積平均径等の中より、測定精度(更に繰り返し精度)の高いものを選べばよい。また粒子径はモード径、あるいはメディアン径(d50と呼ばれる場合がある)を用いる。また粒径の測定方法としては、市販のレーザー回折散乱法、あるいはコールター式粒度分布測定装置、あるいはサンプルの断面をSEMで撮影し、その画像データを元に計算等で求めれば良い。
【0065】
好ましい硬化性樹脂成分であるエポキシ樹脂の具体例としては、例えば、グリシジルエーテル型エポキシ樹脂、脂環式エポキシ樹脂、グリシジルアミン型エポキシ樹脂、グリシジルエステル型エポキシ樹脂、またはその他変性エポキシ樹脂などを用いることができる。
【0066】
また、エポキシ樹脂と組み合わせて硬化剤を配合してもよい。硬化剤の種類はとくに限定されないが、分子中に少なくとも1つ以上の水酸基を持つアミン化合物を含有する硬化剤を用いることが特に好ましい。このような硬化剤は、エポキシ樹脂の硬化触媒として作用するとともに、Cu粒子、及びSn−Bi系半田粒子の表面に存在する酸化皮膜を還元することにより、接合時の接触抵抗を低減させる作用も有する点から好ましい。これらの中でも、とくにSn−Bi系半田粒子の共晶温度よりも高い沸点を有するアミン化合物は、接合時の接触抵抗を低減させる作用がとくに高い点から好ましい。
【0067】
このようなアミン化合物の具体例としては、例えば、2-メチルアミノエタノール(沸点160℃)、N,N-ジエチルエタノールアミン(沸点162℃)、N,N-ジブチルエタノールアミン(沸点229℃)、N-メチルエタノールアミン(沸点160℃)、N-メチルジエタノールアミン(沸点247℃)、N-エチルエタノールアミン(沸点169℃)、N-ブチルエタノールアミン(沸点195℃)、ジイソプロパノールアミン(沸点249℃)、N,N-ジエチルイソプロパノールアミン(沸点125.8℃)、2,2'-ジメチルアミノエタノール(沸点135℃)、トリエタノールアミン等(沸点208℃)が挙げられる。
【0068】
ビアペーストは、Cu粒子と、SnとBiとを含有するSn−Bi系半田粒子と、エポキシ樹脂等の硬化性樹脂成分とを混合することにより調製される。具体的には、例えば、エポキシ樹脂と硬化剤と所定量の有機溶媒を含有する樹脂ワニスに、Cu粒子及びSn−Bi系半田粒子を添加し、プラネタリーミキサー等で混合することにより調製される。
【0069】
硬化性樹脂成分の、Cu粒子及びSn−Bi系半田粒子を含む金属成分との合計量に対する配合割合としては、0.3〜30質量%、さらには3〜20質量%の範囲であることが低い抵抗値を得るとともに、充分な加工性を確保する点から好ましい。
【0070】
また、金属成分中のCu粒子の含有割合としては、CuとSnとの重量比(Cu/Sn)が、1.59〜21.43の範囲になるように含有させることが好ましい。この理由は後に詳述する。従って、例えば、Sn−Bi系半田粒子としてSn−58Bi系半田粒子を用いた場合には、Cu粒子及びSn−58Bi系半田粒子の合計量に対するCu粒子の含有割合は、40〜90質量%、さらには、55.8〜65.5質量%であることが好ましい。
【0071】
ビアペーストの充填方法はとくに限定されない。具体的には、例えば、スクリーン印刷などの方法が用いられる。なお、本実施形態の製造方法においては、貫通孔にビアペーストを充填する場合においては、充填工程の後に、保護フィルム26を剥離したときに、ビアペースト28の一部が樹脂シート25に形成された貫通孔27から突出して突出部が表出するように、樹脂シート25に形成された貫通孔27からはみ出す量を充填する必要がある。
【0072】
次に、図4(D)に示すように、樹脂シート25の表面から保護フィルム26を剥離することにより、ビアペースト28の一部を貫通孔27から突出部29として突出させる。突出部29の高さhは、保護フィルムの厚みにもよるが、例えば、0.5〜50μm、さらには、1〜30μmであることが好ましい。突出部29の高さが高すぎる場合には、後述する圧着工程において樹脂シート25の表面の貫通孔27の周囲にペーストが溢れて表面平滑性を失わせる可能性があるために好ましくなく、低すぎる場合には、後述する圧着工程において充填されたビアペーストに圧力が充分に伝わらなくなる傾向がある。
【0073】
次に、図5(A)に示すように、樹脂シート25の上に銅箔30を配置し、矢印で示す方向にプレスする。それにより、図5(B)に示すように樹脂シート25と銅箔30とを一体化させることにより、絶縁樹脂層13が形成される。この場合においては、プレスの当初に、銅箔30を介して突出部29に力が掛かるために貫通孔27に充填されたビアペースト28が高い圧力で圧縮される。それにより、ビアペースト28中に含まれる複数のCu粒子7同士の間隔が狭められ、Cu粒子7同士が互いに変形し、面接触する。
【0074】
プレス条件はとくに限定されないが、常温(20℃)からSn−Bi系半田粒子の共晶温度未満の温度に金型温度が設定された条件が好ましい。また、本プレス工程において、未硬化樹脂層25aの硬化を進行させるために、硬化を進行させるのに必要な温度に加熱した加熱プレスを用いてもよい。
【0075】
ここで、突出部29を有するビアペースト28を圧縮するときの様子について、図7を用いて詳しく説明する。
【0076】
図7は、ビアペースト28が充填された樹脂シート25の貫通孔27周辺の模式断面図である。また、図7(A)は圧縮前、図7(B)は圧縮後を示している。
【0077】
図7(A)に示すように、樹脂シート25に形成された貫通孔27から突出した突出部29を銅箔30を介して押圧することにより、図7(B)のように貫通孔27に充填されたビアペースト28が圧縮される。その圧縮の際の加圧により、硬化性樹脂成分32の一部は樹脂シート25の表面に押し出されることもある。そして、その結果、貫通孔27に充填されたCu粒子7及びSn−Bi系半田粒子31の密度が高くなる。
【0078】
そして、Cu粒子7の含有割合やCu粒子7の粒子径とSn−Bi系半田粒子31の粒子径とを適宜選択することにより、Cu粒子7同士を互いに面接触させることができる。圧縮においては、当初はCu粒子7同士は互いに点接触し、その後、圧力が増加するにつれて押し潰されて、互いに変形し面接触して面接触部を形成する。このように、多数のCu粒子7同士が面接触することにより、上層の配線と下層の配線とを低抵抗な状態で電気的に接続するための結合体17aが形成される。本工程においては、ビアペースト28中の銅粒子7同士が面接触部20を介して接触した結合体17aが形成される。
【0079】
なお銅箔30を樹脂シート25に圧着し、銅箔30を介してビアペースト28の突出部29に所定圧力を掛けることにより、ビアペースト28を加圧し圧縮することが望ましい。こうすることで銅粒子7同士を面接触させ、銅粒子7の結合体7aを含む第一金属領域17を形成する。なお銅粒子7同士を面接触させるには、銅粒子7同士が互いに塑性変形するまで、加圧圧縮することが望ましい。またこの圧着工程において、必要に応じて加熱する(あるいは加熱を開始する)ことは有効である。これは圧着工程に続き加熱工程を行うことが有用なためである。
