
重合される複合材料から成る機体胴部の周囲に真空バッグを用いる方法
真空バッグは、縦軸(x)回りの回転体形状を有する心棒(10)外面に積層により形成され、重合される複合材料から成る機体胴部(11)の周囲に用いられる。機体胴部(11)の縦方向長さに対応する横幅を持つシート(30)形状のバッグ材料が、心棒に沿って供給される。シートの第1横方向端部(30a)が胴部(11)又は心棒(10)の外面に固着又は封着される。その後、心棒が軸(x)の回りに回転され、胴部(11)の回りにシート(30)を巻き付ける。心棒(10)が回転している間、シート(30)の対向する軸方向端部(30d)が心棒(10)に封着される。最後に、シートの第2横方向端部(30b)が胴部(11)又は心棒の外面に封着される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、機体胴部のような、複合材料から成り軸回りの回転面を持つ大構造体に対する硬化用真空バッグの使用及び封着に関する。
【背景技術】
【0002】
現在、積層複合材料から成る大径の機体部分を製造するためには、樹脂で予備含浸した繊維細片、例えばエポキシ樹脂付き炭素繊維及びビスマレイミド樹脂付き黒鉛が用いられる。複合細片は、特殊機械の1以上の供給ヘッドにより、所定軸回りの回転体の形態を有する心棒の外面に自動的に配置される。機械のヘッドと心棒は互いに相対的に移動し、ヘッドが心棒の軸に対して相対的に平行・回転運動して心棒に細片を貼付けるようにする。このようにして、複合積層体から成る機体部の外板が心棒外面上に形成される。そして、組立体全体が真空バッグで囲まれ、圧力釜内で一つの重合サイクルに置かれる。
【0003】
真空バッグの付着は、バッグ材料が本質的に弱く、大型物体を覆うよう非常に大きいことにより使用期間とその前の移動・処理期間の双方で損傷を受ける危険性が相当あるため、生産工程において重要な段階となっている。機体部の重合に使用される標準的な真空バッグは、他の上に連続して配置される独立した3枚のシートから成る。第1シートは、剥離フィルムから成り、重合される複合材料と接して配置される。第2の多孔性の所謂通気用シートは、フイルムと、通常はナイロン製である第3の不浸透性シートとの間に配置される。
【0004】
重合される機体部に真空バッグを使用するために、従来このような方法が用いられたため、バッグ材料の取り扱いに関して大きな物流上の問題が生じるか、又はバッグの正確な位置決めが不可能であった。幾つかの事例では2つの橋形クレーンを使用して心棒上にバッグを上方から降下する。他の事例では籠昇降機で移動する操作者が手動でバッグ材料を心棒上に引き延ばす。しばしば、真空バッグの2つの端部が操作者により手動で合わされるが、この操作者は心棒の下の地面に平らに横たわらねばならない。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の全体的な目的の一つは、重合される機体部への真空バッグの使用を最適化することであり、特にこの工程を迅速化して、信頼性を向上し、産業上の競争力を持たせることである。本発明の他の具体的目的は、次のとおりである。
・ 真空封着を確実にするため、真空バッグ材料がその取扱中に傷つかないようにすること。
・ 圧力釜加圧中のバッグ破損を防止する(例えば、所謂「架橋」を避ける)ため、真空バッグの正確な位置決めを容易化すること。
・ 器械上のバッグ封着経路に操作者が人間工学的で安全な方法で到達できるようにすること。
【0006】
本発明の更なる目的は、上記目的を容易に達成できるような真空バッグ材料を提供することである。
【課題を解決するための手段】
【0007】
これらの、また他の目的と効果は、以下で更に明確となるが、本発明の請求項1に規定された方法で達成される。本発明の好適な実施形態は、従属請求項で規定されている。
【0008】
概略を述べると、本発明では、心棒の回転軸回りの回転自体は心棒上に配置され真空バッグで覆われ重合される機体胴部の回転軸と軸が実質的に一致し、容器からバッグ材料が自動的に引き出され、胴部表面の回りに徐々に巻き付けられてゆく。真空バッグは、本体の回りに徐々に当てられ、封着される。
