
酸化物超電導線材の製造方法

【課題】本発明は、線材長手方向の超電導特性のばらつきが小さい酸化物超電導線材を製造できる酸化物超電導線材の製造方法を提供することを目的とする。
【解決手段】本発明の酸化物超電導線材の製造方法は、テープ状の基材の表面上に中間層と酸化物超電導層と安定化層とがこの順に積層されてなる超電導積層体を準備する第1工程S10と、前記超電導積層体の前記基材の裏面を研磨して該基材の厚さを薄くする第2工程S20と、を備えることを特徴とする。
【解決手段】本発明の酸化物超電導線材の製造方法は、テープ状の基材の表面上に中間層と酸化物超電導層と安定化層とがこの順に積層されてなる超電導積層体を準備する第1工程S10と、前記超電導積層体の前記基材の裏面を研磨して該基材の厚さを薄くする第2工程S20と、を備えることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、酸化物超電導線材の製造方法に関する。
【背景技術】
【0002】
近年になって発見されたRE−123系酸化物超電導体(REBa2Cu3O7−X:REはYを含む希土類元素)は、液体窒素温度以上で超電導性を示し、電流損失が低いため、実用上極めて有望な素材とされており、これを線材に加工して電力供給用の導体あるいは磁気コイル等として使用することが要望されている。この酸化物超電導体を線材に加工するための方法として、テープ状の金属基材上に成膜法により結晶配向性の良い中間層(多結晶中間薄膜)を形成し、この中間層上にRE−123系酸化物超電導体からなる酸化物超電導層を積層形成する技術が知られている(例えば、特許文献1、2参照。)。
また、このような超電導線材の実用化には、取り扱い性や加工性の観点から線材の薄型化が要求されている。超電導線材の薄型化の方法としては、通常100μm程度の厚さである金属基材に替えて、より薄い金属基材を用いる方法などがあり、例えば、厚さ75μmまで薄型化した超電導体用基材が開示されている(特許文献3参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−330533号公報
【特許文献2】特開平11−86647号公報
【特許文献3】特開2007−200831号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
この種のテープ状酸化物超電導線材を製造するには、成膜装置の成膜室内にテープ状の金属基材の送出リールと巻取リールを設け、送出リールから送り出した金属基材に必要な膜を積層形成した後、該金属基材を巻き取る必要がある。また、積層構造の酸化物超電導線材を製造する場合、拡散防止層や各種の下地層、配向性中間層、酸化物超電導層、安定化層など、種々の層をそれぞれの材料に合わせた複数の成膜装置で金属基材上に成膜する必要がある。更に、厚い層を成膜する場合、成膜効率を高めるため、成膜室の成膜領域を金属基材が複数回通過できるようにローラを組み合わせて設け、金属基材を成膜室の内部で複数回往復移動できるように構成した成膜装置を用いることもなされている。
しかし、通常よりも薄い金属基材を用いて、この金属基材上にこれまでと同じ条件で成膜すると、ローラを介して移動させる金属基材へのテンションや温度のかかり方が異なってしまい、良好な結晶配向性で酸化物超電導層を成膜できず、超電導特性の低い超電導線材となってしまう可能性がある。高性能の酸化物超電導線材を製造するには、成膜条件の最適化、成膜装置の改造などが必要となる。
【0005】
また、本発明者が検討したところ、うねりがあるテープ状の金属基材上に中間層を介して酸化物超電導層を形成して超電導線材を作製すると、線材長手方向で超電導特性のばらつきが生じることが判明した。さらに、うねりの少ない金属基材を選択的に使用して超電導線材を作製した場合にも、同様に線材長手方向で超電導特性のばらつきが生じる場合があることが判明した。これは、長尺テープ状の金属基材を使用して超電導線材を製造する場合、通常は一方のリールに巻き付けた基材を他方のリールへと繰り出す間に成膜を行うリールトゥリール方式で各層の成膜を行うが、この成膜工程におけるリールへの巻取りにより金属基材にうねりや内部応力が発生する場合があることに起因すると考えられる。また、酸化物超電導層などの成膜時には高温環境に曝されるため、熱履歴により基材中に応力が残留する場合があることも一因と推定される。
【0006】
本発明は、以上のような従来の実情に鑑みてなされたものであり、線材長手方向の超電導特性のばらつきが小さい酸化物超電導線材を製造できる酸化物超電導線材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するため、本発明の酸化物超電導線材の製造方法は、テープ状の基材の表面上に中間層と酸化物超電導層と安定化層とがこの順に積層されてなる超電導積層体を準備する第1工程と、前記超電導積層体の前記基材の裏面を研磨して該基材の厚さを薄くする第2工程と、を備えることを特徴とする。
本発明の酸化物超電導線材の製造方法によれば、基材の表面側に中間層と酸化物超電導層と安定化層が積層された超電導積層体を準備し、この超電導積層体の基材の裏面を研磨することにより、基材のうねりを小さくし、基材の残留応力(歪み)を緩和することができる。従って、基材の長手方向における応力の分布が少なくなり、酸化物超電導層にかかる応力が小さく、かつ、線材長手方向で均一化されるので、線材の長手方向における超電導特性のばらつきが小さい酸化物超電導線材を製造できる。
また、本発明の酸化物超電導線材の製造方法は、超電導積層体を作製した後に、この超電導積層体の基材の裏面Aを研磨して基材の厚さを薄くする構成である。そのため、通常の厚さの基材を用いて最適化された条件で各層を形成できるので、結晶配向性が良好な酸化物超電導層を形成でき、その結晶配向性を保った状態で基材を研磨して薄くできるので、薄型で且つ良好な特性の酸化物超電導線材を製造することができる。
【0008】
本発明の酸化物超電導線材の製造方法は、前記第1工程において、テープ状の前記基材を送出リールに巻回し、該送出リールに巻回した前記基材の巻回終端部を引き出して巻取リールに設置し、前記送出リールと前記巻取リールの間に蒸着粒子が飛来する成膜領域を形成し、前記基材を前記送出リールから前記巻取リールへと繰り出し、前記成膜領域に前記基材を通過させて該基材上に前記蒸着粒子を堆積させることにより、前記中間層、前記酸化物超電導層および前記安定化層の少なくともいずれかの層を成膜することもできる。
この場合、基材上への各層の成膜工程においてリールへの巻取りなどにより、基材にうねりや内部応力が発生することがあるが、各層の成膜後に基材の裏面を研磨することにより、基材に発生したうねりを小さくし、基材の残留応力(歪み)を緩和することができる。従って、基材の長手方向における応力の分布が少なくなり、酸化物超電導層にかかる応力が小さく、かつ、線材長手方向で均一化されるので、線材の長手方向における超電導特性のばらつきが小さい酸化物超電導線材を製造できる。
【発明の効果】
【0009】
本発明によれば、線材長手方向の超電導特性のばらつきが小さい酸化物超電導線材を製造できる酸化物超電導線材の製造方法を提供することができる。
【図面の簡単な説明】
【0010】
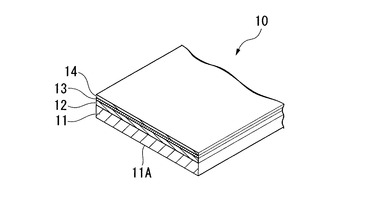
【図1】本発明の酸化物超電導線材の製造方法により得られる酸化物超電導線材の一例構造を模式的に示す断面斜視図である。
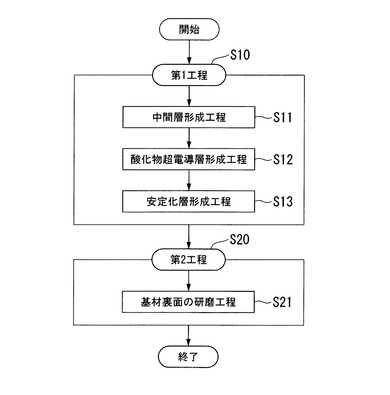
【図2】本発明に係る酸化物超電導線材の製造方法の一例を示すフローチャートである。
【図3】本発明に係る酸化物超電導線材の製造方法において、PLD法を用いて基材上に酸化物超電導層を形成する工程の一例を示す説明図である。
【図4】実施例1および比較例1の酸化物超電導線材における基材の裏面の相対高さを示すグラフである。
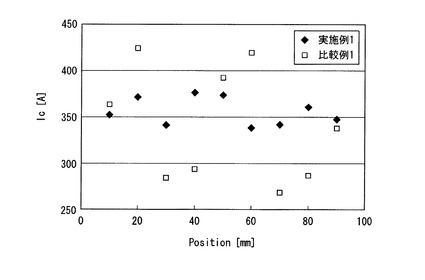