【0080】
更にこの圧着状態を維持した状態で、所定の温度で加熱し、Sn−Bi系半田粒子の一部を溶融させることが有用である。この圧着状態を維持した状態で、加熱し、半田粒子を溶解させることで、銅粒子同士の面接触部分への、溶解した半田等や樹脂等の侵入を防止できる。そのため、圧着工程の一部に、加熱工程を設けることは有用である。また圧着工程の中で、加熱を開始することで、圧着工程や加熱工程のトータル時間を短縮することができ、生産性を高められる。
【0081】
なおこの圧縮は、室温(20℃)以上でビアペースト28中の錫−ビスマス系半田粒子の溶融温度(あるいは共晶温度)未満の温度で行うことが望ましい。この温度域で圧縮を行うことで、圧縮工程中で、錫-ビスマス系半田の合金化反応を抑制できる。
【0082】
また圧縮を維持した状態のままで、この圧縮されたビアペーストを加熱する。加熱は、使用する錫-ビスマス系半田の溶融温度(あるいは共晶温度)以上とする。
【0083】
例えば、Sn−Bi系半田粒子の共晶温度以上共晶温度+10℃以下の温度の範囲でSn−Bi系半田粒子の一部分を溶融させ、引き続き、さらに共晶温度+20℃の温度以上300℃以下の温度の範囲に加熱することにより、銅粒子の結合体の面接触部を除く表面に錫,錫−銅合金または錫と銅の金属間化合物のいずれか一つ以上を主成分とする第二金属領域を形成することが望ましい。更にこれらを連続した圧着や加熱を伴う1の工程とすることは有用である。連続した1の工程で、これら各金属領域の形成反応を安定化でき、ビア自体の構造を安定化できる。
【0084】
圧縮によって結合体17aを形成し、さらにビアペースト28をSn−Bi系半田粒子31の共晶温度以上の温度にまで徐々に加熱していく。この加熱によりSn−Bi系半田粒子31の一部がその温度において溶融する組成割合で溶融する。そして、Cu粒子7や結合体17aの表面や周囲に錫、錫-銅合金及び/または錫-銅金属間化合物を主成分とする第二金属領域18が形成される。この場合において、Cu粒子7同士が面接触している面接触部20は、第二金属領域18に跨がれるようにして覆われることが好ましい。Cu粒子7と溶融したSn−Bi系半田粒子31とが接触することにより、Sn−Bi系半田粒子31中のSnとCu粒子7中のCuとが反応して、Cu6Sn5やCu3Snを含むSn−Cuの化合物層(金属間化合物)や錫-銅合金を主成分とする第二金属領域18が形成される。一方、Sn−Bi系半田粒子31は内部のSn相からSnを補われながら溶融状態を維持し続け、さらに残されたBiが析出することにより、Biを主成分とする第三金属領域19が形成される。結果として図1(B)に示すような構造を有するビアホール導体14が得られる。また、Sn−Bi系半田粒子31の一部は硬化性樹脂成分32に囲まれて点在して第四金属領域22を形成する。
【0085】
そして硬化性樹脂成分32に囲まれ、ビアペースト中に添加されている活性剤(例えば、アミン系添加剤)によって、その表面が還元され、活性化された第四金属領域を、ビアホール導体の周囲に、点在させる。そして、このビアホール導体の周囲に点在する、熱硬化性樹脂成分32で囲まれた第四金属領域を、外部等から侵入する水分、あるいは酸化成分等に対するトラップ(あるいはキャッチャー)として機能させることで、ビアホール導体の信頼性高める。これは外部から侵入する水分、あるいは酸化成分等によってビアホール導体が影響を受ける前に、第四金属領域を形成する錫-ビスマス系半田粒子がその影響を受けるためである。
【0086】
さらに詳しくは、上述のように高密度化されたCu粒子7同士は圧縮により互いに接触する。圧縮においては、はじめはCu粒子7同士は互いに点接触し、その後、圧力が増加するにつれて押し潰されて、互いに変形し面接触して面接触部を形成する。このように、多数のCu粒子7同士が面接触することにより、上層の配線と下層の配線とを低抵抗な状態で電気的に接続するための結合体17aが形成される。また、面接触部がSn−Bi系半田粒子31で覆われないために、Cu粒子17同士を直接、接触させた結合体17aを形成することができる。その結果、形成される導通路の電気抵抗を小さくすることができる。そしてこの状態で加熱して、Sn−Bi系半田粒子31の共晶温度以上に達するとSn−Bi系半田粒子31が部分的に溶融しはじめる。溶融する半田の組成は温度で決まり、加熱時の温度で溶融しにくいSnはSn固相体として残留する。また、溶融した半田にCu粒子7が接触してその表面が溶融したSn−Bi系半田で濡れたとき、その濡れた部分の界面でCuとSnの相互拡散が進んでSn−Cuの化合物層等が形成される。このようにしてCu粒子7の面接触部を除く表面に接触するように第二金属領域18が生成する。第二金属領域18の一部は面接触部を跨ぐように形成される。このような第二金属領域18の一部が面接触部を跨ぐように被覆した場合には、面接触部は補強され弾性に優れた導通路となる。そして、Sn−Cuの化合物層等の形成や、相互拡散がさらに進行することにより、溶融した半田中のSnは減少する。溶融した半田中の減少したSnはSn固体層から補填されるために溶融状態は維持し続けられる。さらにSnが減少し、SnとBiの比率がSn−57BiよりもBiが多くなるとBiが偏析しはじめ、ビスマスを主成分とする固相体として第二金属領域が析出して形成される。
【0087】
よく知られている比較的低温域で溶融する半田材料としては、Sn−Pb系半田、Sn−In系半田、Sn−Bi系半田などがある。これらの材料のうち、Inは高価であり、Pbは環境負荷が高いとされている。一方、Sn−Bi系半田の共晶温度は、電子部品を表面実装する際の一般的な半田リフロー温度よりも低い。従って、Sn−Bi系半田のみを回路基板のビアホール導体として単体で用いた場合には、半田リフロー時にビアホール導体の半田が再溶融することによりビア抵抗が変動してしまうおそれがある。一方、本実施形態のビアペーストを用いた場合には、Sn−Bi系半田粒子のSnがCu粒子の表面と反応することによりSn−Bi系半田粒子からSn濃度が減少し、一方で、加熱冷却工程を経ることによりBiが析出して第三金属領域が生成される。そして、このように第三金属領域を析出させて存在させることにより、半田リフローに供してもビアホール導体の半田が再溶融しにくくなる。その結果、半田リフロー後でも、抵抗値の変動が起こりにくくなる。さらに、Sn−Bi系半田粒子31の一部は硬化性樹脂成分32に囲まれて点在して第四金属領域22を形成する。そして、このビアホール導体の周囲に点在する、熱硬化性樹脂成分32で囲まれた第四金属領域22を、外部等から侵入する水分、あるいは酸化成分等に対するトラップ(あるいはキャッチャー)として機能させることで、ビアホール導体の信頼性を高める。
【0088】
