
重合体フィルム、重合体フィルムを含む包装用積層物、包装用積層物から形成された包装用容器及び重合体フィルムの製造方法。
重合体担体層(11a、11b)の第1側面上に直接コーティングされたSiOxのガス障壁コーティング(13a)を含む重合体フィルム(1a、1b、1c、1d)。該フィルムはまた前記重合体担体層(11a、11b)の第2の側面上に配置された加熱封じ可能なポリオレフィン層(17a、17b)を含む。本発明はまた、該重合体フィルムを含む包装用積層物(10)に関し、そしてそのような包装用積層物から形成された包装用容器(30)に関する。本発明はさらに、該重合体フィルムの製造方法に関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、重合体担体層の第1側面上に直接コーティングされたSiOxのガス障壁(バリヤー)コーティングを含む重合体フィルムに関する。本発明はまた、該重合体フィルムを含む包装用積層物(ラミネート)に関し、そしてそのような包装用積層物から形成された包装用容器に関する。本発明はさらに、該重合体フィルムの製造のための方法に関する。
【背景技術】
【0002】
テトラブリック(登録商標)(Tetra Brik(登録商標))タイプの板紙包装のための周知の高速度連続包装処理において、包装用積層物のウェブは、内容物で充たされたチューブに連続的に形成され、そして同時加熱密封及び切断操作により枕−形状の包装用容器に密封される。枕形状の包装用容器は、次に通常、折られて、平行六面体包装用容器に形成される。この連続チューブ形成、充てん及び密封包装処理の概念の主な利点は、ウェブがチューブを形成する直前に連続的に殺菌消毒されることができ、したがって、無菌包装処理、即ち、包装用材料自体と同時に充てんされるべき液体内容物において細菌が減少され、この充てんされた製品において微生物の繁殖の危険なしに、周囲の温度でさえ充てんされた包装物を長い間貯蔵することができるように、清浄な環境下に充てんされた包装用容器が生成されることの可能性を提供することができることである。長期間貯蔵のための重要な要素は、勿論、充てんされ且つ密封された包装用容器のガス障壁の性質であり、これはまた、包装用積層物自体のガス障壁の性質により非常に左右される。テトラブリック(登録商標)(Tetra Brik(登録商標))タイプ包装処理の他の重要な利点は、上記したように、費用効率にかなりの影響を有する、連続高速度包装が可能であることである。
【0003】
他のガス障壁材料に比較してSiOxガス障壁層の利点は、第1にそれがプラスの環境的プロフィールを有することであり、第2にそれが周囲の水分又は液体と接触したときに影響されないことである。さらに、それは内容物が包装の中にある間に、その包装用積層物から形成された包装の内容物がマイクロ波加熱に付される(即ち電子レンジ調理に付される)ことを可能にする。それは非常に薄い複数の層で適用されるので、曲げたり、折りたたんだときに、それは比較的に柔軟性がありそしてき裂に対して抵抗性がある。
【0004】
しかしながら、上にSiOxコーテイングが適用される重合体担体層が、例えば破断時の高い伸び又は低い伸び弾性率(ヤングモジュラス)の点からみて、あまりにも弾性的であるならば、SiOxコーティング工程の走行能力(runnability)において問題があるだろう。
【0005】
さらに、包装用積層物及びそれの生産及び包装用容器の生産を最適化するために、費用を下げさせる、包装用積層物の構造を簡略化させる、必要とされる転換工程の数を減少させる、そして或る種の食品成分によるガス障壁の腐食に抵抗性である包装用積層物を提供させる、ことの誘因が存在する。
【発明の開示】
【発明が解決しようとする課題】
【0006】
それ故、本発明の目的は、上記した欠点及び問題を軽減し、しかも上記要件の少なくとも幾つか、好ましくはそれらのすべてを満足させる包装用積層物を提供することである。
【0007】
したがって、本発明の目的は、フィルムが全体的な湿度範囲において高い酸素障壁、そのフィルムに包含される密封用層、高い強度、SiOxコーティングにおける改良された走行能力(runnability)及び低い費用を組み合わせている、包装用積層物/容器のための薄い予め製造された重合体フィルムを提供することである。
【0008】
重合体フィルムを含む包装用積層物は、無菌包装及び長期間貯蔵のために適していなければならなく、そして連続チューブ形成処理による液体食品の連続高速度包装のために適当である十分な折り曲げ堅さを有するべきである。
【0009】
本発明はまた、固体、半固体又は液体食品又は飲料が充てんされそして重合体フィルムを含む包装用積層物から形成された包装用容器に向けられている。
【課題を解決するための手段】
【0010】
これらの及び他の目的は、特許請求の範囲において規定されたような本発明に従う重合体フィルム、包装用積層物、包装用容器及び重合体フィルムの製造方法により達成される。
【0011】
したがって、本発明は、重合体担体層の第1側面上に直接コーティングされたSiOxのガス障壁コーティングを含み、また、前記重合体担体層の第2側面上に配置された加熱封じ可能な(加熱シール可能な)(heat sealable)ポリオレフィン層を含む、予め製造された重合体フィルムを提供する。
【0012】
好ましくは、前記重合体担体層は、ポリアミド、ボリアミド共重合体、ポリエチレンテレフタレート共重合体及びポリエチレンナフタレンからなる群における材料の層であり、そして随意的に前記重合体担体層は、随意的に中間に結合用層を有する同じ重合体材料の4部分までの部分層から構成される。適当には、重合体担体層は、それが単層であるか又は多重層であるかは無関係に、しかしながら多重層の場合には部分層間の随意的な結合用層を包含させずに、1〜20μm、好ましくは1〜10μmの全体的厚さを有する。
【0013】
上にSiOxコーティングが適用される最も好ましい中間フィルム、即ち前記重合体担体層、前記加熱封じ可能なポリオレフィン層、及び随意的な結合用層(1又は複数)を含むフィルムは、配向されたフィルム、なおさらに好ましくは一方向配向された(monooriented)フィルムである。下にさらに記載されるように、これは、その上にSiOxコーティングを適用する前にその厚さを減少させるようにフィルムの(一軸)延伸により達成されることができる。非配向重合体フィルムと比較したときに配向された重合体フィルム、特に一方向配向された重合体フィルムは、破断時の低い伸び、より高い伸び弾性率(ヤングモジュラス)を有する。破断時のより低い伸び及びより高い伸び弾性率(ヤングモジュラス)は、フィルムがより安定な、特により熱安定性であることに起因して、SiOxコーティングにおける改良された走行能力(runnability)を可能にする。
【0014】
本発明の他の面に従えば、重合体フィルムの加熱封じ可能な(加熱シール可能な)(heat sealable)ポリオレフィン層は、ポリエチレン、メタロセンポリエチレン、ポリエチレン共重合体、ポリプロピレン及びポリプロピレン共重合体からなる群における材料の層である。随意的に、前記加熱封じ可能なポリオレフィン層は、同じ基礎ポリオレフィン材料の7部分までの部分層から構成される。ここで、例えばメタロセンポリエチレン、ポリエチレン共重合体、ならびに低密度、線状低密度、中間密度ポリエチレン、高密度ポリエチレン、等、随意的にまた、メタロセン及び/又は共重合体タイプのものを包含するあらゆる等級のポリエチレン材料は、同じ基礎ポリオレフィン材料の材料であると考えられることが理解されるべきである。また、1つ以上の緩衝用層(shock absorbing layers)を、7部分までの部分層の前記構造物内に導入することができ、又はこれらの7部分までの部分層と担体層又は担体層に結合する随意的結合用層との間に配置させることができる。緩衝用層(1又は複数)は高い弾性の性質を有し、好ましくは非常に低い密度のポリエチレン、超低密度ポリエチレン、ポリエチレン共重合体、ポリエチレン三元重合体(ターポリマー)、及びポリオレフィンをベースとするエラストマー及びプラストマーからなる群から選ばれる熱可塑性重合体から構成される。緩衝用層(1又は複数)は、5〜50μm、好ましくは10〜25μmの厚さを有することができる。
【0015】
適当には、フィルムの加熱封じ可能なポリオレフィン層は、単層であるか又は多重層であるかは無関係に、しかしすべての随意的緩衝用層(1又は複数)を除いて、5〜50μm、好ましくは10〜25μmの合計厚さを有する。1つ以上の緩衝用層(1又は複数)が存在する場合において、加熱封じ可能なポリオレフィン層の厚さは、直前に記載された範囲の低い方の領域にあるだろう。
【0016】
最も好ましい最も外側の加熱封じ可能なポリオレフィン層又は部分層は、フィルム/積層物から形成されるべき包装用容器の内側に面するように意図されるフィルム/積層物の側面上でメタロセンポリエチレン材料を含む。適当には、前記メタロセンポリエチレン材料は、メタロセン低密度ポリエチレン材料、好ましくはメタロセン線状低密度ポリエチレン材料である。
【0017】
