
配線基板及び配線基板の検査方法

【課題】外観検査装置を用いた繰り返しパターンの検査において、製品パターン以外を基準として検査視野のずれを防止することによって、微小な繰り返しパターンが高密度に規則正しく配置されていても誤報を抑制可能で、かつ製品パターンへの影響のない配線基板及び配線基板の検査方法を提供することを目的とする。
【解決手段】製品領域内に設けられた繰り返しパターンと、前記繰り返しパターンを所定の検査視野毎に外観検査装置で検査する際のアライメント補助パターンとを有する配線基板であって、前記アライメント補助パターンが、前記配線基板の製品領域内に設けられる配線基板である。また、上記配線基板を用いて外観検査装置で検査する配線基板の検査方法である。
【解決手段】製品領域内に設けられた繰り返しパターンと、前記繰り返しパターンを所定の検査視野毎に外観検査装置で検査する際のアライメント補助パターンとを有する配線基板であって、前記アライメント補助パターンが、前記配線基板の製品領域内に設けられる配線基板である。また、上記配線基板を用いて外観検査装置で検査する配線基板の検査方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は配線基板及び配線基板の検査方法に関するものである。
【背景技術】
【0002】
近年、携帯電話やパーソナルコンピュータをはじめとする通信機器等に用いられる通信モジュールでは、サイズの微細化が進んでおり、これに伴って、通信モジュールに用いられる配線基板のサイズも微細化している。例えば、一台の通信モジュールに用いる配線基板(以下、「ピース」という。)のサイズ(以下、「ピースサイズ」という。)は、縦横2mm〜3mm程度、あるいはそれ以下になっている。
【0003】
一方、配線基板に電子部品を実装する工程では、面付け作業時の効率や取り扱い性の面から、所定の個数のピースを集めて配置したサイズの配線基板(以下、「シート」という。)として取り扱われる。このシートのサイズ(以下、「シートサイズ」という。)は、縦横数10mm〜100mm程度であるのが一般的である。このため、ピースサイズが縦横2mm〜3mm以下の場合、1枚のシート内には1000個を超えるピースが規則正しく配置されることがある。
【0004】
また、配線基板の製造工程においては、生産効率や取り扱い性の面から、所定の個数のシートを集めて配置したサイズの配線基板(以下、「ワーク」という。)として、取り扱われるのが一般的である。このワークのサイズ(以下、「ワークサイズ」という。)は、縦横500mm程度、あるいはそれ以上であるのが一般的である。このため、シートサイズが縦横数10mm〜100mmの場合、1枚のワーク内には、数10枚以上のシートが規則正しく配置される結果、数10000個を超えるピースが規則正しく配置されることがある。このように、配線板の製造工程におけるワーク内には、非常に多数のピースが規則正しく配置される結果、ピース内に所定形状の導体パターンが形成される場合、この所定形状の導体パターンも、ワーク内に規則正しく繰り返し配置される。
【0005】
ところで、配線基板の製造工程では、導体パターンの欠陥の有無を、自動外観検査装置を用いて検査する。この自動外観検査装置は、CAD(Computer Aided Design)データに基づいて、検査対象となる所定範囲の視野の単位(以下、「検査視野」という。)ごとに、ワーク内で検査する位置を移動しながら、導体パターンの欠陥の有無を検査するものである。
【0006】
通信モジュール等に用いる配線基板では、多層の配線層を有しているのが一般的であり、層間の配線層同士を電気的に接続するためのビアが形成される。このビアを形成するための非貫通孔は、表面の銅箔にエッチングによって窓穴を形成し、銅箔をマスクとして窓穴をねらってレーザを照射する工法(コンフォーマルマスク法)によって形成されることが多い。銅箔の窓穴に欠陥があると、非貫通孔の欠陥に繋がるため、銅箔に形成した窓穴に対しては、自動外観検査装置による検査が必要になっている。
【0007】
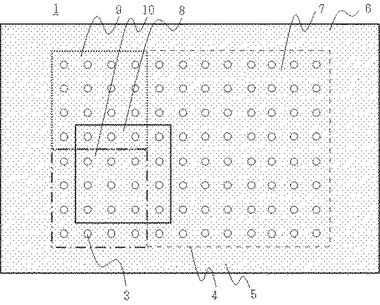
