
酸化物超電導線材の製造方法および超電導機器

【課題】超電導特性を向上することのできる酸化物超電導線材の製造方法を提供する。
【解決手段】(Bi,Pb)2223超電導の前駆体粉末を金属で被覆した形態の線材を伸線する伸線工程と、前記伸線工程の線材を圧延する圧延工程と、前記圧延工程の線材を熱処理する熱処理工程とを備え、前記伸線工程と前記圧延工程との間において、中間熱処理を加え線材中の前駆体粉末の結晶粒サイズを、伸線後の結晶粒サイズより大きくすることを特徴とする酸化物超電導線材の製造方法。
【解決手段】(Bi,Pb)2223超電導の前駆体粉末を金属で被覆した形態の線材を伸線する伸線工程と、前記伸線工程の線材を圧延する圧延工程と、前記圧延工程の線材を熱処理する熱処理工程とを備え、前記伸線工程と前記圧延工程との間において、中間熱処理を加え線材中の前駆体粉末の結晶粒サイズを、伸線後の結晶粒サイズより大きくすることを特徴とする酸化物超電導線材の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、超電導ケーブル、超電導コイル、超電導変圧器、超電導電力貯蔵装置等の超電導応用機器に用いられる(Bi,Pb)2Sr2Ca2Cu3O10±δ(δは0.1程度の数:以下(Bi,Pb)2223とする)相を含む酸化物超電導線材の製造方法に関し、詳しくは(Bi,Pb)2223超電導線材の臨界電流値向上を目的とする酸化物超電導線材の製造方法に関する。
【背景技術】
【0002】
金属シース法で作製された(Bi,Pb)2223相を主成分とする酸化物超電導線材は高い臨界温度を持ちかつ、液体窒素温度等の比較的簡単な冷却下でも高い臨界電流値を示す有用な線材である(たとえば、非特許文献1を参照)。それゆえ更なる性能(臨界電流値)の向上が実現すれば、より実用に供される範囲が広がる。
【0003】
また上記(Bi,Pb)2223超電導材線材を使用することによって、従来の常伝導導体を用いるよりはるかにエネルギー損失を低減することが可能であると考えられている。そのため(Bi,Pb)2223超電導材線材を導体として用いた超電導ケーブル、超電導コイル、超電導変圧器、超電導電力貯蔵装置等の超電導応用機器開発も同時に進められている。
【0004】
超電導線材の臨界電流値を上げる方法としては、(Bi,Pb)2223系超電導線材を加圧された雰囲気下において焼結する方法が採用されている(特許文献1および非特許文献1を参照)。これにより液体窒素温度での臨界電流値は約100Aから120A級に向上している。
【0005】
【特許文献1】特開2002−093252号公報
【非特許文献1】SEIテクニカルレビュー、2004年3月 第164号 p36−42
【発明の開示】
【発明が解決しようとする課題】
【0006】
上記の技術によっても、臨界電流値向上の効果は認められる。しかしながら、今後の市場からのニーズを考えれば、さらなる臨界電流値の増大が望まれる。そこで本発明はより臨界電流値の高い酸化物超電導線材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、(Bi,Pb)2223線材の製造工程中の圧延加工とその前後における充填粉末の関係を検討し、圧延工程前の充填粉末に特徴をもたせることによって、臨界電流値が向上することを見出した。
【0008】
本発明は、(Bi,Pb)2223超電導の前駆体粉末を金属で被覆した形態の線材を伸線する伸線工程と、前記伸線工程後の線材を圧延する圧延工程と、前記圧延工程後の線材を熱処理する熱処理工程とを備え、前記伸線工程と前記圧延工程との間において、中間熱処理を加え線材中の前駆体粉末の結晶粒サイズを、伸線後の結晶粒サイズより大きくすることを特徴とする酸化物超電導線材の製造方法である。
【0009】
本発明において、前記中間熱処理によって、前駆体粉末の結晶粒のc軸に垂直な方向の平均サイズを2μm以上にすることが好ましい。
【0010】
本発明において、前記中間熱処理は、酸素を含む雰囲気中700℃以上、800℃以下の温度において、1時間から5時間の条件で行われることが好ましい。
【0011】
また本発明において、前記(Bi,Pb)2223超電導の前駆体粉末は、正方晶Bi2212相が主相であることが好ましい。
【0012】
また本発明は、上記のいずれかに記載の製造方法により製造された酸化物超電導線材を導体として含む超電導機器である。
【発明の効果】
【0013】
本発明の製造方法によれば、高い臨界電流値を有する(Bi,Pb)2223酸化物超電導線材を得ることができる。また本発明の酸化物超電導線材を導体として用いることにより、高性能な超電導ケーブル、超電導コイル、超電導変圧器、超電導電力貯蔵装置等の超電導機器を実現できる。
【発明を実施するための最良の形態】
【0014】
(実施の形態)