本発明のその上の他の面に従えば、重合体フィルムはまた、前記重合体担体層と前記加熱封じ可能なポリオレフィン層との間に、そして随意的に重合体担体層の部分層間に、結合用層を含む。適当には、前記結合用層は、LDPE、LLDPE又はグラフト化PPにより構成され、そして0.5〜8μm、好ましくは1〜5μmの厚さを有する。勿論、当業界において知られている、接着性重合体の結合用層、連結層(tie layers)、下塗り(プライマー)を、包装用積層物の種々の層の間の最適な接着のために使用することができる。そのような結合用層及び下塗り(プライマー)は、種々の層における重合体の特定の選択に適合化され、そしてポリオレフィン類及び変性ポリオレフィン類、好ましくはポリエチレンをベースとする重合体類から選ばれることができる。
【0018】
結合用層の例は、LDPE単独重合体又は共重合体、あるいはアクリル単量体又は無水マレイン酸(MAH)単量体のようなカルボキシル又はグリシジル官能基を含む単量体でグラフト化されたポリエチレンのグラフト共重合体、例えば、エチレン(メタ)アクリル酸共重合体(E(M)AA)、エチレン−グリシジル(メタ)アクリレート共重合体(EG(M)A)又はMAH−グラフト化されたポリエチレン(MAH−g−PE)である。
【0019】
本発明の追加の面に従えば、本発明の予め製造されたフィルムは8〜60μm、好ましくは10〜40μmの合計厚さを有する。それは、50cm3/(m2*24時間),1気圧O2未満、好ましくは20cm3/(m2*24時間),1気圧O2未満、最も好ましくは1cm3/(m2*24時間),1気圧O2未満の酸素透過速度を有するべきである。
【0020】
本発明はまた、本発明に従うフィルムを含む包装用積層物に関する。包装用積層物は、その積層物の可撓性堅さに最大に寄与するために提供するように配置された紙又は板紙バルク層(bulk layer)をさらに含む。しかしながら、代わりに、積層物のバルク又はコア(core)層は、例えばポリエチレン、ポリプロピレン、あるいは例えばエチレン−プロピレン、エチレン−ブテン、エチレン−ヘキセン、エチレン−アルキル(メタ)アクリレート又はエチレン−酢酸ビニル共重合体のようなエチレンの共重合体から形成されたポリオレフィンバルク層を考えることができる。そのようなポリオレフィンコア層のための材料の選択により、例えば食品のための透明なポーチにおいて用いられるべき、透明な包装用積層物を提供することができる。
【0021】
予め製造されたフィルムの加熱封じ可能なポリオレフィン層は、包装用積層物の自由表面を形成し、その表面は、包装用積層物から形成されそして食品製品で充てんされた包装用容器の内部に直接に面するように、食品との接触のために意図されている。しかしながら、好ましさが低くなるけれども、包装用積層物中のその導入に関連して、1つ以上の追加の加熱封じ可能な層がフィルム上に適用されることを考えることができ、その場合において、容器の内側上の最も外側の追加の加熱封じ可能な層は直接の食品との接触が意図される。
【0022】
さらに、包装用積層物は、バルク又はコア層の反対側上に配置された1つ以上の外側加熱封じ可能なポリオレフィン層(1又は複数)を含む。そのような外側の加熱封じ可能なポリオレフィン層(1又は複数)は、包装用容器の周囲の環境に直接面しているだろう。
【0023】
本発明に従う積層物は、超音波振動加熱密封(シーリング)に関連して、使用されるように十分に適合化されることができるけれども、密閉技術は、それに限定されない。
【0024】
本発明に従う包装用積層物から形成された包装用容器は、任意の既知の形状のものであることができる。また、高い密封品質及び優れたガス障壁性質を提供する高い品質の包装用積層物の故に、取り扱い及び販売時に耐久性があり、そして長期間貯蔵中に水分及び酸素ガスに対して抵抗性があるレンガ形状又はくさび形状(V字形状)の容器が好ましい。本発明に従う包装用積層物から調製された包装用容器の追加の重要な利点は、それらがマイクロ波(電子レンジ)調理又は解凍、ならびに滅菌処理に耐えることができることである。
【0025】
本発明はさらに、SiOxのガス障壁コーティングを含む重合体フィルムの製造方法に関し、その方法は:
a)重合体担体層及び加熱封じ可能なポリオレフィン層を形成し、これらの層を一緒に接合して中間フィルムを形成し;
b)前記重合体担体層上にSiOxの前記コーティングを直接適用して前記フィルムを形成する;
諸工程を含む。
【0026】
本方法の好ましい態様に従えば、工程a)の後であって、しかし工程b)の前に、延伸、好ましくは一軸延伸により、前記フィルムを配向する、好ましくは一方向配向する中間の工程が存在する。好ましくは前記延伸によりフィルムの厚さを80%だけまで、好ましくは60〜75%だけ減少させる。これを表す他の方法は、好ましい態様において、前記延伸によりフィルムの厚さを30〜250μmから8〜60μmに減少させ、好ましくは50〜160μmから10〜40μmに減少させることである。しかしながら本発明はこれらの厚さに限定されなく、しかし他の範囲を考えることができる。延伸を規定するなおその他の方法は、フィルムの破断時の伸びを、前記延伸により通常300%より高くから、200%より低く、好ましくは100%より低くに減少させることであるか、あるいはフィルムの伸び弾性率(ヤングモジュラス)を、前記延伸により400MPaより高く、好ましくは600MPaより高く、最も好ましくは1000MPaより高く増大させることである。伸び弾性率(ヤングモジュラス)の増大はSiOxコーティング工程における走行能力(runnability)を改良する。
【0027】
本発明に従う方法の1つの面に従えば、前記フィルムは、工程(a)において、結合用層及び重合体担体多重層の随意的部分層間の随意的追加の結合用層と一緒に、重合体担体単層又は多重層、及び前記の加熱封じ可能なポリオレフィン単層又は多重層を、同時押し出し注型、又は同時押し出し吹き込みにより形成される。
【0028】
工程(b)において、適用されるSiOxコーティングは、ヘキサジメチルシロキサン(HDMSO)のような有機珪素化合物のプラズマからのSiOx(但し、x=1.7〜2.2)のプラズマ強化化学蒸着(PECVD)の連続的な方法により適用されるのが好ましく、そしてそのコーティングは50〜500Å、好ましくは80〜300Åの厚さで提供される。
【0029】
SiOxコーティングのための担体層としての両方の機能を果たし、そして加熱封じ可能な層が設けられている予め製造されたフィルムのおかげで、包装用積層物の構造が単純化され、そして必要とされる転換工程の数が減少され、それにより費用が低下される。また、そのフィルムは全体的な湿度範囲における高い酸素障壁性を組み合わせ、高い強度を有し、そしてSiOxをコーティングする工程における改良された走行能力(runnability)を生ずる。
【0030】
本発明の追加の有利なそして好ましい特徴的特色は添付図面に関連して、以下の詳細な記載から明らかになるだろう。
【0031】
好ましい態様の記載
図1Aは、一般に1aで示される本発明に従う好ましいフィルムを示す。それは1〜10μmの厚さを有する、ポリアミドの重合体担体層11aを含む。重合体担体層11aは、LDPE、LLDPE、又はグラフト化PPから構成された結合用層20aにより、ポリエチレンの加熱封じ可能なポリオレフィン層17bに結合されている。典型的には加熱封じ可能なポリオレフィン層17bの厚さは10〜25μmであり、そして結合用層20aの厚さは1〜5μmである。加熱封じ可能なポリオレフィン層17bは、フィルム1aを含む包装用積層物から形成された包装用容器の食品内容物に直接に面することが意図される。
【0032】
フィルム1a上、即ち重合体担体層11aの自由表面上に、SiOxの薄いガス障壁層13aがプラズマ強化化学蒸着(PECVD)によりコーティングされている。
SiOxコーティング以外の、フィルム1a(及び下記のフィルム1b、1c、1d)の全ての層は好ましくは配向され、最も好ましくは一方向配向されている。
【0033】
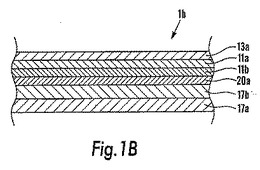
図1Bにおけるフィルム1bは、重合体担体層がポリアミドの2部分の層11a、11bから構成される多重層である点でフィルム1aとは異なる。同様に、ポリエチレンの加熱封じ可能なポリオレフィン層は、2部分の層17a、17bから構成される多重層である。加熱封じ可能なポリオレフィンの最も外側の加熱封じ可能なポリオレフィン17aは、メタロセンポリエチレン材料を含むのが適当である。また、適当には最も外側の加熱封じ可能なポリオレフィン層17aは、加熱封じ可能なポリオレフィン層17bと一緒に、しかし有利にはより高い温度で同時押し出しされている。多重層11a、11bの合計厚さ、及び17a、17bの合計厚さは図1Aに示されているのと同じである。
【0034】
図1Cにおけるフィルム1cは、適当には結合用層20aと同じタイプのものである、第2結合用層20bが、多重層重合体担体層の部分層11aと11bとの間に加えられている点で、フィルム1aとは異なる。
【0035】
