
酸化防止剤を塗布した鋼板のアーク溶接方法
【課題】高い生産性で、溶接欠陥がなく、安定して高い継手強度が得られるホットプレス鋼板のアーク溶接方法を提供する。
【解決手段】酸化防止剤を、少なくとも片面に塗布した焼入用鋼板同士を、または、前記酸化防止剤を少なくとも片面に塗布した焼入用鋼板と被覆層を有しない金属板とを重ね隅肉接合する際に、溶接開始から3秒以上、下記式1および式2の両方を満足するように接合することを特徴とする鋼板のアーク溶接方法。

【解決手段】酸化防止剤を、少なくとも片面に塗布した焼入用鋼板同士を、または、前記酸化防止剤を少なくとも片面に塗布した焼入用鋼板と被覆層を有しない金属板とを重ね隅肉接合する際に、溶接開始から3秒以上、下記式1および式2の両方を満足するように接合することを特徴とする鋼板のアーク溶接方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、酸化防止剤を塗布した鋼板のアーク溶接方法に関するものである。
【背景技術】
【0002】
自動車車体の軽量化の進展につれ、自動車部品に使用される薄鋼板は次第に高強度化しており、最近では引張強度が980MPa級の高張力鋼板も使用され始めている。特に、ドアインパクトビームやルーフリンフォース、センターピラーリンフォース等の耐側面衝突用の強化部品には、衝突時の客室の変形を抑えるため、車体部品の中でも最も高い強度レベルの鋼板が使用される傾向にある。ただし、鋼板の高強度化に伴って不可避的に成形性が低下することが、引張強度980MPa級を超える超高張力鋼板の実用化に対して大きな阻害要因となっている。
【0003】
鋼板の成形性を確保しながら大幅な高強度化を実現するための方策として、熱処理による強化、とりわけ焼入効果の利用が挙げられる。なかでも、ホットプレスと呼ばれる成形法は、高温に加熱した鋼板を水冷金型で成形しつつ同時に焼入することによって、成形時の低強度と980MPaをはるかに超える成形後の高強度を両立させる手段となっている。ホットプレス法は成形加工と焼入効果を同一工程で済ませられる利点があり、欧州では以前から実用化が進んでいる。
【0004】
しかし、鋼板にホットプレス法を施す場合、表面に酸化スケールが生成するという問題がある。この酸化スケールは通電性がないため、酸化スケールの生成量が多くなると、スポット溶接等の溶接が困難となる。
【0005】
そこで、この対策として、主に、プレス焼入前に、予め表面の酸化スケールを防止するための皮膜を塗布するか、もしくはプレス焼入後にショットブラストをかけて酸化スケールを剥離する対策が考えられている。
【0006】
たとえば、鋼板にAl-10%Si層をめっき処理する方法である。この方法によると、めっき層の融点は、600℃程度であるため、炉中でめっき層が溶融するが、全部が溶けることはなく一部が残るので、酸化スケールは生成しない。
【0007】
従って、ショットブラスト、サンドブラスト等を使う必要がなく、また皮膜に通電性があるため、ホットプレス処理を行ったままの状態で溶接することが可能である。
【0008】
一方、めっき処理をしない鋼板を使う場合は、ホットプレスを行うと、鋼板表面に酸化スケールが生成するので、ショットブラスト、サンドブラスト等で酸化スケールを除去しなければならないので手間がかかるという問題がある。
【0009】
この場合には、鋼板に予め酸化防止剤を塗布することで、酸化スケールの生成を防止することができる。鋼板の酸化防止剤には、SiO2、TiO2、Al2O3等を主成分にした有機または無機皮膜が使われることが多く、この場合、酸化スケールの生成は抑えられるものの、酸化防止剤自体が溶接に大きく影響を及ぼすという問題がある。
【0010】
即ち、スポット溶接を行うと、酸化防止剤の皮膜の接触抵抗が大きいため、通電時に電極自体が溶解し皮膜と結合してしまう現象がおこるからである。
【0011】
