
酸化物超電導線材およびその製造方法

【課題】本発明は、酸化物超電導層への水分の浸入を抑えることができる酸化物超電導線材、及びその製造方法を提供することを目的とする。
【解決手段】本発明の酸化物超電導線材の製造方法は、基材1と中間層2と酸化物超電導層3と銀層4と半田層5と金属安定化層6とがこの順に積層されてなる超電導積層体S0を準備する第1工程と、超電導積層体S0の幅方向端部を、金属安定化層6側または基材1側から加圧および加熱することにより半田層5または基材1の幅方向端部側の一部を溶融させて超電導積層体S0の側面側に流動させた後、凝固させて少なくとも酸化物超電導層3の側面を覆う保護層7を形成する第2工程と、を備えることを特徴とする。
【解決手段】本発明の酸化物超電導線材の製造方法は、基材1と中間層2と酸化物超電導層3と銀層4と半田層5と金属安定化層6とがこの順に積層されてなる超電導積層体S0を準備する第1工程と、超電導積層体S0の幅方向端部を、金属安定化層6側または基材1側から加圧および加熱することにより半田層5または基材1の幅方向端部側の一部を溶融させて超電導積層体S0の側面側に流動させた後、凝固させて少なくとも酸化物超電導層3の側面を覆う保護層7を形成する第2工程と、を備えることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、酸化物超電導線材およびその製造方法に関する。
【背景技術】
【0002】
近年になって発見されたRE−123系酸化物超電導体(REBa2Cu3O7−X:REはYを含む希土類元素)は、液体窒素温度以上で超電導性を示し、電流損失が低いため、実用上極めて有望な素材とされており、これを線材に加工して電力供給用の導体あるいは磁気コイル等として使用することが要望されている。この酸化物超電導体を線材に加工するための方法として、金属基材テープ上に酸化物超電導層を形成する方法が研究されている。
【0003】
酸化物超電導線材にあっては、酸化物超電導層上に薄い銀の安定化層を形成し、その上に銅などの良導電性金属材料からなる厚い安定化層を設けた2層構造の安定化層を積層する構造が採用されている。前記銀の安定化層は、酸化物超電導層を酸素熱処理する際に酸素量の変動を調節する目的のためにも設けられており、銅の安定化層は、酸化物超電導層が超電導状態から常電導状態に遷移しようとしたとき、該酸化物超電導層の電流を転流させるバイパスとして機能させるための目的で設けられている。
【0004】
2層構造の安定化層を形成する技術の一例として、酸化物超電導層の上にスパッタリングにより薄い銀の安定化層を設けた後、線材全体を硫酸銅水溶液のめっき浴に浸漬し、電気めっきにより銀の安定化層上に銅の安定化層を形成する技術が知られている(特許文献1参照)。また、酸化物超電導層の上に銀の安定化層を設けた線材と銅製の安定化材テープとをはんだを介して重ね合わせて加熱・加圧ロールに通すことによって、銀の安定化層上に銅の安定化層を形成する技術も知られている(特許文献2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−80780号公報
【特許文献2】特開2009−48987号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
RE−123系酸化物超電導層の特定組成のものは水分により劣化しやすく、線材を水分の多い環境に保管した場合や、線材に水分が付着した状態のまま放置した場合に、酸化物超電導層に水分が浸入すると、超電導特性が低下する要因となる。
引用文献1のようにめっき処理して銅の安定化層を形成した構造では、銅めっき部に欠陥があるとめっき欠陥部から水分が浸入して酸化物超電導層に達し、酸化物超電導層が劣化してしまう虞がある。
引用文献2のように銀の安定化層上に銅製の安定化材テープを積層して銅の安定化層を形成する技術では、銅の安定化層にめっき欠陥部が形成される問題はない。しかし、銀の安定化層の上面のみが銅の安定化層で保護される構造であるため、水分によりダメージを受けやすい酸化物超電導層の側面が外部に露呈しているため、水分が浸入することにより超電導特性の低下を引き起こす虞がある。
【0007】
本発明は、以上のような従来の実情に鑑みなされたものであり、酸化物超電導層への水分の浸入を抑えることができる酸化物超電導線材及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため、本発明の酸化物超電導線材の製造方法は、基材と中間層と酸化物超電導層と銀層と半田層と金属安定化層とがこの順に積層されてなる超電導積層体を準備する第1工程と、前記超電導積層体の幅方向端部を、前記金属安定化層側または前記基材側から加圧および加熱することにより前記半田層または前記基材の幅方向端部側の一部を溶融させて前記超電導積層体の側面側に流動させた後、凝固させて少なくとも前記酸化物超電導層の側面を覆う保護層を形成する第2工程と、を備えることを特徴とする。
【0009】
本発明の酸化物超電導線材の製造方法は、超電導積層体の幅方向端部を、金属安定化層側または基材側から加圧および加熱することにより、半田層または基材の端部を溶融させて超電導積層体の側面側に流動させた後に凝固させて、少なくとも酸化物超電導層の側面を覆う保護層を形成する。そのため、酸化物超電導層の側面全てが外部から遮蔽された構造の酸化物超電導線材を製造でき、水分の浸入を防止して水分により酸化物超電導層が劣化することを抑止できる酸化物超電導線材を提供できる。
また、本発明の酸化物超電導線材の製造方法は、超電導積層体の基材または半田層の端部を溶融させて保護層を形成する構成であるため、従来のめっきにより超電導積層体を被覆して保護層を形成する場合に比べて、簡便に保護層を形成できる。
【0010】
本発明の酸化物超電導線材の製造方法は、前記第2工程において、前記超電導積層体の幅方向端部に対し、前記基材側からローラー電極により加圧および通電加熱を行い、抵抗発熱により前記基材の幅方向端部側の一部を溶融させて前記保護層を形成することが好ましい。
この場合、少なくとも中間層と酸化物超電導層の側面を覆う保護層を形成するため、製造される酸化物超電導線材の外側に露出する部分は、金属材料よりなる基材、保護層、金属安定化層、半田層、銀層のいずれかである。すなわち、最外面が金属材料で覆われて構成されるため、水分が内部に浸入することを抑制でき、酸化物超電導層が水分により劣化することを防ぐことができる酸化物超電導線材を提供できる。
また、超電導積層体の両端部を基材側からローラー電極により加圧しながら通電加熱するため、線材長手方向に連続的に酸化物超電導層の側面を覆う保護層を形成することができ、酸化物超電導層の側面全てが外部から遮蔽された構造の酸化物超電導線材を製造できる。従って、本発明の酸化物超電導線材の製造方法によれば、酸化物超電導層への水分の浸入を抑え、酸化物超電導層が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる酸化物超電導線材を提供できる。
【0011】
本発明の酸化物超電導線材の製造方法は、前記第2工程において、前記超電導積層体の幅方向端部に対し、前記金属安定化層側から加圧および加熱を行い、前記半田層の幅方向端部側の一部を溶融させて前記保護層を形成することも好ましい。
この場合、超電導積層体の幅方向端部を金属安定化層側から加圧および加熱することにより、半田層の端部を溶融させて、酸化物超電導層の側面を覆う保護層を形成することができる。そのため、酸化物超電導層の側面が外部から遮蔽された構造の酸化物超電導線材を製造できる。従って、本実施形態の酸化物超電導線材の製造方法によれば、酸化物超電導層への水分の浸入を抑え、酸化物超電導層が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる酸化物超電導線材を提供できる。
また、半田層の端部を溶融させて保護層を形成する構成であるため、半田の融点以上の温度に加熱することにより保護層を形成できる。そのため、必要以上に高温で加熱して酸化物超電導層が熱により劣化するおそれがない。
【0012】
上記課題を解決するため、本発明の酸化物超電導線材は、基材と中間層と酸化物超電導層と銀層と半田層と金属安定化層とがこの順に積層されて酸化物超電導積層体が構成され、該酸化物超電導積層体の側面側に少なくとも前記酸化物超電導層の側面を覆う保護層が形成されてなり、該保護層は前記基材または前記半田層の端部を前記超電導積層体の積層方向に延出させてなることを特徴とする。
【0013】
本発明の酸化物超電導線材は、少なくとも酸化物超電導層の側面を覆うように保護層が形成された構成である。そのため、酸化物超電導層への水分の浸入を抑え、酸化物超電導層が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる。
【0014】
本発明の酸化物超電導線材において、前記保護層が、前記基材の端部を前記超電導積層体の積層方向に延出させてなり、少なくとも前記中間層および前記酸化物超電導層の側面を覆うことが好ましい。
この場合、酸化物超電導線材は、少なくとも中間層と酸化物超電導層の側面が保護層で覆われる構成であるため、外側に露出する部分は、金属材料よりなる基材、保護層、金属安定化層、半田層、銀層のいずれかである。すなわち、最外面が金属材料で覆われて構成されるため、水分が内部に浸入することを抑制でき、酸化物超電導層が水分により劣化することを防ぐことができる。
【0015】
本発明の酸化物超電導線材において、前記保護層が、前記半田層の端部を前記超電導積層体の積層方向に延出させてなり、少なくとも前記銀層および前記酸化物超電導層の側面を覆うことも好ましい。
この場合、酸化物超電導線材は、少なくとも銀層と酸化物超電導層の側面が保護層で覆われる構成であるため、酸化物超電導層への水分の浸入を抑え、酸化物超電導層が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる。
【発明の効果】
【0016】
本発明によれば、酸化物超電導層への水分の浸入を抑えることができる酸化物超電導線材及びその製造方法が提供される。
【図面の簡単な説明】
【0017】
【図1】本発明に係る酸化物超電導線材の第1実施形態を示す断面図である。
【図2】図1に示す酸化物超電導線材の製造方法の第1工程に適用される超電導積層体の一例構造を示す断面斜視図である。
【図3】図1に示す酸化物超電導線材の製造方法の一実施形態を示す工程説明図である。
【図4】本発明に係る酸化物超電導線材の第2実施形態を示す断面図である。
【図5】図4に示す酸化物超電導線材の製造方法の一実施形態を示す工程説明図である。
【図6】図4に示す酸化物超電導線材の製造方法の他の例を示す断面斜視図である。
【図7】実施例1、2および比較例1の酸化物超電導線材の耐久試験結果を示すグラフである。
【発明を実施するための形態】
【0018】
以下、本発明に係る酸化物超電導線材及びその製造方法の実施形態について図面に基づいて説明する。
[第1実施形態]
図1は本発明に係る酸化物超電導線材の一実施形態を模式的に示す断面図であり、図2は図1に示す酸化物超電導線材の製造方法の第1工程に適用される超電導積層体の一例構造を示す断面斜視図であり、図3は図1に示す酸化物超電導線材の製造方法の一実施形態を示す工程説明図である。
【0019】
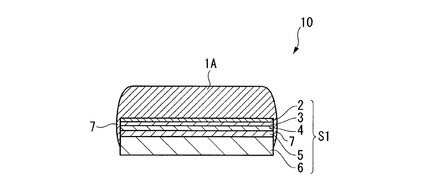
図1に示す酸化物超電導線材10は、金属安定化層6と半田層5と銀層4と酸化物超電導層3と中間層2と基材1Aが順次積層されており、金属安定化層6と半田層5と銀層4と酸化物超電導層3と中間層2が積層された積層体S1の幅方向の側面が保護層7に覆われている。保護層7は基材1Aの幅方向の端縁が積層体S1の積層方向に延出されて構成され、すなわち、基材1Aの端部が積層体S1の側面を、中間層2側から金属安定化層6側へと覆うように延出されている。基材1Aの幅方向両端部は角部が丸まった形状であり、保護層7はこの丸まった角部から下方に延びて積層体S1の幅方向側面を薄く覆っている。基材1Aの端縁を延出させてなる保護層7の厚さは基材1Aの厚さよりも薄くなっている。
