
配線基板

【課題】接続端子間の短絡を防止するとともに、接続端子の狭ピッチ化に対応できる配線基板を提供する。
【解決手段】本発明に係る配線基板は、絶縁層と配線層とが交互に積層された配線基板であって、最外層の絶縁層上に、互いに離間して形成された複数の配線導体と、前記複数の配線導体における各配線導体上の一部にそれぞれ形成され、半導体チップの電極と接続される凸部と、上面視で前記複数の配線導体を取り囲む位置に開口縁を有する開口が形成され、前記複数の配線導体と接続されてなる配線パターンを覆うソルダーレジスト層と、前記凸部の少なくとも一部が露出するように、前記開口の内側領域となる前記絶縁層の表面側を覆う絶縁部材と、を備える。
【解決手段】本発明に係る配線基板は、絶縁層と配線層とが交互に積層された配線基板であって、最外層の絶縁層上に、互いに離間して形成された複数の配線導体と、前記複数の配線導体における各配線導体上の一部にそれぞれ形成され、半導体チップの電極と接続される凸部と、上面視で前記複数の配線導体を取り囲む位置に開口縁を有する開口が形成され、前記複数の配線導体と接続されてなる配線パターンを覆うソルダーレジスト層と、前記凸部の少なくとも一部が露出するように、前記開口の内側領域となる前記絶縁層の表面側を覆う絶縁部材と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主面に半導体チップを接続するための複数の接続端子が形成された配線基板に関する。
【背景技術】
【0002】
通常、配線基板の主面(表面)には、半導体チップとの接続用の端子(以下、接続端子と称する)が形成されている。近年では、この接続端子の高密度化が進んでおり、配置される接続端子の間隔(ピッチ)が狭くなっている。このため、複数の接続端子をソルダーレジストの同一開口内に配置したNSMD(ノン・ソルダー・マスク・ディファインド)を採用した配線基板が提案されている。
【0003】
ところが、複数の接続端子を狭ピッチで同一開口内に配置した場合、接続端子表面にコートされた半田が隣接する接続端子に流出し、接続端子間が短絡(ショート)する虞がある。そこで接続端子表面にコートされた半田が隣接する接続端子に流出するのを防止するために、各接続端子間に絶縁性の隔壁を設けたものがある(例えば、特許文献1参照)。
【0004】
また、配線パターンのうち前記開口から露出する部分の上面にパッド部分を形成して接続端子とし、該接続端子の上面と、前記配線パターンを覆うように形成された絶縁層の上面とが同一面上に位置するようにしたものがある(例えば、特許文献2、3参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−212228号公報
【特許文献2】特開2008−124339号公報
【特許文献3】特開2009−289868号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ここで、接続端子に半田をコートする場合、半田は表面張力により球形(ボール形状)となるが、特許文献1に記載される配線基板では、接続端子の上面及び両側面に半田がコートされるため、各接続端子にコートされる半田の直径が大きくなる。このため、接続端子の間隔を広くとる必要があり、さらなる狭ピッチに対応することが難しい。
【0007】
また、特許文献1に記載される配線基板では、接続端子の上面及び両側面に半田をコートするために、接続端子の上面及び両側面が露出した状態となっている。つまり、各接続端子は、下面のみが下地の樹脂に接着した状態となっている。しかしながら、上述したように、接続端子のピッチが狭くなっていることから、接続端子自体も小さくなっている。このため、特許文献1に記載される配線基板のように、接続端子の下面のみが下地の樹脂に接着した状態では十分な接着強度を得ることができず、接続端子が途中の製造工程で剥がれてしまう虞がある。
【0008】
特許文献2,3に記載される配線基板は、接続端子の上面と絶縁層の上面とが略同一面上に位置するように形成されている。つまり、接続端子の上面だけが絶縁層から露出した状態となっている。このため、接続端子に半田をコートした場合、接続端子の上面だけに半田がコートされ、各接続端子の下面及び側面は、樹脂に接した状態となる。このため、特許文献2,3に記載される配線基板は、特許文献1に記載される配線基板のような問題が生じる虞は少ない。
【0009】
しかしながら、特許文献2、3に記載される配線基板では、ソルダーレジストの開口から露出する部分全体の上面にパッド部分を形成して接続端子としているので、半導体チップの電極のサイズに比べてパッド部分が非常に長くなる。このため、接続端子側に半田をコートした場合、この長いパッド部分に広がっていた半田が接合時に凝集して隣接する接続端子のパッド部分とつながってしまう虞がある。
【0010】
また、半導体チップの電極側に半田がコートされている場合、半導体チップの電極にコートされた半田が長いパッド部分に広がってしまい、半導体チップの電極に半田が残らずに、半導体チップの電極と配線基板の端子とが接続不良となる虞がある。
【0011】
本発明は、上記の事情に対処してなされたものであり、接続端子間の短絡や半導体チップとの接続不良を防止するとともに、接続端子の狭ピッチ化に対応できる配線基板を提供することを目的とする。
【課題を解決するための手段】
【0012】
上記目的を達成すべく、本発明は、
絶縁層と配線層とが交互に積層された配線基板であって、最外層の絶縁層上に、互いに離間して形成された複数の配線導体と、前記複数の配線導体における各配線導体上の一部にそれぞれ形成され、半導体チップの電極と接続される凸部と、上面視で前記複数の配線導体を取り囲む位置に開口縁を有する開口が形成され、前記複数の配線導体と接続されてなる配線パターンを覆うソルダーレジスト層と、前記凸部の少なくとも一部が露出するように、前記開口の内側領域となる前記絶縁層の表面側を覆う絶縁部材と、を備える。
【0013】
本発明によれば、配線基板の最外層に形成された配線導体上の一部に、半導体チップの電極と接続される凸部が形成され、この凸部の少なくとも一部が露出するように、開口の内側領域となる絶縁層の表面側を絶縁部材で覆っている。このため、配線基板の配線導体側に半田をコートした場合、半田は、この凸部に凝集するため、隣接する配線導体同士が半田により電気的につながってしまうのを防止することができる。また、半導体チップの電極側に半田がコートされている場合も、半田は、この凸部に凝集するため、半導体チップの電極と配線基板の配線導体とが接続不良となることを防止することができる。
【0014】
なお、本発明の一態様においては、前記絶縁部材は、前記複数の配線導体の上端より低い位置まで覆っている。絶縁部材を、複数の配線導体の上端より低い位置まで覆う状態とすることで、配線導体の各側面の少なくとも一部が絶縁部材と当接するため、配線導体の下面のみが下地の樹脂に接着した状態となることを防止することができる。このため、配線導体の接着強度が向上し、配線導体が途中の製造工程で剥がれてしまう虞を抑制できる。
【0015】
また、本発明の他の態様においては、前記絶縁部材は、前記複数の配線導体の上端より高い位置にあって、前記複数の配線導体の上面を覆うとともに、前記凸部の上端より低い位置まで覆っている。絶縁部材を、配線導体の上端より高い位置にあって、前記複数の配線導体の上面を覆うとともに、前記凸部の上端より低い位置まで覆っている状態とすることで、凸部のみが絶縁部材から露出した状態となり、隣接する配線導体が半田でつながってしまうこと、及び、半導体チップの電極と配線基板の配線導体とが接続不良となること、をより効果的に防止することができる。
【0016】
なお、本発明においては、前記凸部は、銅層で形成されていてもよい。また、前記凸部は、半田で形成されてもよい。さらに、前記凸部は、Ni層と、該Ni層を被覆するAu層とで形成されていてもよい。
【0017】
また、前記凸部をなす前記銅層の前記絶縁部材から露出した領域を被覆するNi層と、前記Ni層を被覆するAu層と、を備えていてもよい。
【0018】
また、前記凸部をなす前記銅層の前記絶縁部材から露出した領域を被覆するSn層、Au層、Ag層又は半田層のいずれかを備えていてもよい。
【発明の効果】
【0019】
以上説明したように、本発明によれば、接続端子間の短絡を防止するとともに、接続端子の狭ピッチ化に対応できる配線基板を提供することができる。
【図面の簡単な説明】
【0020】
【図1】第1の実施形態に係る配線基板の平面図(表面側)。
【図2】第1の実施形態に係る配線基板の一部断面図。
【図3】第1の実施形態に係る配線基板の表面側の拡大構成図。
【図4】第1の実施形態に係る配線基板の製造工程図。
【図5】第1の実施形態に係る配線基板の製造工程図。
【図6】第1の実施形態に係る配線基板の製造工程図。
【図7】第1の実施形態に係る配線基板の製造工程図。
【図8】第1の実施形態に係る配線基板の製造工程図。
【図9】第1の実施形態に係る配線基板の製造工程図。
【図10】第1の実施形態に係る配線導体及び凸部の製造工程図。
【図11】第1の実施形態に係る配線導体及び凸部の製造工程図。
【図12】第1の実施形態に係る配線導体及び凸部の製造工程図。
【図13】第1の実施形態に係る配線導体及び凸部の製造工程図。
【図14】第1の実施形態に係る配線導体及び凸部の製造工程図。
【図15】第1の実施形態に係る配線導体及び凸部の製造工程図。
【図16】第1の実施形態に係る配線導体及び凸部の製造工程図。
【図17】第1の実施形態に係る配線基板と半導体チップの接続図。
【図18A】第1の実施形態に係る凸部の他の例を示す図。
【図18B】第1の実施形態に係る凸部の他の例を示す図。
【図18C】第1の実施形態に係る凸部の他の例を示す図。
【図18D】第1の実施形態に係る凸部の他の例を示す図。
【図19】第2の実施形態に係る配線基板の構成断面図。
【図20】その他の実施形態に係る配線基板の絶縁部材の形状を示す図。
【発明を実施するための形態】
【0021】
以下、本発明の実施形態について図面を参照しながら詳細に説明する。なお、以下の説明では、コア基板上にビルドアップ層を形成した配線基板を例に、本発明の実施形態を説明するが、上面及び側面が露出してなる複数の接続端子が形成された配線基板であればよく、例えば、コア基板を有しない配線基板であってもよい。
【0022】
(第1の実施形態)
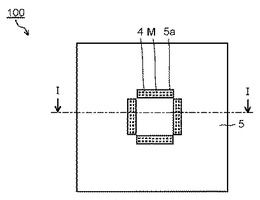
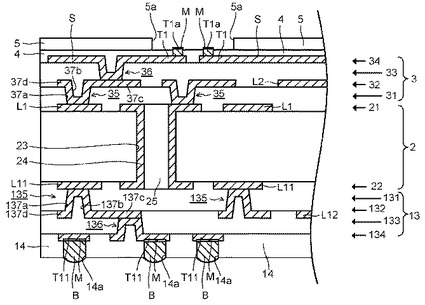
図1は、第1の実施形態に係る配線基板100の平面図(表面側)である。図2は、図1の線分I−Iにおける配線基板100の一部断面図である。図3は、配線基板100の表面側の拡大構成図である。図3(a)は、上面図である。図3(b)は、図3(a)の線分II−IIにおける断面図である。なお、以下の説明では、半導体チップが接続される側を表面側とし、マザーボードやソケット等(以下、マザーボード等と称する)が接続される側を裏面側とする。
