
配線基板及びその製造方法
【課題】部品との接続に適した突起電極を備えることにより、信頼性を向上させることが可能な配線基板を提供すること。
【解決手段】本発明の配線基板101は、基板主面102上の電極形成領域133内に複数の突起電極11が配置された構造を有する。複数の突起電極11のうち少なくとも1つは、外径A1がビア導体149の外径A2,A3よりも大きく設定され、上面12が粗化された異形突起電極11である。
【解決手段】本発明の配線基板101は、基板主面102上の電極形成領域133内に複数の突起電極11が配置された構造を有する。複数の突起電極11のうち少なくとも1つは、外径A1がビア導体149の外径A2,A3よりも大きく設定され、上面12が粗化された異形突起電極11である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、基板主面上の電極形成領域内に複数の突起電極が配置された配線基板及びその製造方法に関するものである。
【背景技術】
【0002】
従来、ICチップなどの部品を搭載してなる配線基板(いわゆる半導体パッケージ)がよく知られている。ここで、ICチップとの電気的な接続を図るための構造としては、ICチップの底面側に配置された複数の接続端子上や、配線基板の基板主面上に配置された複数の突起電極であるパッド(いわゆるC4パッド:Controlled Collapsed Chip Connectionパッド)上に、はんだバンプを形成したもの(例えば特許文献1,2参照)が提案されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−34324号公報(図2等)
【特許文献2】特開2009−246166号公報(図4等)
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、パッドは基板主面から突出しているため、ICチップの搭載時にスリップ(位置ずれ)することにより、ICチップがパッドから滑り落ちてしまうおそれがある。その結果、個々のパッドとICチップとの間に接続不良(オープン不良、ショート不良など)が発生する可能性がある。ゆえに、製造される配線基板が不良品となるため、配線基板の信頼性が低下するおそれがある。
【0005】
本発明は上記の課題に鑑みてなされたものであり、その第1の目的は、部品との接続に適した突起電極を備えることにより、信頼性を向上させることが可能な配線基板を提供することにある。また、第2の目的は、上記の優れた配線基板を得るのに好適な製造方法を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するための手段(手段1)としては、基板主面及び基板裏面を有するとともに層間絶縁層及び導体層を積層してなる積層部を有し、前記基板主面上の電極形成領域内に複数の突起電極が配置され、前記基板主面を有する最上層の前記層間絶縁層に、前記突起電極及び前記導体層を互いに電気的に接続するビア導体が設けられた配線基板であって、前記複数の突起電極のうち少なくとも1つは、外径が前記ビア導体の外径よりも大きく設定され、上面が粗化された異形突起電極であることを特徴とする配線基板がある。
【0007】
従って、手段1の配線基板によると、複数の突起電極のうち少なくとも1つが、上面が粗化された異形突起電極となっている。このため、部品の底面側に配置された構造物(例えば、部品の底面側に配置された接続端子や、接続端子上に形成されたはんだバンプなど)を異形突起電極の上面に載置した際において、構造物と異形突起電極との密着強度が高くなる。その結果、構造物が異形突起電極の上面に接触することによって構造物の位置ずれが防止されるため、複数の突起電極からの部品の脱落を未然に防止でき、ひいては、個々の突起電極と部品との接続不良を防止することができる。即ち、部品との接続に適した突起電極を備えることにより、配線基板の信頼性を向上させることが可能となる。
【0008】
上記配線基板を形成する材料は特に限定されず任意であるが、例えば、樹脂基板などが好適である。好適な樹脂基板としては、EP樹脂(エポキシ樹脂)、PI樹脂(ポリイミド樹脂)、BT樹脂(ビスマレイミド−トリアジン樹脂)、PPE樹脂(ポリフェニレンエーテル樹脂)等からなる基板が挙げられる。そのほか、これらの樹脂とガラス繊維(ガラス織布やガラス不織布)との複合材料からなる基板を使用してもよい。その具体例としては、ガラス−BT複合基板、高Tgガラス−エポキシ複合基板(FR−4、FR−5等)等の高耐熱性積層板などがある。また、これらの樹脂とポリアミド繊維等の有機繊維との複合材料からなる基板を使用してもよい。あるいは、連続多孔質PTFE等の三次元網目状フッ素系樹脂基材にエポキシ樹脂などの熱硬化性樹脂を含浸させた樹脂−樹脂複合材料からなる基板等を使用してもよい。他の材料として、例えば各種のセラミックなどを選択することもできる。なお、かかる配線基板の構造としては特に限定されないが、例えばコア基板の片面または両面にビルドアップ層を有するビルドアップ多層配線基板や、コア基板を有さないコアレス配線基板などを挙げることができる。
【0009】
上記配線基板は、層間絶縁層及び導体層を積層してなる積層部を有する。層間絶縁層は、絶縁性、耐熱性、耐湿性等を考慮して適宜選択することができる。層間絶縁層の形成材料の好適例としては、エポキシ樹脂、フェノール樹脂、ウレタン樹脂、シリコーン樹脂、ポリイミド樹脂などの熱硬化性樹脂、ポリカーボネート樹脂、アクリル樹脂、ポリアセタール樹脂、ポリプロピレン樹脂などの熱可塑性樹脂等が挙げられる。そのほか、これらの樹脂とガラス繊維(ガラス織布やガラス不織布)やポリアミド繊維等の有機繊維との複合材料、あるいは、連続多孔質PTFE等の三次元網目状フッ素系樹脂基材にエポキシ樹脂などの熱硬化性樹脂を含浸させた樹脂−樹脂複合材料等を使用してもよい。なお、層間絶縁層には、層間接続のためのビア導体を形成するために、あらかじめビアホールが形成されていてもよい。
【0010】
上記基板主面上の電極形成領域の位置及び数は特に限定されず任意であるが、例えばいわゆる多数個取り基板の場合には配線基板の取り数に相当する数だけ電極形成領域が存在している。電極形成領域は基板主面のみに存在していてもよいが、基板主面及び基板裏面の両方に存在していてもよい。
【0011】
また、突起電極(異形突起電極を含む)は、導電性の金属材料などによって形成することが可能である。突起電極を構成する金属材料としては、例えば金、銀、銅、鉄、コバルト、ニッケルなどが挙げられる。特に、突起電極は、導電性が高く安価な銅からなることが好ましい。また、突起電極は、めっきによって形成されることがよい。このようにすれば、突起電極を高精度かつ均一に形成することができる。仮に、突起電極を金属ペーストのリフローによって形成すると、突起電極を高精度かつ均一に形成することが困難になるため、個々の突起電極の高さにバラツキが生じてしまうおそれがある。
【0012】
異形突起電極は、上面が粗化されている。なお、異形突起電極は、上面に加えて側面が粗化されていることが好ましい。このようにすれば、異形突起電極に部品を接続する場合に異形突起電極の上面上に載置したはんだバンプを加熱溶融させたときに、異形突起電極の上面と部品との密着強度に加えて、異形突起電極の側面とはんだとの密着強度が高くなる。このため、部品を配線基板によってより安定的に支持することができる。
【0013】
また、異形突起電極の表面粗さRaは特に限定されず任意であるが、例えば0.1μm以上、好ましくは0.1μm以上0.6μm以下であることがよい。仮に、異形突起電極の表面粗さRaが0.1μm未満である場合、上記した構造物を異形突起電極の上面に載置したとしても、構造物と異形突起電極との密着強度があまり高くならないため、構造物の位置ずれを防止することが困難になり、複数の突起電極からの部品の脱落を防止できない可能性がある。ここで、本明細書で述べられている「表面粗さRa」とは、JIS B0601で定義されている算術平均粗さRaである。なお、表面粗さRaの測定方法はJIS B0651に準じるものとする。
【0014】
なお、電極形成領域内には複数の突起電極が配置されているが、電極形成領域内に存在する突起電極の全てが、異形突起電極であることが好ましい。このようにすれば、多数の異形突起電極によって上記した構造物の位置ずれを防止することができるため、複数の突起電極からの部品の脱落をより確実に防止することができる。しかしながら、特に、複数の突起電極が電極形成領域内において基板主面の面方向に沿って縦横に複数配列されている場合、複数の突起電極のうち電極形成領域の外周部に位置する突起電極のみを、異形突起電極としてもよい。
【0015】
なお、異形突起電極について、その用途は限定されないが、例えば、上面上に載置されるはんだバンプを加熱溶融させることによって、部品の底面側に配置された接続端子に対してフリップチップ接続される突起電極であることがよい。即ち、フリップチップ接続のための突起電極は、いわゆるC4パッドのファイン化に対応して、小さく形成される必要がある。よって、突起電極をフリップチップ接続する場合、部品の脱落に起因する配線基板の信頼性低下という本願特有の問題が起こりやすく、それゆえ上記手段1を採用する意義が大きくなる。
【0016】
さらに、異形突起電極は、上端から下端までの外径が等しく設定され、全体として柱状をなしていることが好ましい。このようにすれば、小さな異形突起電極を比較的容易に形成することができる。ゆえに、突起電極間のピッチをよりいっそうファイン化することができる。
【0017】
はんだバンプに使用されるはんだ材料としては特に限定されないが、例えば錫鉛共晶はんだ(Sn/37Pb:融点183℃)が使用される。錫鉛共晶はんだ以外のSn/Pb系はんだ、例えばSn/36Pb/2Agという組成のはんだ(融点190℃)などを使用してもよい。また、上記のような鉛入りはんだ以外にも、Sn−Ag系はんだ、Sn−Ag−Cu系はんだ、Sn−Ag−Bi系はんだ、Sn−Ag−Bi−Cu系はんだ、Sn−Zn系はんだ、Sn−Zn−Bi系はんだ等の鉛フリーはんだを選択することも可能である。
【0018】
また、突起電極と接続する好適な部品としては、コンデンサ、レジスター、半導体集積回路素子(ICチップ)、半導体製造プロセスで製造されたMEMS(Micro Electro Mechanical Systems)素子などを挙げることができる。さらに、ICチップとしては、DRAM(Dynamic Random Access Memory)、SRAM(Static Random Access Memory )などを挙げることができる。ここで、「半導体集積回路素子」とは、主としてコンピュータのマイクロプロセッサ等として使用される素子をいう。