【0009】
ここで、好適ではあるが非限定的な本発明の実施形態について説明する。以下のような添付図面を参照する。
【図面の簡単な説明】
【0010】
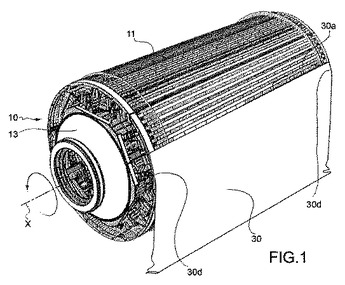
【図1】心棒の斜視図であり、その外面に重合される複合積層材料から成る機体胴部が形成される。
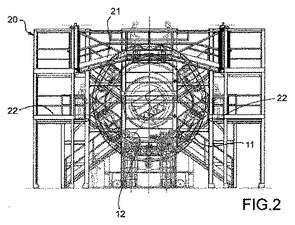
【図2】図1の心棒及び本発明を実施する構造体の前面図である。
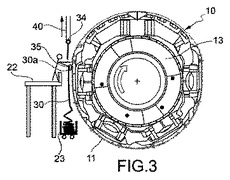
【図3】図2に類似した概略前面図であり、バッグ材料を機体胴部に使用する足場を示している。
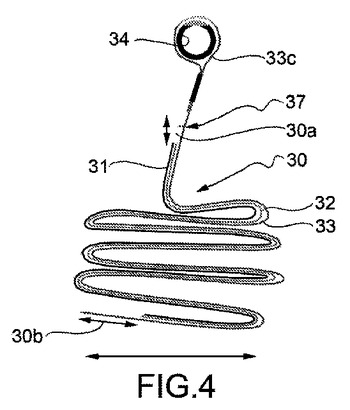
【図4】本発明によるバッグ材料の概略を示す。
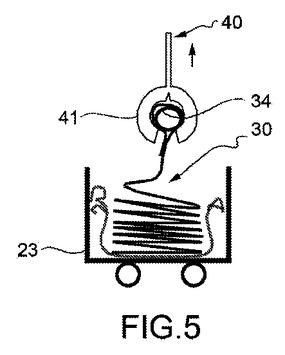
【図5】台車からのバッグ材料除去の概略図である。
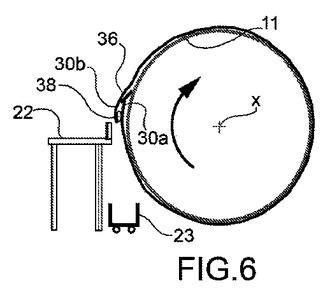
【図6】円筒状機体胴部へのバッグ材料の使用を示す概略図である。
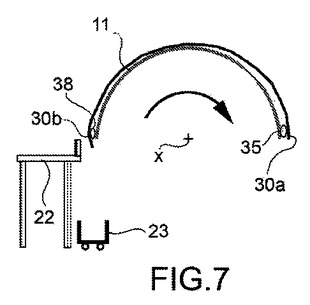
【図7】半円筒状機体胴部へのバッグ材料の使用を示す概略図である。
【発明を実施するための形態】
【0011】
以下の説明は全体が円筒形状又は半円筒形状の機体部又は胴部の生産のみについて行うが、本発明が、一般に、複合材料から成り必要に応じて円筒状又は先細状若しくは円錐状の回転面を有する大型構造体への真空バッグの適用に使用され得ることは明らかである。
【0012】
まず図1を参照すると、10は心棒を示しており、その外面は実質的に縦方向中心軸x回りの回転体の形状を有する。図示の例では、心棒の外面は、航空機の中央部又は機体部の生産用に円筒状となっている。心棒10は、軸x回りに回転可能なよう円錐状支持具13によって両端部で支持されている。本説明及び特許請求の範囲の全てにおいて、「縦方向」及び「軸方向」のような位置及び方向を示す術語及び表現は、心棒の中心回転軸xに関するものとして理解すべきである。
【0013】
樹脂で予備含浸された繊維細片は、未重合複合積層体から成る機体胴部又は機体部の外板が得られるまで、特殊な機械(不図示)の供給ヘッドにより心棒外面に自動的に堆積される。積層胴部形成の詳細は、それ自体が本発明の理解に関係するものではないので、以下には記載しない。細片の堆積が軸x回りの心棒回転と共に細片供給ヘッドの心棒回転に同期した軸方向変位により行われることを述べれば十分である。心棒は、心棒の両端に位置する2つの原動機12(その1つが図2に示されている。)により両回転方向に回転される。
【0014】
図2では、20は、全体として、心棒周囲に配置された足場に似た静止支持構造体を表している。構造体20により操作者を種々の高さに支持し、心棒に置かれた積層胴部周囲の真空バッグを封着する種々の動作を遂行することができる。構造体20には、心棒の各軸方向端部に沿って、それぞれ心棒頂部と同じ高さの台21があり、また構造体20には、2つの対向する縦方向側部の少なくとも一つに沿って、ここでは赤道儀として規定される中間高さの縦方向台22がある。図2の例では、2つの平行で対向する縦方向台が構造体20にあり、心棒の対向する縦方向側部に沿って延びている。
【0015】
台車23が心棒に沿って配置され、該台車は縦方向に延び、心棒の縦軸に平行に向いている。台車の内部には、バッグ材料30が、折目をつけて折り畳まれているか、又は巻き上げられて配置されている。真空バッグ形成用に設計された材料は、組み立て済キットの形態で提供され、以下で更に説明するが、単一ステップでの利用に適した単一多層シートを含む。シート30は、接着剤又は両面接着剤により結合されて重ねられた3層から成る。3層は、相互の上に連続して従来法で貼付けられた複数の層にそれぞれ対応し、重合される複合材料との接触に適した剥離フィルム又は取り外しフイルムの最内層31、多孔性で換気用又は通気用の中間層32、及びナイロンの最外層33を含む。シートの幅又は横方向の大きさは、機体胴部及び関連する心棒の縦方向の大きさ又は長さに対応する。