図1Aに示されるフィルム1a、図1Bに示されるフィルム1b及び図1Cに示されるフィルム1cのそれぞれを単なる例として見るべきであり、それから当業者が種々の他の態様を推定することにおいて問題を有しないだろう。一般に、そのフィルムは、重合体担体層、結合用層及び加熱封じ可能なポリオレフィン層である、3〜9層の異なる層から構成され、しかしながら、層の前記数はSiOxコーティングを包含していない。
【0036】
図2は、フィルム1d上に(さらに明確にはフィルム1dの重合体担体層11a表面上に)プラズマ強化化学蒸着(PECVD)により、SiOxの薄いガス障壁層13aがコーティングされている、重合体担体層11a、結合用層20a、第1加熱封じ可能なポリオレフィン部分層17b及び第2加熱封じ可能なポリオレフィン部分層17aから構成された予め製造されたフィルム1dの他の考えることができる別形を含む、包装用積層物10を示す。
【0037】
積層物における最も厚い層はバルク紙又は板紙の層15である。それは、結合用層18aによりSiOx層13aに直接結合されている。前記結合用層18aは、不飽和アルコキシシランでグラフト化されたポリオレフィンを含むのが好ましいが、しかしそれに限定されない。前記グラフト化ポリオレフィンは、好ましくは前記結合用層において非グラフト化ポリオレフィンとブレンドされており、これはSiOx層13aと紙又は板紙層15との間の格別に良好な接着を提供する。適当には、結合用層中のグラフト化ポリオレフィン及び非グラフト化ポリオレフィンは同じタイプのポリオレフィン類であり、好ましくはポリエチレンタイプのポリオレフィン類である。結合用層は30〜70重量%のグラフト化ポリオレフィンを含むのが好ましい。本発明のこの態様において、結合用層18aは典型的には5〜30g/m2の基礎重量を有する。
【0038】
包装用積層物から形成された包装用容器の外側壁を構成する紙又は板紙層15の外側上に、加熱封じ可能なポリオレフィン、好ましくは低密度ポリエチレン(LDPE)あるいはいわゆるメタロセン触媒作用されたLLDPE類(m−LLDPE)、即ち単点(single site)触媒により触媒作用されたLLDPEをまた包含する、線状低密度ポリエチレン(LLDPE)の最も外側の層16が適用される。外側の包装用壁層のための別の重合体の他の例は中間高密度ポリエチレン(MDPE)又はポリプロピレン(PP)であることができる。
【0039】
図2において示される包装用積層物を単なる例として見るべきであり、それから、当業者は種々の他の態様を推定することにおいて問題を有しないだろう。フィルムがバルク又はコア層15において鏡に映すように反映される、絶対的に同一であるということを必ずしも必要ではないけれども、本発明に従う2つのSiOxコーティングされたフィルムを包装用積層物が含むことができることを同様に考えることができる。
【0040】
本発明に従う包装用積層物10は、当業者に知られている任意の適当な先行技術の原理に従って調製されることができる。例えば図2に示される積層物10に関して、紙又は板紙バルク層15と予め製造されたSiOxコーティングされたフィルム1dとの間のラミネーターニップ(laminator nip)に結合用層18aを押し出すことができる。SiOx層は、紙又は板紙バルク層に積層される前に、火炎、プラズマ又はコロナ処理により処理される。最後に、加熱封じ可能なポリオレフィンの最も外側の層16は、紙又は板紙バルク層15上に押し出される。
【0041】
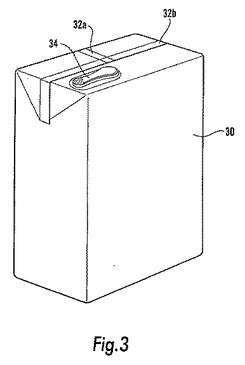
図3は、本発明に従う包装用積層物10から調製された包装用容器30の好ましい例を示す。その包装用容器は、飲料、ソース、スープ、等のために特に適している。その包装用容器は、穴が開けられた後に、それがソース又はスープ、等を含有する場合に、電子レンジにかけられる(マイクロ波処理される)ことができる点で特に有利である。典型的にはそのような包装は約100〜1000mlの容量を有する。それは任意の形状のものであることができるが、しかし縦方向シール(封じ)32a及び横方向シール(封じ)32b及び随意的に開口用具34を有するレンガ形状であるのが好ましい。図示していない、他の態様において、包装用容器は、それが取り扱い容易であり、そして食料品店における棚上にあるいはテーブル等の上に置かれている時に寸法的に安定であるように、くさび(V字)のような形に造られることができる。そのような“くさび形状”を得るために包装の底部分は、包装の底に対して折り曲げられ且つ封じられる、三角形コーナーフラップの下に、底の横方向加熱シール(封じ)が隠されるように折り曲げ形成される。
【0042】
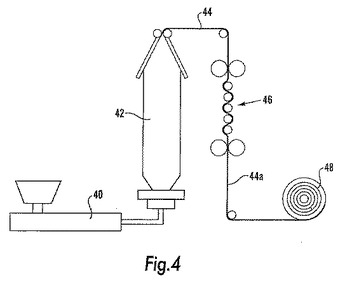
図4は、中間フィルム、即ちSiOxコーティングされる前のフィルムを同時押し出し吹き込み(co−extrusion blowing)のためのプラントの概略線図である。重合体担体層(1又は複数)、結合用層(1又は複数)及び加熱封じ可能なポリオレフィン層(1又は複数)を同時押し出しし(40)、そして吹き込んで(42)、比較的に高い厚さのフィルム44を形成する。次にそのフィルムの厚さが減少され(44a)そして重合体担体層が一方向配向され、そして非配向重合体フィルムより、比較的に高い程度の結晶度に起因してある程度の固有の堅さを得るように、それが熱い間に、フィルム44はロール間で一軸延伸(46)に付される。次に得られた中間フィルムはロール48に巻き取られる。
【0043】
フィルム44は、それが押し出し−吹き込み機42を出るときにチューブの形を有し、そして延伸される前に開かれ/スリットが入れられることができる。必要に応じて、その場合において、2つの平行の配向機/延伸機46を用いることができる。また、延伸処理をオフラインで行うことが可能である。
例えば、同時押し出し注型(co−extrusion casting)のような中間フィルムを形成する他の方法は、当業者にとって明らかである。
【0044】
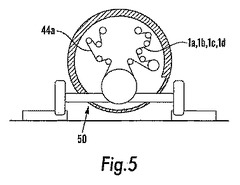
図5は、図4において生成された中間フィルムのSiOxコーティングのためのプラントの概略線図である。図4からの延伸されたフィルム44aは、該フィルムの重合体担体層側上で、ヘキサジメチルシロキサン(HDMSO)のような有機珪素化合物のプラズマからのSiOx(但し、x=1.7〜2.2)の連続プラズマ強化化学蒸着(PECVD)(50)に付され、そしてそのコーティングが50〜500Å、好ましくは80〜300Åの厚さで与えられ、その結果、本発明のフィルム1a、1b、1c及び1dが形成される。
【0045】
結論として、特に添付図面に関連して上に記載された本発明が例のために排他的に記載され且つ示されたこれらの態様に限定されないこと、そして当業者に明らかな修正及び変更が特許請求の範囲に開示されたような発明の概念から離れることなしに可能であることが、認識されるべきである。
【図面の簡単な説明】
【0046】
【図1A】本発明に従う好ましい予め製造された重合体フィルムの横断面図である。
【図1B】本発明に従う予め製造された重合体フィルムの第2の態様の横断面図である。
【図1C】本発明に従う予め製造された重合体フィルムの第3の態様の横断面図である。
【図2】本発明に従うフィルムを含む、本発明に従う積層された包装用材料の横断面図である。
【図3】本発明に従う包装用積層物から調製された包装用容器の1例を示す。
【図4】中間フィルムの同時押し出し吹き込みのためのプラントの概略線図である。
【図5】図4において調製された中間フィルムにSiOxをコーティングするためのプラントの概略線図である。
【技術分野】
【0001】
本発明は、重合体担体層の第1側面上に直接コーティングされたSiOxのガス障壁(バリヤー)コーティングを含む重合体フィルムに関する。本発明はまた、該重合体フィルムを含む包装用積層物(ラミネート)に関し、そしてそのような包装用積層物から形成された包装用容器に関する。本発明はさらに、該重合体フィルムの製造のための方法に関する。
【背景技術】
【0002】
テトラブリック(登録商標)(Tetra Brik(登録商標))タイプの板紙包装のための周知の高速度連続包装処理において、包装用積層物のウェブは、内容物で充たされたチューブに連続的に形成され、そして同時加熱密封及び切断操作により枕−形状の包装用容器に密封される。枕形状の包装用容器は、次に通常、折られて、平行六面体包装用容器に形成される。この連続チューブ形成、充てん及び密封包装処理の概念の主な利点は、ウェブがチューブを形成する直前に連続的に殺菌消毒されることができ、したがって、無菌包装処理、即ち、包装用材料自体と同時に充てんされるべき液体内容物において細菌が減少され、この充てんされた製品において微生物の繁殖の危険なしに、周囲の温度でさえ充てんされた包装物を長い間貯蔵することができるように、清浄な環境下に充てんされた包装用容器が生成されることの可能性を提供することができることである。長期間貯蔵のための重要な要素は、勿論、充てんされ且つ密封された包装用容器のガス障壁の性質であり、これはまた、包装用積層物自体のガス障壁の性質により非常に左右される。テトラブリック(登録商標)(Tetra Brik(登録商標))タイプ包装処理の他の重要な利点は、上記したように、費用効率にかなりの影響を有する、連続高速度包装が可能であることである。