【0023】
(配線基板100の構成)
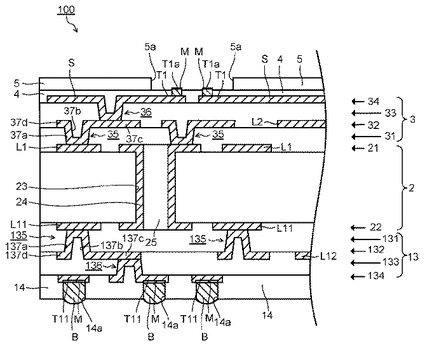
図1〜3に示す配線基板100は、コア基板2と、上端の一部に半導体チップ(不図示)の電極と接続される凸部T1aが形成された配線導体T1を複数有し、コア基板2の表面側に積層されるビルドアップ層3(表面側)と、ビルドアップ層3に積層され、複数の配線導体T1を覆う絶縁部材4と、絶縁部材4に積層され、上面視で複数の配線導体T1を取り囲む位置に開口縁を有する開口5aが形成されたソルダーレジスト層5と、マザーボード等(不図示)との配線導体T11が複数形成され、コア基板2の裏面側に積層されるビルドアップ層13(裏面側)と、ビルドアップ層13に積層され、配線導体T11の少なくとも一部を露出する開口14aが形成されたソルダーレジスト層14と、を備える。
【0024】
コア基板2は、耐熱性樹脂板(たとえばビスマレイミド−トリアジン樹脂板)や、繊維強化樹脂板(たとえばガラス繊維強化エポキシ樹脂)等で構成された板状の樹脂製基板である。コア基板2の表面及び裏面には、金属配線L1,L11をなすコア導体層21,22がそれぞれ形成されている。また、コア基板2には、ドリル等により穿設されたスルーホール23が形成され、その内壁面にはコア導体層21,22を互いに導通させるスルーホール導体24が形成されている。さらに、スルーホール23は、エポキシ樹脂等の樹脂製穴埋め材25により充填されている。
【0025】
(表面側の構成)
ビルドアップ層3は、コア基板2の表面側に積層された樹脂絶縁層31,33及び導体層32,34からなる。樹脂絶縁層31は、熱硬化性樹脂組成物からなり、表面に金属配線L2をなす導体層32が形成されている。また、樹脂絶縁層31には、コア導体層21と導体層32とを電気的に接続するビア35が形成されている。樹脂絶縁層33は、熱硬化性樹脂組成物からなる。樹脂絶縁層33の表層には、複数の配線導体T1と、この複数の配線導体T1と接続されてなる配線パターンSとを有する導体層34が形成され、複数の配線導体T1には、それぞれ上端の一部に半導体チップ(不図示)の電極と接続される凸部T1aが形成されている。また、樹脂絶縁層33には、導体層32と導体層34とを電気的に接続するビア36が形成されている。ここで、樹脂絶縁層31,33及び導体層32は積層体を構成する。
【0026】
ビア35,36は、それぞれ、ビアホール37aとその内周面に設けられたビア導体37bと、底面側にてビア導体37bと導通するように設けられたビアパッド37cと、ビアパッド37cと反対側にてビア導体37bの開口周縁から外向きに張り出すビアランド37dとを有している。
【0027】
配線導体T1は、半導体チップとの接続端子である。配線導体T1は、半導体チップの実装領域の内周に沿って配置された、いわゆるペリフェラル型の配線導体である。各配線導体T1上の一部には、半導体チップの電極と接続される凸部T1aが形成されている。半導体チップは、この配線導体T1の凸部T1aと接続されることにより配線基板100に実装される。なお、各配線導体T1は、後述する絶縁部材4との接着性を向上させるために表面が粗化されている。
【0028】
また、各配線導体T1の凸部T1aの露出面は、金属めっき層Mにより覆われている。半導体チップを配線基板100に実装する際には、半導体チップの電極にコートされた半田をリフローすることで半導体チップの電極と配線導体T1の凸部T1aとが電気的に接続される。なお、金属めっき層Mは、例えば、Ni(ニッケル)層、Sn(すず)層、Ag(銀)層、Au(金)層等の金属層から選択される単一又は複数の層で構成される。また、金属めっき層Mの代わりに、半田層となる半田をコートしてもよい。さらに、防錆用のOSP(Organic Solderability Preservative)処理を施してもよい。
【0029】
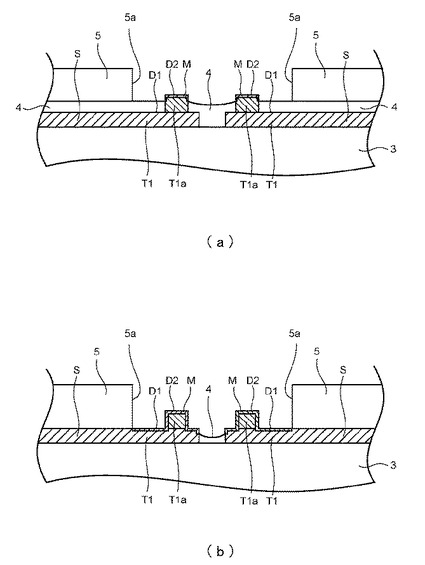
絶縁部材4は、ビルドアップ層3に積層される絶縁性部材であり、その材質は、ソルダーレジスト層5と同じであることが好ましい。絶縁部材4の上端4aは、ビルドアップ層3の表層に形成された各配線導体T1の上端D1より高い位置にあって、各配線導体T1の上面を覆うとともに、凸部T1aの上端D2より低い位置まで覆っている。
【0030】
ソルダーレジスト層5は、配線導体T1と接続される配線パターンSの上面側を覆うとともに、半導体チップの実装領域の内周に沿って配置された配線導体T1の少なくとも一部を露出させる開口5aを有している。ソルダーレジスト層5の開口5aは、同一開口内に複数の配線導体T1を配置するNSMD形状となっている。
【0031】
(裏面側の構成)
ビルドアップ層13は、コア基板2の裏面側に積層された樹脂絶縁層131,133及び導体層132,134からなる。樹脂絶縁層131は、熱硬化性樹脂組成物からなり、裏面に金属配線L12をなす導体層132が形成されている。また、樹脂絶縁層131には、コア導体層22と導体層132とを電気的に接続するビア135が形成されている。樹脂絶縁層133は、熱硬化性樹脂組成物からなり、表層に1以上の配線導体T11を有する導体層134が形成されている。また、樹脂絶縁層133には、導体層132と導体層134とを電気的に接続するビア136が形成されている。
【0032】
ビア135,136は、それぞれ、ビアホール137aとその内周面に設けられたビア導体137bと、底面側にてビア導体137bと導通するように設けられたビアパッド137cと、ビアパッド137cと反対側にてビア導体137bの開口周縁から外向きに張り出すビアランド137dとを有している。
【0033】
配線導体T11は、配線基板100をマザーボード等に接続するための裏面ランド(PGAパッド、BGAパッド)として利用されるものであり、配線基板100の略中心部を除く外周領域に形成され、前記略中央部を囲むようにして矩形状に配列されている。また、配線導体T11の表面の少なくとも一部は、金属めっき層Mにより覆われている。
【0034】
ソルダーレジスト層14は、フィルム状のソルダーレジストをビルドアップ層13の表面上に積層して形成されている。ソルダーレジスト層14には、各配線導体T11の表面の一部を露出させる開口14aが形成されている。このため、各配線導体T11は、表面の一部が開口14aによりソルダーレジスト層14から露出した状態となっている。つまり、ソルダーレジスト層14の開口14aは、各配線導体T11の表面の一部を露出したSMD形状となっている。なお、ソルダーレジスト層5の開口5aとは異なり、ソルダーレジスト層14の開口14aは、配線導体T11毎に形成されている。
【0035】
開口14a内には、たとえばSn−Ag、Sn−Cu、Sn−Ag−Cu、Sn−Sbなど実質的にPbを含有しない半田からなる半田ボールBが、金属めっき層Mを介して配線導体T11と電気的に接続するようにして形成されている。なお、配線基板100をマザーボード等に実装する際は、配線基板100の半田ボールBをリフローすることで、配線導体T11をマザーボード等の接続端子に電気的に接続する。
【0036】
(配線基板の製造方法)
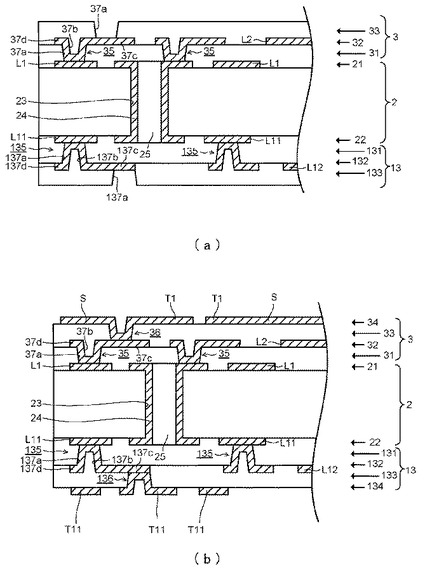
図4〜図9は、第1の実施形態に係る配線基板100の製造工程を示す図である。以下、図4〜図9を参照して、配線基板100の製造方法について説明する。
【0037】
(コア基板工程:図4)
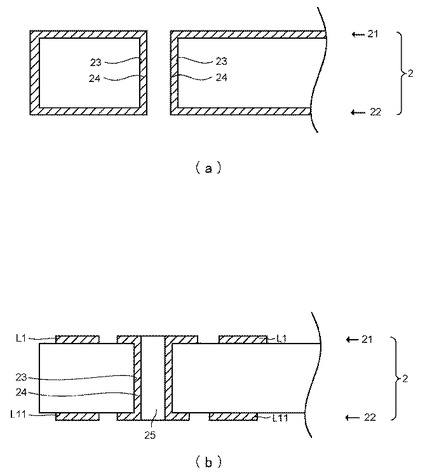
板状の樹脂製基板の表面及び裏面に銅箔が貼付された銅張積層板を準備する。また、銅張積層板に対してドリルを用いて孔あけ加工を行い、スルーホール23となる貫通孔を所定位置にあらかじめ形成しておく。そして、従来公知の手法に従って無電解銅めっき及び電解銅めっきを行うことでスルーホール23内壁にスルーホール導体24を形成し、銅張積層板の両面に銅めっき層を形成する(図4(a)参照)。
【0038】
その後、スルーホール導体24内をエポキシ樹脂等の樹脂穴埋め材25で充填する。さらに、銅張積層板の両面の銅箔上に形成された銅めっきを所望の形状にエッチングして銅張積層板の表面及び裏面に金属配線L1,L11をなすコア導体層21,22をそれぞれ形成し、コア基板2を得る(図4(b)参照)。なお、スルーホール23形成工程の後、加工部分のスミアを除去するデスミア処理を行うことが望ましい。
【0039】
(ビルドアップ工程:図5〜図6)
コア基板2の表面及び裏面に、樹脂絶縁層31,131となるエポキシ樹脂を主成分とするフィルム状絶縁樹脂材料をそれぞれ重ね合わせて配置する。そして、この積層物を真空圧着熱プレス機で加圧加熱し、フィルム状絶縁樹脂材料を熱硬化させながら圧着する。次に、従来周知のレーザー加工装置を用いてレーザー照射を行い、樹脂絶縁層31,131にビアホール37a,137aをそれぞれ形成する(図5(a)参照)。
【0040】
続いて、樹脂絶縁層31,131の表面を粗化した後、無電解めっきを行い、ビアホール37a,137aの内壁を含む樹脂絶縁層31,131上に無電解銅めっき層を形成する。次にフォトレジストを樹脂絶縁層31,131上に形成された無電解銅めっき層上にラミネートして、露光・現像を行い、所望の形状にめっきレジストを形成する。
【0041】
その後、このめっきレジストをマスクとして、電解めっきにより、銅をめっきして、所望の銅めっきパターンを得る。次に、めっきレジストを剥離して、めっきレジスト下に存在していた無電解銅めっき層を除去して、金属配線L2,L12をなす導体層32,132を形成する。また、この際に、ビア導体37b,137b、ビアパッド37c,137c及びビアランド37d,137dからなるビア35,135も形成される(図5(b)参照)。
【0042】
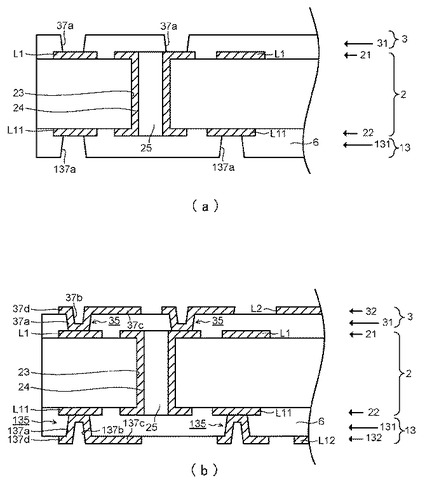
次に、導体層32,132上に、樹脂絶縁層33,133となるエポキシ樹脂を主成分とするフィルム状絶縁樹脂材料をそれぞれ重ね合わせて配置する。そして、この積層物を真空圧着熱プレス機で加圧加熱し、フィルム状絶縁樹脂材料を熱硬化させながら圧着する。次に、従来周知のレーザー加工装置を用いてレーザー照射を行い、樹脂絶縁層33,133にビアホール37a,137aをそれぞれ形成する(図6(a)参照)。
【0043】
続いて、導体層32,132を形成した時と同様にして、ビアホール37aが形成された樹脂絶縁層33に、配線導体T1、配線導体T1と接続されてなる配線パターンSとを有する導体層34及びビア導体37bとを形成し、ビアホール137aが形成された樹脂絶縁層133に、配線導体T11を有する導体層134及びビア136とを形成する(図6(b)参照)。