図1は、酸化物超電導線材の構成を模式的に示す部分断面斜視図である。図1を参照して、例えば、多芯線の酸化物超電導線材について説明する。酸化物超電導線材11は、長手方向に伸びる複数本の酸化物超電導体フィラメント12と、それらを被覆するシース部13とを有している。複数本の酸化物超電導体フィラメント12の各々の材質は、Bi−Pb−Sr−Ca−Cu−O系の組成が好ましく、特に(Bi,Pb):Sr:Ca:Cuの原子比がほぼ2:2:2:3の比率で近似して表される(Bi,Pb)2223相を含む材質が最適である。シース部13の材質は、例えば銀や銀合金等の金属から構成される。
【0015】
次に、上記の酸化物超電導線材の製造方法について説明する。
【0016】
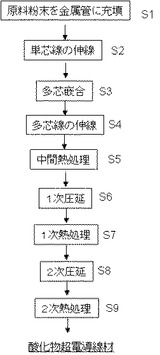
図2は、本発明の実施の形態における酸化物超電導線材の製造工程を示すフロー図である。また図3〜7は、図2の各工程を示す図である。
【0017】
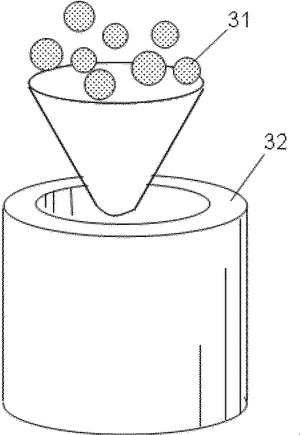
図2および図3を参照して、まず、酸化物超電導体の前駆体粉末31を金属管32に充填する(ステップS1)。この酸化物超電導体の前駆体粉末31は、たとえば(Bi,Pb)2Sr2Ca1Cu2O8±δ(δは0.1に近い数:以下(Bi,Pb)2212と呼ぶ)相を主相とし、(Bi,Pb)2223相、アルカリ土類酸化物(例えば、(Ca,Sr)CuO2、(Ca,Sr)2CuO3、(Ca,Sr)14Cu24O41等)、Pb酸化物(例えば、Ca2PbO4、(Bi,Pb)3Sr2Ca2Cu1Oz)を含む材質よりなっている。なお、金属管32としては銀や銀合金を用いることが好ましい。これは前駆体粉末と金属管が反応して化合物を形成することによる、前駆体粉末の組成ずれを防ぐためである。
【0018】
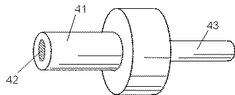
次に、図2および図4に示すように、上記前駆体粉末が充填された金属管41を所望の直径まで伸線加工し、前駆体42を芯材として銀などの金属に被覆された単芯線43を作製する(ステップS2)。
【0019】
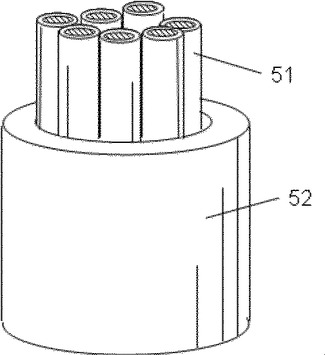
次に、図2および図5に示すように、この単芯線51を多数束ねて、例えば銀等からなる金属管52内に嵌合する(多芯嵌合:ステップS3)。これにより、前駆体粉末を芯材として多数有する多芯構造材が得られる。
【0020】
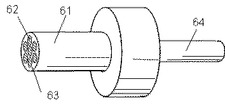
次に、図2および図6に示すように、多芯構造材61を所望の直径まで伸線加工し、前駆体粉末62が金属シース部63に埋め込まれ、断面形状が円状あるいは多角形状の等方的多芯母線64を作製する(ステップS4)。これにより、酸化物超電導線材の前駆体粉末62を金属で被覆した形態を有する等方的多芯母線64が得られる。
【0021】
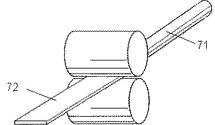
次に、図2に示すように、この等方的多芯母線71に中間熱処理を施す。(ステップS5)。このステップが本発明の特徴である。このステップについては詳細を後述する。
【0022】
次に、図2および図7に示すように、この等方的多芯母線71を圧延する(1次圧延:ステップS6)。これによりテープ状前駆体線材72が得られる。
【0023】
次に、テープ状前駆体線材を熱処理する(1次熱処理:ステップS7)。この熱処理は、たとえば大気圧下、または1MPa以上50MPa以下の加圧雰囲気において約830℃の温度で行われる。熱処理によって前駆体粉末から目的とする(Bi,Pb)2223超電導相が生成される。
【0024】
その後、再び線材を圧延する(2次圧延:ステップS8)。このように、2次圧延を行うことにより、1次熱処理で生じたボイドが除去される。
【0025】
続いて、例えば830℃の温度で線材を熱処理する(2次熱処理:ステップS9)。このときも、大気圧下、または加圧雰囲気で熱処理する。以上の製造工程により、図1に示す酸化物超電導線材が得られる。以上の製造工程により、酸化物超電導線材が得られる。
【0026】
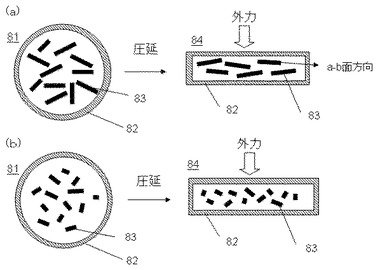
以下、本発明の特徴であるステップS5の中間熱処理について詳細を記す。酸化物超電導線材において高臨界電流密度化を図るには超電導結晶粒の高度な配向化が重要である。そのためにステップS6の圧延が施される。これは線材を一軸方向に変形させテープ状にし、(Bi,Pb)2223超電導結晶のa−b面方向をテープ面と平行になるよう配向させるものである。
【0027】
断面形状が円状の等方的多芯母線を圧延し、内部の結晶の変化を模式的に表した線材断面図を図8(a)に示す。図8では単芯線のケースをモデルとして表す。断面が円形状の等方的母線81においては金属管82中に平板状の超電導相を含む種々の結晶83が存在している。そのような状況において、超電導結晶が圧延する前に充分大きいサイズを有していれば、圧延操作によりテープ材84になった際、各結晶は長手方向(a−b面方向)が圧延時の外力方向に対して垂直になるように倒れてその方向がそろう。一方、図8(b)に示すように結晶サイズが小さい場合、結晶83は倒れにくく配向化もおこりにくい。よって、圧延前にはできる限り結晶83のサイズが大きい方が、配向化には有利である。