図4及び5は、自動外観検査装置によって、窓穴を有する従来の配線基板1の検査の様子を表したものである。図4に示すように、銅箔5に形成した窓穴3は、ピース(図示しない。)ごとに設けられているため、ワークサイズの配線基板1においては、数10000を越える窓穴3が規則正しく配置される状態になる。なお、図4では、作図の都合で、窓穴3の数を減らして表している。さらに、銅箔5に窓穴3を形成した段階では、それ以外の導体パターンは形成されていないため、ワークサイズの配線基板1表面のほぼ全面を覆う銅箔5に、同じサイズで同じ形状の微細な(例えば、直径50〜100μm程度。)の窓穴3だけが、多数形成された状態となっている。つまり、ワークサイズの配線基板1内に同一の微細パターンが、高密度で規則正しく繰り返し配置されている状態となる。このような場合、図5に示すように、自動外観検査装置による検査では、アライメントが困難となり、前回の検査視野9から移動する際に、正しい現在の検査視野10に移動せず、誤った現在の検査視野8に移動してしまう現象が生じ、その結果、欠陥の位置を誤報する場合がある。このような誤報は常に発生するものではないが、窓穴3のサイズやピッチの微細化によって発生率が高くなる傾向があり、また、発生すると不良の流出に繋がるため問題となる。
【0008】
特許文献1には、自動外観検査装置を用いて、多数の繰り返しパターンを有する半導体アレイチップを検査する場合に、繰り返しパターンの一部に特徴を持たせることで、検査視野ごとのアライメント成功率を向上させる点が記載されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2007−227639号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、引用文献1の方法では、製品として出荷される配線基板に必要な導体パターン(以下、「製品パターン」という。)の一部を変形させることで、繰り返しパターンの検査視野を区別するが、製品パターンが、変形できないものである場合には適用できない。例えば、上述したような、コンフォーマル工法でビアを形成するための窓穴は、形状が変形すると、めっき等による層間接続の信頼性が確保し難い問題や、配線密度を確保し難い問題がある。
【0011】
本発明は、外観検査装置を用いた繰り返しパターンの検査において、製品パターン以外を基準として検査視野のずれを防止することによって、微小な繰り返しパターンが高密度に規則正しく配置されていても誤報を抑制可能で、かつ製品パターンへの影響のない配線基板及び配線基板の検査方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明は、以下のものに関する。
(1) 製品領域内に設けられた繰り返しパターンと、前記繰り返しパターンを所定の検査視野ごとに外観検査装置で検査する際のアライメント補助パターンとを有する配線基板であって、前記アライメント補助パターンが、前記配線基板の製品領域内に設けられる配線基板。
(2) 上記(1)において、アライメント補助パターンが、検査視野を移動する間も含めて常に外観検査装置の検査視野内に含まれるように配置される配線基板。
(3) 上記(1)または(2)において、繰り返しパターンが、コンフォーマル工法で層間接続孔を形成するための窓穴、電子部品実装用の接続端子またはビアもしくはスルーホールのランドである配線基板。
(4) 上記(1)から(3)の何れかの配線基板を用いて、製品領域内に設けられた繰り返しパターンを、所定の検査視野ごとに外観検査装置で検査する配線基板の検査方法。
【発明の効果】
【0013】
本発明によって、外観検査装置を用いた繰り返しパターンの検査において、製品パターン以外を基準として検査視野のずれを防止することによって、微小な繰り返しパターンが高密度に規則正しく配置されていても誤報を抑制可能で、かつ製品パターンへの影響のない配線基板及び配線基板の検査方法を提供することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の配線基板の平面図である。
【図2】本発明の配線基板の平面図である。
【図3】本発明の配線基板の平面図である。
【図4】従来の配線基板の平面図である。