【0044】
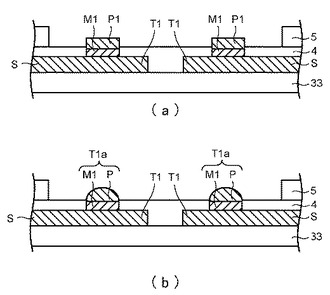
(凸部形成工程:図7(a))
次に、複数の配線導体T1における各配線導体T1上の一部に、半導体チップの電極と接続される凸部T1aをそれぞれ形成する。なお、この凸部T1aの形成方法については、図10から図16を参照して後述する。
【0045】
(絶縁部材形成工程:図7(b))
次に、絶縁部材4の上端4aが、ビルドアップ層3の表層に形成された各配線導体T1の上端D1より高い位置にあって、凸部T1aの上端D2より低い位置となるように、配線導体T1の各配線導体T1を絶縁部材4で覆う。なお、配線導体T1と絶縁部材4との密着性を高めるために、配線導体T1の表面(側面を含む)を予め粗化しておくことが好ましい。配線導体T1の表面は、例えば、メックエッチボンド(メック社製)等のエッチング液で処理することで粗化することができる。
【0046】
配線導体T1を絶縁部材4で覆う方法としては、種々の手法を採用することができる。以下、配線導体T1を絶縁部材4で覆う方法について説明する。なお、下記の第1〜第4の方法において、絶縁部材4となる絶縁性樹脂を配線導体T1上にコートする方法として、印刷、ラミネート、ロールコート、スピンコート等種々の手法を用いることができる。
【0047】
(第1の方法)
第1の方法では、表層に配線導体T1が形成されたビルドアップ層3の表面に光硬化性の絶縁性樹脂を薄くコートして光硬化させた後、硬化した絶縁性樹脂の上端の位置が、各配線導体T1の上端D1より高い位置にあって、各配線導体T1の上面を覆うとともに、凸部T1aの上端D2より低い位置となるまで研磨して、絶縁部材4を形成する。
【0048】
(第2の方法)
第2の方法では、表層に配線導体T1が形成されたビルドアップ層3の表面に光硬化性の絶縁性樹脂を薄くコートした後、絶縁性樹脂の上端の位置が、各配線導体T1の上端D1より高い位置にあって、各配線導体T1の上面を覆うとともに、凸部T1aの上端D2より低い位置となるまで、溶剤で絶縁性樹脂を溶かした後、光硬化させて絶縁部材4を形成する。
【0049】
(第3の方法)
第3の方法では、表層に配線導体T1が形成されたビルドアップ層3の表面に光硬化性の絶縁性樹脂を厚くコートして光硬化させた後、半導体素子の実装領域以外の領域をマスクし、絶縁性樹脂の上端の位置が、各配線導体T1の上端D1より高い位置にあって、各配線導体T1の上面を覆うとともに、凸部T1aの上端D2より低い位置となるまで、絶縁性樹脂をRIE(Reactive Ion Etching)等によりドライエッチングして絶縁部材4を形成する。なお、この第3の方法で、配線導体T1を絶縁部材4で覆う場合、絶縁部材4とソルダーレジスト層5とが一体的に形成される。
【0050】
(第4の方法)
第4の方法では、表層に配線導体T1が形成されたビルドアップ層3の表面に光硬化性の絶縁性樹脂を厚くコートした後、後にソルダーレジスト層の開口5aとなるべき領域の内側領域をマスクして絶縁性樹脂を露光・現像して、開口5aの外側領域となるべき絶縁性樹脂を光硬化させる。次に、炭酸ナトリウム水溶液(濃度1重量%)に、この製造途中の配線基板100を短時間(未感光部の絶縁性樹脂表面が若干膨潤する程度の時間)浸漬する。その後、水洗して膨潤した絶縁性樹脂を乳化させて配線基板100から除去する。
【0051】
光硬化していない絶縁性樹脂の上端の位置が、各配線導体T1の上端D1より高い位置にあって、各配線導体T1の上面を覆うとともに、凸部T1aの上端D2より低い位置となるまで上記浸漬及び水洗を、それぞれ1回、又はそれぞれ数回繰り返す。なお、この第4の方法で、配線導体T1を絶縁部材4で覆う場合、絶縁部材4とソルダーレジスト層5とが一体的に形成される。
【0052】
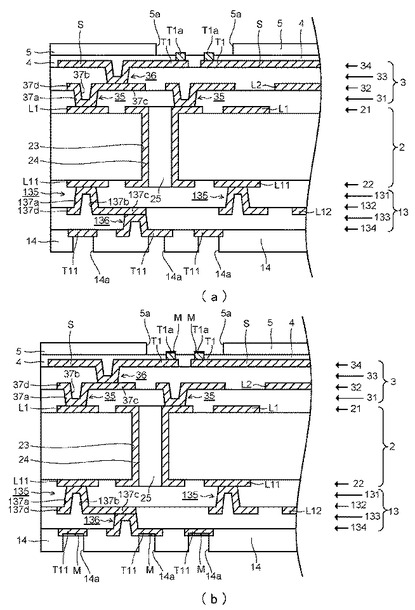
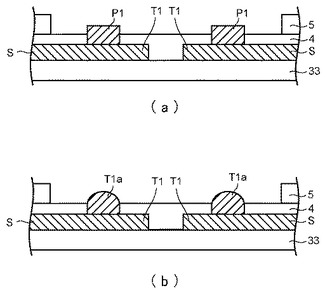
(ソルダーレジスト層工程:図8(a))
絶縁部材4及びビルドアップ層13の表面に、それぞれフィルム状のソルダーレジストをプレスして積層する。積層したフィルム状のソルダーレジストを露光・現像して、各配線導体T1の表面及び側面を露出させるNSMD形状の開口5aが形成されたソルダーレジスト層5と、各配線導体T11の表面の一部を露出させるSMD形状の開口14aが形成されたソルダーレジスト層14とを得る。なお、上述した第3,第4の方法を採用した場合、絶縁部材4及びソルダーレジスト層5が一体的に形成されるため、この工程を実施せずに、次のめっき工程を実施する。
【0053】
(めっき工程:図8(b))
次に、配線導体T1の露出面を過硫酸ナトリウム等によりエッチングして、配線導体T1上の凸部T1a表面の酸化膜等の不純物を除去するとともに、配線導体T1上の凸部T1aの周囲に段差を形成する。その後、還元剤を用いた無電解還元めっきにより、配線導体T1の凸部T1aの露出面及びT11の露出面に金属めっき層Mを形成する。また、配線導体T1の凸部T1aの露出面を金属めっき層Mで覆う代わりに半田をコートしてもよい。なお、無電解置換めっきにより配線導体T1の凸部T1aの露出面に金属めっき層Mを形成する場合は、配線導体T1の露出面の金属が置換されて金属めっき層Mが形成される。このため、配線導体T1の露出面を過硫酸ナトリウム等によりエッチングしなくとも、配線導体T1の凸部T1aの周囲に段差が形成される。
【0054】
(バックエンド工程:図9)
半田印刷により、配線導体T11上に形成された金属めっき層M上に半田ペーストを塗布した後、所定の温度と時間でリフローを行い、配線導体T11上に半田ボールBを形成する。
【0055】
(凸部T1aの形成)
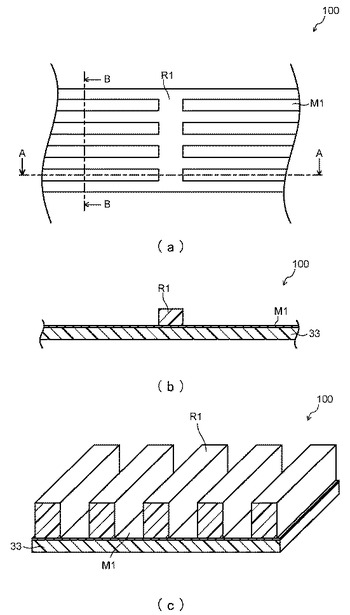
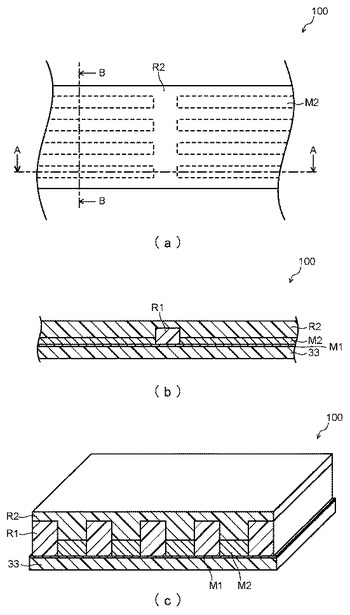
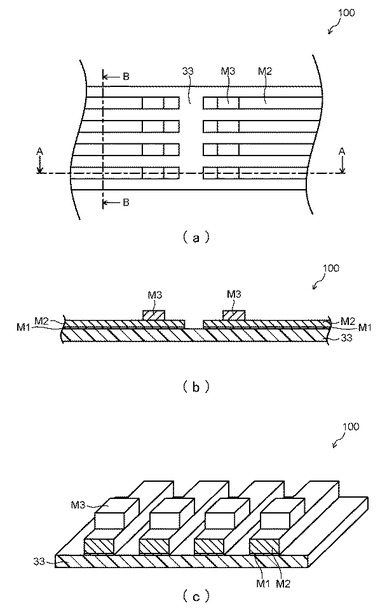
図10〜図16は、第1の実施形態に係る配線導体T1及び凸部T1aの製造工程図である。ここでは、図10〜図16を参照して、配線導体T1及び凸部T1aの形成方法について説明する。なお、各図10〜図16は、それぞれ平面図(a)、平面図(a)の一点鎖線A−Aでの断面図(b)、平面図(a)の一点鎖線B−Bでの俯瞰断面図(c)から構成されている。
【0056】
(レジスト形成工程:図10)
レジストR1(DFR:ドライフィルムレジスト)を無電解銅めっき層M1が形成された樹脂絶縁層33上にラミネートして、露光・現像を行い、所望の形状にめっきレジストを形成する。
【0057】
(銅めっき工程:図11)
レジストR1をマスクとして、電解銅めっきを行い、配線導体T1となる銅めっきパターンM2を得る。
【0058】
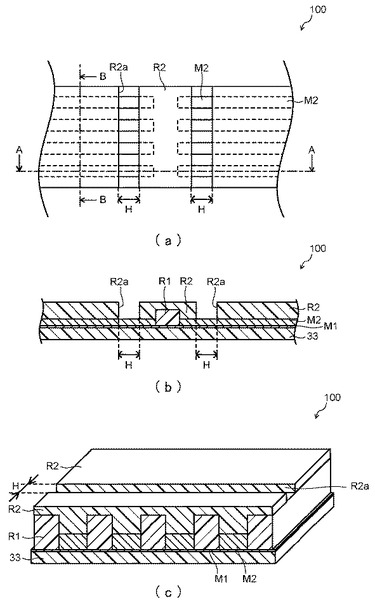
(ラミネート工程:図12)
レジストR2(DFR:ドライフィルムレジスト)を銅めっきパターンM2及びレジストR1上にラミネートする。
【0059】
(開口工程:図13)
銅めっきパターンM2及びレジストR1上にラミネートしたレジストR2の露光・現像を行い、凸部T1aを形成する位置に、凸部T1aの幅Hと同じ幅の開口R2aを形成する。なお、開口R2aは、その長手方向が、配線導体T1となる銅めっきパターンM2の長手方向に対して直交する方向に形成する。
【0060】
なお、凸部T1aを形成すべき位置に個別に開口を形成することも考えられるが、既に述べたように、接続端子の高密度化が進んでいることから、凸部T1aを形成すべき位置に個別に開口を形成することは、位置精度の観点から非常に難しい。このため、個別に開口を形成した場合、凸部T1aの位置ずれが生じ、かえって半導体チップの電極との接続不良が発生することが考えられる。このため本発明では、配線導体T1となる銅めっきパターンM2の長手方向に対して直交する方向に凸部T1aの幅Hと同じ幅の開口R2aを形成することで、凸部T1aの位置精度を確保している。
【0061】
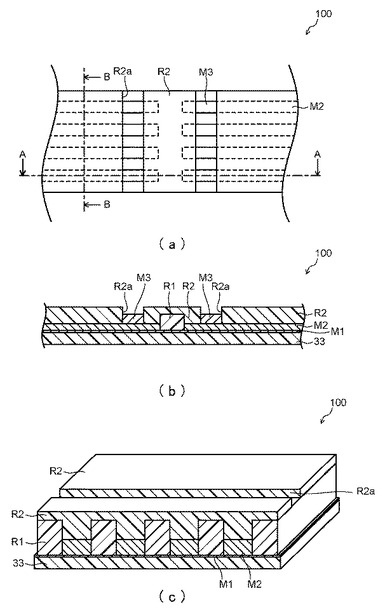
(銅めっき工程:図14)
レジストR2をマスクとして、電解銅めっきを行い、開口R2aから露出した銅めっきパターンM2上に凸部T1aとなる銅めっきパターンM3を得る。
【0062】
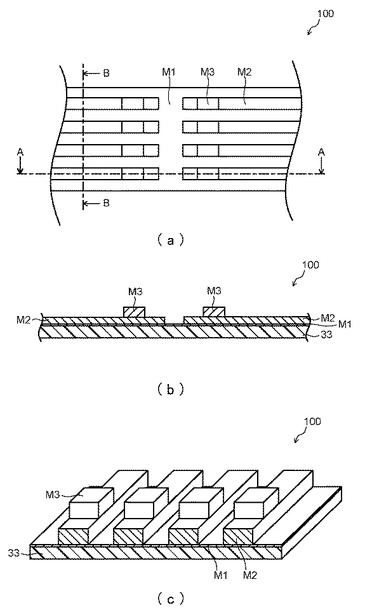
(剥離工程:図15)
レジストR1,R2を剥離する。
【0063】
(エッチング工程:図16)
ウエットエッチングを短時間だけ行い、表面に露出する無電解銅めっき層M1を剥離する。
【0064】
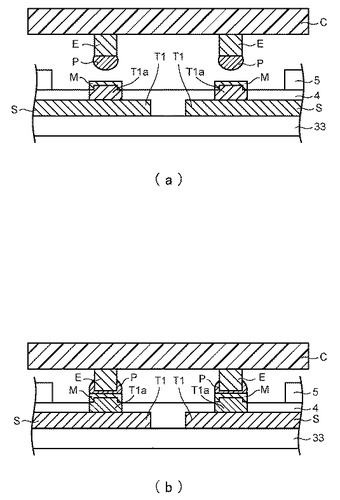
図17は、配線基板100の配線導体T1上の一部に形成された凸部T1aと半導体チップCの電極Eとの接続図である。図17(a)は、接続前の状態、図17(b)は、接続後の状態を示している。
【0065】
図17では、半導体チップCの電極Eに半田Pをコートした場合を例示している。図17に示すように、本発明の配線基板100は、各配線導体T1上の一部にそれぞれ形成された半導体チップCの電極Eと接続される凸部T1aを備えているので、半導体チップCの電極Eにコートされた半田Pが配線導体T1に広がることがない。このため、半導体チップCの電極Eに半田Pが残らずに、半導体チップCの電極Eと配線基板100の配線導体T1とが接続不良となることを効果的に防止することができる。
【0066】
また、この実施形態では、絶縁部材4は、配線導体T1の上端D1より高い位置にあって、配線導体T1の上面を覆うとともに、凸部のT1aの上端D2より低い位置まで覆っている。このため、配線基板100の配線導体T1側に半田Pをコートする場合も、各配線導体T1上の一部にそれぞれ形成された凸部T1aにのみ半田Pがコートされる。結果、凸部T1aにコートされた半田Pが、半導体チップCの電極Eとの接合時に凝集し、隣接する配線導体T1の凸部T1aと電気的につながってしまうことを効果的に防止することができる。
【0067】
また、絶縁部材4は、配線導体T1の上端D1より高い位置にあって、配線導体T1の上面を覆っているので、配線導体T1間にてアンダーフィルやNCP(Non-Conductive-Paste)、NCF(Non-Conductive-Film)にボイドが発生するのを防止することができる。このため、リフロー時に、このボイドに半田が流出して接続端子間が短絡(ショート)することを防止できる。また、配線導体T1の凸部T1aが絶縁部材4の上面から突き出た状態となっているので、半導体チップCの電極Eの中心と、配線導体T1の凸部T1aの中心とがずれた場合でも、半導体チップCの電極Eが配線導体T1の凸部T1a端部と当接するので、配線導体T1と半導体チップCの電極Eとの接続信頼性が向上する。
【0068】
