
野球またはソフトボール用バット、及び野球またはソフトボール用バットの製造方法
【課題】複合材料製の野球またはソフトボール用バットにおいて、異素材の接合面を含む境界部分における強度を向上させる。さらに、異素材の接合面を含む境界部での強度を向上させた複合材料製の野球またはソフトボール用バットの製造方法を提供する。
【解決手段】木材製で内部に中空部21が形成された中空筒状の打球部2と、繊維強化樹脂製でその一部が前記打球部2の中空部21に内挿されて接合されるとともにその残り部分が前記打球部2から露出されるバット本体3と、を備えた野球またはソフトボール用バットであって、前記打球部2から露出される前記バット本体3の外周には、前記バット本体3を構成する繊維強化樹脂の繊維方向が変位することを抑制する拡径抑制部9が設けられ、前記拡径抑制部9は、前記打球部2のグリップ部6側端部と前記バット本体3との間に形成される段差23に接するように配置されている。
【解決手段】木材製で内部に中空部21が形成された中空筒状の打球部2と、繊維強化樹脂製でその一部が前記打球部2の中空部21に内挿されて接合されるとともにその残り部分が前記打球部2から露出されるバット本体3と、を備えた野球またはソフトボール用バットであって、前記打球部2から露出される前記バット本体3の外周には、前記バット本体3を構成する繊維強化樹脂の繊維方向が変位することを抑制する拡径抑制部9が設けられ、前記拡径抑制部9は、前記打球部2のグリップ部6側端部と前記バット本体3との間に形成される段差23に接するように配置されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、木材と繊維強化樹脂からなる複合材料製の野球またはソフトボール用バット、及びそれらの製造方法に関するものである。
【背景技術】
【0002】
従来、野球またはソフトボール用バット(以下、バットという。)では、木材製、金属製、或いは繊維強化樹脂製等、単体の材料で製造されるものが主流であった。近年では、最適な木材資源の枯渇により調達が困難な木材の使用量を抑えること、或いは、打撃時の使用感を向上させること等を目的として、これら単体材料で製造されるバットに代えて、打球部に木材を使用するとともに、打球部以外の部分に繊維強化樹脂や金属等を使用して、これら異素材を接合した複合構造のものを製造することが提案されてきている。しかし、この種のバットでは、異素材同士の接合面における強度が十分でなく、打球部で打球したときの応力が接合面に作用して、当該接合面での両素材の接合状態に悪影響を及ぼすといった問題があった。
【0003】
この問題に対して、特許文献1では、接合面外周に補強部材を配設することにより接合面に強度を付加して、耐衝撃性、耐久性を向上させたバットが提案されている。特許文献1で開示されるバットは、図7(a)に示すように、中空筒形状であって木材製の打球部90の内部に、繊維強化樹脂製のバット本体91のヘッド側が挿入されている。バット本体91は、打球部90によってその外周が被覆される打球芯部92と、外部に露出するテーパー部93、グリップ部94、及びグリップエンド部95とが一体的に形成されている。図7(b)に示すように、打球部90とテーパー部93との境界部分には、補強部材96が巻き付けられ、その補強部材96によって、打球部90の下端側とテーパー部93の上端側とが被覆されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−113557号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、引用文献1に記載されるバットは、以下に説明するようにして成形される。打球部90内にバット本体91の打球芯部92を挿入し、打球部90とテーパー部93との境界部分の外周に補強部材96を巻きつけた状態で、当該バットを金型内に配置する。そして、金型内に配置された成形前のバットのバット本体91内部に圧縮空気を注入し、バット本体91内部から加圧するとともに金型を加熱することによって、繊維強化樹脂製のバット本体91が木材製の打球部90に接合されて成形されている。
【0006】
しかし、打球部90の下端側には、打球部90の径方向への厚みに基づく段差97が形成されているため、このようにして成形されたバットでは、バット本体91内部からの加圧により、打球部90の下端側で、バット本体91が段差97の形状に沿って拡径してしまうことになる。その結果、打球部90とテーパー部93との境界部分の前後において、繊維強化樹脂の繊維方向が急激に変位することになり、バット長手方向に沿うように配設された繊維強化樹脂の繊維方向は、バットの径方向に向かって大きく変位してしまうことになる。
【0007】
したがって、このような従来のバットでは、打球部90で打球したときの応力が、拡径されて繊維方向が変位した境界部分近傍に集中的に作用してその影響を受けやすくなり、補強部材96によって当該境界部分の外周を被覆した場合であっても、バットの強度を好適に保持することができないといった問題があった。そして、補強部材96の存在によっても、依然として境界部分における異素材の接合面での接合状態への悪影響を排除しきれず、バットの耐衝撃性、耐久性に問題があった。
【0008】
本発明は、このような従来技術の問題点に鑑みてなされたものであり、その目的は、複合材料製の野球またはソフトボール用バットにおいて、異素材の接合面を含む境界部分における強度を向上させることである。さらに別の目的は、異素材の接合面を含む境界部分での強度を向上させた複合材料製の野球またはソフトボール用バットの製造方法を提供することである。
【課題を解決するための手段】
【0009】
上記の目的を達成するため、請求項1に記載の発明は、木材製で内部に中空部が形成された中空筒状の打球部と、繊維強化樹脂製でその一部が前記打球部の中空部に内挿されて接合されるとともにその残り部分が前記打球部から露出されるバット本体と、を備えた野球またはソフトボール用バットであって、前記打球部から露出される前記バット本体の外周には、前記バット本体を構成する繊維強化樹脂の繊維方向が変位することを抑制する拡径抑制部が設けられ、前記拡径抑制部は、前記打球部のグリップ部側端部と前記バット本体との間に形成される段差に接するように配置されていることを要旨とする。
【0010】
この構成によれば、打球部から露出するバット本体の外周に設けられた拡径抑制部が、打球部のグリップ部側端部とバット本体との間において、該打球部のグリップ部側端部の径方向への厚みに起因して形成される段差を埋めることができる。これにより、打球部の中空部内にバット本体を挿入させた状態で金型内に配置して熱圧した場合であっても、バット本体が当該段差に沿って拡径することが抑制され、バット本体の繊維強化樹脂が、段差に沿ってその繊維方向を急激に変位させることが抑制される。したがって、バット本体の長手方向に沿うように繊維強化樹脂が配設されている場合であっても、その繊維方向が、バット本体の径方向に向かって大きく変位してしまうことが回避される。結果として、打球部で打球した際の応力が、当該段差における異素材の接合面に集中するという好ましくない状態を回避することができる。これにより、異素材が接合されて形成された野球またはソフトボール用バットであっても、その異素材同士の接合面を含む境界部分における強度を好適に向上させることが可能となり、バットの耐衝撃性、耐久性を向上させることに寄与することができる。
【0011】
請求項2に記載の発明は、請求項1に記載の野球またはソフトボール用バットにおいて、前記拡径抑制部は、前記バット本体のグリップ部側方向に向かって、径方向への厚みを減少させるように形成されていることを要旨とする。
【0012】
この構成によれば、拡径抑制部によって打球部のグリップ部側端部とバット本体との間に生じる段差を埋めることができるだけでなく、拡径抑制部のグリップ側端部において、バット本体外周面との間に段差が生じないようにすることができる。バット本体を構成する繊維強化樹脂の繊維方向の変位を抑制して異素材の接合面における応力の影響を抑制することができるとともに、打球部と当該打球部からバット本体に至るバットの外周面を平滑な面に成形することができる。
【0013】
請求項3に記載の発明は、請求項1又は2に記載の野球またはソフトボール用バットにおいて、前記拡径抑制部の外周には、前記打球部と前記バット本体との境界部分の強度を補強するための補強部が設けられていることを要旨とする。
【0014】
この構成によれば、拡径抑制部により応力に対する抵抗力が付与された境界部分を、補強部で補強することができるため、拡径抑制部と補強部との相乗効果によるさらなる強度を境界部分に付与することができる。