【図5】従来の配線基板の平面図である。
【発明を実施するための形態】
【0015】
本発明の配線基板の実施形態の一例としては、図1〜3に示すように、製品領域内7に設けられた繰り返しパターン3と、繰り返しパターン3を所定の検査視野8ごとに外観検査装置(図示せず。)で検査する際のアライメント補助パターン2とを有する配線基板1であって、アライメント補助パターン2が、配線基板1の製品領域内7に設けられるものが挙げられる。
【0016】
本発明の製品領域内とは、ワークサイズの配線基板において、複数のシートが配置された領域全体をひとまとめにした領域をいい、シートとシートの間に設けられる余白(ルータやダイシング等で加工される領域)を含むものである。ワークサイズとは、配線基板の製造工程において、生産効率や取り扱い性の面から、所定の個数のシートを集めて配置したサイズの配線基板をいい、製品領域外には外周部を、シートとシートの間には余白を有しているのが通常である。製品領域外とは、ワークサイズの配線基板において、製品領域内を除いた外周部をいう。
【0017】
繰り返しパターンとは、同一形状で同一サイズの導体パターンが、同一ピッチで規則正しく配置された導体パターンをいう。例えば、コンフォーマル工法で用いられるような、格子状に配置された銅箔の窓穴、電子部品実装用の接続端子、ビアのランド、スルーホールのランド等が挙げられる。
【0018】
検査視野とは、配線基板の製造工程において、導体パターンの欠陥の有無を、自動外観検査装置を用いて検査する際に、検査対象となる所定範囲の視野の単位という。自動外観検査装置とは、CADデータに基づいて、検査視野ごとに、ワーク内を移動しながら、導体パターンの欠陥の有無を検査するものである。
【0019】
アライメント補助パターンとは、自動外観検査装置が、検査が完了した検査視野から次に検査視野に移動する際に、検査視野の位置の基準となる導体パターンをいう。自動外観検査装置で認識可能であれば、表示する方法等は問わないが、検査の対象となる製品領域内の導体パターンと同様に、銅箔等をエッチングして形成することができる。
【0020】
アライメント補助パターンは、配線基板の製品領域内に設けられる。これにより、外観検査装置に検査対象となる領域にアライメント補助パターンを形成することが可能となる。自動外観検査装置で認識可能であって、製品パターンに影響しなければ、配置、形状、サイズは問わないが、検査対象となる繰り返しパターンとは、配置、形状、サイズの少なくとも一つを異ならせる必要がある。製品パターンとは、製品として出荷される配線基板に必要な導体パターンをいう。例えば、コンフォーマル工法で用いられるような、格子状に配置された銅箔の窓穴、電子部品実装用の接続端子、ビアのランド、スルーホールのランド等が挙げられる。
【0021】
アライメント補助パターンが、検査視野を移動する間も含めて常に外観検査装置の検査視野内に含まれるように配置されるのが望ましい。具体的には、検査視野の大きさよりも小さい間隔でアライメント補助パターンを配置する。これにより、外観検査装置の検査視野内に、必ずアライメント補助パターンがあることになるため、検査視野を移動する際にも、外観検査装置は常にアライラメント補助パターンを認識し続けることができ、検査位置の基準とすることができるので、確実に正しい検査視野に移動することが可能になる。
【0022】
アライメント補助パターンの形状は、四角形の製品領域内の四隅ではL字形、辺上ではT字形、内部では十字形であるのが望ましい。これにより、製品パターンのないダイシング領域等にアライメント補助パターンを配置できるので、製品パターンへの影響を抑制することが可能になる。L字形、T字形、十字形とする際のラインの幅は、ワークサイズの配線基板をシートサイズに加工する際のルータやダイシングの加工幅以内とするのが望ましい。これにより、シートとシートの間に設けられる余白(ルータやダイシング等で加工される領域)に、アライメント補助パターンを配置することが可能になる。ピースサイズに加工する際のルータやダイシングの加工幅以内とするのがさらに望ましい。これにより、製品パターンのない領域であれば、アライメント補助パターンをシート内に配置することも可能になる。