【0019】
上記課題を解決するための別の手段(手段2)としては、上記手段1に記載の配線基板を製造する方法であって、前記積層部を準備する積層部準備工程と、前記積層部に最上層の前記層間絶縁層を貫通するビアホールを形成するビアホール形成工程と、前記基板主面を有する最上層の前記層間絶縁層上にレジストを形成するレジスト形成工程と、前記レジストに、内径が前記ビアホールの内径よりも大きく設定された開口部を形成する開口部形成工程と、前記ビアホール及び前記開口部の内側に対してめっきを行うことにより、前記ビアホールに前記ビア導体を形成するとともに前記開口部に前記突起電極を形成する突起電極形成工程と、前記突起電極の前記上面を粗化することによって前記異形突起電極を成形する異形突起電極成形工程とを含むことを特徴とする配線基板の製造方法がある。
【0020】
従って、手段2の配線基板の製造方法によれば、異形突起電極成形工程を行うことにより、上面が粗化された異形突起電極が形成される。このため、部品の底面側に配置された構造物(例えば、上記した接続端子やはんだバンプなど)を異形突起電極の上面に載置すれば、構造物と異形突起電極との密着強度が高くなる。その結果、構造物が異形突起電極の上面に接触することによって構造物の位置ずれが防止されるため、複数の突起電極からの部品の脱落を未然に防止でき、ひいては、個々の突起電極と部品との接続不良を防止することができる。即ち、部品との接続に適した突起電極を備える配線基板を製造できるため、配線基板の信頼性を向上させることが可能となる。
【0021】
以下、手段2にかかる配線基板の製造方法について説明する。
【0022】
積層部準備工程では積層部を準備する。続くビアホール形成工程では、積層部に最上層の層間絶縁層を貫通するビアホールを形成する。続くレジスト形成工程では、基板主面を有する最上層の層間絶縁層上にレジストを形成する。続く開口部形成工程では、レジストに、内径がビアホールの内径よりも大きく設定された開口部を形成する。開口部を形成する方法としては、レジストに対するドリル加工を行って開口部を形成する方法、レジストに対するレーザー加工を行って開口部を形成する方法、露光及び現像を行って開口部を形成する方法、打ち抜き金型を用いてレジストを打ち抜くことにより、レジストに開口部を形成する方法などが挙げられる。
【0023】
続く突起電極形成工程では、ビアホール及び開口部の内側に対してめっきを行うことにより、ビアホールにビア導体を形成するとともに開口部に突起電極を形成する。続く異形突起電極成形工程では、突起電極の上面を粗化することによって異形突起電極を成形する。以上のプロセスを経て、配線基板が製造される。
【0024】
なお、異形突起電極成形工程において、突起電極の上面を粗化する方法としては、突起電極の上面を化学的に粗化する方法や、突起電極の上面を機械的に粗化する方法などを挙げることができる。異形突起電極成形工程において突起電極の上面を化学的に粗化する方法としては、突起電極に対してエッチングを行うことにより、突起電極の上面を粗化することなどが挙げられる。このようにした場合、微細な粗化が可能となる。
【0025】
一方、異形突起電極成形工程において突起電極の上面を機械的に粗化する方法としては、押圧用粗面を有する押圧治具を用いて突起電極の上面をプレスすることにより、上面を粗化することなどが挙げられる。このようにした場合、異形突起電極成形工程において複数の突起電極の上面を平坦化できるため、コプラナリティに優れていて部品との接続に適した異形突起電極群を備えた配線基板を、確実にかつ容易に得ることが可能となる。また、エッチングが困難な金属めっき(例えば金めっきなど)によって異形突起電極が形成されていたとしても、押圧治具を用いて突起電極の上面をプレスすることにより、上面を確実に粗化することができる。ここで、本明細書で述べられている「コプラナリティ」とは、「日本電子機械工業会規格EIAJ ED−7304 BGA規定寸法の測定方法」で定義されている端子最下面均一性を示している。
【0026】
ここで、押圧治具は、チタンやステンレスなどの金属材、アルミナ、窒化珪素、炭化珪素、窒化ホウ素などのセラミック材、ガラス材などによって構成されることが好ましい。特に、押圧治具は、加工精度が高く熱による変形が少ないセラミック材によって構成されることがよい。また、押圧治具の押圧用粗面は平面であることが好ましい。このようにすれば、各突起電極に押圧力が均等に加わるため、各突起電極の上面を精度良く粗化することができる。
【0027】
さらに、異形突起電極成形工程後、置換めっきを施すことにより、異形突起電極の表面に、異形突起電極の上面の形状に対応した粗化面を有する表面めっき層を形成してもよい。なお、置換めっきは、異形突起電極の表面を被覆するようにめっき層を形成するものではなく、異形突起電極の表面付近にある金属を入れ替えることによってめっき層を形成するものである。よって、置換めっきであれば、めっきを施したとしても異形突起電極の上面の凹凸が埋まりにくいため、所望の表面粗さRaを有する粗化面を得やすくなる。
【図面の簡単な説明】
【0028】
【図1】本実施形態におけるコアレス配線基板の構成を示す概略断面図。
【図2】コアレス配線基板を示す概略平面図。
【図3】コアレス配線基板の要部断面図。
【図4】コアレス配線基板の製造方法を示す説明図。
【図5】コアレス配線基板の製造方法を示す説明図。
【図6】コアレス配線基板の製造方法を示す説明図。
【図7】コアレス配線基板の製造方法を示す説明図。
【図8】コアレス配線基板の製造方法を示す説明図。
【図9】コアレス配線基板の製造方法を示す説明図。
【図10】コアレス配線基板の製造方法を示す説明図。
【図11】コアレス配線基板の製造方法を示す説明図。
【図12】コアレス配線基板の製造方法を示す説明図。
【図13】コアレス配線基板の製造方法を示す説明図。
【図14】他の実施形態におけるコアレス配線基板の要部断面図。
【図15】他の実施形態におけるコアレス配線基板の要部断面図。
【図16】他の実施形態におけるコアレス配線基板の構成を示す概略断面図。
【図17】他の実施形態におけるコアレス配線基板を示す概略平面図。
【発明を実施するための形態】
【0029】
以下、本発明を具体化した一実施形態を図面に基づき詳細に説明する。
【0030】
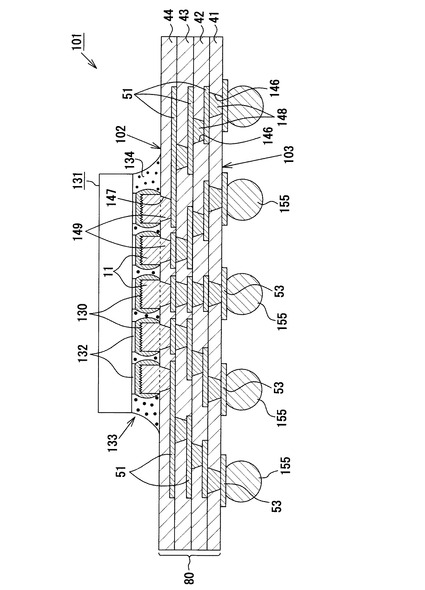
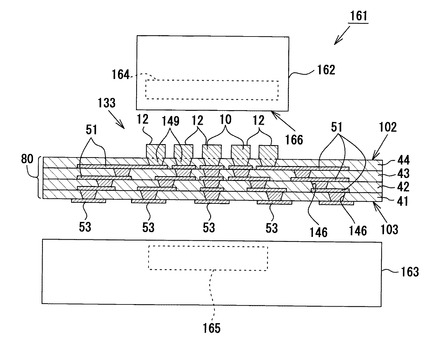
図1は、本実施形態のコアレス配線基板101(配線基板)を示す概略断面図である。コアレス配線基板101は、コア基板を有さず、エポキシ樹脂からなる4層の樹脂絶縁層41,42,43,44と銅からなる導体層51とを交互に積層した構造を有する配線基板である。樹脂絶縁層41〜44は、同一の厚さ及び材料からなる層間絶縁層である。
【0031】
さらに、各樹脂絶縁層41〜44には、それぞれビアホール146,147及びビア導体148,149が設けられている。各ビアホール146,147は、逆円錐台形状をなし、各樹脂絶縁層41〜44に対してYAGレーザーまたは炭酸ガスレーザーを用いた穴あけ加工を施すことにより形成される。各ビア導体148は、同一方向(図1では上方向)に拡径した導体であって、各導体層51を相互に電気的に接続している。なお、各ビア導体148,149の上端における外径A2(図3参照)は50μm以上120μm以下(本実施形態では100μm)に設定され、各ビア導体148,149の下端における外径A3(図3参照)は30μm以上100μm以下(本実施形態では60μm)に設定されている。
【0032】
図1に示されるように、コアレス配線基板101の基板裏面103上(第1層の樹脂絶縁層41の下面上)には、BGA用パッド53がアレイ状に配設されている。各BGA用パッド53の表面上には、高さ400μm〜600μm程度の複数のはんだバンプ155が配設されている。各はんだバンプ155は、図示しないマザーボード(母基板)側の端子との電気的な接続に用いられる、いわゆるBGAバンプである。
【0033】
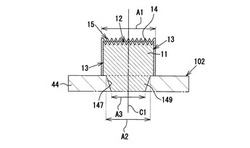
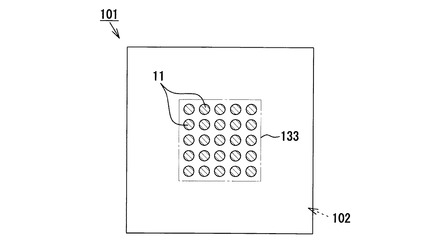
一方、図2に示されるように、コアレス配線基板101の基板主面102上(第4層の樹脂絶縁層44の表面上)には、平面視略矩形状の電極形成領域133が設定されている。そして、電極形成領域133内には、複数の異形突起電極11が基板主面102の面方向に沿って縦横に複数配列されている。なお本実施形態では、電極形成領域133内に存在する突起電極の全てが異形突起電極11となっている。
【0034】
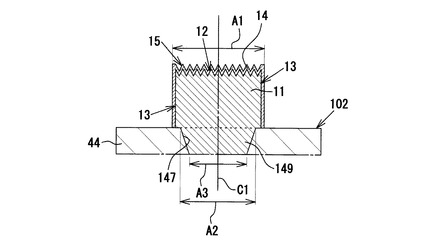
図3に示されるように、異形突起電極11は、上端から下端までの外径A1が等しく設定され、全体として円柱状をなしている。なお、各異形突起電極11の外径A1は50μm以上140μm以下(本実施形態では110μm)に設定されている。また、各異形突起電極11は、基板主面102を有する最上層の樹脂絶縁層44に設けられたビア導体149と一体形成され、ビア導体149を介して導体層51に電気的に接続されている。異形突起電極11の外径A1は、ビア導体149の上端における外径A2(100μm)、及び、ビア導体149の下端における外径A3(60μm)よりも大きく設定されている。さらに、異形突起電極11の中心軸C1は、ビア導体149の中心軸と一致している。そして、異形突起電極11の高さは、60μmに設定されている。
【0035】
図3に示されるように、各異形突起電極11の上面12は粗化されている。上面12の表面粗さRaは、0.1μm以上0.6μm以下であり、本実施形態では0.4μmに設定されている。なお、各異形突起電極11は、銅層(図示略)、ニッケル層(図示略)及び金層14によって構成されている。銅層は、ビアホール147の内面及び基板主面102を無電解銅めっき及び電解銅めっきで被覆することによって、ビア導体149とともに一体形成されためっき層である。ニッケル層は、基板主面102から突出した銅層の表面を無電解ニッケルめっきで被覆することによって形成されためっき層である。金層14は、ニッケル層の表面に対して置換無電解金めっきを施すことによって形成された表面めっき層である。
【0036】
