
金メッキ剥離方法及び金メッキ剥離装置
【課題】微細な金メッキ剥離加工を効率よくかつ高精度に行う。
【解決手段】出射ユニット16は、YAGレーザ発振器より光ファイバ18を介して受け取ったYAG第2高調波のレーザ光SHGをユニット内の光学レンズに通して先端の出射口より出射し、各コンタクトWに設定された剥離領域HE内に扁平度の高い楕円状ビームスポットSPSHGで集光照射する。剥離領域HEにおいては、楕円状ビームスポットSPSHG付近で金メッキ層12がレーザエネルギーにより一瞬に蒸発して除去される。剥離領域HE内の金メッキ層12をほぼ隈なく除去するために、YAG第2高調波レーザ光SHGと加工対象のコンタクトWとの間で楕円状ビームスポットSPSHGの長軸方向に対して所望の角度をなす方向に相対移動(走査)が行われる。
【解決手段】出射ユニット16は、YAGレーザ発振器より光ファイバ18を介して受け取ったYAG第2高調波のレーザ光SHGをユニット内の光学レンズに通して先端の出射口より出射し、各コンタクトWに設定された剥離領域HE内に扁平度の高い楕円状ビームスポットSPSHGで集光照射する。剥離領域HEにおいては、楕円状ビームスポットSPSHG付近で金メッキ層12がレーザエネルギーにより一瞬に蒸発して除去される。剥離領域HE内の金メッキ層12をほぼ隈なく除去するために、YAG第2高調波レーザ光SHGと加工対象のコンタクトWとの間で楕円状ビームスポットSPSHGの長軸方向に対して所望の角度をなす方向に相対移動(走査)が行われる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属部材の表面に形成された金メッキを局所的に剥離する技術に係り、特に微細な金メッキ剥離加工に適した金メッキ剥離方法および装置に関する。
【背景技術】
【0002】
コネクタやリードフレームのピン端子またはコンタクトには種々の表面処理が施されており、特に金やスズなどのメッキが代表的である。最近は、鉛フリー対策からスズメッキよりも金メッキの方が主流になっている。一般に、プリント基板実装においては、電子部品のピン端子が基板上の配線パターンまたはスルーホールにハンダ付けで接合される。ところが、この種のハンダ付けにおいては、ピン端子表面の金メッキがハンダに濡れやすいために、基板上のハンダが金メッキ伝いにピン端子を這い上がり、そのぶん基板上のハンダが不足してハンダ接合強度が弱められるという問題がある。
【0003】
従来より、上記のような端子表面伝いのハンダの這い上がり、いわゆるハンダ上がりを防止するための技術として、端子の中間部にレーザ照射を行うことにより、金メッキを局所的に剥離して除去することにより、半田が端子部から接点部へと上がるのを防ぐことができる表面処理方法が提案されている(例えば、特許文献1参照)。
【特許文献1】特開平2000−152750号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
一般に、端子の金メッキの剥離幅は、ハンダ上がりを防止するために必要な最小限の幅で足り、必要以上に金メッキを剥離することは好ましくない。現在、電子部品の小型化に伴って端子ピンの細径化および狭ピッチ化が進んでおり、それに伴って金メッキの剥離幅も、たとえば0.5mm×0.5mm以下の小面積とすることが望まれている。しかしながら、従来のレーザ照射により剥離・除去する方法は、レーザ出射ユニットのビーム径に応じた剥離幅しか形成することができず、剥離幅を変更したい場合はビーム径が異なるレーザ出射ユニットと交換するしか方法がなかった。したがって、従来はビーム径の異なるレーザ出射ユニットを多数用意しておく必要があり、イニシャルコストが大きくなるという問題があった。