【0023】
繰り返しパターンが、コンフォーマル工法で層間接続孔を形成するための窓穴、電子部品実装用の接続端子またはビアもしくはスルーホールのランドであるのが望ましい。繰り返しパターンが、このようなものである場合に、外観検査装置の検査視野のアライメントが困難になり易いため、本発明の効果が大きいことが期待できる。
【0024】
以下、図1〜3を用いて、本発明の配線基板1を用いて、製品領域内7(製品枠4の内側の領域。)に設けられた繰り返しパターン3を、所定の検査視野8、9ごとに外観検査装置で検査する配線基板1の検査方法について説明する。
【0025】
図1のように、製品領域内7に設けられた繰り返しパターン3と、繰り返しパターン3を所定の検査視野8ごとに外観検査装置で検査する際のアライメント補助パターン2とを有する配線基板1を準備する。アライメント補助パターン2は、配線基板1の製品領域内7に設けられる。この状態で、現在の検査視野8の検査を行う。
【0026】
図2のように、アライメント補助パターン2を基準として、前回の検査視野9から現在の検査視野8へ、外観検査装置の検査視野8、9を移動する。次に、図3のように、アライメント補助パターン2を基準として、前回の検査視野9から現在の検査視野8へ、検査装置の検査視野8、9を移動する。
【実施例】
【0027】
以下、図1〜3を用いて、本発明の実施例について説明するが、本発明はこの実施例に限定されるものではない。
【0028】
配線基板1のワークサイズが縦横ともに500mm、シートサイズが縦70mmで横100mm、ピースサイズが縦2.5mmで横2.8mmの配線基板を48枚用意した。配線基板1のワーク内には、24枚(縦6枚×横4枚)のシートが配置され、1シート内には1000個(縦25個×横40個)のピースが配置されている。つまり、配線基板1のワーク内には、24000個のピースが規則正しく配置されている。また、各ピースには、開口径が60μmの窓穴が、170μmピッチで形成されている。
【0029】
アライメント補助パターン2は、配線基板1の製品領域内6に設けられ、外観検査装置の検査視野8内に含まれるように配置される。アライメント補助パターン2の形状は、四角形の製品領域内6の四隅ではL字形、辺上ではT字形、内部では十字形である。L字形、T字形、十字形とする際のラインの幅は、ワークサイズの配線基板1をシートサイズに加工する際のルータやダイシングの加工幅以内としている。
【0030】
図1のように、製品領域内7に設けられた繰り返しパターン3と、繰り返しパターン3を所定の検査視野8ごとに外観検査装置で検査する際のアライメント補助パターン3とを有する配線基板1を準備する。アライメント補助パターン2は、配線基板1の製品領域内7に設けられる。この状態で、現在の検査視野8の検査を行う。
【0031】
図2のように、アライメント補助パターン2を基準として、前回の検査視野9から現在の検査視野8へ、外観検査装置の検査視野8、9を移動する。次に、図3のように、アライメント補助パターン2を基準として、前回の検査視野9から現在の検査視野8へ、外観検査装置の検査視野8、9を移動する。
【0032】
ワークサイズの配線基板の48枚について、外観検査装置を用いて窓穴の検査を行った結果、検査視野のずれによる誤報は発生しなかった。
【符号の説明】
【0033】
1:配線基板
2:アライメント補助パターン
3:窓穴または繰り返しパターン
4:製品枠
5:銅箔
6:製品領域外
7:製品領域内
8:(現在の)検査視野
9:(前回の)検査視野
10:正しい現在の検査視野
【技術分野】
【0001】
本発明は配線基板及び配線基板の検査方法に関するものである。
【背景技術】
【0002】
近年、携帯電話やパーソナルコンピュータをはじめとする通信機器等に用いられる通信モジュールでは、サイズの微細化が進んでおり、これに伴って、通信モジュールに用いられる配線基板のサイズも微細化している。例えば、一台の通信モジュールに用いる配線基板(以下、「ピース」という。)のサイズ(以下、「ピースサイズ」という。)は、縦横2mm〜3mm程度、あるいはそれ以下になっている。
【0003】