図1に示す酸化物超電導線材10は、図2に示す如く基材1と中間層2と酸化物超電導層3と銀層4と半田層5と金属安定化層6とがこの順に積層された超電導積層体S0の幅方向端部を、基材1側から加圧および加熱して基材1の端部を溶融させて積層体S1の側面側に重力に従って下方に流動させた後、凝固させることにより保護層7を形成して製造される。
【0020】
基材1および基材1Aは、通常の超電導線材の基材として使用し得るものであれば良く、長尺のプレート状、シート状又はテープ状であることが好ましく、耐熱性の金属からなるものが好ましい。耐熱性の金属の中でも、合金が好ましく、ニッケル(Ni)合金又は銅(Cu)合金がより好ましい。中でも、市販品であればハステロイ(商品名、ヘインズ社製)が好適であり、モリブデン(Mo)、クロム(Cr)、鉄(Fe)、コバルト(Co)等の成分量が異なる、ハステロイB、C、G、N、W等のいずれの種類も使用できる。また、基材1としてニッケル(Ni)合金などに集合組織を導入した配向金属基材を用い、その上に中間層2および酸化物超電導層3を形成してもよい。
基材1および基材1Aの厚さは、目的に応じて適宜調整すれば良く、通常は、10〜500μmであることが好ましく、20〜200μmであることがより好ましい。下限値以上とすることで強度が一層向上し、上限値以下とすることでオーバーオールの臨界電流密度を一層向上させることができる。
【0021】
中間層2は、酸化物超電導層3の結晶配向性を制御し、基材1および基材1A中の金属元素の酸化物超電導層3への拡散を防止するものである。さらに、基材1および基材1Aと酸化物超電導層3との物理的特性(熱膨張率や格子定数等)の差を緩和するバッファー層として機能し、その材質は、物理的特性が基材1および基材1Aと酸化物超電導層3との中間的な値を示す金属酸化物が好ましい。中間層2の好ましい材質として具体的には、Gd2Zr2O7、MgO、ZrO2−Y2O3(YSZ)、SrTiO3、CeO2、Y2O3、Al2O3、Gd2O3、Zr2O3、Ho2O3、Nd2O3等の金属酸化物が例示できる。
中間層2は、単層でも良いし、複数層でも良い。例えば、前記金属酸化物からなる層(金属酸化物層)は、結晶配向性を有していることが好ましく、複数層である場合には、最外層(最も酸化物超電導層3に近い層)が少なくとも結晶配向性を有していることが好ましい。
【0022】
中間層2は、基材1および基材1A側にベッド層が介在された複数層構造でもよい。ベッド層は、耐熱性が高く、界面反応性を低減するためのものであり、その上に配される膜の配向性を得るために用いる。このようなベッド層は、必要に応じて配され、例えば、イットリア(Y2O3)、窒化ケイ素(Si3N4)、酸化アルミニウム(Al2O3、「アルミナ」とも呼ぶ)等から構成される。このベッド層は、例えばスパッタリング法等の成膜法により形成され、その厚さは例えば10〜200nmである。
【0023】
さらに、本発明においては、中間層2は、基材1および基材1A側に拡散防止層とベッド層が積層された複数層構造でもよい。この場合、基材1および基材1Aとベッド層との間に拡散防止層が介在された構造となる。拡散防止層は、基材1および基材1Aの構成元素拡散を防止する目的で形成されたもので、窒化ケイ素(Si3N4)、酸化アルミニウム(Al2O3)、あるいは希土類金属酸化物等から構成され、その厚さは例えば10〜400nmである。なお、拡散防止層の結晶性は問われないので、通常のスパッタ法等の成膜法により形成すればよい。
このように基材1および基材1Aとベッド層との間に拡散防止層を介在させることにより、中間層2を構成する他の層や酸化物超電導層3等を形成する際に、必然的に加熱されたり、熱処理される結果として熱履歴を受ける場合に、基材1および基材1Aの構成元素の一部がベッド層を介して酸化物超電導層3側に拡散することを効果的に抑制することができる。基材1および基材1Aとベッド層との間に拡散防止層を介在させる場合の例としては、拡散防止層としてAl2O3、ベッド層としてY2O3を用いる組み合わせを例示することができる。
【0024】
また中間層2は、前記金属酸化物層の上に、さらにキャップ層が積層された複数層構造でも良い。キャップ層は、酸化物超電導層3の配向性を制御する機能を有するとともに、酸化物超電導層3を構成する元素の中間層2への拡散や、酸化物超電導層3積層時に使用するガスと中間層2との反応を抑制する機能等を有するものである。
【0025】
キャップ層は、前記金属酸化物層の表面に対してエピタキシャル成長し、その後、横方向(面方向)に粒成長(オーバーグロース)して、結晶粒が面内方向に選択成長するという過程を経て形成されたものが好ましい。このようなキャップ層は、前記金属酸化物層よりも高い面内配向度が得られる。
キャップ層の材質は、上記機能を発現し得るものであれば特に限定されないが、好ましいものとして具体的には、CeO2、Y2O3、Al2O3、Gd2O3、Zr2O3、Ho2O3、Nd2O3等が例示できる。キャップ層の材質がCeO2である場合、キャップ層は、Ceの一部が他の金属原子又は金属イオンで置換されたCe−M−O系酸化物を含んでいても良い。
【0026】
中間層2の厚さは、目的に応じて適宜調整すれば良いが、通常は、0.1〜5μmである。
中間層2が、前記金属酸化物層の上にキャップ層が積層された複数層構造である場合には、キャップ層の厚さは、通常は、0.1〜1.5μmである。
【0027】
中間層2は、スパッタ法、真空蒸着法、レーザ蒸着法、電子ビーム蒸着法、イオンビームアシスト蒸着法(以下、IBAD法と略記する)等の物理的蒸着法;化学気相成長法(CVD法);塗布熱分解法(MOD法);溶射等、酸化物薄膜を形成する公知の方法で積層できる。特に、IBAD法で形成された前記金属酸化物層は、結晶配向性が高く、酸化物超電導層3やキャップ層の結晶配向性を制御する効果が高い点で好ましい。IBAD法とは、蒸着時に、結晶の蒸着面に対して所定の角度でイオンビームを照射することにより、結晶軸を配向させる方法である。通常は、イオンビームとして、アルゴン(Ar)イオンビームを使用する。例えば、Gd2Zr2O7、MgO又はZrO2−Y2O3(YSZ)からなる中間層2は、IBAD法における配向度を表す指標であるΔΦ(FWHM:半値全幅)の値を小さくできるため、特に好適である。
【0028】
酸化物超電導層3は通常知られている組成の酸化物超電導体からなるものを広く適用することができ、REBa2Cu3Oy(REはY、La、Nd、Sm、Er、Gd等の希土類元素を表す)なる材質のもの、具体的には、Y123(YBa2Cu3Oy)又はGd123(GdBa2Cu3Oy)を例示することができる。また、その他の酸化物超電導体、例えば、Bi2Sr2Can−1CunO4+2n+δなる組成等に代表される臨界温度の高い他の酸化物超電導体からなるものを用いても良いのは勿論である。
酸化物超電導層3は、スパッタ法、真空蒸着法、レーザ蒸着法、電子ビーム蒸着法等の物理的蒸着法;化学気相成長法(CVD法);塗布熱分解法(MOD法)等で積層でき、なかでもレーザ蒸着法が好ましい。
酸化物超電導層3の厚みは、0.5〜5μm程度であって、均一な厚みであることが好ましい。
【0029】
酸化物超電導層3の上に積層されている銀層4は、スパッタ法などの成膜法により形成され、その厚さを1〜30μm程度とされる。
酸化物超電導層3上に銀層4を備える構成とする理由としては、銀は良導電性かつ酸化物超電導層3と接触抵抗が低くなじみの良い点、及び、酸化物超電導層3に酸素をドープするアニール工程においてドープした酸素を酸化物超電導層3から逃避し難くする性質を有する点を挙げることができる。
【0030】
金属安定化層6は銀層4上に半田層5を介して積層されている。半田層5が金属安定化層6と銀層4との間に介在していることにより、金属安定化層6と銀層4とが半田層5により電気的および機械的に接続されて、銀層4と金属安定化層6との接合が強固となり、接続抵抗が低下するため、酸化物超電導層3を安定化する効果を向上できる。
半田層5の厚さは、特に限定されず、適宜調整可能であるが、例えば、2〜20μm程度とすることができる。
【0031】
半田層5としては、従来公知の半田を使用することができ、例えば、Sn−Ag系合金、Sn−Bi系合金、Sn−Cu系合金、Sn−Zn系合金などの鉛フリー半田、Pb−Sn系合金半田、共晶半田、低温半田などが挙げられ、これらの半田を1種または2種以上組み合わせて使用することができる。これらの中でも、融点が300℃以下の半田を用いることが好ましい。これにより、300℃以下の温度で金属安定化層6と銀層4を半田付けすることが可能となるので、半田付けの熱によって酸化物超電導層3の特性が劣化することを抑止することができる。
【0032】
金属安定化層6は、良導電性の金属よりなる長尺の金属テープより形成されている。金属安定化層6を形成する金属テープは、Cu、黄銅(Cu−Zn合金)、Cu−Ni合金等の銅合金、ステンレス等の比較的安価な材質からなるものを用いることが好ましく、中でも高い導電性を有し、安価であることがらCu製が好ましい。
金属安定化層6の厚さは特に限定されず、適宜調整可能であるが、10〜300μmとすることが好ましい。下限値以上とすることにより酸化物超電導層3を安定化する一層高い効果が得られ、上限値以下とすることにより酸化物超電導線材10を薄型化できる。
【0033】
保護層7は、基材1Aの端部が積層体S1の幅方向の側面側に延出されてなる。そのため、保護層7の材質としては、前記した基材1および基材1Aと同様のものが挙げられる。図1に示す例では、保護層7は中間層2と酸化物超電導層3と銀層4と半田層5の幅方向側面全体を覆い、さらに、金属安定化層6の幅方向側面のうち、半田層5側の部分を覆っている。本発明の酸化物超電導線材は図1に示す例に限定されないが、保護層7が少なくとも中間層2の側面と、酸化物超電導層3の側面を覆うように形成されている必要がある。保護層7が酸化物超電導層3の側面を被覆する構成とすることにより、酸化物超電導層3への水分の浸入を抑え、酸化物超電導層3が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる。
保護層7の厚さは基材1Aの厚さよりも薄くなっている。保護層7の厚さは、特に制限されず適宜変更可能であるが、2〜20μmの範囲とすることが好ましい。保護層7の厚さを2μm以上とすることにより、酸化物超電導層3に水分が浸入することを効果的に防ぐことができ、保護層7の厚さを20以下とすることにより、酸化物超電導線材10を小型化できる。
【0034】
本実施形態の酸化物超電導線材10は、少なくとも酸化物超電導層3の側面を覆うように保護層7が形成された構成である。そのため、酸化物超電導層3への水分の浸入を抑え、酸化物超電導層3が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる。
また、本実施形態の酸化物超電導線材10は、少なくとも中間層2と酸化物超電導層3の側面が保護層7で覆われる構成であるため、外側に露出する部分は、金属材料よりなる基材1、保護層7、金属安定化層6、半田層5、銀層3のいずれかである。すなわち、最外面が金属材料で覆われて構成されるため、水分が内部に浸入することを抑制でき、酸化物超電導層3が水分により劣化することを防ぐことができる。
【0035】
本実施形態の酸化物超電導線材10において、金属安定化層6は、予めテープ状に加工されたものを使用している。そのため、従来の超電導線材のようにめっきにより安定化層が形成されている場合とは異なり、金属安定化層6にめっき欠陥部などのピンホールが形成されることがないため、酸化物超電導層3に水分が浸入して超電導特性が劣化することがない。