一方、アーク溶接を行う場合は、酸化防止剤の皮膜には導電性がないため、アークが発生しにくく、発生してもビード形状が不安定になりがちである。特に溶接のスタート時が最もビード形状が不安定になりやすい。これは、溶接が一定量進んだ後は、アーク熱により溶接部の皮膜が破壊されることから、比較的アークが安定するが、溶接のスタート時では、皮膜が完全な状態で残っているためにアークの発生が妨げとなるためである。
【0012】
ホットプレス材をブローホールの生成なしに接合する方法として、特許文献1または特許文献2には、接合する亜鉛めっき鋼板または表面処理鋼板に隙間を設け、めっき層または表面処理皮膜が気化しても、発生したガスが隙間を通過するようにして、ブローホールの生成を防止する技術が開示されている。
【0013】
しかし、隙間が大きすぎると逆に接合しにくくなるため、安定した最適な間隔の隙間を設ける必要があり、設定には手間を要するという問題がある。
【特許文献1】特開2003−290955号公報
【特許文献2】特開2001−162388号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明は、高い生産性で、溶接欠陥がなく、安定して高い継手強度が得られるホットプレス鋼板のアーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0015】
発明者等は、上述した課題を鋭意検討し、発明を完成させたもので、その要旨は以下の通りである。
【0016】
本発明は、有機または無機の炭化物あるいは酸化物あるいはケイ化物の何れか一種または二種以上を含む酸化防止剤を、少なくとも片面に塗布した焼入用鋼板同士を、または、前記酸化防止剤を少なくとも片面に塗布した焼入用鋼板と被覆層を有しない金属板とを重ね隅肉接合する際に、溶接開始から3秒以上、下記式(1)および式(2)の両方を満足するように接合することを特徴とする鋼板のアーク溶接方法である。
【0017】
【数1】
【0018】
【数2】
【発明の効果】
【0019】
本発明により、ホットプレス材をアーク溶接により接合することができ、また溶接欠陥もない安定して高い継手強度が得られる。
【発明を実施するための最良の形態】
【0020】
通常の酸化防止材を塗布し、ホットプレスした鋼板をアーク溶接した場合、酸化防止剤からなる皮膜が導電性を有しないためアークが発生しないか、もしくは、アークは発生し接合するものの、アーク切れを生じる等ビード形状が安定せず、ビード品質が劣る。
【0021】
溶接が一定量進んだ後は、アーク熱により溶接部の皮膜が破壊されるため、比較的アークが安定するが、溶接スタート時には、皮膜が完全な状態で残っているためにアークの発生の妨げとなり、ビード形状が不安定になりやすい。
【0022】
そこで、アーク溶接のスタート時に接合部の皮膜の一部を破壊し、通電しやすい条件で溶接を行うことで、ビード形状を安定させることを試みた。
【0023】
アーク溶接において、スタート時に接合部の皮膜の一部を破壊し、通電しやすくし、接合する板の接合部に最低限の熱量を与えると、接合部の溶接進行側の皮膜が破壊されるため、その後入熱を落としてもアークが安定する。
【0024】
しかし、溶接スタートの際の条件設定において、溶接速度が速すぎると、スタート時に接合部の皮膜の一部を破壊しきれず、アークの通電がしにくくなり、ビードに欠陥が生じる。また、溶接スタートの際に、入熱不足となった場合も、接合部の皮膜の一部を破壊しきれず、アークの通電が不十分となり、ビードに欠陥が生じる。
【0025】
一方、入熱が大きすぎても、板の熱変形が大きくなるか、接合部の熱影響部が大きくなるため適当でない。さらに適正な電流値、溶接速度で溶接をスタートしても、スタートから3秒未満で条件変更する場合、適正範囲の条件よりも低入熱、もしくは高速の条件で溶接を続けると、接合部の溶接進行側が十分に加熱されず、接合部の皮膜の一部を破壊しきれなくなり、アーク切れが生じる。
【0026】