【0015】
請求項4に記載の発明は、請求項3に記載の野球またはソフトボール用バットにおいて、前記拡径抑制部と前記補強部とは一体に形成されていることを要旨とする。
この構成によれば、野球またはソフトボール用バットの部品点数を少なくして、構造を簡素化することができる。
【0016】
上記の目的を達成するために、請求項5に記載の発明は、木材製で内部に中空部が形成された中空筒状の打球部と、繊維強化樹脂製でその一部が前記打球部の中空部に内挿されて接合されるとともにその残り部分が前記打球部から露出されるバット本体と、を備えた野球またはソフトボール用バットの製造方法であって、前記バット本体の一部を、前記打球部の中空部内に内挿する工程と、前記打球部のグリップ部側端部と前記バット本体との間に形成される段差に当接するように、前記打球部から露出される前記バット本体の外周に、前記バット本体を構成する繊維強化樹脂の繊維方向が変位することを抑制する拡径抑制部を被覆する被覆工程と、金型内で熱圧して成形する工程と、を含むことを要旨とする。
【0017】
この構成によれば、打球部の中空部内にバット本体を挿入後、打球部のグリップ部側端部とバット本体との間に生じる段差の形状に応じた拡径抑制部を当該段差に当接配置することができる。拡径抑制部を配置後、金型内で熱圧して成形することにより、繊維強化樹脂で構成されるバット本体が段差に沿うようにして拡径することが抑制され、繊維強化樹脂の繊維方向が変位することを好適に抑制することができる。バット本体の長手方向に沿うように配設された繊維強化樹脂であっても、その繊維方向が、バット本体の径方向に向かって大きく変位してしまうことが回避される。その結果、打球部で打球した際の応力が段差に作用したとしても、該応力の影響を受け難くすることができるため、木材製の打球部と繊維強化樹脂製のバット本体という、異素材で構成される部材の接合面を含む境界部分における強度を、好適に向上させ得る複合材料製の野球またはソフトボール用バットの製造方法を提供することができる。
【0018】
請求項6に記載の発明は、請求項5に記載の野球またはソフトボール用バットの製造方法において、前記被覆工程は、前記打球部のグリップ部側端部と前記バット本体との間に形成される段差に当接するように、前記打球部から露出される前記バット本体の外周に、前記バット本体を構成する繊維強化樹脂の繊維方向が変位することを抑制する拡径抑制部を配置する段階と、前記拡径抑制部の外周であって、前記打球部と前記バット本体との境界部分の外周に補強部を被覆する段階と、を含むことを要旨とする。
【0019】
この構成によれば、拡径抑制部により応力に対する抵抗力が付与された境界部分を、補強部で補強することができるため、拡径抑制部と補強部との相乗効果によるさらなる強度を備えた複合材料製の野球またはソフトボール用バットの製造方法を提供することができる。
【発明の効果】
【0020】
本発明によれば、複合材料製の野球またはソフトボール用バットにおいて、異素材の接合面を含む境界部における強度を向上させることができる。さらに、異素材の接合面を含む境界部での強度を向上させた複合材料製の野球またはソフトボール用バットの製造方法を提供することができる。
【図面の簡単な説明】
【0021】
【図1】バットの側面図。
【図2】バットの断面図。
【図3】打球部と拡径抑制部との境界部の拡大断面図。
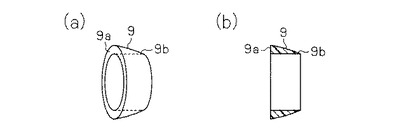
【図4】(a)は、拡径抑制部の斜視図。(b)は、拡径抑制部の断面図。
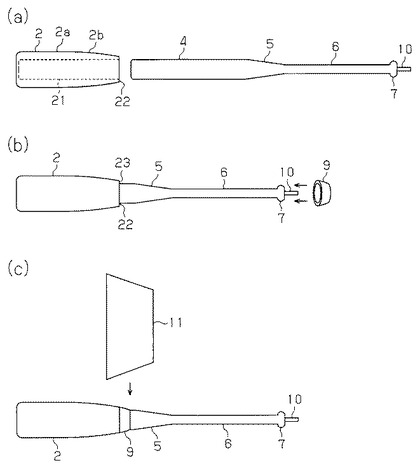
【図5】バットの製造方法を説明する図。(a)は、打球部にバット本体を挿入する前の図。(b)は、拡径抑制部を配置する段階を示す図。(c)は、補強部を被覆する段階を示す図。
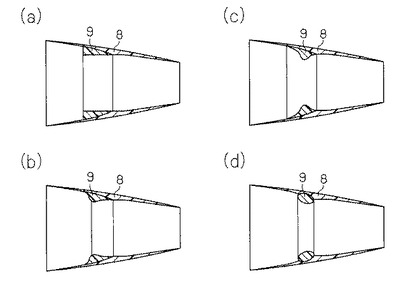
【図6】(a)は実施形態に記載した拡径抑制部及び補強部の断面図。(b)、(c)、(d)は、拡径抑制部及び補強部の変更例の断面図。
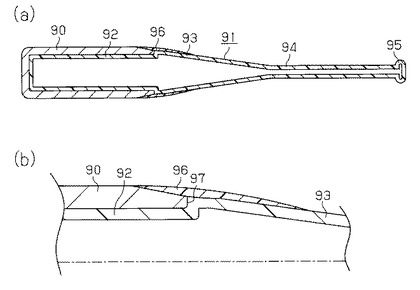
【図7】(a)は、従来のバットの断面図。(b)は、その拡大断面図。
【発明を実施するための形態】
【0022】
以下、野球用バットについて、図1〜図5に基づき説明する。ここで、バット1のヘッド側を上側と規定するとともに、バット1のグリップエンド部7側を下側と規定して説明する。
(バット1の構成)
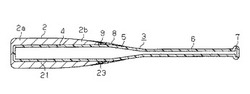
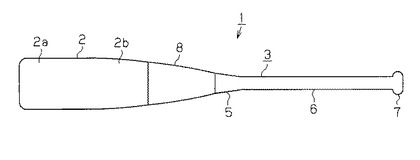
図1乃至図3に示すように、本実施形態のバット1は、打球部2と、打球部2にその一部が内挿されるバット本体3と、打球部2のグリップエンド部7側端部に配置される拡径抑制部9と、拡径抑制部9の外周に配置される補強部8とから構成されている。図1に示すように、バット1の全体形状は、打球部2の上方ではその外径寸法がストレート形状に形成されるとともに、バット本体3の下方では打球部2より外径寸法が小さいストレート形状に形成され、両者の間では、外径寸法が徐々に縮径するテーパー形状となっている。図2に示すように、打球部2の下側の端部は、バット1のテーパー形状部分の上方の約半分の位置に配設されている。
【0023】
バット1を構成する各部について以下説明する。
木材製の打球部2は、片側が開口した有底円筒形状に形成されている。打球部2に使用される木材は、野球或いはソフトボール用バットとして一般的に使用されるものであれば特に限定されるものではなく、例えば、トネリコ材、ヤチダモ材、ホワイトアッシュ材、メープル材などの広葉樹散孔材等、或いは、竹材などが挙げられる。材料としての木材は、単材であってもよく、或いは、複数種類の木材からなる複合材であってもよい。
【0024】
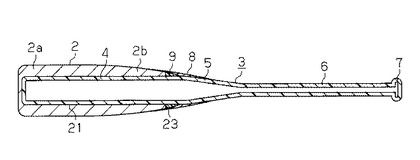
打球部2の外周面は、これら材料となる木材を切削することにより、通常使用される野球用バットの打球部に適用される形状に形成されている。打球部2は、図2に示すように、上側から下側に向かって外径寸法が変化しない打球ストレート部2aに、上側から下側に向けて外径寸法が徐々に小さくなる打球テーパー部2bが連設して形成されている。また、図2及び図5(a)に示すように、打球部2の内部には、打球部2の下側端部の開口部22から上端部に向けて内径寸法が同一となる内径ストレート形状の円筒状の穴が切削されて、中空部21が形成されている。
【0025】
繊維強化樹脂製のバット本体3は、打球部2の中空部21内に挿入される打球芯部4と、グリップ部6と、打球芯部4とグリップ部6とを連結するテーパー部5と、グリップ部6の下端側に形成されるグリップエンド部7とから構成されている。テーパー部5、グリップ部6、グリップエンド部7は、打球部2の中空部21内に挿入されることなく、打球部2外に配置されている。
【0026】
後に説明するように、バット本体3は、繊維強化樹脂製のプリプレグをマンドレルに複数層巻回することによって中空形状に形成されている。なお、バット本体3の壁厚は、打球芯部4からグリップエンド部7に至るまで同一の壁厚となっている。
【0027】
バット本体3を構成する打球芯部4は、その外径寸法が、上下方向に同一径で、且つ、打球部2の中空部21に相当する大きさの中空円筒形状に形成されている。これにより、バット本体3を打球部2の中空部21内に挿入したときに打球芯部4の外周面が中空部21の内周面に接するようになる。
【0028】
バット本体3を構成するグリップ部6も打球芯部4と同様、その外径寸法が上下方向に同一径となる中空円筒形状に形成されている。そして、打球芯部4とグリップ部6との間を連結するテーパー部5は、打球芯部4からグリップ部6に向けてその外径寸法が縮径するように形成されている。グリップ部6の下側端部には、グリップ部6の外径寸法より大径のグリップエンド部7が形成されている。バット本体3は、図5(a)に示すように、打球芯部4、テーパー部5、グリップ部6に亘ってこれらの外周面が連続して形成されており、段差、突起等のない平滑面となっている。
【0029】
図2及び図3に示すように、打球部2の中空部21内にバット本体3の打球芯部4を挿入した状態では、バット本体3のテーパー部5、グリップ部6、及びグリップエンド部7が打球部2の中空部21から露出している。そして、打球部2の下側端部とテーパー部5との間の境界部には、打球部2の下側端部の径方向の厚みに基づく段差23が形成されている。