【0005】
本発明は、上記のような問題点に鑑みてなされたもので、微細な金メッキ剥離加工を効率よくかつ高精度に行えるとともに、剥離幅を変更可能とした金メッキ剥離方法および金メッキ剥離装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明の金メッキ剥離方法は、金属素材の表面に形成されている金メッキ層を所望の剥離領域にて剥離する金メッキ剥離方法であって、前記剥離領域内にYAG高調波レーザ光を扁平度の高い楕円状ビームスポットで照射して前記金メッキ層の被照射部分を除去し、前記楕円状ビームスポットをその長軸方向に対して所望の角度をなす方向に前記剥離領域を走査してその領域内の前記金メッキ層を除去するように前記YAG高調波レーザ光を前記金属素材に対して相対的に移動させる。
【0007】
また、本発明の金メッキ剥離装置は、金属素材の表面に形成されている金メッキ層を所望の剥離領域にて剥離するための金メッキ剥離装置であって、金属素材の表面に形成されている金メッキ層を所望の剥離領域にて剥離するための金メッキ剥離装置であって、YAG高調波のレーザ光を生成するレーザ発振器と、前記レーザ発振器からの前記YAG高調波レーザ光を扁平度の高い楕円状ビームスポットに集束させて前記剥離領域内に照射する出射ユニットと、前記剥離領域の幅を可変するために、前記出射ユニットを、その中心軸線を回転中心として任意の角度回転させる回転角調整手段と、前記楕円状ビームスポットがその楕円長軸方向に対して前記出射ユニットの回転角度位置に応じた角度をなす方向に前記剥離領域を走査してその領域内の前記金メッキ層を剥離するように、前記出射ユニットより出射される前記YAG高調波レーザ光を前記金属素材に対して相対的に移動させるスキャニング手段とを有する。
【0008】
本発明は、YAG高調波のレーザエネルギーによって金メッキ剥離加工を行う。YAG高調波は金との光学的結合が非常に高いため、YAG高調波レーザ光のスキャニング加工により所望の剥離領域内の金メッキを効果的に剥離することができる。このことにより、レーザスポット位置で金メッキ層を安定確実に除去するための十分なレーザパワー密度と、剥離領域内の金メッキ層を短時間のうちに効率よく除去する高速の加工速度とを同時に適えることが可能であり、実用性の高い金メッキ剥離加工を実現することができる。さらに、本発明においては、YAG高調波レーザ光のビームスポットを扁平度の高い楕円状に形成し、これを任意または所望の角度に傾けて走査する方式により、レーザパワー密度を低下させずに剥離幅を所定の範囲内(レーザ集光楕円径の長軸長さから短軸長さの範囲内)で任意に可変することができる。
【0009】
本発明の好適な一態様によれば、前記YAG高調波レーザ光を剥離走査方向またはそれと反対の方向に所望角度傾斜させて照射することにより、一回のビーム走査で剥離領域内の金メッキ層を、上面のみならず側面も含めてほぼ隈なく剥離することができる。
【0010】