従って、酸化防止剤を塗布していても接合が可能なだけの熱量を加え、且つ接合部付近の酸化防止剤を広範囲で気化させるような過度の熱量を加えないように、溶接条件を最適化することが必要である。
【0027】
よって、アーク溶接における電流値、溶接速度、酸化防止剤の被膜厚、板厚を変化させて、適正条件を検討した結果、平均電流値をA(W)、平均溶接速度をB(m/min)、下板表面の熱処理後の酸化防止剤の厚さをC(μm)としたときに、下記式(1)と式(2)の両方を満足させるように電流値、溶接速度を調整した場合に、良好なビード形状を持つ継手を得られることを明らかにした。
【0028】
【数1】
【0029】
【数2】
【0030】
平均溶接速度(B)は0.6m/min超えとなると、溶接速度が速すぎてスタート時に接合部の皮膜の一部を破壊しきれず、アークの通電が不十分となり、アーク切れが生じる。一方、平均溶接速度(B)が0.2m/min未満では、入熱が過大となるのを防ぐため、電流値を低く設定しなければならず、接合部の皮膜を破壊するだけの電流がかからないため、アーク切れが発生するか、アーク自体が生じないこととなる。従って、平均溶接速度(B)は、0.2m/min以上、0.6m/min以下とする。
【0031】
そして、平均溶接速度(B)が0.2m/min以上、0.6m/min以下であっても、平均電流との関係で、A/Bが5C(酸化防止剤の厚さ)未満では、入熱不足となり、接合部の皮膜の一部を破壊しきれず、アークの通電が不十分となり、アーク切れが生じる。
一方、30C超えでは、入熱が大きすぎ、板の熱変形が大きくなるか、接合部の熱影響部が大きくなるため適当でない。従って、A/Bは5C以上、30C以下とした。
【0032】
また、式(1)および式(2)を満足する条件で、溶接を開始しても、溶接開始後3秒未満で式(1)および式(2)を満足する条件よりも低入熱、もしくは高速で溶接を続けた場合は、接合部付近が十分加熱されていないため接合部の進行方向の皮膜の破壊が十分でなく、アークの通電が不十分となりアーク切れが生じる。従って、溶接開始から3秒間は式(1)および式(2)を満たす必要がある。
【0033】
本発明で対象とするホットプレス材は、鋼板上の少なくとも接合する面に、有機、無機、あるいは有機・無機複合型の酸化防止剤を塗布した鋼板である。接合の相手となる金属板は、酸化防止剤を塗布したものでもよいし、酸化防止剤を塗布していないものであってもよい。また片方のみ酸化防止剤を塗布したものの場合、これが上板であっても、下板であってもよい。
【0034】
接合の相手の金属板としては、たとえば、熱延鋼板、冷延鋼板や、鉛めっき鋼板、合金化溶融亜鉛めっき鋼板、亜鉛合金めっき鋼板、アルミめっき鋼板、クロムめっき鋼板、ニッケルめっき鋼板、銅めっき鋼板などのめっき鋼板、およびステンレス鋼板、アルミ板、銅板、アルミ合金板などが挙げられる。
【0035】
酸化防止剤の主な組成としては、例えば、Cr3C2、CrSi2、TiC、Cr、Ti、Al2O3、SiO2、Na2SiO3、TiO2、Cr2O3、B4C、MoSi2などの炭化物、酸化物、ケイ化物が挙げられる。また、Mg、Al、Ti、Cr、Mn、Fe、Co、Cu、Zn、Zr、Nb、Mo等の化合物が含まれてもよい。
【0036】
また、アーク溶接におけるシールドガスはCO2ガス、Arガス、N2ガス、Heガス単体もしくは、これらの混合ガスをもちいてもよい。
【実施例1】
【0037】
ホットプレス処理を行う鋼板として、すべて幅200mm、長さ200mmのサイズで、厚さ0.8mm、引張強度TSが627MPa、降伏強度YSが514MPaの0.2%Cの冷延鋼板、厚さ1.2mm、引張強度TSが632MPa、降伏強度YSが518MPaの0.2%Cの冷延鋼板、および厚さ2.0mm、引張強度TSが633MPa、降伏強度YSが526MPaの0.2%Cの冷延鋼板を用いた。
【0038】