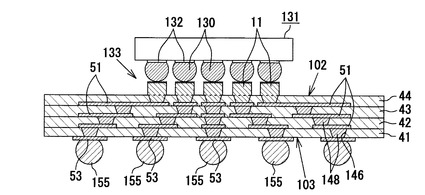
また、図1に示されるように、各異形突起電極11は、はんだバンプ130を介して、矩形平板状をなすICチップ131(部品)の底面に配置された接続端子132に接続されるようになっている。即ち、はんだバンプ130は、ICチップ131の接続端子132とのフリップチップ接続に用いられる、いわゆるC4用のバンプである。
【0037】
そして、基板主面102とICチップ131との隙間には、アンダーフィル134が充填されている。その結果、コアレス配線基板101とICチップ131とが、隙間が封止された状態で互いに固定される。なお、本実施形態のアンダーフィル134は、熱膨張係数が20〜60ppm/℃程度(具体的には34ppm/℃)のエポキシ樹脂からなる。
【0038】
次に、コアレス配線基板101の製造方法について説明する。
【0039】
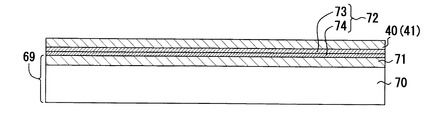
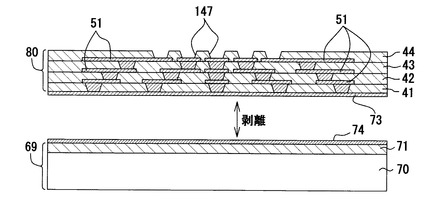
積層部準備工程では、コアレス配線基板101の中間製品となるべき積層部80を作製し、あらかじめ準備しておく。なお、コアレス配線基板101の中間製品は、コアレス配線基板101となるべき製品部を平面方向に沿って複数配列した構造を有している。コアレス配線基板101の中間製品は以下のように作製される。まず、ガラスエポキシ基板などの十分な強度を有する支持基板70を準備する(図4参照)。次に、支持基板70上に、エポキシ樹脂からなるシート状の絶縁樹脂基材を半硬化の状態で貼り付けて下地樹脂絶縁層71を形成することにより、支持基板70及び下地樹脂絶縁層71からなる基材69を得る(図4参照)。そして、基材69の片面(具体的には下地樹脂絶縁層71の上面)に、積層金属シート体72を配置する(図4参照)。ここでは、半硬化の状態の下地樹脂絶縁層71上に積層金属シート体72を配置することにより、以降の製造工程で積層金属シート体72が下地樹脂絶縁層71から剥れない程度の密着性が確保される。積層金属シート体72は、2枚の銅箔73,74を剥離可能な状態で密着させたものである。具体的には、金属めっき(例えば、クロムめっき)を介して各銅箔73,74を積層することで積層金属シート体72が形成されている。
【0040】
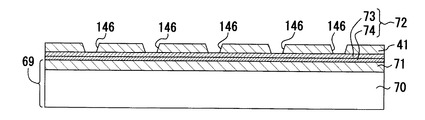
その後、積層金属シート体72上にシート状の絶縁樹脂基材40を積層し、真空圧着熱プレス機(図示略)を用いて真空下にて加熱加圧することにより、絶縁樹脂基材40を硬化させて第1層の樹脂絶縁層41を形成する(図4参照)。そそして、図5に示されるように、レーザー加工を施すことによって樹脂絶縁層41の所定の位置にビアホール146を形成し、次いで各ビアホール146内のスミアを除去するデスミア処理を行う。その後、従来公知の手法に従って無電解銅めっき及び電解銅めっきを行うことにより、各ビアホール146内にビア導体148を形成する。さらに、従来公知の手法(例えばセミアディティブ法)によってエッチングを行うことにより、樹脂絶縁層41上に導体層51をパターン形成する(図6参照)。
【0041】
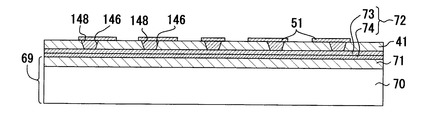
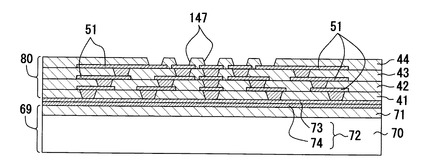
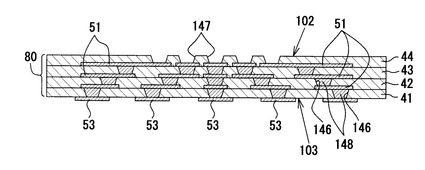
また、第2層〜第4層の樹脂絶縁層42〜44及び導体層51についても、上述した樹脂絶縁層41及び導体層51と同様の手法によって形成し、樹脂絶縁層41上に積層していく。以上の製造工程によって、支持基板70上に積層金属シート体72、樹脂絶縁層41〜44及び導体層51を積層してなる積層部80を形成する(図7参照)。なお図7に示されるように、積層部80において積層金属シート体72上に位置する領域が、コアレス配線基板101の中間製品となるべき積層部80となる。そして、ビアホール形成工程を行い、積層部80に最上層の樹脂絶縁層44を貫通するビアホール147を形成する。
【0042】
次に、基材69を除去して銅箔73を露出させる。具体的に言うと、積層金属シート体72における2枚の銅箔73,74の界面で剥離して、積層部80を支持基板70から分離する(図8参照)。そして、積層部80(樹脂絶縁層41)の基板裏面103(下面)上にある銅箔73に対してエッチングによるパターニングを行うことにより、樹脂絶縁層41における基板裏面103上の領域にBGA用パッド53を形成する(図9参照)。
【0043】
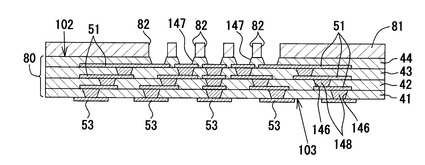
次に、レジスト形成工程を行う。具体的には、最上層の樹脂絶縁層44上にドライフィルムをラミネートして、めっきレジスト81(図10参照)を形成する。続く開口部形成工程では、めっきレジスト81に対してレーザー加工機を用いたレーザー加工を行う。その結果、樹脂絶縁層44のビアホール147と連通する位置に、内径がビアホール147の内径よりも大きく設定された開口部82が形成される(図10参照)。
【0044】
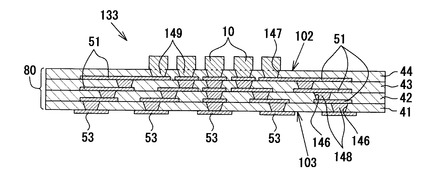
続く突起電極形成工程では、ビアホール147及び開口部82の内側に対してめっきを行うことにより、ビアホール147にビア導体149(図11参照)を形成するとともに開口部82に突起電極10(図11参照)を形成する。具体的に言うと、まず、無電解銅めっき及び電解銅めっきを行い、ビアホール147の内面、開口部82の内面、及び、ビアホール147の底面に露出した導体層51の上面に対して銅層を形成する。次に、無電解ニッケルめっきを行い、樹脂絶縁層44の上面(基板主面102)から突出した銅層の表面にニッケル層を形成する。この時点で、銅層及びニッケル層からなる突起電極10が形成される。その後、めっきレジスト81を剥離する(図11参照)。ここで、銅層の厚さは50μm程度に設定され、ニッケル層の厚さは0.01μm以上15μm以下に設定されている。なお、本実施形態の銅層及びニッケル層は、めっきによって形成されているが、スパッタ法、CVD等の他の方法により形成することも可能である。しかし、特に銅層において必要な高さ(50μm程度)を得るためには、めっきによって形成されることが好ましい。
【0045】
続く異形突起電極成形工程では、突起電極10の上面12を粗化することにより、異形突起電極11を成形する。具体的には、まず、積層部80を電極粗化装置161にセットする(図12参照)。詳述すると、積層部80を、基板主面102側を上に向けた状態で移動治具(図示略)にセットする。また、電熱ヒータ164,165を用いて、押圧治具である上治具162と支持治具である下治具163とを110℃に加熱する。そして、移動治具の搬送及びリフト動作によって、コアレス配線基板101を下治具163に支持させる。
【0046】
次に、上治具162を下降させ、積層部80上の各突起電極10の上面12を上治具162の押圧用粗面166でプレスする。このとき、各上面12の高さが揃うようにプレスする。すると、各突起電極10の上面12に確実にかつ均等に圧力が加わり、上面12が押し潰される結果、突起電極10が平坦化されると同時に粗化され、異形突起電極11が成形される。なお、上治具162の押圧用粗面166は平面である。本実施形態において、押圧用粗面166の表面粗さRaは0.4μmに設定されている。その後、異形突起電極成形工程を終えた積層部80は、移動治具の搬送及びリフト動作によって装置外部に搬送される。
【0047】
異形突起電極成形工程後、置換無電解金めっきを施すことにより、異形突起電極11(ニッケル層)の表面に対して金層14(図3参照)を形成する。このとき、金層14には、異形突起電極11の上面12の形状に対応した粗化面15が形成される。なお、金層14の厚さは、0.01μm以上15μm以下に設定されている。
【0048】
次に、積層部80の基板裏面103側に形成されている複数のBGA用パッド53上にはんだバンプ155を形成する。具体的には、図示しないはんだボール搭載装置を用いて各BGA用パッド53上にはんだボールを配置した後、はんだボールを所定の温度に加熱してリフローすることにより、各BGA用パッド53上にはんだバンプ155を形成する。なお、この時点で、コアレス配線基板101の中間製品が完成する。
【0049】
続く分離工程では、従来周知の切断装置などを用いてコアレス配線基板101の中間製品を分割する。その結果、製品部同士が分割され、個々の製品であるコアレス配線基板101が多数個同時に得られる(図1参照)。
【0050】
その後、ICチップ搭載工程を実施する。具体的に言うと、まず、コアレス配線基板101の電極形成領域133にICチップ131を載置する(図13参照)。このとき、ICチップ131の底面側に配置されたはんだバンプ130を、コアレス配線基板101側に配置された異形突起電極11の上面12上に載置するようにする。そして、230℃〜260℃程度の温度に加熱して各はんだバンプ130をリフローすることにより、異形突起電極11が接続端子132に対してフリップチップ接続され、コアレス配線基板101にICチップ131が搭載される。さらに、コアレス配線基板101の基板主面102とICチップ131との隙間にアンダーフィル134を充填して硬化処理を行い、隙間を樹脂封止する。
【0051】
従って、本実施形態によれば以下の効果を得ることができる。
【0052】
(1)本実施形態のコアレス配線基板101では、電極形成領域133に存在する突起電極の全てが、上面12が粗化された異形突起電極11となっている。ゆえに、ICチップ131の底面側に配置されたはんだバンプ130を異形突起電極11の上面12上に載置すれば、上面12がはんだバンプ130の滑り止めとなるため、はんだバンプ130と異形突起電極11との密着強度が高くなる。その結果、はんだバンプ130が異形突起電極11の上面12に接触することによってはんだバンプ130の位置ずれが防止されるため、複数の異形突起電極11からのICチップ131の脱落を未然に防止でき、ひいては、個々の異形突起電極11とICチップ131との接続不良を防止することができる。即ち、ICチップ131との接続に適した異形突起電極11を備えることにより、コアレス配線基板101の信頼性を向上させることが可能となる。
【0053】