さらに、配線導体T1上の一部に形成された凸部T1aが、半導体チップCの電極Eとの接続端子となるので、接続端子間を狭ピッチ化することができる。また、配線導体T1の凸部T1a表面に金属めっき層Mを形成する際に、配線導体T1間のめっきダレや、配線導体T1の底部がエッチングされるアンダーカットを防止することができる。さらに、配線導体T1の凸部T1aのビルドアップ層3を構成する樹脂絶縁層33との当接面に対向する主面の外周に段差を形成しているので、配線導体T1の凸部T1aにコートする半田Pの直径が大きくならず、接続端子間をさらに狭ピッチ化することができる。
【0069】
また、配線導体T1の絶縁部材4との当接面を粗化したうえで、絶縁部材4で配線導体T1を覆っているので、配線導体T1と絶縁部材4との接着強度が向上する。このため、接続端子1が途中の製造工程で剥がれてしまう虞を抑制できる。また、絶縁部材4の材質をソルダーレジスト層5と同じとすることで、絶縁部材4の半田Pの流れ性がソルダーレジスト層5と同程度となり、絶縁部材4上に半田Pが残留して配線導体T1の凸部T1a間が短絡(ショート)することを抑制できる。
【0070】
(第1の実施形態の変形例)
第1の実施形態に係る配線基板100では、銅めっきで形成した凸部T1aの露出面に金属めっき層Mを形成している。しかしながら、上記凸部T1aの形成は、第1の実施形態で示した形態に限られず、種々の変更が可能である。この第1の実施形態の変形例では、上記凸部T1aの他の構成について、図18A〜図18Dを参照して説明する。
【0071】
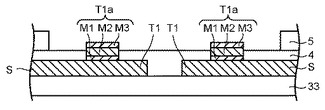
図18Aに示す例では、配線導体T1上に、電解めっきにより、Cu(銅)層M1、Ni(ニッケル)層M2、Au(金)層M3を同順に積層した積層体を形成し、この積層体を凸部T1aとしている。電解めっきによりCu層M1、Ni層M2、Au層M3を形成することで、短時間で積層体を形成することができる。
【0072】
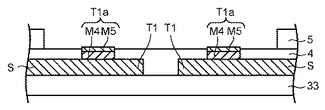
図18Bに示す例では、配線導体T1上に、電解めっきにより、Ni(ニッケル)層M4、Au(金)層M5を同順に積層した積層体を形成し、この積層体を凸部T1aとしている。電解めっきによりNi層M4、Au層M5を形成することで、短時間で積層体を形成することができる。
【0073】
図18Cに示す例では、配線導体T1上に電解銅めっきにより銅めっき層M1を形成した後、この銅めっき層M1上にSn(すず)層P1を電解めっきにより形成する(図18C(a)参照)。次に、Sn(すず)層P1の加熱溶融を行い、半田Pとする(図18C(b)参照)。図18Cに示す例では、銅めっき層M1と半田Pとで凸部T1aが構成される。
【0074】
なお、図18Cに示す例のSn(すず)層P1の代わりに半田めっき層を設けてもよく、銅めっき層M1の代わりに銅めっき層とニッケルめっき層とで構成される積層体を設けるようにしてもよい。
【0075】
図18Dに示す例では、配線導体T1上にSn(すず)層P1を電解めっきにより形成する(図18D(a)参照)。次に、Sn(すず)層P1の加熱溶融を行い、半田Pとする(図18D(b)参照)。図18Dに示す例では、半田Pにより凸部T1aが構成される。
【0076】
凸部T1aの少なくとも一部をSn(すず)層P1で構成する場合には、剥離工程におけるレジストR1、R2の剥離にエタノールモノアミン等のアミン系剥離液を用いることが好ましい。アミン系剥離液でレジストR1、R2を剥離することによりSn(すず)層P1の溶解や酸化を防止することができる。さらに、凸部T1aの少なくとも一部をSn(すず)層P1で構成する場合には、エッチング工程で無電解銅めっき層M1を剥離するために用いるエッチング液として、アルカリ系エッチング液を用いることがSn(すず)層P1の溶解や酸化を防止する観点で好ましい。なお、図18Dに示す例のSn(すず)層P1の代わりに半田めっき層を設けてもよい。
【0077】
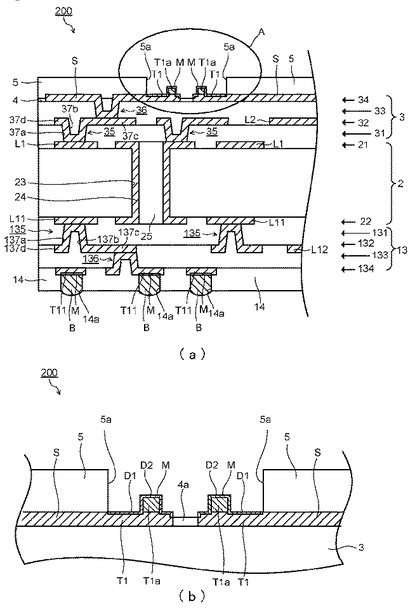
(第2の実施形態)
図19は、第2の実施形態に係る配線基板200の構成断面図である。図19(a)は、配線基板200の断面図、図19(b)は、図19(a)の領域Aの拡大図である。以下、図19を参照して第2の実施形態に係る配線基板200の構成について説明するが、図1〜図17を参照して説明した配線基板100と同一の構成については同一の符号を付して重複した説明を省略する。
【0078】
図1〜図17を参照して説明した配線基板100では、絶縁部材4は、各配線導体T1の上端D1より高い位置にあって、各配線導体T1の上面を覆うとともに、凸部T1aの上端D2より低い位置まで覆っていた。しかしながら、図19に示す第2の実施形態に係る配線基板200のように、絶縁部材4が、各配線導体T1の上端D1より低い位置まで覆っている実施形態としてもよい。この場合でも、各配線導体T1上の一部に凸部T1aが形成されているので、半導体チップの電極にコートされた半田が配線導体T1に広がることがない。このため、半導体チップの電極aに半田が残らずに、半導体チップの電極と配線基板の配線導体T1とが接続不良となることを効果的に防止することができる。
【0079】
また、配線基板200の配線導体T1側に半田をコートする場合も、各配線導体T1上にコートされた半田は、凸部T1aに凝集するので、隣接する配線導体T1の凸部T1aと電気的につながってしまうことを効果的に防止することができる。
【0080】
また、絶縁部材4は、複数の配線導体T1の間が絶縁部材T1で覆われているので、配線導体T1間にてアンダーフィルやNCP、NCFにボイドが発生するのを防止することができる。このため、リフロー時に、このボイドに半田が流出して接続端子間が短絡(ショート)することを防止できる。また、配線導体T1の凸部T1aが絶縁部材4の上面から突き出た状態となっているので、半導体チップの電極の中心と、配線導体T1の凸部T1aの中心とがずれた場合でも、半導体チップの電極が配線導体T1の凸部T1a端部と当接するので、配線導体T1と半導体チップの電極との接続信頼性が向上する。
【0081】
さらに、配線導体T1上の一部に形成された凸部T1aが、半導体チップの電極との接続端子となるので、接続端子間を狭ピッチ化することができる。また、配線導体T1の凸部T1a表面に金属めっき層Mを形成する際に、配線導体T1間のめっきダレや、配線導体T1の底部がエッチングされるアンダーカットを防止することができる。さらに、配線導体T1の凸部T1aのビルドアップ層3を構成する樹脂絶縁層33との当接面に対向する主面の外周に段差を形成しているので、配線導体T1の凸部T1aにコートする半田の直径が大きくならず、接続端子間をさらに狭ピッチ化することができる。
【0082】
また、配線導体T1の絶縁部材4との当接面を粗化したうえで、絶縁部材4で配線導体T1を覆っているので、配線導体T1と絶縁部材4との接着強度が向上する。このため、接続端子1が途中の製造工程で剥がれてしまう虞を抑制できる。また、絶縁部材4の材質をソルダーレジスト層5と同じとすることで、絶縁部材4の半田Pの流れ性がソルダーレジスト層5と同程度となり、絶縁部材4上に半田Pが残留して配線導体T1の凸部T1a間が短絡(ショート)することを抑制できる。
【0083】
(その他の実施形態)
図1〜図17を参照して説明した配線基板100、及び、図19を参照して説明した配線基板200では、配線導体T1を覆う絶縁部材4の上面は、平坦(フラット)となっていたが、絶縁部材4の上面は、必ずしも平坦(フラット)である必要はなく、例えば、図20に示すように、絶縁部材4の上面が丸みを帯びた、いわゆるフィレット形状となっていても、同様の効果を得ることができる。なお、図23(a)は、絶縁部材4が、ビルドアップ層3の表層に形成された各配線導体T1の上端D1より高い位置にあって、各配線導体T1の上面を覆うとともに、凸部T1aの上端D2より低い位置まで覆っている場合を示している。また、図23(b)は、絶縁部材4が、各配線導体T1の上端D1より低い位置まで覆っている場合を示している。
【0084】
以上、本発明を具体例を挙げながら詳細に説明してきたが、本発明は上記内容に限定されるものではなく、本発明の範疇を逸脱しない限りにおいてあらゆる変形や変更が可能である。例えば、上記具体例では、配線基板100,200,300が半田ボールBを介してマザーボード等と接続するBGA基板である形態について説明しているが、半田ボールBの代わりにピンもしくはランドを設けた、いわゆるPGA(Pin Grid Array)基板もしくはLGA(Land Grid Array)基板として配線基板100,200,300をマザーボード等と接続するようにしてもよい。
【0085】
また、本実施例では、第1の方法や第2の方法を採用した場合、絶縁部材4を形成した後にソルダーレジスト層5を形成しているが、ソルダーレジスト層5を形成した後に、配線導体T1を絶縁部材4で覆うようにしても良い。
【符号の説明】
【0086】
100,200…配線基板、2…コア基板、3…ビルドアップ層、4…絶縁部材、5…ソルダーレジスト層、5a…開口、13…ビルドアップ層、14…ソルダーレジスト層、14a…開口、21,22…コア導体層、23…スルーホール、24…スルーホール導体、25…樹脂製穴埋め材、31,33…樹脂絶縁層、32,34…導体層、35,36…ビア、37a…ビアホール、37b…ビア導体、37c…ビアパッド、37d…ビアランド、41…蓋めっき層、42,43…フィルドビア、44a…ビアホール、44b…ビア導体、131,133…樹脂絶縁層、132,134…導体層、135,136…ビア、137a…ビアホール、137b…ビア導体、137c…ビアパッド、137d…ビアランド、144a…ビアホール、144b…ビア導体、A…領域、B…半田ボール、C…半導体チップ、E…電極、L1,L2…金属配線、L11,L12…金属配線、M…金属めっき層、M1…Cu層、M2,M4…Ni層、M3,M5…Au層、P…半田、P1…Sn層、S…配線パターン、T1,T11…接続端子、T1a…凸部。
【技術分野】
【0001】
本発明は、主面に半導体チップを接続するための複数の接続端子が形成された配線基板に関する。
【背景技術】
【0002】
通常、配線基板の主面(表面)には、半導体チップとの接続用の端子(以下、接続端子と称する)が形成されている。近年では、この接続端子の高密度化が進んでおり、配置される接続端子の間隔(ピッチ)が狭くなっている。このため、複数の接続端子をソルダーレジストの同一開口内に配置したNSMD(ノン・ソルダー・マスク・ディファインド)を採用した配線基板が提案されている。
【0003】
ところが、複数の接続端子を狭ピッチで同一開口内に配置した場合、接続端子表面にコートされた半田が隣接する接続端子に流出し、接続端子間が短絡(ショート)する虞がある。そこで接続端子表面にコートされた半田が隣接する接続端子に流出するのを防止するために、各接続端子間に絶縁性の隔壁を設けたものがある(例えば、特許文献1参照)。