また、水分を除く組成が質量%で,Al2O3が40%、SiO2が40%およびNa2SiO3が20%である酸化防止剤を用いた。
【0039】
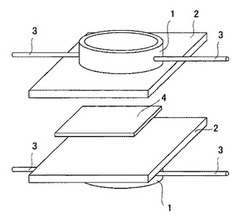
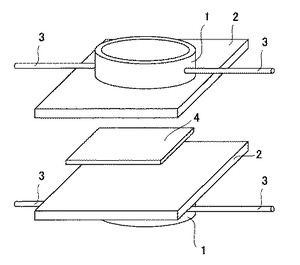
模擬ホットプレス装置は、図1に示すように200mm径の鉄製パイプ1を長さ70mmに切断し、両端開放部に幅250mm、長さ250mm、厚さ10mmの冷却用銅板2を接合し、模擬金型とした。銅板の表面が試料4に接する構造になる。
【0040】
鋼板に酸洗処理を行い、酸化防止剤を鋼板の表裏面に5〜22μmの厚さとなるように均一に塗布した後、950℃の大気雰囲気で加熱し、2〜20分の均熱の後、直ちに水冷された模擬金型で両面を上下に挟み冷却を行い、模擬ホットプレス材(成形なしの焼入材)を作製した。
【0041】
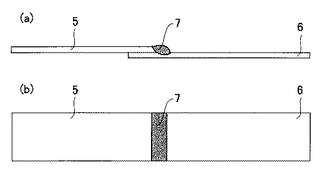
この模擬ホットプレス材を用い、図2に示す重ね隅肉継手のMIG溶接を行った。
表1の条件による、2枚の模擬ホットプレス材の重ね隅肉接合、もしくは焼入なしの鋼板と模擬ホットプレス材の重ね隅肉接合を行って継手試料No.1〜20を作製した。
【0042】
このとき溶接電流、溶接速度、電圧、酸化防止剤の厚さを変化させた。シールドガスは、CO2ガスを流量15l/minにして用い、溶接ワイヤとしてKC60、1.2φを用いた。
【0043】
溶接は、溶接スタート当初は表1に示す条件で行ったが、その後は全て、平均電流130A、平均溶接速度0.9m/min、電圧17Vで行った。接合部の品質は、ビード長さ200mmに対して、外観上アーク切れの欠陥が生じたかを評価した。結果を表1に示す。
【0044】
【表1】
【0045】
継手試料No.1では、平均電流をA(A)、平均溶接速度をB(m/min)、熱処理後の接合する下板の接合界面における酸化防止剤の厚さをC(μm)とした場合、B<0.2m/minであるため、入熱が過大となることを防ぐために、電流値を低く設定しなければならず、接合部の皮膜を破壊するだけの電流がかからないため、アーク切れが発生した。
【0046】
継手試料No.2では、B>0.6m/minであるため、溶接速度が速すぎ、溶接開始時に接合部の皮膜の一部を破壊しきれず、アークの通電が不十分となりアーク切れが生じた。
【0047】
継手試料No.3では、5C>A/Bであるため、入熱不足となり、接合部の皮膜の一部を破壊しきれず、アークの通電が不十分となりアーク切れが生じた。
【0048】
継手試料No.4では、A/B>30Cであるため、入熱が大きすぎ、板の熱変形が大きくなった。
【0049】
継手試料No.5、6では、溶接開始から下記に示す式(1)および式(2)の両方を満足する条件での溶接が3秒未満であったため、接合部の進行方向の皮膜を破壊しきれず、アークの通電が不十分となり、アーク切れが生じた。
【0050】
一方、本発明の条件により作成された継手試料No.7〜20では、溶接開始から3秒以上下記式(1)および式(2)を満足する条件で溶接を行ったので、ビード欠陥のない良好なビードが得られた。
【0051】
【数1】
【0052】
【数2】
【産業上の利用可能性】
【0053】
本発明により、ホットプレス材をアーク溶接により接合することができ、また溶接欠陥もない安定して高い継手強度が得られる。
【図面の簡単な説明】
【0054】
【図1】模擬ホットプレス装置の模式図である。
【図2】重ね隅肉継手のMIG溶接を示す図である。
【符号の説明】
【0055】
1 鉄製パイプ
2 冷却用胴板
3 冷却水を通すパイプ
4 試料
5 試料(上板)
6 試料(下板)
7 溶接部
【技術分野】
【0001】
本発明は、酸化防止剤を塗布した鋼板のアーク溶接方法に関するものである。
【背景技術】
【0002】