【0028】
ところで、圧延までに線材はステップS2とステップS4の伸線加工が施される。この伸線加工は縮径加工であり、ステップS1で充填された状況から各金属管はその直径において1/10〜1/100程度の縮小変形をうける。
【0029】
この変形において、充填された前駆体粉末も外力を受け、砕けて結晶サイズが小さくなっていく。このような状況で圧延操作をおこなっても、配向化はおこりにくい。よって本発明では、伸線工程で砕けて小さくなった結晶粒を大きくするために圧延前に中間熱処理を施すものである。
【0030】
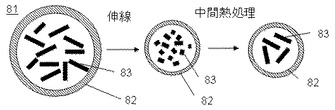
本発明の効果を模式的に表した線材断面図を図9に示す。前駆体粉末の結晶粒は伸線加工により、砕け小さくなる。小さくなった結晶粒に対して熱処理を施し、結晶粒サイズを大きくする。大きくなった結晶粒に対して圧延操作を施すことにより、高度な配向化組織が得られる。
【0031】
前記中間熱処理条件の目安として、結晶粒のc軸に垂直な方向の大きさ(板状結晶の幅)をもって判定すると熱処理条件の最適化を行いやすい。本発明者らは、結晶粒のc軸に垂直な方向の平均サイズが2μm以上になると効果が大きいことを実験的に見出した。
【0032】
上記「c軸に垂直な方向の平均サイズ」について説明する。伸線後あるいは中間熱処理後の等方的母線中では、各結晶粒はそのa−b面方向と母線長手方向がほぼ平行になるよう存在している。このような母線において、長手方向に垂直な断面を観察すると、各結晶の側面(a−c面、b−c面あるいはab−c面)が見える。この側面における長い方の一辺を測定する。実際の結晶は見えている側面より長いc軸に垂直な方向サイズを有しているケースもあるが、少なくとも断面に表れている部分のサイズは有している。よってこの観測された長さを「各結晶のサイズ」と定義する。結晶サイズを数十から百程度の結晶について測定し、その平均値を算出する。その値を「平均サイズ」とする。
【0033】
また上記のようになる、具体的な中間熱処理条件は、酸素を含む雰囲気中700℃以上、800℃以下の温度において、1時間から5時間であることも見出した。
【0034】
一方、前駆体粉末を構成する成分により、この中間熱処理での結晶粒の成長度合いが影響を受ける。充填される前駆体粉末中には、斜方晶である(Bi,Pb)2212相と正方晶であるBi2Sr2Ca1Cu2O8±δ(δは0.1に近い数:以下Bi2212と呼ぶ)相の2つの2212相が混在する。これらの割合は前駆体粉末を作製する段階で調整できる。Bi2212相は周りに存在するPb化合物からPbを吸収し、(Bi,Pb)2212相にかわることができる。この反応がおこる際に、Bi2212相から非常に大きな(Bi,Pb)2212相が生成されやすい。よって主相として前駆体粉末は、正方晶Bi2212相が主相であることが好ましく、それに対して中間熱処理を施すとより効果的である。
【0035】
上記のようにして、大きな超電導結晶粒を含む線材を圧延することにより、高度な配向化組織が得られる。この高度に配向化された線材をベースにステップS6以降の加工処理を行うと、高い臨界電流値を有する超電導線材を製造することができる。
【0036】
また本発明にかかる超電導機器は、上記のような臨界電流値の高い超電導線材から構成されるため、優れた超電導特性を有する。ここで、超電導機器は、上記超電導線材を含むものであれば特に制限なく、超電導ケーブル、超電導コイル、超電導変圧器、超電導電力貯蔵装置などが挙げられる。例えば、交流用途で使用される超電導ケーブルや、超電導変圧器では臨界電流値の向上により、運転電流値における損失が減少する。一方、超電導コイルや超電導電力貯蔵装置のような直流使用が主な機器は、最大発生磁場や最大蓄積エネルギーが大幅に増大する。
【実施例】
【0037】
(実施例)
以下、実施例に基づき、本発明をさらに具体的に説明する。
【0038】
原料粉末(Bi2O3, PbO, SrCO3, CaCO3, CuO)をBi:Pb:Sr:Ca:Cu=1.8:0.3:1.9:2.0:3.0の比率で混合し、大気中で700℃×8時間の熱処理、粉砕、800℃×10時間の熱処理、粉砕、820℃×4時間の熱処理、粉砕の処理を施し前駆体粉末を得る。また、5種類の原料粉末が溶解した硝酸水溶液を、加熱された炉内に噴射することにより、金属硝酸塩水溶液の粒子の水分が蒸発し、硝酸塩の熱分解、そして金属酸化物同士の反応、合成を瞬時に起こさせる噴霧熱分解法で前駆体粉末を作製することもできる。こうして作製された前駆体粉末は、Bi2212相が主体となった粉末である。また一部は熱処理条件を変更し、(Bi,Pb)2212相が主相となった前駆体粉末を得る。
【0039】
上記により作製された前駆体粉末を外径25mm、内径22mmの銀パイプに充填し、直径2.4mmまで伸線して単芯線を作製する。この単芯線を55本に束ねて外径25mm、内径22mmの銀パイプに挿入し、直径1.5mmまで伸線し、多芯(55芯)線材を得る。