【0004】
また、配線パターンのうち前記開口から露出する部分の上面にパッド部分を形成して接続端子とし、該接続端子の上面と、前記配線パターンを覆うように形成された絶縁層の上面とが同一面上に位置するようにしたものがある(例えば、特許文献2、3参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−212228号公報
【特許文献2】特開2008−124339号公報
【特許文献3】特開2009−289868号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ここで、接続端子に半田をコートする場合、半田は表面張力により球形(ボール形状)となるが、特許文献1に記載される配線基板では、接続端子の上面及び両側面に半田がコートされるため、各接続端子にコートされる半田の直径が大きくなる。このため、接続端子の間隔を広くとる必要があり、さらなる狭ピッチに対応することが難しい。
【0007】
また、特許文献1に記載される配線基板では、接続端子の上面及び両側面に半田をコートするために、接続端子の上面及び両側面が露出した状態となっている。つまり、各接続端子は、下面のみが下地の樹脂に接着した状態となっている。しかしながら、上述したように、接続端子のピッチが狭くなっていることから、接続端子自体も小さくなっている。このため、特許文献1に記載される配線基板のように、接続端子の下面のみが下地の樹脂に接着した状態では十分な接着強度を得ることができず、接続端子が途中の製造工程で剥がれてしまう虞がある。
【0008】
特許文献2,3に記載される配線基板は、接続端子の上面と絶縁層の上面とが略同一面上に位置するように形成されている。つまり、接続端子の上面だけが絶縁層から露出した状態となっている。このため、接続端子に半田をコートした場合、接続端子の上面だけに半田がコートされ、各接続端子の下面及び側面は、樹脂に接した状態となる。このため、特許文献2,3に記載される配線基板は、特許文献1に記載される配線基板のような問題が生じる虞は少ない。
【0009】
しかしながら、特許文献2、3に記載される配線基板では、ソルダーレジストの開口から露出する部分全体の上面にパッド部分を形成して接続端子としているので、半導体チップの電極のサイズに比べてパッド部分が非常に長くなる。このため、接続端子側に半田をコートした場合、この長いパッド部分に広がっていた半田が接合時に凝集して隣接する接続端子のパッド部分とつながってしまう虞がある。
【0010】
また、半導体チップの電極側に半田がコートされている場合、半導体チップの電極にコートされた半田が長いパッド部分に広がってしまい、半導体チップの電極に半田が残らずに、半導体チップの電極と配線基板の端子とが接続不良となる虞がある。
【0011】
本発明は、上記の事情に対処してなされたものであり、接続端子間の短絡や半導体チップとの接続不良を防止するとともに、接続端子の狭ピッチ化に対応できる配線基板を提供することを目的とする。
【課題を解決するための手段】
【0012】
上記目的を達成すべく、本発明は、
絶縁層と配線層とが交互に積層された配線基板であって、最外層の絶縁層上に、互いに離間して形成された複数の配線導体と、前記複数の配線導体における各配線導体上の一部にそれぞれ形成され、半導体チップの電極と接続される凸部と、上面視で前記複数の配線導体を取り囲む位置に開口縁を有する開口が形成され、前記複数の配線導体と接続されてなる配線パターンを覆うソルダーレジスト層と、前記凸部の少なくとも一部が露出するように、前記開口の内側領域となる前記絶縁層の表面側を覆う絶縁部材と、を備える。
【0013】
本発明によれば、配線基板の最外層に形成された配線導体上の一部に、半導体チップの電極と接続される凸部が形成され、この凸部の少なくとも一部が露出するように、開口の内側領域となる絶縁層の表面側を絶縁部材で覆っている。このため、配線基板の配線導体側に半田をコートした場合、半田は、この凸部に凝集するため、隣接する配線導体同士が半田により電気的につながってしまうのを防止することができる。また、半導体チップの電極側に半田がコートされている場合も、半田は、この凸部に凝集するため、半導体チップの電極と配線基板の配線導体とが接続不良となることを防止することができる。
【0014】
なお、本発明の一態様においては、前記絶縁部材は、前記複数の配線導体の上端より低い位置まで覆っている。絶縁部材を、複数の配線導体の上端より低い位置まで覆う状態とすることで、配線導体の各側面の少なくとも一部が絶縁部材と当接するため、配線導体の下面のみが下地の樹脂に接着した状態となることを防止することができる。このため、配線導体の接着強度が向上し、配線導体が途中の製造工程で剥がれてしまう虞を抑制できる。
【0015】
また、本発明の他の態様においては、前記絶縁部材は、前記複数の配線導体の上端より高い位置にあって、前記複数の配線導体の上面を覆うとともに、前記凸部の上端より低い位置まで覆っている。絶縁部材を、配線導体の上端より高い位置にあって、前記複数の配線導体の上面を覆うとともに、前記凸部の上端より低い位置まで覆っている状態とすることで、凸部のみが絶縁部材から露出した状態となり、隣接する配線導体が半田でつながってしまうこと、及び、半導体チップの電極と配線基板の配線導体とが接続不良となること、をより効果的に防止することができる。
【0016】
なお、本発明においては、前記凸部は、銅層で形成されていてもよい。また、前記凸部は、半田で形成されてもよい。さらに、前記凸部は、Ni層と、該Ni層を被覆するAu層とで形成されていてもよい。
【0017】
また、前記凸部をなす前記銅層の前記絶縁部材から露出した領域を被覆するNi層と、前記Ni層を被覆するAu層と、を備えていてもよい。
【0018】
また、前記凸部をなす前記銅層の前記絶縁部材から露出した領域を被覆するSn層、Au層、Ag層又は半田層のいずれかを備えていてもよい。
【発明の効果】
【0019】
以上説明したように、本発明によれば、接続端子間の短絡を防止するとともに、接続端子の狭ピッチ化に対応できる配線基板を提供することができる。
【図面の簡単な説明】
【0020】
【図1】第1の実施形態に係る配線基板の平面図(表面側)。
【図2】第1の実施形態に係る配線基板の一部断面図。
【図3】第1の実施形態に係る配線基板の表面側の拡大構成図。
【図4】第1の実施形態に係る配線基板の製造工程図。
【図5】第1の実施形態に係る配線基板の製造工程図。
【図6】第1の実施形態に係る配線基板の製造工程図。
【図7】第1の実施形態に係る配線基板の製造工程図。
【図8】第1の実施形態に係る配線基板の製造工程図。
【図9】第1の実施形態に係る配線基板の製造工程図。
【図10】第1の実施形態に係る配線導体及び凸部の製造工程図。
【図11】第1の実施形態に係る配線導体及び凸部の製造工程図。
【図12】第1の実施形態に係る配線導体及び凸部の製造工程図。
【図13】第1の実施形態に係る配線導体及び凸部の製造工程図。
【図14】第1の実施形態に係る配線導体及び凸部の製造工程図。
【図15】第1の実施形態に係る配線導体及び凸部の製造工程図。
【図16】第1の実施形態に係る配線導体及び凸部の製造工程図。
【図17】第1の実施形態に係る配線基板と半導体チップの接続図。
【図18A】第1の実施形態に係る凸部の他の例を示す図。
【図18B】第1の実施形態に係る凸部の他の例を示す図。
【図18C】第1の実施形態に係る凸部の他の例を示す図。
【図18D】第1の実施形態に係る凸部の他の例を示す図。
【図19】第2の実施形態に係る配線基板の構成断面図。
【図20】その他の実施形態に係る配線基板の絶縁部材の形状を示す図。
【発明を実施するための形態】
【0021】
以下、本発明の実施形態について図面を参照しながら詳細に説明する。なお、以下の説明では、コア基板上にビルドアップ層を形成した配線基板を例に、本発明の実施形態を説明するが、上面及び側面が露出してなる複数の接続端子が形成された配線基板であればよく、例えば、コア基板を有しない配線基板であってもよい。
【0022】
(第1の実施形態)
図1は、第1の実施形態に係る配線基板100の平面図(表面側)である。図2は、図1の線分I−Iにおける配線基板100の一部断面図である。図3は、配線基板100の表面側の拡大構成図である。図3(a)は、上面図である。図3(b)は、図3(a)の線分II−IIにおける断面図である。なお、以下の説明では、半導体チップが接続される側を表面側とし、マザーボードやソケット等(以下、マザーボード等と称する)が接続される側を裏面側とする。
【0023】
(配線基板100の構成)
図1〜3に示す配線基板100は、コア基板2と、上端の一部に半導体チップ(不図示)の電極と接続される凸部T1aが形成された配線導体T1を複数有し、コア基板2の表面側に積層されるビルドアップ層3(表面側)と、ビルドアップ層3に積層され、複数の配線導体T1を覆う絶縁部材4と、絶縁部材4に積層され、上面視で複数の配線導体T1を取り囲む位置に開口縁を有する開口5aが形成されたソルダーレジスト層5と、マザーボード等(不図示)との配線導体T11が複数形成され、コア基板2の裏面側に積層されるビルドアップ層13(裏面側)と、ビルドアップ層13に積層され、配線導体T11の少なくとも一部を露出する開口14aが形成されたソルダーレジスト層14と、を備える。
【0024】
コア基板2は、耐熱性樹脂板(たとえばビスマレイミド−トリアジン樹脂板)や、繊維強化樹脂板(たとえばガラス繊維強化エポキシ樹脂)等で構成された板状の樹脂製基板である。コア基板2の表面及び裏面には、金属配線L1,L11をなすコア導体層21,22がそれぞれ形成されている。また、コア基板2には、ドリル等により穿設されたスルーホール23が形成され、その内壁面にはコア導体層21,22を互いに導通させるスルーホール導体24が形成されている。さらに、スルーホール23は、エポキシ樹脂等の樹脂製穴埋め材25により充填されている。
【0025】
(表面側の構成)
ビルドアップ層3は、コア基板2の表面側に積層された樹脂絶縁層31,33及び導体層32,34からなる。樹脂絶縁層31は、熱硬化性樹脂組成物からなり、表面に金属配線L2をなす導体層32が形成されている。また、樹脂絶縁層31には、コア導体層21と導体層32とを電気的に接続するビア35が形成されている。樹脂絶縁層33は、熱硬化性樹脂組成物からなる。樹脂絶縁層33の表層には、複数の配線導体T1と、この複数の配線導体T1と接続されてなる配線パターンSとを有する導体層34が形成され、複数の配線導体T1には、それぞれ上端の一部に半導体チップ(不図示)の電極と接続される凸部T1aが形成されている。また、樹脂絶縁層33には、導体層32と導体層34とを電気的に接続するビア36が形成されている。ここで、樹脂絶縁層31,33及び導体層32は積層体を構成する。