自動車車体の軽量化の進展につれ、自動車部品に使用される薄鋼板は次第に高強度化しており、最近では引張強度が980MPa級の高張力鋼板も使用され始めている。特に、ドアインパクトビームやルーフリンフォース、センターピラーリンフォース等の耐側面衝突用の強化部品には、衝突時の客室の変形を抑えるため、車体部品の中でも最も高い強度レベルの鋼板が使用される傾向にある。ただし、鋼板の高強度化に伴って不可避的に成形性が低下することが、引張強度980MPa級を超える超高張力鋼板の実用化に対して大きな阻害要因となっている。
【0003】
鋼板の成形性を確保しながら大幅な高強度化を実現するための方策として、熱処理による強化、とりわけ焼入効果の利用が挙げられる。なかでも、ホットプレスと呼ばれる成形法は、高温に加熱した鋼板を水冷金型で成形しつつ同時に焼入することによって、成形時の低強度と980MPaをはるかに超える成形後の高強度を両立させる手段となっている。ホットプレス法は成形加工と焼入効果を同一工程で済ませられる利点があり、欧州では以前から実用化が進んでいる。
【0004】
しかし、鋼板にホットプレス法を施す場合、表面に酸化スケールが生成するという問題がある。この酸化スケールは通電性がないため、酸化スケールの生成量が多くなると、スポット溶接等の溶接が困難となる。
【0005】
そこで、この対策として、主に、プレス焼入前に、予め表面の酸化スケールを防止するための皮膜を塗布するか、もしくはプレス焼入後にショットブラストをかけて酸化スケールを剥離する対策が考えられている。
【0006】
たとえば、鋼板にAl-10%Si層をめっき処理する方法である。この方法によると、めっき層の融点は、600℃程度であるため、炉中でめっき層が溶融するが、全部が溶けることはなく一部が残るので、酸化スケールは生成しない。
【0007】
従って、ショットブラスト、サンドブラスト等を使う必要がなく、また皮膜に通電性があるため、ホットプレス処理を行ったままの状態で溶接することが可能である。
【0008】
一方、めっき処理をしない鋼板を使う場合は、ホットプレスを行うと、鋼板表面に酸化スケールが生成するので、ショットブラスト、サンドブラスト等で酸化スケールを除去しなければならないので手間がかかるという問題がある。
【0009】
この場合には、鋼板に予め酸化防止剤を塗布することで、酸化スケールの生成を防止することができる。鋼板の酸化防止剤には、SiO2、TiO2、Al2O3等を主成分にした有機または無機皮膜が使われることが多く、この場合、酸化スケールの生成は抑えられるものの、酸化防止剤自体が溶接に大きく影響を及ぼすという問題がある。
【0010】
即ち、スポット溶接を行うと、酸化防止剤の皮膜の接触抵抗が大きいため、通電時に電極自体が溶解し皮膜と結合してしまう現象がおこるからである。
【0011】
一方、アーク溶接を行う場合は、酸化防止剤の皮膜には導電性がないため、アークが発生しにくく、発生してもビード形状が不安定になりがちである。特に溶接のスタート時が最もビード形状が不安定になりやすい。これは、溶接が一定量進んだ後は、アーク熱により溶接部の皮膜が破壊されることから、比較的アークが安定するが、溶接のスタート時では、皮膜が完全な状態で残っているためにアークの発生が妨げとなるためである。
【0012】
ホットプレス材をブローホールの生成なしに接合する方法として、特許文献1または特許文献2には、接合する亜鉛めっき鋼板または表面処理鋼板に隙間を設け、めっき層または表面処理皮膜が気化しても、発生したガスが隙間を通過するようにして、ブローホールの生成を防止する技術が開示されている。
【0013】
しかし、隙間が大きすぎると逆に接合しにくくなるため、安定した最適な間隔の隙間を設ける必要があり、設定には手間を要するという問題がある。
【特許文献1】特開2003−290955号公報