圧縮後のビアペースト28を加熱する温度は、Sn−Bi系半田粒子31の共晶温度以上の温度であり、樹脂シート25の構成成分を分解しないような温度範囲であればとくに限定されない。具体的には、例えば、Sn−Bi系半田粒子としてSn−58Bi系半田粒子を用いる場合には、150〜250℃、さらには160〜230℃程度の範囲であることが好ましい。なお、このときに温度を適切に選択することにより、ビアペースト28中に含まれる硬化性樹脂成分を硬化させることができる。
【0089】
このようにして、上層の配線と下層の配線とを層間接続するためのビアホール導体14が形成される。
【0090】
本実施形態における、ビアペースト28中に含まれる金属成分中のCu粒子の含有割合は、先述したようにCuとSnとの重量比(Cu/Sn)が、1.59〜21.43の範囲になるように含有させることが好ましい。この理由を以下に説明する。
【0091】
図3は、Cu/Snが1.59より小さい場合におけるビアホール導体の一例を示す、模式断面図である。
【0092】
図3に示すように、Cu/Snの比が1.59より小さい場合、ビアホール導体中のCuの割合が少なくなり、多数のCu粒子7同士が互いに面接触しにくくなり、Cu粒子7が金属間化合物4からなるマトリクス中に点在するように存在する傾向がある。この場合には、多数のCu粒子7が硬い金属間化合物4により硬く束縛されてしまうために、ビアホール導体自身もバネ性が低い硬い状態になる傾向がある。Cu粒子7に比べ、Cu6Sn5、Cu3Snのような金属間化合物4は硬く、変形しにくい。発明者らの調査によると、ビッカース硬度はCu6Sn5で約378Kg/mm2、Cu3Snで約343Kg/mm2であり、Cuの117Kg/mm2よりも著しく高い。
【0093】
そして、Cu粒子7と金属間化合物4では、互いの熱膨張係数が異なるため、半田リフロー時に、この熱膨張係数の違いによる内部応力が発生し、その結果クラックやボイド24が発生しやすくなる。
【0094】
また、Cu/Snの重量比が1.59より小さい場合には、ボイドが発生しやすくなる。このようなボイドの発生原因の重要な要因としては、SnとCuとの接触拡散によるカーケンダル効果(Kirkendall effect)によるカーケンダルボイドが挙げられる。カーケンダルボイドは、Cu粒子の表面とCu粒子同士の間隙に充填されたSnまたはSnを含む合金との界面に発生しやすい。
【0095】
図3に示すようにCu粒子7と金属間化合物4の界面にクラックやボイド24が存在する場合、クラックやボイド24が伝播して広がりやすくなる傾向がある。カーケンダルボイドが発生したときにはカーケンダルボイドも伝播して広がりやすくなる傾向がある。とくにビアホール導体の径が小さい場合、クラックやボイド24は、金属間化合物4の凝集破壊や、更にはビアホール導体の断線の発生原因となりやすい。そして、これら凝集破壊や界面破壊が、ビアホール導体の内部に発生した場合、ビア部分の電気抵抗が増加し、ビア部分の信頼性に影響を与える。
【0096】
一方、Cu/Snの比が1.59以上の場合について、図1(B)及び図2を参照しながら模式的に説明する。
Cu/Snの比が1.59以上の場合、図1(B)に示すように、金属部分15に含まれる第二金属領域18は、多数のCu粒子7同士が面接触する面接触部20やCu粒子7の表面を物理的に保護している。図2に示す矢印33a、33bは、ビアホール導体14に加えられた外力や、ビアホール導体14に発生した内部応力を示す。ビアホール導体14に矢印33aに示すような外力や内部応力33bが掛かった場合、柔軟なCu粒子7が変形することにより力が緩和される。また、例え、第二金属領域18にクラックが発生したとしても、多数のCu粒子7同士が面接触していることにより結合体17aによる導通路は充分に確保されており、電気的特性や信頼性に大きな影響を与えない。なお、図1(B)に示すように、金属部分15全体は樹脂部分16で弾性的に保護されているために、変形はさらに一定の範囲で抑えられる。従って、凝集破壊や界面破壊が発生しにくくなる。
【0097】
またCu/Snが1.59以上である場合には、面接触部20を跨ぐように、第二金属領域18が形成されやすくなる。そして、Cu/Snが1.59以上の場合には、カーケンダルボイドは、Cu粒子同士の間隙に充填されたSn−Bi系半田粒子の内部やその界面に発生するのではなく、第二金属領域18側に発生しやすくなる。第二金属領域18に発生したカーケンダルボイドは、ビアホール導体14の信頼性や電気特性に影響を与えにくい。電気的導通はCu粒子7同士の接触により充分に確保されているためである。
【0098】
次に、図5(C)に示すように、配線12a,12bを形成する。配線12a,12bは、表層に貼り合わされた銅箔30の表面にフォトレジスト膜を形成し、フォトマスクを介して選択的露光することによりパターニングした後、現像を行い、エッチングにより配線部以外の銅箔を選択的に除去した後、フォトレジスト膜を除去すること等により形成されうる。フォトレジスト膜の形成には、液状のレジストを用いてもドライフィルムを用いてもよい。
【0099】
このような工程により、上層の配線12aと下層の配線12bとをビアホール導体14を介して層間接続した両面に回路形成された配線基板41が得られる。このような配線基板41をさらに、多層化することにより図1(A)に示すような複数層の回路が層間接続された多層配線基板11が得られる。配線基板41の多層化の方法について図6を参照して説明する。
【0100】
はじめに、図6(A)に示すように、上述のようにして得られた配線基板41の両表面に、図4(D)で得られたのと同様のビアペースト28からなる突出部29を有する樹脂シート25を配置する。さらに、各樹脂シート25の外表面それぞれに銅箔30を配置して重ね合わせ体を形成させる。そして、この重ね合わせ体をプレス金型に挟み込み、上述したような条件でプレス及び加熱することにより、図6(B)に示すような積層体が得られる。そして、上述したようなフォトプロセスを用いることにより新たな配線42が形成される。このような多層化プロセスをさらに繰り返すことにより図6(C)に示すように多層配線基板11が得られる。
【0101】
[第二実施形態]
第二実施形態では、第一実施形態の多層配線基板11の製造において、樹脂シート25の代わりに、繊維シートに樹脂ワニスを含浸させた後、乾燥させることにより得られる、いわゆる、未硬化状態または半硬化状態(B−ステージ)のプリプレグ125を用いた例について説明する。なお、樹脂シート25の代わりにプリプレグ125を用いた以外は、第一実施形態と同様であるために、共通する部分については同じ符号を示している。また、第一実施形態と同様の事項については、詳細な説明を省略する。
【0102】
