
配線板の製造方法
【課題】金型を樹脂層から離型する際に離型性を向上させることができるとともに、微細なパターンを形成することができる配線板の製造方法を提供する。
【解決手段】一面に凸部31〜39を有する金型6を用意する工程と、金型6の一面に、金型6と剥離可能に導電性薄膜3を形成する工程と、凸部31〜39を導電性薄膜3とともに樹脂層10に圧入する工程と、樹脂層10を硬化させることにより、樹脂層10に凸部31〜39の形状が転写された凹部41〜49を形成するとともに、樹脂層10と導電性薄膜3とを密着させる工程と、金型6を導電性薄膜3から剥離する工程と、凹部41〜49に導電性薄膜を介して導電材料を充填する工程とを含む。
【解決手段】一面に凸部31〜39を有する金型6を用意する工程と、金型6の一面に、金型6と剥離可能に導電性薄膜3を形成する工程と、凸部31〜39を導電性薄膜3とともに樹脂層10に圧入する工程と、樹脂層10を硬化させることにより、樹脂層10に凸部31〜39の形状が転写された凹部41〜49を形成するとともに、樹脂層10と導電性薄膜3とを密着させる工程と、金型6を導電性薄膜3から剥離する工程と、凹部41〜49に導電性薄膜を介して導電材料を充填する工程とを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は電子部品を実装するための配線板の製造方法に関する。
【背景技術】
【0002】
電子機器の小型化、薄型化及び高機能化に伴って、電子機器に組み込まれる電子部品も小型化が進み、電子部品を実装する配線板(プリント配線板)の配線も微細化されてきている。
【0003】
微細な配線パターンを形成する方法として、配線パターンを形成するためのパターンを有する金型(スタンパ)を用いて樹脂層にパターンを転写し、その転写されたパターンに導電材料を充填することにより配線パターンを形成するインプリント法が知られている(例えば、特許文献1参照。)。
【0004】
インプリント法において、金型を樹脂層から離型する際に、金型に樹脂層を構成する樹脂が付着し、これにより不具合が生じる場合がある。この離型不良を防止するために、樹脂層から離型し易い離型層が形成された金型(モールド)を用いるインプリント法が知られている(例えば、特許文献2参照。)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−320150号公報
【特許文献2】特開2007−243181号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、離型層が形成された金型を用いる手法では、樹脂に対し高温で熱インプリントすると離型するのが難しいという問題があった。
【0007】
本発明の目的は、金型を樹脂層から離型する際に離型性を向上させることができるとともに、微細なパターンを形成することができる配線板の製造方法を提供することである。
【課題を解決するための手段】
【0008】
本発明の一態様によれば、一面に凸部を有する金型を用意する工程と、金型の一面に、金型と剥離可能に導電性薄膜を形成する工程と、凸部を導電性薄膜とともに樹脂層に圧入する工程と、樹脂層を硬化させることにより、樹脂層に凸部の形状が転写された凹部を形成するとともに、樹脂層と導電性薄膜とを密着させる工程と、金型を導電性薄膜から剥離する工程と、凹部に導電性薄膜を介して導電材料を充填する工程とを含む配線板の製造方法が提供される。
【0009】
本発明の一態様において、導電性薄膜を形成する工程は、導電性ナノインク、導電性ペースト及び導電性高分子のいずれかを塗布して導電性薄膜を形成しても良い。
【0010】
本発明の一態様において、導電材料を充填する工程は、導電性薄膜をシード層として、電解めっきにより導電材料を充填しても良い。
【0011】
本発明の一態様において、金型は、支持部と、支持部上に配置された第1の凸部と、第1の凸部上に配置された第2の凸部とを有し、凹部を形成する工程は、樹脂層に第1及び第2の凸部の形状がそれぞれ転写された第1及び第2の凹部を形成し、導電材料を充填する工程は、第1及び第2の凹部に導電材料をそれぞれ充填することにより第1の配線層及び第1の配線層と導通するビアをそれぞれ形成しても良い。
【0012】
本発明の一態様において、樹脂層の下面に、ビアと導通する第2の配線層を形成する工程を更に含んでいても良い。
【0013】
本発明の一態様において、導電性薄膜を形成する工程は、第1の凸部と第2の凸部の連結部及び第1の凸部と支持部の連結部の少なくともいずれかにおいて曲率を有して導電性薄膜を形成しても良い。
【0014】
本発明の他の一態様によれば、一面に凸部を有する金型を用意する工程と、金型の一面に、金型と剥離可能に導電性薄膜を形成する工程と、第1の樹脂層と、第1の樹脂層の一面に埋設された配線層とを有する基材を用意する工程と、第1の樹脂層の一面に第2の樹脂層を積層する工程と、凸部を導電性薄膜とともに第2の樹脂層に圧入し、凸部の先端部に位置する導電性薄膜を配線層と接触させる工程と、第2の樹脂層を硬化させることにより、第2の樹脂層に凸部の形状が転写された凹部を形成するとともに、第2の樹脂層と導電性薄膜とを密着させる工程と、金型を導電性薄膜から剥離する工程と、凹部に導電性薄膜を介して導電材料を充填する工程とを含む配線板の製造方法が提供される。
【発明の効果】
【0015】
本発明によれば、金型を樹脂層から離型する際に離型性を向上させることができるとともに、微細なパターンを形成することができる配線板の製造方法を提供することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の第1の実施の形態に係る配線板の一例を示す断面図である。
【図2】本発明の第1の実施の形態に係る配線板の製造方法の一例を説明するための工程断面図である。
【図3】本発明の第1の実施の形態に係る金型の一部の斜視図である。
【図4】本発明の第1の実施の形態に係る配線板の製造方法の一例を説明するための図2に引き続く工程断面図である。
【図5】本発明の第1の実施の形態に係る配線板の製造方法の一例を説明するための図4に引き続く工程断面図である。
【図6】本発明の第1の実施の形態に係る配線板の製造方法の一例を説明するための図5に引き続く工程断面図である。
【図7】本発明の第1の実施の形態に係る配線板の製造方法の一例を説明するための図6に引き続く工程断面図である。
【図8】本発明の第1の実施の形態に係る配線板の製造方法の一例を説明するための図7に引き続く工程断面図である。
【図9】本発明の第1の実施の形態に係る配線板の製造方法の一例を説明するための図8に引き続く工程断面図である。
【図10】本発明の第2の実施の形態に係る配線板の一例を示す断面図である。
【図11】本発明の第2の実施の形態に係る配線板の製造方法の一例を説明するための工程断面図である。
【図12】本発明の第2の実施の形態に係る配線板の製造方法の一例を説明するための図11に引き続く工程断面図である。
【図13】本発明の第2の実施の形態に係る配線板の製造方法の一例を説明するための図12に引き続く工程断面図である。
【図14】本発明の第2の実施の形態に係る配線板の製造方法の一例を説明するための図13に引き続く工程断面図である。
【発明を実施するための形態】
【0017】
次に、図面を参照して、本発明の第1及び第2の実施の形態を説明する。以下の図面の記載において、同一又は類似の部分には同一又は類似の符号を付している。ただし、図面は模式的なものであり、厚みと平面寸法との関係、各層の厚みの比率等は現実のものとは異なることに留意すべきである。したがって、具体的な厚みや寸法は以下の説明を参酌して判断すべきものである。又、図面相互間においても互いの寸法の関係や比率が異なる部分が含まれていることはもちろんである。