【特許文献2】特開2001−162388号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明は、高い生産性で、溶接欠陥がなく、安定して高い継手強度が得られるホットプレス鋼板のアーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0015】
発明者等は、上述した課題を鋭意検討し、発明を完成させたもので、その要旨は以下の通りである。
【0016】
本発明は、有機または無機の炭化物あるいは酸化物あるいはケイ化物の何れか一種または二種以上を含む酸化防止剤を、少なくとも片面に塗布した焼入用鋼板同士を、または、前記酸化防止剤を少なくとも片面に塗布した焼入用鋼板と被覆層を有しない金属板とを重ね隅肉接合する際に、溶接開始から3秒以上、下記式(1)および式(2)の両方を満足するように接合することを特徴とする鋼板のアーク溶接方法である。
【0017】
【数1】
【0018】
【数2】
【発明の効果】
【0019】
本発明により、ホットプレス材をアーク溶接により接合することができ、また溶接欠陥もない安定して高い継手強度が得られる。
【発明を実施するための最良の形態】
【0020】
通常の酸化防止材を塗布し、ホットプレスした鋼板をアーク溶接した場合、酸化防止剤からなる皮膜が導電性を有しないためアークが発生しないか、もしくは、アークは発生し接合するものの、アーク切れを生じる等ビード形状が安定せず、ビード品質が劣る。
【0021】
溶接が一定量進んだ後は、アーク熱により溶接部の皮膜が破壊されるため、比較的アークが安定するが、溶接スタート時には、皮膜が完全な状態で残っているためにアークの発生の妨げとなり、ビード形状が不安定になりやすい。
【0022】
そこで、アーク溶接のスタート時に接合部の皮膜の一部を破壊し、通電しやすい条件で溶接を行うことで、ビード形状を安定させることを試みた。
【0023】
アーク溶接において、スタート時に接合部の皮膜の一部を破壊し、通電しやすくし、接合する板の接合部に最低限の熱量を与えると、接合部の溶接進行側の皮膜が破壊されるため、その後入熱を落としてもアークが安定する。
【0024】
しかし、溶接スタートの際の条件設定において、溶接速度が速すぎると、スタート時に接合部の皮膜の一部を破壊しきれず、アークの通電がしにくくなり、ビードに欠陥が生じる。また、溶接スタートの際に、入熱不足となった場合も、接合部の皮膜の一部を破壊しきれず、アークの通電が不十分となり、ビードに欠陥が生じる。
【0025】
一方、入熱が大きすぎても、板の熱変形が大きくなるか、接合部の熱影響部が大きくなるため適当でない。さらに適正な電流値、溶接速度で溶接をスタートしても、スタートから3秒未満で条件変更する場合、適正範囲の条件よりも低入熱、もしくは高速の条件で溶接を続けると、接合部の溶接進行側が十分に加熱されず、接合部の皮膜の一部を破壊しきれなくなり、アーク切れが生じる。
【0026】
従って、酸化防止剤を塗布していても接合が可能なだけの熱量を加え、且つ接合部付近の酸化防止剤を広範囲で気化させるような過度の熱量を加えないように、溶接条件を最適化することが必要である。
【0027】
よって、アーク溶接における電流値、溶接速度、酸化防止剤の被膜厚、板厚を変化させて、適正条件を検討した結果、平均電流値をA(W)、平均溶接速度をB(m/min)、下板表面の熱処理後の酸化防止剤の厚さをC(μm)としたときに、下記式(1)と式(2)の両方を満足させるように電流値、溶接速度を調整した場合に、良好なビード形状を持つ継手を得られることを明らかにした。
【0028】
【数1】
【0029】
【数2】
【0030】
平均溶接速度(B)は0.6m/min超えとなると、溶接速度が速すぎてスタート時に接合部の皮膜の一部を破壊しきれず、アークの通電が不十分となり、アーク切れが生じる。一方、平均溶接速度(B)が0.2m/min未満では、入熱が過大となるのを防ぐため、電流値を低く設定しなければならず、接合部の皮膜を破壊するだけの電流がかからないため、アーク切れが発生するか、アーク自体が生じないこととなる。従って、平均溶接速度(B)は、0.2m/min以上、0.6m/min以下とする。