【0026】
ビア35,36は、それぞれ、ビアホール37aとその内周面に設けられたビア導体37bと、底面側にてビア導体37bと導通するように設けられたビアパッド37cと、ビアパッド37cと反対側にてビア導体37bの開口周縁から外向きに張り出すビアランド37dとを有している。
【0027】
配線導体T1は、半導体チップとの接続端子である。配線導体T1は、半導体チップの実装領域の内周に沿って配置された、いわゆるペリフェラル型の配線導体である。各配線導体T1上の一部には、半導体チップの電極と接続される凸部T1aが形成されている。半導体チップは、この配線導体T1の凸部T1aと接続されることにより配線基板100に実装される。なお、各配線導体T1は、後述する絶縁部材4との接着性を向上させるために表面が粗化されている。
【0028】
また、各配線導体T1の凸部T1aの露出面は、金属めっき層Mにより覆われている。半導体チップを配線基板100に実装する際には、半導体チップの電極にコートされた半田をリフローすることで半導体チップの電極と配線導体T1の凸部T1aとが電気的に接続される。なお、金属めっき層Mは、例えば、Ni(ニッケル)層、Sn(すず)層、Ag(銀)層、Au(金)層等の金属層から選択される単一又は複数の層で構成される。また、金属めっき層Mの代わりに、半田層となる半田をコートしてもよい。さらに、防錆用のOSP(Organic Solderability Preservative)処理を施してもよい。
【0029】
絶縁部材4は、ビルドアップ層3に積層される絶縁性部材であり、その材質は、ソルダーレジスト層5と同じであることが好ましい。絶縁部材4の上端4aは、ビルドアップ層3の表層に形成された各配線導体T1の上端D1より高い位置にあって、各配線導体T1の上面を覆うとともに、凸部T1aの上端D2より低い位置まで覆っている。
【0030】
ソルダーレジスト層5は、配線導体T1と接続される配線パターンSの上面側を覆うとともに、半導体チップの実装領域の内周に沿って配置された配線導体T1の少なくとも一部を露出させる開口5aを有している。ソルダーレジスト層5の開口5aは、同一開口内に複数の配線導体T1を配置するNSMD形状となっている。
【0031】
(裏面側の構成)
ビルドアップ層13は、コア基板2の裏面側に積層された樹脂絶縁層131,133及び導体層132,134からなる。樹脂絶縁層131は、熱硬化性樹脂組成物からなり、裏面に金属配線L12をなす導体層132が形成されている。また、樹脂絶縁層131には、コア導体層22と導体層132とを電気的に接続するビア135が形成されている。樹脂絶縁層133は、熱硬化性樹脂組成物からなり、表層に1以上の配線導体T11を有する導体層134が形成されている。また、樹脂絶縁層133には、導体層132と導体層134とを電気的に接続するビア136が形成されている。
【0032】
ビア135,136は、それぞれ、ビアホール137aとその内周面に設けられたビア導体137bと、底面側にてビア導体137bと導通するように設けられたビアパッド137cと、ビアパッド137cと反対側にてビア導体137bの開口周縁から外向きに張り出すビアランド137dとを有している。
【0033】
配線導体T11は、配線基板100をマザーボード等に接続するための裏面ランド(PGAパッド、BGAパッド)として利用されるものであり、配線基板100の略中心部を除く外周領域に形成され、前記略中央部を囲むようにして矩形状に配列されている。また、配線導体T11の表面の少なくとも一部は、金属めっき層Mにより覆われている。
【0034】
ソルダーレジスト層14は、フィルム状のソルダーレジストをビルドアップ層13の表面上に積層して形成されている。ソルダーレジスト層14には、各配線導体T11の表面の一部を露出させる開口14aが形成されている。このため、各配線導体T11は、表面の一部が開口14aによりソルダーレジスト層14から露出した状態となっている。つまり、ソルダーレジスト層14の開口14aは、各配線導体T11の表面の一部を露出したSMD形状となっている。なお、ソルダーレジスト層5の開口5aとは異なり、ソルダーレジスト層14の開口14aは、配線導体T11毎に形成されている。
【0035】
開口14a内には、たとえばSn−Ag、Sn−Cu、Sn−Ag−Cu、Sn−Sbなど実質的にPbを含有しない半田からなる半田ボールBが、金属めっき層Mを介して配線導体T11と電気的に接続するようにして形成されている。なお、配線基板100をマザーボード等に実装する際は、配線基板100の半田ボールBをリフローすることで、配線導体T11をマザーボード等の接続端子に電気的に接続する。
【0036】
(配線基板の製造方法)
図4〜図9は、第1の実施形態に係る配線基板100の製造工程を示す図である。以下、図4〜図9を参照して、配線基板100の製造方法について説明する。
【0037】
(コア基板工程:図4)
板状の樹脂製基板の表面及び裏面に銅箔が貼付された銅張積層板を準備する。また、銅張積層板に対してドリルを用いて孔あけ加工を行い、スルーホール23となる貫通孔を所定位置にあらかじめ形成しておく。そして、従来公知の手法に従って無電解銅めっき及び電解銅めっきを行うことでスルーホール23内壁にスルーホール導体24を形成し、銅張積層板の両面に銅めっき層を形成する(図4(a)参照)。
【0038】
その後、スルーホール導体24内をエポキシ樹脂等の樹脂穴埋め材25で充填する。さらに、銅張積層板の両面の銅箔上に形成された銅めっきを所望の形状にエッチングして銅張積層板の表面及び裏面に金属配線L1,L11をなすコア導体層21,22をそれぞれ形成し、コア基板2を得る(図4(b)参照)。なお、スルーホール23形成工程の後、加工部分のスミアを除去するデスミア処理を行うことが望ましい。
【0039】
(ビルドアップ工程:図5〜図6)
コア基板2の表面及び裏面に、樹脂絶縁層31,131となるエポキシ樹脂を主成分とするフィルム状絶縁樹脂材料をそれぞれ重ね合わせて配置する。そして、この積層物を真空圧着熱プレス機で加圧加熱し、フィルム状絶縁樹脂材料を熱硬化させながら圧着する。次に、従来周知のレーザー加工装置を用いてレーザー照射を行い、樹脂絶縁層31,131にビアホール37a,137aをそれぞれ形成する(図5(a)参照)。
【0040】
続いて、樹脂絶縁層31,131の表面を粗化した後、無電解めっきを行い、ビアホール37a,137aの内壁を含む樹脂絶縁層31,131上に無電解銅めっき層を形成する。次にフォトレジストを樹脂絶縁層31,131上に形成された無電解銅めっき層上にラミネートして、露光・現像を行い、所望の形状にめっきレジストを形成する。
【0041】
その後、このめっきレジストをマスクとして、電解めっきにより、銅をめっきして、所望の銅めっきパターンを得る。次に、めっきレジストを剥離して、めっきレジスト下に存在していた無電解銅めっき層を除去して、金属配線L2,L12をなす導体層32,132を形成する。また、この際に、ビア導体37b,137b、ビアパッド37c,137c及びビアランド37d,137dからなるビア35,135も形成される(図5(b)参照)。
【0042】
次に、導体層32,132上に、樹脂絶縁層33,133となるエポキシ樹脂を主成分とするフィルム状絶縁樹脂材料をそれぞれ重ね合わせて配置する。そして、この積層物を真空圧着熱プレス機で加圧加熱し、フィルム状絶縁樹脂材料を熱硬化させながら圧着する。次に、従来周知のレーザー加工装置を用いてレーザー照射を行い、樹脂絶縁層33,133にビアホール37a,137aをそれぞれ形成する(図6(a)参照)。
【0043】
続いて、導体層32,132を形成した時と同様にして、ビアホール37aが形成された樹脂絶縁層33に、配線導体T1、配線導体T1と接続されてなる配線パターンSとを有する導体層34及びビア導体37bとを形成し、ビアホール137aが形成された樹脂絶縁層133に、配線導体T11を有する導体層134及びビア136とを形成する(図6(b)参照)。
【0044】
(凸部形成工程:図7(a))
次に、複数の配線導体T1における各配線導体T1上の一部に、半導体チップの電極と接続される凸部T1aをそれぞれ形成する。なお、この凸部T1aの形成方法については、図10から図16を参照して後述する。
【0045】
(絶縁部材形成工程:図7(b))
次に、絶縁部材4の上端4aが、ビルドアップ層3の表層に形成された各配線導体T1の上端D1より高い位置にあって、凸部T1aの上端D2より低い位置となるように、配線導体T1の各配線導体T1を絶縁部材4で覆う。なお、配線導体T1と絶縁部材4との密着性を高めるために、配線導体T1の表面(側面を含む)を予め粗化しておくことが好ましい。配線導体T1の表面は、例えば、メックエッチボンド(メック社製)等のエッチング液で処理することで粗化することができる。
【0046】
配線導体T1を絶縁部材4で覆う方法としては、種々の手法を採用することができる。以下、配線導体T1を絶縁部材4で覆う方法について説明する。なお、下記の第1〜第4の方法において、絶縁部材4となる絶縁性樹脂を配線導体T1上にコートする方法として、印刷、ラミネート、ロールコート、スピンコート等種々の手法を用いることができる。
【0047】
(第1の方法)
第1の方法では、表層に配線導体T1が形成されたビルドアップ層3の表面に光硬化性の絶縁性樹脂を薄くコートして光硬化させた後、硬化した絶縁性樹脂の上端の位置が、各配線導体T1の上端D1より高い位置にあって、各配線導体T1の上面を覆うとともに、凸部T1aの上端D2より低い位置となるまで研磨して、絶縁部材4を形成する。
【0048】
(第2の方法)
第2の方法では、表層に配線導体T1が形成されたビルドアップ層3の表面に光硬化性の絶縁性樹脂を薄くコートした後、絶縁性樹脂の上端の位置が、各配線導体T1の上端D1より高い位置にあって、各配線導体T1の上面を覆うとともに、凸部T1aの上端D2より低い位置となるまで、溶剤で絶縁性樹脂を溶かした後、光硬化させて絶縁部材4を形成する。
【0049】
(第3の方法)
第3の方法では、表層に配線導体T1が形成されたビルドアップ層3の表面に光硬化性の絶縁性樹脂を厚くコートして光硬化させた後、半導体素子の実装領域以外の領域をマスクし、絶縁性樹脂の上端の位置が、各配線導体T1の上端D1より高い位置にあって、各配線導体T1の上面を覆うとともに、凸部T1aの上端D2より低い位置となるまで、絶縁性樹脂をRIE(Reactive Ion Etching)等によりドライエッチングして絶縁部材4を形成する。なお、この第3の方法で、配線導体T1を絶縁部材4で覆う場合、絶縁部材4とソルダーレジスト層5とが一体的に形成される。
【0050】
(第4の方法)