【図5】実施例1および比較例1の酸化物超電導線材における長手方向の臨界電流値の分布を示すグラフである。
【発明を実施するための形態】
【0011】
以下、本発明に係る酸化物超電導線材の製造方法の実施形態について図面に基づいて説明する。
図1は本発明に係る酸化物超電導線材の製造方法により得られる酸化物超電導線材の一例構造を模式的に示す断面斜視図であり、図2は本発明に係る酸化物超電導線材の製造方法の一例を示すフローチャートである。
【0012】
本発明に係る酸化物超電導線材の製造方法により得られる酸化物超電導線材10は、図1に示すように長尺テープ状の基材11の一方の面(表面)上に、中間層12と酸化物超電導層13と安定化層14を順次積層してなる。
図1に示す構造の酸化物超電導線材10を得るため、本発明の酸化物超電導線材の製造方法は、テープ状の基材11の表面(一方の面)上に中間層12と酸化物超電導層13と安定化層14とがこの順に積層されてなる超電導積層体を準備する第1工程S10と、超電導積層体の基材11の裏面(他方の面)11Aを研磨して基材11の厚さを薄くする第2工程S20と、を備える。
図2に示すように、第1工程S10は基材11上に中間層12を形成する中間層形成工程S11と、中間層12上に酸化物超電導層13を形成する酸化物超電導層形成工程S12と、酸化物超電導層13上に安定化層14を形成する安定化層形成工程S13を備える。また、第2工程S20は、第1工程S10で形成した超電導積層体の基材11の裏面11Aを研磨する基材裏面の研磨工程S21を備える。以下、本発明の酸化物超電導線材の製造方法の各工程について、工程順に説明する。
【0013】
[第1工程S10]
(中間層形成工程S11)
まず、テープ状の基材11を準備する。
テープ状の基材11は、通常の超電導線材の基材として使用し得るものであれば良く、耐熱性の金属からなるものが好ましい。ここで、テープ状の基材11とは、テープ状の他、長尺のプレート状、長尺のシート状のものを含む。耐熱性の金属の中でも、合金が好ましく、ニッケル(Ni)合金又は銅(Cu)合金がより好ましい。中でも、市販品であればハステロイ(商品名、ヘインズ社製)が好適であり、モリブデン(Mo)、クロム(Cr)、鉄(Fe)、コバルト(Co)等の成分量が異なる、ハステロイB、C、G、N、W等のいずれの種類も使用できる。また、基材11としてニッケル(Ni)合金などに集合組織を導入した配向金属基材を用いてもよい。
基材11の厚さは、目的に応じて適宜調整すれば良く、通常は、10〜500μmであることが好ましく、20〜200μmであることがより好ましい。下限値以上とすることで強度が一層向上し、上限値以下とすることでオーバーオールの臨界電流密度を一層向上させることができる。
【0014】
次に、基材11の表面上に中間層12を形成する。
中間層12は、酸化物超電導層13の結晶配向性を制御し、基材11中の金属元素の酸化物超電導層13への拡散を防止するものである。さらに、基材11と酸化物超電導層13との物理的特性(熱膨張率や格子定数等)の差を緩和するバッファー層として機能し、その材質は、物理的特性が基材11と酸化物超電導層13との中間的な値を示す金属酸化物が好ましい。中間層12の好ましい材質として具体的には、Gd2Zr2O7、MgO、ZrO2−Y2O3(YSZ)、SrTiO3、CeO2、Y2O3、Al2O3、Gd2O3、Zr2O3、Ho2O3、Nd2O3等の金属酸化物が例示できる。
中間層12は、単層でも良いし、複数層でも良い。例えば、前記金属酸化物からなる層(金属酸化物層)は、結晶配向性を有していることが好ましく、複数層である場合には、最外層(最も酸化物超電導層13に近い層)が少なくとも結晶配向性を有していることが好ましい。
【0015】
中間層12は、基材11側にベッド層が介在された複数層構造でもよい。ベッド層は、耐熱性が高く、界面反応性を低減するためのものであり、その上に配される膜の配向性を得るために用いる。このようなベッド層は、必要に応じて配され、例えば、イットリア(Y2O3)、窒化ケイ素(Si3N4)、酸化アルミニウム(Al2O3、「アルミナ」とも呼ぶ)等から構成される。このベッド層は、例えばスパッタリング法等の成膜法により形成することができ、その厚さは例えば10〜200nmである。
【0016】
さらに、本発明において、中間層12は、基材11側に拡散防止層とベッド層が積層された複数層構造でもよい。この場合、基材11とベッド層との間に拡散防止層が介在された構造となる。拡散防止層は、基材11の構成元素拡散を防止する目的で形成されたもので、窒化ケイ素(Si3N4)、酸化アルミニウム(Al2O3)、あるいは希土類金属酸化物等から構成され、その厚さは例えば10〜400nmである。なお、拡散防止層の結晶性は問われないので、通常のスパッタ法等の成膜法により形成すればよい。
このように基材11とベッド層との間に拡散防止層を介在させることにより、中間層12を構成する他の層や酸化物超電導層13等を形成する際に、必然的に加熱されたり、熱処理される結果として熱履歴を受ける場合に、基材11の構成元素の一部がベッド層を介して酸化物超電導層13側に拡散することを効果的に抑制することができる。基材11とベッド層との間に拡散防止層を介在させる場合の例としては、拡散防止層としてAl2O3、ベッド層としてY2O3を用いる組み合わせを例示することができる。
【0017】
また中間層12は、前記金属酸化物層の上に、さらにキャップ層が積層された複数層構造でも良い。キャップ層は、酸化物超電導層13の配向性を制御する機能を有するとともに、酸化物超電導層13を構成する元素の中間層12への拡散や、酸化物超電導層13積層時に使用するガスと中間層12との反応を抑制する機能等を有するものである。
【0018】
キャップ層は、前記金属酸化物層の表面に対してエピタキシャル成長し、その後、横方向(面方向)に粒成長(オーバーグロース)して、結晶粒が面内方向に選択成長するという過程を経て形成されたものが好ましい。このようなキャップ層は、前記金属酸化物層よりも高い面内配向度が得られる。
キャップ層の材質は、上記機能を発現し得るものであれば特に限定されないが、好ましいものとして具体的には、CeO2、Y2O3、Al2O3、Gd2O3、Zr2O3、Ho2O3、Nd2O3等が例示できる。キャップ層の材質がCeO2である場合、キャップ層は、Ceの一部が他の金属原子又は金属イオンで置換されたCe−M−O系酸化物を含んでいても良い。
【0019】
キャップ層は、PLD法(パルスレーザ蒸着法)、スパッタリング法等で成膜することができるが、大きな成膜速度を得られる点でPLD法を用いることが好ましい。
一例として、PLD法によりキャップ層としてCeO2層を成膜するには、基材温度約500〜1000℃、約0.6〜100Paの酸素ガス雰囲気中で行うことができる。
【0020】
中間層12の厚さは、目的に応じて適宜調整すれば良いが、通常は、0.1〜5μmである。
中間層12が、前記金属酸化物層の上にキャップ層が積層された複数層構造である場合には、キャップ層の厚さは、通常は、0.1〜1.5μmである。
【0021】
中間層12は、スパッタ法、真空蒸着法、レーザ蒸着法、電子ビーム蒸着法、イオンビームアシスト蒸着法(以下、IBAD法と略記する)等の物理的蒸着法;化学気相成長法(CVD法);塗布熱分解法(MOD法);溶射等、酸化物薄膜を形成する公知の方法で積層できる。特に、IBAD法で形成された前記金属酸化物層は、結晶配向性が高く、酸化物超電導層13やキャップ層の結晶配向性を制御する効果が高い点で好ましい。IBAD法とは、蒸着時に、結晶の蒸着面に対して所定の角度でイオンビームを照射することにより、結晶軸を配向させる方法である。通常は、イオンビームとして、アルゴン(Ar)イオンビームを使用する。例えば、Gd2Zr2O7、MgO又はZrO2−Y2O3(YSZ)からなる中間層12は、IBAD法における配向度を表す指標であるΔΦ(FWHM:半値全幅)の値を小さくできるため、特に好適である。
【0022】
(酸化物超電導層形成工程S12)
次に、中間層形成工程S11で形成した中間層12上に酸化物超電導層13を形成する。