図8(A)は、本実施形態の多層配線基板111の模式断面図である。また、図8(B)は、図8(A)の多層配線基板111におけるビアホール導体14付近の拡大模式断面図である。図8中、12(12a,12b)は配線、113は絶縁樹脂層、14はビアホール導体である。ビアホール導体14は、金属部分15と樹脂部分16とを含む。絶縁樹脂層113は繊維シート113aに樹脂硬化物113bが含浸された繊維含有樹脂シートからなる。金属部分15は、Cu粒子7から形成された第一金属領域17と、錫,錫‐銅合金,及び錫‐銅金属間化合物からなる群から選ばれる少なくとも1種の金属を主成分とする第二金属領域18と、Biを主成分とする第三金属領域19と、錫−ビスマス系粒子である第四金属領域22とを含む。Cu粒子7の少なくとも一部は、それらが互いに面接触して破線で示す領域に含まれるような銅粒子の結合体17aを形成している。そして、結合体17aが上層の配線12aと下層の配線12bとを電気的に接続する低抵抗の導通路として機能する。
【0103】
次に、上述したような多層配線基板111の製造方法の一例を説明するために、各製造工程について、図9〜図11を参照しながら詳しく説明する。
本実施形態の製造方法においては、はじめに、図9(A)に示すように、未硬化状態または半硬化状態(Bステージ)のプリプレグ125の両表面に保護フィルム26が貼り合わせられる。
【0104】
プリプレグ125としては、例えば、繊維基材に熱硬化性樹脂ワニスを含浸させた後、乾燥させることにより得られる、いわゆる、未硬化状態または半硬化状態(B−ステージ)のプリプレグが好ましく用いられる。繊維基材としては織布であっても不織布であってもよい。その具体例としては、例えば、ガラスクロス、ガラスペーパー、ガラスマット等のガラス繊維布のほか、例えば、クラフト紙、リンター紙、天然繊維布、アラミド繊維からなる有機繊維布等が挙げられる。また、樹脂ワニスに含有される樹脂成分としては、エポキシ樹脂等が挙げられる。また、樹脂ワニスは、さらに、無機充填材等を含んでもよい。
【0105】
保護フィルム26としては、第一実施形態で説明したものと同様のものが用いられる。プリプレグ125に保護フィルム26を貼り合わせる方法としては、プリプレグ125表面にタック性がある場合にはそのタック性により貼り合わせる方法が挙げられる。
【0106】
次に、図9(B)に示すように、保護フィルム26が配されたプリプレグ125に保護フィルム26の外側から穿孔することにより、貫通孔27を形成する。穿孔には、炭酸ガスレーザー、YAGレーザー等の非接触による加工方法の他、ドリルを用いた穴あけ等各種方法が用いられる。貫通孔の直径としては、10〜500μm、さらには50〜300μm程度が挙げられる。
【0107】
次に、図9(C)に示すように、貫通孔27の中にビアペースト28を満充填する。ビアペースト28は、Cu粒子と、SnとBiとを含有するSn−Bi系半田粒子と、エポキシ樹脂等の硬化性樹脂成分を含有する。なおビアペースト28は、第一実施形態で説明したものと同様のものが用いられる。
【0108】
次に、図9(D)に示すように、プリプレグ125の表面から保護フィルム26を剥離することにより、ビアペースト28の一部をプリプレグ125に形成された貫通孔27から突出部29として突出させる。突出部29の高さhは、保護フィルムの厚みにもよるが、例えば、0.5〜50μm、さらには、1〜30μmであることが好ましい。突出部の高さが高すぎる場合には、後述する圧着工程において貫通孔27の周囲のプリプレグ125の表面にペーストが溢れ出て表面平滑性を低下させる可能性があるために好ましくなく、低すぎる場合には、後述する圧着工程において充填されたビアペーストに圧力が充分に伝わらなくなる傾向がある。
【0109】
次に、図10(A)に示すように、プリプレグ125の両表面に銅箔30を配置し、矢印で示す方向にプレスする。それにより、図10(B)に示すようにプリプレグ125と銅箔30とを一体化させ、絶縁樹脂層113を形成させる。この場合においては、プレスの当初に、銅箔30を介して突出部29に力が掛かるためにプリプレグ125の貫通孔に充填されたビアペースト28が高い力で圧縮される。それにより、ビアペースト28中に含まれる複数のCu粒子7同士の間隔が狭められ、Cu粒子7同士が接触する。
【0110】
プレス条件はとくに限定されないが、常温(20℃)からSn−Bi系半田粒子の共晶温度未満の温度に金型温度が設定された条件が好ましい。
【0111】
ここで、プリプレグ125の貫通孔に充填された突出部29を有するビアペースト28を圧縮するときの様子について、図12を用いて詳しく説明する。 図12は、ビアペースト28が充填されたプリプレグ125の貫通孔27周辺の模式断面図である。また、図12(A)は圧縮前、図12(B)は圧縮後を示している。113aはプリプレグ125に含まれる繊維基材である。
【0112】
図12(A)に示すように、プリプレグ125に形成された貫通孔27から突出した突出部29を銅箔30を介して押圧することにより、図19(B)のように貫通孔27に充填されたビアペースト28が圧縮される。その圧縮の際の加圧により、硬化性樹脂成分32の一部はプリプレグ125の中に浸透する。そして、その結果、貫通孔27に充填されたCu粒子7及びSn−Bi系半田粒子31の密度が高くなる。
【0113】
そして、このように高密度化されたCu粒子7同士が互いに接触する。圧縮においては、当初はCu粒子7同士は互いに点接触し、その後、圧力が増加するにつれて押し潰されて、互いに変形し面接触して面接触部を形成する。このように、多数のCu粒子7同士が面接触することにより、上層の配線と下層の配線とを低抵抗な状態で電気的に接続するための結合体が形成される。このようにして、上層の配線と下層の配線とを層間接続するためのビアホール導体14が形成される。
【0114】
次に、図10(C)に示すように、配線12(12a,12b)を形成する。配線12は、表層に貼り合わされた銅箔30の表面にフォトレジスト膜を形成し、フォトマスクを介して選択的露光することによりパターニングした後、現像を行い、エッチングにより配線部以外の銅箔を選択的に除去した後、フォトレジスト膜を除去すること等により形成されうる。フォトレジスト膜の形成には、液状のレジストを用いてもドライフィルムを用いてもよい。
【0115】
このような工程により、上層の配線12aと下層の配線12bとをビアホール導体14を介して層間接続した両面に回路形成された配線基板141が得られる。このような配線基板141をさらに、多層化することにより、複数層の回路が層間接続された多層配線基板111が得られる。配線基板141のさらなる多層化の方法について図11を参照して説明する。
【0116】
はじめに、図11(A)に示すように、上述のようにして得られた配線基板141の両表面に、図9(D)で得られたのと同様のビアペースト28からなる突出部29を有するプリプレグ125を配置する。さらに、各プリプレグ125の外表面それぞれに銅箔30を配置して重ね合わせ体を形成させる。そして、この重ね合わせ体をプレス金型に挟み込み、上述したような条件でプレス及び加熱することにより、図11(B)に示すような積層体が得られる。そして、上述したようなフォトプロセスを用いることにより新たな配線42が形成される。このような多層化プロセスをさらに繰り返すことにより多層配線基板111が得られる。