【0016】
そして、多層バッグシートは、台車から取り出され、縦方向に配置されて垂直に上昇できる吊りひも又は他の把持装置の一部を形成する把持具により拡げられる。図4及び5に示された実施形態では、バッグシートは、端部に沿って、一連の把持具41により安定的に把持される筒34に固定され、把持具は、筒34に沿って縦方向に間隔を空け、心棒に沿って上昇する。吊りひも40の上昇動作は、心棒の回転運動とは独立している。
【0017】
関連する回転原動機12を持つ心棒10及び重合される複合胴部11は、構造体20に沿って配置されるか、又はその内部に導入される。ここで、吊りひも40は、シート30の第1端部30aが赤道儀台と同じ高さとなるまで多層シート30を持ち上げる。そこで操作者は、図3の例のようにシート幅全体に封着用マスチック樹脂の水平細片を貼付け、心棒に端部30aを取り付ける。そして、シートは封着線の上方で横方向に切断される。その後回転原動機12が作動されて、心棒を縦軸の回りにゆっくりと回転させる。心棒の回転によりシート30は容器23から取り出され、胴部11の表面に徐々に巻き付けられる。回転の間、上部台21上又は縦方向台22の一方若しくは双方の対向端部にいる操作者は、心棒上にある多層シートの対向軸方向端縁30dの封着を徐々に行う。心棒のゆっくりとした連続回転の持続は、バッグ下領域の全範囲に対して実行され、その結果閉鎖外側回転面(図6)に対する360度の回転となるか、又は開放面(図7)に対する360度未満の回転となるまでである。最後に、多層シートの第2端部30bが封着用マスチック樹脂の横方向細片の使用により封着される。マスチック樹脂38は、胴部の幾何学的形状に応じ、既に堆積された前記シートの外面上で第1端部30aを覆うように(図6)使用されるか、又は心棒の外面上に(図7)使用される。
【0018】
図4に戻ると、本発明の好適な実施形態では、多層シートにおける少なくとも1つの閉鎖端部30bは単一ナイロン層33を含んでおり、図6及び7に示されているように、封着材がこの更に不浸透性の層に作用し、より気密の封着が行われるようにする。図6は、円筒胴から成る閉鎖機体部分の回りへの多層真空バッグの適用を示している。ここで、複合材料に対して行われる第1端部30aの封着は単に接着テープ36を離れた複数の箇所に使用することによって行ってもよく、その後マスチック樹脂38の横方向細片により第2端部30bの最終封着を行い、その結果2つの不浸透層(ナイロン上にナイロン)間の封着を達成する。図7に示されたような半円柱形状を有する開放機体部分の回りに真空バッグを当てるためには、その代わりに、最初に心棒に当てられる端部に対しても短い露出したナイロンを用いることが好ましい。このため、シートは、把持筒34周囲で閉じたナイロン単体スリーブ33cの直ぐ下流側で、図4の矢印37で示されている線に沿って横方向に切断され、吊りひもにより持ち上げられるシートの端部を把持筒に固定する。
【0019】
明らかなように、機体胴部周囲へのバッグ材料の巻き付けは、上側に複数層の胴部が形成された心棒の回転運動により、簡単で、均一で、信頼性のある態様で行われる。心棒回転の間、操作者は、シートの対向軸方向端部において縁部30dを注意深く封着する。この回転運動の間、操作者は、バッグ材料の堆積が正しく行われているか検査し、手動で介入し、厄介な又は危険な位置を取ることなくバッグを胴部にうまく貼付けられる。試験を通じて実証されたことは、本発明の方法によれば、真空バッグの利用及び封着の全時間を従来技術に比して半減できることである。
【0020】
当然のことながら、本発明は、ここに記載し図示した実施形態に限定されるものではなく、この実施形態は、本発明の実施における例示とみるべきであり、その代わりに、形状、大きさ、構造的細部又は機能的細部に関して改変することができるものである。本発明は、一般に、軸回りの回転体(円筒、円錐部分、放物体、楕円体等)に類似した外面を有する任意の複合部品に用いることができる。最後に、明らかなことであるが、本発明は、上記のものとは異なる、例えばタンク、サイロ、ロケット、ミサイル等の製品の製造にも適用することができる。