酸化物超電導層13は通常知られている組成の酸化物超電導体からなるものを広く適用することができ、REBa2Cu3Oy(REはY、La、Nd、Sm、Er、Gd等の希土類元素を表す)なる材質のもの、具体的には、Y123(YBa2Cu3Oy)又はGd123(GdBa2Cu3Oy)を例示することができる。また、その他の酸化物超電導体、例えば、Bi2Sr2Can−1CunO4+2n+δなる組成等に代表される臨界温度の高い他の酸化物超電導体からなるものを用いても良いのは勿論である。
酸化物超電導層13は、スパッタ法、真空蒸着法、レーザ蒸着法、電子ビーム蒸着法等の物理的蒸着法;化学気相成長法(CVD法);塗布熱分解法(MOD法)等で積層でき、中でもレーザ蒸着法が好ましい。
酸化物超電導層13の厚みは、0.5〜5μm程度であって、均一な厚みであることが好ましい。
【0023】
(安定化層形成工程S13)
次に、安定化層形成工程S13で形成した酸化物超電導層13上に安定化層14を形成する。
安定化層14は、酸化物超電導層13の一部領域が常電導状態に遷移しようとした場合に、酸化物超電導層13からの電流のバイパス路として機能する。
安定化層14は、導電性が良好な金属からなるものが好ましく、具体的には、銀又は銀合金、銅などからなるものが例示できる。安定化層14は1層構造でも良いし、2層以上の積層構造であってもよい。安定化層14の厚さは、3〜300μmの範囲とすることができる。
【0024】
安定化層14は、酸化物超電導層13側に形成される第1の安定化層と、この第1の安定化層上に形成される第2の安定化層の2層構造とすることが好ましい。
この場合、酸化物超電導層13側に形成する第1の安定化層は、Agなどの良電導性かつ酸化物超電導層13と接触抵抗が低くなじみの良い金属材料からなる層とすることが好ましい。
Agの第1の安定化層を成膜するには、スパッタ法、真空蒸着法、レーザー蒸着法、電子ビーム蒸着法物理的蒸着法、化学気相成長法(CVD法)などの成膜法を採用し、その厚さを1〜30μm程度に形成できる。
【0025】
また、第1の安定化層上に形成する第2の安定化層は、酸化物超電導層13の安定化のために設けられ、酸化物超電導層13が常電導状態に転移することを防止するために電流のバイパス路として設けられているので、CuやAlまたはそれらの合金などの良導電性の金属材料から形成することが好ましい。なお、酸化物超電導線材10を限流器などの目的に適用する場合は第2の安定化層として高抵抗材料を用いることが好ましいので、NiCrなど、CuやAg、Alに対して高抵抗の金属材料から構成することができる。
第2の安定化層は、10〜300μm程度の厚さに形成する。その場合、半田や導電性接着剤による貼り付け法あるいはめっき法などを用いて第1の安定化層の上に形成することができる。
以上の工程により、基材11上に中間層12と酸化物超電導層13と安定化層14が順次積層された超電導積層体を作製することができる。
【0026】
上述したように、基材11の一面側に積層する中間層12、酸化物超電導層13、Agの安定化層14は、いずれもスパッタ法あるいはPLD法などの成膜法により形成される。通常、長尺の酸化物超電導線材を作製する場合には、長尺テープ状の基材11を一方のリールに巻き付けて、その巻き付け端部を引き出して他方のリールに設置し、一方のリールから他方のリールへと基材11を繰り出す間に、基材11の表面側に成膜を行うリールトゥリール方式で各層の成膜を行う。
図3に、中間層12を構成するキャップ層、あるいは、酸化物超電導層13の成膜に用いることができるパルスレーザー蒸着装置(PLD装置)の一例を示す。
【0027】
この例のPLD装置Aは、真空ポンプなどの減圧装置50に接続された減圧容器51を備え、その内部に設置されたターゲット52に減圧容器51外部に設置されているレーザービームの照射装置53からパルスレーザービームを照射できるように構成されている。また、減圧容器51の内部に、送出リール55と巻取リール56とこれらの中間位置に転向搬送リール57、58とが設置され、送出リール55から転向搬送リール57、58を介して基材11を巻取リール56側に移動することができ、この移動中にターゲット52から発生させた粒子(蒸着粒子)が飛来する成膜領域54に基材11を通過させることにより、基材11の表面側に粒子を堆積させて成膜できるように構成されている。
なお、転向搬送リール57、58は図3では略しているが図3の紙面厚さ方向に同じ構成のものが複数配列されていて(例えば5列等)、基材11は複数の転向搬送リール57、58間を複数回ターンしながら最終的に巻取リール56に至るように構成されている。更に、転向搬送リール57、58間を複数回ターンしている基材11を目的の成膜温度に加熱するためのヒータ59を内蔵したヒータ装置60が転向搬送リール57、58の間に設けられている。
【0028】
図3に示すように、長尺の基材11の一面側に各層を形成する際には、基材11には所定のテンションがかかった状態でリールによる巻取りが行われており、基材11にうねりが発生したり、応力がかかる状態となる。勿論、上述のように基材1上には複数の層を形成する必要があるので、各層の成膜工程において基材11のうねりや残留が増大する傾向にある。
また、図3に示す構成のPLD装置Aは、中間層12を構成するキャップ層あるいは酸化物超電導層13の成膜温度に好適な温度に基材11を加熱しながら成膜する。キャップ層あるいは酸化物超電導層の成膜温度は膜種によっても異なるが、通常のもので500〜900℃の範囲であって極めて高温であるので、基材11は送出リール55から巻取リール56側に移動する間に常温〜900℃までの間の熱履歴を複数回受ける。勿論、1つのPLD装置でキャップ層を形成し、他のPLD装置で酸化物超電導層13を形成する場合、基材11が受ける熱履歴は相当な数に達する。
【0029】
このように、基材11は中間層12や酸化物超電導層13などの成膜工程で、繰返し応力や熱履歴を受けている。そのため、各層形成後の基材11にはうねりや残留応力が生じた状態となることが多い。本発明者の検討によれば、基材11にうねりや残留応力がある場合、酸化物超電導線材の長手方向で超電導特性のばらつきが生じ易くなる。これは、基材11のうねりにより線材の長手方向で酸化物超電導層13にかかる応力に分布が生じることに起因している。酸化物超電導層13に引張応力がかかると酸化物超電導層13にマイクロクラックなどの欠陥を導入してしまう可能性が強く、この欠陥の導入により酸化物超電導層13の臨界電流密度を著しく低下させてしまう問題があるのに対し、酸化物超電導層13に圧縮応力がかかる場合には前記欠陥を導入させてしまう可能性が少ないためである。
【0030】
そこで、本発明においては、第1工程S10で基材11上に中間層12と酸化物超電導層13と安定化層14とが積層された超電導積層体を作製した後に、第2工程S20において基材11の裏面側を研磨して、基材11に生じたうねりを小さくするとともに、基材11中の残留応力(歪み)を緩和する。
【0031】
[第2工程S20]
(基材裏面の研磨工程S21)
研磨工程S21においては、第1工程S10で作製した超電導積層体の基材11の裏面11A(基材11の中間層12や酸化物超電層13などが積層されていない側の面)を研磨加工により研磨して、基材11の厚さを薄くする。
研磨工程S21における研磨は、基材11の裏面11Aのうねりが、JIS B0601−2001に規定されるうねり曲線の最大山高さWp0.2μm以下となるまで研磨することが好ましい。基材11の裏面11Aを研磨して基材11のうねりを小さくすることにより、基材11中の残留応力(歪み)が緩和されて、酸化物超電導線材における応力の分布が小さくなり、線材長手方向における超電導特性のばらつきを小さくすることができる。
【0032】
基材11の裏面11Aを研磨する方法は、特に限定されず、例えば、機械研磨方式により使用する研磨シートや研磨剤の番手を調整して研磨する方法などが挙げられる。