【0036】
次に、本発明に係る酸化物超電導線材10の製造方法の一実施形態について図面に基づいて説明する。
図3は本発明に係る酸化物超電導線材の製造方法の一実施形態の工程を説明するための工程説明図である。
本実施形態の酸化物超電導線材10の製造方法は、図2に示す如く基材1と中間層2と酸化物超電導層3と銀層4と半田層5と金属安定化層6とがこの順に積層されてなる超電導積層体S0を準備する第1工程と、超電導積層体S0の幅方向端部を、基材1側から加圧および加熱することにより基材1の幅方向端部側の一部を溶融させて超電導積層体の側面側に流動させた後、凝固させて少なくとも酸化物超電導層3の側面を覆う保護層7を形成する第2工程と、を備える。
【0037】
まず、前述した長尺の超電導積層体S0を準備する(第1工程)。
第1工程において、基材1と中間層2と酸化物超電導層3と銀層4が積層された積層体と、金属安定化層6の一方の面に半田層5が形成された安定化層テープを準備し、積層体の銀層4上に半田層5を介して金属安定化層6を積層させた状態で、加熱・加圧ロールを通過させることにより、銀層4と金属安定化層6を半田層5により電気的および機械的に接合することが好ましい。これにより、銀層4と金属安定化層5との接合が強固となり、接続抵抗が低下するため、酸化物超電導層3を安定化する効果を向上できる。
【0038】
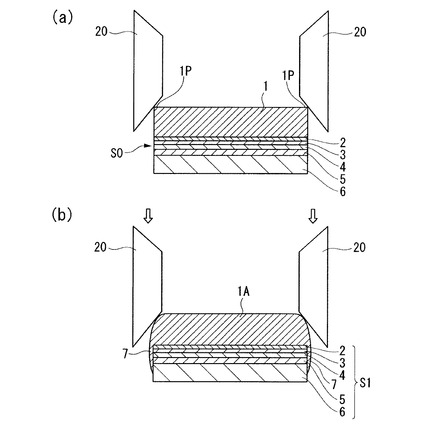
次に、図3(a)に示す如く、超電導積層体S0の基材1側が上となるようにセットし、基材1の幅方向両側の端部1P、1Pに、一対のテーパー状のローラー電極20、20を対向配置する。ローラー電極20は、従来公知のシーム溶接用のローラー電極を使用でき、銅等の良導電性材料より構成されている。
次いで、ローラー電極20、20を基材1の端部1P、1Pに適度な加圧で接触させて、シーム溶接用のローラー電極20、20にパルス電流を印加しながら、ローラー電極20、20を超電導積層体S0の長手方向に沿って回転走行させて基材1の両側の端部1P、1Pを溶融させる。
【0039】
ここで、シーム溶接用のローラー電極20に電流を印加すると、ローラー電極20と接触している基材1に電流が流れ、基材1の電気抵抗により発熱が起こる。基材1における抵抗発熱はローラー電極20との接触部分が最も大きく、基材1の端部1P付近が抵抗発熱により溶融する。そして、基材1の端部1Pが溶融した金属(溶融金属)は、図3(b)に示す如く金属安定化層6と半田層5と銀層4と酸化物超電導層3と中間層2が積層された積層体S1の幅方向の両側面を薄く覆うように重力に従って下方へ流動した後、凝固する。これにより、図3(b)に示す如く少なくとも中間層2と酸化物超電導層3の側面が保護層7により被覆された酸化物超電導線材10を製造できる。
【0040】
第2工程において、ローラー電極20に印加する電流値は、使用する基材1の材質や厚さによって適宜調整すればよい。また、ローラー電極20による加圧も、基材1の材質や厚さによって適宜調整すればよい。例えば、基材1として厚さ100μmのハステロイ(米国ヘインズ社製商品名)製テープを使用する場合、圧力10〜20MPa程度で加圧しながら、電流値20〜100A程度の電流を印加することにより、基材1の端部1Pを主に溶融させて保護層7を形成することができる。ローラー電極20に印加する電流値が20A未満であると基材1の端部1Pが溶融しない場合があり、電流値が100Aを超えると基材1以外の層も溶融してしまう可能性がある。ローラー電極20の回転走行速度も適宜調整可能である。
以上の工程により、図1に示す酸化物超電導線材10を製造できる。
【0041】
本実施形態の酸化物超電導線材の製造方法は、超電導積層体S0の基材1側の両側の端部1P、1Pをシーム溶接用のローラー電極20、20により加圧しながら通電加熱して、長手方向に連続的に酸化物超電導層3の側面を覆う保護層7を形成する構成である。そのため、酸化物超電導層3の側面全てが外部から遮蔽された構造の酸化物超電導線材を製造できる。従って、本実施形態の酸化物超電導線材の製造方法によれば、酸化物超電導層3への水分の浸入を抑え、酸化物超電導層3が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる酸化物超電導線材を提供できる。また、本実施形態の酸化物超電導線材の製造方法は、超電導積層体S0の基材1の端部1Pを溶融させて保護層7を形成する構成である。そのため、従来のめっきにより超電導積層体を被覆して保護層を形成する場合のように、めっき処理装置等の設備を必要とせず、簡便に保護層7を形成できる。
【0042】
本実施形態の酸化物超電導線材の製造方法は、予めテープ状に加工された金属安定化層6を使用している。そのため、金属安定化層6にはピンホールなどの欠陥部は無いので、製造される酸化物超電導線材は、酸化物超電導層3に水分が浸入して超電導特性が劣化することがない。
また、本実施形態の酸化物超電導線材の製造方法は、少なくとも中間層2と酸化物超電導層3の側面を覆う保護層7を形成するため、製造される酸化物超電導線材の外側に露出する部分は、金属材料よりなる基材1、保護層7、金属安定化層6、半田層5、銀層3のいずれかである。すなわち、最外面が金属材料で構成されるため、水分が内部に浸入することを抑制でき、酸化物超電導層3が水分により劣化することを防ぐことができる酸化物超電導線材を提供できる。
[第2実施形態]
図4は本発明に係る酸化物超電導線材の第2実施形態を模式的に示す断面図であり、図5は図4に示す酸化物超電導線材の製造方法の一実施形態を示す工程説明図であり、図6は酸化物超電導線材の製造方法の他の例を示す断面斜視図である。図4〜6において上記第1実施形態と同一の構成要素には同一の符号を付し、説明を省略する。
【0043】
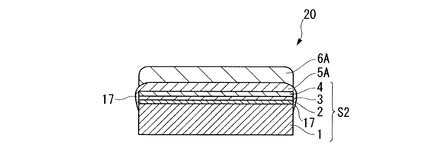
図4に示す酸化物超電導線材20は、基材1と中間層2と酸化物超電導層3と銀層4と半田層5Aと金属安定化層6Aが順次積層されており、基材1と中間層2と酸化物超電導層3と銀層4が積層された積層体S2の幅方向の側面が保護層17に覆われている。保護層17は半田層5Aの幅方向の端部が積層体S2の積層方向に延出されて構成され、すなわち、半田層5Aの端部が積層体S2の側面を、銀層4側から基材1側へと覆うように延出されている。半田層5Aの幅方向両端部は角部が丸まった形状であり、保護層17はこの丸まった角部から下方に延びて積層体S2の幅方向側面を薄く覆っている。半田層5Aの端縁を延出させてなる保護層17の厚さは半田層5Aの厚さよりも薄くなっている。
図4に示す酸化物超電導線材20は、図2に示す超電導積層体S0の幅方向端縁を、金属安定化層6側から加圧および加熱して、金属安定化層6よりも融点の低い半田層5の端部を溶融させて、溶融した半田を加圧して積層体S2の端部側にはみ出させ、積層体S2の側面側に重力に従って下方に流動させた後、凝固させることにより保護層17を形成して製造される。
【0044】
半田層5Aとしては、前記した半田層5と同様のものが挙げられ、中でも、融点が300℃以下の半田を用いることが好ましい。これにより、300℃以下の温度で加熱することにより半田層5の端部を溶融させて半田層5Aおよび保護層17を形成することが可能となるので、保護層17形成時の熱によって酸化物超電導層3の特性が劣化することを抑止することができる。
半田層5および5Aの厚さは、特に限定されず、適宜調整可能であるが、例えば、2〜20μm程度とすることができる。半田層5の厚さを2μm以上とすることにより、半田層5が薄すぎるために保護層17が形成されなくなるのを防ぐことができる。また、半田層5の厚さを20μm以下とすることにより、形成される半田層5Aの厚さが厚くなり過ぎることがなく、接続抵抗が高くなることを抑止できる。
【0045】
金属安定化層6Aは、前記した金属安定化層6と同様に、良導電性の金属よりなる長尺の金属テープより形成されている。金属安定化層6Aを形成する金属テープは、Cu、黄銅(Cu−Zn合金)、Cu−Ni合金等の銅合金、ステンレス等の比較的安価な材質からなるものを用いることが好ましく、中でも高い導電性を有し、安価であることがらCu製が好ましい。
金属安定化層6Aの厚さは特に限定されず、適宜調整可能であるが、10〜300μmとすることが好ましい。下限値以上とすることにより酸化物超電導層3を安定化する一層高い効果が得られ、上限値以下とすることにより酸化物超電導線材20を薄型化できる。
【0046】
保護層17は、半田層5Aの端部が積層体S2の幅方向の側面側に延出されてなる。そのため、保護層17の材質としては、前記した半田層5および5Aと同様のものが挙げられる。図4に示す例では、保護層17は銀層4と酸化物超電導層3と中間層2の幅方向側面全体を覆い、さらに、基材1の幅方向側面のうち、中間層2側の部分を覆っている。本発明の酸化物超電導線材は図4に示す例に限定されないが、保護層17が少なくとも銀層4の側面と、酸化物超電導層3の側面を覆うように形成されている必要がある。保護層17が酸化物超電導層3の側面を被覆する構成とすることにより、酸化物超電導層3への水分の浸入を抑え、酸化物超電導層3が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる。
保護層17の厚さは半田層5Aの厚さよりも薄くなっている。保護層17の厚さは、特に制限されず適宜変更可能であるが、2〜20μmの範囲とすることが好ましい。保護層17の厚さを2μm以上とすることにより、酸化物超電導層3に水分が浸入することを効果的に防ぐことができ、保護層17の厚さを20μm以下とすることにより、酸化物超電導線材20を小型化できる。
【0047】
本実施形態の酸化物超電導線材20は、少なくとも酸化物超電導層3の側面を覆うように保護層17が形成された構成である。そのため、酸化物超電導層3への水分の浸入を抑え、酸化物超電導層3が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる。
【0048】
本実施形態の酸化物超電導線材20において、金属安定化層6Aは、予めテープ状に加工された金属安定化層6を使用して形成されている。そのため、従来の超電導線材のようにめっきにより安定化層が形成されている場合とは異なり、金属安定化層6Aにめっき欠陥部などのピンホールが形成されることがないため、酸化物超電導層3に水分が浸入して超電導特性が劣化することがない。
【0049】
次に、本発明に係る酸化物超電導線材20の製造方法の一実施形態について図面に基づいて説明する。
図5は本発明に係る酸化物超電導線材の製造方法の第2実施形態の工程を説明するための工程説明図である。
本実施形態の酸化物超電導線材20の製造方法は、図2に示す如く基材1と中間層2と酸化物超電導層3と銀層4と半田層5と金属安定化層6とがこの順に積層されてなる超電導積層体S0を準備する第1工程と、超電導積層体S0の幅方向端部を、金属安定化層6側から加圧および加熱することにより、金属安定化層6よりも融点の低い半田層5の幅方向端部側の一部を溶融させて超電導積層体の側面側に流動させた後、凝固させて少なくとも酸化物超電導層3の側面を覆う保護層17を形成する第2工程と、を備える。
【0050】
まず、前述した長尺の超電導積層体S0を準備する(第1工程)。
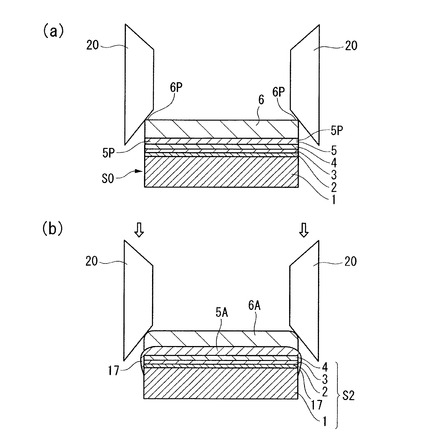
次に、図5(a)に示す如く、超電導積層体S0の金属安定化層6側が上となるようにセットし、金属安定化層6の幅方向両側の端部6P、6Pに、一対のテーパー状のローラー電極20、20を対向配置する。ローラー電極20は、従来公知のシーム溶接用のローラー電極を使用でき、銅等の良導電性材料より構成されている。