(2)本実施形態では、電極形成領域133内に存在する突起電極の全てが、異形突起電極11となっている。この場合、多数の異形突起電極11によって複数のはんだバンプ130の位置ずれが防止されるため、複数の異形突起電極11からのICチップ131の脱落をより確実に防止することができる。
【0054】
(3)本実施形態の異形突起電極成形工程では、押圧用粗面166を有する上治具162を用いて異形突起電極11の上面12をプレスすることにより、上面12を粗化している。この場合、複数の異形突起電極11の上面12が平坦化されるため、コプラナリティに優れていてICチップ131との接続に適した異形突起電極11群を備えたコアレス配線基板101を、確実にかつ容易に得ることが可能となる。
【0055】
(4)本実施形態の異形突起電極成形工程では、突起電極10を押圧際に電極形成領域133に押圧力が集中しやすいが、積層部80は全体的に下治具163によって支持される。その結果、積層部80の撓みが防止されるため、コプラナリティに優れた異形突起電極11群を備えるコアレス配線基板101を、より確実にかつより容易に得ることができる。
【0056】
なお、上記実施形態を以下のように変更してもよい。
【0057】
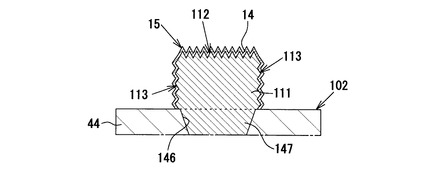
・上記実施形態では、上面12のみが粗化された異形突起電極11が用いられていた。しかし、図14に示されるように、上面112に加えて側面113が粗化されている異形突起電極111を用いてもよい。このようにすれば、異形突起電極111にICチップを接続する場合に異形突起電極111の上面112上に載置したはんだバンプを加熱溶融させたときに、異形突起電極111の上面112とICチップとの密着強度に加えて、異形突起電極111の側面113とはんだとの密着強度が高くなる。このため、ICチップをコアレス配線基板によってより安定的に支持することができる。なお、側面113は、例えばエッチングなどによって粗化される。
【0058】
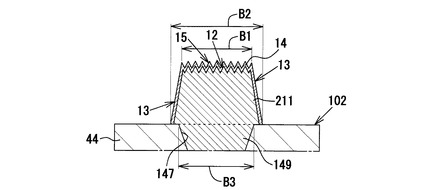
・上記実施形態の異形突起電極11は、上端から下端までの外径が等しく設定され、全体として柱状をなしていたが、異形突起電極11の形状はこれに限定される訳ではない。例えば、図15に示されるように、上端における外径B1が下端における外径B2よりも大きく設定され、かつ、下端における外径B2がビア導体149の上端における外径B3よりも大きく設定され、全体として断面台形状をなす異形突起電極211であってもよい。
【0059】
・上記実施形態の異形突起電極11は、最上層の樹脂絶縁層44に設けられたビア導体149と一体形成されていたが、ビア導体149とは別体に形成されるものであってもよい。
【0060】
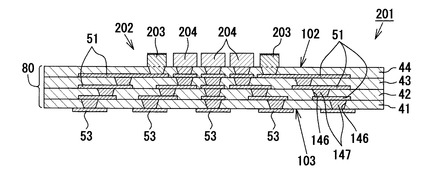
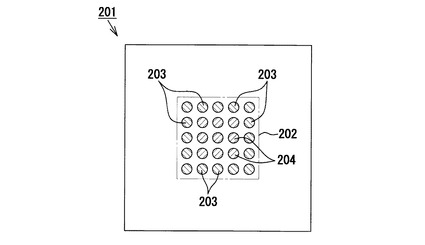
・上記実施形態では、電極形成領域133内に存在する突起電極の全てが、異形突起電極11となっていた。しかし、図16,図17に示すコアレス配線基板201のように、複数の突起電極のうち電極形成領域202の外周部に位置する突起電極のみを、異形突起電極203としてもよい。なお、電極形成領域202の外周部以外の領域に位置する突起電極204は、上端における外径が下端における外径と等しく設定された円柱状の電極である。また、電極形成領域202の外周部に位置する突起電極のみを粗化する方法は特に限定されないが、例えば上記実施形態に記載の電極粗化装置161(図12参照)を用いて、電極形成領域202の外周部の突起電極のみを選択的に粗化することも可能である。
【0061】
・上記実施形態のコアレス配線基板101では、基板主面102のみに異形突起電極11が形成されていたが、これに限定されるものではない。例えば、基板主面102及び基板裏面103の両方に異形突起電極11が形成されていてもよい。
【0062】
・上記実施形態では、コアレス配線基板101のパッケージ形態はBGA(ボールグリッドアレイ)であるが、BGAのみに限定されず、例えばPGA(ピングリッドアレイ)やLGA(ランドグリッドアレイ)等であってもよい。
【0063】
・上記実施形態の異形突起電極成形工程では、上治具162を用いて複数の突起電極10の上面12をプレスすることにより、上面12を粗化(及び平坦化)するようになっていた。即ち、上記実施形態の異形突起電極成形工程では、突起電極10の上面12を機械的に粗化するようになっていた。
【0064】
しかし、異形突起電極成形工程において、突起電極10の上面12を化学的に粗化するようにしてもよい。例えば、突起電極10に対してエッチングなどを行うことにより、突起電極10の上面12を粗化するようにしてもよい。また、突起電極10の下側部分を通常のめっき条件で形成した後、通常とは異なるめっき条件に変更した状態で突起電極10の上側部分を形成することにより、上面12が粗化された異形突起電極11を成形してもよい。ここで、めっき条件を変更する方法としては、例えば、めっき浴におけるめっきの撹拌量を減らすことや、めっきに含まれる光沢剤の分量を増加または減少させることや、めっきに弱酸(例えば、次亜塩素酸ナトリウムなど)を添加することなどが挙げられる。即ち、めっき条件を、ピットやザラツキなどのはんだ不良が発生する条件に敢えて変更することが考えられる。
【0065】
また、異形突起電極成形工程において、突起電極10の上面12を機械的に粗化するようにしても勿論よい。例えば、サンドブラストによって突起電極10の上面12を粗化するようにしてもよい。また、平面研磨によって突起電極10の上面12を粗化するようにしてもよい。平面研磨による粗化を以下に詳述する。即ち、複数の突起電極10を有する積層部80を多数の貫通孔を有する真空吸着板上に載置し、真空吸着板の下面側の気圧を低減して、積層部80を真空吸着によって固定する。次に、グラインダーのような回転研磨板を有する研磨装置を用いて、複数の突起電極10の上面12を一括して研磨する。なお、研磨方式としては、乾式及び湿式の両方を用いることができる。
【0066】
・上記実施形態では、突起電極形成工程において銅層及びニッケル層からなる突起電極10を形成し、異形突起電極成形工程後、異形突起電極11(ニッケル層)の表面に対して置換無電解金めっきを施すことにより、金層14(表面めっき層)を形成していた。しかし、突起電極や表面めっき層の形成方法は、特に上記実施形態の形成方法に限定される訳ではない。例えば、突起電極形成工程において銅層のみからなる突起電極を形成し、異形突起電極成形工程後、異形突起電極(銅層)の表面に対して置換無電解錫めっきや置換ニッケルめっきを施すことにより、錫層(表面めっき層)やニッケル層を形成してもよい。また、表面めっき層は、特に形成されなくてもよい。
【0067】
次に、前述した実施形態によって把握される技術的思想を以下に列挙する。
【0068】
(1)上記手段1において、前記層間絶縁層に設けられたビア導体が前記基板主面側に行くに従って拡径し、前記異形突起電極の外径は、前記ビア導体の前記基板主面側における外径よりも大きく設定されていることを特徴とする配線基板。
【0069】
(2)上記手段2において、前記異形突起電極成形工程では、押圧用粗面を有する押圧治具を用いて前記突起電極の前記上面をプレスすることにより、前記上面を粗化する工程であり、前記押圧用粗面の表面粗さRaは0.1μm以上0.6μm以下であることを特徴とする配線基板の製造方法。
【符号の説明】
【0070】
10,204…突起電極
11,111,203,211…突起電極としての異形突起電極
12,112…異形突起電極の上面
113…異形突起電極の側面
14…表面めっき層としての金層
15…粗化面
41,42,43,44…層間絶縁層としての樹脂絶縁層
51…導体層
80…積層部
81…レジストとしてのめっきレジスト
82…開口部
101,201…配線基板としてのコアレス配線基板
102…基板主面
103…基板裏面
130…はんだバンプ
131…部品としてのICチップ
132…接続端子
133,202…電極形成領域
147…ビアホール
148,149…ビア導体
162…押圧治具としての上治具
166…押圧用粗面
A1,B2…異形突起電極の外径
A2,A3,B3…ビア導体の外径
【技術分野】
【0001】
本発明は、基板主面上の電極形成領域内に複数の突起電極が配置された配線基板及びその製造方法に関するものである。
【背景技術】
【0002】
従来、ICチップなどの部品を搭載してなる配線基板(いわゆる半導体パッケージ)がよく知られている。ここで、ICチップとの電気的な接続を図るための構造としては、ICチップの底面側に配置された複数の接続端子上や、配線基板の基板主面上に配置された複数の突起電極であるパッド(いわゆるC4パッド:Controlled Collapsed Chip Connectionパッド)上に、はんだバンプを形成したもの(例えば特許文献1,2参照)が提案されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−34324号公報(図2等)
【特許文献2】特開2009−246166号公報(図4等)
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、パッドは基板主面から突出しているため、ICチップの搭載時にスリップ(位置ずれ)することにより、ICチップがパッドから滑り落ちてしまうおそれがある。その結果、個々のパッドとICチップとの間に接続不良(オープン不良、ショート不良など)が発生する可能性がある。ゆえに、製造される配線基板が不良品となるため、配線基板の信頼性が低下するおそれがある。
【0005】
本発明は上記の課題に鑑みてなされたものであり、その第1の目的は、部品との接続に適した突起電極を備えることにより、信頼性を向上させることが可能な配線基板を提供することにある。また、第2の目的は、上記の優れた配線基板を得るのに好適な製造方法を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するための手段(手段1)としては、基板主面及び基板裏面を有するとともに層間絶縁層及び導体層を積層してなる積層部を有し、前記基板主面上の電極形成領域内に複数の突起電極が配置され、前記基板主面を有する最上層の前記層間絶縁層に、前記突起電極及び前記導体層を互いに電気的に接続するビア導体が設けられた配線基板であって、前記複数の突起電極のうち少なくとも1つは、外径が前記ビア導体の外径よりも大きく設定され、上面が粗化された異形突起電極であることを特徴とする配線基板がある。