【0040】
この多芯線材に熱処理を施す。熱処理雰囲気は全圧1気圧(0.1MPa)、酸素分圧0.0001MPaに設定し、時間は2時間で固定して各種温度で熱処理を行った。温度条件と試料番号を表1に記す。その後、端部を切り出して、長手方向に垂直な断面を電子顕微鏡で観察することによって結晶粒サイズ(圧延前の結晶サイズ)を計測した。平均粒サイズは任意に選んだ100個の結晶に関して、前記したよう断面に表れている結晶側面の長い方の一辺サイズを測定する。そしてその平均値を算出する。その結果を表1に記す。
【0041】
上記熱処理後、多芯線を圧延し、厚み0.25mmのテープ状線材に加工する。得られたテープ状線材を全圧1気圧(0.1MPa)、酸素分圧8kPaの雰囲気中で830℃、30時間〜50時間の1次熱処理を施す。
【0042】
1次熱処理後のテープ状線材を厚み0.23mmになるように再圧延する。再圧延後のテープ状線材に酸素分圧8kPaを含む、全圧30MPaの加圧雰囲気下にて830℃、50時間〜100時間の2次熱処理を施す。作製された線材の臨界電流値(Ic)を測定した。
【0043】
臨界電流値は、温度77K、ゼロ磁場中、四端子法で電流―電圧曲線を測定し、その曲線から線材1cmあたり1×10−6Vの電圧を発生させる電流を臨界電流値と定義した。
【0044】
また、(Bi,Pb)2223結晶の配向性評価として、以下の平均配向ずれ角αを測定する。平均配向ずれ角αとは、各々の(Bi,Pb)2223結晶のa軸とb軸により形成される面と、線材のテープ面(幅×長さ方向の面)とのなす角度の平均をいう。(Bi,Pb)2223結晶の平均配向ずれ角αが小さいほど、(Bi,Pb)2223結晶の配向性が高いことを示す。(Bi,Pb)2223結晶の平均配向ずれ角αは、(Bi,Pb)2223相の(0,0,24)面に由来する回折ピークの半価幅の1/2として算出される。Ic及びαを表1に記す。
【0045】
【表1】

【0046】
試料1(比較例)は、中間熱処理を施していない。試料2(実施例)以降は中間熱処理が施されている。中間熱処理を施していない試料1は、圧延前の平均結晶サイズは0.5μmである。また全ての工程終了後の臨界電流値120Aでありかつ、ずれ角αは11°である。本発明に従って中間熱処理を施した試料2〜10では、圧延前の平均結晶サイズが試料1に比べ大きくなっている。また臨界電流値およびずれ角αともに試料1に比べ向上している。
【0047】
試料2〜10を比較すると、中間熱処理温度が700℃以上、800℃以下の範囲である試料4〜9において160A以上の高い臨界電流値が得られている。また前駆体粉末の主相を変えた場合(試料6と7の比較)、Bi2212相を主相としたほうが効果の大きいことが判る。
【0048】
今回開示された実施の形態および実施例は全ての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記した説明でなく特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内のすべての変更が含まれることが意図される。
【図面の簡単な説明】
【0049】
【図1】酸化物超電導線材の構成を模式的に示す部分断面斜視図である。
【図2】本発明の実施の形態における酸化物超電導線材の製造工程を示すフロー図である。
【図3】図2中S1ステップを示す図である。
【図4】図2中S2ステップを示す図である。
【図5】図2中S3ステップを示す図である。
【図6】図2中S4ステップを示す図である。
【図7】図2中S5ステップを示す図である。
【図8】圧延時における、金属管内部の結晶の変化を模式的に表した線材断面図である。
【図9】本発明の効果を模式的に表した線材断面図である。
【符号の説明】
【0050】
11 酸化物超電導線材、12 酸化物超電導フィラメント、13 シース部、31 前駆体粉末、32 金属管 41 前駆体粉末が充填された金属管、42 前駆体、43 単芯線、51 単芯線、52 金属管、61 多芯構造材、62 前駆体原料粉末、63 金属シース部、64 等方的多芯母線、71 等方的多芯母線、72 テープ状前駆体線材 81 等方的母線、82 金属管、83 結晶、84 テープ材。
【技術分野】
【0001】
本発明は、超電導ケーブル、超電導コイル、超電導変圧器、超電導電力貯蔵装置等の超電導応用機器に用いられる(Bi,Pb)2Sr2Ca2Cu3O10±δ(δは0.1程度の数:以下(Bi,Pb)2223とする)相を含む酸化物超電導線材の製造方法に関し、詳しくは(Bi,Pb)2223超電導線材の臨界電流値向上を目的とする酸化物超電導線材の製造方法に関する。
【背景技術】
【0002】
金属シース法で作製された(Bi,Pb)2223相を主成分とする酸化物超電導線材は高い臨界温度を持ちかつ、液体窒素温度等の比較的簡単な冷却下でも高い臨界電流値を示す有用な線材である(たとえば、非特許文献1を参照)。それゆえ更なる性能(臨界電流値)の向上が実現すれば、より実用に供される範囲が広がる。