次いで、ローラー電極20、20を金属安定化層6の端部6P、6Pに適度な加圧で接触させて、シーム溶接用のローラー電極20、20にパルス電流を印加しながら、ローラー電極20、20を超電導積層体S0の長手方向に沿って回転走行させて半田層5の両側の端部5P、5Pを溶融させる。
【0051】
ここで、シーム溶接用のローラー電極20に電流を印加すると、金属安定化層6、半田層5、銀層4に電極が流れるが、良導電性の金属材料よりなる金属安定化層6および銀層4は電気抵抗が低く、通電による抵抗発熱量は半田層5と比較して小さい。これに対し、電気抵抗が金属安定化層6および銀層4よりも大きい半田層5では、通電すると電気抵抗により発熱が起こる。半田層5における抵抗発熱はローラー電極20に近い端部5P付近が最も大きく、半田層5の端部5P付近が抵抗発熱により主に溶融する。そして、半田層5の端部5Pが溶融した金属(溶融金属)は、図5(b)に示す如く、ローラ電極20の加圧により銀層4と酸化物超電導層3と中間層2と基材1が積層された積層体S2の側面側にはみ出し、重力に従って下方に流動して積層体S2の幅方向の両側面を薄く覆った後、凝固する。これにより、図5(b)に示す如く少なくとも銀層4と酸化物超電導層3の側面が保護層17により被覆された酸化物超電導線材20を製造できる。
【0052】
第2工程において、ローラー電極20に印加する電流値は、使用する半田層5の材質、融点、厚さによって適宜調整すればよい。また、ローラー電極20による加圧も、半田層5の材質、融点、厚さによって適宜調整すればよい。例えば、半田層5として厚さ10μmのスズ半田(融点230℃)を使用する場合、圧力10〜20MPa程度で加圧しながら、電流値100〜500A程度の電流を印加することにより、半田層5の端部5Pを溶融させて保護層17を形成することができる。ローラー電極20に印加する電流値が100A未満であると半田層5の端部5Pが溶融しない場合があり、電流値が500Aを超えると半田層5以外の層も溶融してしまう可能性がある。ローラー電極20の回転走行速度も適宜調整可能である。
以上の工程により、図1に示す酸化物超電導線材20を製造できる。
【0053】
なお、図4に示す酸化物超電導線材20の製造方法において、第2工程における加圧および加熱は、半田層5の端部5を溶融させることができる温度に加熱することで保護層17を形成できるため、前述のシーム溶接用のローラー電極20を使用する例に限定されない。
例えば、加圧ローラー自体を半田層5を構成する半田の融点以上の温度に加熱しながら超電導積層体S0の金属安定化層6の端部側から加熱および加圧を行うことにより、半田層5の端部5Pを溶融して超電導積層体S0の側面側にはみ出させた後、重力に従って下方に流動させて凝固させることにより、半田層5Aおよび保護層17を形成することができる。また、加熱および加圧に用いる治具は、前述のようなローラー形状のものに限定されるものではなく、例えば、図6に示すような治具21を使用することもできる。図6に示す例では、超電導積層体S0の端部に適度な長さを有する断面三角形の柱状の治具21を用いている。この例では、半田層5を構成する半田の融点以上の温度に治具21を加熱しながら、治具21の1つの面を金属安定化層6の端部に押し当て、加圧および加熱することにより、半田層の端部5Pを溶融し、超電導積層体S0の側面側に流動させて凝固させることにより、半田層5Aおよび保護層17を形成することができる。
【0054】
本実施形態の酸化物超電導線材の製造方法は、超電導積層体S0の幅方向端部を金属安定化層6側から加圧および加熱することにより、半田層5の端部5Pを溶融させて、長手方向に連続的に酸化物超電導層3の側面を覆う保護層17を形成する構成である。そのため、酸化物超電導層3の側面全てが外部から遮蔽された構造の酸化物超電導線材を製造できる。従って、本実施形態の酸化物超電導線材の製造方法によれば、酸化物超電導層3への水分の浸入を抑え、酸化物超電導層3が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる酸化物超電導線材を提供できる。
【0055】
また、本実施形態の酸化物超電導線材の製造方法は、超電導積層体S0の半田層5の端部5Pを溶融させて保護層17を形成する構成である。そのため、従来のめっきにより超電導積層体を被覆して保護層を形成する場合のように、めっき処理装置等の設備を必要とせず、簡便に保護層17を形成できる。
本実施形態の酸化物超電導線材の製造方法は、予めテープ状に加工された金属安定化層6を使用して金属安定化層6Aを作製している。そのため、金属安定化層6Aにはピンホールなどの欠陥部は無いので、製造される酸化物超電導線材は、酸化物超電導層3に水分が浸入して超電導特性が劣化することがない。
【0056】
以上、本発明の酸化物超電導線材およびその製造方法の実施形態について説明したが、上記実施形態において、酸化物超電導線材の各部は一例であって、本発明の範囲を逸脱しない範囲で適宜変更することが可能である。
例えば、上記第1実施形態の酸化物超電導線材10では、保護層7が中間層2と酸化物超電導層3と銀層4と半田層5の幅方向側面全体を覆い、さらに、金属安定化層6の幅方向側面のうち、半田層5側の部分を覆っているが、本発明はこの例に限定されない。酸化物超電導線材10の保護層7が中間層2の側面と酸化物超電導層3の側面のみを覆っていてもよく、中間層2と酸化物超電導層3と銀層4と半田層5と金属安定化層6の側面全てを覆っていてもよい。
また、上記第2実施形態の酸化物超電導線材20では、保護層17が銀層4と酸化物超電導層3と中間層2の幅方向側面全体を覆い、さらに、基材1の幅方向側面のうち、中間層2側の部分を覆っているが、本発明はこの例に限定されない。酸化物超電導線材20の保護層17が銀層4の側面と酸化物超電導層3の側面のみを覆っていてもよく、銀層4と酸化物超電導層3と中間層2と基材1の側面全てを覆っていてもよい。
【実施例】
【0057】
以下、実施例を示して本発明をさらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
【0058】
「超電導積層体の作製」
幅10mm、厚さ0.1mmのハステロイC276(米国ヘインズ社製商品名)製の基材の上に、IBAD法により1.2μm厚のGd2Zr2O7(GZO)なる組成の中間層を形成し、さらにこの中間層の上にPLD法により1.0μm厚のCeO2なる組成のキャップ層を成膜した。次に、このキャップ層の上にPLD法により1.0μm厚のGdBa2Cu3O7−xなる組成の酸化物超電導層を形成し、さらにこの酸化物超電導層の上にスパッタ法により10μm厚の銀層を形成し、酸素アニールを施した。続いて、幅10mm、厚さ50μmの銅製テープ(金属安定化層)を、厚さ5μmのスズ半田(融点230℃)を介して積層し、得られた積層体を長手方向に沿って裁断することにより、幅5mm、長さ10m、液体窒素温度(77K)における臨界電流値Ic0=100Aの超電導積層体を作製した。
【0059】
「酸化物超電導線材の作製」
(実施例1)
上記で作製した超電導積層体を、図3(a)に示すように、基材であるハステロイC276(米国ヘインズ社製商品名)側が上になるようにセットし、基材の幅方向の両端部を一対のローラー電極で加圧しながら、ローラー電極に通電して、ローラー電極を回転走行させることにより、基材の両端部を溶融させて積層体の側面に流動させた後、凝固させて保護層を形成することにより図1に示す構造の酸化物超電導線材を作製した。得られた酸化物超電導線材において、保護層の厚さは2μmであり、保護層は中間層とキャップ層と酸化物超電導層と銀層と半田層の側面全体を覆い、さらに、金属安定化層の側面の一部を覆っていた。なお、ローラー電極による加圧および加熱は次の条件で行った。
ローラー電極の材質:銅、電流値:50A、パルス印加時間:10ms、冷却時間30ms、ローラー電極の回転走行速度:5mm/s、加圧力:100g。
【0060】
(実施例2)
上記で作製した超電導積層体を、図5(a)に示すように、金属安定化層である銅製テープ側が上になるようにセットし、基材の幅方向の両端部を一対のローラー電極で加圧しながら、ローラー電極に通電して、ローラー電極を回転走行させることにより、半田層の両端部を溶融させて積層体の側面に流動させた後、凝固させて保護層を形成することにより図4に示す構造の酸化物超電導線材を作製した。得られた酸化物超電導線材において、保護層の厚さは2μmであり、保護層は銀層とキャップ層と中間層の側面全体を覆い、さらに、基材の側面の一部を覆っていた。なお、ローラー電極による加圧および加熱は次の条件で行った。
ローラー電極の材質:銅、電流値:300A、パルス印加時間:10ms、冷却時間30ms、ローラー電極の回転走行速度:5mm/s、加圧力:200g。
【0061】
(比較例1)
上記で作製した超電導積層体をそのまま酸化物超電導線材として用いた。
【0062】
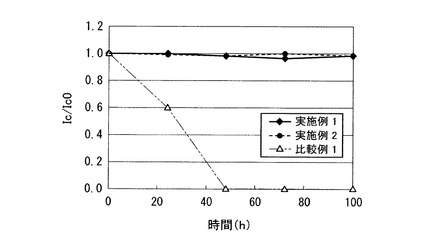
作製した実施例1、実施例2および比較例1の酸化物超電導線材を、温度121℃、湿度100%、2気圧の雰囲気中で24時間、48時間、72時間、および100時間保持した後に、液体窒素温度(77K)における酸化物超電導線材の臨界電流値Icを測定し、試験前の臨界電流値Ic0に対する試験後の臨界電流値Icの割合Ic/Ic0を求めた。試験時間に対して、Ic/Ic0をプロットしたグラフを図7に示す。なお、図7において、縦軸Ic/Ic0が1.0に近いほど超電導特性の劣化が少なく、水分に対する耐久性が高いことを示す。
【0063】
図7の結果より、本発明に係る実施例1および実施例2の酸化物超電導線材は、100時間の耐久試験後も臨界電流値の低下が見られず、酸化物超電導層への水分の浸入を抑えることができることが明らかである。これに対し、比較例1の酸化物超電導線材は、48時間の耐久試験後に臨界電流値Icが0になっており、耐久性が低かった。
【産業上の利用可能性】
【0064】
本発明は、例えば超電導モータ、限流器など、各種電力機器に用いられる酸化物超電導線材に利用することができる。
【符号の説明】
【0065】
1、1A…基材、1P…端部、2…中間層、3…酸化物超電導層、4…銀層、5、5A…半田層、5P…端部、6、6A…金属安定化層、7、17…保護層、10、20…酸化物超電導線材、S0…超電導積層体、S1、S2…積層体、20…ローラー電極、21…治具。
【技術分野】
【0001】
本発明は、酸化物超電導線材およびその製造方法に関する。
【背景技術】
【0002】
近年になって発見されたRE−123系酸化物超電導体(REBa2Cu3O7−X:REはYを含む希土類元素)は、液体窒素温度以上で超電導性を示し、電流損失が低いため、実用上極めて有望な素材とされており、これを線材に加工して電力供給用の導体あるいは磁気コイル等として使用することが要望されている。この酸化物超電導体を線材に加工するための方法として、金属基材テープ上に酸化物超電導層を形成する方法が研究されている。
【0003】
酸化物超電導線材にあっては、酸化物超電導層上に薄い銀の安定化層を形成し、その上に銅などの良導電性金属材料からなる厚い安定化層を設けた2層構造の安定化層を積層する構造が採用されている。前記銀の安定化層は、酸化物超電導層を酸素熱処理する際に酸素量の変動を調節する目的のためにも設けられており、銅の安定化層は、酸化物超電導層が超電導状態から常電導状態に遷移しようとしたとき、該酸化物超電導層の電流を転流させるバイパスとして機能させるための目的で設けられている。
【0004】
2層構造の安定化層を形成する技術の一例として、酸化物超電導層の上にスパッタリングにより薄い銀の安定化層を設けた後、線材全体を硫酸銅水溶液のめっき浴に浸漬し、電気めっきにより銀の安定化層上に銅の安定化層を形成する技術が知られている(特許文献1参照)。また、酸化物超電導層の上に銀の安定化層を設けた線材と銅製の安定化材テープとをはんだを介して重ね合わせて加熱・加圧ロールに通すことによって、銀の安定化層上に銅の安定化層を形成する技術も知られている(特許文献2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−80780号公報