【0030】
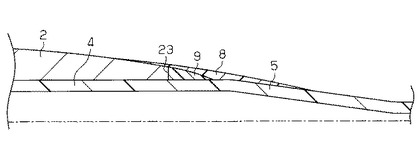
打球部2の下側端部とテーパー部5との間の境界部の外周には、段差23を埋めるように拡径抑制部9が配設されている。拡径抑制部9の材質は、特に限定されないが、例えば、繊維強化樹脂や熱可塑性樹脂等により形成されている。拡径抑制部9は、バット1を金型内で熱圧する際、繊維強化樹脂製のバット本体3の拡径を抑制して、繊維強化樹脂の繊維方向が段差23の上下において変位することを抑制する機能を発揮し得る材質で形成されている必要がある。当該材質は、例えば、エアー圧15kg/cm2の圧力を掛けたときに、その体積保持率が95%以上であるような性状を示すものである。
【0031】
拡径抑制部9は、図4に示すようにリング状に形成されており、その一端部9aは径方向に肉厚に形成されるとともに、他端部9bに向かって徐々に肉薄になっている。肉厚側の端部9aの径方向の厚みは、打球部2の下側端部の径方向の厚みに基づく段差23の幅と略同一となるように形成されている。また、拡径抑制部9の内周面は、バット本体3のテーパー部5の上方側の外周面に摺接する形状及び大きさに形成されている。
【0032】
バット1において、拡径抑制部9の外周には、打球部2の打球テーパー部2bとバット本体3のテーパー部5との間の境界部の上下方向に亘って、打球部2の下方側一部とテーパー部5の上方側一部を覆うように補強部8が積層されている。補強部8の材質は特に限定されないが、例えば、繊維強化樹脂、熱可塑性樹脂、或いは、金属等により形成されている。繊維強化樹脂の場合、カーボン繊維、ガラス繊維、アラミド繊維等の補強繊維からなるものを適宜選択することができる。また、熱可塑性樹脂の場合、ABS樹脂、ナイロン樹脂、ウレタン樹脂、EVA樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリカーボネート樹脂等から適宜選択することができる。さらに、金属の場合、アルミニウム、マグネシウム、チタン、ステンレス、鉄鋼(クロムモリブデン鋼、軟鋼)等から適宜選択することができる。
【0033】
打球部2にバット本体3が挿入され、その外周面に拡径抑制部9及び補強部8が配置されたバット1は、図1に示すように、打球部2からグリップ部6に亘ってこれらの外周面が連続して形成されて、段差、突起等のない平滑な外形状を呈している。
(作用)
以上詳述した本実施形態のバット1の作用について以下に説明する。
【0034】
打球部2の下側端部とバット本体3のテーパー部5との間の段差23に、拡径抑制部9の肉厚側の端部9aが当接している。このとき、段差23の幅と拡径抑制部9の肉厚側の端部9aの厚みが略同一となるように形成されていることから、拡径抑制部9の肉厚側の端部9aは、打球部2とバット本体3との境界部の径方向に形成された段差23を埋めるように作用する。そして、拡径抑制部9の他端部9bは、肉厚側の端部9aから徐々に肉薄となるように形成されている。これにより、熱圧前のバット本体3を打球部2に内挿した状態で、拡径抑制部9の外周面が打球部2の外周面とバット本体3のテーパー部5の外周面を連続させるような形状となっている。したがって、金型内に配置して、バット本体3の内部を加圧するとともに加熱してバット1を成形する際、拡径抑制部9は、打球部2の下側端部とバット本体3のテーパー部5との間の境界部分近傍において、バット本体3が拡径することを抑制し、結果として、当該境界部分近傍において繊維強化樹脂の繊維方向が変位しないように作用する。また、打球部2、拡径抑制部9、及びバット本体3の外周面は、段差が生じないような連続面を呈するように作用する。
【0035】
補強部8は、打球部2の下方側一部とテーパー部5の上方側一部を覆うようにして拡径抑制部9の外周面に積層されている。これにより、補強部8は、拡径抑制部9の機能を補完するように作用する。つまり、バット本体3を構成する繊維強化樹脂の繊維方向の変位を抑制して、打球部2の下側端部とバット本体3のテーパー部5との間の境界部分近傍における応力の集中を回避し、バット1の強度を向上させるという拡径抑制部9の効果に加えて、当該境界部分にさらなる補強効果を付与するように作用する。
【0036】
また、補強部8は、打球部2の下方側一部とテーパー部5の上方側一部を覆って、打球部2からテーパー部5に至る外周面を連続的な平滑面とするように作用している。
(バット1の製造方法)
次に、図5を参照しながら、バット1の製造方法について説明する。まず、図5(a)に示すように、打球部2を適切な大きさの木材を切削することによって加工成形する。打球部2に使用される木材は、単材であってもよく、複数の木材を貼り合わせるなどした複合材であってもよく、或いは、複数種類の木材からなる廃材であってもよい。木材は、100mm角で、長さが400mm程度のものを用意し、外形がバット1の打球部2に相当する形状となるように切削研磨する。これにより、打球部2は、上側から下側に向かって外径寸法が変化しない打球ストレート部2aと、当該打球ストレート部2aに連設して、上側から下側に向けて外径寸法が徐々に小さくなる打球テーパー部2bが形成される。
【0037】
打球部2の中心部分に、直径25mm程度で、且つ、打球部2の下端部側の開口部22から上側に向かって、内径ストレート形状の穴を切削して中空部21を形成する。これにより、打球部2の下端部側が開口部22として開口するとともに、有底円筒形状の打球部2が形成される。また、必要に応じて、打球部2の開口部22の外周面を所定寸法に面取り加工してもよい。
【0038】
次に、繊維強化樹脂製のバット本体3は、所定形状のマンドレルに、繊維強化樹脂からなるプリプレグを複数回巻回することにより形成される。この工程で使用するマンドレルは、バット本体3の全体形状に相当する形状のマンドレルを使用してもよく、或いは、バット本体3を分割した形状のものを適宜準備して、それぞれにプリプレグを巻回するといった構成としてもよい。プリプレグは、所定形状のものを複数枚用意し、適宜マンドレルの所定箇所に巻回する。
【0039】
繊維強化樹脂は、カーボン繊維等の強化繊維に熱硬化性樹脂等の成形用樹脂を含浸させて強度を向上させた複合材料であり、プリプレグを構成する強化繊維としては、カーボン繊維、ガラス繊維、各種セラミックス繊維、ボロン繊維、銅、ステンレス等の金属繊維、アモルファス繊維、芳香族ポリアミド等の有機繊維、それらの混織物等を適宜用いることができる。また、プリプレグを構成する繊維強化樹脂の繊維方向は、特に限定されないが、バット1の強度を確保する観点から言えば、バット1の上下方向に対して、0゜となるストレート層及び45゜となるバイアス層を適宜混合させて巻回することが好ましい。
【0040】
このようにして、図5(a)に示すような、マンドレルの周囲にプリプレグが複数層巻回された繊維強化樹脂製のバット本体3が形成される。その後、バット本体3からマンドレルを引き抜いて、中空円筒状のバット本体3の内部に、伸縮自在のエラストマーチューブ10を挿入する。
【0041】
次に、図5(a)に示すように、打球部2の開口部22から、エラストマーチューブ10が内在された状態のバット本体3を、打球部2の中空部21内に挿入する。このとき、バット本体3の打球芯部4の外周面及び打球部2の内周面に接着剤を塗布しておく。バット本体3を中空部21内に挿入することにより、図5(b)に示すように、打球部2の中空部21内にバット本体3の上方側である、打球芯部4が挿入されるとともに、テーパー部5、グリップ部6、グリップエンド部7は、打球部2から外部に露出された状態となる。また、打球部2の開口部22側端部とバット本体3のテーパー部5との境界部分には、打球部2の径方向の厚みに基づく段差23が形成されている。
【0042】
次に、拡径抑制部9を配置する方法について説明する。拡径抑制部9は、バット本体3のテーパー部5上側部分の外周形状に相当するマンドレルに対し、繊維強化樹脂からなるプリプレグを所定数巻回して加熱することにより、あらかじめリング形状に形成する。このようにして形成された拡径抑制部9に対し、図5(b)に示すように、バット本体3を、グリップエンド部7側から挿入する。これにより、拡径抑制部9は、当該拡径抑制部9の肉厚部分の一端部9aが打球部2の段差23に当接するようにして、バット本体3の外周に配置される。そして、拡径抑制部9の内周面が、バット本体3のテーパー部5の外周面に摺接している。
【0043】
