
酸化アルミニウム被膜絶縁アルミニウム電線の製造方法
【課題】耐摩耗性、屈曲性等がより優れたアルマイト電線を効率よく生産できる技術を提供する。
【解決手段】アルミニウム素線1を電解液32中で陽極酸化処理することにより該アルミニウム素線の表面に陽極酸化皮膜を形成した後に、水蒸気槽4等の沸騰水又は蒸気圧力容器中に入れて封孔処理し、次いで熱処理を行う。
【解決手段】アルミニウム素線1を電解液32中で陽極酸化処理することにより該アルミニウム素線の表面に陽極酸化皮膜を形成した後に、水蒸気槽4等の沸騰水又は蒸気圧力容器中に入れて封孔処理し、次いで熱処理を行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、絶縁被覆を要せず高耐熱性を有し、且つ、軽量な耐熱電線であって、耐摩耗性、屈曲性等がより優れた酸化アルミニウム被膜絶縁アルミニウム電線を効率よく生産できる方法に関する。
【背景技術】
【0002】
自動車のエンジンルーム、溶鉱炉の周辺等の高温雰囲気下で使用される電線には、耐熱性が優れた絶縁電線が要求される。係る絶縁電線は、加熱設備や火災報知器などの高温下における安全性が要求される設備に使用されることがあり、また、自動車内の高温度に加熱される環境下においても用いられる。
【0003】
耐熱電線としては、従来、主に銅或いは銅合金からなる導体を伸線にて細径化し、これにポリ塩化ビニル或いはポリエチレン等の熱可塑性樹脂を押し出し成形にて被覆したものが知られている。
しかしながら、導体材料としては、電気伝導性の高さ、半田付けの容易性、強度の観点から銅または銅合金が最適であるが、銅は酸化剤に対して抵抗力が低く、大気中室温においても酸化されたり、塩基性炭酸塩の緑青に変化する。さらに高温環境下では、酸化が進行し、導体としての使用が不可能になる等の問題点があった。
【0004】
また、従来より、アルミニウム導体上に陽極酸化処理による酸化膜を設けたアルマイト電線が提案、開発されている(特許文献1)。
【0005】
【特許文献1】特開平9−63359号公報(第2頁)
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、従来のアルマイト電線の製造技術では、耐摩耗性、屈曲性等が十分なものを効率よく生産できなかった。
本発明は、上記の問題点に鑑み、耐摩耗性、屈曲性等がより優れたアルマイト電線を効率よく生産できる技術を提供するものである。
【課題を解決するための手段】
【0007】
本発明者は、鋭意検討の結果、以下の構成を採ることにより、上記の従来の技術の欠点を解決するに至った。
すなわち、本発明は以下の通りである。
【0008】
(1)アルミニウム素線を電解液中で陽極酸化処理することにより該アルミニウム素線の表面に陽極酸化皮膜を形成した後に、沸騰水又は蒸気圧力容器中に入れて封孔処理し、次いで熱処理を行う酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
(2)熱処理後にエナメル塗装を行うことを特徴とする(1)記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
(3)前記電解液が硫酸であり、硫酸濃度が25wt%であることを特徴とする(1)記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
(4)前記電解液の硫酸アルミニウムの濃度が12〜13g/lであることを特徴とする(3)記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
(5)前記電解液の液温を15〜20℃とすることを特徴とする(1)記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
(6)陽極酸化処理時の電流密度を3〜15A/dm2とし、10〜15Vのパルス電圧とすることを特徴とする(1)記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
【発明の効果】
【0009】
本発明の製造方法によって、耐摩耗性、屈曲性等がより優れた酸化アルミニウム被膜絶縁アルミニウム電線を効率よく生産することができるようになった。