【0003】
また上記(Bi,Pb)2223超電導材線材を使用することによって、従来の常伝導導体を用いるよりはるかにエネルギー損失を低減することが可能であると考えられている。そのため(Bi,Pb)2223超電導材線材を導体として用いた超電導ケーブル、超電導コイル、超電導変圧器、超電導電力貯蔵装置等の超電導応用機器開発も同時に進められている。
【0004】
超電導線材の臨界電流値を上げる方法としては、(Bi,Pb)2223系超電導線材を加圧された雰囲気下において焼結する方法が採用されている(特許文献1および非特許文献1を参照)。これにより液体窒素温度での臨界電流値は約100Aから120A級に向上している。
【0005】
【特許文献1】特開2002−093252号公報
【非特許文献1】SEIテクニカルレビュー、2004年3月 第164号 p36−42
【発明の開示】
【発明が解決しようとする課題】
【0006】
上記の技術によっても、臨界電流値向上の効果は認められる。しかしながら、今後の市場からのニーズを考えれば、さらなる臨界電流値の増大が望まれる。そこで本発明はより臨界電流値の高い酸化物超電導線材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、(Bi,Pb)2223線材の製造工程中の圧延加工とその前後における充填粉末の関係を検討し、圧延工程前の充填粉末に特徴をもたせることによって、臨界電流値が向上することを見出した。
【0008】
本発明は、(Bi,Pb)2223超電導の前駆体粉末を金属で被覆した形態の線材を伸線する伸線工程と、前記伸線工程後の線材を圧延する圧延工程と、前記圧延工程後の線材を熱処理する熱処理工程とを備え、前記伸線工程と前記圧延工程との間において、中間熱処理を加え線材中の前駆体粉末の結晶粒サイズを、伸線後の結晶粒サイズより大きくすることを特徴とする酸化物超電導線材の製造方法である。
【0009】
本発明において、前記中間熱処理によって、前駆体粉末の結晶粒のc軸に垂直な方向の平均サイズを2μm以上にすることが好ましい。
【0010】
本発明において、前記中間熱処理は、酸素を含む雰囲気中700℃以上、800℃以下の温度において、1時間から5時間の条件で行われることが好ましい。
【0011】
また本発明において、前記(Bi,Pb)2223超電導の前駆体粉末は、正方晶Bi2212相が主相であることが好ましい。
【0012】
また本発明は、上記のいずれかに記載の製造方法により製造された酸化物超電導線材を導体として含む超電導機器である。
【発明の効果】
【0013】
本発明の製造方法によれば、高い臨界電流値を有する(Bi,Pb)2223酸化物超電導線材を得ることができる。また本発明の酸化物超電導線材を導体として用いることにより、高性能な超電導ケーブル、超電導コイル、超電導変圧器、超電導電力貯蔵装置等の超電導機器を実現できる。
【発明を実施するための最良の形態】
【0014】
(実施の形態)
図1は、酸化物超電導線材の構成を模式的に示す部分断面斜視図である。図1を参照して、例えば、多芯線の酸化物超電導線材について説明する。酸化物超電導線材11は、長手方向に伸びる複数本の酸化物超電導体フィラメント12と、それらを被覆するシース部13とを有している。複数本の酸化物超電導体フィラメント12の各々の材質は、Bi−Pb−Sr−Ca−Cu−O系の組成が好ましく、特に(Bi,Pb):Sr:Ca:Cuの原子比がほぼ2:2:2:3の比率で近似して表される(Bi,Pb)2223相を含む材質が最適である。シース部13の材質は、例えば銀や銀合金等の金属から構成される。
【0015】
次に、上記の酸化物超電導線材の製造方法について説明する。
【0016】
図2は、本発明の実施の形態における酸化物超電導線材の製造工程を示すフロー図である。また図3〜7は、図2の各工程を示す図である。
【0017】
図2および図3を参照して、まず、酸化物超電導体の前駆体粉末31を金属管32に充填する(ステップS1)。この酸化物超電導体の前駆体粉末31は、たとえば(Bi,Pb)2Sr2Ca1Cu2O8±δ(δは0.1に近い数:以下(Bi,Pb)2212と呼ぶ)相を主相とし、(Bi,Pb)2223相、アルカリ土類酸化物(例えば、(Ca,Sr)CuO2、(Ca,Sr)2CuO3、(Ca,Sr)14Cu24O41等)、Pb酸化物(例えば、Ca2PbO4、(Bi,Pb)3Sr2Ca2Cu1Oz)を含む材質よりなっている。なお、金属管32としては銀や銀合金を用いることが好ましい。これは前駆体粉末と金属管が反応して化合物を形成することによる、前駆体粉末の組成ずれを防ぐためである。
【0018】
次に、図2および図4に示すように、上記前駆体粉末が充填された金属管41を所望の直径まで伸線加工し、前駆体42を芯材として銀などの金属に被覆された単芯線43を作製する(ステップS2)。
【0019】