次に、図5(c)に示すように、拡径抑制部9の外周であって、打球部2の打球テーパー部2bからバット本体3のテーパー部5に亘る外周部分に、テープ11を複数回巻回して被覆することにより、補強部8を形成する。テープ11の材質は特に限定されないが、繊維強化樹脂、熱可塑性樹脂、或いは、金属等、バット本体3及び打球部2との接着性の良好な材料が適している。また、テープ11の被覆位置は特に限定されないが、補強部8の強度、及び、打球部2での打球面の確保の観点、及び、打球部2とバット本体3との境界部分に掛かる応力の集中を緩和するとの観点からから、本実施形態では、補強部8は、テーパー部5側の部分の方が打球部2側の部分より上下方向に幅広となるような被覆幅で被覆している。
【0044】
その後、バット本体3の内部にエラストマーチューブ10が内在された状態で、バット成形用の金型内に配置し、上金型により型締めした後、エラストマーチューブ10内に圧縮空気を注入してエラストマーチューブ10を拡開する。そして、バット本体3を構成する繊維強化樹脂を打球部2の内周面に密着させた状態で金型を加熱することにより、打球部2、バット本体3、拡径抑制部9、補強部8を接合させて一体成形されたバット1が得られる。
【0045】
打球部2にバット本体3が挿入され、その外周面に拡径抑制部9及び補強部8が配置されたバット1は、熱圧して成形されることにより、打球部2及びバット本体3に、拡径抑制部9及び補強部8が密着されて、図1に示すように、打球部2からグリップ部6に亘ってこれらの外周面が連続して成形されて、段差、突起等のない平滑面としての外形状を呈している。
(効果)
以上詳述した本実施形態によれば、次のような効果を奏することができる。
【0046】
(1)拡径抑制部9の一端部9aの厚みが段差23と略同一に形成されて段差23を埋めるように作用することから、バット本体3が段差23において、拡径することが抑制される。これにより、繊維強化樹脂製のバット本体3の繊維方向が段差23において変位することが抑制され、打球部2とテーパー部5との境界部分におけるバット1の強度、すなわち、異素材間の接合面における強度を好適に向上させることができる。したがって、打球部2で打球したときに異素材間の接合面に作用する応力の集中を回避することができ、バット1の耐衝撃性、耐久性の向上に貢献することができる。
【0047】
(2)拡径抑制部9の外周に補強部8を配置することにより、補強部8が拡径抑制部9の機能を補完するように作用することから、補強部8は、拡径抑制部9に基づく強度向上の効果をさらに強化することができる。
【0048】
(3)補強部8は、打球部2からテーパー部5に至る外周面を連続的な平滑面として形成するように作用していることから、バット1の外観形状が向上する。見栄えがよく、意匠性に優れたバット1を提供することができる。
【0049】
(4)拡径抑制部9は、バット本体3のグリップエンド部7側から打球部2の段差23に当接するようにして配置している。これにより、段差23が拡径抑制部9の位置決め部となり、的確な位置に拡径抑制部9を配置することができる。
【0050】
なお、上記実施形態は以下のように変更してもよく、また、以下の変更例を組み合わせて適用しても良い。
・ 本実施形態のバットの製造方法では、図6(a)に示すように、補強部8と拡径抑制部9を別体として別工程で配置したが、図6(b)に示すように、補強部8と拡径抑制部9を一体に形成し、一工程で配置してもよい。この場合、あらかじめ、補強部8と拡径抑制部9とを一体に形成したリング状の部材をバット本体3のグリップエンド部7側から挿入して、打球部2の段差23に当接するまで移動させて位置決めした後、金型内で熱圧するようにしてもよい。或いは、補強部8と拡径抑制部9とをテープ11の巻回により一体的に形成してもよい。
【0051】
・ 本実施形態のバットの製造方法では、拡径抑制部9を段差23に当接させて配置した後、補強部8を拡径抑制部9の外周に積層したが、補強部8と拡径抑制部9の被覆工程は、この方法に限定されない、例えば、テープ11を打球部2とテーパー部5の外周に巻回して補強部8で被覆した後、補強部8の内部にリング状に形成された拡径抑制部9を挿入して段差23に当接させるようにしてもよい。
【0052】
・ 本実施形態では、拡径抑制部9をあらかじめリング形状に形成した後、バット本体3のグリップエンド部7側から挿入したが、拡径抑制部9の配置はこのような方法に限定されない。バット本体3のテーパー部5の上側部分の外周に、プリプレグを直接巻回して積層することにより配置してもよい。
【0053】
・ 補強部8の打球部2及びテーパー部5に対する被覆幅については適宜変更可能である。上記実施形態では、テーパー部5側が上下方向により幅広となるように被覆したが、打球部2側が幅広となるように被覆してもよく、また、打球部2側の被覆幅とテーパー部5側の被覆幅とが同じになるように被覆してもよい。
【0054】
・ 拡径抑制部9の形状は適宜変更してもよい。一端部9aが段差23に当接するとともに、他端部9bに行くに従い、その径方向の厚みが縮径するように形成されていなくてもよい。図6(c)に示すように、横断面形状が対称となるように、拡径抑制部9の上下方向中央部分に内径方向への突起形状部分を形成するリングとして構成されていてもよい。或いは、図6(d)に示すように、断面円形状のリングとして形成されていてもよい。これらはいずれも補強部8と一体に形成されていてもよく、また、別体として形成されていてもよい。
【0055】
・ 拡径抑制部9は、打球部2から露出されるバット本体3の外周にのみ配置される場合に限定されない。打球部2から露出されるバット本体3の外周から、打球部2の外周に亘って配置されていてもよく、或いは、打球部2から露出されるバット本体3の外周から打球部2の中空部21とバット本体3の打球芯部4との間に内挿されるように配置されていてもよい。
【0056】
・ 補強部8は、省略することができる。この場合、拡径抑制部9をグリップエンド部7側から挿入して打球部2の段差23に当接させた後、金型内で熱圧すればよい。
・ 本実施形態のバット1では、木材製の打球部2の下側の端部(段差23)が、バット1のテーパー形状部分の上方約半分の位置に配置されるように構成した。つまり、打球部2とバット本体3との境界部分が、バット1のテーパー形状部分の略中央部分に位置するようにした。しかし、打球部2の段差23がバット1のテーパー形状部分のさらに上方側に位置するように配置してもよく、バット1のストレート形状部分とテーパー形状部分との境界部に位置するように配置してもよい。或いは、バット1のテーパー形状部分のさらに下方側に位置するように配置してもよく、バット1の下方のストレート形状部分に位置するように配置してもよい。
【0057】
・ バット本体3を構成する繊維強化樹脂の繊維方向は、バット1の上下方向に対して0゜となるストレート層及び45゜となるバイアス層として配置したが、90゜となるフープ層を含んで構成してもよい。
【符号の説明】
【0058】
1…バット、2…打球部、3…バット本体、4…打球芯部、5…テーパー部、6…グリップ部、8…補強部、9…拡径抑制部、21…中空部、23…段差。
【技術分野】
【0001】
本発明は、木材と繊維強化樹脂からなる複合材料製の野球またはソフトボール用バット、及びそれらの製造方法に関するものである。
【背景技術】
【0002】
従来、野球またはソフトボール用バット(以下、バットという。)では、木材製、金属製、或いは繊維強化樹脂製等、単体の材料で製造されるものが主流であった。近年では、最適な木材資源の枯渇により調達が困難な木材の使用量を抑えること、或いは、打撃時の使用感を向上させること等を目的として、これら単体材料で製造されるバットに代えて、打球部に木材を使用するとともに、打球部以外の部分に繊維強化樹脂や金属等を使用して、これら異素材を接合した複合構造のものを製造することが提案されてきている。しかし、この種のバットでは、異素材同士の接合面における強度が十分でなく、打球部で打球したときの応力が接合面に作用して、当該接合面での両素材の接合状態に悪影響を及ぼすといった問題があった。
【0003】