【発明を実施するための最良の形態】
【0010】
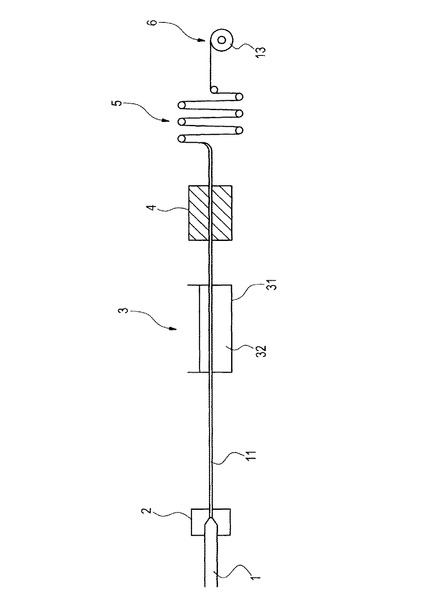
本発明の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法の概略を図1に示す。
導体材料としてのアルミニウム素線1は、通常、ダイス2にて伸線細径化され細径アルミニウム導体11とされる。該アルミニウム素線1は、陽極酸化処理による酸化膜が形成可能なものであればいずれでもよく、純アルミニウムであってもアルミニウム合金であってもよいが、純度が高いものを用いると、アルミニウム層表面に酸化膜が均一に形成され好ましい。
【0011】
アルミニウム素線には、樹脂による絶縁膜に替えて、アルミニウム酸化膜が絶縁膜として設けられる。酸化膜を形成する方法としては、図1に示す細径アルミニウム導体11を、陽極酸化処理装置3の陽極酸化処理槽31中の硫酸水溶液、燐酸水溶液、蓚酸水溶液またはクロム酸水溶液等の電解液32に漬けて陽極とし、別にこの溶液に漬けた電極を陰極として通電する電解法による陽極酸化処理が一般的である。
【0012】
本発明の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法に好適な陽極酸化処理は、陰極を黒鉛とし陽極をアルミニウム導体とした下記の条件で行なわれる。
(1)電解液は酸と塩から構成され、無機酸としては硫酸、或いは蓚酸その他の有機酸が用いられ、特に望ましい条件は、硫酸濃度が25wt%、硫酸アルミニウムの濃度が12〜13g/lであり、係る条件とすることにより被膜成長がスムースに行なわれる。
(2)電解液の液温としては、15〜20℃が望ましく、それより低温または高温では耐食性が低下する。耐摩耗性については低温ほど向上するが、耐食性とのバランスから上記温度範囲とすることが望ましい。
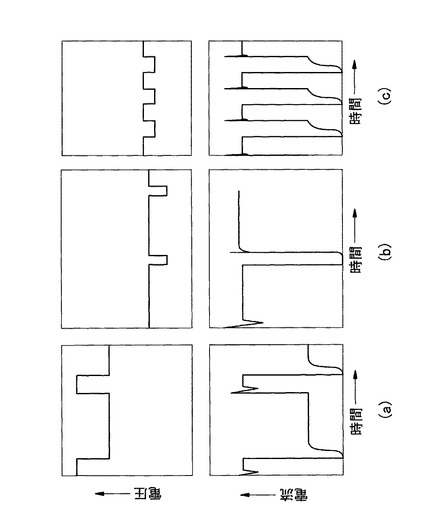
(3)電流密度としては、3〜15A/dm2、電圧印可条件としては、10〜15Vのパルス電圧が望ましい。電流密度が大きくなると被膜厚さのばらつきや表面に「焼け(褐色変色)」や「粉吹き」が発生するため、パルス電圧として大電流を短時間流すことにより温度上昇を防ぎ「焼け」を防ぎ、酸化アルミニウム被膜の成長が促進される。
パルス電圧の波形例を図2に示す。
【0013】
陽極酸化処理による酸化膜、通常、0.01〜0.05μm、60〜800個/μm2程度の細孔があるので、封孔処理を行う。
本発明における封孔処理としては、水蒸気槽4などの沸騰水または蒸気圧力容器中に入れて行う。
連続処理する場合には陽極酸化処理後のアルミニウム電線を沸騰水中に入れて行ない、バッチ処理の場合には、コイラ6で巻取りコイル13とした後に蒸気圧力容器中に入れて行う。
処理時間や蒸気圧力等の処理条件は、所望の絶縁破壊電圧に応じて適宜決められる。
【0014】
酸化アルミニウム被膜の膜厚は、20〜100Åが望ましく、20Å未満だと使用電圧によっては被膜が破壊され短絡してしまい、100Åより厚いと曲げ加工性が悪くなり亀裂発生と生産性が落ちる。
20〜100Åの膜厚を得るためには、封孔処理後の酸化アルミニウム被膜絶縁アルミニウム電線に対して、後工程として熱処理をする。熱処理により酸化アルミニウム被膜が加速度的に成長し、非常に強固で耐摩耗性に優れた絶縁被膜が形成される。熱処理温度としては、450〜600℃程度が望ましい。
【0015】
酸化アルミニウム層は非通電であるため、被覆せず、電線として使用可能であるが、さらに屈曲性が特に要求される用途に使用する場合には、熱処理工程とアキュムレーター5の間にエナメル塗装工程を設けることが望ましい。
エナメル塗装の手法としては、従来公知の手法を採ることができる。エナメル塗装としては、従来のアルキッド樹脂(エポキシ変性メラミン樹脂、ウレタン変性樹脂、シリコーン変性樹脂、アクリル変性樹脂等)や、ポリイミド、ポリアミドイミドを使用する。
【産業上の利用可能性】
【0016】
本発明の製造方法で得られる酸化アルミニウム被膜絶縁アルミニウム電線は、安価である上に耐熱性、電気絶縁性、熱放散性の良好な絶縁電線として単線若しくはチューブドワイヤーとして使用可能である。