研磨工程S21における研磨は、基材11の厚さが10μm程度薄くなるまで研磨すれば、基材11のうねりや残留応力を緩和することができる。基材11の研磨前後の厚さ変化量は特に制限されないが、10〜200μm程度とすることができる。研磨後の基材11の厚さも特に制限されず適宜調整可能であるが、10〜75μmの範囲とすることが好ましい。研磨後の基材11の厚さを10μm以上とすることにより、基材11としての強度を確保し、取扱い性も良好となる。また、研磨後の基材11の厚さを75μm以下とすることにより、酸化物超電導線材10を薄型化することができ、酸化物超電導線材10を加工して超電導コイルなどを作製する場合の取り扱い性が向上する。
以上の工程により、図1に示す酸化物超電導線材を製造できる。
【0033】
本発明の酸化物超電導線材の製造方法によれば、基材11の表面側に中間層12と酸化物超電導層13と安定化層14が積層された超電導積層体を準備し、この超電導積層体の基材11の裏面11Aを研磨することにより、基材11に元々あるうねりや、基材11上への各層の成膜工程により基材11に発生したうねりを小さくし、基材11の残留応力(歪み)を緩和することができる。従って、基材11の長手方向における応力の分布が少なくなり、酸化物超電導層13にかかる応力が小さく、かつ、線材長手方向で均一化されるので、線材の長手方向における超電導特性のばらつきが小さい酸化物超電導線材10を製造できる。
【0034】
また、従来の方法で薄型の酸化物超電導線材を作製する場合、通常よりも薄い基材を使用して各層の成膜を行うと、成膜工程において基材へのテンションや温度のかかり方が変化して、結晶配向性が良好な酸化物超電導層を成膜することが難しく、製造される酸化物超電導線材の特性が低くなるという問題があった。この場合、成膜条件の最適化や成膜装置の改良などが必要となり、基材の厚さを変える毎に検討を行なわなければならなかった。
これに対し、本発明の酸化物超電導線材の製造方法は、基材11の表面側に中間層12と酸化物超電導層13と安定化層14を積層して超電導積層体を作製した後に、この超電導積層体の基材11の裏面11Aを研磨して基材11の厚さを薄くする構成である。そのため、通常の厚さの基材11を用いて最適化された条件で各層を形成できるので、結晶配向性が良好な酸化物超電導層13を形成でき、その結晶配向性を保った状態で基材11を研磨して薄くできるので、薄型で且つ良好な特性の酸化物超電導線材を製造することができる。
【0035】
以上、本発明の酸化物超電導線材の製造方法の実施形態について説明したが、上記実施形態において、酸化物超電導線材の各部は一例であって、本発明の範囲を逸脱しない範囲で適宜変更することが可能である。
【実施例】
【0036】
以下、実施例を示して本発明をさらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
【0037】
(実施例1)
厚さ100μm、幅10mm、全長100mのテープ状のハステロイ(米国ヘインズ社製商品名)製の基材上に、スパッタ法によりAl2O3(拡散防止層;膜厚150nm)を成膜した上に、イオンビームスパッタ法によりY2O3(ベッド層;膜厚20nm)を成膜した。次いで、このベッド層上に、イオンビームアシスト蒸着法(IBAD法)によりMgO(中間層;膜厚10nm)を形成した上に、パルスレーザー蒸着法(PLD法)により0.5μm厚のCeO2(キャップ層)を成膜した。次いでCeO2層上にPLD法により成膜温度900℃で1.0μm厚のGdBa2Cu3O7(酸化物超電導層)を形成し、さらに酸化物超電導層上にスパッタ法により7μm厚の銀層(安定化層)を形成することにより超電導積層体を作製した。
なお、Al2O3層、Y2O3層、MgO層、CeO2層、GdBa2Cu3O7層、銀層の各層の成膜にあたり、テープ状の基材は成膜装置の内部においてリールに巻回しておき、一方のリールから他方のリールに繰り出す間に成膜できるようにしてテープ状基材の全長にわたり、各層を形成した。
【0038】
次に、エメリー紙もしくは砥石を用い、その番手を100番から1500番まで順に変えて、上記で作製した超電導積層体の基材の裏面(中間層や酸化物超電導層が形成されていない側の面)を研磨した。研磨後の基材の厚さは92μmであった。その後、さらに、粒度2μmのアルミナペーストを用いて研磨を行うことにより、基材の厚さを75μmとした。
なお、各研磨工程における研磨は、基材の裏面に研磨材を1000gの荷重をかけながら押し付けることにより行った。
以上の工程により酸化物超電導線材を作製した。
得られた酸化物超電導線材の長手方向の両端部に測定用端子を取り付け、線材の全長に亘って77K、0Tにおける超電導特性を測定したところ、臨界電流密度Jcは3.5MA/cm2であった。
【0039】
(比較例1)
基材の裏面を研磨しなかったこと以外は実施例1と同様にして酸化物超電導線材を作製した。得られた酸化物超電導線材の長手方向の両端部に測定用端子を取り付け、線材の全長に亘って77K、0Tにおける超電導特性を測定したところ、臨界電流密度Jcは3.6MA/cm2であった。
【0040】
以上の結果より、実施例1と比較例1の酸化物超電導線材の臨界電流密度はほぼ同等であり、基材の表面上に中間層、酸化物超電導層、安定化層を形成した後に、基材の裏面を研磨を行っても、この研磨工程により超電導特性が劣化しないことが明らかとなった。従って、本発明によれば、薄型で且つ良好な超電導特性を有する酸化物超電導線材を製造できることを確認できた。
【0041】
また、実施例1および比較例1の酸化物超電導線材について、基材の裏面の表面性状をAmbios Technology社製のSurface Profilometer XP−100を用いて測定した。その結果を図4に示す。なお、図4において、縦軸は基材裏面の平均高さを「0」とした場合の相対高さを示す。
さらに、実施例1および比較例1の酸化物超電導線材について、THEVA社製のTAPESTARを用いて、77Kにおける線材の長手方向の臨界電流密度Icの分布を測定した。その結果を図5に示す。図5において、横軸は線材の長手方向における測定位置を示す。
【0042】
図4の結果より、実施例1の酸化物超電導線材の基材は、うねり曲線の最大山高さWp=0.15μmであり、比較例1の酸化物超電導線材の基材(Wp=1.0μm)よりもうねりが格段に小さくなっていた。
また、図5の結果より、実施例1の酸化物超電導線材は、比較例1の酸化物超電導線材と比較して、線材の長手方向における臨界電流密度のばらつきが小さくなっていた。
以上の結果より、本発明に係る実施例1では、基材の表面上に中間層や酸化物超電導層を形成した後に、基材の裏面を研磨することにより、基材の長手方向のうねりが小さくなり、且つ、基材中の残留応力が緩和されており、そのため、酸化物超電導線材の長手方向の特性のばらつきを小さくできることが確認された。
【産業上の利用可能性】
【0043】
本発明は、例えば超電導モータ、限流器など、各種超電導機器に用いられる酸化物超電導線材に利用することができる。
【符号の説明】
【0044】
10…酸化物超電導線材、11…基材、11A…基材の裏面、12…中間層、13…酸化物超電導層、14…安定化層、50…減圧装置、51…減圧容器、52…ターゲット、53…照射装置、54…成膜領域、55…送出リール、56…巻取リール、57、58…転向搬送リール、59…ヒータ、60…ヒータ装置、A…PLD装置。
【技術分野】
【0001】
本発明は、酸化物超電導線材の製造方法に関する。
【背景技術】
【0002】
近年になって発見されたRE−123系酸化物超電導体(REBa2Cu3O7−X:REはYを含む希土類元素)は、液体窒素温度以上で超電導性を示し、電流損失が低いため、実用上極めて有望な素材とされており、これを線材に加工して電力供給用の導体あるいは磁気コイル等として使用することが要望されている。この酸化物超電導体を線材に加工するための方法として、テープ状の金属基材上に成膜法により結晶配向性の良い中間層(多結晶中間薄膜)を形成し、この中間層上にRE−123系酸化物超電導体からなる酸化物超電導層を積層形成する技術が知られている(例えば、特許文献1、2参照。)。