【0117】
次に実施例により本発明をさらに具体的に説明する。なお、本発明の範囲は本実施例の内容により何ら限定して解釈されるものではない。
【実施例1】
【0118】
はじめに、本実施例で用いた原材料を以下にまとめて説明する。
・Cu粒子:平均粒子径5μmの三井金属(株)製1100Y
・Sn−Bi系半田粒子:Sn42-Bi58、平均粒子径5μm、共晶温度138℃、山石金属(株)製
・エポキシ樹脂:ジャパンエポキシレジン(株)製jeR871
・硬化剤1:2-メチルアミノエタノール、沸点160℃、日本乳化剤(株)製
・硬化剤2:アミンアダクト系硬化剤(固形物)、融点120〜140℃、味の素ファインテクノ(株)製
・硬化剤3:2、2'-ジメチルアミノエタノール、沸点135℃
・樹脂シート:縦500mm×横500mm、厚75μmのポリイミドフィルムの両表面に厚み12.5μmの未硬化エポキシ樹脂層を積層したもの
・保護フィルム:厚み25μmのPET製シート
・銅箔(厚み25μm)
【0119】
(ビアペーストの調整)
表1に記載した配合割合でCu粒子、Sn42−Bi58半田粒子、エポキシ樹脂、硬化剤を配合し、プラネタリーミキサーで混合することにより、ビアペーストを調製した。
【0120】
(多層配線基板の製造)
樹脂シートの両表面に保護フィルムを貼り合わせた。そして、保護フィルムを貼り合わせた樹脂シートの外側からレーザーにより直径150μmの孔を100個以上穿孔した。
次に、調製されたビアペーストを貫通孔に満充填した。そして、両表面の保護フィルムを剥離することにより、貫通孔からビアペーストの一部が突出して形成された突出部を表出させた。
次に、樹脂シートの両表面に、突出部を覆うようにして銅箔を配置した。そして、加熱プレスの一対の金型の下型の上に離形紙を介して、銅箔が配置された樹脂シートとの積層体を載置し、常温25度から最高温度220℃までを60分で昇温して220℃を60分間キープしたのち、60分間かけて常温まで冷却した。なお、プレス圧は3MPaであった。このようにして多層配線基板を得た。
【0121】
(評価)
〈抵抗値試験〉
得られた多層配線基板に形成された100個のビアホール導体の抵抗値を4端子法により測定して求めた。そして、100個の平均抵抗値と最大抵抗値を求めた。なお、最大抵抗値が2mΩ未満の場合をA、2〜3mΩの場合をB、3mΩより大きい場合をCと判定した。なお、最大抵抗値が小さい場合には、抵抗値の標準偏差σも小さくなると言える。
〈剥離試験〉
得られた多層配線基板の表面の銅箔を剥離(あるいは破壊)したときのビアホール導体の密着性を調べた。このとき剥離ができなかったときをA、困難であったが剥離したときをB、容易に剥離したときをCと判定した。
〈初期抵抗値〉
多層配線基板に形成された100個のビアホールの連結接続抵抗値を4端子法により測定した。なお、初期抵抗値としては1Ω以下のものをA、1Ω以下のものと1Ωを超えるものが混在していたものをB、全て1Ωを超えていたものをCと判断した。
〈接続信頼性〉
初期抵抗値を測定した多層配線基板の500サイクルのヒートサイクル試験を行い、初期抵抗値に対する変化率が10%以下のものをA、10%を超えたものをBと判断した。
結果を表1に示す。また、Cu/Snの質量比に対する平均抵抗値をプロットしたグラフを図13に示す。
【0122】
【表1】
【0123】
図13のグラフから、Cu/Snの重量比率が1.59付近、さらには3付近から抵抗値が急激に下がっていることがわかる。これは、Cu粒子の割合が多くなることにより、低抵抗のCu粒子同士が互いに面接触する割合が高くなったためであると思われる。すなわち、隣接するCu粒子間にCuより高い抵抗値を有する金属がほとんど存していないためであると思われる。そして、後述するSEM写真に示すように、Cu/Snの重量比率が1.59以上の場合には過剰なSn42−Bi58半田粒子は、エポキシ樹脂に囲まれて存在していることが確認された。
そして、このビアホール導体の周囲に点在する、熱硬化性樹脂成分32で囲まれた第四金属領域を、外部等から侵入する水分、あるいは酸化成分等に対するトラップ(あるいはキャッチャー)として機能させることで、ビアホール導体の信頼性が高められていると思われる。これは配線基板の外部等から侵入する水分、あるいは酸化成分等によってビアホール導体が影響を受ける前に、第四金属領域を形成する錫-ビスマス系半田粒子がその影響を受けるためである。
【0124】
言い換えれば、急激に抵抗値が増加するCu/Sn1.59未満の場合には、多数のCu粒子7同士の間に高い抵抗値を有する金属が介在しているためであると考えられる。
【0125】
また、表1から、Sn42-58Bi粒子の割合が60質量%以下の場合には、平均抵抗値及び最大抵抗値が3mΩ以下、44.2質量%以下の場合には2mΩ以下と極めて小さくなることが判る。しかしながら、Sn42-58Bi粒子を含有しない場合には剥離が発生しやすいことがわかる。一方、Sn42-58Bi粒子の割合が増加するにつれて、剥離が発生しにくくなることがわかる。
【0126】
また、Sn42-58Bi粒子の割合が10〜60質量%の範囲においては低抵抗化と高信頼性化が両立できていることがわかる。Sn42-58Bi粒子の割合が低すぎる場合には、Cu粒子同士が接触する面接触部の周囲に存在する第二金属領域が少なくなるために接続信頼性が不充分になる。一方、Sn42-58Bi粒子の割合が高すぎる場合には第二金属領域が多くなりすぎることにより、Cu粒子同士が接触する面接触部が少なくなり、それにより、抵抗値が大きくなる傾向がある。
【0127】
また、ペーストNo.7〜9を用いて得られた多層配線基板を比較すると、硬化剤の沸点がSn42-58Bi粒子の共晶温度138℃よりも高いペーストNo.7、No.8の場合には、抵抗値の低抵抗化と高信頼性化のバランスがより優れていることがわかる。沸点が低い場合は半田の表面にある酸化層を還元し、溶融する前に硬化剤の揮発が始まる為、金属部の領域が小さくなる為、ビアホールの接続信頼性に課題が発生する。なお硬化剤の沸点は、300℃以下が望ましい。300℃より高い場合、硬化剤が特殊となり、その反応性に影響する場合がある
【0128】
ここで、代表的に、本発明に係るペーストNo.6を用いて得られた多層配線基板のビア導体の断面の電子顕微鏡(SEM)写真及び、そのトレース図を図14〜図15に示す。なお、図14は3000倍、図15は6000倍であり、それぞれSEM写真(A)及びそのトレース図(B)を示している。また、図16は、EPMA(Electron Probe Micro Analyzer)に用いたビア導体の断面のSEM写真及びトレース図を示している。
【0129】