【0003】
他のガス障壁材料に比較してSiOxガス障壁層の利点は、第1にそれがプラスの環境的プロフィールを有することであり、第2にそれが周囲の水分又は液体と接触したときに影響されないことである。さらに、それは内容物が包装の中にある間に、その包装用積層物から形成された包装の内容物がマイクロ波加熱に付される(即ち電子レンジ調理に付される)ことを可能にする。それは非常に薄い複数の層で適用されるので、曲げたり、折りたたんだときに、それは比較的に柔軟性がありそしてき裂に対して抵抗性がある。
【0004】
しかしながら、上にSiOxコーテイングが適用される重合体担体層が、例えば破断時の高い伸び又は低い伸び弾性率(ヤングモジュラス)の点からみて、あまりにも弾性的であるならば、SiOxコーティング工程の走行能力(runnability)において問題があるだろう。
【0005】
さらに、包装用積層物及びそれの生産及び包装用容器の生産を最適化するために、費用を下げさせる、包装用積層物の構造を簡略化させる、必要とされる転換工程の数を減少させる、そして或る種の食品成分によるガス障壁の腐食に抵抗性である包装用積層物を提供させる、ことの誘因が存在する。
【発明の開示】
【発明が解決しようとする課題】
【0006】
それ故、本発明の目的は、上記した欠点及び問題を軽減し、しかも上記要件の少なくとも幾つか、好ましくはそれらのすべてを満足させる包装用積層物を提供することである。
【0007】
したがって、本発明の目的は、フィルムが全体的な湿度範囲において高い酸素障壁、そのフィルムに包含される密封用層、高い強度、SiOxコーティングにおける改良された走行能力(runnability)及び低い費用を組み合わせている、包装用積層物/容器のための薄い予め製造された重合体フィルムを提供することである。
【0008】
重合体フィルムを含む包装用積層物は、無菌包装及び長期間貯蔵のために適していなければならなく、そして連続チューブ形成処理による液体食品の連続高速度包装のために適当である十分な折り曲げ堅さを有するべきである。
【0009】
本発明はまた、固体、半固体又は液体食品又は飲料が充てんされそして重合体フィルムを含む包装用積層物から形成された包装用容器に向けられている。
【課題を解決するための手段】
【0010】
これらの及び他の目的は、特許請求の範囲において規定されたような本発明に従う重合体フィルム、包装用積層物、包装用容器及び重合体フィルムの製造方法により達成される。
【0011】
したがって、本発明は、重合体担体層の第1側面上に直接コーティングされたSiOxのガス障壁コーティングを含み、また、前記重合体担体層の第2側面上に配置された加熱封じ可能な(加熱シール可能な)(heat sealable)ポリオレフィン層を含む、予め製造された重合体フィルムを提供する。
【0012】
好ましくは、前記重合体担体層は、ポリアミド、ボリアミド共重合体、ポリエチレンテレフタレート共重合体及びポリエチレンナフタレンからなる群における材料の層であり、そして随意的に前記重合体担体層は、随意的に中間に結合用層を有する同じ重合体材料の4部分までの部分層から構成される。適当には、重合体担体層は、それが単層であるか又は多重層であるかは無関係に、しかしながら多重層の場合には部分層間の随意的な結合用層を包含させずに、1〜20μm、好ましくは1〜10μmの全体的厚さを有する。
【0013】
上にSiOxコーティングが適用される最も好ましい中間フィルム、即ち前記重合体担体層、前記加熱封じ可能なポリオレフィン層、及び随意的な結合用層(1又は複数)を含むフィルムは、配向されたフィルム、なおさらに好ましくは一方向配向された(monooriented)フィルムである。下にさらに記載されるように、これは、その上にSiOxコーティングを適用する前にその厚さを減少させるようにフィルムの(一軸)延伸により達成されることができる。非配向重合体フィルムと比較したときに配向された重合体フィルム、特に一方向配向された重合体フィルムは、破断時の低い伸び、より高い伸び弾性率(ヤングモジュラス)を有する。破断時のより低い伸び及びより高い伸び弾性率(ヤングモジュラス)は、フィルムがより安定な、特により熱安定性であることに起因して、SiOxコーティングにおける改良された走行能力(runnability)を可能にする。
【0014】
本発明の他の面に従えば、重合体フィルムの加熱封じ可能な(加熱シール可能な)(heat sealable)ポリオレフィン層は、ポリエチレン、メタロセンポリエチレン、ポリエチレン共重合体、ポリプロピレン及びポリプロピレン共重合体からなる群における材料の層である。随意的に、前記加熱封じ可能なポリオレフィン層は、同じ基礎ポリオレフィン材料の7部分までの部分層から構成される。ここで、例えばメタロセンポリエチレン、ポリエチレン共重合体、ならびに低密度、線状低密度、中間密度ポリエチレン、高密度ポリエチレン、等、随意的にまた、メタロセン及び/又は共重合体タイプのものを包含するあらゆる等級のポリエチレン材料は、同じ基礎ポリオレフィン材料の材料であると考えられることが理解されるべきである。また、1つ以上の緩衝用層(shock absorbing layers)を、7部分までの部分層の前記構造物内に導入することができ、又はこれらの7部分までの部分層と担体層又は担体層に結合する随意的結合用層との間に配置させることができる。緩衝用層(1又は複数)は高い弾性の性質を有し、好ましくは非常に低い密度のポリエチレン、超低密度ポリエチレン、ポリエチレン共重合体、ポリエチレン三元重合体(ターポリマー)、及びポリオレフィンをベースとするエラストマー及びプラストマーからなる群から選ばれる熱可塑性重合体から構成される。緩衝用層(1又は複数)は、5〜50μm、好ましくは10〜25μmの厚さを有することができる。
【0015】
適当には、フィルムの加熱封じ可能なポリオレフィン層は、単層であるか又は多重層であるかは無関係に、しかしすべての随意的緩衝用層(1又は複数)を除いて、5〜50μm、好ましくは10〜25μmの合計厚さを有する。1つ以上の緩衝用層(1又は複数)が存在する場合において、加熱封じ可能なポリオレフィン層の厚さは、直前に記載された範囲の低い方の領域にあるだろう。
【0016】
最も好ましい最も外側の加熱封じ可能なポリオレフィン層又は部分層は、フィルム/積層物から形成されるべき包装用容器の内側に面するように意図されるフィルム/積層物の側面上でメタロセンポリエチレン材料を含む。適当には、前記メタロセンポリエチレン材料は、メタロセン低密度ポリエチレン材料、好ましくはメタロセン線状低密度ポリエチレン材料である。
【0017】
本発明のその上の他の面に従えば、重合体フィルムはまた、前記重合体担体層と前記加熱封じ可能なポリオレフィン層との間に、そして随意的に重合体担体層の部分層間に、結合用層を含む。適当には、前記結合用層は、LDPE、LLDPE又はグラフト化PPにより構成され、そして0.5〜8μm、好ましくは1〜5μmの厚さを有する。勿論、当業界において知られている、接着性重合体の結合用層、連結層(tie layers)、下塗り(プライマー)を、包装用積層物の種々の層の間の最適な接着のために使用することができる。そのような結合用層及び下塗り(プライマー)は、種々の層における重合体の特定の選択に適合化され、そしてポリオレフィン類及び変性ポリオレフィン類、好ましくはポリエチレンをベースとする重合体類から選ばれることができる。
【0018】
結合用層の例は、LDPE単独重合体又は共重合体、あるいはアクリル単量体又は無水マレイン酸(MAH)単量体のようなカルボキシル又はグリシジル官能基を含む単量体でグラフト化されたポリエチレンのグラフト共重合体、例えば、エチレン(メタ)アクリル酸共重合体(E(M)AA)、エチレン−グリシジル(メタ)アクリレート共重合体(EG(M)A)又はMAH−グラフト化されたポリエチレン(MAH−g−PE)である。
【0019】
本発明の追加の面に従えば、本発明の予め製造されたフィルムは8〜60μm、好ましくは10〜40μmの合計厚さを有する。それは、50cm3/(m2*24時間),1気圧O2未満、好ましくは20cm3/(m2*24時間),1気圧O2未満、最も好ましくは1cm3/(m2*24時間),1気圧O2未満の酸素透過速度を有するべきである。
【0020】
本発明はまた、本発明に従うフィルムを含む包装用積層物に関する。包装用積層物は、その積層物の可撓性堅さに最大に寄与するために提供するように配置された紙又は板紙バルク層(bulk layer)をさらに含む。しかしながら、代わりに、積層物のバルク又はコア(core)層は、例えばポリエチレン、ポリプロピレン、あるいは例えばエチレン−プロピレン、エチレン−ブテン、エチレン−ヘキセン、エチレン−アルキル(メタ)アクリレート又はエチレン−酢酸ビニル共重合体のようなエチレンの共重合体から形成されたポリオレフィンバルク層を考えることができる。そのようなポリオレフィンコア層のための材料の選択により、例えば食品のための透明なポーチにおいて用いられるべき、透明な包装用積層物を提供することができる。
【0021】