【0018】
また、以下に示す第1及び第2の実施の形態は、この発明の技術的思想を具体化するための装置や方法を例示するものであって、この発明の技術的思想は、構成部品の材質、形状、構造、配置等を下記のものに特定するものでない。この発明の技術的思想は、特許請求の範囲において、種々の変更を加えることができる。
【0019】
(第1の実施の形態)
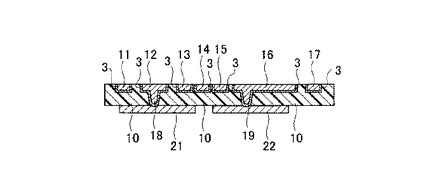
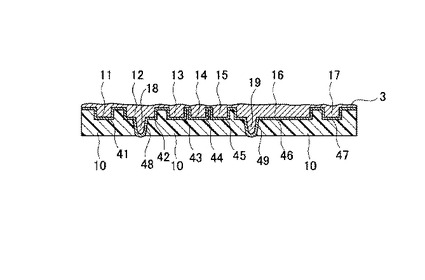
本発明の第1の実施の形態に係る配線板は、図1に示すように、樹脂層10と、樹脂層10の上面に埋設された第1の配線層11〜17と、樹脂層10の下面に配置された第2の配線層21,22と、第1の配線層12,16と第2の配線層21,22とをそれぞれ導通するビア18,19と、第1の配線層11〜17及びビア18,19のそれぞれと樹脂層10との間に配置された導電性薄膜3とを備える。
【0020】
第1の配線層12とビア18の間及び第1の配線層16とビア19の間にそれぞれ界面はなく、第1の配線層12とビア18、及び第1の配線層16とビア19はそれぞれ一体的に形成されている。
【0021】
樹脂層10の厚さは30μm程度である。樹脂層10の材料としては、例えば液晶ポリマー等の熱可塑性樹脂が使用可能である。
【0022】
第1の配線層11〜17のうち、ライン・アンド・スペース部分の線幅は5μm程度、間隔は5μm程度であり、ランド径は30μm程度である。第2の配線層21,22のうち、ライン・アンド・スペース部分の線幅は10μm程度、間隔は10μm程度であり、ランド径は80μm程度である。ビア18,19の直径は10μm程度、高さは25μm程度である。導電性薄膜3の厚さは10nm〜10μm程度が好ましい。
【0023】
第1の配線層11〜17、ビア18,19、第2の配線層21,22及び導電性薄膜3の材料としては、銅(Cu)又は銀(Ag)等が使用可能である。第1の配線層11〜17、ビア18,19及び第2の配線層21,22のそれぞれは、同じ材料を用いても良いし、異なる材料を用いても良い。
【0024】
本発明の第1の実施の形態に係る配線板によれば、第1の配線層11〜17が樹脂層10の上面に埋設されているので、多層化する際に高い平坦性を得ることができる。
【0025】
次に、本発明の第1の実施の形態に係る配線板の製造方法の一例を、図2〜図9を用いて説明する。
【0026】
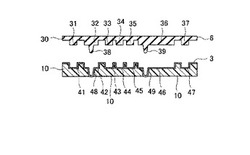
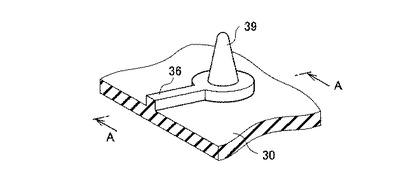
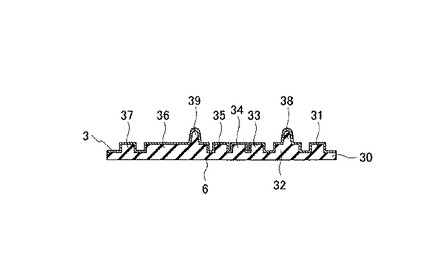
(イ)図2に示すように金型6を用意する。金型6は、支持部30と、支持部30上に配置された2段の凸部(凸状パターン)を備える。2段の凸状パターンは、配線層形成用の第1の凸部31〜37と、第1の凸部32,36上に配置されたビア形成用の第2の凸部(突起)38,39とからなる。金型6は種々の方法で作製可能であるが、特に微細なサイズが要求される場合には、シード層が形成されたシリコン(Si)基板上にレジストを塗布し、レジストを電子線(EB)、紫外線(UV)又はレーザーを用いて描画・現像してパターニングする。この一連の工程を繰り返し、パターニングしたレジストの凹凸部にニッケル(Ni)や銅(Cu)等を用いためっきにより導電材料を充填した後、レジストを除去することにより金型6を作製可能である。本発明の第1の実施の形態においては、レジストをi線露光でパターニングし、図1に示したビア18,19は直径10μm、高さ25μm、第1の配線層11〜17のライン・アンド・スペース部分の線幅は5μm、間隔は5μmであり、ランド径は30μmの形状を得た。金型6の表面には、必要に応じて離型し易いように市販のフッ素シランカップリング剤で離型処理をすることができる。金型6の材料は特に限定されないが、離型し易い材料であることが好ましく、例えばシリコン(Si)、セラミクス、金属又はポリマー等が使用可能である。金型6の支持部30の一部、第1の凸部36及び第2の凸部39を上面側からみた斜視図を図3に示す。図3のA−A方向から見た場合、図2の断面図の一部に対応する。
【0027】
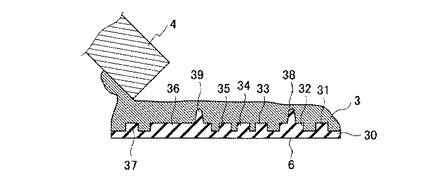
(ロ)図2に示すように、金型6の第1の凸部31〜37及び第2の凸部38,39が設けられた面を上向きにする。そして、スキージ4を用いたスクリーン印刷、スピンコート法又はスプレーコート法等により、金型6の第1の凸部31〜37及び第2の凸部38,39が設けられた面に導電材料3を塗布する。導電材料3としては、銅(Cu)又は銀(Ag)等のナノ粒子を金属フィラーとした導電性ナノインク、銅(Cu)ペーストや銀(Ag)ペースト等の導電性ペースト、又は導電性高分子等が使用可能である。
【0028】
(ハ)その後、図4に示すように、導電材料3を乾燥又は加熱(焼成)することにより、金型6の表面に、金型6と剥離可能に導電性薄膜3が形成される。導電性薄膜3の厚さは10nm〜10μm程度が好ましい。導電材料3が導電性ナノインクの場合、加熱により分散剤が分解して金属フィラー同士が融合するとともに、溶媒も蒸発し、ほぼ純粋な金属が得られる。また、導電材料3がアルコール等の有機溶媒を含む場合には、加熱しなくても分散剤が分解して金属フィラー同士が融合する。また、金属フィラーのインク中での含有率を制御することにより、焼結時に導電材料3の体積を50%以上収縮させることも可能である。
【0029】
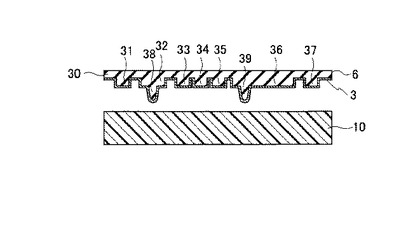
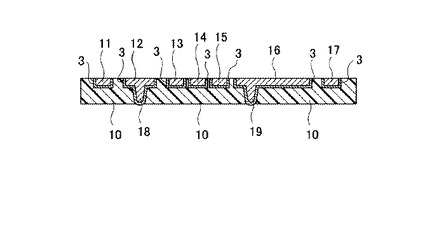
(ニ)図5に示すように、熱可塑性樹脂等の樹脂層10を用意し、導電性薄膜3を有する金型6と樹脂層10を対向させる。本発明の第1の実施の形態においては、樹脂層10として液晶ポリマーフィルムを用いる。図6に示すように、プレス等により加熱しながら導電性薄膜3を有する金型6を樹脂層10に圧入する。軟化した樹脂層10が金型6のパターンに追従しきった時点で金型6及び樹脂層10を冷却し、樹脂層10を硬化させる。樹脂層10として液晶ポリマーフィルムを用いた場合、プレス条件は例えば270℃、10MPaで10分とする。別途、270℃まで昇温する時間が30分、加熱後に常温まで冷却する時間が60分かかる。樹脂層10は、金型6の第1の凸部31〜37が転写された第1の凹部41〜47と、第2の凸部38,39が転写された第2の凹部(穴)48,49を有する。第2の凹部48,49は、第1の凹部42,46に連続し、且つ第1の凹部41〜47よりも深い深さを有する。また、樹脂層10が接着剤として機能し、樹脂層10と導電性薄膜3とを密着させることができる。その後、必要に応じて、研磨又はエッチング等により、樹脂層10の一部を厚さ方向に除去して、樹脂層10の表面から第2の凸部38,39の先端部に位置する導電性薄膜3の一部を露出させても良い。
【0030】
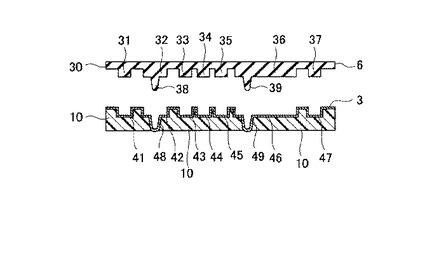
(ホ)図7に示すように、金型6を樹脂層10から離型する。このとき、導電性薄膜3は金型6よりも樹脂層10との密着性が高いため、金型6から剥離して樹脂層10側に転写される。
【0031】