図14〜図16から、得られたビアホール導体は、多数のCu粒子7が高充填され、互いに面接触して面接触部20を形成していることがわかる。これにより、抵抗値の低い導通路が形成されることがわかる。また、面接触部20または銅粒子7の表面、あるいはこの面接触部20を跨ぐように、錫(Sn)や錫-銅金属間化合物や錫-銅合金を主成分とする第二金属領域18が形成されていることがわかる。また、抵抗値の高いBiを主成分とする第三金属領域19は、実質的にCu粒子と接触していないことがわかる。この第三金属領域は、Sn42-58Bi粒子中のSnがCu粒子7の表面のCuと合金(例えば金属間化合物)を形成することにより、高濃度のBiが析出したと思われる。
【0130】
また、ペーストNo.6を用いて得られた多層配線基板のビアホール導体の断面の別のSEM写真を図21に示す。図21(A)は断面SEM写真、図21(B)はそのトレース図である。得られたSEM写真において、ビアホール導体には多数のCu粒子7が高充填され、互いに面接触して面接触部20を形成し、第一金属領域17を形成していることがわかる。これにより、抵抗値の低い導通路が形成されることがわかる。また、面接触部20または銅粒子7の表面、あるいはこの面接触部20を跨ぐように、錫(Sn)や錫-銅金属間化合物や錫-銅合金を主成分とする第二金属領域18が形成されていることがわかる。また、抵抗値の高いBiを主成分とする第三金属領域19は、実質的にCu粒子と接触していないことがわかる。この第三金属領域は、Sn42-58Bi粒子中のSnがCu粒子7の表面のCuと合金(例えば金属間化合物)を形成することにより、高濃度のBiが析出したと思われる。また、第二金属領域の形成に寄与しなかった第四金属領域22であるSn42-58Bi粒子はCu粒子の面接触によって形成された導通路内部には存在せず、間隙に独立して存在していることがわかる。これにより、仮に局所的なCu粒子とSn−Bi粒子の比率の狂いによって、Sn−Bi粒子が第二金属領域を形成せずにそのまま残存しても悪影響を及ぼすことなく初期抵抗値、信頼性共に良好なビア接続が得られるものと考えられる。
【0131】
以上のように、ビアホール導体の主体をCu粒子8(あるいは第一金属領域17)とし、この第一金属領域17を構成する面接触部20の高強度化のために添加したSn42-58Bi粒子中の、余剰成分、すなわち第二金属領域18や第三金属領域19の構成に寄与しなかった成分を、第四領域22としてビアホール導体中に他に影響しない状態で残しておくことが望ましい。
【0132】
以上のように添加したSn42-58Bi粒子中の余剰となった成分、すなわち第二金属領域18や第三金属領域19の構成に寄与しなかった成分を、第四領域22としてビアホール導体中に他に影響しない状態で残しておくことで、更にペースト組成のバラツキ(ロット内、ロット間)、あるいはペーストの沈殿(例えば金属粒子の比重差等)による影響を低減でき、多層配線基板のロット内、あるいはロット間、あるいは品種間におけるビア部分の品質の安定化が可能となる。これはビアホール導体の形成に必要充分な量のSn42-58Bi粒子を第二金属領域18や第三金属領域19の構成に寄与させ、反応に寄与しなかった余剰分相当のSn42-58Bi粒子を樹脂によって分断、あるいは樹脂の海の中に点在させることで、ビアホール特性に影響しないようにするためである。このように、反応に寄与する量以上に、予め余剰となるようにSn42-58Bi粒子をペースト中に予め入れておくことで、ペーストのバラツキ、あるいはビアホール導体のバラツキを抑制効果が得られる。
【0133】
なお第四金属領域として存在するSn−Biの総量(例えば重量)は、第二、第三金属領域の形成に寄与したSn−Biの総量(例えば重量)以下、更には50%以下であることが望ましい。これは第四金属領域として存在するSn−Biの総量(例えば重量)が、第二、第三金属領域の形成に寄与したSn−Biの総量(例えば重量)より大の場合、安定したビアホール導体の形成に影響を与える可能性がある。
【0134】
また、図17に、図16のSEM像をEPMAによりCu元素のマッピングを行ったときの像(A)及びそのトレース図(B)を示す。
【0135】
図17(A)(B)より、得られたビアホール導体には、多数のCu粒子が高密度にランダムに存在することがわかる。また、多数のCu粒子同士は、直接、面接触することにより電気的に接続していることがわかる。
【0136】
また、図18に、図16のSEM像を用いたSn元素のマッピング像(A)及びそのトレース図(B)を示す。
【0137】
図18(A)(B)より、多数のCu粒子同士が直接接触する面接触部の表面には、その面接触部を跨ぐように第二金属領域が形成されていることが判る。
【0138】
なお、図18においては、Cu粒子の表面の大部分が第二金属領域で覆われているように見える。しかし、EPMAではエポキシ樹脂は透過されるために、観察面の表層のSn元素だけでなく、下地のSn元素も検出されている。従って、実際は第二金属領域はCu粒子の表面の大部分を覆っているのではなく、その表面、更には面接触部を跨ぐように存在している。このことは、図14〜図16で示したSEM像からもわかる。そして、このような構造によれば、比較的硬い第二金属領域に発生した応力は柔らかいCu粒子で吸収される。そのために、第二金属領域に発生したクラックが伝播して広がることが抑制される。
【0139】
さらに、図19に、図16のSEM像を用いたBi元素のマッピング像(A)及びそのトレース図(B)を示す。
【0140】
図19より、Biは、第三金属領域がCu粒子と接触しないように存在していることがわかる。このことから、抵抗値の高いBiはCu粒子の接触により形成された導通路に影響を与えていないことがわかる。
【実施例2】
【0141】
次に、Cu粒子及びSn−Bi系半田粒子の粒子径について検討した。具体的には、表2に記載の平均粒子径を有するCu粒子及びSn42-Bi58半田粒子を配合した以外は実施例1のペーストNo.6と同様にしてCu粒子:Sn−Bi系半田粒子=60:40で配合してペーストNo.13〜23を調製した。そして、実施例1と同様にして多層配線基板を得、初期抵抗値及び接続信頼性を評価した。なお、接続信頼性は、初期抵抗値に対する変化率が10%以下のものをA、10%を超えたものをB、30%を超えたものをCと判断した。
【0142】
【表2】
【0143】
表2より、Cu粒子、Sn−Bi系半田粒子ともに同一の平均粒径であれば5μm以下であることが好ましい。5μmを超える場合には、Cu粒子、同士の間にSn−Bi系半田粒子が介在して面接触部が形成されにくくなるためである。またCu粒子、Sn−Bi系半田粒子の粒径が異なる場合、表2中のペーストNo.20〜23に示される様にSn−Bi系半田粒子がCu粒子に比べて平均粒径が大きくなると初期抵抗値、信頼性共に良好な結果は得られない。これは、加圧時に形成された導電路中にSn−Bi系半田粒子が含まれるためであると考えられる。一方で、表2中のペーストNo.6及び16〜19に示される様にCu粒子に比べてSn−Bi系半田粒子の平均粒径が小さくなると、初期抵抗値、信頼性共に良好な結果が得られる。これはSn−Bi系半田粒子がCu粒子よりも小さいために圧縮時には先にCu粒子同士が接触し面接触部を形成しやすくなるためにSn−Bi系半田粒子はCu粒子と接触し難くなり、より電気抵抗の小さい導電路が形成されたためであると考えられる。