予め製造されたフィルムの加熱封じ可能なポリオレフィン層は、包装用積層物の自由表面を形成し、その表面は、包装用積層物から形成されそして食品製品で充てんされた包装用容器の内部に直接に面するように、食品との接触のために意図されている。しかしながら、好ましさが低くなるけれども、包装用積層物中のその導入に関連して、1つ以上の追加の加熱封じ可能な層がフィルム上に適用されることを考えることができ、その場合において、容器の内側上の最も外側の追加の加熱封じ可能な層は直接の食品との接触が意図される。
【0022】
さらに、包装用積層物は、バルク又はコア層の反対側上に配置された1つ以上の外側加熱封じ可能なポリオレフィン層(1又は複数)を含む。そのような外側の加熱封じ可能なポリオレフィン層(1又は複数)は、包装用容器の周囲の環境に直接面しているだろう。
【0023】
本発明に従う積層物は、超音波振動加熱密封(シーリング)に関連して、使用されるように十分に適合化されることができるけれども、密閉技術は、それに限定されない。
【0024】
本発明に従う包装用積層物から形成された包装用容器は、任意の既知の形状のものであることができる。また、高い密封品質及び優れたガス障壁性質を提供する高い品質の包装用積層物の故に、取り扱い及び販売時に耐久性があり、そして長期間貯蔵中に水分及び酸素ガスに対して抵抗性があるレンガ形状又はくさび形状(V字形状)の容器が好ましい。本発明に従う包装用積層物から調製された包装用容器の追加の重要な利点は、それらがマイクロ波(電子レンジ)調理又は解凍、ならびに滅菌処理に耐えることができることである。
【0025】
本発明はさらに、SiOxのガス障壁コーティングを含む重合体フィルムの製造方法に関し、その方法は:
a)重合体担体層及び加熱封じ可能なポリオレフィン層を形成し、これらの層を一緒に接合して中間フィルムを形成し;
b)前記重合体担体層上にSiOxの前記コーティングを直接適用して前記フィルムを形成する;
諸工程を含む。
【0026】
本方法の好ましい態様に従えば、工程a)の後であって、しかし工程b)の前に、延伸、好ましくは一軸延伸により、前記フィルムを配向する、好ましくは一方向配向する中間の工程が存在する。好ましくは前記延伸によりフィルムの厚さを80%だけまで、好ましくは60〜75%だけ減少させる。これを表す他の方法は、好ましい態様において、前記延伸によりフィルムの厚さを30〜250μmから8〜60μmに減少させ、好ましくは50〜160μmから10〜40μmに減少させることである。しかしながら本発明はこれらの厚さに限定されなく、しかし他の範囲を考えることができる。延伸を規定するなおその他の方法は、フィルムの破断時の伸びを、前記延伸により通常300%より高くから、200%より低く、好ましくは100%より低くに減少させることであるか、あるいはフィルムの伸び弾性率(ヤングモジュラス)を、前記延伸により400MPaより高く、好ましくは600MPaより高く、最も好ましくは1000MPaより高く増大させることである。伸び弾性率(ヤングモジュラス)の増大はSiOxコーティング工程における走行能力(runnability)を改良する。
【0027】
本発明に従う方法の1つの面に従えば、前記フィルムは、工程(a)において、結合用層及び重合体担体多重層の随意的部分層間の随意的追加の結合用層と一緒に、重合体担体単層又は多重層、及び前記の加熱封じ可能なポリオレフィン単層又は多重層を、同時押し出し注型、又は同時押し出し吹き込みにより形成される。
【0028】
工程(b)において、適用されるSiOxコーティングは、ヘキサジメチルシロキサン(HDMSO)のような有機珪素化合物のプラズマからのSiOx(但し、x=1.7〜2.2)のプラズマ強化化学蒸着(PECVD)の連続的な方法により適用されるのが好ましく、そしてそのコーティングは50〜500Å、好ましくは80〜300Åの厚さで提供される。
【0029】
SiOxコーティングのための担体層としての両方の機能を果たし、そして加熱封じ可能な層が設けられている予め製造されたフィルムのおかげで、包装用積層物の構造が単純化され、そして必要とされる転換工程の数が減少され、それにより費用が低下される。また、そのフィルムは全体的な湿度範囲における高い酸素障壁性を組み合わせ、高い強度を有し、そしてSiOxをコーティングする工程における改良された走行能力(runnability)を生ずる。
【0030】
本発明の追加の有利なそして好ましい特徴的特色は添付図面に関連して、以下の詳細な記載から明らかになるだろう。
【0031】
好ましい態様の記載
図1Aは、一般に1aで示される本発明に従う好ましいフィルムを示す。それは1〜10μmの厚さを有する、ポリアミドの重合体担体層11aを含む。重合体担体層11aは、LDPE、LLDPE、又はグラフト化PPから構成された結合用層20aにより、ポリエチレンの加熱封じ可能なポリオレフィン層17bに結合されている。典型的には加熱封じ可能なポリオレフィン層17bの厚さは10〜25μmであり、そして結合用層20aの厚さは1〜5μmである。加熱封じ可能なポリオレフィン層17bは、フィルム1aを含む包装用積層物から形成された包装用容器の食品内容物に直接に面することが意図される。
【0032】
フィルム1a上、即ち重合体担体層11aの自由表面上に、SiOxの薄いガス障壁層13aがプラズマ強化化学蒸着(PECVD)によりコーティングされている。
SiOxコーティング以外の、フィルム1a(及び下記のフィルム1b、1c、1d)の全ての層は好ましくは配向され、最も好ましくは一方向配向されている。
【0033】
図1Bにおけるフィルム1bは、重合体担体層がポリアミドの2部分の層11a、11bから構成される多重層である点でフィルム1aとは異なる。同様に、ポリエチレンの加熱封じ可能なポリオレフィン層は、2部分の層17a、17bから構成される多重層である。加熱封じ可能なポリオレフィンの最も外側の加熱封じ可能なポリオレフィン17aは、メタロセンポリエチレン材料を含むのが適当である。また、適当には最も外側の加熱封じ可能なポリオレフィン層17aは、加熱封じ可能なポリオレフィン層17bと一緒に、しかし有利にはより高い温度で同時押し出しされている。多重層11a、11bの合計厚さ、及び17a、17bの合計厚さは図1Aに示されているのと同じである。
【0034】
図1Cにおけるフィルム1cは、適当には結合用層20aと同じタイプのものである、第2結合用層20bが、多重層重合体担体層の部分層11aと11bとの間に加えられている点で、フィルム1aとは異なる。
【0035】
図1Aに示されるフィルム1a、図1Bに示されるフィルム1b及び図1Cに示されるフィルム1cのそれぞれを単なる例として見るべきであり、それから当業者が種々の他の態様を推定することにおいて問題を有しないだろう。一般に、そのフィルムは、重合体担体層、結合用層及び加熱封じ可能なポリオレフィン層である、3〜9層の異なる層から構成され、しかしながら、層の前記数はSiOxコーティングを包含していない。
【0036】
図2は、フィルム1d上に(さらに明確にはフィルム1dの重合体担体層11a表面上に)プラズマ強化化学蒸着(PECVD)により、SiOxの薄いガス障壁層13aがコーティングされている、重合体担体層11a、結合用層20a、第1加熱封じ可能なポリオレフィン部分層17b及び第2加熱封じ可能なポリオレフィン部分層17aから構成された予め製造されたフィルム1dの他の考えることができる別形を含む、包装用積層物10を示す。
【0037】
積層物における最も厚い層はバルク紙又は板紙の層15である。それは、結合用層18aによりSiOx層13aに直接結合されている。前記結合用層18aは、不飽和アルコキシシランでグラフト化されたポリオレフィンを含むのが好ましいが、しかしそれに限定されない。前記グラフト化ポリオレフィンは、好ましくは前記結合用層において非グラフト化ポリオレフィンとブレンドされており、これはSiOx層13aと紙又は板紙層15との間の格別に良好な接着を提供する。適当には、結合用層中のグラフト化ポリオレフィン及び非グラフト化ポリオレフィンは同じタイプのポリオレフィン類であり、好ましくはポリエチレンタイプのポリオレフィン類である。結合用層は30〜70重量%のグラフト化ポリオレフィンを含むのが好ましい。本発明のこの態様において、結合用層18aは典型的には5〜30g/m2の基礎重量を有する。
【0038】
包装用積層物から形成された包装用容器の外側壁を構成する紙又は板紙層15の外側上に、加熱封じ可能なポリオレフィン、好ましくは低密度ポリエチレン(LDPE)あるいはいわゆるメタロセン触媒作用されたLLDPE類(m−LLDPE)、即ち単点(single site)触媒により触媒作用されたLLDPEをまた包含する、線状低密度ポリエチレン(LLDPE)の最も外側の層16が適用される。外側の包装用壁層のための別の重合体の他の例は中間高密度ポリエチレン(MDPE)又はポリプロピレン(PP)であることができる。
【0039】
図2において示される包装用積層物を単なる例として見るべきであり、それから、当業者は種々の他の態様を推定することにおいて問題を有しないだろう。フィルムがバルク又はコア層15において鏡に映すように反映される、絶対的に同一であるということを必ずしも必要ではないけれども、本発明に従う2つのSiOxコーティングされたフィルムを包装用積層物が含むことができることを同様に考えることができる。