一方、配線基板に電子部品を実装する工程では、面付け作業時の効率や取り扱い性の面から、所定の個数のピースを集めて配置したサイズの配線基板(以下、「シート」という。)として取り扱われる。このシートのサイズ(以下、「シートサイズ」という。)は、縦横数10mm〜100mm程度であるのが一般的である。このため、ピースサイズが縦横2mm〜3mm以下の場合、1枚のシート内には1000個を超えるピースが規則正しく配置されることがある。
【0004】
また、配線基板の製造工程においては、生産効率や取り扱い性の面から、所定の個数のシートを集めて配置したサイズの配線基板(以下、「ワーク」という。)として、取り扱われるのが一般的である。このワークのサイズ(以下、「ワークサイズ」という。)は、縦横500mm程度、あるいはそれ以上であるのが一般的である。このため、シートサイズが縦横数10mm〜100mmの場合、1枚のワーク内には、数10枚以上のシートが規則正しく配置される結果、数10000個を超えるピースが規則正しく配置されることがある。このように、配線板の製造工程におけるワーク内には、非常に多数のピースが規則正しく配置される結果、ピース内に所定形状の導体パターンが形成される場合、この所定形状の導体パターンも、ワーク内に規則正しく繰り返し配置される。
【0005】
ところで、配線基板の製造工程では、導体パターンの欠陥の有無を、自動外観検査装置を用いて検査する。この自動外観検査装置は、CAD(Computer Aided Design)データに基づいて、検査対象となる所定範囲の視野の単位(以下、「検査視野」という。)ごとに、ワーク内で検査する位置を移動しながら、導体パターンの欠陥の有無を検査するものである。
【0006】
通信モジュール等に用いる配線基板では、多層の配線層を有しているのが一般的であり、層間の配線層同士を電気的に接続するためのビアが形成される。このビアを形成するための非貫通孔は、表面の銅箔にエッチングによって窓穴を形成し、銅箔をマスクとして窓穴をねらってレーザを照射する工法(コンフォーマルマスク法)によって形成されることが多い。銅箔の窓穴に欠陥があると、非貫通孔の欠陥に繋がるため、銅箔に形成した窓穴に対しては、自動外観検査装置による検査が必要になっている。
【0007】
図4及び5は、自動外観検査装置によって、窓穴を有する従来の配線基板1の検査の様子を表したものである。図4に示すように、銅箔5に形成した窓穴3は、ピース(図示しない。)ごとに設けられているため、ワークサイズの配線基板1においては、数10000を越える窓穴3が規則正しく配置される状態になる。なお、図4では、作図の都合で、窓穴3の数を減らして表している。さらに、銅箔5に窓穴3を形成した段階では、それ以外の導体パターンは形成されていないため、ワークサイズの配線基板1表面のほぼ全面を覆う銅箔5に、同じサイズで同じ形状の微細な(例えば、直径50〜100μm程度。)の窓穴3だけが、多数形成された状態となっている。つまり、ワークサイズの配線基板1内に同一の微細パターンが、高密度で規則正しく繰り返し配置されている状態となる。このような場合、図5に示すように、自動外観検査装置による検査では、アライメントが困難となり、前回の検査視野9から移動する際に、正しい現在の検査視野10に移動せず、誤った現在の検査視野8に移動してしまう現象が生じ、その結果、欠陥の位置を誤報する場合がある。このような誤報は常に発生するものではないが、窓穴3のサイズやピッチの微細化によって発生率が高くなる傾向があり、また、発生すると不良の流出に繋がるため問題となる。
【0008】
特許文献1には、自動外観検査装置を用いて、多数の繰り返しパターンを有する半導体アレイチップを検査する場合に、繰り返しパターンの一部に特徴を持たせることで、検査視野ごとのアライメント成功率を向上させる点が記載されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2007−227639号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、引用文献1の方法では、製品として出荷される配線基板に必要な導体パターン(以下、「製品パターン」という。)の一部を変形させることで、繰り返しパターンの検査視野を区別するが、製品パターンが、変形できないものである場合には適用できない。例えば、上述したような、コンフォーマル工法でビアを形成するための窓穴は、形状が変形すると、めっき等による層間接続の信頼性が確保し難い問題や、配線密度を確保し難い問題がある。