本発明の好適な一態様によれば、前記出射ユニットが、前記光ファイバの終端面より出射された前記YAG高調波レーザ光を平行光にするコリメートレンズと、前記コリメートレンズを通ってきた前記YAG高調波レーザ光をレーザ光軸方向と直交する第1の方向で集束させる第1の集束レンズと、前記第1の集束レンズを通ってきた前記YAG高調波レーザ光を前記レーザ光軸方向および前記第1の方向と直交する第2の方向で集束させる第2の集束レンズとを有する。この場合の好適な一態様として、第1の集束レンズを第1のシリンドリカルレンズで構成し、第2の集束レンズを第1のシリンドリカルレンズと直交する向きでレーザ光軸上に多段に配置された第2および第3のシリンドリカルレンズで構成することができる。かかる構成においては、楕円状ビームスポットの長軸方向の直径を、光ファイバのコア径と、コリメートレンズの焦点距離と、第1のシリンドリカルレンズの焦点距離とによって規定または設定し、楕円状ビームスポットの短軸方向の直径を、光ファイバのコア径と、コリメートレンズの焦点距離と、第2および第3のシリンドリカルレンズの合成焦点距離とによって規定または設定することができる。
【0011】
本発明の好適な一態様によれば、出射ユニットが、レーザ出射口側のユニット筐体面を円錐台状に形成している。かかる構成においては、出射ユニットを大きく傾斜させて照射する場合、出射ユニットを任意の角度に回転させてもユニットが金属素材に干渉または当接するのを避けられる。
【0012】
本発明の好適な一態様によれば、出射ユニットが、少なくともレーザ出射口側の先端部を金メッキで表面処理してなるユニット筐体、あるいは外壁の少なくとも一部をフッ素樹脂で構成してなるユニット筐体を有する。かかる構成によれば、金メッキ剥離加工の際に被加工物からスプラッシュを浴びたり、メッキ工場内の稼動であっても錆びにくい出射ユニットとすることができる。
【0013】
また、本発明の好適な一態様によれば、レーザ発振器が、QスイッチパルスのYAG高調波のレーザ光を生成するためのQスイッチを有する。QスイッチパルスのYAG高調波レーザ光を剥離領域に照射することにより、熱影響の少ないYAG高調波エネルギーで金メッキ層をきれいに剥離することができる。
【0014】
本発明は、任意の金メッキ剥離加工に適用可能であるが、とりわけ電子部品のコンタクトの金メッキ剥離に好適に適用できる。特に、コンタクトの両面に剥離領域が設定された場合でも容易に対応できる。
【0015】
コネクタの両面剥離に好適な本発明における第1の金メッキ剥離装置は、コネクタ端子の表面に形成されている金メッキ層を所望の剥離領域にて剥離するための金メッキ剥離装置であって、YAG高調波のレーザ光を生成するレーザ発振器と、前記レーザ発振器より生成された前記YAG高調波レーザ光を第1および第2の分岐YAG高調波レーザ光に分割するビームスプリッタと、前記ビームスプリッタより得られる前記第1の分岐YAG高調波レーザ光を伝送するための第1の光ファイバと、前記ビームスプリッタより得られる前記第2の分岐YAG高調波レーザ光を伝送するための第2の光ファイバと、前記第1の光ファイバの終端面より出射された前記第1の分岐YAG高調波レーザ光を扁平度の高い第1の楕円状ビームスポットに集束させて前記コネクタ端子の第1の面に設定された第1の剥離領域内に照射する第1の出射ユニットと、前記第1の剥離領域の幅を可変するために、前記第1の出射ユニットを、その中心軸線を回転中心として任意の角度回転させる第1の回転角調整手段と、前記第2の光ファイバの終端面より出射された前記第2の分岐YAG高調波レーザ光を扁平度の高い第2の楕円状ビームスポットに集束させて前記コネクタ端子の前記第1の面と対向する第2の面に設定された第2の剥離領域内に照射する第2の出射ユニットと、前記第2の剥離領域の幅を可変するために、前記第2の出射ユニットを、その中心軸線を回転中心として任意の角度回転させる第2の回転角調整手段と、前記第1および第2の楕円状ビームスポットがそれぞれの長軸方向に対して所望角度傾斜する方向に前記第1および第2の剥離領域をそれぞれ走査して各領域内の前記金メッキ層を剥離するように、前記第1および第2の出射ユニットよりそれぞれ出射される第1および第2の分岐YAG高調波レーザ光を前記コネクタ端子に対して相対的に移動させるスキャニング手段とを有する。かかる装置構成においては、1台のレーザ発振器を用いる同時2分岐方式により第1および第2の剥離領域に対する金メッキ剥離を同時実行することができる。