次に、図2および図5に示すように、この単芯線51を多数束ねて、例えば銀等からなる金属管52内に嵌合する(多芯嵌合:ステップS3)。これにより、前駆体粉末を芯材として多数有する多芯構造材が得られる。
【0020】
次に、図2および図6に示すように、多芯構造材61を所望の直径まで伸線加工し、前駆体粉末62が金属シース部63に埋め込まれ、断面形状が円状あるいは多角形状の等方的多芯母線64を作製する(ステップS4)。これにより、酸化物超電導線材の前駆体粉末62を金属で被覆した形態を有する等方的多芯母線64が得られる。
【0021】
次に、図2に示すように、この等方的多芯母線71に中間熱処理を施す。(ステップS5)。このステップが本発明の特徴である。このステップについては詳細を後述する。
【0022】
次に、図2および図7に示すように、この等方的多芯母線71を圧延する(1次圧延:ステップS6)。これによりテープ状前駆体線材72が得られる。
【0023】
次に、テープ状前駆体線材を熱処理する(1次熱処理:ステップS7)。この熱処理は、たとえば大気圧下、または1MPa以上50MPa以下の加圧雰囲気において約830℃の温度で行われる。熱処理によって前駆体粉末から目的とする(Bi,Pb)2223超電導相が生成される。
【0024】
その後、再び線材を圧延する(2次圧延:ステップS8)。このように、2次圧延を行うことにより、1次熱処理で生じたボイドが除去される。
【0025】
続いて、例えば830℃の温度で線材を熱処理する(2次熱処理:ステップS9)。このときも、大気圧下、または加圧雰囲気で熱処理する。以上の製造工程により、図1に示す酸化物超電導線材が得られる。以上の製造工程により、酸化物超電導線材が得られる。
【0026】
以下、本発明の特徴であるステップS5の中間熱処理について詳細を記す。酸化物超電導線材において高臨界電流密度化を図るには超電導結晶粒の高度な配向化が重要である。そのためにステップS6の圧延が施される。これは線材を一軸方向に変形させテープ状にし、(Bi,Pb)2223超電導結晶のa−b面方向をテープ面と平行になるよう配向させるものである。
【0027】
断面形状が円状の等方的多芯母線を圧延し、内部の結晶の変化を模式的に表した線材断面図を図8(a)に示す。図8では単芯線のケースをモデルとして表す。断面が円形状の等方的母線81においては金属管82中に平板状の超電導相を含む種々の結晶83が存在している。そのような状況において、超電導結晶が圧延する前に充分大きいサイズを有していれば、圧延操作によりテープ材84になった際、各結晶は長手方向(a−b面方向)が圧延時の外力方向に対して垂直になるように倒れてその方向がそろう。一方、図8(b)に示すように結晶サイズが小さい場合、結晶83は倒れにくく配向化もおこりにくい。よって、圧延前にはできる限り結晶83のサイズが大きい方が、配向化には有利である。
【0028】
ところで、圧延までに線材はステップS2とステップS4の伸線加工が施される。この伸線加工は縮径加工であり、ステップS1で充填された状況から各金属管はその直径において1/10〜1/100程度の縮小変形をうける。
【0029】
この変形において、充填された前駆体粉末も外力を受け、砕けて結晶サイズが小さくなっていく。このような状況で圧延操作をおこなっても、配向化はおこりにくい。よって本発明では、伸線工程で砕けて小さくなった結晶粒を大きくするために圧延前に中間熱処理を施すものである。
【0030】
本発明の効果を模式的に表した線材断面図を図9に示す。前駆体粉末の結晶粒は伸線加工により、砕け小さくなる。小さくなった結晶粒に対して熱処理を施し、結晶粒サイズを大きくする。大きくなった結晶粒に対して圧延操作を施すことにより、高度な配向化組織が得られる。
【0031】
前記中間熱処理条件の目安として、結晶粒のc軸に垂直な方向の大きさ(板状結晶の幅)をもって判定すると熱処理条件の最適化を行いやすい。本発明者らは、結晶粒のc軸に垂直な方向の平均サイズが2μm以上になると効果が大きいことを実験的に見出した。
【0032】
上記「c軸に垂直な方向の平均サイズ」について説明する。伸線後あるいは中間熱処理後の等方的母線中では、各結晶粒はそのa−b面方向と母線長手方向がほぼ平行になるよう存在している。このような母線において、長手方向に垂直な断面を観察すると、各結晶の側面(a−c面、b−c面あるいはab−c面)が見える。この側面における長い方の一辺を測定する。実際の結晶は見えている側面より長いc軸に垂直な方向サイズを有しているケースもあるが、少なくとも断面に表れている部分のサイズは有している。よってこの観測された長さを「各結晶のサイズ」と定義する。結晶サイズを数十から百程度の結晶について測定し、その平均値を算出する。その値を「平均サイズ」とする。
【0033】
また上記のようになる、具体的な中間熱処理条件は、酸素を含む雰囲気中700℃以上、800℃以下の温度において、1時間から5時間であることも見出した。
【0034】