第4の方法では、表層に配線導体T1が形成されたビルドアップ層3の表面に光硬化性の絶縁性樹脂を厚くコートした後、後にソルダーレジスト層の開口5aとなるべき領域の内側領域をマスクして絶縁性樹脂を露光・現像して、開口5aの外側領域となるべき絶縁性樹脂を光硬化させる。次に、炭酸ナトリウム水溶液(濃度1重量%)に、この製造途中の配線基板100を短時間(未感光部の絶縁性樹脂表面が若干膨潤する程度の時間)浸漬する。その後、水洗して膨潤した絶縁性樹脂を乳化させて配線基板100から除去する。
【0051】
光硬化していない絶縁性樹脂の上端の位置が、各配線導体T1の上端D1より高い位置にあって、各配線導体T1の上面を覆うとともに、凸部T1aの上端D2より低い位置となるまで上記浸漬及び水洗を、それぞれ1回、又はそれぞれ数回繰り返す。なお、この第4の方法で、配線導体T1を絶縁部材4で覆う場合、絶縁部材4とソルダーレジスト層5とが一体的に形成される。
【0052】
(ソルダーレジスト層工程:図8(a))
絶縁部材4及びビルドアップ層13の表面に、それぞれフィルム状のソルダーレジストをプレスして積層する。積層したフィルム状のソルダーレジストを露光・現像して、各配線導体T1の表面及び側面を露出させるNSMD形状の開口5aが形成されたソルダーレジスト層5と、各配線導体T11の表面の一部を露出させるSMD形状の開口14aが形成されたソルダーレジスト層14とを得る。なお、上述した第3,第4の方法を採用した場合、絶縁部材4及びソルダーレジスト層5が一体的に形成されるため、この工程を実施せずに、次のめっき工程を実施する。
【0053】
(めっき工程:図8(b))
次に、配線導体T1の露出面を過硫酸ナトリウム等によりエッチングして、配線導体T1上の凸部T1a表面の酸化膜等の不純物を除去するとともに、配線導体T1上の凸部T1aの周囲に段差を形成する。その後、還元剤を用いた無電解還元めっきにより、配線導体T1の凸部T1aの露出面及びT11の露出面に金属めっき層Mを形成する。また、配線導体T1の凸部T1aの露出面を金属めっき層Mで覆う代わりに半田をコートしてもよい。なお、無電解置換めっきにより配線導体T1の凸部T1aの露出面に金属めっき層Mを形成する場合は、配線導体T1の露出面の金属が置換されて金属めっき層Mが形成される。このため、配線導体T1の露出面を過硫酸ナトリウム等によりエッチングしなくとも、配線導体T1の凸部T1aの周囲に段差が形成される。
【0054】
(バックエンド工程:図9)
半田印刷により、配線導体T11上に形成された金属めっき層M上に半田ペーストを塗布した後、所定の温度と時間でリフローを行い、配線導体T11上に半田ボールBを形成する。
【0055】
(凸部T1aの形成)
図10〜図16は、第1の実施形態に係る配線導体T1及び凸部T1aの製造工程図である。ここでは、図10〜図16を参照して、配線導体T1及び凸部T1aの形成方法について説明する。なお、各図10〜図16は、それぞれ平面図(a)、平面図(a)の一点鎖線A−Aでの断面図(b)、平面図(a)の一点鎖線B−Bでの俯瞰断面図(c)から構成されている。
【0056】
(レジスト形成工程:図10)
レジストR1(DFR:ドライフィルムレジスト)を無電解銅めっき層M1が形成された樹脂絶縁層33上にラミネートして、露光・現像を行い、所望の形状にめっきレジストを形成する。
【0057】
(銅めっき工程:図11)
レジストR1をマスクとして、電解銅めっきを行い、配線導体T1となる銅めっきパターンM2を得る。
【0058】
(ラミネート工程:図12)
レジストR2(DFR:ドライフィルムレジスト)を銅めっきパターンM2及びレジストR1上にラミネートする。
【0059】
(開口工程:図13)
銅めっきパターンM2及びレジストR1上にラミネートしたレジストR2の露光・現像を行い、凸部T1aを形成する位置に、凸部T1aの幅Hと同じ幅の開口R2aを形成する。なお、開口R2aは、その長手方向が、配線導体T1となる銅めっきパターンM2の長手方向に対して直交する方向に形成する。
【0060】
なお、凸部T1aを形成すべき位置に個別に開口を形成することも考えられるが、既に述べたように、接続端子の高密度化が進んでいることから、凸部T1aを形成すべき位置に個別に開口を形成することは、位置精度の観点から非常に難しい。このため、個別に開口を形成した場合、凸部T1aの位置ずれが生じ、かえって半導体チップの電極との接続不良が発生することが考えられる。このため本発明では、配線導体T1となる銅めっきパターンM2の長手方向に対して直交する方向に凸部T1aの幅Hと同じ幅の開口R2aを形成することで、凸部T1aの位置精度を確保している。
【0061】
(銅めっき工程:図14)
レジストR2をマスクとして、電解銅めっきを行い、開口R2aから露出した銅めっきパターンM2上に凸部T1aとなる銅めっきパターンM3を得る。
【0062】
(剥離工程:図15)
レジストR1,R2を剥離する。
【0063】
(エッチング工程:図16)
ウエットエッチングを短時間だけ行い、表面に露出する無電解銅めっき層M1を剥離する。
【0064】
図17は、配線基板100の配線導体T1上の一部に形成された凸部T1aと半導体チップCの電極Eとの接続図である。図17(a)は、接続前の状態、図17(b)は、接続後の状態を示している。
【0065】
図17では、半導体チップCの電極Eに半田Pをコートした場合を例示している。図17に示すように、本発明の配線基板100は、各配線導体T1上の一部にそれぞれ形成された半導体チップCの電極Eと接続される凸部T1aを備えているので、半導体チップCの電極Eにコートされた半田Pが配線導体T1に広がることがない。このため、半導体チップCの電極Eに半田Pが残らずに、半導体チップCの電極Eと配線基板100の配線導体T1とが接続不良となることを効果的に防止することができる。
【0066】
また、この実施形態では、絶縁部材4は、配線導体T1の上端D1より高い位置にあって、配線導体T1の上面を覆うとともに、凸部のT1aの上端D2より低い位置まで覆っている。このため、配線基板100の配線導体T1側に半田Pをコートする場合も、各配線導体T1上の一部にそれぞれ形成された凸部T1aにのみ半田Pがコートされる。結果、凸部T1aにコートされた半田Pが、半導体チップCの電極Eとの接合時に凝集し、隣接する配線導体T1の凸部T1aと電気的につながってしまうことを効果的に防止することができる。
【0067】
また、絶縁部材4は、配線導体T1の上端D1より高い位置にあって、配線導体T1の上面を覆っているので、配線導体T1間にてアンダーフィルやNCP(Non-Conductive-Paste)、NCF(Non-Conductive-Film)にボイドが発生するのを防止することができる。このため、リフロー時に、このボイドに半田が流出して接続端子間が短絡(ショート)することを防止できる。また、配線導体T1の凸部T1aが絶縁部材4の上面から突き出た状態となっているので、半導体チップCの電極Eの中心と、配線導体T1の凸部T1aの中心とがずれた場合でも、半導体チップCの電極Eが配線導体T1の凸部T1a端部と当接するので、配線導体T1と半導体チップCの電極Eとの接続信頼性が向上する。
【0068】
さらに、配線導体T1上の一部に形成された凸部T1aが、半導体チップCの電極Eとの接続端子となるので、接続端子間を狭ピッチ化することができる。また、配線導体T1の凸部T1a表面に金属めっき層Mを形成する際に、配線導体T1間のめっきダレや、配線導体T1の底部がエッチングされるアンダーカットを防止することができる。さらに、配線導体T1の凸部T1aのビルドアップ層3を構成する樹脂絶縁層33との当接面に対向する主面の外周に段差を形成しているので、配線導体T1の凸部T1aにコートする半田Pの直径が大きくならず、接続端子間をさらに狭ピッチ化することができる。
【0069】
また、配線導体T1の絶縁部材4との当接面を粗化したうえで、絶縁部材4で配線導体T1を覆っているので、配線導体T1と絶縁部材4との接着強度が向上する。このため、接続端子1が途中の製造工程で剥がれてしまう虞を抑制できる。また、絶縁部材4の材質をソルダーレジスト層5と同じとすることで、絶縁部材4の半田Pの流れ性がソルダーレジスト層5と同程度となり、絶縁部材4上に半田Pが残留して配線導体T1の凸部T1a間が短絡(ショート)することを抑制できる。
【0070】
(第1の実施形態の変形例)
第1の実施形態に係る配線基板100では、銅めっきで形成した凸部T1aの露出面に金属めっき層Mを形成している。しかしながら、上記凸部T1aの形成は、第1の実施形態で示した形態に限られず、種々の変更が可能である。この第1の実施形態の変形例では、上記凸部T1aの他の構成について、図18A〜図18Dを参照して説明する。
【0071】
図18Aに示す例では、配線導体T1上に、電解めっきにより、Cu(銅)層M1、Ni(ニッケル)層M2、Au(金)層M3を同順に積層した積層体を形成し、この積層体を凸部T1aとしている。電解めっきによりCu層M1、Ni層M2、Au層M3を形成することで、短時間で積層体を形成することができる。
【0072】
図18Bに示す例では、配線導体T1上に、電解めっきにより、Ni(ニッケル)層M4、Au(金)層M5を同順に積層した積層体を形成し、この積層体を凸部T1aとしている。電解めっきによりNi層M4、Au層M5を形成することで、短時間で積層体を形成することができる。
【0073】
図18Cに示す例では、配線導体T1上に電解銅めっきにより銅めっき層M1を形成した後、この銅めっき層M1上にSn(すず)層P1を電解めっきにより形成する(図18C(a)参照)。次に、Sn(すず)層P1の加熱溶融を行い、半田Pとする(図18C(b)参照)。図18Cに示す例では、銅めっき層M1と半田Pとで凸部T1aが構成される。
【0074】
なお、図18Cに示す例のSn(すず)層P1の代わりに半田めっき層を設けてもよく、銅めっき層M1の代わりに銅めっき層とニッケルめっき層とで構成される積層体を設けるようにしてもよい。
【0075】
図18Dに示す例では、配線導体T1上にSn(すず)層P1を電解めっきにより形成する(図18D(a)参照)。次に、Sn(すず)層P1の加熱溶融を行い、半田Pとする(図18D(b)参照)。図18Dに示す例では、半田Pにより凸部T1aが構成される。
【0076】
凸部T1aの少なくとも一部をSn(すず)層P1で構成する場合には、剥離工程におけるレジストR1、R2の剥離にエタノールモノアミン等のアミン系剥離液を用いることが好ましい。アミン系剥離液でレジストR1、R2を剥離することによりSn(すず)層P1の溶解や酸化を防止することができる。さらに、凸部T1aの少なくとも一部をSn(すず)層P1で構成する場合には、エッチング工程で無電解銅めっき層M1を剥離するために用いるエッチング液として、アルカリ系エッチング液を用いることがSn(すず)層P1の溶解や酸化を防止する観点で好ましい。なお、図18Dに示す例のSn(すず)層P1の代わりに半田めっき層を設けてもよい。