【0016】
また、コネクタの両面剥離に好適な本発明における第2の金メッキ剥離装置は、コネクタ端子の表面に形成されている金メッキ層を所望の剥離領域にて剥離するための金メッキ剥離装置であって、YAG高調波のレーザ光を生成するレーザ発振器と、前記レーザ発振器より生成された前記YAG高調波レーザ光の光路を第1の光路もしくは第2の光路のいずれか一方に切り換えるレーザ光路切り換え部と、前記レーザ光路切り換え部により前記第1の光路に切り換えられた前記YAG高調波レーザ光を伝送するための第1の光ファイバと、前記レーザ光路切り換え部により前記第2の光路に切り換えられた前記YAG高調波レーザ光を伝送するための第2の光ファイバと、前記第1の光ファイバの終端面より出射された前記YAG高調波レーザ光を扁平度の高い楕円状ビームスポットに集束させて前記コネクタ端子の第1の面に設定された第1の剥離領域内に照射する第1の出射ユニットと、前記第1の剥離領域の幅を可変するために、前記第1の出射ユニットを、その中心軸線を回転中心として任意の角度回転させる第1の回転角調整手段と、前記第2の光ファイバの終端面より出射された前記YAG高調波レーザ光を扁平度の高い楕円状ビームスポットに集束させて前記コネクタ端子の前記第1の面と対向する第2の面に設定された第2の剥離領域内に照射する第2の出射ユニットと、前記第2の剥離領域の幅を可変するために、前記第2の出射ユニットを、その中心軸線を回転中心として任意の角度回転させる第2の回転角調整手段と、前記楕円状ビームスポットがその長軸方向に対して所望角度傾斜する方向に前記第1および第2の剥離領域を走査して各領域内の前記金メッキ層を剥離するように、前記第1の出射ユニットまたは第2の出射ユニットより出射される前記YAG高調波レーザ光を前記コネクタ端子に対して相対的に移動させるスキャニング手段とを有する。かかる装置構成においては、1台のレーザ発振器を用いる光路切り換え方式により第1および第2の剥離領域に対する金メッキ剥離を時間差で順次実行することができる。
【発明の効果】
【0017】
本発明の金メッキ剥離方法または金メッキ剥離装置によれば、上記のような構成と作用により、微細な金メッキ剥離加工を効率的にかつ高精度に行うことができるとともに、楕円状ビームスポットを光軸の回りに所定角度回転させることにより剥離幅を任意に変更することができる。
【発明を実施するための最良の形態】
【0018】
以下、添付図を参照して本発明の好適な実施形態を説明する。
【0019】
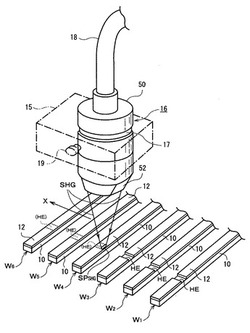
図1〜図3に、本発明における金メッキ剥離方法の一実施形態を示す。図示の被加工物Wは、たとえば電子部品のピン端子またはリードフレームのリード等(以下「コンタクト」と総称する。)である。各コンタクトWは、素材がたとえばCu(銅)合金10からなり、表面全体に金メッキ層12が形成されている。
【0020】
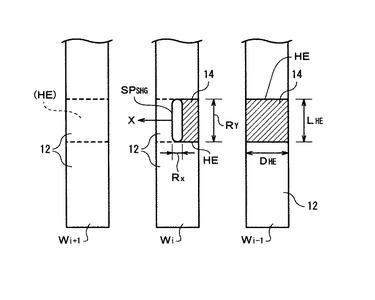