【0031】
そして、平均溶接速度(B)が0.2m/min以上、0.6m/min以下であっても、平均電流との関係で、A/Bが5C(酸化防止剤の厚さ)未満では、入熱不足となり、接合部の皮膜の一部を破壊しきれず、アークの通電が不十分となり、アーク切れが生じる。
一方、30C超えでは、入熱が大きすぎ、板の熱変形が大きくなるか、接合部の熱影響部が大きくなるため適当でない。従って、A/Bは5C以上、30C以下とした。
【0032】
また、式(1)および式(2)を満足する条件で、溶接を開始しても、溶接開始後3秒未満で式(1)および式(2)を満足する条件よりも低入熱、もしくは高速で溶接を続けた場合は、接合部付近が十分加熱されていないため接合部の進行方向の皮膜の破壊が十分でなく、アークの通電が不十分となりアーク切れが生じる。従って、溶接開始から3秒間は式(1)および式(2)を満たす必要がある。
【0033】
本発明で対象とするホットプレス材は、鋼板上の少なくとも接合する面に、有機、無機、あるいは有機・無機複合型の酸化防止剤を塗布した鋼板である。接合の相手となる金属板は、酸化防止剤を塗布したものでもよいし、酸化防止剤を塗布していないものであってもよい。また片方のみ酸化防止剤を塗布したものの場合、これが上板であっても、下板であってもよい。
【0034】
接合の相手の金属板としては、たとえば、熱延鋼板、冷延鋼板や、鉛めっき鋼板、合金化溶融亜鉛めっき鋼板、亜鉛合金めっき鋼板、アルミめっき鋼板、クロムめっき鋼板、ニッケルめっき鋼板、銅めっき鋼板などのめっき鋼板、およびステンレス鋼板、アルミ板、銅板、アルミ合金板などが挙げられる。
【0035】
酸化防止剤の主な組成としては、例えば、Cr3C2、CrSi2、TiC、Cr、Ti、Al2O3、SiO2、Na2SiO3、TiO2、Cr2O3、B4C、MoSi2などの炭化物、酸化物、ケイ化物が挙げられる。また、Mg、Al、Ti、Cr、Mn、Fe、Co、Cu、Zn、Zr、Nb、Mo等の化合物が含まれてもよい。
【0036】
また、アーク溶接におけるシールドガスはCO2ガス、Arガス、N2ガス、Heガス単体もしくは、これらの混合ガスをもちいてもよい。
【実施例1】
【0037】
ホットプレス処理を行う鋼板として、すべて幅200mm、長さ200mmのサイズで、厚さ0.8mm、引張強度TSが627MPa、降伏強度YSが514MPaの0.2%Cの冷延鋼板、厚さ1.2mm、引張強度TSが632MPa、降伏強度YSが518MPaの0.2%Cの冷延鋼板、および厚さ2.0mm、引張強度TSが633MPa、降伏強度YSが526MPaの0.2%Cの冷延鋼板を用いた。
【0038】
また、水分を除く組成が質量%で,Al2O3が40%、SiO2が40%およびNa2SiO3が20%である酸化防止剤を用いた。
【0039】
模擬ホットプレス装置は、図1に示すように200mm径の鉄製パイプ1を長さ70mmに切断し、両端開放部に幅250mm、長さ250mm、厚さ10mmの冷却用銅板2を接合し、模擬金型とした。銅板の表面が試料4に接する構造になる。
【0040】
鋼板に酸洗処理を行い、酸化防止剤を鋼板の表裏面に5〜22μmの厚さとなるように均一に塗布した後、950℃の大気雰囲気で加熱し、2〜20分の均熱の後、直ちに水冷された模擬金型で両面を上下に挟み冷却を行い、模擬ホットプレス材(成形なしの焼入材)を作製した。
【0041】
この模擬ホットプレス材を用い、図2に示す重ね隅肉継手のMIG溶接を行った。
表1の条件による、2枚の模擬ホットプレス材の重ね隅肉接合、もしくは焼入なしの鋼板と模擬ホットプレス材の重ね隅肉接合を行って継手試料No.1〜20を作製した。
【0042】
このとき溶接電流、溶接速度、電圧、酸化防止剤の厚さを変化させた。シールドガスは、CO2ガスを流量15l/minにして用い、溶接ワイヤとしてKC60、1.2φを用いた。