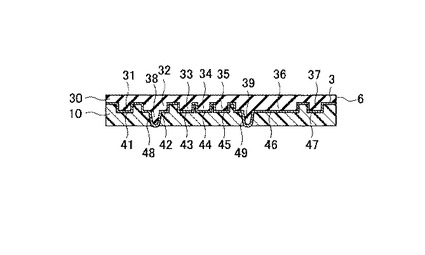
(ヘ)図8に示すように、導電性薄膜3をシード層として電解めっきを施し、第1の凹部41〜47及び第2の凹部48,49に銅(Cu)又は銀(Ag)等の導電材料をそれぞれ充填することにより、第1の配線層11〜17及びビア18,19をそれぞれ形成する。なお、導電性薄膜3をシード層として用いずに、導電性ペースト等の導電材料を印刷等により第1の凹部41〜47及び第2の凹部48,49に導電性薄膜3を介してそれぞれ充填し、焼結させても良い。
【0032】
(ト)研磨又はエッチング等により、第1の凹部41〜47及び第2の凹部48,49に充填された部分以外の導電材料の余剰部分と、第1の凹部41〜47及び第2の凹部48,49上に位置する部分以外の導電性薄膜3の余剰部分を図9に示すように除去する。
【0033】
(チ)図1に示すように、樹脂層10の下面に第2の配線層21,22をビア18,19のそれぞれと接触するように位置合わせをしてそれぞれ形成する。例えば、セミアディティブ法では、樹脂層10の下面にシード層を形成した後にレジストを塗布し、フォトリソグラフィ技術を用いてレジストをパターニングし、電解銅めっきを施した後、レジスト及びシード層を除去することにより第2の配線層21,22を形成する。又は、印刷版を用いて樹脂層10の下面に導電性ペーストを印刷・焼結することにより第2の配線層21,22を形成しても良い。本発明の第1の実施の形態においては、セミアディティブ法により、ライン・アンド・スペース部分の配線幅を10μm、配線間隔を10μm、ランド径を80μmとした。その後、配線板の表層にソルダーレジストやカバーレイを設けても良い。
【0034】
本発明の第1の実施の形態に係る配線板の製造方法によれば、2段形状の金型6を用いて、第1の配線層11〜17及びビア18,19を一括で形成することができる。この結果、レーザービア形成の場合に比して、第1の配線層11〜17とビア18,19とを位置合わせする必要がなくなる。
【0035】
更に、図2に示すように導電材料を塗布して導電性薄膜3を形成するので、例えばスパッタリングにより導電性薄膜3を形成する場合に比して導電性薄膜3を厚く形成することができる。
【0036】
更に、金型6を樹脂層10から離型するときに、金型6から導電性薄膜3が剥離されることで、樹脂層10を加熱して形成させたとしても、金型6に形成された導電性薄膜3を剥離させることにより、従来のような樹脂の付着(離型不良)を防止することができる。
【0037】
更に、導電性薄膜3を、第1の凹部41〜47及び第2の凹部48,49を導電材料で充填するために行うめっき用のシード層として利用することができ、別途シード層を形成する工程が不要となる。更に、軟化した熱可塑性樹脂10を硬化させることにより導電性薄膜3と樹脂層10とを密着させるため、樹脂層10の表面に無電解めっき等により別途シード層を形成する場合と比して、シード層である導電性薄膜3と樹脂層10との密着性を向上させることができる。
【0038】
(第2の実施の形態)
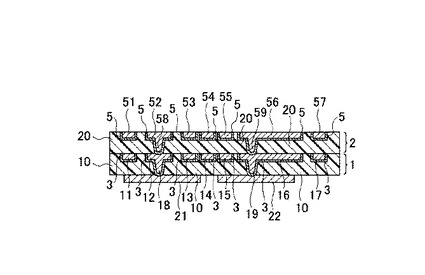
本発明の第2の実施の形態に係る配線板は、図10に示すように、第1の基材1及び第2の基材2を備える多層基板である。
【0039】
第1の基材1は、第1の樹脂層10と、第1の樹脂層10の上面に埋設された第1の配線層11〜17と、第1の樹脂層10の下面に配置された第2の配線層21,22と、第1の配線層12,16と第2の配線層21,22とをそれぞれ導通する第1のビア18,19と、第1の配線層11〜17及び第1のビア18,19のそれぞれと第1の樹脂層10との間に配置された第1の導電性薄膜3とを備える。
【0040】
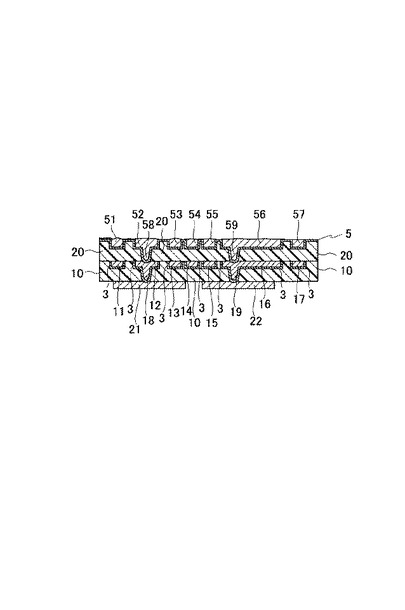
第2の基材2は、第1の樹脂層10上に配置された第2の樹脂層20と、第2の樹脂層20の上面に埋設された第3の配線層51〜57と、第3の配線層52,56と第1の配線層12,16とをそれぞれ導通する第2のビア58,59と、第3の配線層51〜57及び第2のビア58,59のそれぞれと第2の樹脂層20との間に配置された第2の導電性薄膜5とを備える。
【0041】
第1の基材1及び第2の基材2の構成は、図1に示した配線板と実質的に同様であるので、重複した説明を省略する。第1の基材1及び第2の基材2の各構成要素は、互いに同じ材料を用いてもよく、互いに異なる材料を用いても良い。
【0042】
本発明の第2の実施の形態に係る配線板によれば、第1の配線層11〜17及び第3の配線層51〜57が、第1の樹脂層10及び第2の樹脂層20の上面にそれぞれ埋設されているので、高い平坦性を得ることができる。
【0043】
次に、本発明の第2の実施の形態に係る配線板の製造方法の一例を、図11〜図14を用いて説明する。
【0044】
(イ)図11に示すように第1の基材1を予め用意しておく。第1の基材1は、例えば図1〜図9に示した配線板と同様の製造工程で作製可能である。
【0045】
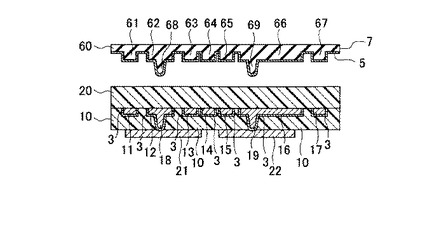
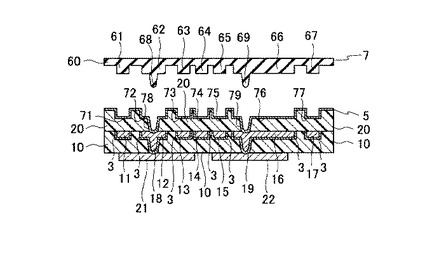
(ロ)一方、図11に示すように支持部60と、支持部60上に配置された配線層形成用の第1の凸部61〜67と、第1の凸部62,66上にそれぞれ配置されたビア形成用の第2の凸部(突起)68,69を有する金型7を用意する。図10に示した第3の配線層51〜57及び第2のビア58,59が、第1の配線層11〜17及び第1のビア18,19と同じ形状の場合は、金型7として図2に示した金型6と同じものを用いても良い。図11に示すように、金型7の第1の凸部61〜67及び第2の凸部68,69が設けられている面に導電材料5を塗布し、導電材料5を乾燥又は加熱(焼成)することにより、金型7と剥離可能に第2の導電性薄膜5を形成する。
【0046】
(ハ)図11に示すように、第1の基材1の第1の配線層11〜17が設けられている面に第2の樹脂層20を積層(ラミネート)する。本発明の第2の実施の形態においては、第2の樹脂層20を250℃、1MPa、1分で真空ラミネートを行う。金型7を第2の樹脂層20に対向させ、画像認識又はピンアライメント等により第1の基材1の第1の配線層12,16と金型7の第2の凸部68,69とを位置合わせする。
【0047】
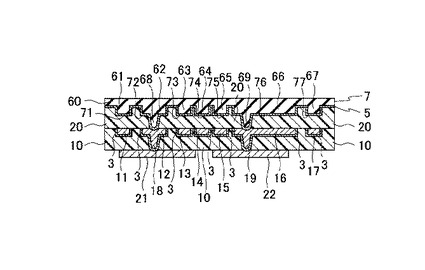
(ニ)図12に示すように、プレス等により加熱しながら金型7を第2の樹脂層20に圧入し、第1の配線層12,16と、第2の凸部68,69の先端部に位置する第2の導電性薄膜5とを接触させる。これにより第2の樹脂層20が硬化し、第2の樹脂層20に第1の凹部71〜77及び第2の凹部78,79が形成されるとともに、第1の基材1及び第2の基材2が一体化する。また、第2の樹脂層20が接着剤として機能し、第2の樹脂層20と第2の導電性薄膜5とを密着させることができる。なお、図12に示すように金型7を第2の樹脂層20に圧入したときに、第2の導電性薄膜5と、第1の配線層12,16との接続信頼性が十分に得られない場合は、図12に示すように金型7を第2の樹脂層20に圧入する前に、研磨等により第2の凸部68,69の先端部に位置する第2の樹脂層20の一部を予め除去し、第2の導電性薄膜5を露出させても良い。
【0048】
(ホ)図13に示すように、金型7を第2の樹脂層20から離型する。このとき、第2の導電性薄膜5は金型7よりも第2の樹脂層20との密着性が高いため、金型7から剥離して第2の樹脂層20側に転写される。