そして、自動車部品、機械部品、制御やセンサー関連のマグネットワイヤー、音響機器の耐熱マグネットワイヤー等への用途展開が可能であり、さらにアルミニウム及び酸化アルミニウムは熱中性子の吸収力が小さく中性子の研究に欠かせない材料であるが、この特性を利用した中性子加減速装置等への用途展開の可能性も有している。
【図面の簡単な説明】
【0017】
【図1】本発明の製造方法の概略を示す図である。
【図2】陽極酸化処理の電解の際のパルス電圧の波形例を示す図である。
【符号の説明】
【0018】
1 アルミニウム素線
11 細径アルミニウム導体
2 ダイス
3 陽極酸化処理装置
31 陽極酸化処理槽
32 電解液
4 水蒸気槽
5 アキュムレーター
6 コイラ
【技術分野】
【0001】
本発明は、絶縁被覆を要せず高耐熱性を有し、且つ、軽量な耐熱電線であって、耐摩耗性、屈曲性等がより優れた酸化アルミニウム被膜絶縁アルミニウム電線を効率よく生産できる方法に関する。
【背景技術】
【0002】
自動車のエンジンルーム、溶鉱炉の周辺等の高温雰囲気下で使用される電線には、耐熱性が優れた絶縁電線が要求される。係る絶縁電線は、加熱設備や火災報知器などの高温下における安全性が要求される設備に使用されることがあり、また、自動車内の高温度に加熱される環境下においても用いられる。
【0003】
耐熱電線としては、従来、主に銅或いは銅合金からなる導体を伸線にて細径化し、これにポリ塩化ビニル或いはポリエチレン等の熱可塑性樹脂を押し出し成形にて被覆したものが知られている。
しかしながら、導体材料としては、電気伝導性の高さ、半田付けの容易性、強度の観点から銅または銅合金が最適であるが、銅は酸化剤に対して抵抗力が低く、大気中室温においても酸化されたり、塩基性炭酸塩の緑青に変化する。さらに高温環境下では、酸化が進行し、導体としての使用が不可能になる等の問題点があった。
【0004】
また、従来より、アルミニウム導体上に陽極酸化処理による酸化膜を設けたアルマイト電線が提案、開発されている(特許文献1)。
【0005】
【特許文献1】特開平9−63359号公報(第2頁)
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、従来のアルマイト電線の製造技術では、耐摩耗性、屈曲性等が十分なものを効率よく生産できなかった。
本発明は、上記の問題点に鑑み、耐摩耗性、屈曲性等がより優れたアルマイト電線を効率よく生産できる技術を提供するものである。
【課題を解決するための手段】
【0007】
本発明者は、鋭意検討の結果、以下の構成を採ることにより、上記の従来の技術の欠点を解決するに至った。
すなわち、本発明は以下の通りである。
【0008】
(1)アルミニウム素線を電解液中で陽極酸化処理することにより該アルミニウム素線の表面に陽極酸化皮膜を形成した後に、沸騰水又は蒸気圧力容器中に入れて封孔処理し、次いで熱処理を行う酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
(2)熱処理後にエナメル塗装を行うことを特徴とする(1)記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
(3)前記電解液が硫酸であり、硫酸濃度が25wt%であることを特徴とする(1)記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
(4)前記電解液の硫酸アルミニウムの濃度が12〜13g/lであることを特徴とする(3)記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
(5)前記電解液の液温を15〜20℃とすることを特徴とする(1)記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
(6)陽極酸化処理時の電流密度を3〜15A/dm2とし、10〜15Vのパルス電圧とすることを特徴とする(1)記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
【発明の効果】
【0009】
本発明の製造方法によって、耐摩耗性、屈曲性等がより優れた酸化アルミニウム被膜絶縁アルミニウム電線を効率よく生産することができるようになった。