一方、前駆体粉末を構成する成分により、この中間熱処理での結晶粒の成長度合いが影響を受ける。充填される前駆体粉末中には、斜方晶である(Bi,Pb)2212相と正方晶であるBi2Sr2Ca1Cu2O8±δ(δは0.1に近い数:以下Bi2212と呼ぶ)相の2つの2212相が混在する。これらの割合は前駆体粉末を作製する段階で調整できる。Bi2212相は周りに存在するPb化合物からPbを吸収し、(Bi,Pb)2212相にかわることができる。この反応がおこる際に、Bi2212相から非常に大きな(Bi,Pb)2212相が生成されやすい。よって主相として前駆体粉末は、正方晶Bi2212相が主相であることが好ましく、それに対して中間熱処理を施すとより効果的である。
【0035】
上記のようにして、大きな超電導結晶粒を含む線材を圧延することにより、高度な配向化組織が得られる。この高度に配向化された線材をベースにステップS6以降の加工処理を行うと、高い臨界電流値を有する超電導線材を製造することができる。
【0036】
また本発明にかかる超電導機器は、上記のような臨界電流値の高い超電導線材から構成されるため、優れた超電導特性を有する。ここで、超電導機器は、上記超電導線材を含むものであれば特に制限なく、超電導ケーブル、超電導コイル、超電導変圧器、超電導電力貯蔵装置などが挙げられる。例えば、交流用途で使用される超電導ケーブルや、超電導変圧器では臨界電流値の向上により、運転電流値における損失が減少する。一方、超電導コイルや超電導電力貯蔵装置のような直流使用が主な機器は、最大発生磁場や最大蓄積エネルギーが大幅に増大する。
【実施例】
【0037】
(実施例)
以下、実施例に基づき、本発明をさらに具体的に説明する。
【0038】
原料粉末(Bi2O3, PbO, SrCO3, CaCO3, CuO)をBi:Pb:Sr:Ca:Cu=1.8:0.3:1.9:2.0:3.0の比率で混合し、大気中で700℃×8時間の熱処理、粉砕、800℃×10時間の熱処理、粉砕、820℃×4時間の熱処理、粉砕の処理を施し前駆体粉末を得る。また、5種類の原料粉末が溶解した硝酸水溶液を、加熱された炉内に噴射することにより、金属硝酸塩水溶液の粒子の水分が蒸発し、硝酸塩の熱分解、そして金属酸化物同士の反応、合成を瞬時に起こさせる噴霧熱分解法で前駆体粉末を作製することもできる。こうして作製された前駆体粉末は、Bi2212相が主体となった粉末である。また一部は熱処理条件を変更し、(Bi,Pb)2212相が主相となった前駆体粉末を得る。
【0039】
上記により作製された前駆体粉末を外径25mm、内径22mmの銀パイプに充填し、直径2.4mmまで伸線して単芯線を作製する。この単芯線を55本に束ねて外径25mm、内径22mmの銀パイプに挿入し、直径1.5mmまで伸線し、多芯(55芯)線材を得る。
【0040】
この多芯線材に熱処理を施す。熱処理雰囲気は全圧1気圧(0.1MPa)、酸素分圧0.0001MPaに設定し、時間は2時間で固定して各種温度で熱処理を行った。温度条件と試料番号を表1に記す。その後、端部を切り出して、長手方向に垂直な断面を電子顕微鏡で観察することによって結晶粒サイズ(圧延前の結晶サイズ)を計測した。平均粒サイズは任意に選んだ100個の結晶に関して、前記したよう断面に表れている結晶側面の長い方の一辺サイズを測定する。そしてその平均値を算出する。その結果を表1に記す。
【0041】
上記熱処理後、多芯線を圧延し、厚み0.25mmのテープ状線材に加工する。得られたテープ状線材を全圧1気圧(0.1MPa)、酸素分圧8kPaの雰囲気中で830℃、30時間〜50時間の1次熱処理を施す。
【0042】
1次熱処理後のテープ状線材を厚み0.23mmになるように再圧延する。再圧延後のテープ状線材に酸素分圧8kPaを含む、全圧30MPaの加圧雰囲気下にて830℃、50時間〜100時間の2次熱処理を施す。作製された線材の臨界電流値(Ic)を測定した。
【0043】
臨界電流値は、温度77K、ゼロ磁場中、四端子法で電流―電圧曲線を測定し、その曲線から線材1cmあたり1×10−6Vの電圧を発生させる電流を臨界電流値と定義した。
【0044】
また、(Bi,Pb)2223結晶の配向性評価として、以下の平均配向ずれ角αを測定する。平均配向ずれ角αとは、各々の(Bi,Pb)2223結晶のa軸とb軸により形成される面と、線材のテープ面(幅×長さ方向の面)とのなす角度の平均をいう。(Bi,Pb)2223結晶の平均配向ずれ角αが小さいほど、(Bi,Pb)2223結晶の配向性が高いことを示す。(Bi,Pb)2223結晶の平均配向ずれ角αは、(Bi,Pb)2223相の(0,0,24)面に由来する回折ピークの半価幅の1/2として算出される。Ic及びαを表1に記す。
【0045】
【表1】
【0046】
試料1(比較例)は、中間熱処理を施していない。試料2(実施例)以降は中間熱処理が施されている。中間熱処理を施していない試料1は、圧延前の平均結晶サイズは0.5μmである。また全ての工程終了後の臨界電流値120Aでありかつ、ずれ角αは11°である。本発明に従って中間熱処理を施した試料2〜10では、圧延前の平均結晶サイズが試料1に比べ大きくなっている。また臨界電流値およびずれ角αともに試料1に比べ向上している。