【技術分野】
【0001】
本発明は、機体胴部のような、複合材料から成り軸回りの回転面を持つ大構造体に対する硬化用真空バッグの使用及び封着に関する。
【背景技術】
【0002】
現在、積層複合材料から成る大径の機体部分を製造するためには、樹脂で予備含浸した繊維細片、例えばエポキシ樹脂付き炭素繊維及びビスマレイミド樹脂付き黒鉛が用いられる。複合細片は、特殊機械の1以上の供給ヘッドにより、所定軸回りの回転体の形態を有する心棒の外面に自動的に配置される。機械のヘッドと心棒は互いに相対的に移動し、ヘッドが心棒の軸に対して相対的に平行・回転運動して心棒に細片を貼付けるようにする。このようにして、複合積層体から成る機体部の外板が心棒外面上に形成される。そして、組立体全体が真空バッグで囲まれ、圧力釜内で一つの重合サイクルに置かれる。
【0003】
真空バッグの付着は、バッグ材料が本質的に弱く、大型物体を覆うよう非常に大きいことにより使用期間とその前の移動・処理期間の双方で損傷を受ける危険性が相当あるため、生産工程において重要な段階となっている。機体部の重合に使用される標準的な真空バッグは、他の上に連続して配置される独立した3枚のシートから成る。第1シートは、剥離フィルムから成り、重合される複合材料と接して配置される。第2の多孔性の所謂通気用シートは、フイルムと、通常はナイロン製である第3の不浸透性シートとの間に配置される。
【0004】
重合される機体部に真空バッグを使用するために、従来このような方法が用いられたため、バッグ材料の取り扱いに関して大きな物流上の問題が生じるか、又はバッグの正確な位置決めが不可能であった。幾つかの事例では2つの橋形クレーンを使用して心棒上にバッグを上方から降下する。他の事例では籠昇降機で移動する操作者が手動でバッグ材料を心棒上に引き延ばす。しばしば、真空バッグの2つの端部が操作者により手動で合わされるが、この操作者は心棒の下の地面に平らに横たわらねばならない。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の全体的な目的の一つは、重合される機体部への真空バッグの使用を最適化することであり、特にこの工程を迅速化して、信頼性を向上し、産業上の競争力を持たせることである。本発明の他の具体的目的は、次のとおりである。
・ 真空封着を確実にするため、真空バッグ材料がその取扱中に傷つかないようにすること。
・ 圧力釜加圧中のバッグ破損を防止する(例えば、所謂「架橋」を避ける)ため、真空バッグの正確な位置決めを容易化すること。
・ 器械上のバッグ封着経路に操作者が人間工学的で安全な方法で到達できるようにすること。
【0006】
本発明の更なる目的は、上記目的を容易に達成できるような真空バッグ材料を提供することである。
【課題を解決するための手段】
【0007】
これらの、また他の目的と効果は、以下で更に明確となるが、本発明の請求項1に規定された方法で達成される。本発明の好適な実施形態は、従属請求項で規定されている。
【0008】
概略を述べると、本発明では、心棒の回転軸回りの回転自体は心棒上に配置され真空バッグで覆われ重合される機体胴部の回転軸と軸が実質的に一致し、容器からバッグ材料が自動的に引き出され、胴部表面の回りに徐々に巻き付けられてゆく。真空バッグは、本体の回りに徐々に当てられ、封着される。
【0009】
ここで、好適ではあるが非限定的な本発明の実施形態について説明する。以下のような添付図面を参照する。
【図面の簡単な説明】
【0010】
【図1】心棒の斜視図であり、その外面に重合される複合積層材料から成る機体胴部が形成される。
【図2】図1の心棒及び本発明を実施する構造体の前面図である。
【図3】図2に類似した概略前面図であり、バッグ材料を機体胴部に使用する足場を示している。
【図4】本発明によるバッグ材料の概略を示す。