この問題に対して、特許文献1では、接合面外周に補強部材を配設することにより接合面に強度を付加して、耐衝撃性、耐久性を向上させたバットが提案されている。特許文献1で開示されるバットは、図7(a)に示すように、中空筒形状であって木材製の打球部90の内部に、繊維強化樹脂製のバット本体91のヘッド側が挿入されている。バット本体91は、打球部90によってその外周が被覆される打球芯部92と、外部に露出するテーパー部93、グリップ部94、及びグリップエンド部95とが一体的に形成されている。図7(b)に示すように、打球部90とテーパー部93との境界部分には、補強部材96が巻き付けられ、その補強部材96によって、打球部90の下端側とテーパー部93の上端側とが被覆されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−113557号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、引用文献1に記載されるバットは、以下に説明するようにして成形される。打球部90内にバット本体91の打球芯部92を挿入し、打球部90とテーパー部93との境界部分の外周に補強部材96を巻きつけた状態で、当該バットを金型内に配置する。そして、金型内に配置された成形前のバットのバット本体91内部に圧縮空気を注入し、バット本体91内部から加圧するとともに金型を加熱することによって、繊維強化樹脂製のバット本体91が木材製の打球部90に接合されて成形されている。
【0006】
しかし、打球部90の下端側には、打球部90の径方向への厚みに基づく段差97が形成されているため、このようにして成形されたバットでは、バット本体91内部からの加圧により、打球部90の下端側で、バット本体91が段差97の形状に沿って拡径してしまうことになる。その結果、打球部90とテーパー部93との境界部分の前後において、繊維強化樹脂の繊維方向が急激に変位することになり、バット長手方向に沿うように配設された繊維強化樹脂の繊維方向は、バットの径方向に向かって大きく変位してしまうことになる。
【0007】
したがって、このような従来のバットでは、打球部90で打球したときの応力が、拡径されて繊維方向が変位した境界部分近傍に集中的に作用してその影響を受けやすくなり、補強部材96によって当該境界部分の外周を被覆した場合であっても、バットの強度を好適に保持することができないといった問題があった。そして、補強部材96の存在によっても、依然として境界部分における異素材の接合面での接合状態への悪影響を排除しきれず、バットの耐衝撃性、耐久性に問題があった。
【0008】
本発明は、このような従来技術の問題点に鑑みてなされたものであり、その目的は、複合材料製の野球またはソフトボール用バットにおいて、異素材の接合面を含む境界部分における強度を向上させることである。さらに別の目的は、異素材の接合面を含む境界部分での強度を向上させた複合材料製の野球またはソフトボール用バットの製造方法を提供することである。
【課題を解決するための手段】
【0009】
上記の目的を達成するため、請求項1に記載の発明は、木材製で内部に中空部が形成された中空筒状の打球部と、繊維強化樹脂製でその一部が前記打球部の中空部に内挿されて接合されるとともにその残り部分が前記打球部から露出されるバット本体と、を備えた野球またはソフトボール用バットであって、前記打球部から露出される前記バット本体の外周には、前記バット本体を構成する繊維強化樹脂の繊維方向が変位することを抑制する拡径抑制部が設けられ、前記拡径抑制部は、前記打球部のグリップ部側端部と前記バット本体との間に形成される段差に接するように配置されていることを要旨とする。
【0010】
この構成によれば、打球部から露出するバット本体の外周に設けられた拡径抑制部が、打球部のグリップ部側端部とバット本体との間において、該打球部のグリップ部側端部の径方向への厚みに起因して形成される段差を埋めることができる。これにより、打球部の中空部内にバット本体を挿入させた状態で金型内に配置して熱圧した場合であっても、バット本体が当該段差に沿って拡径することが抑制され、バット本体の繊維強化樹脂が、段差に沿ってその繊維方向を急激に変位させることが抑制される。したがって、バット本体の長手方向に沿うように繊維強化樹脂が配設されている場合であっても、その繊維方向が、バット本体の径方向に向かって大きく変位してしまうことが回避される。結果として、打球部で打球した際の応力が、当該段差における異素材の接合面に集中するという好ましくない状態を回避することができる。これにより、異素材が接合されて形成された野球またはソフトボール用バットであっても、その異素材同士の接合面を含む境界部分における強度を好適に向上させることが可能となり、バットの耐衝撃性、耐久性を向上させることに寄与することができる。
【0011】
請求項2に記載の発明は、請求項1に記載の野球またはソフトボール用バットにおいて、前記拡径抑制部は、前記バット本体のグリップ部側方向に向かって、径方向への厚みを減少させるように形成されていることを要旨とする。
【0012】
この構成によれば、拡径抑制部によって打球部のグリップ部側端部とバット本体との間に生じる段差を埋めることができるだけでなく、拡径抑制部のグリップ側端部において、バット本体外周面との間に段差が生じないようにすることができる。バット本体を構成する繊維強化樹脂の繊維方向の変位を抑制して異素材の接合面における応力の影響を抑制することができるとともに、打球部と当該打球部からバット本体に至るバットの外周面を平滑な面に成形することができる。
【0013】
請求項3に記載の発明は、請求項1又は2に記載の野球またはソフトボール用バットにおいて、前記拡径抑制部の外周には、前記打球部と前記バット本体との境界部分の強度を補強するための補強部が設けられていることを要旨とする。
【0014】
この構成によれば、拡径抑制部により応力に対する抵抗力が付与された境界部分を、補強部で補強することができるため、拡径抑制部と補強部との相乗効果によるさらなる強度を境界部分に付与することができる。
【0015】
請求項4に記載の発明は、請求項3に記載の野球またはソフトボール用バットにおいて、前記拡径抑制部と前記補強部とは一体に形成されていることを要旨とする。
この構成によれば、野球またはソフトボール用バットの部品点数を少なくして、構造を簡素化することができる。
【0016】
上記の目的を達成するために、請求項5に記載の発明は、木材製で内部に中空部が形成された中空筒状の打球部と、繊維強化樹脂製でその一部が前記打球部の中空部に内挿されて接合されるとともにその残り部分が前記打球部から露出されるバット本体と、を備えた野球またはソフトボール用バットの製造方法であって、前記バット本体の一部を、前記打球部の中空部内に内挿する工程と、前記打球部のグリップ部側端部と前記バット本体との間に形成される段差に当接するように、前記打球部から露出される前記バット本体の外周に、前記バット本体を構成する繊維強化樹脂の繊維方向が変位することを抑制する拡径抑制部を被覆する被覆工程と、金型内で熱圧して成形する工程と、を含むことを要旨とする。
【0017】
この構成によれば、打球部の中空部内にバット本体を挿入後、打球部のグリップ部側端部とバット本体との間に生じる段差の形状に応じた拡径抑制部を当該段差に当接配置することができる。拡径抑制部を配置後、金型内で熱圧して成形することにより、繊維強化樹脂で構成されるバット本体が段差に沿うようにして拡径することが抑制され、繊維強化樹脂の繊維方向が変位することを好適に抑制することができる。バット本体の長手方向に沿うように配設された繊維強化樹脂であっても、その繊維方向が、バット本体の径方向に向かって大きく変位してしまうことが回避される。その結果、打球部で打球した際の応力が段差に作用したとしても、該応力の影響を受け難くすることができるため、木材製の打球部と繊維強化樹脂製のバット本体という、異素材で構成される部材の接合面を含む境界部分における強度を、好適に向上させ得る複合材料製の野球またはソフトボール用バットの製造方法を提供することができる。
【0018】
請求項6に記載の発明は、請求項5に記載の野球またはソフトボール用バットの製造方法において、前記被覆工程は、前記打球部のグリップ部側端部と前記バット本体との間に形成される段差に当接するように、前記打球部から露出される前記バット本体の外周に、前記バット本体を構成する繊維強化樹脂の繊維方向が変位することを抑制する拡径抑制部を配置する段階と、前記拡径抑制部の外周であって、前記打球部と前記バット本体との境界部分の外周に補強部を被覆する段階と、を含むことを要旨とする。
【0019】
この構成によれば、拡径抑制部により応力に対する抵抗力が付与された境界部分を、補強部で補強することができるため、拡径抑制部と補強部との相乗効果によるさらなる強度を備えた複合材料製の野球またはソフトボール用バットの製造方法を提供することができる。
【発明の効果】
【0020】
本発明によれば、複合材料製の野球またはソフトボール用バットにおいて、異素材の接合面を含む境界部における強度を向上させることができる。さらに、異素材の接合面を含む境界部での強度を向上させた複合材料製の野球またはソフトボール用バットの製造方法を提供することができる。