【0077】
(第2の実施形態)
図19は、第2の実施形態に係る配線基板200の構成断面図である。図19(a)は、配線基板200の断面図、図19(b)は、図19(a)の領域Aの拡大図である。以下、図19を参照して第2の実施形態に係る配線基板200の構成について説明するが、図1〜図17を参照して説明した配線基板100と同一の構成については同一の符号を付して重複した説明を省略する。
【0078】
図1〜図17を参照して説明した配線基板100では、絶縁部材4は、各配線導体T1の上端D1より高い位置にあって、各配線導体T1の上面を覆うとともに、凸部T1aの上端D2より低い位置まで覆っていた。しかしながら、図19に示す第2の実施形態に係る配線基板200のように、絶縁部材4が、各配線導体T1の上端D1より低い位置まで覆っている実施形態としてもよい。この場合でも、各配線導体T1上の一部に凸部T1aが形成されているので、半導体チップの電極にコートされた半田が配線導体T1に広がることがない。このため、半導体チップの電極aに半田が残らずに、半導体チップの電極と配線基板の配線導体T1とが接続不良となることを効果的に防止することができる。
【0079】
また、配線基板200の配線導体T1側に半田をコートする場合も、各配線導体T1上にコートされた半田は、凸部T1aに凝集するので、隣接する配線導体T1の凸部T1aと電気的につながってしまうことを効果的に防止することができる。
【0080】
また、絶縁部材4は、複数の配線導体T1の間が絶縁部材T1で覆われているので、配線導体T1間にてアンダーフィルやNCP、NCFにボイドが発生するのを防止することができる。このため、リフロー時に、このボイドに半田が流出して接続端子間が短絡(ショート)することを防止できる。また、配線導体T1の凸部T1aが絶縁部材4の上面から突き出た状態となっているので、半導体チップの電極の中心と、配線導体T1の凸部T1aの中心とがずれた場合でも、半導体チップの電極が配線導体T1の凸部T1a端部と当接するので、配線導体T1と半導体チップの電極との接続信頼性が向上する。
【0081】
さらに、配線導体T1上の一部に形成された凸部T1aが、半導体チップの電極との接続端子となるので、接続端子間を狭ピッチ化することができる。また、配線導体T1の凸部T1a表面に金属めっき層Mを形成する際に、配線導体T1間のめっきダレや、配線導体T1の底部がエッチングされるアンダーカットを防止することができる。さらに、配線導体T1の凸部T1aのビルドアップ層3を構成する樹脂絶縁層33との当接面に対向する主面の外周に段差を形成しているので、配線導体T1の凸部T1aにコートする半田の直径が大きくならず、接続端子間をさらに狭ピッチ化することができる。
【0082】
また、配線導体T1の絶縁部材4との当接面を粗化したうえで、絶縁部材4で配線導体T1を覆っているので、配線導体T1と絶縁部材4との接着強度が向上する。このため、接続端子1が途中の製造工程で剥がれてしまう虞を抑制できる。また、絶縁部材4の材質をソルダーレジスト層5と同じとすることで、絶縁部材4の半田Pの流れ性がソルダーレジスト層5と同程度となり、絶縁部材4上に半田Pが残留して配線導体T1の凸部T1a間が短絡(ショート)することを抑制できる。
【0083】
(その他の実施形態)
図1〜図17を参照して説明した配線基板100、及び、図19を参照して説明した配線基板200では、配線導体T1を覆う絶縁部材4の上面は、平坦(フラット)となっていたが、絶縁部材4の上面は、必ずしも平坦(フラット)である必要はなく、例えば、図20に示すように、絶縁部材4の上面が丸みを帯びた、いわゆるフィレット形状となっていても、同様の効果を得ることができる。なお、図23(a)は、絶縁部材4が、ビルドアップ層3の表層に形成された各配線導体T1の上端D1より高い位置にあって、各配線導体T1の上面を覆うとともに、凸部T1aの上端D2より低い位置まで覆っている場合を示している。また、図23(b)は、絶縁部材4が、各配線導体T1の上端D1より低い位置まで覆っている場合を示している。
【0084】
以上、本発明を具体例を挙げながら詳細に説明してきたが、本発明は上記内容に限定されるものではなく、本発明の範疇を逸脱しない限りにおいてあらゆる変形や変更が可能である。例えば、上記具体例では、配線基板100,200,300が半田ボールBを介してマザーボード等と接続するBGA基板である形態について説明しているが、半田ボールBの代わりにピンもしくはランドを設けた、いわゆるPGA(Pin Grid Array)基板もしくはLGA(Land Grid Array)基板として配線基板100,200,300をマザーボード等と接続するようにしてもよい。
【0085】
また、本実施例では、第1の方法や第2の方法を採用した場合、絶縁部材4を形成した後にソルダーレジスト層5を形成しているが、ソルダーレジスト層5を形成した後に、配線導体T1を絶縁部材4で覆うようにしても良い。
【符号の説明】
【0086】
100,200…配線基板、2…コア基板、3…ビルドアップ層、4…絶縁部材、5…ソルダーレジスト層、5a…開口、13…ビルドアップ層、14…ソルダーレジスト層、14a…開口、21,22…コア導体層、23…スルーホール、24…スルーホール導体、25…樹脂製穴埋め材、31,33…樹脂絶縁層、32,34…導体層、35,36…ビア、37a…ビアホール、37b…ビア導体、37c…ビアパッド、37d…ビアランド、41…蓋めっき層、42,43…フィルドビア、44a…ビアホール、44b…ビア導体、131,133…樹脂絶縁層、132,134…導体層、135,136…ビア、137a…ビアホール、137b…ビア導体、137c…ビアパッド、137d…ビアランド、144a…ビアホール、144b…ビア導体、A…領域、B…半田ボール、C…半導体チップ、E…電極、L1,L2…金属配線、L11,L12…金属配線、M…金属めっき層、M1…Cu層、M2,M4…Ni層、M3,M5…Au層、P…半田、P1…Sn層、S…配線パターン、T1,T11…接続端子、T1a…凸部。
【特許請求の範囲】
【請求項1】
絶縁層と配線層とが交互に積層された配線基板であって、
最外層の絶縁層上に、
互いに離間して形成された複数の配線導体と、
前記複数の配線導体における各配線導体上の一部にそれぞれ形成され、半導体チップの電極と接続される凸部と、
上面視で前記複数の配線導体を取り囲む位置に開口縁を有する開口が形成され、前記複数の配線導体と接続されてなる配線パターンを覆うソルダーレジスト層と、
前記凸部の少なくとも一部が露出するように、前記開口の内側領域となる前記絶縁層の表面側を覆う絶縁部材と、
を備えることを特徴とする配線基板。
【請求項2】
前記絶縁部材は、前記複数の配線導体の上端より低い位置まで覆っていることを特徴とする請求項1に記載の配線基板。
【請求項3】
前記絶縁部材は、前記複数の配線導体の上端より高い位置にあって、前記複数の配線導体の上面を覆うとともに、前記凸部の上端より低い位置まで覆っていることを特徴とする請求項1に記載の配線基板。
【請求項4】
前記凸部は、
銅層で形成されていることを特徴とする請求項1乃至請求項3のいずれか1項に記載の配線基板。
【請求項5】
前記凸部は、
半田で形成されていることを特徴とする請求項1乃至請求項3のいずれか1項に記載の配線基板。
【請求項6】
前記凸部は、
Ni層と、該Ni層を被覆するAu層とで形成されていることを特徴とする請求項1乃至請求項3のいずれか1項に記載の配線基板。
【請求項7】
前記銅層の前記絶縁部材から露出した領域を被覆するNi層と、
前記Ni層を被覆するAu層と、
を備えることを特徴とする請求項4に記載の配線基板。
【請求項8】
前記銅層の前記絶縁部材から露出した領域を被覆するSn層、Au層、Ag層又は半田層のいずれかを備えることを特徴とする請求項4に記載の配線基板。
【請求項1】
絶縁層と配線層とが交互に積層された配線基板であって、
最外層の絶縁層上に、
互いに離間して形成された複数の配線導体と、
前記複数の配線導体における各配線導体上の一部にそれぞれ形成され、半導体チップの電極と接続される凸部と、
上面視で前記複数の配線導体を取り囲む位置に開口縁を有する開口が形成され、前記複数の配線導体と接続されてなる配線パターンを覆うソルダーレジスト層と、
前記凸部の少なくとも一部が露出するように、前記開口の内側領域となる前記絶縁層の表面側を覆う絶縁部材と、
を備えることを特徴とする配線基板。
【請求項2】
前記絶縁部材は、前記複数の配線導体の上端より低い位置まで覆っていることを特徴とする請求項1に記載の配線基板。
【請求項3】
前記絶縁部材は、前記複数の配線導体の上端より高い位置にあって、前記複数の配線導体の上面を覆うとともに、前記凸部の上端より低い位置まで覆っていることを特徴とする請求項1に記載の配線基板。
【請求項4】
前記凸部は、
銅層で形成されていることを特徴とする請求項1乃至請求項3のいずれか1項に記載の配線基板。
【請求項5】
前記凸部は、
半田で形成されていることを特徴とする請求項1乃至請求項3のいずれか1項に記載の配線基板。
【請求項6】
前記凸部は、
Ni層と、該Ni層を被覆するAu層とで形成されていることを特徴とする請求項1乃至請求項3のいずれか1項に記載の配線基板。
【請求項7】
前記銅層の前記絶縁部材から露出した領域を被覆するNi層と、
前記Ni層を被覆するAu層と、
を備えることを特徴とする請求項4に記載の配線基板。
【請求項8】
前記銅層の前記絶縁部材から露出した領域を被覆するSn層、Au層、Ag層又は半田層のいずれかを備えることを特徴とする請求項4に記載の配線基板。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図10】
【図11】

【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18A】
【図18B】
【図18C】
【図18D】
【図19】
【図20】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18A】
【図18B】
【図18C】
【図18D】
【図19】
【図20】
【公開番号】特開2013−105908(P2013−105908A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−248950(P2011−248950)
【出願日】平成23年11月14日(2011.11.14)
【出願人】(000004547)日本特殊陶業株式会社 (2,912)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月14日(2011.11.14)
【出願人】(000004547)日本特殊陶業株式会社 (2,912)
【Fターム(参考)】
[ Back to top ]