【0007】
従って、手段1の配線基板によると、複数の突起電極のうち少なくとも1つが、上面が粗化された異形突起電極となっている。このため、部品の底面側に配置された構造物(例えば、部品の底面側に配置された接続端子や、接続端子上に形成されたはんだバンプなど)を異形突起電極の上面に載置した際において、構造物と異形突起電極との密着強度が高くなる。その結果、構造物が異形突起電極の上面に接触することによって構造物の位置ずれが防止されるため、複数の突起電極からの部品の脱落を未然に防止でき、ひいては、個々の突起電極と部品との接続不良を防止することができる。即ち、部品との接続に適した突起電極を備えることにより、配線基板の信頼性を向上させることが可能となる。
【0008】
上記配線基板を形成する材料は特に限定されず任意であるが、例えば、樹脂基板などが好適である。好適な樹脂基板としては、EP樹脂(エポキシ樹脂)、PI樹脂(ポリイミド樹脂)、BT樹脂(ビスマレイミド−トリアジン樹脂)、PPE樹脂(ポリフェニレンエーテル樹脂)等からなる基板が挙げられる。そのほか、これらの樹脂とガラス繊維(ガラス織布やガラス不織布)との複合材料からなる基板を使用してもよい。その具体例としては、ガラス−BT複合基板、高Tgガラス−エポキシ複合基板(FR−4、FR−5等)等の高耐熱性積層板などがある。また、これらの樹脂とポリアミド繊維等の有機繊維との複合材料からなる基板を使用してもよい。あるいは、連続多孔質PTFE等の三次元網目状フッ素系樹脂基材にエポキシ樹脂などの熱硬化性樹脂を含浸させた樹脂−樹脂複合材料からなる基板等を使用してもよい。他の材料として、例えば各種のセラミックなどを選択することもできる。なお、かかる配線基板の構造としては特に限定されないが、例えばコア基板の片面または両面にビルドアップ層を有するビルドアップ多層配線基板や、コア基板を有さないコアレス配線基板などを挙げることができる。
【0009】
上記配線基板は、層間絶縁層及び導体層を積層してなる積層部を有する。層間絶縁層は、絶縁性、耐熱性、耐湿性等を考慮して適宜選択することができる。層間絶縁層の形成材料の好適例としては、エポキシ樹脂、フェノール樹脂、ウレタン樹脂、シリコーン樹脂、ポリイミド樹脂などの熱硬化性樹脂、ポリカーボネート樹脂、アクリル樹脂、ポリアセタール樹脂、ポリプロピレン樹脂などの熱可塑性樹脂等が挙げられる。そのほか、これらの樹脂とガラス繊維(ガラス織布やガラス不織布)やポリアミド繊維等の有機繊維との複合材料、あるいは、連続多孔質PTFE等の三次元網目状フッ素系樹脂基材にエポキシ樹脂などの熱硬化性樹脂を含浸させた樹脂−樹脂複合材料等を使用してもよい。なお、層間絶縁層には、層間接続のためのビア導体を形成するために、あらかじめビアホールが形成されていてもよい。
【0010】
上記基板主面上の電極形成領域の位置及び数は特に限定されず任意であるが、例えばいわゆる多数個取り基板の場合には配線基板の取り数に相当する数だけ電極形成領域が存在している。電極形成領域は基板主面のみに存在していてもよいが、基板主面及び基板裏面の両方に存在していてもよい。
【0011】
また、突起電極(異形突起電極を含む)は、導電性の金属材料などによって形成することが可能である。突起電極を構成する金属材料としては、例えば金、銀、銅、鉄、コバルト、ニッケルなどが挙げられる。特に、突起電極は、導電性が高く安価な銅からなることが好ましい。また、突起電極は、めっきによって形成されることがよい。このようにすれば、突起電極を高精度かつ均一に形成することができる。仮に、突起電極を金属ペーストのリフローによって形成すると、突起電極を高精度かつ均一に形成することが困難になるため、個々の突起電極の高さにバラツキが生じてしまうおそれがある。
【0012】
異形突起電極は、上面が粗化されている。なお、異形突起電極は、上面に加えて側面が粗化されていることが好ましい。このようにすれば、異形突起電極に部品を接続する場合に異形突起電極の上面上に載置したはんだバンプを加熱溶融させたときに、異形突起電極の上面と部品との密着強度に加えて、異形突起電極の側面とはんだとの密着強度が高くなる。このため、部品を配線基板によってより安定的に支持することができる。
【0013】
また、異形突起電極の表面粗さRaは特に限定されず任意であるが、例えば0.1μm以上、好ましくは0.1μm以上0.6μm以下であることがよい。仮に、異形突起電極の表面粗さRaが0.1μm未満である場合、上記した構造物を異形突起電極の上面に載置したとしても、構造物と異形突起電極との密着強度があまり高くならないため、構造物の位置ずれを防止することが困難になり、複数の突起電極からの部品の脱落を防止できない可能性がある。ここで、本明細書で述べられている「表面粗さRa」とは、JIS B0601で定義されている算術平均粗さRaである。なお、表面粗さRaの測定方法はJIS B0651に準じるものとする。
【0014】
なお、電極形成領域内には複数の突起電極が配置されているが、電極形成領域内に存在する突起電極の全てが、異形突起電極であることが好ましい。このようにすれば、多数の異形突起電極によって上記した構造物の位置ずれを防止することができるため、複数の突起電極からの部品の脱落をより確実に防止することができる。しかしながら、特に、複数の突起電極が電極形成領域内において基板主面の面方向に沿って縦横に複数配列されている場合、複数の突起電極のうち電極形成領域の外周部に位置する突起電極のみを、異形突起電極としてもよい。
【0015】
なお、異形突起電極について、その用途は限定されないが、例えば、上面上に載置されるはんだバンプを加熱溶融させることによって、部品の底面側に配置された接続端子に対してフリップチップ接続される突起電極であることがよい。即ち、フリップチップ接続のための突起電極は、いわゆるC4パッドのファイン化に対応して、小さく形成される必要がある。よって、突起電極をフリップチップ接続する場合、部品の脱落に起因する配線基板の信頼性低下という本願特有の問題が起こりやすく、それゆえ上記手段1を採用する意義が大きくなる。
【0016】
さらに、異形突起電極は、上端から下端までの外径が等しく設定され、全体として柱状をなしていることが好ましい。このようにすれば、小さな異形突起電極を比較的容易に形成することができる。ゆえに、突起電極間のピッチをよりいっそうファイン化することができる。
【0017】
はんだバンプに使用されるはんだ材料としては特に限定されないが、例えば錫鉛共晶はんだ(Sn/37Pb:融点183℃)が使用される。錫鉛共晶はんだ以外のSn/Pb系はんだ、例えばSn/36Pb/2Agという組成のはんだ(融点190℃)などを使用してもよい。また、上記のような鉛入りはんだ以外にも、Sn−Ag系はんだ、Sn−Ag−Cu系はんだ、Sn−Ag−Bi系はんだ、Sn−Ag−Bi−Cu系はんだ、Sn−Zn系はんだ、Sn−Zn−Bi系はんだ等の鉛フリーはんだを選択することも可能である。
【0018】
また、突起電極と接続する好適な部品としては、コンデンサ、レジスター、半導体集積回路素子(ICチップ)、半導体製造プロセスで製造されたMEMS(Micro Electro Mechanical Systems)素子などを挙げることができる。さらに、ICチップとしては、DRAM(Dynamic Random Access Memory)、SRAM(Static Random Access Memory )などを挙げることができる。ここで、「半導体集積回路素子」とは、主としてコンピュータのマイクロプロセッサ等として使用される素子をいう。
【0019】
上記課題を解決するための別の手段(手段2)としては、上記手段1に記載の配線基板を製造する方法であって、前記積層部を準備する積層部準備工程と、前記積層部に最上層の前記層間絶縁層を貫通するビアホールを形成するビアホール形成工程と、前記基板主面を有する最上層の前記層間絶縁層上にレジストを形成するレジスト形成工程と、前記レジストに、内径が前記ビアホールの内径よりも大きく設定された開口部を形成する開口部形成工程と、前記ビアホール及び前記開口部の内側に対してめっきを行うことにより、前記ビアホールに前記ビア導体を形成するとともに前記開口部に前記突起電極を形成する突起電極形成工程と、前記突起電極の前記上面を粗化することによって前記異形突起電極を成形する異形突起電極成形工程とを含むことを特徴とする配線基板の製造方法がある。
【0020】
従って、手段2の配線基板の製造方法によれば、異形突起電極成形工程を行うことにより、上面が粗化された異形突起電極が形成される。このため、部品の底面側に配置された構造物(例えば、上記した接続端子やはんだバンプなど)を異形突起電極の上面に載置すれば、構造物と異形突起電極との密着強度が高くなる。その結果、構造物が異形突起電極の上面に接触することによって構造物の位置ずれが防止されるため、複数の突起電極からの部品の脱落を未然に防止でき、ひいては、個々の突起電極と部品との接続不良を防止することができる。即ち、部品との接続に適した突起電極を備える配線基板を製造できるため、配線基板の信頼性を向上させることが可能となる。
【0021】
以下、手段2にかかる配線基板の製造方法について説明する。
【0022】
積層部準備工程では積層部を準備する。続くビアホール形成工程では、積層部に最上層の層間絶縁層を貫通するビアホールを形成する。続くレジスト形成工程では、基板主面を有する最上層の層間絶縁層上にレジストを形成する。続く開口部形成工程では、レジストに、内径がビアホールの内径よりも大きく設定された開口部を形成する。開口部を形成する方法としては、レジストに対するドリル加工を行って開口部を形成する方法、レジストに対するレーザー加工を行って開口部を形成する方法、露光及び現像を行って開口部を形成する方法、打ち抜き金型を用いてレジストを打ち抜くことにより、レジストに開口部を形成する方法などが挙げられる。
【0023】
続く突起電極形成工程では、ビアホール及び開口部の内側に対してめっきを行うことにより、ビアホールにビア導体を形成するとともに開口部に突起電極を形成する。続く異形突起電極成形工程では、突起電極の上面を粗化することによって異形突起電極を成形する。以上のプロセスを経て、配線基板が製造される。
【0024】
なお、異形突起電極成形工程において、突起電極の上面を粗化する方法としては、突起電極の上面を化学的に粗化する方法や、突起電極の上面を機械的に粗化する方法などを挙げることができる。異形突起電極成形工程において突起電極の上面を化学的に粗化する方法としては、突起電極に対してエッチングを行うことにより、突起電極の上面を粗化することなどが挙げられる。このようにした場合、微細な粗化が可能となる。