また、このような超電導線材の実用化には、取り扱い性や加工性の観点から線材の薄型化が要求されている。超電導線材の薄型化の方法としては、通常100μm程度の厚さである金属基材に替えて、より薄い金属基材を用いる方法などがあり、例えば、厚さ75μmまで薄型化した超電導体用基材が開示されている(特許文献3参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−330533号公報
【特許文献2】特開平11−86647号公報
【特許文献3】特開2007−200831号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
この種のテープ状酸化物超電導線材を製造するには、成膜装置の成膜室内にテープ状の金属基材の送出リールと巻取リールを設け、送出リールから送り出した金属基材に必要な膜を積層形成した後、該金属基材を巻き取る必要がある。また、積層構造の酸化物超電導線材を製造する場合、拡散防止層や各種の下地層、配向性中間層、酸化物超電導層、安定化層など、種々の層をそれぞれの材料に合わせた複数の成膜装置で金属基材上に成膜する必要がある。更に、厚い層を成膜する場合、成膜効率を高めるため、成膜室の成膜領域を金属基材が複数回通過できるようにローラを組み合わせて設け、金属基材を成膜室の内部で複数回往復移動できるように構成した成膜装置を用いることもなされている。
しかし、通常よりも薄い金属基材を用いて、この金属基材上にこれまでと同じ条件で成膜すると、ローラを介して移動させる金属基材へのテンションや温度のかかり方が異なってしまい、良好な結晶配向性で酸化物超電導層を成膜できず、超電導特性の低い超電導線材となってしまう可能性がある。高性能の酸化物超電導線材を製造するには、成膜条件の最適化、成膜装置の改造などが必要となる。
【0005】
また、本発明者が検討したところ、うねりがあるテープ状の金属基材上に中間層を介して酸化物超電導層を形成して超電導線材を作製すると、線材長手方向で超電導特性のばらつきが生じることが判明した。さらに、うねりの少ない金属基材を選択的に使用して超電導線材を作製した場合にも、同様に線材長手方向で超電導特性のばらつきが生じる場合があることが判明した。これは、長尺テープ状の金属基材を使用して超電導線材を製造する場合、通常は一方のリールに巻き付けた基材を他方のリールへと繰り出す間に成膜を行うリールトゥリール方式で各層の成膜を行うが、この成膜工程におけるリールへの巻取りにより金属基材にうねりや内部応力が発生する場合があることに起因すると考えられる。また、酸化物超電導層などの成膜時には高温環境に曝されるため、熱履歴により基材中に応力が残留する場合があることも一因と推定される。
【0006】
本発明は、以上のような従来の実情に鑑みてなされたものであり、線材長手方向の超電導特性のばらつきが小さい酸化物超電導線材を製造できる酸化物超電導線材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するため、本発明の酸化物超電導線材の製造方法は、テープ状の基材の表面上に中間層と酸化物超電導層と安定化層とがこの順に積層されてなる超電導積層体を準備する第1工程と、前記超電導積層体の前記基材の裏面を研磨して該基材の厚さを薄くする第2工程と、を備えることを特徴とする。
本発明の酸化物超電導線材の製造方法によれば、基材の表面側に中間層と酸化物超電導層と安定化層が積層された超電導積層体を準備し、この超電導積層体の基材の裏面を研磨することにより、基材のうねりを小さくし、基材の残留応力(歪み)を緩和することができる。従って、基材の長手方向における応力の分布が少なくなり、酸化物超電導層にかかる応力が小さく、かつ、線材長手方向で均一化されるので、線材の長手方向における超電導特性のばらつきが小さい酸化物超電導線材を製造できる。
また、本発明の酸化物超電導線材の製造方法は、超電導積層体を作製した後に、この超電導積層体の基材の裏面Aを研磨して基材の厚さを薄くする構成である。そのため、通常の厚さの基材を用いて最適化された条件で各層を形成できるので、結晶配向性が良好な酸化物超電導層を形成でき、その結晶配向性を保った状態で基材を研磨して薄くできるので、薄型で且つ良好な特性の酸化物超電導線材を製造することができる。
【0008】
本発明の酸化物超電導線材の製造方法は、前記第1工程において、テープ状の前記基材を送出リールに巻回し、該送出リールに巻回した前記基材の巻回終端部を引き出して巻取リールに設置し、前記送出リールと前記巻取リールの間に蒸着粒子が飛来する成膜領域を形成し、前記基材を前記送出リールから前記巻取リールへと繰り出し、前記成膜領域に前記基材を通過させて該基材上に前記蒸着粒子を堆積させることにより、前記中間層、前記酸化物超電導層および前記安定化層の少なくともいずれかの層を成膜することもできる。
この場合、基材上への各層の成膜工程においてリールへの巻取りなどにより、基材にうねりや内部応力が発生することがあるが、各層の成膜後に基材の裏面を研磨することにより、基材に発生したうねりを小さくし、基材の残留応力(歪み)を緩和することができる。従って、基材の長手方向における応力の分布が少なくなり、酸化物超電導層にかかる応力が小さく、かつ、線材長手方向で均一化されるので、線材の長手方向における超電導特性のばらつきが小さい酸化物超電導線材を製造できる。
【発明の効果】
【0009】
本発明によれば、線材長手方向の超電導特性のばらつきが小さい酸化物超電導線材を製造できる酸化物超電導線材の製造方法を提供することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の酸化物超電導線材の製造方法により得られる酸化物超電導線材の一例構造を模式的に示す断面斜視図である。
【図2】本発明に係る酸化物超電導線材の製造方法の一例を示すフローチャートである。
【図3】本発明に係る酸化物超電導線材の製造方法において、PLD法を用いて基材上に酸化物超電導層を形成する工程の一例を示す説明図である。
【図4】実施例1および比較例1の酸化物超電導線材における基材の裏面の相対高さを示すグラフである。
【図5】実施例1および比較例1の酸化物超電導線材における長手方向の臨界電流値の分布を示すグラフである。
【発明を実施するための形態】
【0011】
以下、本発明に係る酸化物超電導線材の製造方法の実施形態について図面に基づいて説明する。
図1は本発明に係る酸化物超電導線材の製造方法により得られる酸化物超電導線材の一例構造を模式的に示す断面斜視図であり、図2は本発明に係る酸化物超電導線材の製造方法の一例を示すフローチャートである。
【0012】
本発明に係る酸化物超電導線材の製造方法により得られる酸化物超電導線材10は、図1に示すように長尺テープ状の基材11の一方の面(表面)上に、中間層12と酸化物超電導層13と安定化層14を順次積層してなる。
図1に示す構造の酸化物超電導線材10を得るため、本発明の酸化物超電導線材の製造方法は、テープ状の基材11の表面(一方の面)上に中間層12と酸化物超電導層13と安定化層14とがこの順に積層されてなる超電導積層体を準備する第1工程S10と、超電導積層体の基材11の裏面(他方の面)11Aを研磨して基材11の厚さを薄くする第2工程S20と、を備える。
図2に示すように、第1工程S10は基材11上に中間層12を形成する中間層形成工程S11と、中間層12上に酸化物超電導層13を形成する酸化物超電導層形成工程S12と、酸化物超電導層13上に安定化層14を形成する安定化層形成工程S13を備える。また、第2工程S20は、第1工程S10で形成した超電導積層体の基材11の裏面11Aを研磨する基材裏面の研磨工程S21を備える。以下、本発明の酸化物超電導線材の製造方法の各工程について、工程順に説明する。
【0013】
[第1工程S10]
(中間層形成工程S11)
まず、テープ状の基材11を準備する。