【図面の簡単な説明】
【0021】
【図1】バットの側面図。
【図2】バットの断面図。
【図3】打球部と拡径抑制部との境界部の拡大断面図。
【図4】(a)は、拡径抑制部の斜視図。(b)は、拡径抑制部の断面図。
【図5】バットの製造方法を説明する図。(a)は、打球部にバット本体を挿入する前の図。(b)は、拡径抑制部を配置する段階を示す図。(c)は、補強部を被覆する段階を示す図。
【図6】(a)は実施形態に記載した拡径抑制部及び補強部の断面図。(b)、(c)、(d)は、拡径抑制部及び補強部の変更例の断面図。
【図7】(a)は、従来のバットの断面図。(b)は、その拡大断面図。
【発明を実施するための形態】
【0022】
以下、野球用バットについて、図1〜図5に基づき説明する。ここで、バット1のヘッド側を上側と規定するとともに、バット1のグリップエンド部7側を下側と規定して説明する。
(バット1の構成)
図1乃至図3に示すように、本実施形態のバット1は、打球部2と、打球部2にその一部が内挿されるバット本体3と、打球部2のグリップエンド部7側端部に配置される拡径抑制部9と、拡径抑制部9の外周に配置される補強部8とから構成されている。図1に示すように、バット1の全体形状は、打球部2の上方ではその外径寸法がストレート形状に形成されるとともに、バット本体3の下方では打球部2より外径寸法が小さいストレート形状に形成され、両者の間では、外径寸法が徐々に縮径するテーパー形状となっている。図2に示すように、打球部2の下側の端部は、バット1のテーパー形状部分の上方の約半分の位置に配設されている。
【0023】
バット1を構成する各部について以下説明する。
木材製の打球部2は、片側が開口した有底円筒形状に形成されている。打球部2に使用される木材は、野球或いはソフトボール用バットとして一般的に使用されるものであれば特に限定されるものではなく、例えば、トネリコ材、ヤチダモ材、ホワイトアッシュ材、メープル材などの広葉樹散孔材等、或いは、竹材などが挙げられる。材料としての木材は、単材であってもよく、或いは、複数種類の木材からなる複合材であってもよい。
【0024】
打球部2の外周面は、これら材料となる木材を切削することにより、通常使用される野球用バットの打球部に適用される形状に形成されている。打球部2は、図2に示すように、上側から下側に向かって外径寸法が変化しない打球ストレート部2aに、上側から下側に向けて外径寸法が徐々に小さくなる打球テーパー部2bが連設して形成されている。また、図2及び図5(a)に示すように、打球部2の内部には、打球部2の下側端部の開口部22から上端部に向けて内径寸法が同一となる内径ストレート形状の円筒状の穴が切削されて、中空部21が形成されている。
【0025】
繊維強化樹脂製のバット本体3は、打球部2の中空部21内に挿入される打球芯部4と、グリップ部6と、打球芯部4とグリップ部6とを連結するテーパー部5と、グリップ部6の下端側に形成されるグリップエンド部7とから構成されている。テーパー部5、グリップ部6、グリップエンド部7は、打球部2の中空部21内に挿入されることなく、打球部2外に配置されている。
【0026】
後に説明するように、バット本体3は、繊維強化樹脂製のプリプレグをマンドレルに複数層巻回することによって中空形状に形成されている。なお、バット本体3の壁厚は、打球芯部4からグリップエンド部7に至るまで同一の壁厚となっている。
【0027】
バット本体3を構成する打球芯部4は、その外径寸法が、上下方向に同一径で、且つ、打球部2の中空部21に相当する大きさの中空円筒形状に形成されている。これにより、バット本体3を打球部2の中空部21内に挿入したときに打球芯部4の外周面が中空部21の内周面に接するようになる。
【0028】
バット本体3を構成するグリップ部6も打球芯部4と同様、その外径寸法が上下方向に同一径となる中空円筒形状に形成されている。そして、打球芯部4とグリップ部6との間を連結するテーパー部5は、打球芯部4からグリップ部6に向けてその外径寸法が縮径するように形成されている。グリップ部6の下側端部には、グリップ部6の外径寸法より大径のグリップエンド部7が形成されている。バット本体3は、図5(a)に示すように、打球芯部4、テーパー部5、グリップ部6に亘ってこれらの外周面が連続して形成されており、段差、突起等のない平滑面となっている。
【0029】
図2及び図3に示すように、打球部2の中空部21内にバット本体3の打球芯部4を挿入した状態では、バット本体3のテーパー部5、グリップ部6、及びグリップエンド部7が打球部2の中空部21から露出している。そして、打球部2の下側端部とテーパー部5との間の境界部には、打球部2の下側端部の径方向の厚みに基づく段差23が形成されている。
【0030】
打球部2の下側端部とテーパー部5との間の境界部の外周には、段差23を埋めるように拡径抑制部9が配設されている。拡径抑制部9の材質は、特に限定されないが、例えば、繊維強化樹脂や熱可塑性樹脂等により形成されている。拡径抑制部9は、バット1を金型内で熱圧する際、繊維強化樹脂製のバット本体3の拡径を抑制して、繊維強化樹脂の繊維方向が段差23の上下において変位することを抑制する機能を発揮し得る材質で形成されている必要がある。当該材質は、例えば、エアー圧15kg/cm2の圧力を掛けたときに、その体積保持率が95%以上であるような性状を示すものである。
【0031】
拡径抑制部9は、図4に示すようにリング状に形成されており、その一端部9aは径方向に肉厚に形成されるとともに、他端部9bに向かって徐々に肉薄になっている。肉厚側の端部9aの径方向の厚みは、打球部2の下側端部の径方向の厚みに基づく段差23の幅と略同一となるように形成されている。また、拡径抑制部9の内周面は、バット本体3のテーパー部5の上方側の外周面に摺接する形状及び大きさに形成されている。
【0032】
バット1において、拡径抑制部9の外周には、打球部2の打球テーパー部2bとバット本体3のテーパー部5との間の境界部の上下方向に亘って、打球部2の下方側一部とテーパー部5の上方側一部を覆うように補強部8が積層されている。補強部8の材質は特に限定されないが、例えば、繊維強化樹脂、熱可塑性樹脂、或いは、金属等により形成されている。繊維強化樹脂の場合、カーボン繊維、ガラス繊維、アラミド繊維等の補強繊維からなるものを適宜選択することができる。また、熱可塑性樹脂の場合、ABS樹脂、ナイロン樹脂、ウレタン樹脂、EVA樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリカーボネート樹脂等から適宜選択することができる。さらに、金属の場合、アルミニウム、マグネシウム、チタン、ステンレス、鉄鋼(クロムモリブデン鋼、軟鋼)等から適宜選択することができる。
【0033】
打球部2にバット本体3が挿入され、その外周面に拡径抑制部9及び補強部8が配置されたバット1は、図1に示すように、打球部2からグリップ部6に亘ってこれらの外周面が連続して形成されて、段差、突起等のない平滑な外形状を呈している。
(作用)
以上詳述した本実施形態のバット1の作用について以下に説明する。
【0034】
打球部2の下側端部とバット本体3のテーパー部5との間の段差23に、拡径抑制部9の肉厚側の端部9aが当接している。このとき、段差23の幅と拡径抑制部9の肉厚側の端部9aの厚みが略同一となるように形成されていることから、拡径抑制部9の肉厚側の端部9aは、打球部2とバット本体3との境界部の径方向に形成された段差23を埋めるように作用する。そして、拡径抑制部9の他端部9bは、肉厚側の端部9aから徐々に肉薄となるように形成されている。これにより、熱圧前のバット本体3を打球部2に内挿した状態で、拡径抑制部9の外周面が打球部2の外周面とバット本体3のテーパー部5の外周面を連続させるような形状となっている。したがって、金型内に配置して、バット本体3の内部を加圧するとともに加熱してバット1を成形する際、拡径抑制部9は、打球部2の下側端部とバット本体3のテーパー部5との間の境界部分近傍において、バット本体3が拡径することを抑制し、結果として、当該境界部分近傍において繊維強化樹脂の繊維方向が変位しないように作用する。また、打球部2、拡径抑制部9、及びバット本体3の外周面は、段差が生じないような連続面を呈するように作用する。
【0035】
補強部8は、打球部2の下方側一部とテーパー部5の上方側一部を覆うようにして拡径抑制部9の外周面に積層されている。これにより、補強部8は、拡径抑制部9の機能を補完するように作用する。つまり、バット本体3を構成する繊維強化樹脂の繊維方向の変位を抑制して、打球部2の下側端部とバット本体3のテーパー部5との間の境界部分近傍における応力の集中を回避し、バット1の強度を向上させるという拡径抑制部9の効果に加えて、当該境界部分にさらなる補強効果を付与するように作用する。