【0025】
一方、異形突起電極成形工程において突起電極の上面を機械的に粗化する方法としては、押圧用粗面を有する押圧治具を用いて突起電極の上面をプレスすることにより、上面を粗化することなどが挙げられる。このようにした場合、異形突起電極成形工程において複数の突起電極の上面を平坦化できるため、コプラナリティに優れていて部品との接続に適した異形突起電極群を備えた配線基板を、確実にかつ容易に得ることが可能となる。また、エッチングが困難な金属めっき(例えば金めっきなど)によって異形突起電極が形成されていたとしても、押圧治具を用いて突起電極の上面をプレスすることにより、上面を確実に粗化することができる。ここで、本明細書で述べられている「コプラナリティ」とは、「日本電子機械工業会規格EIAJ ED−7304 BGA規定寸法の測定方法」で定義されている端子最下面均一性を示している。
【0026】
ここで、押圧治具は、チタンやステンレスなどの金属材、アルミナ、窒化珪素、炭化珪素、窒化ホウ素などのセラミック材、ガラス材などによって構成されることが好ましい。特に、押圧治具は、加工精度が高く熱による変形が少ないセラミック材によって構成されることがよい。また、押圧治具の押圧用粗面は平面であることが好ましい。このようにすれば、各突起電極に押圧力が均等に加わるため、各突起電極の上面を精度良く粗化することができる。
【0027】
さらに、異形突起電極成形工程後、置換めっきを施すことにより、異形突起電極の表面に、異形突起電極の上面の形状に対応した粗化面を有する表面めっき層を形成してもよい。なお、置換めっきは、異形突起電極の表面を被覆するようにめっき層を形成するものではなく、異形突起電極の表面付近にある金属を入れ替えることによってめっき層を形成するものである。よって、置換めっきであれば、めっきを施したとしても異形突起電極の上面の凹凸が埋まりにくいため、所望の表面粗さRaを有する粗化面を得やすくなる。
【図面の簡単な説明】
【0028】
【図1】本実施形態におけるコアレス配線基板の構成を示す概略断面図。
【図2】コアレス配線基板を示す概略平面図。
【図3】コアレス配線基板の要部断面図。
【図4】コアレス配線基板の製造方法を示す説明図。
【図5】コアレス配線基板の製造方法を示す説明図。
【図6】コアレス配線基板の製造方法を示す説明図。
【図7】コアレス配線基板の製造方法を示す説明図。
【図8】コアレス配線基板の製造方法を示す説明図。
【図9】コアレス配線基板の製造方法を示す説明図。
【図10】コアレス配線基板の製造方法を示す説明図。
【図11】コアレス配線基板の製造方法を示す説明図。
【図12】コアレス配線基板の製造方法を示す説明図。
【図13】コアレス配線基板の製造方法を示す説明図。
【図14】他の実施形態におけるコアレス配線基板の要部断面図。
【図15】他の実施形態におけるコアレス配線基板の要部断面図。
【図16】他の実施形態におけるコアレス配線基板の構成を示す概略断面図。
【図17】他の実施形態におけるコアレス配線基板を示す概略平面図。
【発明を実施するための形態】
【0029】
以下、本発明を具体化した一実施形態を図面に基づき詳細に説明する。
【0030】
図1は、本実施形態のコアレス配線基板101(配線基板)を示す概略断面図である。コアレス配線基板101は、コア基板を有さず、エポキシ樹脂からなる4層の樹脂絶縁層41,42,43,44と銅からなる導体層51とを交互に積層した構造を有する配線基板である。樹脂絶縁層41〜44は、同一の厚さ及び材料からなる層間絶縁層である。
【0031】
さらに、各樹脂絶縁層41〜44には、それぞれビアホール146,147及びビア導体148,149が設けられている。各ビアホール146,147は、逆円錐台形状をなし、各樹脂絶縁層41〜44に対してYAGレーザーまたは炭酸ガスレーザーを用いた穴あけ加工を施すことにより形成される。各ビア導体148は、同一方向(図1では上方向)に拡径した導体であって、各導体層51を相互に電気的に接続している。なお、各ビア導体148,149の上端における外径A2(図3参照)は50μm以上120μm以下(本実施形態では100μm)に設定され、各ビア導体148,149の下端における外径A3(図3参照)は30μm以上100μm以下(本実施形態では60μm)に設定されている。
【0032】
図1に示されるように、コアレス配線基板101の基板裏面103上(第1層の樹脂絶縁層41の下面上)には、BGA用パッド53がアレイ状に配設されている。各BGA用パッド53の表面上には、高さ400μm〜600μm程度の複数のはんだバンプ155が配設されている。各はんだバンプ155は、図示しないマザーボード(母基板)側の端子との電気的な接続に用いられる、いわゆるBGAバンプである。
【0033】
一方、図2に示されるように、コアレス配線基板101の基板主面102上(第4層の樹脂絶縁層44の表面上)には、平面視略矩形状の電極形成領域133が設定されている。そして、電極形成領域133内には、複数の異形突起電極11が基板主面102の面方向に沿って縦横に複数配列されている。なお本実施形態では、電極形成領域133内に存在する突起電極の全てが異形突起電極11となっている。
【0034】
図3に示されるように、異形突起電極11は、上端から下端までの外径A1が等しく設定され、全体として円柱状をなしている。なお、各異形突起電極11の外径A1は50μm以上140μm以下(本実施形態では110μm)に設定されている。また、各異形突起電極11は、基板主面102を有する最上層の樹脂絶縁層44に設けられたビア導体149と一体形成され、ビア導体149を介して導体層51に電気的に接続されている。異形突起電極11の外径A1は、ビア導体149の上端における外径A2(100μm)、及び、ビア導体149の下端における外径A3(60μm)よりも大きく設定されている。さらに、異形突起電極11の中心軸C1は、ビア導体149の中心軸と一致している。そして、異形突起電極11の高さは、60μmに設定されている。
【0035】
図3に示されるように、各異形突起電極11の上面12は粗化されている。上面12の表面粗さRaは、0.1μm以上0.6μm以下であり、本実施形態では0.4μmに設定されている。なお、各異形突起電極11は、銅層(図示略)、ニッケル層(図示略)及び金層14によって構成されている。銅層は、ビアホール147の内面及び基板主面102を無電解銅めっき及び電解銅めっきで被覆することによって、ビア導体149とともに一体形成されためっき層である。ニッケル層は、基板主面102から突出した銅層の表面を無電解ニッケルめっきで被覆することによって形成されためっき層である。金層14は、ニッケル層の表面に対して置換無電解金めっきを施すことによって形成された表面めっき層である。
【0036】
また、図1に示されるように、各異形突起電極11は、はんだバンプ130を介して、矩形平板状をなすICチップ131(部品)の底面に配置された接続端子132に接続されるようになっている。即ち、はんだバンプ130は、ICチップ131の接続端子132とのフリップチップ接続に用いられる、いわゆるC4用のバンプである。
【0037】
そして、基板主面102とICチップ131との隙間には、アンダーフィル134が充填されている。その結果、コアレス配線基板101とICチップ131とが、隙間が封止された状態で互いに固定される。なお、本実施形態のアンダーフィル134は、熱膨張係数が20〜60ppm/℃程度(具体的には34ppm/℃)のエポキシ樹脂からなる。
【0038】
次に、コアレス配線基板101の製造方法について説明する。
【0039】
積層部準備工程では、コアレス配線基板101の中間製品となるべき積層部80を作製し、あらかじめ準備しておく。なお、コアレス配線基板101の中間製品は、コアレス配線基板101となるべき製品部を平面方向に沿って複数配列した構造を有している。コアレス配線基板101の中間製品は以下のように作製される。まず、ガラスエポキシ基板などの十分な強度を有する支持基板70を準備する(図4参照)。次に、支持基板70上に、エポキシ樹脂からなるシート状の絶縁樹脂基材を半硬化の状態で貼り付けて下地樹脂絶縁層71を形成することにより、支持基板70及び下地樹脂絶縁層71からなる基材69を得る(図4参照)。そして、基材69の片面(具体的には下地樹脂絶縁層71の上面)に、積層金属シート体72を配置する(図4参照)。ここでは、半硬化の状態の下地樹脂絶縁層71上に積層金属シート体72を配置することにより、以降の製造工程で積層金属シート体72が下地樹脂絶縁層71から剥れない程度の密着性が確保される。積層金属シート体72は、2枚の銅箔73,74を剥離可能な状態で密着させたものである。具体的には、金属めっき(例えば、クロムめっき)を介して各銅箔73,74を積層することで積層金属シート体72が形成されている。
【0040】
その後、積層金属シート体72上にシート状の絶縁樹脂基材40を積層し、真空圧着熱プレス機(図示略)を用いて真空下にて加熱加圧することにより、絶縁樹脂基材40を硬化させて第1層の樹脂絶縁層41を形成する(図4参照)。そそして、図5に示されるように、レーザー加工を施すことによって樹脂絶縁層41の所定の位置にビアホール146を形成し、次いで各ビアホール146内のスミアを除去するデスミア処理を行う。その後、従来公知の手法に従って無電解銅めっき及び電解銅めっきを行うことにより、各ビアホール146内にビア導体148を形成する。さらに、従来公知の手法(例えばセミアディティブ法)によってエッチングを行うことにより、樹脂絶縁層41上に導体層51をパターン形成する(図6参照)。
【0041】
また、第2層〜第4層の樹脂絶縁層42〜44及び導体層51についても、上述した樹脂絶縁層41及び導体層51と同様の手法によって形成し、樹脂絶縁層41上に積層していく。以上の製造工程によって、支持基板70上に積層金属シート体72、樹脂絶縁層41〜44及び導体層51を積層してなる積層部80を形成する(図7参照)。なお図7に示されるように、積層部80において積層金属シート体72上に位置する領域が、コアレス配線基板101の中間製品となるべき積層部80となる。そして、ビアホール形成工程を行い、積層部80に最上層の樹脂絶縁層44を貫通するビアホール147を形成する。
【0042】