【特許文献2】特開2009−48987号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
RE−123系酸化物超電導層の特定組成のものは水分により劣化しやすく、線材を水分の多い環境に保管した場合や、線材に水分が付着した状態のまま放置した場合に、酸化物超電導層に水分が浸入すると、超電導特性が低下する要因となる。
引用文献1のようにめっき処理して銅の安定化層を形成した構造では、銅めっき部に欠陥があるとめっき欠陥部から水分が浸入して酸化物超電導層に達し、酸化物超電導層が劣化してしまう虞がある。
引用文献2のように銀の安定化層上に銅製の安定化材テープを積層して銅の安定化層を形成する技術では、銅の安定化層にめっき欠陥部が形成される問題はない。しかし、銀の安定化層の上面のみが銅の安定化層で保護される構造であるため、水分によりダメージを受けやすい酸化物超電導層の側面が外部に露呈しているため、水分が浸入することにより超電導特性の低下を引き起こす虞がある。
【0007】
本発明は、以上のような従来の実情に鑑みなされたものであり、酸化物超電導層への水分の浸入を抑えることができる酸化物超電導線材及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため、本発明の酸化物超電導線材の製造方法は、基材と中間層と酸化物超電導層と銀層と半田層と金属安定化層とがこの順に積層されてなる超電導積層体を準備する第1工程と、前記超電導積層体の幅方向端部を、前記金属安定化層側または前記基材側から加圧および加熱することにより前記半田層または前記基材の幅方向端部側の一部を溶融させて前記超電導積層体の側面側に流動させた後、凝固させて少なくとも前記酸化物超電導層の側面を覆う保護層を形成する第2工程と、を備えることを特徴とする。
【0009】
本発明の酸化物超電導線材の製造方法は、超電導積層体の幅方向端部を、金属安定化層側または基材側から加圧および加熱することにより、半田層または基材の端部を溶融させて超電導積層体の側面側に流動させた後に凝固させて、少なくとも酸化物超電導層の側面を覆う保護層を形成する。そのため、酸化物超電導層の側面全てが外部から遮蔽された構造の酸化物超電導線材を製造でき、水分の浸入を防止して水分により酸化物超電導層が劣化することを抑止できる酸化物超電導線材を提供できる。
また、本発明の酸化物超電導線材の製造方法は、超電導積層体の基材または半田層の端部を溶融させて保護層を形成する構成であるため、従来のめっきにより超電導積層体を被覆して保護層を形成する場合に比べて、簡便に保護層を形成できる。
【0010】
本発明の酸化物超電導線材の製造方法は、前記第2工程において、前記超電導積層体の幅方向端部に対し、前記基材側からローラー電極により加圧および通電加熱を行い、抵抗発熱により前記基材の幅方向端部側の一部を溶融させて前記保護層を形成することが好ましい。
この場合、少なくとも中間層と酸化物超電導層の側面を覆う保護層を形成するため、製造される酸化物超電導線材の外側に露出する部分は、金属材料よりなる基材、保護層、金属安定化層、半田層、銀層のいずれかである。すなわち、最外面が金属材料で覆われて構成されるため、水分が内部に浸入することを抑制でき、酸化物超電導層が水分により劣化することを防ぐことができる酸化物超電導線材を提供できる。
また、超電導積層体の両端部を基材側からローラー電極により加圧しながら通電加熱するため、線材長手方向に連続的に酸化物超電導層の側面を覆う保護層を形成することができ、酸化物超電導層の側面全てが外部から遮蔽された構造の酸化物超電導線材を製造できる。従って、本発明の酸化物超電導線材の製造方法によれば、酸化物超電導層への水分の浸入を抑え、酸化物超電導層が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる酸化物超電導線材を提供できる。
【0011】
本発明の酸化物超電導線材の製造方法は、前記第2工程において、前記超電導積層体の幅方向端部に対し、前記金属安定化層側から加圧および加熱を行い、前記半田層の幅方向端部側の一部を溶融させて前記保護層を形成することも好ましい。
この場合、超電導積層体の幅方向端部を金属安定化層側から加圧および加熱することにより、半田層の端部を溶融させて、酸化物超電導層の側面を覆う保護層を形成することができる。そのため、酸化物超電導層の側面が外部から遮蔽された構造の酸化物超電導線材を製造できる。従って、本実施形態の酸化物超電導線材の製造方法によれば、酸化物超電導層への水分の浸入を抑え、酸化物超電導層が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる酸化物超電導線材を提供できる。
また、半田層の端部を溶融させて保護層を形成する構成であるため、半田の融点以上の温度に加熱することにより保護層を形成できる。そのため、必要以上に高温で加熱して酸化物超電導層が熱により劣化するおそれがない。
【0012】
上記課題を解決するため、本発明の酸化物超電導線材は、基材と中間層と酸化物超電導層と銀層と半田層と金属安定化層とがこの順に積層されて酸化物超電導積層体が構成され、該酸化物超電導積層体の側面側に少なくとも前記酸化物超電導層の側面を覆う保護層が形成されてなり、該保護層は前記基材または前記半田層の端部を前記超電導積層体の積層方向に延出させてなることを特徴とする。
【0013】
本発明の酸化物超電導線材は、少なくとも酸化物超電導層の側面を覆うように保護層が形成された構成である。そのため、酸化物超電導層への水分の浸入を抑え、酸化物超電導層が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる。
【0014】
本発明の酸化物超電導線材において、前記保護層が、前記基材の端部を前記超電導積層体の積層方向に延出させてなり、少なくとも前記中間層および前記酸化物超電導層の側面を覆うことが好ましい。
この場合、酸化物超電導線材は、少なくとも中間層と酸化物超電導層の側面が保護層で覆われる構成であるため、外側に露出する部分は、金属材料よりなる基材、保護層、金属安定化層、半田層、銀層のいずれかである。すなわち、最外面が金属材料で覆われて構成されるため、水分が内部に浸入することを抑制でき、酸化物超電導層が水分により劣化することを防ぐことができる。
【0015】
本発明の酸化物超電導線材において、前記保護層が、前記半田層の端部を前記超電導積層体の積層方向に延出させてなり、少なくとも前記銀層および前記酸化物超電導層の側面を覆うことも好ましい。
この場合、酸化物超電導線材は、少なくとも銀層と酸化物超電導層の側面が保護層で覆われる構成であるため、酸化物超電導層への水分の浸入を抑え、酸化物超電導層が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる。
【発明の効果】
【0016】
本発明によれば、酸化物超電導層への水分の浸入を抑えることができる酸化物超電導線材及びその製造方法が提供される。
【図面の簡単な説明】
【0017】
【図1】本発明に係る酸化物超電導線材の第1実施形態を示す断面図である。
【図2】図1に示す酸化物超電導線材の製造方法の第1工程に適用される超電導積層体の一例構造を示す断面斜視図である。
【図3】図1に示す酸化物超電導線材の製造方法の一実施形態を示す工程説明図である。
【図4】本発明に係る酸化物超電導線材の第2実施形態を示す断面図である。
【図5】図4に示す酸化物超電導線材の製造方法の一実施形態を示す工程説明図である。
【図6】図4に示す酸化物超電導線材の製造方法の他の例を示す断面斜視図である。
【図7】実施例1、2および比較例1の酸化物超電導線材の耐久試験結果を示すグラフである。
【発明を実施するための形態】
【0018】
以下、本発明に係る酸化物超電導線材及びその製造方法の実施形態について図面に基づいて説明する。
[第1実施形態]
図1は本発明に係る酸化物超電導線材の一実施形態を模式的に示す断面図であり、図2は図1に示す酸化物超電導線材の製造方法の第1工程に適用される超電導積層体の一例構造を示す断面斜視図であり、図3は図1に示す酸化物超電導線材の製造方法の一実施形態を示す工程説明図である。
【0019】
図1に示す酸化物超電導線材10は、金属安定化層6と半田層5と銀層4と酸化物超電導層3と中間層2と基材1Aが順次積層されており、金属安定化層6と半田層5と銀層4と酸化物超電導層3と中間層2が積層された積層体S1の幅方向の側面が保護層7に覆われている。保護層7は基材1Aの幅方向の端縁が積層体S1の積層方向に延出されて構成され、すなわち、基材1Aの端部が積層体S1の側面を、中間層2側から金属安定化層6側へと覆うように延出されている。基材1Aの幅方向両端部は角部が丸まった形状であり、保護層7はこの丸まった角部から下方に延びて積層体S1の幅方向側面を薄く覆っている。基材1Aの端縁を延出させてなる保護層7の厚さは基材1Aの厚さよりも薄くなっている。
図1に示す酸化物超電導線材10は、図2に示す如く基材1と中間層2と酸化物超電導層3と銀層4と半田層5と金属安定化層6とがこの順に積層された超電導積層体S0の幅方向端部を、基材1側から加圧および加熱して基材1の端部を溶融させて積層体S1の側面側に重力に従って下方に流動させた後、凝固させることにより保護層7を形成して製造される。
【0020】
基材1および基材1Aは、通常の超電導線材の基材として使用し得るものであれば良く、長尺のプレート状、シート状又はテープ状であることが好ましく、耐熱性の金属からなるものが好ましい。耐熱性の金属の中でも、合金が好ましく、ニッケル(Ni)合金又は銅(Cu)合金がより好ましい。中でも、市販品であればハステロイ(商品名、ヘインズ社製)が好適であり、モリブデン(Mo)、クロム(Cr)、鉄(Fe)、コバルト(Co)等の成分量が異なる、ハステロイB、C、G、N、W等のいずれの種類も使用できる。また、基材1としてニッケル(Ni)合金などに集合組織を導入した配向金属基材を用い、その上に中間層2および酸化物超電導層3を形成してもよい。
基材1および基材1Aの厚さは、目的に応じて適宜調整すれば良く、通常は、10〜500μmであることが好ましく、20〜200μmであることがより好ましい。下限値以上とすることで強度が一層向上し、上限値以下とすることでオーバーオールの臨界電流密度を一層向上させることができる。
【0021】
中間層2は、酸化物超電導層3の結晶配向性を制御し、基材1および基材1A中の金属元素の酸化物超電導層3への拡散を防止するものである。さらに、基材1および基材1Aと酸化物超電導層3との物理的特性(熱膨張率や格子定数等)の差を緩和するバッファー層として機能し、その材質は、物理的特性が基材1および基材1Aと酸化物超電導層3との中間的な値を示す金属酸化物が好ましい。中間層2の好ましい材質として具体的には、Gd2Zr2O7、MgO、ZrO2−Y2O3(YSZ)、SrTiO3、CeO2、Y2O3、Al2O3、Gd2O3、Zr2O3、Ho2O3、Nd2O3等の金属酸化物が例示できる。
中間層2は、単層でも良いし、複数層でも良い。例えば、前記金属酸化物からなる層(金属酸化物層)は、結晶配向性を有していることが好ましく、複数層である場合には、最外層(最も酸化物超電導層3に近い層)が少なくとも結晶配向性を有していることが好ましい。
【0022】
中間層2は、基材1および基材1A側にベッド層が介在された複数層構造でもよい。ベッド層は、耐熱性が高く、界面反応性を低減するためのものであり、その上に配される膜の配向性を得るために用いる。このようなベッド層は、必要に応じて配され、例えば、イットリア(Y2O3)、窒化ケイ素(Si3N4)、酸化アルミニウム(Al2O3、「アルミナ」とも呼ぶ)等から構成される。このベッド層は、例えばスパッタリング法等の成膜法により形成され、その厚さは例えば10〜200nmである。