【0040】
本発明に従う包装用積層物10は、当業者に知られている任意の適当な先行技術の原理に従って調製されることができる。例えば図2に示される積層物10に関して、紙又は板紙バルク層15と予め製造されたSiOxコーティングされたフィルム1dとの間のラミネーターニップ(laminator nip)に結合用層18aを押し出すことができる。SiOx層は、紙又は板紙バルク層に積層される前に、火炎、プラズマ又はコロナ処理により処理される。最後に、加熱封じ可能なポリオレフィンの最も外側の層16は、紙又は板紙バルク層15上に押し出される。
【0041】
図3は、本発明に従う包装用積層物10から調製された包装用容器30の好ましい例を示す。その包装用容器は、飲料、ソース、スープ、等のために特に適している。その包装用容器は、穴が開けられた後に、それがソース又はスープ、等を含有する場合に、電子レンジにかけられる(マイクロ波処理される)ことができる点で特に有利である。典型的にはそのような包装は約100〜1000mlの容量を有する。それは任意の形状のものであることができるが、しかし縦方向シール(封じ)32a及び横方向シール(封じ)32b及び随意的に開口用具34を有するレンガ形状であるのが好ましい。図示していない、他の態様において、包装用容器は、それが取り扱い容易であり、そして食料品店における棚上にあるいはテーブル等の上に置かれている時に寸法的に安定であるように、くさび(V字)のような形に造られることができる。そのような“くさび形状”を得るために包装の底部分は、包装の底に対して折り曲げられ且つ封じられる、三角形コーナーフラップの下に、底の横方向加熱シール(封じ)が隠されるように折り曲げ形成される。
【0042】
図4は、中間フィルム、即ちSiOxコーティングされる前のフィルムを同時押し出し吹き込み(co−extrusion blowing)のためのプラントの概略線図である。重合体担体層(1又は複数)、結合用層(1又は複数)及び加熱封じ可能なポリオレフィン層(1又は複数)を同時押し出しし(40)、そして吹き込んで(42)、比較的に高い厚さのフィルム44を形成する。次にそのフィルムの厚さが減少され(44a)そして重合体担体層が一方向配向され、そして非配向重合体フィルムより、比較的に高い程度の結晶度に起因してある程度の固有の堅さを得るように、それが熱い間に、フィルム44はロール間で一軸延伸(46)に付される。次に得られた中間フィルムはロール48に巻き取られる。
【0043】
フィルム44は、それが押し出し−吹き込み機42を出るときにチューブの形を有し、そして延伸される前に開かれ/スリットが入れられることができる。必要に応じて、その場合において、2つの平行の配向機/延伸機46を用いることができる。また、延伸処理をオフラインで行うことが可能である。
例えば、同時押し出し注型(co−extrusion casting)のような中間フィルムを形成する他の方法は、当業者にとって明らかである。
【0044】
図5は、図4において生成された中間フィルムのSiOxコーティングのためのプラントの概略線図である。図4からの延伸されたフィルム44aは、該フィルムの重合体担体層側上で、ヘキサジメチルシロキサン(HDMSO)のような有機珪素化合物のプラズマからのSiOx(但し、x=1.7〜2.2)の連続プラズマ強化化学蒸着(PECVD)(50)に付され、そしてそのコーティングが50〜500Å、好ましくは80〜300Åの厚さで与えられ、その結果、本発明のフィルム1a、1b、1c及び1dが形成される。
【0045】
結論として、特に添付図面に関連して上に記載された本発明が例のために排他的に記載され且つ示されたこれらの態様に限定されないこと、そして当業者に明らかな修正及び変更が特許請求の範囲に開示されたような発明の概念から離れることなしに可能であることが、認識されるべきである。
【図面の簡単な説明】
【0046】
【図1A】本発明に従う好ましい予め製造された重合体フィルムの横断面図である。
【図1B】本発明に従う予め製造された重合体フィルムの第2の態様の横断面図である。
【図1C】本発明に従う予め製造された重合体フィルムの第3の態様の横断面図である。
【図2】本発明に従うフィルムを含む、本発明に従う積層された包装用材料の横断面図である。
【図3】本発明に従う包装用積層物から調製された包装用容器の1例を示す。
【図4】中間フィルムの同時押し出し吹き込みのためのプラントの概略線図である。
【図5】図4において調製された中間フィルムにSiOxをコーティングするためのプラントの概略線図である。
【特許請求の範囲】
【請求項1】
重合体担体層(11a、11b)の第1側面上に直接コーティングされたSiOxのガス障壁コーティング(13a)を含む重合体フィルム(1a、1b、1c、1d)であって、前記フィルムがまた、前記重合体担体層(11a、11b)の第2側面上に配置された加熱封じ可能なポリオレフィン層(17a、17b)を含むことを特徴とする、前記重合体フィルム。
【請求項2】
前記重合体担体層(11a、11b)がポリアミド、ポリアミド共重合体、ポリエチレンテレフタレート共重合体及びポリエチレンナフタレンからなる群における材料の層であることを特徴とする、請求項1に記載の重合体フィルム。
【請求項3】
前記重合体担体層(11a、11b)が、随意的に中間にある結合用層(20a)と共に、同じ基礎重合体材料の4部分までの部分層から構成されていることを特徴とする、請求項2に記載の重合体フィルム。
【請求項4】
前記重合体担体層(11a、11b)及び前記加熱封じ可能なポリオレフィン層(17a、17b)が、配向された重合体層、好ましくは一方向配向された重合体層であることを特徴とする、請求項1〜3のいずれか1項に記載の重合体フィルム。
【請求項5】
前記重合体担体層(11a、11b)が1〜20μm、好ましくは1〜10μmの厚さを有することを特徴とする、請求項1〜4のいずれか1項に記載の重合体フィルム。
【請求項6】
前記加熱封じ可能なポリオレフィン層(17a、17b)がポリエチレン、メタロセンポリエチレン、ポリエチレン共重合体、ポリプロピレン及びポリプロピレン共重合体からなる群における材料の層であることを特徴とする、請求項1〜5のいずれか1項に記載の重合体フィルム。
【請求項7】
前記加熱封じ可能なポリオレフィン層(17a、17b)が同じ基礎ポリオレフィン材料の7部分までの部分層から構成されていることを特徴とする請求項6に記載の重合体フィルム。
【請求項8】
前記加熱封じ可能なポリオレフィン層(17a、17b)が5〜50μm、好ましくは10〜25μmの厚さを有することを特徴とする、請求項1〜7のいずれか1項に記載の重合体フィルム。
【請求項9】
1つ以上の緩衝用(shock−absorbing)層が前記加熱封じ可能な層(17a、17b)内に導入されているか、あるいは前記加熱封じ可能な層と前記担体層(11a、11b)、又は前記担体層に結合する随意的結合用層(20a、20b)との間に配置されていることを特徴とする、請求項1〜8のいずれか1項に記載の重合体フィルム。
【請求項10】
前記緩衝用層(1又は複数)が、好ましくは非常に低い密度のポリエチレン、超低密度ポリエチレン、ポリエチレン共重合体、ポリエチレン三元重合体(ターポリマー)及びポリオレフィンをベースとするエラストマー及びプラストマーからなる群から選ばれる高い弾性的性質を有する熱可塑性重合体から構成されていることを特徴とする、請求項9に記載の重合体フィルム。
【請求項11】
前記緩衝用層(1又は複数)が5〜50μm、好ましくは10〜25μmの厚さを有することを特徴とする、請求項1〜10のいずれか1項に記載の重合体フィルム。
【請求項12】
前記重合体担体層(11a、11b)と前記加熱封じ可能なポリオレフィン層(17a、17b)との間に、そして随意的に該重合体担体層の部分層間に、結合用層(20a、20b)を含み、しかも前記結合用層が好ましくは配向されており、なおさらに好ましくは一方向配向されていることを特徴とする、請求項1〜11のいずれか1項に記載の重合体フィルム。
【請求項13】
前記結合用層(20a、20b)がポリエチレン接着剤、好ましくは低密度ポリエチレン接着剤又は線状低密度ポリエチレン接着剤;あるいはグラフト化ポリプロピレン接着剤により構成されていることを特徴とする、請求項12に記載の重合体フィルム。
【請求項14】
前記結合用層(20a、20b)が、0.5〜8μm、好ましくは、1〜5μmの厚さを有することを特徴とする、請求項12又は13に記載の重合体フィルム。
【請求項15】
8〜60μm、好ましくは10〜40μmの合計厚さを有することを特徴とする、請求項1〜14のいずれか1項に記載の重合体フィルム。
【請求項16】
200%未満、好ましくは100%未満の破断時の伸びを有することを特徴とする、請求項1〜15のいずれか1項に記載の重合体フィルム。
【請求項17】
400MPaより高い、好ましくは600MPaより高い、そして最も好ましくは1000MPaより高い伸び弾性率(ヤングモジュラス)を有することを特徴とする、請求項1〜16のいずれか1項に記載の重合体フィルム。
【請求項18】