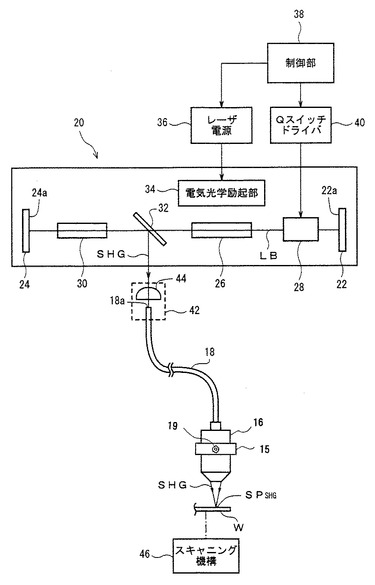
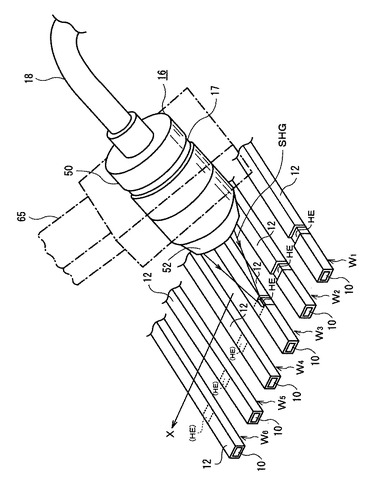
出射ユニット16は、YAG第2高調波(532nm)のレーザ光SHGを生成する後述のYAGレーザ発振器20(図6)と光ファイバ18を介して光学的に結ばれており、ユニット内で光ファイバ18の終端面より出射されたYAG第2高調波レーザ光SHGをユニット内の後述する光学レンズ54〜60(図7、図8)に通して先端の出射口より出射し、各コンタクトWに設定された剥離領域HE内に扁平度の高い楕円状ビームスポットSPSHGで集光照射する。この例では、図2に示すように、楕円状ビームスポットSPSHGの長軸方向の直径RYを剥離領域HEのコンタクト長手方向のサイズLHEに一致させている。
【0021】
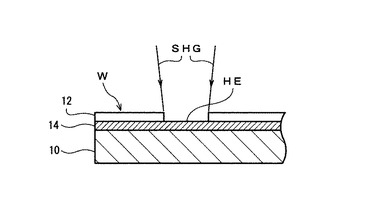
剥離領域HEにおいては、楕円状ビームスポットSPSHG付近で金メッキ層12がレーザエネルギーにより一瞬に蒸発して除去される。通常、コンタクトWの素材金属であるCu合金10と金メッキ層12との間には、図3に示すように銅−金間の拡散防止のためのニッケルメッキ層14が下地膜として形成されており、金メッキ層12が除去された部分ではニッケル下地膜14が露出する。
【0022】
剥離領域HE内の金メッキ層12をほぼ隈なく除去するために、出射ユニット16より出射されるYAG第2高調波レーザ光SHGと加工対象のコンタクトWとの間で相対移動が行われる。より詳細には、YAG第2高調波レーザ光SHGの楕円状ビームスポットSPSHGがその楕円長軸方向に対して所望の角度(図2の例では90度)をなす方向Xに剥離領域HEを走査または横断するような相対移動が行われる。通常は、出射ユニット16側が固定され、加工対象のコンタクトW側がフープ材またはリール材の形態で一定方向(−X方向)に一定速度で送られる。上記のように楕円状ビームスポットSPSHGの長軸方向の直径RYが剥離領域HEのコンタクト長手方向サイズLHEに等しいので、1回の片道走査によって矩形の剥離領域HE内の金メッキ層12を全部または殆ど剥離することができる。
【0023】
また、この例のように、同一形状および同一サイズを有する多数のコンタクトW1,W2,W3,・・・が一列に配列されている場合は、図1に示すように、出射ユニット16よりYAG第2高調波レーザ光SHGを連続的に出射させながらコンタクト列の端から端までX方向に1回の片道走査を行うことで、全コンタクトW1,W2,W3,・・・の剥離領域HEについて金メッキ層12をそれぞれ隈なく剥離することができる。なお、この実施形態では、QスイッチパルスのYAG第2高調波レーザ光SHGを用いる。
【0024】
一実施例として、剥離領域HEのサイズがDHE(コンタクト幅方向)=0.3mm、LHE(コンタクト長手方向)=0.3mmであり、金メッキ層12の厚さが0.1μmの場合、YAG第2高調波のQスイッチパルスレーザ光SHGの平均出力は30W、パルス周波数は20kHz、ビームスポットSPSHGのサイズはRX(楕円短軸方向)=0.1mm、RY(楕円長軸方向)=0.3mm、走査速度は10m/分にそれぞれ設定される。
【0025】
上記のように、この実施形態の金メッキ剥離方法は、コンタクトWの金メッキ層12を剥離領域HEに限定して局所的に剥離するために、YAG第2高調波のQスイッチパルスレーザ光SHGを照射することと、このYAG第2高調波レーザ光SHGのビームスポットSPSHGを扁平度の高い楕円状に形成してビームスポットSPSHGの楕円長軸方向に対して所望の角度をなす方向に走査することを特徴としている。