【0049】
(ヘ)図14に示すように、第2の導電性薄膜5をシード層として電解めっきを施し、第1の凹部71〜77及び第2の凹部78,79に銅(Cu)又は銀(Ag)等の導電材料を充填し、第3の配線層51〜57及び第2のビア58,59を形成する。
【0050】
(ト)研磨又はエッチング等により、第1の凹部71〜77及び第2の凹部78,79に充填された導電材料以外の導電材料の余剰部分及び第1の凹部71〜77及び第2の凹部78,79上に位置する部分以外の第2の導電性薄膜5の余剰部分を図10に示すように除去し、多層基板が完成する。
【0051】
本発明の第2の実施の形態に係る配線板の製造方法によれば、2段形状の金型7を用いて、第3の配線層51〜57及び第2のビア58,59を一括で形成することができる。この結果、レーザービア形成の場合に比して、第3の配線層51〜57と第2のビア58,59とを位置合わせする必要がなくなる。
【0052】
更に、図11に示すように導電材料を塗布して第2の導電性薄膜5を形成するので、例えばスパッタリングにより第2の導電性薄膜5を形成する場合に比して、第2の導電性薄膜5を厚く形成することができる。
【0053】
更に、金型7を第2の樹脂層20から離型するときに、金型7から第2の導電性薄膜5が剥離されることで、第2の樹脂層20を加熱して形成させたとしても、金型7に形成された導電性薄膜5を剥離させることにより、従来のような樹脂の付着(離型不良)を防止することができる。
【0054】
更に、第2の導電性薄膜5を、第1の凹部71〜77及び第2の凹部78,79を導電材料で充填するために行うめっき用のシード層として利用することができ、別途シード層を形成する工程が不要となる。更に、第2の樹脂層20を硬化させることにより第2の導電性薄膜5と第2の樹脂層20とを密着させるため、第2の樹脂層20の表面に無電解めっき等により別途シード層を形成する場合と比して、シード層である第2の導電性薄膜5と第2の樹脂層20との密着性を向上させることができる。
【0055】
(その他の実施の形態)
上記のように、本発明は第1及び第2の実施の形態によって記載したが、この開示の一部をなす論述及び図面はこの発明を限定するものであると理解すべきではない。この開示から当業者には様々な代替実施の形態、実施例及び運用技術が明らかとなろう。
【0056】
例えば、本発明の第1及び第2の実施の形態において、樹脂層10の材料として熱可塑性樹脂を用いる場合を説明したが、エポキシ樹脂等の半硬化状態の熱硬化性樹脂を用いることもできる。この場合、図6に示すように、プレス等により加熱しながら、導電性薄膜3を有する金型6を半硬化状態の熱硬化性樹脂からなる樹脂層10に圧入する。樹脂層10としては、例えばエポキシ系フィルムを使用し、プレス条件は、100℃、0.3MPaで1分とする。別途、100℃まで昇温する時間が10分、加熱後に常温まで冷却する時間が20分かかる。金型6を離型する前に、オーブンにて180℃、30分で焼成した後冷却することにより、樹脂層10を完全に硬化させる。これにより、樹脂層10には、金型6の第1の凸部31〜37が転写された第1の凹部41〜47と、第2の凸部38,39が転写された第2の凹部(穴)48,49が形成される。また、樹脂層10が接着剤として機能し、樹脂層10と導電性薄膜3とを密着させることができる。その後、図7に示すように金型6を樹脂層10から離型する。
【0057】
また、本発明の第1の実施の形態において、図4に示すように金型6の表面に導電材料を塗布することにより、第1の凸部31〜37と支持部30との連結部、及び第1の凸部32,36と第2の凸部38,39との連結部(第2の凸部38,39の根元部)の少なくともいずれかにおいてテーパ状に曲率を有して導電性薄膜3を形成しても良い。これにより、図7に示すように金型6を樹脂層10から離型するときに、第1の凸部31〜37と支持部30との連結部、及び第1の凸部32,36と第2の凸部38,39との連結部の少なくともいずれかの曲率を有している部分への力の集中を抑制することができ、導電性薄膜3がめくれる等の損傷を防止することができる。また、第1の凸部31〜37及び第2の凸部38,39の転写パターンである第1の配線層11〜17の角部及びビア18,19の根元部の少なくともいずれかが曲率を有することにより、高周波特性に優れた配線板を実現することができる。これらは本発明の第2の実施の形態においても同様に適用することが可能である。
【0058】
また、本発明の第1の実施の形態において、図1に示したビア18,19の先端部は曲面であるが、ビア18,19の先端部は平面であっても良い。また、ビア18,19の直径が根元部から先端部にかけて小さくなっている場合を示したが、ビア18,19の直径は一定であっても良い。これらは本発明の第2の実施の形態においても同様に適用することが可能である。
【0059】
また、本発明の第2の実施の形態に係る配線板として、図10に示すように第1の基材1及び第2の基材2を備える多層基板を説明したが、第2の基材2上に積層された他の基材を更に備えていても良い。
【0060】
このように、本発明はここでは記載していない様々な実施の形態等を含むことは勿論である。したがって、本発明の技術的範囲は上記の説明から妥当な特許請求の範囲に係る発明特定事項によってのみ定められるものである。
【符号の説明】
【0061】
1,2…基材
3,5…導電性薄膜(導電材料)
4…スキージ
6,7…金型
10,20…樹脂層
11〜17,21,22,51〜57…配線層
18,19,58,59…ビア
30,60…支持部
31〜37,61〜67…第1の凸部
38,39,68,69…第2の凸部
41〜47,71〜77…第1の凹部
48,49,78,79…第2の凹部
【技術分野】
【0001】
本発明は電子部品を実装するための配線板の製造方法に関する。
【背景技術】
【0002】
電子機器の小型化、薄型化及び高機能化に伴って、電子機器に組み込まれる電子部品も小型化が進み、電子部品を実装する配線板(プリント配線板)の配線も微細化されてきている。
【0003】
微細な配線パターンを形成する方法として、配線パターンを形成するためのパターンを有する金型(スタンパ)を用いて樹脂層にパターンを転写し、その転写されたパターンに導電材料を充填することにより配線パターンを形成するインプリント法が知られている(例えば、特許文献1参照。)。
【0004】
インプリント法において、金型を樹脂層から離型する際に、金型に樹脂層を構成する樹脂が付着し、これにより不具合が生じる場合がある。この離型不良を防止するために、樹脂層から離型し易い離型層が形成された金型(モールド)を用いるインプリント法が知られている(例えば、特許文献2参照。)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−320150号公報
【特許文献2】特開2007−243181号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、離型層が形成された金型を用いる手法では、樹脂に対し高温で熱インプリントすると離型するのが難しいという問題があった。
【0007】
本発明の目的は、金型を樹脂層から離型する際に離型性を向上させることができるとともに、微細なパターンを形成することができる配線板の製造方法を提供することである。
【課題を解決するための手段】
【0008】