次に、基材69を除去して銅箔73を露出させる。具体的に言うと、積層金属シート体72における2枚の銅箔73,74の界面で剥離して、積層部80を支持基板70から分離する(図8参照)。そして、積層部80(樹脂絶縁層41)の基板裏面103(下面)上にある銅箔73に対してエッチングによるパターニングを行うことにより、樹脂絶縁層41における基板裏面103上の領域にBGA用パッド53を形成する(図9参照)。
【0043】
次に、レジスト形成工程を行う。具体的には、最上層の樹脂絶縁層44上にドライフィルムをラミネートして、めっきレジスト81(図10参照)を形成する。続く開口部形成工程では、めっきレジスト81に対してレーザー加工機を用いたレーザー加工を行う。その結果、樹脂絶縁層44のビアホール147と連通する位置に、内径がビアホール147の内径よりも大きく設定された開口部82が形成される(図10参照)。
【0044】
続く突起電極形成工程では、ビアホール147及び開口部82の内側に対してめっきを行うことにより、ビアホール147にビア導体149(図11参照)を形成するとともに開口部82に突起電極10(図11参照)を形成する。具体的に言うと、まず、無電解銅めっき及び電解銅めっきを行い、ビアホール147の内面、開口部82の内面、及び、ビアホール147の底面に露出した導体層51の上面に対して銅層を形成する。次に、無電解ニッケルめっきを行い、樹脂絶縁層44の上面(基板主面102)から突出した銅層の表面にニッケル層を形成する。この時点で、銅層及びニッケル層からなる突起電極10が形成される。その後、めっきレジスト81を剥離する(図11参照)。ここで、銅層の厚さは50μm程度に設定され、ニッケル層の厚さは0.01μm以上15μm以下に設定されている。なお、本実施形態の銅層及びニッケル層は、めっきによって形成されているが、スパッタ法、CVD等の他の方法により形成することも可能である。しかし、特に銅層において必要な高さ(50μm程度)を得るためには、めっきによって形成されることが好ましい。
【0045】
続く異形突起電極成形工程では、突起電極10の上面12を粗化することにより、異形突起電極11を成形する。具体的には、まず、積層部80を電極粗化装置161にセットする(図12参照)。詳述すると、積層部80を、基板主面102側を上に向けた状態で移動治具(図示略)にセットする。また、電熱ヒータ164,165を用いて、押圧治具である上治具162と支持治具である下治具163とを110℃に加熱する。そして、移動治具の搬送及びリフト動作によって、コアレス配線基板101を下治具163に支持させる。
【0046】
次に、上治具162を下降させ、積層部80上の各突起電極10の上面12を上治具162の押圧用粗面166でプレスする。このとき、各上面12の高さが揃うようにプレスする。すると、各突起電極10の上面12に確実にかつ均等に圧力が加わり、上面12が押し潰される結果、突起電極10が平坦化されると同時に粗化され、異形突起電極11が成形される。なお、上治具162の押圧用粗面166は平面である。本実施形態において、押圧用粗面166の表面粗さRaは0.4μmに設定されている。その後、異形突起電極成形工程を終えた積層部80は、移動治具の搬送及びリフト動作によって装置外部に搬送される。
【0047】
異形突起電極成形工程後、置換無電解金めっきを施すことにより、異形突起電極11(ニッケル層)の表面に対して金層14(図3参照)を形成する。このとき、金層14には、異形突起電極11の上面12の形状に対応した粗化面15が形成される。なお、金層14の厚さは、0.01μm以上15μm以下に設定されている。
【0048】
次に、積層部80の基板裏面103側に形成されている複数のBGA用パッド53上にはんだバンプ155を形成する。具体的には、図示しないはんだボール搭載装置を用いて各BGA用パッド53上にはんだボールを配置した後、はんだボールを所定の温度に加熱してリフローすることにより、各BGA用パッド53上にはんだバンプ155を形成する。なお、この時点で、コアレス配線基板101の中間製品が完成する。
【0049】
続く分離工程では、従来周知の切断装置などを用いてコアレス配線基板101の中間製品を分割する。その結果、製品部同士が分割され、個々の製品であるコアレス配線基板101が多数個同時に得られる(図1参照)。
【0050】
その後、ICチップ搭載工程を実施する。具体的に言うと、まず、コアレス配線基板101の電極形成領域133にICチップ131を載置する(図13参照)。このとき、ICチップ131の底面側に配置されたはんだバンプ130を、コアレス配線基板101側に配置された異形突起電極11の上面12上に載置するようにする。そして、230℃〜260℃程度の温度に加熱して各はんだバンプ130をリフローすることにより、異形突起電極11が接続端子132に対してフリップチップ接続され、コアレス配線基板101にICチップ131が搭載される。さらに、コアレス配線基板101の基板主面102とICチップ131との隙間にアンダーフィル134を充填して硬化処理を行い、隙間を樹脂封止する。
【0051】
従って、本実施形態によれば以下の効果を得ることができる。
【0052】
(1)本実施形態のコアレス配線基板101では、電極形成領域133に存在する突起電極の全てが、上面12が粗化された異形突起電極11となっている。ゆえに、ICチップ131の底面側に配置されたはんだバンプ130を異形突起電極11の上面12上に載置すれば、上面12がはんだバンプ130の滑り止めとなるため、はんだバンプ130と異形突起電極11との密着強度が高くなる。その結果、はんだバンプ130が異形突起電極11の上面12に接触することによってはんだバンプ130の位置ずれが防止されるため、複数の異形突起電極11からのICチップ131の脱落を未然に防止でき、ひいては、個々の異形突起電極11とICチップ131との接続不良を防止することができる。即ち、ICチップ131との接続に適した異形突起電極11を備えることにより、コアレス配線基板101の信頼性を向上させることが可能となる。
【0053】
(2)本実施形態では、電極形成領域133内に存在する突起電極の全てが、異形突起電極11となっている。この場合、多数の異形突起電極11によって複数のはんだバンプ130の位置ずれが防止されるため、複数の異形突起電極11からのICチップ131の脱落をより確実に防止することができる。
【0054】
(3)本実施形態の異形突起電極成形工程では、押圧用粗面166を有する上治具162を用いて異形突起電極11の上面12をプレスすることにより、上面12を粗化している。この場合、複数の異形突起電極11の上面12が平坦化されるため、コプラナリティに優れていてICチップ131との接続に適した異形突起電極11群を備えたコアレス配線基板101を、確実にかつ容易に得ることが可能となる。
【0055】
(4)本実施形態の異形突起電極成形工程では、突起電極10を押圧際に電極形成領域133に押圧力が集中しやすいが、積層部80は全体的に下治具163によって支持される。その結果、積層部80の撓みが防止されるため、コプラナリティに優れた異形突起電極11群を備えるコアレス配線基板101を、より確実にかつより容易に得ることができる。
【0056】
なお、上記実施形態を以下のように変更してもよい。
【0057】
・上記実施形態では、上面12のみが粗化された異形突起電極11が用いられていた。しかし、図14に示されるように、上面112に加えて側面113が粗化されている異形突起電極111を用いてもよい。このようにすれば、異形突起電極111にICチップを接続する場合に異形突起電極111の上面112上に載置したはんだバンプを加熱溶融させたときに、異形突起電極111の上面112とICチップとの密着強度に加えて、異形突起電極111の側面113とはんだとの密着強度が高くなる。このため、ICチップをコアレス配線基板によってより安定的に支持することができる。なお、側面113は、例えばエッチングなどによって粗化される。
【0058】
・上記実施形態の異形突起電極11は、上端から下端までの外径が等しく設定され、全体として柱状をなしていたが、異形突起電極11の形状はこれに限定される訳ではない。例えば、図15に示されるように、上端における外径B1が下端における外径B2よりも大きく設定され、かつ、下端における外径B2がビア導体149の上端における外径B3よりも大きく設定され、全体として断面台形状をなす異形突起電極211であってもよい。
【0059】
・上記実施形態の異形突起電極11は、最上層の樹脂絶縁層44に設けられたビア導体149と一体形成されていたが、ビア導体149とは別体に形成されるものであってもよい。
【0060】
・上記実施形態では、電極形成領域133内に存在する突起電極の全てが、異形突起電極11となっていた。しかし、図16,図17に示すコアレス配線基板201のように、複数の突起電極のうち電極形成領域202の外周部に位置する突起電極のみを、異形突起電極203としてもよい。なお、電極形成領域202の外周部以外の領域に位置する突起電極204は、上端における外径が下端における外径と等しく設定された円柱状の電極である。また、電極形成領域202の外周部に位置する突起電極のみを粗化する方法は特に限定されないが、例えば上記実施形態に記載の電極粗化装置161(図12参照)を用いて、電極形成領域202の外周部の突起電極のみを選択的に粗化することも可能である。
【0061】
・上記実施形態のコアレス配線基板101では、基板主面102のみに異形突起電極11が形成されていたが、これに限定されるものではない。例えば、基板主面102及び基板裏面103の両方に異形突起電極11が形成されていてもよい。
【0062】
・上記実施形態では、コアレス配線基板101のパッケージ形態はBGA(ボールグリッドアレイ)であるが、BGAのみに限定されず、例えばPGA(ピングリッドアレイ)やLGA(ランドグリッドアレイ)等であってもよい。
【0063】
・上記実施形態の異形突起電極成形工程では、上治具162を用いて複数の突起電極10の上面12をプレスすることにより、上面12を粗化(及び平坦化)するようになっていた。即ち、上記実施形態の異形突起電極成形工程では、突起電極10の上面12を機械的に粗化するようになっていた。
【0064】
しかし、異形突起電極成形工程において、突起電極10の上面12を化学的に粗化するようにしてもよい。例えば、突起電極10に対してエッチングなどを行うことにより、突起電極10の上面12を粗化するようにしてもよい。また、突起電極10の下側部分を通常のめっき条件で形成した後、通常とは異なるめっき条件に変更した状態で突起電極10の上側部分を形成することにより、上面12が粗化された異形突起電極11を成形してもよい。ここで、めっき条件を変更する方法としては、例えば、めっき浴におけるめっきの撹拌量を減らすことや、めっきに含まれる光沢剤の分量を増加または減少させることや、めっきに弱酸(例えば、次亜塩素酸ナトリウムなど)を添加することなどが挙げられる。即ち、めっき条件を、ピットやザラツキなどのはんだ不良が発生する条件に敢えて変更することが考えられる。