【0036】
また、補強部8は、打球部2の下方側一部とテーパー部5の上方側一部を覆って、打球部2からテーパー部5に至る外周面を連続的な平滑面とするように作用している。
(バット1の製造方法)
次に、図5を参照しながら、バット1の製造方法について説明する。まず、図5(a)に示すように、打球部2を適切な大きさの木材を切削することによって加工成形する。打球部2に使用される木材は、単材であってもよく、複数の木材を貼り合わせるなどした複合材であってもよく、或いは、複数種類の木材からなる廃材であってもよい。木材は、100mm角で、長さが400mm程度のものを用意し、外形がバット1の打球部2に相当する形状となるように切削研磨する。これにより、打球部2は、上側から下側に向かって外径寸法が変化しない打球ストレート部2aと、当該打球ストレート部2aに連設して、上側から下側に向けて外径寸法が徐々に小さくなる打球テーパー部2bが形成される。
【0037】
打球部2の中心部分に、直径25mm程度で、且つ、打球部2の下端部側の開口部22から上側に向かって、内径ストレート形状の穴を切削して中空部21を形成する。これにより、打球部2の下端部側が開口部22として開口するとともに、有底円筒形状の打球部2が形成される。また、必要に応じて、打球部2の開口部22の外周面を所定寸法に面取り加工してもよい。
【0038】
次に、繊維強化樹脂製のバット本体3は、所定形状のマンドレルに、繊維強化樹脂からなるプリプレグを複数回巻回することにより形成される。この工程で使用するマンドレルは、バット本体3の全体形状に相当する形状のマンドレルを使用してもよく、或いは、バット本体3を分割した形状のものを適宜準備して、それぞれにプリプレグを巻回するといった構成としてもよい。プリプレグは、所定形状のものを複数枚用意し、適宜マンドレルの所定箇所に巻回する。
【0039】
繊維強化樹脂は、カーボン繊維等の強化繊維に熱硬化性樹脂等の成形用樹脂を含浸させて強度を向上させた複合材料であり、プリプレグを構成する強化繊維としては、カーボン繊維、ガラス繊維、各種セラミックス繊維、ボロン繊維、銅、ステンレス等の金属繊維、アモルファス繊維、芳香族ポリアミド等の有機繊維、それらの混織物等を適宜用いることができる。また、プリプレグを構成する繊維強化樹脂の繊維方向は、特に限定されないが、バット1の強度を確保する観点から言えば、バット1の上下方向に対して、0゜となるストレート層及び45゜となるバイアス層を適宜混合させて巻回することが好ましい。
【0040】
このようにして、図5(a)に示すような、マンドレルの周囲にプリプレグが複数層巻回された繊維強化樹脂製のバット本体3が形成される。その後、バット本体3からマンドレルを引き抜いて、中空円筒状のバット本体3の内部に、伸縮自在のエラストマーチューブ10を挿入する。
【0041】
次に、図5(a)に示すように、打球部2の開口部22から、エラストマーチューブ10が内在された状態のバット本体3を、打球部2の中空部21内に挿入する。このとき、バット本体3の打球芯部4の外周面及び打球部2の内周面に接着剤を塗布しておく。バット本体3を中空部21内に挿入することにより、図5(b)に示すように、打球部2の中空部21内にバット本体3の上方側である、打球芯部4が挿入されるとともに、テーパー部5、グリップ部6、グリップエンド部7は、打球部2から外部に露出された状態となる。また、打球部2の開口部22側端部とバット本体3のテーパー部5との境界部分には、打球部2の径方向の厚みに基づく段差23が形成されている。
【0042】
次に、拡径抑制部9を配置する方法について説明する。拡径抑制部9は、バット本体3のテーパー部5上側部分の外周形状に相当するマンドレルに対し、繊維強化樹脂からなるプリプレグを所定数巻回して加熱することにより、あらかじめリング形状に形成する。このようにして形成された拡径抑制部9に対し、図5(b)に示すように、バット本体3を、グリップエンド部7側から挿入する。これにより、拡径抑制部9は、当該拡径抑制部9の肉厚部分の一端部9aが打球部2の段差23に当接するようにして、バット本体3の外周に配置される。そして、拡径抑制部9の内周面が、バット本体3のテーパー部5の外周面に摺接している。
【0043】
次に、図5(c)に示すように、拡径抑制部9の外周であって、打球部2の打球テーパー部2bからバット本体3のテーパー部5に亘る外周部分に、テープ11を複数回巻回して被覆することにより、補強部8を形成する。テープ11の材質は特に限定されないが、繊維強化樹脂、熱可塑性樹脂、或いは、金属等、バット本体3及び打球部2との接着性の良好な材料が適している。また、テープ11の被覆位置は特に限定されないが、補強部8の強度、及び、打球部2での打球面の確保の観点、及び、打球部2とバット本体3との境界部分に掛かる応力の集中を緩和するとの観点からから、本実施形態では、補強部8は、テーパー部5側の部分の方が打球部2側の部分より上下方向に幅広となるような被覆幅で被覆している。
【0044】
その後、バット本体3の内部にエラストマーチューブ10が内在された状態で、バット成形用の金型内に配置し、上金型により型締めした後、エラストマーチューブ10内に圧縮空気を注入してエラストマーチューブ10を拡開する。そして、バット本体3を構成する繊維強化樹脂を打球部2の内周面に密着させた状態で金型を加熱することにより、打球部2、バット本体3、拡径抑制部9、補強部8を接合させて一体成形されたバット1が得られる。
【0045】
打球部2にバット本体3が挿入され、その外周面に拡径抑制部9及び補強部8が配置されたバット1は、熱圧して成形されることにより、打球部2及びバット本体3に、拡径抑制部9及び補強部8が密着されて、図1に示すように、打球部2からグリップ部6に亘ってこれらの外周面が連続して成形されて、段差、突起等のない平滑面としての外形状を呈している。
(効果)
以上詳述した本実施形態によれば、次のような効果を奏することができる。
【0046】
(1)拡径抑制部9の一端部9aの厚みが段差23と略同一に形成されて段差23を埋めるように作用することから、バット本体3が段差23において、拡径することが抑制される。これにより、繊維強化樹脂製のバット本体3の繊維方向が段差23において変位することが抑制され、打球部2とテーパー部5との境界部分におけるバット1の強度、すなわち、異素材間の接合面における強度を好適に向上させることができる。したがって、打球部2で打球したときに異素材間の接合面に作用する応力の集中を回避することができ、バット1の耐衝撃性、耐久性の向上に貢献することができる。
【0047】
(2)拡径抑制部9の外周に補強部8を配置することにより、補強部8が拡径抑制部9の機能を補完するように作用することから、補強部8は、拡径抑制部9に基づく強度向上の効果をさらに強化することができる。
【0048】
(3)補強部8は、打球部2からテーパー部5に至る外周面を連続的な平滑面として形成するように作用していることから、バット1の外観形状が向上する。見栄えがよく、意匠性に優れたバット1を提供することができる。
【0049】
(4)拡径抑制部9は、バット本体3のグリップエンド部7側から打球部2の段差23に当接するようにして配置している。これにより、段差23が拡径抑制部9の位置決め部となり、的確な位置に拡径抑制部9を配置することができる。
【0050】
なお、上記実施形態は以下のように変更してもよく、また、以下の変更例を組み合わせて適用しても良い。
・ 本実施形態のバットの製造方法では、図6(a)に示すように、補強部8と拡径抑制部9を別体として別工程で配置したが、図6(b)に示すように、補強部8と拡径抑制部9を一体に形成し、一工程で配置してもよい。この場合、あらかじめ、補強部8と拡径抑制部9とを一体に形成したリング状の部材をバット本体3のグリップエンド部7側から挿入して、打球部2の段差23に当接するまで移動させて位置決めした後、金型内で熱圧するようにしてもよい。或いは、補強部8と拡径抑制部9とをテープ11の巻回により一体的に形成してもよい。
【0051】
・ 本実施形態のバットの製造方法では、拡径抑制部9を段差23に当接させて配置した後、補強部8を拡径抑制部9の外周に積層したが、補強部8と拡径抑制部9の被覆工程は、この方法に限定されない、例えば、テープ11を打球部2とテーパー部5の外周に巻回して補強部8で被覆した後、補強部8の内部にリング状に形成された拡径抑制部9を挿入して段差23に当接させるようにしてもよい。