本発明の一態様によれば、一面に凸部を有する金型を用意する工程と、金型の一面に、金型と剥離可能に導電性薄膜を形成する工程と、凸部を導電性薄膜とともに樹脂層に圧入する工程と、樹脂層を硬化させることにより、樹脂層に凸部の形状が転写された凹部を形成するとともに、樹脂層と導電性薄膜とを密着させる工程と、金型を導電性薄膜から剥離する工程と、凹部に導電性薄膜を介して導電材料を充填する工程とを含む配線板の製造方法が提供される。
【0009】
本発明の一態様において、導電性薄膜を形成する工程は、導電性ナノインク、導電性ペースト及び導電性高分子のいずれかを塗布して導電性薄膜を形成しても良い。
【0010】
本発明の一態様において、導電材料を充填する工程は、導電性薄膜をシード層として、電解めっきにより導電材料を充填しても良い。
【0011】
本発明の一態様において、金型は、支持部と、支持部上に配置された第1の凸部と、第1の凸部上に配置された第2の凸部とを有し、凹部を形成する工程は、樹脂層に第1及び第2の凸部の形状がそれぞれ転写された第1及び第2の凹部を形成し、導電材料を充填する工程は、第1及び第2の凹部に導電材料をそれぞれ充填することにより第1の配線層及び第1の配線層と導通するビアをそれぞれ形成しても良い。
【0012】
本発明の一態様において、樹脂層の下面に、ビアと導通する第2の配線層を形成する工程を更に含んでいても良い。
【0013】
本発明の一態様において、導電性薄膜を形成する工程は、第1の凸部と第2の凸部の連結部及び第1の凸部と支持部の連結部の少なくともいずれかにおいて曲率を有して導電性薄膜を形成しても良い。
【0014】
本発明の他の一態様によれば、一面に凸部を有する金型を用意する工程と、金型の一面に、金型と剥離可能に導電性薄膜を形成する工程と、第1の樹脂層と、第1の樹脂層の一面に埋設された配線層とを有する基材を用意する工程と、第1の樹脂層の一面に第2の樹脂層を積層する工程と、凸部を導電性薄膜とともに第2の樹脂層に圧入し、凸部の先端部に位置する導電性薄膜を配線層と接触させる工程と、第2の樹脂層を硬化させることにより、第2の樹脂層に凸部の形状が転写された凹部を形成するとともに、第2の樹脂層と導電性薄膜とを密着させる工程と、金型を導電性薄膜から剥離する工程と、凹部に導電性薄膜を介して導電材料を充填する工程とを含む配線板の製造方法が提供される。
【発明の効果】
【0015】
本発明によれば、金型を樹脂層から離型する際に離型性を向上させることができるとともに、微細なパターンを形成することができる配線板の製造方法を提供することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の第1の実施の形態に係る配線板の一例を示す断面図である。
【図2】本発明の第1の実施の形態に係る配線板の製造方法の一例を説明するための工程断面図である。
【図3】本発明の第1の実施の形態に係る金型の一部の斜視図である。
【図4】本発明の第1の実施の形態に係る配線板の製造方法の一例を説明するための図2に引き続く工程断面図である。
【図5】本発明の第1の実施の形態に係る配線板の製造方法の一例を説明するための図4に引き続く工程断面図である。
【図6】本発明の第1の実施の形態に係る配線板の製造方法の一例を説明するための図5に引き続く工程断面図である。
【図7】本発明の第1の実施の形態に係る配線板の製造方法の一例を説明するための図6に引き続く工程断面図である。
【図8】本発明の第1の実施の形態に係る配線板の製造方法の一例を説明するための図7に引き続く工程断面図である。
【図9】本発明の第1の実施の形態に係る配線板の製造方法の一例を説明するための図8に引き続く工程断面図である。
【図10】本発明の第2の実施の形態に係る配線板の一例を示す断面図である。
【図11】本発明の第2の実施の形態に係る配線板の製造方法の一例を説明するための工程断面図である。
【図12】本発明の第2の実施の形態に係る配線板の製造方法の一例を説明するための図11に引き続く工程断面図である。
【図13】本発明の第2の実施の形態に係る配線板の製造方法の一例を説明するための図12に引き続く工程断面図である。
【図14】本発明の第2の実施の形態に係る配線板の製造方法の一例を説明するための図13に引き続く工程断面図である。
【発明を実施するための形態】
【0017】
次に、図面を参照して、本発明の第1及び第2の実施の形態を説明する。以下の図面の記載において、同一又は類似の部分には同一又は類似の符号を付している。ただし、図面は模式的なものであり、厚みと平面寸法との関係、各層の厚みの比率等は現実のものとは異なることに留意すべきである。したがって、具体的な厚みや寸法は以下の説明を参酌して判断すべきものである。又、図面相互間においても互いの寸法の関係や比率が異なる部分が含まれていることはもちろんである。
【0018】
また、以下に示す第1及び第2の実施の形態は、この発明の技術的思想を具体化するための装置や方法を例示するものであって、この発明の技術的思想は、構成部品の材質、形状、構造、配置等を下記のものに特定するものでない。この発明の技術的思想は、特許請求の範囲において、種々の変更を加えることができる。
【0019】
(第1の実施の形態)
本発明の第1の実施の形態に係る配線板は、図1に示すように、樹脂層10と、樹脂層10の上面に埋設された第1の配線層11〜17と、樹脂層10の下面に配置された第2の配線層21,22と、第1の配線層12,16と第2の配線層21,22とをそれぞれ導通するビア18,19と、第1の配線層11〜17及びビア18,19のそれぞれと樹脂層10との間に配置された導電性薄膜3とを備える。
【0020】
第1の配線層12とビア18の間及び第1の配線層16とビア19の間にそれぞれ界面はなく、第1の配線層12とビア18、及び第1の配線層16とビア19はそれぞれ一体的に形成されている。
【0021】
樹脂層10の厚さは30μm程度である。樹脂層10の材料としては、例えば液晶ポリマー等の熱可塑性樹脂が使用可能である。
【0022】
第1の配線層11〜17のうち、ライン・アンド・スペース部分の線幅は5μm程度、間隔は5μm程度であり、ランド径は30μm程度である。第2の配線層21,22のうち、ライン・アンド・スペース部分の線幅は10μm程度、間隔は10μm程度であり、ランド径は80μm程度である。ビア18,19の直径は10μm程度、高さは25μm程度である。導電性薄膜3の厚さは10nm〜10μm程度が好ましい。
【0023】
第1の配線層11〜17、ビア18,19、第2の配線層21,22及び導電性薄膜3の材料としては、銅(Cu)又は銀(Ag)等が使用可能である。第1の配線層11〜17、ビア18,19及び第2の配線層21,22のそれぞれは、同じ材料を用いても良いし、異なる材料を用いても良い。
【0024】
本発明の第1の実施の形態に係る配線板によれば、第1の配線層11〜17が樹脂層10の上面に埋設されているので、多層化する際に高い平坦性を得ることができる。
【0025】
次に、本発明の第1の実施の形態に係る配線板の製造方法の一例を、図2〜図9を用いて説明する。
【0026】