【発明を実施するための最良の形態】
【0010】
本発明の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法の概略を図1に示す。
導体材料としてのアルミニウム素線1は、通常、ダイス2にて伸線細径化され細径アルミニウム導体11とされる。該アルミニウム素線1は、陽極酸化処理による酸化膜が形成可能なものであればいずれでもよく、純アルミニウムであってもアルミニウム合金であってもよいが、純度が高いものを用いると、アルミニウム層表面に酸化膜が均一に形成され好ましい。
【0011】
アルミニウム素線には、樹脂による絶縁膜に替えて、アルミニウム酸化膜が絶縁膜として設けられる。酸化膜を形成する方法としては、図1に示す細径アルミニウム導体11を、陽極酸化処理装置3の陽極酸化処理槽31中の硫酸水溶液、燐酸水溶液、蓚酸水溶液またはクロム酸水溶液等の電解液32に漬けて陽極とし、別にこの溶液に漬けた電極を陰極として通電する電解法による陽極酸化処理が一般的である。
【0012】
本発明の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法に好適な陽極酸化処理は、陰極を黒鉛とし陽極をアルミニウム導体とした下記の条件で行なわれる。
(1)電解液は酸と塩から構成され、無機酸としては硫酸、或いは蓚酸その他の有機酸が用いられ、特に望ましい条件は、硫酸濃度が25wt%、硫酸アルミニウムの濃度が12〜13g/lであり、係る条件とすることにより被膜成長がスムースに行なわれる。
(2)電解液の液温としては、15〜20℃が望ましく、それより低温または高温では耐食性が低下する。耐摩耗性については低温ほど向上するが、耐食性とのバランスから上記温度範囲とすることが望ましい。
(3)電流密度としては、3〜15A/dm2、電圧印可条件としては、10〜15Vのパルス電圧が望ましい。電流密度が大きくなると被膜厚さのばらつきや表面に「焼け(褐色変色)」や「粉吹き」が発生するため、パルス電圧として大電流を短時間流すことにより温度上昇を防ぎ「焼け」を防ぎ、酸化アルミニウム被膜の成長が促進される。
パルス電圧の波形例を図2に示す。
【0013】
陽極酸化処理による酸化膜、通常、0.01〜0.05μm、60〜800個/μm2程度の細孔があるので、封孔処理を行う。
本発明における封孔処理としては、水蒸気槽4などの沸騰水または蒸気圧力容器中に入れて行う。
連続処理する場合には陽極酸化処理後のアルミニウム電線を沸騰水中に入れて行ない、バッチ処理の場合には、コイラ6で巻取りコイル13とした後に蒸気圧力容器中に入れて行う。
処理時間や蒸気圧力等の処理条件は、所望の絶縁破壊電圧に応じて適宜決められる。
【0014】
酸化アルミニウム被膜の膜厚は、20〜100Åが望ましく、20Å未満だと使用電圧によっては被膜が破壊され短絡してしまい、100Åより厚いと曲げ加工性が悪くなり亀裂発生と生産性が落ちる。
20〜100Åの膜厚を得るためには、封孔処理後の酸化アルミニウム被膜絶縁アルミニウム電線に対して、後工程として熱処理をする。熱処理により酸化アルミニウム被膜が加速度的に成長し、非常に強固で耐摩耗性に優れた絶縁被膜が形成される。熱処理温度としては、450〜600℃程度が望ましい。
【0015】
酸化アルミニウム層は非通電であるため、被覆せず、電線として使用可能であるが、さらに屈曲性が特に要求される用途に使用する場合には、熱処理工程とアキュムレーター5の間にエナメル塗装工程を設けることが望ましい。
エナメル塗装の手法としては、従来公知の手法を採ることができる。エナメル塗装としては、従来のアルキッド樹脂(エポキシ変性メラミン樹脂、ウレタン変性樹脂、シリコーン変性樹脂、アクリル変性樹脂等)や、ポリイミド、ポリアミドイミドを使用する。
【産業上の利用可能性】
【0016】
本発明の製造方法で得られる酸化アルミニウム被膜絶縁アルミニウム電線は、安価である上に耐熱性、電気絶縁性、熱放散性の良好な絶縁電線として単線若しくはチューブドワイヤーとして使用可能である。