【0011】
本発明は、外観検査装置を用いた繰り返しパターンの検査において、製品パターン以外を基準として検査視野のずれを防止することによって、微小な繰り返しパターンが高密度に規則正しく配置されていても誤報を抑制可能で、かつ製品パターンへの影響のない配線基板及び配線基板の検査方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明は、以下のものに関する。
(1) 製品領域内に設けられた繰り返しパターンと、前記繰り返しパターンを所定の検査視野ごとに外観検査装置で検査する際のアライメント補助パターンとを有する配線基板であって、前記アライメント補助パターンが、前記配線基板の製品領域内に設けられる配線基板。
(2) 上記(1)において、アライメント補助パターンが、検査視野を移動する間も含めて常に外観検査装置の検査視野内に含まれるように配置される配線基板。
(3) 上記(1)または(2)において、繰り返しパターンが、コンフォーマル工法で層間接続孔を形成するための窓穴、電子部品実装用の接続端子またはビアもしくはスルーホールのランドである配線基板。
(4) 上記(1)から(3)の何れかの配線基板を用いて、製品領域内に設けられた繰り返しパターンを、所定の検査視野ごとに外観検査装置で検査する配線基板の検査方法。
【発明の効果】
【0013】
本発明によって、外観検査装置を用いた繰り返しパターンの検査において、製品パターン以外を基準として検査視野のずれを防止することによって、微小な繰り返しパターンが高密度に規則正しく配置されていても誤報を抑制可能で、かつ製品パターンへの影響のない配線基板及び配線基板の検査方法を提供することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の配線基板の平面図である。
【図2】本発明の配線基板の平面図である。
【図3】本発明の配線基板の平面図である。
【図4】従来の配線基板の平面図である。
【図5】従来の配線基板の平面図である。
【発明を実施するための形態】
【0015】
本発明の配線基板の実施形態の一例としては、図1〜3に示すように、製品領域内7に設けられた繰り返しパターン3と、繰り返しパターン3を所定の検査視野8ごとに外観検査装置(図示せず。)で検査する際のアライメント補助パターン2とを有する配線基板1であって、アライメント補助パターン2が、配線基板1の製品領域内7に設けられるものが挙げられる。
【0016】
本発明の製品領域内とは、ワークサイズの配線基板において、複数のシートが配置された領域全体をひとまとめにした領域をいい、シートとシートの間に設けられる余白(ルータやダイシング等で加工される領域)を含むものである。ワークサイズとは、配線基板の製造工程において、生産効率や取り扱い性の面から、所定の個数のシートを集めて配置したサイズの配線基板をいい、製品領域外には外周部を、シートとシートの間には余白を有しているのが通常である。製品領域外とは、ワークサイズの配線基板において、製品領域内を除いた外周部をいう。
【0017】
繰り返しパターンとは、同一形状で同一サイズの導体パターンが、同一ピッチで規則正しく配置された導体パターンをいう。例えば、コンフォーマル工法で用いられるような、格子状に配置された銅箔の窓穴、電子部品実装用の接続端子、ビアのランド、スルーホールのランド等が挙げられる。
【0018】
検査視野とは、配線基板の製造工程において、導体パターンの欠陥の有無を、自動外観検査装置を用いて検査する際に、検査対象となる所定範囲の視野の単位という。自動外観検査装置とは、CADデータに基づいて、検査視野ごとに、ワーク内を移動しながら、導体パターンの欠陥の有無を検査するものである。
【0019】
アライメント補助パターンとは、自動外観検査装置が、検査が完了した検査視野から次に検査視野に移動する際に、検査視野の位置の基準となる導体パターンをいう。自動外観検査装置で認識可能であれば、表示する方法等は問わないが、検査の対象となる製品領域内の導体パターンと同様に、銅箔等をエッチングして形成することができる。