【0026】
レーザ光にYAG第2高調波のレーザ光を用いるのは、YAG高調波が金(Au)との光学的結合が非常に高いためである。代表的なYAGレーザであるNd:YAGレーザの基本波は1064nmである。このYAG基本波(1064nm)を鉄(Fe)系の金属は比較的良好に吸収するが、Au系の金属は僅かしか吸収しない。このため、金メッキ剥離加工にYAG基本波のレーザ光を用いたならば、金メッキ層への入熱が非常に難しく、無理にレーザパワーを上げると所望の剥離領域を越えて金メッキ層が吹き飛んだり素材が損傷することもあり、1mm以下の高精度の微細加工は殆ど不可能である。ところが、Auは、YAG基本波の高調波つまり第2高調波(532nm)、第3高調波(355nm)あるいは第4高調波(266nm)等をよく吸収する。たとえば、第2高調波(532nm)に対するAuの吸収率は50%以上である。YAG基本波をよく吸収するといわれるFeの吸収率が40%以下であることに鑑みれば、如何に高い吸収率であるかが分かる。実用的に、金メッキの剥離加工には第2高調波(532nm)で十分である。また、この種の金メッキ剥離加工は剥離領域内の金メッキ層を過不足なく除去するレーザ加工であるから、ノーマルパルスまたはロングパルスよりも熱影響の少ないQスイッチパルスのレーザ光が適している。
【0027】
また、YAG第2高調波レーザ光SHGのビームスポットSPSHGを扁平度の高い楕円状に形成して走査する方式によれば、レーザスポット位置で金メッキ層を安定確実に除去するための十分なレーザパワー密度と、剥離領域HE内の金メッキ層を短時間のうちに効率よく除去する高速の加工速度とを同時に適えて、実用性の高い金メッキ剥離加工を実現することができる。
【0028】
さらに、この実施形態においては、以下に述べるようなビームスポット回転機能により、レーザパワー密度を低下させることなく剥離幅を任意に調整することもできる。
【0029】
図1に示すように、出射ユニット16はホルダ15に周方向の角度調整可能に支持されている。すなわち、出射ユニット16の上部筺体50(図7、図8参照)の外周には円周方向に延びる環状の円周溝17が形成され、この円周溝17にてホルダ15の円周凸部(図示せず)に回動自在に支持されている。ホルダ15に対して、出射ユニット16を回動させ、締着ねじ19により固定することにより、出射ユニット16を任意の回転角に設定できるようになっている。より詳細には、出射ユニット16の表面に位置決めマークを、ホルダ15に角度目盛(いずれも図示せず)をそれぞれ設け、この位置決めマークと角度目盛を合わせて締着ねじ19により出射ユニット16を締着固定することにより、出射ユニット16を任意の回転角または回転方位に合わせることができる。
【0030】
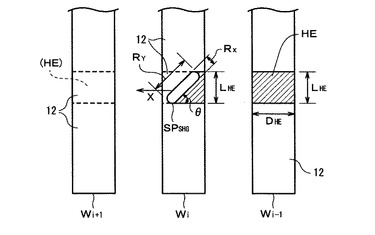
図4に示すように、楕円状ビームスポットSPSHGの長軸方向に対して走査方向Xのなす角度をθとすると、剥離幅LHEはLHE=RYtanθと表される。ここで、RYは上記のように楕円状ビームスポットSPSHGの長軸の長さである。したがって、たとえばθ=45度に設定すると、LHE=RY/2となる。このように、楕円状ビームスポットSPSHGの長軸方向に対する走査方向Xのなす角度θを変えることにより、レーザパワー密度を一定に保ちつつ、剥離領域HEの幅サイズLHEをRX(短軸長さ)〜RY(長軸長さ)の範囲内で任意に可変調整することができる。