【0065】
また、異形突起電極成形工程において、突起電極10の上面12を機械的に粗化するようにしても勿論よい。例えば、サンドブラストによって突起電極10の上面12を粗化するようにしてもよい。また、平面研磨によって突起電極10の上面12を粗化するようにしてもよい。平面研磨による粗化を以下に詳述する。即ち、複数の突起電極10を有する積層部80を多数の貫通孔を有する真空吸着板上に載置し、真空吸着板の下面側の気圧を低減して、積層部80を真空吸着によって固定する。次に、グラインダーのような回転研磨板を有する研磨装置を用いて、複数の突起電極10の上面12を一括して研磨する。なお、研磨方式としては、乾式及び湿式の両方を用いることができる。
【0066】
・上記実施形態では、突起電極形成工程において銅層及びニッケル層からなる突起電極10を形成し、異形突起電極成形工程後、異形突起電極11(ニッケル層)の表面に対して置換無電解金めっきを施すことにより、金層14(表面めっき層)を形成していた。しかし、突起電極や表面めっき層の形成方法は、特に上記実施形態の形成方法に限定される訳ではない。例えば、突起電極形成工程において銅層のみからなる突起電極を形成し、異形突起電極成形工程後、異形突起電極(銅層)の表面に対して置換無電解錫めっきや置換ニッケルめっきを施すことにより、錫層(表面めっき層)やニッケル層を形成してもよい。また、表面めっき層は、特に形成されなくてもよい。
【0067】
次に、前述した実施形態によって把握される技術的思想を以下に列挙する。
【0068】
(1)上記手段1において、前記層間絶縁層に設けられたビア導体が前記基板主面側に行くに従って拡径し、前記異形突起電極の外径は、前記ビア導体の前記基板主面側における外径よりも大きく設定されていることを特徴とする配線基板。
【0069】
(2)上記手段2において、前記異形突起電極成形工程では、押圧用粗面を有する押圧治具を用いて前記突起電極の前記上面をプレスすることにより、前記上面を粗化する工程であり、前記押圧用粗面の表面粗さRaは0.1μm以上0.6μm以下であることを特徴とする配線基板の製造方法。
【符号の説明】
【0070】
10,204…突起電極
11,111,203,211…突起電極としての異形突起電極
12,112…異形突起電極の上面
113…異形突起電極の側面
14…表面めっき層としての金層
15…粗化面
41,42,43,44…層間絶縁層としての樹脂絶縁層
51…導体層
80…積層部
81…レジストとしてのめっきレジスト
82…開口部
101,201…配線基板としてのコアレス配線基板
102…基板主面
103…基板裏面
130…はんだバンプ
131…部品としてのICチップ
132…接続端子
133,202…電極形成領域
147…ビアホール
148,149…ビア導体
162…押圧治具としての上治具
166…押圧用粗面
A1,B2…異形突起電極の外径
A2,A3,B3…ビア導体の外径
【特許請求の範囲】
【請求項1】
基板主面及び基板裏面を有するとともに層間絶縁層及び導体層を積層してなる積層部を有し、前記基板主面上の電極形成領域内に複数の突起電極が配置され、前記基板主面を有する最上層の前記層間絶縁層に、前記突起電極及び前記導体層を互いに電気的に接続するビア導体が設けられた配線基板であって、
前記複数の突起電極のうち少なくとも1つは、外径が前記ビア導体の外径よりも大きく設定され、上面が粗化された異形突起電極であることを特徴とする配線基板。
【請求項2】
前記異形突起電極は、前記上面に加えて側面が粗化されていることを特徴とする請求項1に記載の配線基板。
【請求項3】
前記異形突起電極の表面粗さRaは0.1μm以上0.6μm以下であることを特徴とする請求項1または2に記載の配線基板。
【請求項4】
前記異形突起電極は、上端から下端までの外径が等しく設定され、全体として柱状をなしていることを特徴とする請求項1乃至3のいずれか1項に記載の配線基板。
【請求項5】
前記電極形成領域内に存在する前記突起電極の全てが、前記異形突起電極であることを特徴とする請求項1乃至4のいずれか1項に記載の配線基板。
【請求項6】
前記複数の突起電極は、前記電極形成領域内において前記基板主面の面方向に沿って縦横に複数配列されており、
前記複数の突起電極のうち前記電極形成領域の外周部に位置する突起電極が、前記異形突起電極である
ことを特徴とする請求項1乃至4のいずれか1項に記載の配線基板。
【請求項7】
前記異形突起電極は、前記上面上に載置されるはんだバンプを加熱溶融させることによって、部品の底面側に配置された接続端子に対してフリップチップ接続されることを特徴とする請求項1乃至6のいずれか1項に記載の配線基板。
【請求項8】
請求項1乃至7のいずれか1項に記載の配線基板を製造する方法であって、
前記積層部を準備する積層部準備工程と、
前記積層部に最上層の前記層間絶縁層を貫通するビアホールを形成するビアホール形成工程と、
前記基板主面を有する最上層の前記層間絶縁層上にレジストを形成するレジスト形成工程と、
前記レジストに、内径が前記ビアホールの内径よりも大きく設定された開口部を形成する開口部形成工程と、
前記ビアホール及び前記開口部の内側に対してめっきを行うことにより、前記ビアホールに前記ビア導体を形成するとともに前記開口部に前記突起電極を形成する突起電極形成工程と、
前記突起電極の前記上面を粗化することによって前記異形突起電極を成形する異形突起電極成形工程と
を含むことを特徴とする配線基板の製造方法。
【請求項9】
前記異形突起電極成形工程では、前記突起電極に対してエッチングを行うことにより、前記突起電極の前記上面を粗化することを特徴とする請求項8に記載の配線基板の製造方法。
【請求項10】
前記異形突起電極成形工程では、押圧用粗面を有する押圧治具を用いて前記突起電極の前記上面をプレスすることにより、前記上面を粗化することを特徴とする請求項8に記載の配線基板の製造方法。
【請求項11】
前記異形突起電極成形工程後、置換めっきを施すことにより、前記異形突起電極の表面に、前記異形突起電極の前記上面の形状に対応した粗化面を有する表面めっき層を形成することを特徴とする請求項9または10に記載の配線基板の製造方法。
【請求項1】
基板主面及び基板裏面を有するとともに層間絶縁層及び導体層を積層してなる積層部を有し、前記基板主面上の電極形成領域内に複数の突起電極が配置され、前記基板主面を有する最上層の前記層間絶縁層に、前記突起電極及び前記導体層を互いに電気的に接続するビア導体が設けられた配線基板であって、
前記複数の突起電極のうち少なくとも1つは、外径が前記ビア導体の外径よりも大きく設定され、上面が粗化された異形突起電極であることを特徴とする配線基板。
【請求項2】
前記異形突起電極は、前記上面に加えて側面が粗化されていることを特徴とする請求項1に記載の配線基板。
【請求項3】
前記異形突起電極の表面粗さRaは0.1μm以上0.6μm以下であることを特徴とする請求項1または2に記載の配線基板。
【請求項4】
前記異形突起電極は、上端から下端までの外径が等しく設定され、全体として柱状をなしていることを特徴とする請求項1乃至3のいずれか1項に記載の配線基板。
【請求項5】
前記電極形成領域内に存在する前記突起電極の全てが、前記異形突起電極であることを特徴とする請求項1乃至4のいずれか1項に記載の配線基板。
【請求項6】
前記複数の突起電極は、前記電極形成領域内において前記基板主面の面方向に沿って縦横に複数配列されており、
前記複数の突起電極のうち前記電極形成領域の外周部に位置する突起電極が、前記異形突起電極である
ことを特徴とする請求項1乃至4のいずれか1項に記載の配線基板。
【請求項7】
前記異形突起電極は、前記上面上に載置されるはんだバンプを加熱溶融させることによって、部品の底面側に配置された接続端子に対してフリップチップ接続されることを特徴とする請求項1乃至6のいずれか1項に記載の配線基板。
【請求項8】
請求項1乃至7のいずれか1項に記載の配線基板を製造する方法であって、
前記積層部を準備する積層部準備工程と、
前記積層部に最上層の前記層間絶縁層を貫通するビアホールを形成するビアホール形成工程と、
前記基板主面を有する最上層の前記層間絶縁層上にレジストを形成するレジスト形成工程と、
前記レジストに、内径が前記ビアホールの内径よりも大きく設定された開口部を形成する開口部形成工程と、
前記ビアホール及び前記開口部の内側に対してめっきを行うことにより、前記ビアホールに前記ビア導体を形成するとともに前記開口部に前記突起電極を形成する突起電極形成工程と、
前記突起電極の前記上面を粗化することによって前記異形突起電極を成形する異形突起電極成形工程と
を含むことを特徴とする配線基板の製造方法。
【請求項9】
前記異形突起電極成形工程では、前記突起電極に対してエッチングを行うことにより、前記突起電極の前記上面を粗化することを特徴とする請求項8に記載の配線基板の製造方法。
【請求項10】
前記異形突起電極成形工程では、押圧用粗面を有する押圧治具を用いて前記突起電極の前記上面をプレスすることにより、前記上面を粗化することを特徴とする請求項8に記載の配線基板の製造方法。
【請求項11】
前記異形突起電極成形工程後、置換めっきを施すことにより、前記異形突起電極の表面に、前記異形突起電極の前記上面の形状に対応した粗化面を有する表面めっき層を形成することを特徴とする請求項9または10に記載の配線基板の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2013−93405(P2013−93405A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−233721(P2011−233721)
【出願日】平成23年10月25日(2011.10.25)
【出願人】(000004547)日本特殊陶業株式会社 (2,912)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月25日(2011.10.25)
【出願人】(000004547)日本特殊陶業株式会社 (2,912)
【Fターム(参考)】
[ Back to top ]