【0023】
さらに、本発明においては、中間層2は、基材1および基材1A側に拡散防止層とベッド層が積層された複数層構造でもよい。この場合、基材1および基材1Aとベッド層との間に拡散防止層が介在された構造となる。拡散防止層は、基材1および基材1Aの構成元素拡散を防止する目的で形成されたもので、窒化ケイ素(Si3N4)、酸化アルミニウム(Al2O3)、あるいは希土類金属酸化物等から構成され、その厚さは例えば10〜400nmである。なお、拡散防止層の結晶性は問われないので、通常のスパッタ法等の成膜法により形成すればよい。
このように基材1および基材1Aとベッド層との間に拡散防止層を介在させることにより、中間層2を構成する他の層や酸化物超電導層3等を形成する際に、必然的に加熱されたり、熱処理される結果として熱履歴を受ける場合に、基材1および基材1Aの構成元素の一部がベッド層を介して酸化物超電導層3側に拡散することを効果的に抑制することができる。基材1および基材1Aとベッド層との間に拡散防止層を介在させる場合の例としては、拡散防止層としてAl2O3、ベッド層としてY2O3を用いる組み合わせを例示することができる。
【0024】
また中間層2は、前記金属酸化物層の上に、さらにキャップ層が積層された複数層構造でも良い。キャップ層は、酸化物超電導層3の配向性を制御する機能を有するとともに、酸化物超電導層3を構成する元素の中間層2への拡散や、酸化物超電導層3積層時に使用するガスと中間層2との反応を抑制する機能等を有するものである。
【0025】
キャップ層は、前記金属酸化物層の表面に対してエピタキシャル成長し、その後、横方向(面方向)に粒成長(オーバーグロース)して、結晶粒が面内方向に選択成長するという過程を経て形成されたものが好ましい。このようなキャップ層は、前記金属酸化物層よりも高い面内配向度が得られる。
キャップ層の材質は、上記機能を発現し得るものであれば特に限定されないが、好ましいものとして具体的には、CeO2、Y2O3、Al2O3、Gd2O3、Zr2O3、Ho2O3、Nd2O3等が例示できる。キャップ層の材質がCeO2である場合、キャップ層は、Ceの一部が他の金属原子又は金属イオンで置換されたCe−M−O系酸化物を含んでいても良い。
【0026】
中間層2の厚さは、目的に応じて適宜調整すれば良いが、通常は、0.1〜5μmである。
中間層2が、前記金属酸化物層の上にキャップ層が積層された複数層構造である場合には、キャップ層の厚さは、通常は、0.1〜1.5μmである。
【0027】
中間層2は、スパッタ法、真空蒸着法、レーザ蒸着法、電子ビーム蒸着法、イオンビームアシスト蒸着法(以下、IBAD法と略記する)等の物理的蒸着法;化学気相成長法(CVD法);塗布熱分解法(MOD法);溶射等、酸化物薄膜を形成する公知の方法で積層できる。特に、IBAD法で形成された前記金属酸化物層は、結晶配向性が高く、酸化物超電導層3やキャップ層の結晶配向性を制御する効果が高い点で好ましい。IBAD法とは、蒸着時に、結晶の蒸着面に対して所定の角度でイオンビームを照射することにより、結晶軸を配向させる方法である。通常は、イオンビームとして、アルゴン(Ar)イオンビームを使用する。例えば、Gd2Zr2O7、MgO又はZrO2−Y2O3(YSZ)からなる中間層2は、IBAD法における配向度を表す指標であるΔΦ(FWHM:半値全幅)の値を小さくできるため、特に好適である。
【0028】
酸化物超電導層3は通常知られている組成の酸化物超電導体からなるものを広く適用することができ、REBa2Cu3Oy(REはY、La、Nd、Sm、Er、Gd等の希土類元素を表す)なる材質のもの、具体的には、Y123(YBa2Cu3Oy)又はGd123(GdBa2Cu3Oy)を例示することができる。また、その他の酸化物超電導体、例えば、Bi2Sr2Can−1CunO4+2n+δなる組成等に代表される臨界温度の高い他の酸化物超電導体からなるものを用いても良いのは勿論である。
酸化物超電導層3は、スパッタ法、真空蒸着法、レーザ蒸着法、電子ビーム蒸着法等の物理的蒸着法;化学気相成長法(CVD法);塗布熱分解法(MOD法)等で積層でき、なかでもレーザ蒸着法が好ましい。
酸化物超電導層3の厚みは、0.5〜5μm程度であって、均一な厚みであることが好ましい。
【0029】
酸化物超電導層3の上に積層されている銀層4は、スパッタ法などの成膜法により形成され、その厚さを1〜30μm程度とされる。
酸化物超電導層3上に銀層4を備える構成とする理由としては、銀は良導電性かつ酸化物超電導層3と接触抵抗が低くなじみの良い点、及び、酸化物超電導層3に酸素をドープするアニール工程においてドープした酸素を酸化物超電導層3から逃避し難くする性質を有する点を挙げることができる。
【0030】
金属安定化層6は銀層4上に半田層5を介して積層されている。半田層5が金属安定化層6と銀層4との間に介在していることにより、金属安定化層6と銀層4とが半田層5により電気的および機械的に接続されて、銀層4と金属安定化層6との接合が強固となり、接続抵抗が低下するため、酸化物超電導層3を安定化する効果を向上できる。
半田層5の厚さは、特に限定されず、適宜調整可能であるが、例えば、2〜20μm程度とすることができる。
【0031】
半田層5としては、従来公知の半田を使用することができ、例えば、Sn−Ag系合金、Sn−Bi系合金、Sn−Cu系合金、Sn−Zn系合金などの鉛フリー半田、Pb−Sn系合金半田、共晶半田、低温半田などが挙げられ、これらの半田を1種または2種以上組み合わせて使用することができる。これらの中でも、融点が300℃以下の半田を用いることが好ましい。これにより、300℃以下の温度で金属安定化層6と銀層4を半田付けすることが可能となるので、半田付けの熱によって酸化物超電導層3の特性が劣化することを抑止することができる。
【0032】
金属安定化層6は、良導電性の金属よりなる長尺の金属テープより形成されている。金属安定化層6を形成する金属テープは、Cu、黄銅(Cu−Zn合金)、Cu−Ni合金等の銅合金、ステンレス等の比較的安価な材質からなるものを用いることが好ましく、中でも高い導電性を有し、安価であることがらCu製が好ましい。
金属安定化層6の厚さは特に限定されず、適宜調整可能であるが、10〜300μmとすることが好ましい。下限値以上とすることにより酸化物超電導層3を安定化する一層高い効果が得られ、上限値以下とすることにより酸化物超電導線材10を薄型化できる。
【0033】
保護層7は、基材1Aの端部が積層体S1の幅方向の側面側に延出されてなる。そのため、保護層7の材質としては、前記した基材1および基材1Aと同様のものが挙げられる。図1に示す例では、保護層7は中間層2と酸化物超電導層3と銀層4と半田層5の幅方向側面全体を覆い、さらに、金属安定化層6の幅方向側面のうち、半田層5側の部分を覆っている。本発明の酸化物超電導線材は図1に示す例に限定されないが、保護層7が少なくとも中間層2の側面と、酸化物超電導層3の側面を覆うように形成されている必要がある。保護層7が酸化物超電導層3の側面を被覆する構成とすることにより、酸化物超電導層3への水分の浸入を抑え、酸化物超電導層3が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる。
保護層7の厚さは基材1Aの厚さよりも薄くなっている。保護層7の厚さは、特に制限されず適宜変更可能であるが、2〜20μmの範囲とすることが好ましい。保護層7の厚さを2μm以上とすることにより、酸化物超電導層3に水分が浸入することを効果的に防ぐことができ、保護層7の厚さを20以下とすることにより、酸化物超電導線材10を小型化できる。
【0034】
本実施形態の酸化物超電導線材10は、少なくとも酸化物超電導層3の側面を覆うように保護層7が形成された構成である。そのため、酸化物超電導層3への水分の浸入を抑え、酸化物超電導層3が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる。
また、本実施形態の酸化物超電導線材10は、少なくとも中間層2と酸化物超電導層3の側面が保護層7で覆われる構成であるため、外側に露出する部分は、金属材料よりなる基材1、保護層7、金属安定化層6、半田層5、銀層3のいずれかである。すなわち、最外面が金属材料で覆われて構成されるため、水分が内部に浸入することを抑制でき、酸化物超電導層3が水分により劣化することを防ぐことができる。
【0035】
本実施形態の酸化物超電導線材10において、金属安定化層6は、予めテープ状に加工されたものを使用している。そのため、従来の超電導線材のようにめっきにより安定化層が形成されている場合とは異なり、金属安定化層6にめっき欠陥部などのピンホールが形成されることがないため、酸化物超電導層3に水分が浸入して超電導特性が劣化することがない。
【0036】
次に、本発明に係る酸化物超電導線材10の製造方法の一実施形態について図面に基づいて説明する。
図3は本発明に係る酸化物超電導線材の製造方法の一実施形態の工程を説明するための工程説明図である。
本実施形態の酸化物超電導線材10の製造方法は、図2に示す如く基材1と中間層2と酸化物超電導層3と銀層4と半田層5と金属安定化層6とがこの順に積層されてなる超電導積層体S0を準備する第1工程と、超電導積層体S0の幅方向端部を、基材1側から加圧および加熱することにより基材1の幅方向端部側の一部を溶融させて超電導積層体の側面側に流動させた後、凝固させて少なくとも酸化物超電導層3の側面を覆う保護層7を形成する第2工程と、を備える。
【0037】
まず、前述した長尺の超電導積層体S0を準備する(第1工程)。
第1工程において、基材1と中間層2と酸化物超電導層3と銀層4が積層された積層体と、金属安定化層6の一方の面に半田層5が形成された安定化層テープを準備し、積層体の銀層4上に半田層5を介して金属安定化層6を積層させた状態で、加熱・加圧ロールを通過させることにより、銀層4と金属安定化層6を半田層5により電気的および機械的に接合することが好ましい。これにより、銀層4と金属安定化層5との接合が強固となり、接続抵抗が低下するため、酸化物超電導層3を安定化する効果を向上できる。
【0038】
次に、図3(a)に示す如く、超電導積層体S0の基材1側が上となるようにセットし、基材1の幅方向両側の端部1P、1Pに、一対のテーパー状のローラー電極20、20を対向配置する。ローラー電極20は、従来公知のシーム溶接用のローラー電極を使用でき、銅等の良導電性材料より構成されている。
次いで、ローラー電極20、20を基材1の端部1P、1Pに適度な加圧で接触させて、シーム溶接用のローラー電極20、20にパルス電流を印加しながら、ローラー電極20、20を超電導積層体S0の長手方向に沿って回転走行させて基材1の両側の端部1P、1Pを溶融させる。
【0039】
ここで、シーム溶接用のローラー電極20に電流を印加すると、ローラー電極20と接触している基材1に電流が流れ、基材1の電気抵抗により発熱が起こる。基材1における抵抗発熱はローラー電極20との接触部分が最も大きく、基材1の端部1P付近が抵抗発熱により溶融する。そして、基材1の端部1Pが溶融した金属(溶融金属)は、図3(b)に示す如く金属安定化層6と半田層5と銀層4と酸化物超電導層3と中間層2が積層された積層体S1の幅方向の両側面を薄く覆うように重力に従って下方へ流動した後、凝固する。これにより、図3(b)に示す如く少なくとも中間層2と酸化物超電導層3の側面が保護層7により被覆された酸化物超電導線材10を製造できる。
【0040】