【0020】
アライメント補助パターンは、配線基板の製品領域内に設けられる。これにより、外観検査装置に検査対象となる領域にアライメント補助パターンを形成することが可能となる。自動外観検査装置で認識可能であって、製品パターンに影響しなければ、配置、形状、サイズは問わないが、検査対象となる繰り返しパターンとは、配置、形状、サイズの少なくとも一つを異ならせる必要がある。製品パターンとは、製品として出荷される配線基板に必要な導体パターンをいう。例えば、コンフォーマル工法で用いられるような、格子状に配置された銅箔の窓穴、電子部品実装用の接続端子、ビアのランド、スルーホールのランド等が挙げられる。
【0021】
アライメント補助パターンが、検査視野を移動する間も含めて常に外観検査装置の検査視野内に含まれるように配置されるのが望ましい。具体的には、検査視野の大きさよりも小さい間隔でアライメント補助パターンを配置する。これにより、外観検査装置の検査視野内に、必ずアライメント補助パターンがあることになるため、検査視野を移動する際にも、外観検査装置は常にアライラメント補助パターンを認識し続けることができ、検査位置の基準とすることができるので、確実に正しい検査視野に移動することが可能になる。
【0022】
アライメント補助パターンの形状は、四角形の製品領域内の四隅ではL字形、辺上ではT字形、内部では十字形であるのが望ましい。これにより、製品パターンのないダイシング領域等にアライメント補助パターンを配置できるので、製品パターンへの影響を抑制することが可能になる。L字形、T字形、十字形とする際のラインの幅は、ワークサイズの配線基板をシートサイズに加工する際のルータやダイシングの加工幅以内とするのが望ましい。これにより、シートとシートの間に設けられる余白(ルータやダイシング等で加工される領域)に、アライメント補助パターンを配置することが可能になる。ピースサイズに加工する際のルータやダイシングの加工幅以内とするのがさらに望ましい。これにより、製品パターンのない領域であれば、アライメント補助パターンをシート内に配置することも可能になる。
【0023】
繰り返しパターンが、コンフォーマル工法で層間接続孔を形成するための窓穴、電子部品実装用の接続端子またはビアもしくはスルーホールのランドであるのが望ましい。繰り返しパターンが、このようなものである場合に、外観検査装置の検査視野のアライメントが困難になり易いため、本発明の効果が大きいことが期待できる。
【0024】
以下、図1〜3を用いて、本発明の配線基板1を用いて、製品領域内7(製品枠4の内側の領域。)に設けられた繰り返しパターン3を、所定の検査視野8、9ごとに外観検査装置で検査する配線基板1の検査方法について説明する。
【0025】
図1のように、製品領域内7に設けられた繰り返しパターン3と、繰り返しパターン3を所定の検査視野8ごとに外観検査装置で検査する際のアライメント補助パターン2とを有する配線基板1を準備する。アライメント補助パターン2は、配線基板1の製品領域内7に設けられる。この状態で、現在の検査視野8の検査を行う。
【0026】
図2のように、アライメント補助パターン2を基準として、前回の検査視野9から現在の検査視野8へ、外観検査装置の検査視野8、9を移動する。次に、図3のように、アライメント補助パターン2を基準として、前回の検査視野9から現在の検査視野8へ、検査装置の検査視野8、9を移動する。
【実施例】
【0027】
以下、図1〜3を用いて、本発明の実施例について説明するが、本発明はこの実施例に限定されるものではない。
【0028】
配線基板1のワークサイズが縦横ともに500mm、シートサイズが縦70mmで横100mm、ピースサイズが縦2.5mmで横2.8mmの配線基板を48枚用意した。配線基板1のワーク内には、24枚(縦6枚×横4枚)のシートが配置され、1シート内には1000個(縦25個×横40個)のピースが配置されている。つまり、配線基板1のワーク内には、24000個のピースが規則正しく配置されている。また、各ピースには、開口径が60μmの窓穴が、170μmピッチで形成されている。