【図5】台車からのバッグ材料除去の概略図である。
【図6】円筒状機体胴部へのバッグ材料の使用を示す概略図である。
【図7】半円筒状機体胴部へのバッグ材料の使用を示す概略図である。
【発明を実施するための形態】
【0011】
以下の説明は全体が円筒形状又は半円筒形状の機体部又は胴部の生産のみについて行うが、本発明が、一般に、複合材料から成り必要に応じて円筒状又は先細状若しくは円錐状の回転面を有する大型構造体への真空バッグの適用に使用され得ることは明らかである。
【0012】
まず図1を参照すると、10は心棒を示しており、その外面は実質的に縦方向中心軸x回りの回転体の形状を有する。図示の例では、心棒の外面は、航空機の中央部又は機体部の生産用に円筒状となっている。心棒10は、軸x回りに回転可能なよう円錐状支持具13によって両端部で支持されている。本説明及び特許請求の範囲の全てにおいて、「縦方向」及び「軸方向」のような位置及び方向を示す術語及び表現は、心棒の中心回転軸xに関するものとして理解すべきである。
【0013】
樹脂で予備含浸された繊維細片は、未重合複合積層体から成る機体胴部又は機体部の外板が得られるまで、特殊な機械(不図示)の供給ヘッドにより心棒外面に自動的に堆積される。積層胴部形成の詳細は、それ自体が本発明の理解に関係するものではないので、以下には記載しない。細片の堆積が軸x回りの心棒回転と共に細片供給ヘッドの心棒回転に同期した軸方向変位により行われることを述べれば十分である。心棒は、心棒の両端に位置する2つの原動機12(その1つが図2に示されている。)により両回転方向に回転される。
【0014】
図2では、20は、全体として、心棒周囲に配置された足場に似た静止支持構造体を表している。構造体20により操作者を種々の高さに支持し、心棒に置かれた積層胴部周囲の真空バッグを封着する種々の動作を遂行することができる。構造体20には、心棒の各軸方向端部に沿って、それぞれ心棒頂部と同じ高さの台21があり、また構造体20には、2つの対向する縦方向側部の少なくとも一つに沿って、ここでは赤道儀として規定される中間高さの縦方向台22がある。図2の例では、2つの平行で対向する縦方向台が構造体20にあり、心棒の対向する縦方向側部に沿って延びている。
【0015】
台車23が心棒に沿って配置され、該台車は縦方向に延び、心棒の縦軸に平行に向いている。台車の内部には、バッグ材料30が、折目をつけて折り畳まれているか、又は巻き上げられて配置されている。真空バッグ形成用に設計された材料は、組み立て済キットの形態で提供され、以下で更に説明するが、単一ステップでの利用に適した単一多層シートを含む。シート30は、接着剤又は両面接着剤により結合されて重ねられた3層から成る。3層は、相互の上に連続して従来法で貼付けられた複数の層にそれぞれ対応し、重合される複合材料との接触に適した剥離フィルム又は取り外しフイルムの最内層31、多孔性で換気用又は通気用の中間層32、及びナイロンの最外層33を含む。シートの幅又は横方向の大きさは、機体胴部及び関連する心棒の縦方向の大きさ又は長さに対応する。
【0016】
そして、多層バッグシートは、台車から取り出され、縦方向に配置されて垂直に上昇できる吊りひも又は他の把持装置の一部を形成する把持具により拡げられる。図4及び5に示された実施形態では、バッグシートは、端部に沿って、一連の把持具41により安定的に把持される筒34に固定され、把持具は、筒34に沿って縦方向に間隔を空け、心棒に沿って上昇する。吊りひも40の上昇動作は、心棒の回転運動とは独立している。
【0017】