第2工程において、ローラー電極20に印加する電流値は、使用する基材1の材質や厚さによって適宜調整すればよい。また、ローラー電極20による加圧も、基材1の材質や厚さによって適宜調整すればよい。例えば、基材1として厚さ100μmのハステロイ(米国ヘインズ社製商品名)製テープを使用する場合、圧力10〜20MPa程度で加圧しながら、電流値20〜100A程度の電流を印加することにより、基材1の端部1Pを主に溶融させて保護層7を形成することができる。ローラー電極20に印加する電流値が20A未満であると基材1の端部1Pが溶融しない場合があり、電流値が100Aを超えると基材1以外の層も溶融してしまう可能性がある。ローラー電極20の回転走行速度も適宜調整可能である。
以上の工程により、図1に示す酸化物超電導線材10を製造できる。
【0041】
本実施形態の酸化物超電導線材の製造方法は、超電導積層体S0の基材1側の両側の端部1P、1Pをシーム溶接用のローラー電極20、20により加圧しながら通電加熱して、長手方向に連続的に酸化物超電導層3の側面を覆う保護層7を形成する構成である。そのため、酸化物超電導層3の側面全てが外部から遮蔽された構造の酸化物超電導線材を製造できる。従って、本実施形態の酸化物超電導線材の製造方法によれば、酸化物超電導層3への水分の浸入を抑え、酸化物超電導層3が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる酸化物超電導線材を提供できる。また、本実施形態の酸化物超電導線材の製造方法は、超電導積層体S0の基材1の端部1Pを溶融させて保護層7を形成する構成である。そのため、従来のめっきにより超電導積層体を被覆して保護層を形成する場合のように、めっき処理装置等の設備を必要とせず、簡便に保護層7を形成できる。
【0042】
本実施形態の酸化物超電導線材の製造方法は、予めテープ状に加工された金属安定化層6を使用している。そのため、金属安定化層6にはピンホールなどの欠陥部は無いので、製造される酸化物超電導線材は、酸化物超電導層3に水分が浸入して超電導特性が劣化することがない。
また、本実施形態の酸化物超電導線材の製造方法は、少なくとも中間層2と酸化物超電導層3の側面を覆う保護層7を形成するため、製造される酸化物超電導線材の外側に露出する部分は、金属材料よりなる基材1、保護層7、金属安定化層6、半田層5、銀層3のいずれかである。すなわち、最外面が金属材料で構成されるため、水分が内部に浸入することを抑制でき、酸化物超電導層3が水分により劣化することを防ぐことができる酸化物超電導線材を提供できる。
[第2実施形態]
図4は本発明に係る酸化物超電導線材の第2実施形態を模式的に示す断面図であり、図5は図4に示す酸化物超電導線材の製造方法の一実施形態を示す工程説明図であり、図6は酸化物超電導線材の製造方法の他の例を示す断面斜視図である。図4〜6において上記第1実施形態と同一の構成要素には同一の符号を付し、説明を省略する。
【0043】
図4に示す酸化物超電導線材20は、基材1と中間層2と酸化物超電導層3と銀層4と半田層5Aと金属安定化層6Aが順次積層されており、基材1と中間層2と酸化物超電導層3と銀層4が積層された積層体S2の幅方向の側面が保護層17に覆われている。保護層17は半田層5Aの幅方向の端部が積層体S2の積層方向に延出されて構成され、すなわち、半田層5Aの端部が積層体S2の側面を、銀層4側から基材1側へと覆うように延出されている。半田層5Aの幅方向両端部は角部が丸まった形状であり、保護層17はこの丸まった角部から下方に延びて積層体S2の幅方向側面を薄く覆っている。半田層5Aの端縁を延出させてなる保護層17の厚さは半田層5Aの厚さよりも薄くなっている。
図4に示す酸化物超電導線材20は、図2に示す超電導積層体S0の幅方向端縁を、金属安定化層6側から加圧および加熱して、金属安定化層6よりも融点の低い半田層5の端部を溶融させて、溶融した半田を加圧して積層体S2の端部側にはみ出させ、積層体S2の側面側に重力に従って下方に流動させた後、凝固させることにより保護層17を形成して製造される。
【0044】
半田層5Aとしては、前記した半田層5と同様のものが挙げられ、中でも、融点が300℃以下の半田を用いることが好ましい。これにより、300℃以下の温度で加熱することにより半田層5の端部を溶融させて半田層5Aおよび保護層17を形成することが可能となるので、保護層17形成時の熱によって酸化物超電導層3の特性が劣化することを抑止することができる。
半田層5および5Aの厚さは、特に限定されず、適宜調整可能であるが、例えば、2〜20μm程度とすることができる。半田層5の厚さを2μm以上とすることにより、半田層5が薄すぎるために保護層17が形成されなくなるのを防ぐことができる。また、半田層5の厚さを20μm以下とすることにより、形成される半田層5Aの厚さが厚くなり過ぎることがなく、接続抵抗が高くなることを抑止できる。
【0045】
金属安定化層6Aは、前記した金属安定化層6と同様に、良導電性の金属よりなる長尺の金属テープより形成されている。金属安定化層6Aを形成する金属テープは、Cu、黄銅(Cu−Zn合金)、Cu−Ni合金等の銅合金、ステンレス等の比較的安価な材質からなるものを用いることが好ましく、中でも高い導電性を有し、安価であることがらCu製が好ましい。
金属安定化層6Aの厚さは特に限定されず、適宜調整可能であるが、10〜300μmとすることが好ましい。下限値以上とすることにより酸化物超電導層3を安定化する一層高い効果が得られ、上限値以下とすることにより酸化物超電導線材20を薄型化できる。
【0046】
保護層17は、半田層5Aの端部が積層体S2の幅方向の側面側に延出されてなる。そのため、保護層17の材質としては、前記した半田層5および5Aと同様のものが挙げられる。図4に示す例では、保護層17は銀層4と酸化物超電導層3と中間層2の幅方向側面全体を覆い、さらに、基材1の幅方向側面のうち、中間層2側の部分を覆っている。本発明の酸化物超電導線材は図4に示す例に限定されないが、保護層17が少なくとも銀層4の側面と、酸化物超電導層3の側面を覆うように形成されている必要がある。保護層17が酸化物超電導層3の側面を被覆する構成とすることにより、酸化物超電導層3への水分の浸入を抑え、酸化物超電導層3が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる。
保護層17の厚さは半田層5Aの厚さよりも薄くなっている。保護層17の厚さは、特に制限されず適宜変更可能であるが、2〜20μmの範囲とすることが好ましい。保護層17の厚さを2μm以上とすることにより、酸化物超電導層3に水分が浸入することを効果的に防ぐことができ、保護層17の厚さを20μm以下とすることにより、酸化物超電導線材20を小型化できる。
【0047】
本実施形態の酸化物超電導線材20は、少なくとも酸化物超電導層3の側面を覆うように保護層17が形成された構成である。そのため、酸化物超電導層3への水分の浸入を抑え、酸化物超電導層3が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる。
【0048】
本実施形態の酸化物超電導線材20において、金属安定化層6Aは、予めテープ状に加工された金属安定化層6を使用して形成されている。そのため、従来の超電導線材のようにめっきにより安定化層が形成されている場合とは異なり、金属安定化層6Aにめっき欠陥部などのピンホールが形成されることがないため、酸化物超電導層3に水分が浸入して超電導特性が劣化することがない。
【0049】
次に、本発明に係る酸化物超電導線材20の製造方法の一実施形態について図面に基づいて説明する。
図5は本発明に係る酸化物超電導線材の製造方法の第2実施形態の工程を説明するための工程説明図である。
本実施形態の酸化物超電導線材20の製造方法は、図2に示す如く基材1と中間層2と酸化物超電導層3と銀層4と半田層5と金属安定化層6とがこの順に積層されてなる超電導積層体S0を準備する第1工程と、超電導積層体S0の幅方向端部を、金属安定化層6側から加圧および加熱することにより、金属安定化層6よりも融点の低い半田層5の幅方向端部側の一部を溶融させて超電導積層体の側面側に流動させた後、凝固させて少なくとも酸化物超電導層3の側面を覆う保護層17を形成する第2工程と、を備える。
【0050】
まず、前述した長尺の超電導積層体S0を準備する(第1工程)。
次に、図5(a)に示す如く、超電導積層体S0の金属安定化層6側が上となるようにセットし、金属安定化層6の幅方向両側の端部6P、6Pに、一対のテーパー状のローラー電極20、20を対向配置する。ローラー電極20は、従来公知のシーム溶接用のローラー電極を使用でき、銅等の良導電性材料より構成されている。
次いで、ローラー電極20、20を金属安定化層6の端部6P、6Pに適度な加圧で接触させて、シーム溶接用のローラー電極20、20にパルス電流を印加しながら、ローラー電極20、20を超電導積層体S0の長手方向に沿って回転走行させて半田層5の両側の端部5P、5Pを溶融させる。
【0051】
ここで、シーム溶接用のローラー電極20に電流を印加すると、金属安定化層6、半田層5、銀層4に電極が流れるが、良導電性の金属材料よりなる金属安定化層6および銀層4は電気抵抗が低く、通電による抵抗発熱量は半田層5と比較して小さい。これに対し、電気抵抗が金属安定化層6および銀層4よりも大きい半田層5では、通電すると電気抵抗により発熱が起こる。半田層5における抵抗発熱はローラー電極20に近い端部5P付近が最も大きく、半田層5の端部5P付近が抵抗発熱により主に溶融する。そして、半田層5の端部5Pが溶融した金属(溶融金属)は、図5(b)に示す如く、ローラ電極20の加圧により銀層4と酸化物超電導層3と中間層2と基材1が積層された積層体S2の側面側にはみ出し、重力に従って下方に流動して積層体S2の幅方向の両側面を薄く覆った後、凝固する。これにより、図5(b)に示す如く少なくとも銀層4と酸化物超電導層3の側面が保護層17により被覆された酸化物超電導線材20を製造できる。
【0052】
第2工程において、ローラー電極20に印加する電流値は、使用する半田層5の材質、融点、厚さによって適宜調整すればよい。また、ローラー電極20による加圧も、半田層5の材質、融点、厚さによって適宜調整すればよい。例えば、半田層5として厚さ10μmのスズ半田(融点230℃)を使用する場合、圧力10〜20MPa程度で加圧しながら、電流値100〜500A程度の電流を印加することにより、半田層5の端部5Pを溶融させて保護層17を形成することができる。ローラー電極20に印加する電流値が100A未満であると半田層5の端部5Pが溶融しない場合があり、電流値が500Aを超えると半田層5以外の層も溶融してしまう可能性がある。ローラー電極20の回転走行速度も適宜調整可能である。
以上の工程により、図1に示す酸化物超電導線材20を製造できる。
【0053】
なお、図4に示す酸化物超電導線材20の製造方法において、第2工程における加圧および加熱は、半田層5の端部5を溶融させることができる温度に加熱することで保護層17を形成できるため、前述のシーム溶接用のローラー電極20を使用する例に限定されない。
例えば、加圧ローラー自体を半田層5を構成する半田の融点以上の温度に加熱しながら超電導積層体S0の金属安定化層6の端部側から加熱および加圧を行うことにより、半田層5の端部5Pを溶融して超電導積層体S0の側面側にはみ出させた後、重力に従って下方に流動させて凝固させることにより、半田層5Aおよび保護層17を形成することができる。また、加熱および加圧に用いる治具は、前述のようなローラー形状のものに限定されるものではなく、例えば、図6に示すような治具21を使用することもできる。図6に示す例では、超電導積層体S0の端部に適度な長さを有する断面三角形の柱状の治具21を用いている。この例では、半田層5を構成する半田の融点以上の温度に治具21を加熱しながら、治具21の1つの面を金属安定化層6の端部に押し当て、加圧および加熱することにより、半田層の端部5Pを溶融し、超電導積層体S0の側面側に流動させて凝固させることにより、半田層5Aおよび保護層17を形成することができる。