(イ)図2に示すように金型6を用意する。金型6は、支持部30と、支持部30上に配置された2段の凸部(凸状パターン)を備える。2段の凸状パターンは、配線層形成用の第1の凸部31〜37と、第1の凸部32,36上に配置されたビア形成用の第2の凸部(突起)38,39とからなる。金型6は種々の方法で作製可能であるが、特に微細なサイズが要求される場合には、シード層が形成されたシリコン(Si)基板上にレジストを塗布し、レジストを電子線(EB)、紫外線(UV)又はレーザーを用いて描画・現像してパターニングする。この一連の工程を繰り返し、パターニングしたレジストの凹凸部にニッケル(Ni)や銅(Cu)等を用いためっきにより導電材料を充填した後、レジストを除去することにより金型6を作製可能である。本発明の第1の実施の形態においては、レジストをi線露光でパターニングし、図1に示したビア18,19は直径10μm、高さ25μm、第1の配線層11〜17のライン・アンド・スペース部分の線幅は5μm、間隔は5μmであり、ランド径は30μmの形状を得た。金型6の表面には、必要に応じて離型し易いように市販のフッ素シランカップリング剤で離型処理をすることができる。金型6の材料は特に限定されないが、離型し易い材料であることが好ましく、例えばシリコン(Si)、セラミクス、金属又はポリマー等が使用可能である。金型6の支持部30の一部、第1の凸部36及び第2の凸部39を上面側からみた斜視図を図3に示す。図3のA−A方向から見た場合、図2の断面図の一部に対応する。
【0027】
(ロ)図2に示すように、金型6の第1の凸部31〜37及び第2の凸部38,39が設けられた面を上向きにする。そして、スキージ4を用いたスクリーン印刷、スピンコート法又はスプレーコート法等により、金型6の第1の凸部31〜37及び第2の凸部38,39が設けられた面に導電材料3を塗布する。導電材料3としては、銅(Cu)又は銀(Ag)等のナノ粒子を金属フィラーとした導電性ナノインク、銅(Cu)ペーストや銀(Ag)ペースト等の導電性ペースト、又は導電性高分子等が使用可能である。
【0028】
(ハ)その後、図4に示すように、導電材料3を乾燥又は加熱(焼成)することにより、金型6の表面に、金型6と剥離可能に導電性薄膜3が形成される。導電性薄膜3の厚さは10nm〜10μm程度が好ましい。導電材料3が導電性ナノインクの場合、加熱により分散剤が分解して金属フィラー同士が融合するとともに、溶媒も蒸発し、ほぼ純粋な金属が得られる。また、導電材料3がアルコール等の有機溶媒を含む場合には、加熱しなくても分散剤が分解して金属フィラー同士が融合する。また、金属フィラーのインク中での含有率を制御することにより、焼結時に導電材料3の体積を50%以上収縮させることも可能である。
【0029】
(ニ)図5に示すように、熱可塑性樹脂等の樹脂層10を用意し、導電性薄膜3を有する金型6と樹脂層10を対向させる。本発明の第1の実施の形態においては、樹脂層10として液晶ポリマーフィルムを用いる。図6に示すように、プレス等により加熱しながら導電性薄膜3を有する金型6を樹脂層10に圧入する。軟化した樹脂層10が金型6のパターンに追従しきった時点で金型6及び樹脂層10を冷却し、樹脂層10を硬化させる。樹脂層10として液晶ポリマーフィルムを用いた場合、プレス条件は例えば270℃、10MPaで10分とする。別途、270℃まで昇温する時間が30分、加熱後に常温まで冷却する時間が60分かかる。樹脂層10は、金型6の第1の凸部31〜37が転写された第1の凹部41〜47と、第2の凸部38,39が転写された第2の凹部(穴)48,49を有する。第2の凹部48,49は、第1の凹部42,46に連続し、且つ第1の凹部41〜47よりも深い深さを有する。また、樹脂層10が接着剤として機能し、樹脂層10と導電性薄膜3とを密着させることができる。その後、必要に応じて、研磨又はエッチング等により、樹脂層10の一部を厚さ方向に除去して、樹脂層10の表面から第2の凸部38,39の先端部に位置する導電性薄膜3の一部を露出させても良い。
【0030】
(ホ)図7に示すように、金型6を樹脂層10から離型する。このとき、導電性薄膜3は金型6よりも樹脂層10との密着性が高いため、金型6から剥離して樹脂層10側に転写される。
【0031】
(ヘ)図8に示すように、導電性薄膜3をシード層として電解めっきを施し、第1の凹部41〜47及び第2の凹部48,49に銅(Cu)又は銀(Ag)等の導電材料をそれぞれ充填することにより、第1の配線層11〜17及びビア18,19をそれぞれ形成する。なお、導電性薄膜3をシード層として用いずに、導電性ペースト等の導電材料を印刷等により第1の凹部41〜47及び第2の凹部48,49に導電性薄膜3を介してそれぞれ充填し、焼結させても良い。
【0032】
(ト)研磨又はエッチング等により、第1の凹部41〜47及び第2の凹部48,49に充填された部分以外の導電材料の余剰部分と、第1の凹部41〜47及び第2の凹部48,49上に位置する部分以外の導電性薄膜3の余剰部分を図9に示すように除去する。
【0033】
(チ)図1に示すように、樹脂層10の下面に第2の配線層21,22をビア18,19のそれぞれと接触するように位置合わせをしてそれぞれ形成する。例えば、セミアディティブ法では、樹脂層10の下面にシード層を形成した後にレジストを塗布し、フォトリソグラフィ技術を用いてレジストをパターニングし、電解銅めっきを施した後、レジスト及びシード層を除去することにより第2の配線層21,22を形成する。又は、印刷版を用いて樹脂層10の下面に導電性ペーストを印刷・焼結することにより第2の配線層21,22を形成しても良い。本発明の第1の実施の形態においては、セミアディティブ法により、ライン・アンド・スペース部分の配線幅を10μm、配線間隔を10μm、ランド径を80μmとした。その後、配線板の表層にソルダーレジストやカバーレイを設けても良い。
【0034】
本発明の第1の実施の形態に係る配線板の製造方法によれば、2段形状の金型6を用いて、第1の配線層11〜17及びビア18,19を一括で形成することができる。この結果、レーザービア形成の場合に比して、第1の配線層11〜17とビア18,19とを位置合わせする必要がなくなる。
【0035】
更に、図2に示すように導電材料を塗布して導電性薄膜3を形成するので、例えばスパッタリングにより導電性薄膜3を形成する場合に比して導電性薄膜3を厚く形成することができる。
【0036】
更に、金型6を樹脂層10から離型するときに、金型6から導電性薄膜3が剥離されることで、樹脂層10を加熱して形成させたとしても、金型6に形成された導電性薄膜3を剥離させることにより、従来のような樹脂の付着(離型不良)を防止することができる。
【0037】
更に、導電性薄膜3を、第1の凹部41〜47及び第2の凹部48,49を導電材料で充填するために行うめっき用のシード層として利用することができ、別途シード層を形成する工程が不要となる。更に、軟化した熱可塑性樹脂10を硬化させることにより導電性薄膜3と樹脂層10とを密着させるため、樹脂層10の表面に無電解めっき等により別途シード層を形成する場合と比して、シード層である導電性薄膜3と樹脂層10との密着性を向上させることができる。
【0038】
(第2の実施の形態)
本発明の第2の実施の形態に係る配線板は、図10に示すように、第1の基材1及び第2の基材2を備える多層基板である。
【0039】
第1の基材1は、第1の樹脂層10と、第1の樹脂層10の上面に埋設された第1の配線層11〜17と、第1の樹脂層10の下面に配置された第2の配線層21,22と、第1の配線層12,16と第2の配線層21,22とをそれぞれ導通する第1のビア18,19と、第1の配線層11〜17及び第1のビア18,19のそれぞれと第1の樹脂層10との間に配置された第1の導電性薄膜3とを備える。
【0040】
第2の基材2は、第1の樹脂層10上に配置された第2の樹脂層20と、第2の樹脂層20の上面に埋設された第3の配線層51〜57と、第3の配線層52,56と第1の配線層12,16とをそれぞれ導通する第2のビア58,59と、第3の配線層51〜57及び第2のビア58,59のそれぞれと第2の樹脂層20との間に配置された第2の導電性薄膜5とを備える。
【0041】