関連する回転原動機12を持つ心棒10及び重合される複合胴部11は、構造体20に沿って配置されるか、又はその内部に導入される。ここで、吊りひも40は、シート30の第1端部30aが赤道儀台と同じ高さとなるまで多層シート30を持ち上げる。そこで操作者は、図3の例のようにシート幅全体に封着用マスチック樹脂の水平細片を貼付け、心棒に端部30aを取り付ける。そして、シートは封着線の上方で横方向に切断される。その後回転原動機12が作動されて、心棒を縦軸の回りにゆっくりと回転させる。心棒の回転によりシート30は容器23から取り出され、胴部11の表面に徐々に巻き付けられる。回転の間、上部台21上又は縦方向台22の一方若しくは双方の対向端部にいる操作者は、心棒上にある多層シートの対向軸方向端縁30dの封着を徐々に行う。心棒のゆっくりとした連続回転の持続は、バッグ下領域の全範囲に対して実行され、その結果閉鎖外側回転面(図6)に対する360度の回転となるか、又は開放面(図7)に対する360度未満の回転となるまでである。最後に、多層シートの第2端部30bが封着用マスチック樹脂の横方向細片の使用により封着される。マスチック樹脂38は、胴部の幾何学的形状に応じ、既に堆積された前記シートの外面上で第1端部30aを覆うように(図6)使用されるか、又は心棒の外面上に(図7)使用される。
【0018】
図4に戻ると、本発明の好適な実施形態では、多層シートにおける少なくとも1つの閉鎖端部30bは単一ナイロン層33を含んでおり、図6及び7に示されているように、封着材がこの更に不浸透性の層に作用し、より気密の封着が行われるようにする。図6は、円筒胴から成る閉鎖機体部分の回りへの多層真空バッグの適用を示している。ここで、複合材料に対して行われる第1端部30aの封着は単に接着テープ36を離れた複数の箇所に使用することによって行ってもよく、その後マスチック樹脂38の横方向細片により第2端部30bの最終封着を行い、その結果2つの不浸透層(ナイロン上にナイロン)間の封着を達成する。図7に示されたような半円柱形状を有する開放機体部分の回りに真空バッグを当てるためには、その代わりに、最初に心棒に当てられる端部に対しても短い露出したナイロンを用いることが好ましい。このため、シートは、把持筒34周囲で閉じたナイロン単体スリーブ33cの直ぐ下流側で、図4の矢印37で示されている線に沿って横方向に切断され、吊りひもにより持ち上げられるシートの端部を把持筒に固定する。
【0019】
明らかなように、機体胴部周囲へのバッグ材料の巻き付けは、上側に複数層の胴部が形成された心棒の回転運動により、簡単で、均一で、信頼性のある態様で行われる。心棒回転の間、操作者は、シートの対向軸方向端部において縁部30dを注意深く封着する。この回転運動の間、操作者は、バッグ材料の堆積が正しく行われているか検査し、手動で介入し、厄介な又は危険な位置を取ることなくバッグを胴部にうまく貼付けられる。試験を通じて実証されたことは、本発明の方法によれば、真空バッグの利用及び封着の全時間を従来技術に比して半減できることである。
【0020】
当然のことながら、本発明は、ここに記載し図示した実施形態に限定されるものではなく、この実施形態は、本発明の実施における例示とみるべきであり、その代わりに、形状、大きさ、構造的細部又は機能的細部に関して改変することができるものである。本発明は、一般に、軸回りの回転体(円筒、円錐部分、放物体、楕円体等)に類似した外面を有する任意の複合部品に用いることができる。最後に、明らかなことであるが、本発明は、上記のものとは異なる、例えばタンク、サイロ、ロケット、ミサイル等の製品の製造にも適用することができる。
【特許請求の範囲】
【請求項1】
縦軸(x)回りの回転体の形状を持つ心棒(10)外面の少なくとも一部の上に積層して形成される機体胴部(11)のような、重合される複合材料から成る本体の周囲に真空バッグを用いる方法であって、
(a)前記心棒表面に沿って、胴部(11)の縦方向長さに対応する横幅を持つシート(30)の形態でバッグ材料を供給すること、
(b)シートの第1横方向端部(30a)を胴部(11)又は心棒(10)の外面に固定又は封着すること、
(c1)前記軸(x)の回りに心棒(10)を回転させ、胴部(11)の周囲にシート(30)を巻き付けること、
(c2)心棒(10)が前記軸(x)の回りに回転する間にシート(30)の対向する軸方向端縁(30d)を心棒(10)に封着すること、及び
(d)シートの第2横方向端部(30b)を胴部(11)又は心棒の前記外面に封着すること
の段階を含むことを特徴とする方法。
【請求項2】