【0054】
本実施形態の酸化物超電導線材の製造方法は、超電導積層体S0の幅方向端部を金属安定化層6側から加圧および加熱することにより、半田層5の端部5Pを溶融させて、長手方向に連続的に酸化物超電導層3の側面を覆う保護層17を形成する構成である。そのため、酸化物超電導層3の側面全てが外部から遮蔽された構造の酸化物超電導線材を製造できる。従って、本実施形態の酸化物超電導線材の製造方法によれば、酸化物超電導層3への水分の浸入を抑え、酸化物超電導層3が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる酸化物超電導線材を提供できる。
【0055】
また、本実施形態の酸化物超電導線材の製造方法は、超電導積層体S0の半田層5の端部5Pを溶融させて保護層17を形成する構成である。そのため、従来のめっきにより超電導積層体を被覆して保護層を形成する場合のように、めっき処理装置等の設備を必要とせず、簡便に保護層17を形成できる。
本実施形態の酸化物超電導線材の製造方法は、予めテープ状に加工された金属安定化層6を使用して金属安定化層6Aを作製している。そのため、金属安定化層6Aにはピンホールなどの欠陥部は無いので、製造される酸化物超電導線材は、酸化物超電導層3に水分が浸入して超電導特性が劣化することがない。
【0056】
以上、本発明の酸化物超電導線材およびその製造方法の実施形態について説明したが、上記実施形態において、酸化物超電導線材の各部は一例であって、本発明の範囲を逸脱しない範囲で適宜変更することが可能である。
例えば、上記第1実施形態の酸化物超電導線材10では、保護層7が中間層2と酸化物超電導層3と銀層4と半田層5の幅方向側面全体を覆い、さらに、金属安定化層6の幅方向側面のうち、半田層5側の部分を覆っているが、本発明はこの例に限定されない。酸化物超電導線材10の保護層7が中間層2の側面と酸化物超電導層3の側面のみを覆っていてもよく、中間層2と酸化物超電導層3と銀層4と半田層5と金属安定化層6の側面全てを覆っていてもよい。
また、上記第2実施形態の酸化物超電導線材20では、保護層17が銀層4と酸化物超電導層3と中間層2の幅方向側面全体を覆い、さらに、基材1の幅方向側面のうち、中間層2側の部分を覆っているが、本発明はこの例に限定されない。酸化物超電導線材20の保護層17が銀層4の側面と酸化物超電導層3の側面のみを覆っていてもよく、銀層4と酸化物超電導層3と中間層2と基材1の側面全てを覆っていてもよい。
【実施例】
【0057】
以下、実施例を示して本発明をさらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
【0058】
「超電導積層体の作製」
幅10mm、厚さ0.1mmのハステロイC276(米国ヘインズ社製商品名)製の基材の上に、IBAD法により1.2μm厚のGd2Zr2O7(GZO)なる組成の中間層を形成し、さらにこの中間層の上にPLD法により1.0μm厚のCeO2なる組成のキャップ層を成膜した。次に、このキャップ層の上にPLD法により1.0μm厚のGdBa2Cu3O7−xなる組成の酸化物超電導層を形成し、さらにこの酸化物超電導層の上にスパッタ法により10μm厚の銀層を形成し、酸素アニールを施した。続いて、幅10mm、厚さ50μmの銅製テープ(金属安定化層)を、厚さ5μmのスズ半田(融点230℃)を介して積層し、得られた積層体を長手方向に沿って裁断することにより、幅5mm、長さ10m、液体窒素温度(77K)における臨界電流値Ic0=100Aの超電導積層体を作製した。
【0059】
「酸化物超電導線材の作製」
(実施例1)
上記で作製した超電導積層体を、図3(a)に示すように、基材であるハステロイC276(米国ヘインズ社製商品名)側が上になるようにセットし、基材の幅方向の両端部を一対のローラー電極で加圧しながら、ローラー電極に通電して、ローラー電極を回転走行させることにより、基材の両端部を溶融させて積層体の側面に流動させた後、凝固させて保護層を形成することにより図1に示す構造の酸化物超電導線材を作製した。得られた酸化物超電導線材において、保護層の厚さは2μmであり、保護層は中間層とキャップ層と酸化物超電導層と銀層と半田層の側面全体を覆い、さらに、金属安定化層の側面の一部を覆っていた。なお、ローラー電極による加圧および加熱は次の条件で行った。
ローラー電極の材質:銅、電流値:50A、パルス印加時間:10ms、冷却時間30ms、ローラー電極の回転走行速度:5mm/s、加圧力:100g。
【0060】
(実施例2)
上記で作製した超電導積層体を、図5(a)に示すように、金属安定化層である銅製テープ側が上になるようにセットし、基材の幅方向の両端部を一対のローラー電極で加圧しながら、ローラー電極に通電して、ローラー電極を回転走行させることにより、半田層の両端部を溶融させて積層体の側面に流動させた後、凝固させて保護層を形成することにより図4に示す構造の酸化物超電導線材を作製した。得られた酸化物超電導線材において、保護層の厚さは2μmであり、保護層は銀層とキャップ層と中間層の側面全体を覆い、さらに、基材の側面の一部を覆っていた。なお、ローラー電極による加圧および加熱は次の条件で行った。
ローラー電極の材質:銅、電流値:300A、パルス印加時間:10ms、冷却時間30ms、ローラー電極の回転走行速度:5mm/s、加圧力:200g。
【0061】
(比較例1)
上記で作製した超電導積層体をそのまま酸化物超電導線材として用いた。
【0062】
作製した実施例1、実施例2および比較例1の酸化物超電導線材を、温度121℃、湿度100%、2気圧の雰囲気中で24時間、48時間、72時間、および100時間保持した後に、液体窒素温度(77K)における酸化物超電導線材の臨界電流値Icを測定し、試験前の臨界電流値Ic0に対する試験後の臨界電流値Icの割合Ic/Ic0を求めた。試験時間に対して、Ic/Ic0をプロットしたグラフを図7に示す。なお、図7において、縦軸Ic/Ic0が1.0に近いほど超電導特性の劣化が少なく、水分に対する耐久性が高いことを示す。
【0063】
図7の結果より、本発明に係る実施例1および実施例2の酸化物超電導線材は、100時間の耐久試験後も臨界電流値の低下が見られず、酸化物超電導層への水分の浸入を抑えることができることが明らかである。これに対し、比較例1の酸化物超電導線材は、48時間の耐久試験後に臨界電流値Icが0になっており、耐久性が低かった。
【産業上の利用可能性】
【0064】
本発明は、例えば超電導モータ、限流器など、各種電力機器に用いられる酸化物超電導線材に利用することができる。
【符号の説明】
【0065】
1、1A…基材、1P…端部、2…中間層、3…酸化物超電導層、4…銀層、5、5A…半田層、5P…端部、6、6A…金属安定化層、7、17…保護層、10、20…酸化物超電導線材、S0…超電導積層体、S1、S2…積層体、20…ローラー電極、21…治具。
【特許請求の範囲】
【請求項1】
基材と中間層と酸化物超電導層と銀層と半田層と金属安定化層とがこの順に積層されてなる超電導積層体を準備する第1工程と、
前記超電導積層体の幅方向端部を、前記金属安定化層側または前記基材側から加圧および加熱することにより前記半田層または前記基材の幅方向端部側の一部を溶融させて前記超電導積層体の側面側に流動させた後、凝固させて少なくとも前記酸化物超電導層の側面を覆う保護層を形成する第2工程と、
を備えることを特徴とする酸化物超電導線材の製造方法。
【請求項2】
前記第2工程において、前記超電導積層体の幅方向端部に対し、前記基材側からローラー電極により加圧および通電加熱を行い、抵抗発熱により前記基材の幅方向端部側の一部を溶融させて前記保護層を形成することを特徴とする請求項1に記載の酸化物超電導線材の製造方法。
【請求項3】
前記第2工程において、前記超電導積層体の幅方向端部に対し、前記金属安定化層側から加圧および加熱を行い、前記半田層の幅方向端部側の一部を溶融させて前記保護層を形成することを特徴とする請求項1に記載の酸化物超電導線材の製造方法。
【請求項4】
基材と中間層と酸化物超電導層と銀層と半田層と金属安定化層とがこの順に積層されて酸化物超電導積層体が構成され、該酸化物超電導積層体の側面側に少なくとも前記酸化物超電導層の側面を覆う保護層が形成されてなり、該保護層は前記基材または前記半田層の端部を前記超電導積層体の積層方向に延出させてなることを特徴とする酸化物超電導線材。
【請求項5】
前記保護層が、前記基材の端部を前記超電導積層体の積層方向に延出させてなり、少なくとも前記中間層および前記酸化物超電導層の側面を覆うことを特徴とする請求項4に記載の酸化物超電導線材。
【請求項6】
前記保護層が、前記半田層の端部を前記超電導積層体の積層方向に延出させてなり、少なくとも前記銀層および前記酸化物超電導層の側面を覆うことを特徴とする請求項4に記載の酸化物超電導線材。
【請求項1】
基材と中間層と酸化物超電導層と銀層と半田層と金属安定化層とがこの順に積層されてなる超電導積層体を準備する第1工程と、
前記超電導積層体の幅方向端部を、前記金属安定化層側または前記基材側から加圧および加熱することにより前記半田層または前記基材の幅方向端部側の一部を溶融させて前記超電導積層体の側面側に流動させた後、凝固させて少なくとも前記酸化物超電導層の側面を覆う保護層を形成する第2工程と、
を備えることを特徴とする酸化物超電導線材の製造方法。
【請求項2】
前記第2工程において、前記超電導積層体の幅方向端部に対し、前記基材側からローラー電極により加圧および通電加熱を行い、抵抗発熱により前記基材の幅方向端部側の一部を溶融させて前記保護層を形成することを特徴とする請求項1に記載の酸化物超電導線材の製造方法。
【請求項3】
前記第2工程において、前記超電導積層体の幅方向端部に対し、前記金属安定化層側から加圧および加熱を行い、前記半田層の幅方向端部側の一部を溶融させて前記保護層を形成することを特徴とする請求項1に記載の酸化物超電導線材の製造方法。
【請求項4】
基材と中間層と酸化物超電導層と銀層と半田層と金属安定化層とがこの順に積層されて酸化物超電導積層体が構成され、該酸化物超電導積層体の側面側に少なくとも前記酸化物超電導層の側面を覆う保護層が形成されてなり、該保護層は前記基材または前記半田層の端部を前記超電導積層体の積層方向に延出させてなることを特徴とする酸化物超電導線材。
【請求項5】
前記保護層が、前記基材の端部を前記超電導積層体の積層方向に延出させてなり、少なくとも前記中間層および前記酸化物超電導層の側面を覆うことを特徴とする請求項4に記載の酸化物超電導線材。
【請求項6】
前記保護層が、前記半田層の端部を前記超電導積層体の積層方向に延出させてなり、少なくとも前記銀層および前記酸化物超電導層の側面を覆うことを特徴とする請求項4に記載の酸化物超電導線材。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】

【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−150915(P2012−150915A)
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願番号】特願2011−6961(P2011−6961)
【出願日】平成23年1月17日(2011.1.17)
【出願人】(000005186)株式会社フジクラ (4,463)
【Fターム(参考)】
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願日】平成23年1月17日(2011.1.17)
【出願人】(000005186)株式会社フジクラ (4,463)
【Fターム(参考)】
[ Back to top ]