そして、自動車部品、機械部品、制御やセンサー関連のマグネットワイヤー、音響機器の耐熱マグネットワイヤー等への用途展開が可能であり、さらにアルミニウム及び酸化アルミニウムは熱中性子の吸収力が小さく中性子の研究に欠かせない材料であるが、この特性を利用した中性子加減速装置等への用途展開の可能性も有している。
【図面の簡単な説明】
【0017】
【図1】本発明の製造方法の概略を示す図である。
【図2】陽極酸化処理の電解の際のパルス電圧の波形例を示す図である。
【符号の説明】
【0018】
1 アルミニウム素線
11 細径アルミニウム導体
2 ダイス
3 陽極酸化処理装置
31 陽極酸化処理槽
32 電解液
4 水蒸気槽
5 アキュムレーター
6 コイラ
【特許請求の範囲】
【請求項1】
アルミニウム素線を電解液中で陽極酸化処理することにより該アルミニウム素線の表面に陽極酸化皮膜を形成した後に、沸騰水又は蒸気圧力容器中に入れて封孔処理し、次いで熱処理を行う酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
【請求項2】
熱処理後にエナメル塗装を行うことを特徴とする請求項1記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
【請求項3】
前記電解液が硫酸であり、硫酸濃度が25wt%であることを特徴とする請求項2記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
【請求項4】
前記電解液の硫酸アルミニウムの濃度が12〜13g/lであることを特徴とする請求項3記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
【請求項5】
前記電解液の液温を15〜20℃とすることを特徴とする請求項1記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
【請求項6】
陽極酸化処理時の電流密度を3〜15A/dm2とし、10〜15Vのパルス電圧とすることを特徴とする請求項1記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
【請求項1】
アルミニウム素線を電解液中で陽極酸化処理することにより該アルミニウム素線の表面に陽極酸化皮膜を形成した後に、沸騰水又は蒸気圧力容器中に入れて封孔処理し、次いで熱処理を行う酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
【請求項2】
熱処理後にエナメル塗装を行うことを特徴とする請求項1記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
【請求項3】
前記電解液が硫酸であり、硫酸濃度が25wt%であることを特徴とする請求項2記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
【請求項4】
前記電解液の硫酸アルミニウムの濃度が12〜13g/lであることを特徴とする請求項3記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
【請求項5】
前記電解液の液温を15〜20℃とすることを特徴とする請求項1記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
【請求項6】
陽極酸化処理時の電流密度を3〜15A/dm2とし、10〜15Vのパルス電圧とすることを特徴とする請求項1記載の酸化アルミニウム被膜絶縁アルミニウム電線の製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2009−99450(P2009−99450A)
【公開日】平成21年5月7日(2009.5.7)
【国際特許分類】
【出願番号】特願2007−271387(P2007−271387)
【出願日】平成19年10月18日(2007.10.18)
【出願人】(000006895)矢崎総業株式会社 (7,019)
【Fターム(参考)】
【公開日】平成21年5月7日(2009.5.7)
【国際特許分類】
【出願日】平成19年10月18日(2007.10.18)
【出願人】(000006895)矢崎総業株式会社 (7,019)
【Fターム(参考)】
[ Back to top ]