【0031】
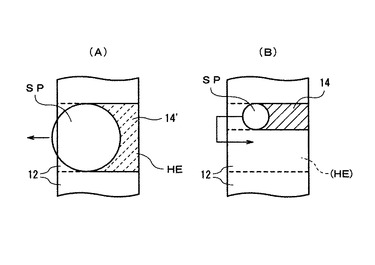
図5に、比較例として、YAG第2高調波レーザ光SHGのビームスポットSPSHGを従来一般の形状つまり円形に形成して剥離領域HE内を走査させる場合の作用を示す。図5の(A)は、円形ビームスポットSPSHGの直径を剥離領域域HEの寸法(コンタクト長手方向サイズ)に合わせるものである。この場合は、1回の片道走査によって剥離領域HE内の金メッキ層12に隈なくYAG第2高調波レーザ光SHGのレーザエネルギーを照射できるが、ビームスポットSPSHGの面積が非常に大きいためにレーザパワー密度が低く、金メッキ層12を効率よく確実に除去するのが難しいという不利点がある。そこで、レーザスポット位置で金メッキ層を確実に除去するためには、図5の(B)に示すように円形ビームスポットSPSHGの直径を十分小さく絞る必要がある。しかし、この場合には、1回の片道走査で剥離領域HE内の金メッキ層12を全部除去することは不可能であり、複数回の走査または往復走査を行わなくてはならず、剥離加工の所要時間が非常に長くなってしまう。このように、円形のビームスポットでは、レーザパワー密度と加工速度との間にトレードオフの関係があり、実用性の高い金メッキ剥離加工を実現することはできない。
【0032】
図6に、この実施形態の金メッキ剥離方法に用いて好適な金メッキ剥離装置の構成を示す。この金メッキ剥離装置において、YAGレーザ発振器20は、直線配列型で一対の終端ミラー22,24、固体レーザ活性媒質26、Qスイッチ28、波長変換結晶30および高調波分離出力ミラー32を配置している。
【0033】
両終端ミラー22,24は互いに向かい合って光共振器を構成している。一方の終端ミラー22の反射面22aには、基本波長(1064nm)に対して反射性の膜がコーティングされている。他方の終端ミラー24の反射面24aには、基本波長(1064nm)に対して反射性の膜がコーティングされるとともに、第2高調波(532nm)に対して反射性の膜がコーティングされている。
【0034】
活性媒質26は、たとえばNd:YAGロッドからなり、両終端ミラー22,24間のほぼ中心の位置に配置され、電気光学励起部34によって光学的にポンピングされる。電気光学励起部34は、活性媒質26に向けて励起光を発生するための励起光源(たとえば励起ランプあるいはレーザダイオード)を有し、この励起光源をレーザ電源部36からの励起電流で点灯駆動することにより、活性媒質26を持続的にポンピングする。なお、レーザ電源部36は制御部38の下で電気光学励起部34を駆動する。こうして活性媒質26で生成される基本波長(1064nm)の光ビームLBは、終端ミラー22,24の間に閉じ込められて増幅される。
【0035】
波長変換結晶30は、たとえばKTP(KTiOPO4 )結晶あるいはLBO(LiB3O5)結晶等の非線形光学結晶からなり、他方の終端ミラー24寄りに配置され、この光共振器で励起された基本モードに光学的に結合され、基本波長との非線形光学作用により第2高調波(532nm)の光ビームSHGを光共振器の光路上に生成する。
【0036】
波長変換結晶30より終端ミラー24側に出た第2高調波の光ビームSHGは、終端ミラー24で戻されて、波長変換結晶30を通り抜ける。波長変換結晶30より終端ミラー24の反対側に出た第2高調波の光ビームSHGは、光共振器の光路または光軸に対して所定の角度(たとえば45度)で斜めに配置されている高調波分離出力ミラー32に入射し、このミラー32で所定の方向つまり入射ユニット42に向けて反射または分離出力されるようになっている。