50cm3/(m2*24時間),1気圧O2未満、好ましくは20cm3/(m2*24時間),1気圧O2未満そして最も好ましくは1cm3/(m2*24時間),1気圧O2未満の酸素透過速度を有することを特徴とする、請求項1〜17のいずれか1項に記載の重合体フィルム。
【請求項19】
重合体担体層(11a、11b)の第1側面上に直接コーティングされたSiOxのガス障壁コーティングを含むフィルム(1a、1b、1c、1d)を含む包装用積層物(10)であって、前記フィルムが前記重合体担体の第2側面上に配置された加熱封じ可能なポリオレフィン層(17a、17b)をまた含むことを特徴とする、前記包装用積層物(10)。
【請求項20】
紙又は板紙バルク層(15)をまた含むことを特徴とする、請求項19に記載の包装用積層物。
【請求項21】
前記加熱封じ可能なポリオレフィン層(17a、17b)は、包装用積層物(10)の開放表面を形成し、その表面が食品との接触のために意図されることを特徴とする、請求項19又は20に記載の包装用積層物。
【請求項22】
SiOxの前記コーティング(13a)と前記紙又は板紙バルク層(15)とを直接に接合する結合用層(18a)を含み、この結合用層(18a)は好ましくは不飽和アルコキシシランでグラフト化されたポリオレフィンを含み、前記グラフト化ポリオレフィンは、前記結合用層において、非グラフト化ポリオレフィンとブレンドされていることを特徴とする、請求項20又は21に記載の包装用積層物。
【請求項23】
前記紙又は板紙バルク層(15)の反対側上に配置された1つ以上の外側加熱封じ可能なボリオレフィン層(1又は複数)(16)をまた含むことを特徴とする、請求項20〜22のいずれか1項に記載の包装用積層物。
【請求項24】
請求項19〜23のいずれか1項に記載された包装用積層物(10)から形成された包装用容器(30)。
【請求項25】
該容器が食料製品で充たされており、そしてフィルム(1a、1b、1c、1d)の前記加熱封じ可能なポリオレフィン層(17a、17b)が前記食料製品と直接に接触していることを特徴とする、請求項24に記載の包装用容器。
【請求項26】
SiOxのガス障壁コーティング(13a)を含む重合体フィルム(1a、1b、1c、1d)の製造方法において、その方法が
a)重合体担体層(11a、11b)及び加熱封じ可能なポリオレフィン層(17a、17b)を形成し(40、42)、そしてこれらの層を一緒に接合して中間フィルム(44、44a)を形成し;
b)前記重合体担体層(11a、11b)上にSiOxの前記コーティング(13a)を直接に適用(50)して前記フィルム(1a、1b、1c、1d)を形成する;
諸工程を含む前記方法。
【請求項27】
工程(a)の後であって、しかし工程(b)の前に、延伸(46)により、好ましくは一軸延伸により、前記中間フィルム(44、44a)を配向する、好ましくは一方向配向する中間工程が存在することを特徴とする、請求項26に記載の方法。
【請求項28】
前記延伸(46)により、中間フィルム(44、44a)の厚さを80%までだけ、好ましくは60〜75%だけ減少させることを特徴とする、請求項27に記載の方法。
【請求項29】
前記延伸(46)により中間フィルム(44、44a)の厚さを30〜250μmから8〜60μmに減少させ、好ましくは50〜160μmから10〜40μmに減少させることを特徴とする、請求項27に記載の方法。
【請求項30】
前記延伸(46)により、中間フィルム(44、44a)の破断時の伸びを、200%未満に減少させ、好ましくは100%未満に減少させることを特徴とする、請求項27に記載の方法。
【請求項31】
前記延伸により、中間フィルム(44、44a)の伸び弾性率(ヤングモジュラス)を400MPaより高く、好ましくは600MPaより高く、そして最も好ましくは1000MPaより高く増大させることを特徴とする、請求項27に記載の方法。
【請求項32】
前記重合体担体層(11a、11b)が、工程(a)において、ポリアミド、ポリアミド共重合体、ポリエチレンテレフタレート共重合体及びポリエチレンナフタレンからなる群における材料から形成されることを特徴とする、請求項26〜31のいずれか1項に記載の方法。
【請求項33】
前記重合体担体層(11a、11b)が、随意的に中間に結合層(20b)を用いて、同じ基礎重合体材料の4部分までの部分層から形成されることを特徴とする、請求項32に記載の方法。
【請求項34】
前記加熱封じ可能なポリオレフィン層(17a、17b)が、工程(a)において、ポリエチレン、メタロセンポリエチレン、ポリエチレン共重合体、ポリプロピレン及びポリプロピレン共重合体からなる群における材料から形成されることを特徴とする、請求項26〜33のいずれか1項に記載の方法。
【請求項35】
前記加熱封じ可能なポリオレフィン層(17a、17b)が同じ基礎ポリオレフィン材料の7部分までの部分層から形成されることを特徴とする、請求項34に記載の方法。
【請求項36】
フィルムが、工程(a)において、前記重合体担体層(11a、11b)と前記加熱封じ可能なポリオレフィン層(17a、17b)との間に、そして随意的に重合体担体層の部分層間に、結合用層(20a、20b)を含むようにもたらされることを特徴とする、請求項26〜35のいずれか1項に記載の方法。
【請求項37】
前記結合用層(20a、20b)が不飽和アルコキシシランでグラフト化されたポリオレフィンから形成され、好ましくは前記グラフト化ポリオレフィンが、前記結合用層において非グラフト化ポリオレフィンとブレンドされていることを特徴とする、請求項36に記載の方法。
【請求項38】
前記フィルムが、工程(a)において、前記重合体担体層(11a、11b)と前記加熱封じ可能なポリオレフィン層(17a、17b)との、同時押し出しにより、好ましくは同時押し出し注型又は同時押し出し吹き込み(40、42)により形成されることを特徴とする、請求項26〜37のいずれか1項に記載の方法。
【請求項39】
SiOx(但し、x=1.7〜2.2)の前記コーティングが、工程(b)において、PECVDにより適用され(50)、そしてそのコーティングが50〜500Å、好ましくは80〜300Åの厚さで提供されることを特徴とする、請求項26〜38のいずれか1項に記載の方法。
【請求項1】
重合体担体層(11a、11b)の第1側面上に直接コーティングされたSiOxのガス障壁コーティング(13a)を含む重合体フィルム(1a、1b、1c、1d)であって、前記フィルムがまた、前記重合体担体層(11a、11b)の第2側面上に配置された加熱封じ可能なポリオレフィン層(17a、17b)を含むことを特徴とする、前記重合体フィルム。
【請求項2】
前記重合体担体層(11a、11b)がポリアミド、ポリアミド共重合体、ポリエチレンテレフタレート共重合体及びポリエチレンナフタレンからなる群における材料の層であることを特徴とする、請求項1に記載の重合体フィルム。
【請求項3】
前記重合体担体層(11a、11b)が、随意的に中間にある結合用層(20a)と共に、同じ基礎重合体材料の4部分までの部分層から構成されていることを特徴とする、請求項2に記載の重合体フィルム。
【請求項4】
前記重合体担体層(11a、11b)及び前記加熱封じ可能なポリオレフィン層(17a、17b)が、配向された重合体層、好ましくは一方向配向された重合体層であることを特徴とする、請求項1〜3のいずれか1項に記載の重合体フィルム。
【請求項5】
前記重合体担体層(11a、11b)が1〜20μm、好ましくは1〜10μmの厚さを有することを特徴とする、請求項1〜4のいずれか1項に記載の重合体フィルム。
【請求項6】
前記加熱封じ可能なポリオレフィン層(17a、17b)がポリエチレン、メタロセンポリエチレン、ポリエチレン共重合体、ポリプロピレン及びポリプロピレン共重合体からなる群における材料の層であることを特徴とする、請求項1〜5のいずれか1項に記載の重合体フィルム。
【請求項7】
前記加熱封じ可能なポリオレフィン層(17a、17b)が同じ基礎ポリオレフィン材料の7部分までの部分層から構成されていることを特徴とする請求項6に記載の重合体フィルム。
【請求項8】
前記加熱封じ可能なポリオレフィン層(17a、17b)が5〜50μm、好ましくは10〜25μmの厚さを有することを特徴とする、請求項1〜7のいずれか1項に記載の重合体フィルム。
【請求項9】
1つ以上の緩衝用(shock−absorbing)層が前記加熱封じ可能な層(17a、17b)内に導入されているか、あるいは前記加熱封じ可能な層と前記担体層(11a、11b)、又は前記担体層に結合する随意的結合用層(20a、20b)との間に配置されていることを特徴とする、請求項1〜8のいずれか1項に記載の重合体フィルム。
【請求項10】
前記緩衝用層(1又は複数)が、好ましくは非常に低い密度のポリエチレン、超低密度ポリエチレン、ポリエチレン共重合体、ポリエチレン三元重合体(ターポリマー)及びポリオレフィンをベースとするエラストマー及びプラストマーからなる群から選ばれる高い弾性的性質を有する熱可塑性重合体から構成されていることを特徴とする、請求項9に記載の重合体フィルム。
【請求項11】