第1の基材1及び第2の基材2の構成は、図1に示した配線板と実質的に同様であるので、重複した説明を省略する。第1の基材1及び第2の基材2の各構成要素は、互いに同じ材料を用いてもよく、互いに異なる材料を用いても良い。
【0042】
本発明の第2の実施の形態に係る配線板によれば、第1の配線層11〜17及び第3の配線層51〜57が、第1の樹脂層10及び第2の樹脂層20の上面にそれぞれ埋設されているので、高い平坦性を得ることができる。
【0043】
次に、本発明の第2の実施の形態に係る配線板の製造方法の一例を、図11〜図14を用いて説明する。
【0044】
(イ)図11に示すように第1の基材1を予め用意しておく。第1の基材1は、例えば図1〜図9に示した配線板と同様の製造工程で作製可能である。
【0045】
(ロ)一方、図11に示すように支持部60と、支持部60上に配置された配線層形成用の第1の凸部61〜67と、第1の凸部62,66上にそれぞれ配置されたビア形成用の第2の凸部(突起)68,69を有する金型7を用意する。図10に示した第3の配線層51〜57及び第2のビア58,59が、第1の配線層11〜17及び第1のビア18,19と同じ形状の場合は、金型7として図2に示した金型6と同じものを用いても良い。図11に示すように、金型7の第1の凸部61〜67及び第2の凸部68,69が設けられている面に導電材料5を塗布し、導電材料5を乾燥又は加熱(焼成)することにより、金型7と剥離可能に第2の導電性薄膜5を形成する。
【0046】
(ハ)図11に示すように、第1の基材1の第1の配線層11〜17が設けられている面に第2の樹脂層20を積層(ラミネート)する。本発明の第2の実施の形態においては、第2の樹脂層20を250℃、1MPa、1分で真空ラミネートを行う。金型7を第2の樹脂層20に対向させ、画像認識又はピンアライメント等により第1の基材1の第1の配線層12,16と金型7の第2の凸部68,69とを位置合わせする。
【0047】
(ニ)図12に示すように、プレス等により加熱しながら金型7を第2の樹脂層20に圧入し、第1の配線層12,16と、第2の凸部68,69の先端部に位置する第2の導電性薄膜5とを接触させる。これにより第2の樹脂層20が硬化し、第2の樹脂層20に第1の凹部71〜77及び第2の凹部78,79が形成されるとともに、第1の基材1及び第2の基材2が一体化する。また、第2の樹脂層20が接着剤として機能し、第2の樹脂層20と第2の導電性薄膜5とを密着させることができる。なお、図12に示すように金型7を第2の樹脂層20に圧入したときに、第2の導電性薄膜5と、第1の配線層12,16との接続信頼性が十分に得られない場合は、図12に示すように金型7を第2の樹脂層20に圧入する前に、研磨等により第2の凸部68,69の先端部に位置する第2の樹脂層20の一部を予め除去し、第2の導電性薄膜5を露出させても良い。
【0048】
(ホ)図13に示すように、金型7を第2の樹脂層20から離型する。このとき、第2の導電性薄膜5は金型7よりも第2の樹脂層20との密着性が高いため、金型7から剥離して第2の樹脂層20側に転写される。
【0049】
(ヘ)図14に示すように、第2の導電性薄膜5をシード層として電解めっきを施し、第1の凹部71〜77及び第2の凹部78,79に銅(Cu)又は銀(Ag)等の導電材料を充填し、第3の配線層51〜57及び第2のビア58,59を形成する。
【0050】
(ト)研磨又はエッチング等により、第1の凹部71〜77及び第2の凹部78,79に充填された導電材料以外の導電材料の余剰部分及び第1の凹部71〜77及び第2の凹部78,79上に位置する部分以外の第2の導電性薄膜5の余剰部分を図10に示すように除去し、多層基板が完成する。
【0051】
本発明の第2の実施の形態に係る配線板の製造方法によれば、2段形状の金型7を用いて、第3の配線層51〜57及び第2のビア58,59を一括で形成することができる。この結果、レーザービア形成の場合に比して、第3の配線層51〜57と第2のビア58,59とを位置合わせする必要がなくなる。
【0052】
更に、図11に示すように導電材料を塗布して第2の導電性薄膜5を形成するので、例えばスパッタリングにより第2の導電性薄膜5を形成する場合に比して、第2の導電性薄膜5を厚く形成することができる。
【0053】
更に、金型7を第2の樹脂層20から離型するときに、金型7から第2の導電性薄膜5が剥離されることで、第2の樹脂層20を加熱して形成させたとしても、金型7に形成された導電性薄膜5を剥離させることにより、従来のような樹脂の付着(離型不良)を防止することができる。
【0054】
更に、第2の導電性薄膜5を、第1の凹部71〜77及び第2の凹部78,79を導電材料で充填するために行うめっき用のシード層として利用することができ、別途シード層を形成する工程が不要となる。更に、第2の樹脂層20を硬化させることにより第2の導電性薄膜5と第2の樹脂層20とを密着させるため、第2の樹脂層20の表面に無電解めっき等により別途シード層を形成する場合と比して、シード層である第2の導電性薄膜5と第2の樹脂層20との密着性を向上させることができる。
【0055】
(その他の実施の形態)
上記のように、本発明は第1及び第2の実施の形態によって記載したが、この開示の一部をなす論述及び図面はこの発明を限定するものであると理解すべきではない。この開示から当業者には様々な代替実施の形態、実施例及び運用技術が明らかとなろう。
【0056】
例えば、本発明の第1及び第2の実施の形態において、樹脂層10の材料として熱可塑性樹脂を用いる場合を説明したが、エポキシ樹脂等の半硬化状態の熱硬化性樹脂を用いることもできる。この場合、図6に示すように、プレス等により加熱しながら、導電性薄膜3を有する金型6を半硬化状態の熱硬化性樹脂からなる樹脂層10に圧入する。樹脂層10としては、例えばエポキシ系フィルムを使用し、プレス条件は、100℃、0.3MPaで1分とする。別途、100℃まで昇温する時間が10分、加熱後に常温まで冷却する時間が20分かかる。金型6を離型する前に、オーブンにて180℃、30分で焼成した後冷却することにより、樹脂層10を完全に硬化させる。これにより、樹脂層10には、金型6の第1の凸部31〜37が転写された第1の凹部41〜47と、第2の凸部38,39が転写された第2の凹部(穴)48,49が形成される。また、樹脂層10が接着剤として機能し、樹脂層10と導電性薄膜3とを密着させることができる。その後、図7に示すように金型6を樹脂層10から離型する。
【0057】
また、本発明の第1の実施の形態において、図4に示すように金型6の表面に導電材料を塗布することにより、第1の凸部31〜37と支持部30との連結部、及び第1の凸部32,36と第2の凸部38,39との連結部(第2の凸部38,39の根元部)の少なくともいずれかにおいてテーパ状に曲率を有して導電性薄膜3を形成しても良い。これにより、図7に示すように金型6を樹脂層10から離型するときに、第1の凸部31〜37と支持部30との連結部、及び第1の凸部32,36と第2の凸部38,39との連結部の少なくともいずれかの曲率を有している部分への力の集中を抑制することができ、導電性薄膜3がめくれる等の損傷を防止することができる。また、第1の凸部31〜37及び第2の凸部38,39の転写パターンである第1の配線層11〜17の角部及びビア18,19の根元部の少なくともいずれかが曲率を有することにより、高周波特性に優れた配線板を実現することができる。これらは本発明の第2の実施の形態においても同様に適用することが可能である。
【0058】