シート(30)が重ねられた3層、すなわち、重合される複合材料と接する剥離用フィルムの最内層(31)、中間の多孔通気層(32)及び不浸透性の外層(33)から成る単一の多層シートであることを特徴とする、請求項1記載の方法。
【請求項3】
3層(31、32、33)が接着剤又は両面接着剤により結合されることを特徴とする、請求項2記載の方法。
【請求項4】
少なくともシート(30)の第2横方向端部(30b)が不浸透性外層(33)のみから成ることを特徴とする、請求項2又は3記載の方法。
【請求項5】
シートの第1横方向端部(30a)も不浸透性外層(33)のみから成ることを特徴とする、請求項4記載の方法。
【請求項6】
前記段階(c1)及び(c2)では、シートが胴部周囲に巻き付けられるように心棒が回転する間に、シートの対向軸方向端縁(30d)が徐々に封着され、かつ、
前記段階(c1)及び(c2)が同時に実行される
ことを特徴とする、請求項1記載の方法。
【請求項7】
段階(a)が、
心棒(10)に隣接して足場に類似した静止支持構造体(20)を備え、構造体(20)が心棒外面に平行でこれに近接し実質的に心棒の縦方向全長に亘って延びる少なくとも1つの縦方向台(22)を有する段階
を含むことを特徴とする、請求項1記載の方法。
【請求項8】
構造体(20)が、心棒の縦方向対向側部に沿い、実質的に心棒の縦方向全長に沿って延びる、2つの対向する平行縦方向台(22)を有することを特徴とする、請求項7記載の方法。
【請求項9】
構造体(20)の少なくとも1つの縦方向台(22)が心棒(10)の高さのほぼ中間の高さに位置し、心棒上にある機体胴部外面の中間区域に操作者の手が届き得るようにすることを特徴とする、請求項7又は8に記載の方法。
【請求項10】
構造体(20)が、心棒(10)の軸方向各端部に沿って、それぞれ心棒頂部と同じ高さの台(21)をも有することを特徴とする、請求項7記載の方法。
【請求項11】
段階(a)が、
心棒(10)に沿って縦方向に延び心棒縦軸に平行な台車(23)を備え、台車が規則正しく折り畳まれた、又は巻き上げられたシート(30)を内蔵する段階
を含むことを特徴とする、請求項1記載の方法。
【請求項12】
段階(b)の前に、
心棒とは独立に動作可能な把持上昇装置(40、41)によりシートの第1端部(30a)を垂直に持ち上げ、該端部を心棒(11)の外面に沿い心棒の回転軸(x)の高さに近い高さに配置する段階
を含むことを特徴とする、請求項1記載の方法。
【請求項13】
段階(c)の前に、
胴部(11)又は心棒(10)の外面にあるシートの第1横方向端部(30a)の封着線又は固着線の上方でシート(30)を横方向に切断する段階
を含むことを特徴とする、請求項1記載の方法。
【請求項14】
段階(c1)及び(c2)の間、心棒外面に複合細片を堆積して胴部(11)を形成する先行段階で前記軸(x)回りに心棒を回転するために用いられた、同じ作動手段(12)により心棒が回転されることを特徴とする、請求項1記載の方法。
【請求項1】
縦軸(x)回りの回転体の形状を持つ心棒(10)外面の少なくとも一部の上に積層して形成される機体胴部(11)のような、重合される複合材料から成る本体の周囲に真空バッグを用いる方法であって、
(a)前記心棒表面に沿って、胴部(11)の縦方向長さに対応する横幅を持つシート(30)の形態でバッグ材料を供給すること、
(b)シートの第1横方向端部(30a)を胴部(11)又は心棒(10)の外面に固定又は封着すること、
(c1)前記軸(x)の回りに心棒(10)を回転させ、胴部(11)の周囲にシート(30)を巻き付けること、
(c2)心棒(10)が前記軸(x)の回りに回転する間にシート(30)の対向する軸方向端縁(30d)を心棒(10)に封着すること、及び
(d)シートの第2横方向端部(30b)を胴部(11)又は心棒の前記外面に封着すること
の段階を含むことを特徴とする方法。
【請求項2】
シート(30)が重ねられた3層、すなわち、重合される複合材料と接する剥離用フィルムの最内層(31)、中間の多孔通気層(32)及び不浸透性の外層(33)から成る単一の多層シートであることを特徴とする、請求項1記載の方法。
【請求項3】