【0144】
[従来技術との比較]
次に、上述した実施例の多層配線基板のビアホール導体の抵抗値と、上述した特許文献4に係るビアホール導体の抵抗値とを比較した結果について説明する。
【0145】
図20は実施例の多層配線基板のビアホール導体の抵抗値と、特許文献4に係る多層配線基板のビアホール導体の抵抗値とを比較したグラフである。
図20において、横軸(X軸)は、ビアホール導体中に含まれるビスマスの含有割合を質量%で示したものである。縦軸(Y軸)は、ビアホール導体の抵抗値を相対値(最も低い抵抗値を1とした相対値)で表したものである。
図20におけるIの線は、実施例1の[表1]の結果である抵抗値の変化を相対値で示したものである。
一方、図20におけるIIの線は特許文献4の[表1]の(Sn−2Ag−0.5Cu−20Bi)における抵抗値の変化を相対値で示したものである。また図20におけるIIIの線は、特許文献4の[表1]の(Sn−2Ag−0.5Cu−15Bi)における抵抗値の変化を相対値で示したものである。また、図20におけるIVの線は、特許文献4の[表1]の(Sn−58Bi)における抵抗値の変化を相対値で示したものである。
【0146】
図20より、線Iで示す本実施例の多層配線基板のビアホール導体の場合、ビアホール導体中に含まれるビスマスの含有割合が増加しても、ビアホール抵抗は殆ど増加していないことが判る。これは本実施例の多層配線基板のビアホール導体においては、銅粒子同士が互いに直接面接触して銅粒子からなる結合体を形成し、この結合体が複数の配線同士を電気的に接続しているためであるといえる。そのため、ビスマスの含有割合が増加しても抵抗値は殆ど増加しない。
【0147】
一方、線II、III、IVで示す特許文献4の[表1]の多層配線基板のビアホール導体の場合、ビアホール導体中に含まれるビスマスの含有割合が増加するにつれて、ビアホール抵抗が急激に増加していることが判る。これは特許文献4の多層配線基板のビアホール導体においては、銅粒子同士が高抵抗の金属成分を介して電気的に接続しているためであると思われる。このことは、特許文献4の段落番号[0015]に「接続に溶解した金属成分が関与している」ためであると思われる。すなわち、ビスマスの含有割合が増加すればするほど、銅粒子間に存在する高抵抗の金属成分の厚みが厚くなるためと考えられる。
【0148】
以上のように、本実施例の多層配線基板のビアホール導体の場合、銅粒子は、それらが互いに面接触している部分である面接触部を介して互いに接触してなる結合体を形成し、この結合体が複数の配線同士を電気的に接続しているため、ビアホール導体中のビスマスの含有割合が増加しても、ビアホール抵抗は急激に殆ど増加しないために低抵抗を保っている。
【産業上の利用可能性】
【0149】
本発明によれば、携帯電話等に使われる多層配線基板の更なる低コスト化、小型化、高機能化、高信頼性化が実現できる。またビアペースト側からも、ビアの小径化ビアペーストの反応物の形成に最適なものを提案することで、多層配線基板の小型化、高信頼性化に貢献する。
【符号の説明】
【0150】
4 金属間化合物
5,24 ボイドまたはクラック
7 銅粒子
11,111 多層配線基板
12(12a、12b)、42 配線
13,113 絶縁樹脂層
125 プリプレグ
113a 繊維シート
13a 耐熱性樹脂シート
13b 硬化樹脂層
14 ビアホール導体
15 金属部分
16 樹脂部分
17 第一金属領域
17a Cu粒子の結合体
18 第二金属領域
19 第三金属領域
20 面接触部
21 仮想のバネ
22 第四金属領域
25 樹脂シート
25a 未硬化樹脂層
26 保護フィルム
27 貫通孔
28 ビアペースト
29 突出部
30 銅箔
31 Sn−Bi系半田粒子
32 硬化性樹脂成分
41 配線基板
【特許請求の範囲】
【請求項1】
少なくとも1つの絶縁樹脂層と、前記絶縁樹脂層の第一面に配設された第一配線と前記絶縁樹脂層の第二面に配設された第二配線と、前記絶縁樹脂層を貫通するように設けられた前記第一配線と前記第二配線とを電気的に接続するためのビアホール導体と、を有する配線基板であって、
前記ビアホール導体は金属部分と樹脂部分とを含み、
前記金属部分は、
前記第一配線と前記第二配線とを電気的に接続する経路を形成する銅粒子の結合体を含む第一金属領域と、
錫,錫−銅合金,及び錫−銅金属間化合物からなる群から選ばれる少なくとも1種の金属を主成分とする第二金属領域と、
前記第二金属領域に接する、ビスマスを主成分とする第三金属領域と、
錫−ビスマス系半田粒子である第四金属領域とを有し、
前記結合体を形成する前記銅粒子同士が互いに面接触することにより面接触部を形成しており、
前記第二金属領域の少なくとも一部分が前記第一金属領域に接触しており、
前記錫−ビスマス系半田粒子が前記樹脂部分に囲まれて点在していることを特徴とする配線基板。
【請求項2】
前記第二金属領域の少なくとも一部分が前記結合体の前記面接触部の周囲を覆うように接触している請求項1に記載の配線基板。
【請求項3】
前記ビアホール導体中の銅粒子の含有割合が30〜90質量%の範囲である請求項1または2に記載の配線基板。
【請求項4】
前記錫―ビスマス系半田粒子の平均粒径が前記銅粒子の平均粒径以下である請求項1〜3のいずれか1項に記載の多層配線基板。
【請求項5】
絶縁樹脂シートの表面を保護フィルムで被覆する第1工程と、
前記保護フィルムを介して前記絶縁樹脂シートに穿孔して貫通孔を形成する第2工程と、
前記貫通孔に前記ビアペーストを充填する第3工程と、
前記第3工程の後、前記保護フィルムを剥離することにより、前記貫通孔から前記ビアペーストの一部が突出して形成される突出部を表出させる第4工程と、
前記突出部を覆うように、前記絶縁樹脂シートの少なくとも一面に金属箔を配置する第5工程と、
前記金属箔を前記絶縁樹脂シートの表面に圧着して前記突出部を通じて前記ビアペーストを前記錫−ビスマス系半田粒子の共晶温度未満の温度で圧縮することにより、前記銅粒子同士が互いに面接触して形成された面接触部を有する、前記銅粒子の結合体を含む第一金属領域を形成させる第6工程と、
前記第6工程の後、前記ビアペーストを前記錫−ビスマス系半田粒子の共晶温度以上で加熱する第7工程と、を備えることを特徴とする配線基板の製造方法であって、
前記第6工程及び第7工程において、前記錫−ビスマス系半田粒子の一部を、前記樹脂部分に囲まれた状態で点在させることを特徴とする配線基板の製造方法。
【請求項6】
前記絶縁樹脂シートが、耐熱性樹脂シートの表面に未硬化樹脂層を備えた未硬化樹脂層含有シートである請求項5に記載の配線基板体の製造方法。
【請求項7】
請求項1に記載の配線基板を形成するために用いられるビアペーストであって、
銅粒子と錫−ビスマス系半田粒子と熱硬化性樹脂とを含み、
前記銅粒子の含有割合が30〜90質量%の範囲であり、