また、本発明の第1の実施の形態において、図1に示したビア18,19の先端部は曲面であるが、ビア18,19の先端部は平面であっても良い。また、ビア18,19の直径が根元部から先端部にかけて小さくなっている場合を示したが、ビア18,19の直径は一定であっても良い。これらは本発明の第2の実施の形態においても同様に適用することが可能である。
【0059】
また、本発明の第2の実施の形態に係る配線板として、図10に示すように第1の基材1及び第2の基材2を備える多層基板を説明したが、第2の基材2上に積層された他の基材を更に備えていても良い。
【0060】
このように、本発明はここでは記載していない様々な実施の形態等を含むことは勿論である。したがって、本発明の技術的範囲は上記の説明から妥当な特許請求の範囲に係る発明特定事項によってのみ定められるものである。
【符号の説明】
【0061】
1,2…基材
3,5…導電性薄膜(導電材料)
4…スキージ
6,7…金型
10,20…樹脂層
11〜17,21,22,51〜57…配線層
18,19,58,59…ビア
30,60…支持部
31〜37,61〜67…第1の凸部
38,39,68,69…第2の凸部
41〜47,71〜77…第1の凹部
48,49,78,79…第2の凹部
【特許請求の範囲】
【請求項1】
一面に凸部を有する金型を用意する工程と、
前記金型の前記一面に、前記金型と剥離可能に導電性薄膜を形成する工程と、
前記凸部を前記導電性薄膜とともに樹脂層に圧入する工程と、
前記樹脂層を硬化させることにより、前記樹脂層に前記凸部の形状が転写された凹部を形成するとともに、前記樹脂層と前記導電性薄膜とを密着させる工程と、
前記金型を前記導電性薄膜から剥離する工程と、
前記凹部に前記導電性薄膜を介して導電材料を充填する工程
とを含むことを特徴とする配線板の製造方法。
【請求項2】
前記導電性薄膜を形成する工程は、導電性ナノインク、導電性ペースト及び導電性高分子のいずれかを塗布して前記導電性薄膜を形成することを含むことを特徴とする請求項1に記載の配線板の製造方法。
【請求項3】
前記導電材料を充填する工程は、前記導電性薄膜をシード層として、電解めっきにより前記導電材料を充填することを含むことを特徴とする請求項1又は2に記載の配線板の製造方法。
【請求項4】
前記金型は、支持部と、前記支持部上に配置された第1の凸部と、前記第1の凸部上に配置された第2の凸部とを有し、
前記凹部を形成する工程は、前記樹脂層に前記第1及び第2の凸部の形状がそれぞれ転写された第1及び第2の凹部を形成し、
前記導電材料を充填する工程は、前記第1及び第2の凹部に前記導電材料をそれぞれ充填することにより第1の配線層及び前記第1の配線層と導通するビアをそれぞれ形成する
ことを含むことを特徴とする請求項1〜3のいずれか1項に記載の配線板の製造方法。
【請求項5】
前記樹脂層の下面に、前記ビアと導通する第2の配線層を形成する工程を更に含むことを特徴とする請求項4に記載の配線板の製造方法。
【請求項6】
前記導電性薄膜を形成する工程は、前記第1の凸部と前記第2の凸部の連結部及び前記第1の凸部と前記支持部の連結部の少なくともいずれかにおいて曲率を有して前記導電性薄膜を形成することを含むことを特徴とする請求項4又は5に記載の配線板の製造方法。
【請求項7】
一面に凸部を有する金型を用意する工程と、
前記金型の前記一面に、前記金型と剥離可能に導電性薄膜を形成する工程と、
第1の樹脂層と、前記第1の樹脂層の一面に埋設された配線層とを有する基材を用意する工程と、
前記第1の樹脂層の前記一面に第2の樹脂層を積層する工程と、
前記凸部を前記導電性薄膜とともに前記第2の樹脂層に圧入し、前記凸部の先端部に位置する前記導電性薄膜を前記配線層と接触させる工程と、
前記第2の樹脂層を硬化させることにより、前記第2の樹脂層に前記凸部の形状が転写された凹部を形成するとともに、前記第2の樹脂層と前記導電性薄膜とを密着させる工程と、
前記金型を前記導電性薄膜から剥離する工程と、
前記凹部に前記導電性薄膜を介して導電材料を充填する工程
とを含むことを特徴とする配線板の製造方法。
【請求項1】
一面に凸部を有する金型を用意する工程と、
前記金型の前記一面に、前記金型と剥離可能に導電性薄膜を形成する工程と、
前記凸部を前記導電性薄膜とともに樹脂層に圧入する工程と、
前記樹脂層を硬化させることにより、前記樹脂層に前記凸部の形状が転写された凹部を形成するとともに、前記樹脂層と前記導電性薄膜とを密着させる工程と、
前記金型を前記導電性薄膜から剥離する工程と、
前記凹部に前記導電性薄膜を介して導電材料を充填する工程
とを含むことを特徴とする配線板の製造方法。
【請求項2】
前記導電性薄膜を形成する工程は、導電性ナノインク、導電性ペースト及び導電性高分子のいずれかを塗布して前記導電性薄膜を形成することを含むことを特徴とする請求項1に記載の配線板の製造方法。
【請求項3】
前記導電材料を充填する工程は、前記導電性薄膜をシード層として、電解めっきにより前記導電材料を充填することを含むことを特徴とする請求項1又は2に記載の配線板の製造方法。
【請求項4】
前記金型は、支持部と、前記支持部上に配置された第1の凸部と、前記第1の凸部上に配置された第2の凸部とを有し、
前記凹部を形成する工程は、前記樹脂層に前記第1及び第2の凸部の形状がそれぞれ転写された第1及び第2の凹部を形成し、
前記導電材料を充填する工程は、前記第1及び第2の凹部に前記導電材料をそれぞれ充填することにより第1の配線層及び前記第1の配線層と導通するビアをそれぞれ形成する
ことを含むことを特徴とする請求項1〜3のいずれか1項に記載の配線板の製造方法。
【請求項5】
前記樹脂層の下面に、前記ビアと導通する第2の配線層を形成する工程を更に含むことを特徴とする請求項4に記載の配線板の製造方法。
【請求項6】
前記導電性薄膜を形成する工程は、前記第1の凸部と前記第2の凸部の連結部及び前記第1の凸部と前記支持部の連結部の少なくともいずれかにおいて曲率を有して前記導電性薄膜を形成することを含むことを特徴とする請求項4又は5に記載の配線板の製造方法。
【請求項7】
一面に凸部を有する金型を用意する工程と、
前記金型の前記一面に、前記金型と剥離可能に導電性薄膜を形成する工程と、
第1の樹脂層と、前記第1の樹脂層の一面に埋設された配線層とを有する基材を用意する工程と、
前記第1の樹脂層の前記一面に第2の樹脂層を積層する工程と、
前記凸部を前記導電性薄膜とともに前記第2の樹脂層に圧入し、前記凸部の先端部に位置する前記導電性薄膜を前記配線層と接触させる工程と、
前記第2の樹脂層を硬化させることにより、前記第2の樹脂層に前記凸部の形状が転写された凹部を形成するとともに、前記第2の樹脂層と前記導電性薄膜とを密着させる工程と、
前記金型を前記導電性薄膜から剥離する工程と、
前記凹部に前記導電性薄膜を介して導電材料を充填する工程
とを含むことを特徴とする配線板の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2012−227302(P2012−227302A)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2011−92594(P2011−92594)
【出願日】平成23年4月19日(2011.4.19)
【出願人】(000005186)株式会社フジクラ (4,463)
【Fターム(参考)】
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成23年4月19日(2011.4.19)
【出願人】(000005186)株式会社フジクラ (4,463)
【Fターム(参考)】
[ Back to top ]