テープ状の基材11は、通常の超電導線材の基材として使用し得るものであれば良く、耐熱性の金属からなるものが好ましい。ここで、テープ状の基材11とは、テープ状の他、長尺のプレート状、長尺のシート状のものを含む。耐熱性の金属の中でも、合金が好ましく、ニッケル(Ni)合金又は銅(Cu)合金がより好ましい。中でも、市販品であればハステロイ(商品名、ヘインズ社製)が好適であり、モリブデン(Mo)、クロム(Cr)、鉄(Fe)、コバルト(Co)等の成分量が異なる、ハステロイB、C、G、N、W等のいずれの種類も使用できる。また、基材11としてニッケル(Ni)合金などに集合組織を導入した配向金属基材を用いてもよい。
基材11の厚さは、目的に応じて適宜調整すれば良く、通常は、10〜500μmであることが好ましく、20〜200μmであることがより好ましい。下限値以上とすることで強度が一層向上し、上限値以下とすることでオーバーオールの臨界電流密度を一層向上させることができる。
【0014】
次に、基材11の表面上に中間層12を形成する。
中間層12は、酸化物超電導層13の結晶配向性を制御し、基材11中の金属元素の酸化物超電導層13への拡散を防止するものである。さらに、基材11と酸化物超電導層13との物理的特性(熱膨張率や格子定数等)の差を緩和するバッファー層として機能し、その材質は、物理的特性が基材11と酸化物超電導層13との中間的な値を示す金属酸化物が好ましい。中間層12の好ましい材質として具体的には、Gd2Zr2O7、MgO、ZrO2−Y2O3(YSZ)、SrTiO3、CeO2、Y2O3、Al2O3、Gd2O3、Zr2O3、Ho2O3、Nd2O3等の金属酸化物が例示できる。
中間層12は、単層でも良いし、複数層でも良い。例えば、前記金属酸化物からなる層(金属酸化物層)は、結晶配向性を有していることが好ましく、複数層である場合には、最外層(最も酸化物超電導層13に近い層)が少なくとも結晶配向性を有していることが好ましい。
【0015】
中間層12は、基材11側にベッド層が介在された複数層構造でもよい。ベッド層は、耐熱性が高く、界面反応性を低減するためのものであり、その上に配される膜の配向性を得るために用いる。このようなベッド層は、必要に応じて配され、例えば、イットリア(Y2O3)、窒化ケイ素(Si3N4)、酸化アルミニウム(Al2O3、「アルミナ」とも呼ぶ)等から構成される。このベッド層は、例えばスパッタリング法等の成膜法により形成することができ、その厚さは例えば10〜200nmである。
【0016】
さらに、本発明において、中間層12は、基材11側に拡散防止層とベッド層が積層された複数層構造でもよい。この場合、基材11とベッド層との間に拡散防止層が介在された構造となる。拡散防止層は、基材11の構成元素拡散を防止する目的で形成されたもので、窒化ケイ素(Si3N4)、酸化アルミニウム(Al2O3)、あるいは希土類金属酸化物等から構成され、その厚さは例えば10〜400nmである。なお、拡散防止層の結晶性は問われないので、通常のスパッタ法等の成膜法により形成すればよい。
このように基材11とベッド層との間に拡散防止層を介在させることにより、中間層12を構成する他の層や酸化物超電導層13等を形成する際に、必然的に加熱されたり、熱処理される結果として熱履歴を受ける場合に、基材11の構成元素の一部がベッド層を介して酸化物超電導層13側に拡散することを効果的に抑制することができる。基材11とベッド層との間に拡散防止層を介在させる場合の例としては、拡散防止層としてAl2O3、ベッド層としてY2O3を用いる組み合わせを例示することができる。
【0017】
また中間層12は、前記金属酸化物層の上に、さらにキャップ層が積層された複数層構造でも良い。キャップ層は、酸化物超電導層13の配向性を制御する機能を有するとともに、酸化物超電導層13を構成する元素の中間層12への拡散や、酸化物超電導層13積層時に使用するガスと中間層12との反応を抑制する機能等を有するものである。
【0018】
キャップ層は、前記金属酸化物層の表面に対してエピタキシャル成長し、その後、横方向(面方向)に粒成長(オーバーグロース)して、結晶粒が面内方向に選択成長するという過程を経て形成されたものが好ましい。このようなキャップ層は、前記金属酸化物層よりも高い面内配向度が得られる。
キャップ層の材質は、上記機能を発現し得るものであれば特に限定されないが、好ましいものとして具体的には、CeO2、Y2O3、Al2O3、Gd2O3、Zr2O3、Ho2O3、Nd2O3等が例示できる。キャップ層の材質がCeO2である場合、キャップ層は、Ceの一部が他の金属原子又は金属イオンで置換されたCe−M−O系酸化物を含んでいても良い。
【0019】
キャップ層は、PLD法(パルスレーザ蒸着法)、スパッタリング法等で成膜することができるが、大きな成膜速度を得られる点でPLD法を用いることが好ましい。
一例として、PLD法によりキャップ層としてCeO2層を成膜するには、基材温度約500〜1000℃、約0.6〜100Paの酸素ガス雰囲気中で行うことができる。
【0020】
中間層12の厚さは、目的に応じて適宜調整すれば良いが、通常は、0.1〜5μmである。
中間層12が、前記金属酸化物層の上にキャップ層が積層された複数層構造である場合には、キャップ層の厚さは、通常は、0.1〜1.5μmである。
【0021】
中間層12は、スパッタ法、真空蒸着法、レーザ蒸着法、電子ビーム蒸着法、イオンビームアシスト蒸着法(以下、IBAD法と略記する)等の物理的蒸着法;化学気相成長法(CVD法);塗布熱分解法(MOD法);溶射等、酸化物薄膜を形成する公知の方法で積層できる。特に、IBAD法で形成された前記金属酸化物層は、結晶配向性が高く、酸化物超電導層13やキャップ層の結晶配向性を制御する効果が高い点で好ましい。IBAD法とは、蒸着時に、結晶の蒸着面に対して所定の角度でイオンビームを照射することにより、結晶軸を配向させる方法である。通常は、イオンビームとして、アルゴン(Ar)イオンビームを使用する。例えば、Gd2Zr2O7、MgO又はZrO2−Y2O3(YSZ)からなる中間層12は、IBAD法における配向度を表す指標であるΔΦ(FWHM:半値全幅)の値を小さくできるため、特に好適である。
【0022】
(酸化物超電導層形成工程S12)
次に、中間層形成工程S11で形成した中間層12上に酸化物超電導層13を形成する。
酸化物超電導層13は通常知られている組成の酸化物超電導体からなるものを広く適用することができ、REBa2Cu3Oy(REはY、La、Nd、Sm、Er、Gd等の希土類元素を表す)なる材質のもの、具体的には、Y123(YBa2Cu3Oy)又はGd123(GdBa2Cu3Oy)を例示することができる。また、その他の酸化物超電導体、例えば、Bi2Sr2Can−1CunO4+2n+δなる組成等に代表される臨界温度の高い他の酸化物超電導体からなるものを用いても良いのは勿論である。
酸化物超電導層13は、スパッタ法、真空蒸着法、レーザ蒸着法、電子ビーム蒸着法等の物理的蒸着法;化学気相成長法(CVD法);塗布熱分解法(MOD法)等で積層でき、中でもレーザ蒸着法が好ましい。
酸化物超電導層13の厚みは、0.5〜5μm程度であって、均一な厚みであることが好ましい。
【0023】
(安定化層形成工程S13)
次に、安定化層形成工程S13で形成した酸化物超電導層13上に安定化層14を形成する。
安定化層14は、酸化物超電導層13の一部領域が常電導状態に遷移しようとした場合に、酸化物超電導層13からの電流のバイパス路として機能する。
安定化層14は、導電性が良好な金属からなるものが好ましく、具体的には、銀又は銀合金、銅などからなるものが例示できる。安定化層14は1層構造でも良いし、2層以上の積層構造であってもよい。安定化層14の厚さは、3〜300μmの範囲とすることができる。
【0024】
安定化層14は、酸化物超電導層13側に形成される第1の安定化層と、この第1の安定化層上に形成される第2の安定化層の2層構造とすることが好ましい。
この場合、酸化物超電導層13側に形成する第1の安定化層は、Agなどの良電導性かつ酸化物超電導層13と接触抵抗が低くなじみの良い金属材料からなる層とすることが好ましい。