【0043】
溶接は、溶接スタート当初は表1に示す条件で行ったが、その後は全て、平均電流130A、平均溶接速度0.9m/min、電圧17Vで行った。接合部の品質は、ビード長さ200mmに対して、外観上アーク切れの欠陥が生じたかを評価した。結果を表1に示す。
【0044】
【表1】
【0045】
継手試料No.1では、平均電流をA(A)、平均溶接速度をB(m/min)、熱処理後の接合する下板の接合界面における酸化防止剤の厚さをC(μm)とした場合、B<0.2m/minであるため、入熱が過大となることを防ぐために、電流値を低く設定しなければならず、接合部の皮膜を破壊するだけの電流がかからないため、アーク切れが発生した。
【0046】
継手試料No.2では、B>0.6m/minであるため、溶接速度が速すぎ、溶接開始時に接合部の皮膜の一部を破壊しきれず、アークの通電が不十分となりアーク切れが生じた。
【0047】
継手試料No.3では、5C>A/Bであるため、入熱不足となり、接合部の皮膜の一部を破壊しきれず、アークの通電が不十分となりアーク切れが生じた。
【0048】
継手試料No.4では、A/B>30Cであるため、入熱が大きすぎ、板の熱変形が大きくなった。
【0049】
継手試料No.5、6では、溶接開始から下記に示す式(1)および式(2)の両方を満足する条件での溶接が3秒未満であったため、接合部の進行方向の皮膜を破壊しきれず、アークの通電が不十分となり、アーク切れが生じた。
【0050】
一方、本発明の条件により作成された継手試料No.7〜20では、溶接開始から3秒以上下記式(1)および式(2)を満足する条件で溶接を行ったので、ビード欠陥のない良好なビードが得られた。
【0051】
【数1】
【0052】
【数2】
【産業上の利用可能性】
【0053】
本発明により、ホットプレス材をアーク溶接により接合することができ、また溶接欠陥もない安定して高い継手強度が得られる。
【図面の簡単な説明】
【0054】
【図1】模擬ホットプレス装置の模式図である。
【図2】重ね隅肉継手のMIG溶接を示す図である。
【符号の説明】
【0055】
1 鉄製パイプ
2 冷却用胴板
3 冷却水を通すパイプ
4 試料
5 試料(上板)
6 試料(下板)
7 溶接部
【特許請求の範囲】
【請求項1】
有機または無機の炭化物あるいは酸化物あるいはケイ化物の何れか一種または二種以上を含む酸化防止剤を、少なくとも片面に塗布した焼入用鋼板同士を、または、前記酸化防止剤を少なくとも片面に塗布した焼入用鋼板と被覆層を有しない金属板とを重ね隅肉接合する際に、溶接開始から3秒以上、下記式(1)および式(2)の両方を満足するように接合することを特徴とする鋼板のアーク溶接方法。
【数1】
【数2】
【請求項1】
有機または無機の炭化物あるいは酸化物あるいはケイ化物の何れか一種または二種以上を含む酸化防止剤を、少なくとも片面に塗布した焼入用鋼板同士を、または、前記酸化防止剤を少なくとも片面に塗布した焼入用鋼板と被覆層を有しない金属板とを重ね隅肉接合する際に、溶接開始から3秒以上、下記式(1)および式(2)の両方を満足するように接合することを特徴とする鋼板のアーク溶接方法。
【数1】
【数2】
【図1】

【図2】
【図2】
【公開番号】特開2010−110787(P2010−110787A)
【公開日】平成22年5月20日(2010.5.20)
【国際特許分類】
【出願番号】特願2008−285018(P2008−285018)
【出願日】平成20年11月6日(2008.11.6)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成22年5月20日(2010.5.20)
【国際特許分類】
【出願日】平成20年11月6日(2008.11.6)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]