前記銅粒子中の銅(Cu)と前記錫−ビスマス系半田粒子中の錫(Sn)との重量比(Cu/Sn)が1.59〜21.43の範囲であることを特徴とするビアペースト。
【請求項8】
前記ビアホール導体の最大直径が30〜150μmの範囲であり、前記銅粒子の平均粒径が3〜10μmの範囲である請求項7に記載のビアペースト。
【請求項9】
前記錫−ビスマス系半田粒子は前記銅粒子の平均粒径以下の粒子を含有する請求項7または8に記載のビアペースト。
【請求項10】
前記銅粒子と前記錫−ビスマス系半田粒子との合計量に対する、前記銅粒子の含有割合が40〜90質量%である請求項7〜9のいずれか1項に記載のビアペースト。
【請求項11】
前記熱硬化性樹脂がエポキシ樹脂である請求項7〜10のいずれか1項に記載のビアペースト。
【請求項12】
前記エポキシ樹脂は、分子中に少なくとも1つ以上の水酸基を有するアミン系化合物である硬化剤を含有する請求項11に記載のビアペースト。
【請求項13】
前記アミン系化合物の沸点が、前記錫−ビスマス系半田粒子の共晶温度以上であり、且つ、300℃以下の範囲である請求項12に記載のビアペースト。
【請求項1】
少なくとも1つの絶縁樹脂層と、前記絶縁樹脂層の第一面に配設された第一配線と前記絶縁樹脂層の第二面に配設された第二配線と、前記絶縁樹脂層を貫通するように設けられた前記第一配線と前記第二配線とを電気的に接続するためのビアホール導体と、を有する配線基板であって、
前記ビアホール導体は金属部分と樹脂部分とを含み、
前記金属部分は、
前記第一配線と前記第二配線とを電気的に接続する経路を形成する銅粒子の結合体を含む第一金属領域と、
錫,錫−銅合金,及び錫−銅金属間化合物からなる群から選ばれる少なくとも1種の金属を主成分とする第二金属領域と、
前記第二金属領域に接する、ビスマスを主成分とする第三金属領域と、
錫−ビスマス系半田粒子である第四金属領域とを有し、
前記結合体を形成する前記銅粒子同士が互いに面接触することにより面接触部を形成しており、
前記第二金属領域の少なくとも一部分が前記第一金属領域に接触しており、
前記錫−ビスマス系半田粒子が前記樹脂部分に囲まれて点在していることを特徴とする配線基板。
【請求項2】
前記第二金属領域の少なくとも一部分が前記結合体の前記面接触部の周囲を覆うように接触している請求項1に記載の配線基板。
【請求項3】
前記ビアホール導体中の銅粒子の含有割合が30〜90質量%の範囲である請求項1または2に記載の配線基板。
【請求項4】
前記錫―ビスマス系半田粒子の平均粒径が前記銅粒子の平均粒径以下である請求項1〜3のいずれか1項に記載の多層配線基板。
【請求項5】
絶縁樹脂シートの表面を保護フィルムで被覆する第1工程と、
前記保護フィルムを介して前記絶縁樹脂シートに穿孔して貫通孔を形成する第2工程と、
前記貫通孔に前記ビアペーストを充填する第3工程と、
前記第3工程の後、前記保護フィルムを剥離することにより、前記貫通孔から前記ビアペーストの一部が突出して形成される突出部を表出させる第4工程と、
前記突出部を覆うように、前記絶縁樹脂シートの少なくとも一面に金属箔を配置する第5工程と、
前記金属箔を前記絶縁樹脂シートの表面に圧着して前記突出部を通じて前記ビアペーストを前記錫−ビスマス系半田粒子の共晶温度未満の温度で圧縮することにより、前記銅粒子同士が互いに面接触して形成された面接触部を有する、前記銅粒子の結合体を含む第一金属領域を形成させる第6工程と、
前記第6工程の後、前記ビアペーストを前記錫−ビスマス系半田粒子の共晶温度以上で加熱する第7工程と、を備えることを特徴とする配線基板の製造方法であって、
前記第6工程及び第7工程において、前記錫−ビスマス系半田粒子の一部を、前記樹脂部分に囲まれた状態で点在させることを特徴とする配線基板の製造方法。
【請求項6】
前記絶縁樹脂シートが、耐熱性樹脂シートの表面に未硬化樹脂層を備えた未硬化樹脂層含有シートである請求項5に記載の配線基板体の製造方法。
【請求項7】
請求項1に記載の配線基板を形成するために用いられるビアペーストであって、
銅粒子と錫−ビスマス系半田粒子と熱硬化性樹脂とを含み、
前記銅粒子の含有割合が30〜90質量%の範囲であり、
前記銅粒子中の銅(Cu)と前記錫−ビスマス系半田粒子中の錫(Sn)との重量比(Cu/Sn)が1.59〜21.43の範囲であることを特徴とするビアペースト。
【請求項8】
前記ビアホール導体の最大直径が30〜150μmの範囲であり、前記銅粒子の平均粒径が3〜10μmの範囲である請求項7に記載のビアペースト。
【請求項9】
前記錫−ビスマス系半田粒子は前記銅粒子の平均粒径以下の粒子を含有する請求項7または8に記載のビアペースト。
【請求項10】
前記銅粒子と前記錫−ビスマス系半田粒子との合計量に対する、前記銅粒子の含有割合が40〜90質量%である請求項7〜9のいずれか1項に記載のビアペースト。
【請求項11】
前記熱硬化性樹脂がエポキシ樹脂である請求項7〜10のいずれか1項に記載のビアペースト。
【請求項12】
前記エポキシ樹脂は、分子中に少なくとも1つ以上の水酸基を有するアミン系化合物である硬化剤を含有する請求項11に記載のビアペースト。
【請求項13】
前記アミン系化合物の沸点が、前記錫−ビスマス系半田粒子の共晶温度以上であり、且つ、300℃以下の範囲である請求項12に記載のビアペースト。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図20】
【図22】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図21】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図20】
【図22】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図21】
【公開番号】特開2012−151229(P2012−151229A)
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願番号】特願2011−7935(P2011−7935)
【出願日】平成23年1月18日(2011.1.18)
【特許番号】特許第4795488号(P4795488)
【特許公報発行日】平成23年10月19日(2011.10.19)
【出願人】(000005821)パナソニック株式会社 (73,050)
【出願人】(397059571)京都エレックス株式会社 (43)
【Fターム(参考)】
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願日】平成23年1月18日(2011.1.18)
【特許番号】特許第4795488号(P4795488)
【特許公報発行日】平成23年10月19日(2011.10.19)
【出願人】(000005821)パナソニック株式会社 (73,050)
【出願人】(397059571)京都エレックス株式会社 (43)
【Fターム(参考)】
[ Back to top ]