Agの第1の安定化層を成膜するには、スパッタ法、真空蒸着法、レーザー蒸着法、電子ビーム蒸着法物理的蒸着法、化学気相成長法(CVD法)などの成膜法を採用し、その厚さを1〜30μm程度に形成できる。
【0025】
また、第1の安定化層上に形成する第2の安定化層は、酸化物超電導層13の安定化のために設けられ、酸化物超電導層13が常電導状態に転移することを防止するために電流のバイパス路として設けられているので、CuやAlまたはそれらの合金などの良導電性の金属材料から形成することが好ましい。なお、酸化物超電導線材10を限流器などの目的に適用する場合は第2の安定化層として高抵抗材料を用いることが好ましいので、NiCrなど、CuやAg、Alに対して高抵抗の金属材料から構成することができる。
第2の安定化層は、10〜300μm程度の厚さに形成する。その場合、半田や導電性接着剤による貼り付け法あるいはめっき法などを用いて第1の安定化層の上に形成することができる。
以上の工程により、基材11上に中間層12と酸化物超電導層13と安定化層14が順次積層された超電導積層体を作製することができる。
【0026】
上述したように、基材11の一面側に積層する中間層12、酸化物超電導層13、Agの安定化層14は、いずれもスパッタ法あるいはPLD法などの成膜法により形成される。通常、長尺の酸化物超電導線材を作製する場合には、長尺テープ状の基材11を一方のリールに巻き付けて、その巻き付け端部を引き出して他方のリールに設置し、一方のリールから他方のリールへと基材11を繰り出す間に、基材11の表面側に成膜を行うリールトゥリール方式で各層の成膜を行う。
図3に、中間層12を構成するキャップ層、あるいは、酸化物超電導層13の成膜に用いることができるパルスレーザー蒸着装置(PLD装置)の一例を示す。
【0027】
この例のPLD装置Aは、真空ポンプなどの減圧装置50に接続された減圧容器51を備え、その内部に設置されたターゲット52に減圧容器51外部に設置されているレーザービームの照射装置53からパルスレーザービームを照射できるように構成されている。また、減圧容器51の内部に、送出リール55と巻取リール56とこれらの中間位置に転向搬送リール57、58とが設置され、送出リール55から転向搬送リール57、58を介して基材11を巻取リール56側に移動することができ、この移動中にターゲット52から発生させた粒子(蒸着粒子)が飛来する成膜領域54に基材11を通過させることにより、基材11の表面側に粒子を堆積させて成膜できるように構成されている。
なお、転向搬送リール57、58は図3では略しているが図3の紙面厚さ方向に同じ構成のものが複数配列されていて(例えば5列等)、基材11は複数の転向搬送リール57、58間を複数回ターンしながら最終的に巻取リール56に至るように構成されている。更に、転向搬送リール57、58間を複数回ターンしている基材11を目的の成膜温度に加熱するためのヒータ59を内蔵したヒータ装置60が転向搬送リール57、58の間に設けられている。
【0028】
図3に示すように、長尺の基材11の一面側に各層を形成する際には、基材11には所定のテンションがかかった状態でリールによる巻取りが行われており、基材11にうねりが発生したり、応力がかかる状態となる。勿論、上述のように基材1上には複数の層を形成する必要があるので、各層の成膜工程において基材11のうねりや残留が増大する傾向にある。
また、図3に示す構成のPLD装置Aは、中間層12を構成するキャップ層あるいは酸化物超電導層13の成膜温度に好適な温度に基材11を加熱しながら成膜する。キャップ層あるいは酸化物超電導層の成膜温度は膜種によっても異なるが、通常のもので500〜900℃の範囲であって極めて高温であるので、基材11は送出リール55から巻取リール56側に移動する間に常温〜900℃までの間の熱履歴を複数回受ける。勿論、1つのPLD装置でキャップ層を形成し、他のPLD装置で酸化物超電導層13を形成する場合、基材11が受ける熱履歴は相当な数に達する。
【0029】
このように、基材11は中間層12や酸化物超電導層13などの成膜工程で、繰返し応力や熱履歴を受けている。そのため、各層形成後の基材11にはうねりや残留応力が生じた状態となることが多い。本発明者の検討によれば、基材11にうねりや残留応力がある場合、酸化物超電導線材の長手方向で超電導特性のばらつきが生じ易くなる。これは、基材11のうねりにより線材の長手方向で酸化物超電導層13にかかる応力に分布が生じることに起因している。酸化物超電導層13に引張応力がかかると酸化物超電導層13にマイクロクラックなどの欠陥を導入してしまう可能性が強く、この欠陥の導入により酸化物超電導層13の臨界電流密度を著しく低下させてしまう問題があるのに対し、酸化物超電導層13に圧縮応力がかかる場合には前記欠陥を導入させてしまう可能性が少ないためである。
【0030】
そこで、本発明においては、第1工程S10で基材11上に中間層12と酸化物超電導層13と安定化層14とが積層された超電導積層体を作製した後に、第2工程S20において基材11の裏面側を研磨して、基材11に生じたうねりを小さくするとともに、基材11中の残留応力(歪み)を緩和する。
【0031】
[第2工程S20]
(基材裏面の研磨工程S21)
研磨工程S21においては、第1工程S10で作製した超電導積層体の基材11の裏面11A(基材11の中間層12や酸化物超電層13などが積層されていない側の面)を研磨加工により研磨して、基材11の厚さを薄くする。
研磨工程S21における研磨は、基材11の裏面11Aのうねりが、JIS B0601−2001に規定されるうねり曲線の最大山高さWp0.2μm以下となるまで研磨することが好ましい。基材11の裏面11Aを研磨して基材11のうねりを小さくすることにより、基材11中の残留応力(歪み)が緩和されて、酸化物超電導線材における応力の分布が小さくなり、線材長手方向における超電導特性のばらつきを小さくすることができる。
【0032】
基材11の裏面11Aを研磨する方法は、特に限定されず、例えば、機械研磨方式により使用する研磨シートや研磨剤の番手を調整して研磨する方法などが挙げられる。
研磨工程S21における研磨は、基材11の厚さが10μm程度薄くなるまで研磨すれば、基材11のうねりや残留応力を緩和することができる。基材11の研磨前後の厚さ変化量は特に制限されないが、10〜200μm程度とすることができる。研磨後の基材11の厚さも特に制限されず適宜調整可能であるが、10〜75μmの範囲とすることが好ましい。研磨後の基材11の厚さを10μm以上とすることにより、基材11としての強度を確保し、取扱い性も良好となる。また、研磨後の基材11の厚さを75μm以下とすることにより、酸化物超電導線材10を薄型化することができ、酸化物超電導線材10を加工して超電導コイルなどを作製する場合の取り扱い性が向上する。
以上の工程により、図1に示す酸化物超電導線材を製造できる。
【0033】
本発明の酸化物超電導線材の製造方法によれば、基材11の表面側に中間層12と酸化物超電導層13と安定化層14が積層された超電導積層体を準備し、この超電導積層体の基材11の裏面11Aを研磨することにより、基材11に元々あるうねりや、基材11上への各層の成膜工程により基材11に発生したうねりを小さくし、基材11の残留応力(歪み)を緩和することができる。従って、基材11の長手方向における応力の分布が少なくなり、酸化物超電導層13にかかる応力が小さく、かつ、線材長手方向で均一化されるので、線材の長手方向における超電導特性のばらつきが小さい酸化物超電導線材10を製造できる。
【0034】
また、従来の方法で薄型の酸化物超電導線材を作製する場合、通常よりも薄い基材を使用して各層の成膜を行うと、成膜工程において基材へのテンションや温度のかかり方が変化して、結晶配向性が良好な酸化物超電導層を成膜することが難しく、製造される酸化物超電導線材の特性が低くなるという問題があった。この場合、成膜条件の最適化や成膜装置の改良などが必要となり、基材の厚さを変える毎に検討を行なわなければならなかった。