【0029】
アライメント補助パターン2は、配線基板1の製品領域内6に設けられ、外観検査装置の検査視野8内に含まれるように配置される。アライメント補助パターン2の形状は、四角形の製品領域内6の四隅ではL字形、辺上ではT字形、内部では十字形である。L字形、T字形、十字形とする際のラインの幅は、ワークサイズの配線基板1をシートサイズに加工する際のルータやダイシングの加工幅以内としている。
【0030】
図1のように、製品領域内7に設けられた繰り返しパターン3と、繰り返しパターン3を所定の検査視野8ごとに外観検査装置で検査する際のアライメント補助パターン3とを有する配線基板1を準備する。アライメント補助パターン2は、配線基板1の製品領域内7に設けられる。この状態で、現在の検査視野8の検査を行う。
【0031】
図2のように、アライメント補助パターン2を基準として、前回の検査視野9から現在の検査視野8へ、外観検査装置の検査視野8、9を移動する。次に、図3のように、アライメント補助パターン2を基準として、前回の検査視野9から現在の検査視野8へ、外観検査装置の検査視野8、9を移動する。
【0032】
ワークサイズの配線基板の48枚について、外観検査装置を用いて窓穴の検査を行った結果、検査視野のずれによる誤報は発生しなかった。
【符号の説明】
【0033】
1:配線基板
2:アライメント補助パターン
3:窓穴または繰り返しパターン
4:製品枠
5:銅箔
6:製品領域外
7:製品領域内
8:(現在の)検査視野
9:(前回の)検査視野
10:正しい現在の検査視野
【特許請求の範囲】
【請求項1】
製品領域内に設けられた繰り返しパターンと、前記繰り返しパターンを所定の検査視野ごとに外観検査装置で検査する際のアライメント補助パターンとを有する配線基板であって、前記アライメント補助パターンが、前記配線基板の製品領域内に設けられる配線基板。
【請求項2】
請求項1において、アライメント補助パターンが、検査視野を移動する間も含めて常に外観検査装置の検査視野内に含まれるように配置される配線基板。
【請求項3】
請求項1または2において、繰り返しパターンが、コンフォーマル工法で層間接続孔を形成するための窓穴、電子部品実装用の接続端子またはビアもしくはスルーホールのランドである配線基板。
【請求項4】
請求項1から3の何れかの配線基板を用いて、製品領域内に設けられた繰り返しパターンを、所定の検査視野ごとに外観検査装置で検査する配線基板の検査方法。
【請求項1】
製品領域内に設けられた繰り返しパターンと、前記繰り返しパターンを所定の検査視野ごとに外観検査装置で検査する際のアライメント補助パターンとを有する配線基板であって、前記アライメント補助パターンが、前記配線基板の製品領域内に設けられる配線基板。
【請求項2】
請求項1において、アライメント補助パターンが、検査視野を移動する間も含めて常に外観検査装置の検査視野内に含まれるように配置される配線基板。
【請求項3】
請求項1または2において、繰り返しパターンが、コンフォーマル工法で層間接続孔を形成するための窓穴、電子部品実装用の接続端子またはビアもしくはスルーホールのランドである配線基板。
【請求項4】
請求項1から3の何れかの配線基板を用いて、製品領域内に設けられた繰り返しパターンを、所定の検査視野ごとに外観検査装置で検査する配線基板の検査方法。
【図1】



【図2】

【図3】

【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−8909(P2013−8909A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2011−141722(P2011−141722)
【出願日】平成23年6月27日(2011.6.27)
【出願人】(000004455)日立化成工業株式会社 (4,649)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成23年6月27日(2011.6.27)
【出願人】(000004455)日立化成工業株式会社 (4,649)
【Fターム(参考)】
[ Back to top ]