前記緩衝用層(1又は複数)が5〜50μm、好ましくは10〜25μmの厚さを有することを特徴とする、請求項1〜10のいずれか1項に記載の重合体フィルム。
【請求項12】
前記重合体担体層(11a、11b)と前記加熱封じ可能なポリオレフィン層(17a、17b)との間に、そして随意的に該重合体担体層の部分層間に、結合用層(20a、20b)を含み、しかも前記結合用層が好ましくは配向されており、なおさらに好ましくは一方向配向されていることを特徴とする、請求項1〜11のいずれか1項に記載の重合体フィルム。
【請求項13】
前記結合用層(20a、20b)がポリエチレン接着剤、好ましくは低密度ポリエチレン接着剤又は線状低密度ポリエチレン接着剤;あるいはグラフト化ポリプロピレン接着剤により構成されていることを特徴とする、請求項12に記載の重合体フィルム。
【請求項14】
前記結合用層(20a、20b)が、0.5〜8μm、好ましくは、1〜5μmの厚さを有することを特徴とする、請求項12又は13に記載の重合体フィルム。
【請求項15】
8〜60μm、好ましくは10〜40μmの合計厚さを有することを特徴とする、請求項1〜14のいずれか1項に記載の重合体フィルム。
【請求項16】
200%未満、好ましくは100%未満の破断時の伸びを有することを特徴とする、請求項1〜15のいずれか1項に記載の重合体フィルム。
【請求項17】
400MPaより高い、好ましくは600MPaより高い、そして最も好ましくは1000MPaより高い伸び弾性率(ヤングモジュラス)を有することを特徴とする、請求項1〜16のいずれか1項に記載の重合体フィルム。
【請求項18】
50cm3/(m2*24時間),1気圧O2未満、好ましくは20cm3/(m2*24時間),1気圧O2未満そして最も好ましくは1cm3/(m2*24時間),1気圧O2未満の酸素透過速度を有することを特徴とする、請求項1〜17のいずれか1項に記載の重合体フィルム。
【請求項19】
重合体担体層(11a、11b)の第1側面上に直接コーティングされたSiOxのガス障壁コーティングを含むフィルム(1a、1b、1c、1d)を含む包装用積層物(10)であって、前記フィルムが前記重合体担体の第2側面上に配置された加熱封じ可能なポリオレフィン層(17a、17b)をまた含むことを特徴とする、前記包装用積層物(10)。
【請求項20】
紙又は板紙バルク層(15)をまた含むことを特徴とする、請求項19に記載の包装用積層物。
【請求項21】
前記加熱封じ可能なポリオレフィン層(17a、17b)は、包装用積層物(10)の開放表面を形成し、その表面が食品との接触のために意図されることを特徴とする、請求項19又は20に記載の包装用積層物。
【請求項22】
SiOxの前記コーティング(13a)と前記紙又は板紙バルク層(15)とを直接に接合する結合用層(18a)を含み、この結合用層(18a)は好ましくは不飽和アルコキシシランでグラフト化されたポリオレフィンを含み、前記グラフト化ポリオレフィンは、前記結合用層において、非グラフト化ポリオレフィンとブレンドされていることを特徴とする、請求項20又は21に記載の包装用積層物。
【請求項23】
前記紙又は板紙バルク層(15)の反対側上に配置された1つ以上の外側加熱封じ可能なボリオレフィン層(1又は複数)(16)をまた含むことを特徴とする、請求項20〜22のいずれか1項に記載の包装用積層物。
【請求項24】
請求項19〜23のいずれか1項に記載された包装用積層物(10)から形成された包装用容器(30)。
【請求項25】
該容器が食料製品で充たされており、そしてフィルム(1a、1b、1c、1d)の前記加熱封じ可能なポリオレフィン層(17a、17b)が前記食料製品と直接に接触していることを特徴とする、請求項24に記載の包装用容器。
【請求項26】
SiOxのガス障壁コーティング(13a)を含む重合体フィルム(1a、1b、1c、1d)の製造方法において、その方法が
a)重合体担体層(11a、11b)及び加熱封じ可能なポリオレフィン層(17a、17b)を形成し(40、42)、そしてこれらの層を一緒に接合して中間フィルム(44、44a)を形成し;
b)前記重合体担体層(11a、11b)上にSiOxの前記コーティング(13a)を直接に適用(50)して前記フィルム(1a、1b、1c、1d)を形成する;
諸工程を含む前記方法。
【請求項27】
工程(a)の後であって、しかし工程(b)の前に、延伸(46)により、好ましくは一軸延伸により、前記中間フィルム(44、44a)を配向する、好ましくは一方向配向する中間工程が存在することを特徴とする、請求項26に記載の方法。
【請求項28】
前記延伸(46)により、中間フィルム(44、44a)の厚さを80%までだけ、好ましくは60〜75%だけ減少させることを特徴とする、請求項27に記載の方法。
【請求項29】
前記延伸(46)により中間フィルム(44、44a)の厚さを30〜250μmから8〜60μmに減少させ、好ましくは50〜160μmから10〜40μmに減少させることを特徴とする、請求項27に記載の方法。
【請求項30】
前記延伸(46)により、中間フィルム(44、44a)の破断時の伸びを、200%未満に減少させ、好ましくは100%未満に減少させることを特徴とする、請求項27に記載の方法。
【請求項31】
前記延伸により、中間フィルム(44、44a)の伸び弾性率(ヤングモジュラス)を400MPaより高く、好ましくは600MPaより高く、そして最も好ましくは1000MPaより高く増大させることを特徴とする、請求項27に記載の方法。
【請求項32】
前記重合体担体層(11a、11b)が、工程(a)において、ポリアミド、ポリアミド共重合体、ポリエチレンテレフタレート共重合体及びポリエチレンナフタレンからなる群における材料から形成されることを特徴とする、請求項26〜31のいずれか1項に記載の方法。
【請求項33】
前記重合体担体層(11a、11b)が、随意的に中間に結合層(20b)を用いて、同じ基礎重合体材料の4部分までの部分層から形成されることを特徴とする、請求項32に記載の方法。
【請求項34】
前記加熱封じ可能なポリオレフィン層(17a、17b)が、工程(a)において、ポリエチレン、メタロセンポリエチレン、ポリエチレン共重合体、ポリプロピレン及びポリプロピレン共重合体からなる群における材料から形成されることを特徴とする、請求項26〜33のいずれか1項に記載の方法。
【請求項35】
前記加熱封じ可能なポリオレフィン層(17a、17b)が同じ基礎ポリオレフィン材料の7部分までの部分層から形成されることを特徴とする、請求項34に記載の方法。
【請求項36】
フィルムが、工程(a)において、前記重合体担体層(11a、11b)と前記加熱封じ可能なポリオレフィン層(17a、17b)との間に、そして随意的に重合体担体層の部分層間に、結合用層(20a、20b)を含むようにもたらされることを特徴とする、請求項26〜35のいずれか1項に記載の方法。
【請求項37】
前記結合用層(20a、20b)が不飽和アルコキシシランでグラフト化されたポリオレフィンから形成され、好ましくは前記グラフト化ポリオレフィンが、前記結合用層において非グラフト化ポリオレフィンとブレンドされていることを特徴とする、請求項36に記載の方法。
【請求項38】
前記フィルムが、工程(a)において、前記重合体担体層(11a、11b)と前記加熱封じ可能なポリオレフィン層(17a、17b)との、同時押し出しにより、好ましくは同時押し出し注型又は同時押し出し吹き込み(40、42)により形成されることを特徴とする、請求項26〜37のいずれか1項に記載の方法。
【請求項39】
SiOx(但し、x=1.7〜2.2)の前記コーティングが、工程(b)において、PECVDにより適用され(50)、そしてそのコーティングが50〜500Å、好ましくは80〜300Åの厚さで提供されることを特徴とする、請求項26〜38のいずれか1項に記載の方法。
【図1A】


【図1B】
【図1C】

【図2】

【図3】
【図4】
【図5】
【図1B】
【図1C】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2008−512280(P2008−512280A)
【公表日】平成20年4月24日(2008.4.24)
【国際特許分類】
【出願番号】特願2007−530784(P2007−530784)
【出願日】平成17年9月5日(2005.9.5)
【国際出願番号】PCT/IB2005/002637
【国際公開番号】WO2006/027662
【国際公開日】平成18年3月16日(2006.3.16)
【出願人】(591007424)テトラ ラバル ホールデイングス エ フイナンス ソシエテ アノニム (190)
【Fターム(参考)】
【公表日】平成20年4月24日(2008.4.24)
【国際特許分類】
【出願日】平成17年9月5日(2005.9.5)
【国際出願番号】PCT/IB2005/002637
【国際公開番号】WO2006/027662
【国際公開日】平成18年3月16日(2006.3.16)
【出願人】(591007424)テトラ ラバル ホールデイングス エ フイナンス ソシエテ アノニム (190)
【Fターム(参考)】
[ Back to top ]