3層(31、32、33)が接着剤又は両面接着剤により結合されることを特徴とする、請求項2記載の方法。
【請求項4】
少なくともシート(30)の第2横方向端部(30b)が不浸透性外層(33)のみから成ることを特徴とする、請求項2又は3記載の方法。
【請求項5】
シートの第1横方向端部(30a)も不浸透性外層(33)のみから成ることを特徴とする、請求項4記載の方法。
【請求項6】
前記段階(c1)及び(c2)では、シートが胴部周囲に巻き付けられるように心棒が回転する間に、シートの対向軸方向端縁(30d)が徐々に封着され、かつ、
前記段階(c1)及び(c2)が同時に実行される
ことを特徴とする、請求項1記載の方法。
【請求項7】
段階(a)が、
心棒(10)に隣接して足場に類似した静止支持構造体(20)を備え、構造体(20)が心棒外面に平行でこれに近接し実質的に心棒の縦方向全長に亘って延びる少なくとも1つの縦方向台(22)を有する段階
を含むことを特徴とする、請求項1記載の方法。
【請求項8】
構造体(20)が、心棒の縦方向対向側部に沿い、実質的に心棒の縦方向全長に沿って延びる、2つの対向する平行縦方向台(22)を有することを特徴とする、請求項7記載の方法。
【請求項9】
構造体(20)の少なくとも1つの縦方向台(22)が心棒(10)の高さのほぼ中間の高さに位置し、心棒上にある機体胴部外面の中間区域に操作者の手が届き得るようにすることを特徴とする、請求項7又は8に記載の方法。
【請求項10】
構造体(20)が、心棒(10)の軸方向各端部に沿って、それぞれ心棒頂部と同じ高さの台(21)をも有することを特徴とする、請求項7記載の方法。
【請求項11】
段階(a)が、
心棒(10)に沿って縦方向に延び心棒縦軸に平行な台車(23)を備え、台車が規則正しく折り畳まれた、又は巻き上げられたシート(30)を内蔵する段階
を含むことを特徴とする、請求項1記載の方法。
【請求項12】
段階(b)の前に、
心棒とは独立に動作可能な把持上昇装置(40、41)によりシートの第1端部(30a)を垂直に持ち上げ、該端部を心棒(11)の外面に沿い心棒の回転軸(x)の高さに近い高さに配置する段階
を含むことを特徴とする、請求項1記載の方法。
【請求項13】
段階(c)の前に、
胴部(11)又は心棒(10)の外面にあるシートの第1横方向端部(30a)の封着線又は固着線の上方でシート(30)を横方向に切断する段階
を含むことを特徴とする、請求項1記載の方法。
【請求項14】
段階(c1)及び(c2)の間、心棒外面に複合細片を堆積して胴部(11)を形成する先行段階で前記軸(x)回りに心棒を回転するために用いられた、同じ作動手段(12)により心棒が回転されることを特徴とする、請求項1記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2011−504425(P2011−504425A)
【公表日】平成23年2月10日(2011.2.10)
【国際特許分類】
【出願番号】特願2010−531614(P2010−531614)
【出願日】平成20年10月24日(2008.10.24)
【国際出願番号】PCT/IB2008/054394
【国際公開番号】WO2009/057023
【国際公開日】平成21年5月7日(2009.5.7)
【出願人】(503056137)アレニア・アエロナウティカ・ソシエタ・ペル・アチオニ (8)
【氏名又は名称原語表記】ALENIA AERONAUTICA S.p.A.
【Fターム(参考)】
【公表日】平成23年2月10日(2011.2.10)
【国際特許分類】
【出願日】平成20年10月24日(2008.10.24)
【国際出願番号】PCT/IB2008/054394
【国際公開番号】WO2009/057023
【国際公開日】平成21年5月7日(2009.5.7)
【出願人】(503056137)アレニア・アエロナウティカ・ソシエタ・ペル・アチオニ (8)
【氏名又は名称原語表記】ALENIA AERONAUTICA S.p.A.
【Fターム(参考)】
[ Back to top ]