【0047】
試料2〜10を比較すると、中間熱処理温度が700℃以上、800℃以下の範囲である試料4〜9において160A以上の高い臨界電流値が得られている。また前駆体粉末の主相を変えた場合(試料6と7の比較)、Bi2212相を主相としたほうが効果の大きいことが判る。
【0048】
今回開示された実施の形態および実施例は全ての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記した説明でなく特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内のすべての変更が含まれることが意図される。
【図面の簡単な説明】
【0049】
【図1】酸化物超電導線材の構成を模式的に示す部分断面斜視図である。
【図2】本発明の実施の形態における酸化物超電導線材の製造工程を示すフロー図である。
【図3】図2中S1ステップを示す図である。
【図4】図2中S2ステップを示す図である。
【図5】図2中S3ステップを示す図である。
【図6】図2中S4ステップを示す図である。
【図7】図2中S5ステップを示す図である。
【図8】圧延時における、金属管内部の結晶の変化を模式的に表した線材断面図である。
【図9】本発明の効果を模式的に表した線材断面図である。
【符号の説明】
【0050】
11 酸化物超電導線材、12 酸化物超電導フィラメント、13 シース部、31 前駆体粉末、32 金属管 41 前駆体粉末が充填された金属管、42 前駆体、43 単芯線、51 単芯線、52 金属管、61 多芯構造材、62 前駆体原料粉末、63 金属シース部、64 等方的多芯母線、71 等方的多芯母線、72 テープ状前駆体線材 81 等方的母線、82 金属管、83 結晶、84 テープ材。
【特許請求の範囲】
【請求項1】
(Bi,Pb)2223超電導体の前駆体粉末を金属で被覆した形態の線材を伸線する伸線工程と、
前記伸線工程後の線材を圧延する圧延工程と、
前記圧延工程後の線材を熱処理する熱処理工程とを備え、
前記伸線工程と前記圧延工程との間において、中間熱処理を加え線材中の前駆体粉末の結晶粒サイズを、伸線後の結晶粒サイズより大きくすることを特徴とする酸化物超電導線材の製造方法。
【請求項2】
前記中間熱処理によって、前駆体粉末の結晶粒のc軸に垂直な方向の平均サイズを2μm以上にすることを特徴とする請求項1に記載の酸化物超電導線材の製造方法。
【請求項3】
前記中間熱処理は、酸素を含む雰囲気中700℃以上、800℃以下の温度において、1時間から5時間の条件で行われることを特徴とする請求項1または2のいずれかに記載の酸化物超電導線材の製造方法。
【請求項4】
前記(Bi,Pb)2223超電導の前駆体粉末は、正方晶Bi2212相が主相であることを特徴とする請求項1に記載の酸化物超電導線材の製造方法。
【請求項5】
請求項1から請求項4までのいずれかに記載の製造方法により製造された酸化物超電導線材を導体として含む超電導機器。
【請求項1】
(Bi,Pb)2223超電導体の前駆体粉末を金属で被覆した形態の線材を伸線する伸線工程と、
前記伸線工程後の線材を圧延する圧延工程と、
前記圧延工程後の線材を熱処理する熱処理工程とを備え、
前記伸線工程と前記圧延工程との間において、中間熱処理を加え線材中の前駆体粉末の結晶粒サイズを、伸線後の結晶粒サイズより大きくすることを特徴とする酸化物超電導線材の製造方法。
【請求項2】
前記中間熱処理によって、前駆体粉末の結晶粒のc軸に垂直な方向の平均サイズを2μm以上にすることを特徴とする請求項1に記載の酸化物超電導線材の製造方法。
【請求項3】
前記中間熱処理は、酸素を含む雰囲気中700℃以上、800℃以下の温度において、1時間から5時間の条件で行われることを特徴とする請求項1または2のいずれかに記載の酸化物超電導線材の製造方法。
【請求項4】
前記(Bi,Pb)2223超電導の前駆体粉末は、正方晶Bi2212相が主相であることを特徴とする請求項1に記載の酸化物超電導線材の製造方法。
【請求項5】
請求項1から請求項4までのいずれかに記載の製造方法により製造された酸化物超電導線材を導体として含む超電導機器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2007−335102(P2007−335102A)
【公開日】平成19年12月27日(2007.12.27)
【国際特許分類】
【出願番号】特願2006−162240(P2006−162240)
【出願日】平成18年6月12日(2006.6.12)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成19年12月27日(2007.12.27)
【国際特許分類】
【出願日】平成18年6月12日(2006.6.12)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]