これに対し、本発明の酸化物超電導線材の製造方法は、基材11の表面側に中間層12と酸化物超電導層13と安定化層14を積層して超電導積層体を作製した後に、この超電導積層体の基材11の裏面11Aを研磨して基材11の厚さを薄くする構成である。そのため、通常の厚さの基材11を用いて最適化された条件で各層を形成できるので、結晶配向性が良好な酸化物超電導層13を形成でき、その結晶配向性を保った状態で基材11を研磨して薄くできるので、薄型で且つ良好な特性の酸化物超電導線材を製造することができる。
【0035】
以上、本発明の酸化物超電導線材の製造方法の実施形態について説明したが、上記実施形態において、酸化物超電導線材の各部は一例であって、本発明の範囲を逸脱しない範囲で適宜変更することが可能である。
【実施例】
【0036】
以下、実施例を示して本発明をさらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
【0037】
(実施例1)
厚さ100μm、幅10mm、全長100mのテープ状のハステロイ(米国ヘインズ社製商品名)製の基材上に、スパッタ法によりAl2O3(拡散防止層;膜厚150nm)を成膜した上に、イオンビームスパッタ法によりY2O3(ベッド層;膜厚20nm)を成膜した。次いで、このベッド層上に、イオンビームアシスト蒸着法(IBAD法)によりMgO(中間層;膜厚10nm)を形成した上に、パルスレーザー蒸着法(PLD法)により0.5μm厚のCeO2(キャップ層)を成膜した。次いでCeO2層上にPLD法により成膜温度900℃で1.0μm厚のGdBa2Cu3O7(酸化物超電導層)を形成し、さらに酸化物超電導層上にスパッタ法により7μm厚の銀層(安定化層)を形成することにより超電導積層体を作製した。
なお、Al2O3層、Y2O3層、MgO層、CeO2層、GdBa2Cu3O7層、銀層の各層の成膜にあたり、テープ状の基材は成膜装置の内部においてリールに巻回しておき、一方のリールから他方のリールに繰り出す間に成膜できるようにしてテープ状基材の全長にわたり、各層を形成した。
【0038】
次に、エメリー紙もしくは砥石を用い、その番手を100番から1500番まで順に変えて、上記で作製した超電導積層体の基材の裏面(中間層や酸化物超電導層が形成されていない側の面)を研磨した。研磨後の基材の厚さは92μmであった。その後、さらに、粒度2μmのアルミナペーストを用いて研磨を行うことにより、基材の厚さを75μmとした。
なお、各研磨工程における研磨は、基材の裏面に研磨材を1000gの荷重をかけながら押し付けることにより行った。
以上の工程により酸化物超電導線材を作製した。
得られた酸化物超電導線材の長手方向の両端部に測定用端子を取り付け、線材の全長に亘って77K、0Tにおける超電導特性を測定したところ、臨界電流密度Jcは3.5MA/cm2であった。
【0039】
(比較例1)
基材の裏面を研磨しなかったこと以外は実施例1と同様にして酸化物超電導線材を作製した。得られた酸化物超電導線材の長手方向の両端部に測定用端子を取り付け、線材の全長に亘って77K、0Tにおける超電導特性を測定したところ、臨界電流密度Jcは3.6MA/cm2であった。
【0040】
以上の結果より、実施例1と比較例1の酸化物超電導線材の臨界電流密度はほぼ同等であり、基材の表面上に中間層、酸化物超電導層、安定化層を形成した後に、基材の裏面を研磨を行っても、この研磨工程により超電導特性が劣化しないことが明らかとなった。従って、本発明によれば、薄型で且つ良好な超電導特性を有する酸化物超電導線材を製造できることを確認できた。
【0041】
また、実施例1および比較例1の酸化物超電導線材について、基材の裏面の表面性状をAmbios Technology社製のSurface Profilometer XP−100を用いて測定した。その結果を図4に示す。なお、図4において、縦軸は基材裏面の平均高さを「0」とした場合の相対高さを示す。
さらに、実施例1および比較例1の酸化物超電導線材について、THEVA社製のTAPESTARを用いて、77Kにおける線材の長手方向の臨界電流密度Icの分布を測定した。その結果を図5に示す。図5において、横軸は線材の長手方向における測定位置を示す。
【0042】
図4の結果より、実施例1の酸化物超電導線材の基材は、うねり曲線の最大山高さWp=0.15μmであり、比較例1の酸化物超電導線材の基材(Wp=1.0μm)よりもうねりが格段に小さくなっていた。
また、図5の結果より、実施例1の酸化物超電導線材は、比較例1の酸化物超電導線材と比較して、線材の長手方向における臨界電流密度のばらつきが小さくなっていた。
以上の結果より、本発明に係る実施例1では、基材の表面上に中間層や酸化物超電導層を形成した後に、基材の裏面を研磨することにより、基材の長手方向のうねりが小さくなり、且つ、基材中の残留応力が緩和されており、そのため、酸化物超電導線材の長手方向の特性のばらつきを小さくできることが確認された。
【産業上の利用可能性】
【0043】
本発明は、例えば超電導モータ、限流器など、各種超電導機器に用いられる酸化物超電導線材に利用することができる。
【符号の説明】
【0044】
10…酸化物超電導線材、11…基材、11A…基材の裏面、12…中間層、13…酸化物超電導層、14…安定化層、50…減圧装置、51…減圧容器、52…ターゲット、53…照射装置、54…成膜領域、55…送出リール、56…巻取リール、57、58…転向搬送リール、59…ヒータ、60…ヒータ装置、A…PLD装置。
【特許請求の範囲】
【請求項1】
テープ状の基材の表面上に中間層と酸化物超電導層と安定化層とがこの順に積層されてなる超電導積層体を準備する第1工程と、
前記超電導積層体の前記基材の裏面を研磨して該基材の厚さを薄くする第2工程と、
を備えることを特徴とする酸化物超電導線材の製造方法。
【請求項2】
前記第1工程において、
テープ状の前記基材を送出リールに巻回し、該送出リールに巻回した前記基材の巻回終端部を引き出して巻取リールに設置し、
前記送出リールと前記巻取リールの間に蒸着粒子が飛来する成膜領域を形成し、
前記基材を前記送出リールから前記巻取リールへと繰り出し、前記成膜領域に前記基材を通過させて該基材上に前記蒸着粒子を堆積させることにより、
前記中間層、前記酸化物超電導層および前記安定化層の少なくともいずれかの層を成膜することを特徴とする請求項1に記載の酸化物超電導線材の製造方法。
【請求項1】
テープ状の基材の表面上に中間層と酸化物超電導層と安定化層とがこの順に積層されてなる超電導積層体を準備する第1工程と、
前記超電導積層体の前記基材の裏面を研磨して該基材の厚さを薄くする第2工程と、
を備えることを特徴とする酸化物超電導線材の製造方法。
【請求項2】
前記第1工程において、
テープ状の前記基材を送出リールに巻回し、該送出リールに巻回した前記基材の巻回終端部を引き出して巻取リールに設置し、
前記送出リールと前記巻取リールの間に蒸着粒子が飛来する成膜領域を形成し、
前記基材を前記送出リールから前記巻取リールへと繰り出し、前記成膜領域に前記基材を通過させて該基材上に前記蒸着粒子を堆積させることにより、
前記中間層、前記酸化物超電導層および前記安定化層の少なくともいずれかの層を成膜することを特徴とする請求項1に記載の酸化物超電導線材の製造方法。
【図1】


【図2】
【図3】

【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−4194(P2013−4194A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−131124(P2011−131124)
【出願日】平成23年6月13日(2011.6.13)
【出願人】(000005186)株式会社フジクラ (4,463)
【Fターム(参考)】
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月13日(2011.6.13)
【出願人】(000005186)株式会社フジクラ (4,463)
【Fターム(参考)】
[ Back to top ]