【0052】
・ 本実施形態では、拡径抑制部9をあらかじめリング形状に形成した後、バット本体3のグリップエンド部7側から挿入したが、拡径抑制部9の配置はこのような方法に限定されない。バット本体3のテーパー部5の上側部分の外周に、プリプレグを直接巻回して積層することにより配置してもよい。
【0053】
・ 補強部8の打球部2及びテーパー部5に対する被覆幅については適宜変更可能である。上記実施形態では、テーパー部5側が上下方向により幅広となるように被覆したが、打球部2側が幅広となるように被覆してもよく、また、打球部2側の被覆幅とテーパー部5側の被覆幅とが同じになるように被覆してもよい。
【0054】
・ 拡径抑制部9の形状は適宜変更してもよい。一端部9aが段差23に当接するとともに、他端部9bに行くに従い、その径方向の厚みが縮径するように形成されていなくてもよい。図6(c)に示すように、横断面形状が対称となるように、拡径抑制部9の上下方向中央部分に内径方向への突起形状部分を形成するリングとして構成されていてもよい。或いは、図6(d)に示すように、断面円形状のリングとして形成されていてもよい。これらはいずれも補強部8と一体に形成されていてもよく、また、別体として形成されていてもよい。
【0055】
・ 拡径抑制部9は、打球部2から露出されるバット本体3の外周にのみ配置される場合に限定されない。打球部2から露出されるバット本体3の外周から、打球部2の外周に亘って配置されていてもよく、或いは、打球部2から露出されるバット本体3の外周から打球部2の中空部21とバット本体3の打球芯部4との間に内挿されるように配置されていてもよい。
【0056】
・ 補強部8は、省略することができる。この場合、拡径抑制部9をグリップエンド部7側から挿入して打球部2の段差23に当接させた後、金型内で熱圧すればよい。
・ 本実施形態のバット1では、木材製の打球部2の下側の端部(段差23)が、バット1のテーパー形状部分の上方約半分の位置に配置されるように構成した。つまり、打球部2とバット本体3との境界部分が、バット1のテーパー形状部分の略中央部分に位置するようにした。しかし、打球部2の段差23がバット1のテーパー形状部分のさらに上方側に位置するように配置してもよく、バット1のストレート形状部分とテーパー形状部分との境界部に位置するように配置してもよい。或いは、バット1のテーパー形状部分のさらに下方側に位置するように配置してもよく、バット1の下方のストレート形状部分に位置するように配置してもよい。
【0057】
・ バット本体3を構成する繊維強化樹脂の繊維方向は、バット1の上下方向に対して0゜となるストレート層及び45゜となるバイアス層として配置したが、90゜となるフープ層を含んで構成してもよい。
【符号の説明】
【0058】
1…バット、2…打球部、3…バット本体、4…打球芯部、5…テーパー部、6…グリップ部、8…補強部、9…拡径抑制部、21…中空部、23…段差。
【特許請求の範囲】
【請求項1】
木材製で内部に中空部が形成された中空筒状の打球部と、繊維強化樹脂製でその一部が前記打球部の中空部に内挿されて接合されるとともにその残り部分が前記打球部から露出されるバット本体と、を備えた野球またはソフトボール用バットであって、
前記打球部から露出される前記バット本体の外周には、前記バット本体を構成する繊維強化樹脂の繊維方向が変位することを抑制する拡径抑制部が設けられ、
前記拡径抑制部は、前記打球部のグリップ部側端部と前記バット本体との間に形成される段差に接するように配置されていることを特徴とする野球またはソフトボール用バット。
【請求項2】
前記拡径抑制部は、前記バット本体のグリップ部側方向に向かって、径方向への厚みを減少させるように形成されていることを特徴とする請求項1に記載の野球またはソフトボール用バット。
【請求項3】
前記拡径抑制部の外周には、前記打球部と前記バット本体との境界部分の強度を補強するための補強部が設けられていることを特徴とする請求項1又は2に記載の野球またはソフトボール用バット。
【請求項4】
前記拡径抑制部と前記補強部とは一体に形成されていることを特徴とする請求項3に記載の野球またはソフトボール用バット。
【請求項5】
木材製で内部に中空部が形成された中空筒状の打球部と、繊維強化樹脂製でその一部が前記打球部の中空部に内挿されて接合されるとともにその残り部分が前記打球部から露出されるバット本体と、を備えた野球またはソフトボール用バットの製造方法であって、
前記バット本体の一部を、前記打球部の中空部内に内挿する工程と、
前記打球部のグリップ部側端部と前記バット本体との間に形成される段差に当接するように、前記打球部から露出される前記バット本体の外周に、前記バット本体を構成する繊維強化樹脂の繊維方向が変位することを抑制する拡径抑制部を被覆する被覆工程と、
金型内で熱圧して成形する工程と、
を含むことを特徴とする野球またはソフトボール用バットの製造方法。
【請求項6】
前記被覆工程は、
前記打球部のグリップ部側端部と前記バット本体との間に形成される段差に当接するように、前記打球部から露出される前記バット本体の外周に、前記バット本体を構成する繊維強化樹脂の繊維方向が変位することを抑制する拡径抑制部を配置する段階と、
前記拡径抑制部の外周であって、前記打球部と前記バット本体との境界部分の外周に補強部を被覆する段階と、
を含むことを特徴とする請求項5に記載の野球またはソフトボール用バットの製造方法。
【請求項1】
木材製で内部に中空部が形成された中空筒状の打球部と、繊維強化樹脂製でその一部が前記打球部の中空部に内挿されて接合されるとともにその残り部分が前記打球部から露出されるバット本体と、を備えた野球またはソフトボール用バットであって、
前記打球部から露出される前記バット本体の外周には、前記バット本体を構成する繊維強化樹脂の繊維方向が変位することを抑制する拡径抑制部が設けられ、
前記拡径抑制部は、前記打球部のグリップ部側端部と前記バット本体との間に形成される段差に接するように配置されていることを特徴とする野球またはソフトボール用バット。
【請求項2】
前記拡径抑制部は、前記バット本体のグリップ部側方向に向かって、径方向への厚みを減少させるように形成されていることを特徴とする請求項1に記載の野球またはソフトボール用バット。
【請求項3】
前記拡径抑制部の外周には、前記打球部と前記バット本体との境界部分の強度を補強するための補強部が設けられていることを特徴とする請求項1又は2に記載の野球またはソフトボール用バット。
【請求項4】
前記拡径抑制部と前記補強部とは一体に形成されていることを特徴とする請求項3に記載の野球またはソフトボール用バット。
【請求項5】
木材製で内部に中空部が形成された中空筒状の打球部と、繊維強化樹脂製でその一部が前記打球部の中空部に内挿されて接合されるとともにその残り部分が前記打球部から露出されるバット本体と、を備えた野球またはソフトボール用バットの製造方法であって、
前記バット本体の一部を、前記打球部の中空部内に内挿する工程と、
前記打球部のグリップ部側端部と前記バット本体との間に形成される段差に当接するように、前記打球部から露出される前記バット本体の外周に、前記バット本体を構成する繊維強化樹脂の繊維方向が変位することを抑制する拡径抑制部を被覆する被覆工程と、
金型内で熱圧して成形する工程と、
を含むことを特徴とする野球またはソフトボール用バットの製造方法。
【請求項6】
前記被覆工程は、
前記打球部のグリップ部側端部と前記バット本体との間に形成される段差に当接するように、前記打球部から露出される前記バット本体の外周に、前記バット本体を構成する繊維強化樹脂の繊維方向が変位することを抑制する拡径抑制部を配置する段階と、
前記拡径抑制部の外周であって、前記打球部と前記バット本体との境界部分の外周に補強部を被覆する段階と、
を含むことを特徴とする請求項5に記載の野球またはソフトボール用バットの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−75105(P2013−75105A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−218049(P2011−218049)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000005935)美津濃株式会社 (239)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000005935)美津濃株式会社 (239)
[ Back to top ]