【0037】
Qスイッチ28はたとえば音響光学Qスイッチからなる。制御部38がQスイッチドライバ40を介して所定の周期で一時中断する高周波電気信号によりQスイッチ28を駆動する。高周波電気信号が中断する度毎にピークパワーのきわめて高いジャイアントパルスのYAG基本波レーザ光LBが光共振器22,24間で生成され、これによって高調波分離出力ミラー32よりジャイアントパルスのYAG第2高調波レーザ光SHGが出力される。
【0038】
入射ユニット42は集光レンズ44を内蔵しており、高調波分離出力ミラー32からのYAG第2高調波レーザ光SHGを集束レンズ44により集束して光ファイバ18の一端面(入射端面)18aに入射させる。光ファイバ18は、たとえばSI(ステップインデックス)形ファイバからなり、入射ユニット42で入射したYAG第2高調波レーザ光SHGを出射ユニット16まで伝送する。
【0039】
この実施例では、上記のようにYAG第2高調波レーザ光SHGの楕円状ビームスポットSPSHGがその楕円長軸方向と直交する楕円短軸方向Xに剥離領域HEを走査または横断するような相対移動が行われる。つまり、出射ユニット16より出射されるYAG第2高調波レーザ光SHGと加工対象のコンタクトWとの間で相対移動が行われる。この相対移動のために、コンタクトW側を保持または載置して所定方向(つまりビーム走査方向と反対方向)に移動させるたとえばXYテーブルからなるスキャニング機構46が設けられる。この場合、出射ユニット16は上記出射ユニット回転機能付きのホルダ15を介して一定位置に配置される。
【0040】
図7および図8は、この実施形態における出射ユニット16の構成を示す縦断面図である。この出射ユニット16は、ステンレス鋼を素材とする円筒状の上部筐体50と、銅合金を素材とする円筒状の下部筐体52とをボルト(図示せず)等で一体に結合している。ユニット回転用の円周溝17は上部筐体50に形成されている。
【0041】
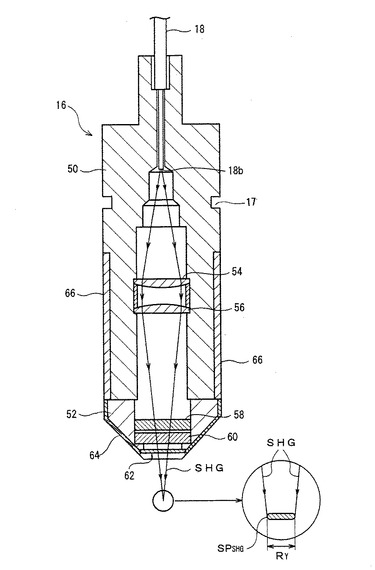
上部筐体50の上部より光ファイバ18がユニット中心軸線に沿って筐体内に挿入され、光ファイバ18の出射端面18bが筐体内の空洞部に臨んでいる。上部筐体50の内部には、ユニット中心軸線上に、光ファイバ18の出射端面18b寄りにコリメートレンズ54が配置され、その後方または下方に平凸シリンドリカルレンズ56が配置されている。下部筐体52内には、ユニット中心軸線上に、2枚の平凸シリンドリカルレンズ58,60が接近して配置され、下端(先端)部の出射口に保護ガラス62が着脱可能に取り付けられている。上部筐体50側の平凸シリンドリカルレンズ56と下部筐体52側の平凸シリンドリカルレンズ(58,60)とはそれぞれの円柱面の母線を互いに直交させた向きで配置されている。
【0042】
光ファイバ18の出射端面18bより放射状に出射されたYAG第2高調波レーザ光SHGは、最初にコリメートレンズ54に入射して、そこで平行光にコリメートされる。コリメートレンズ54を通ったYAG第2高調波レーザ光SHGは、上部平凸シリンドリカルレンズ56を通り、次いで下部平凸シリンドリカルレンズ(58,60)を通ってから保護ガラス62を透過してユニット16の外へ出射され、加工点に集光照射される。
【0043】
ここで、上部平凸シリンドリカルレンズ56はYAG第2高調波レーザ光SHGをレーザ光軸方向と直交する第1の方向(Y方向)のみにおいて集束させ、下部平凸シリンドリカルレンズ(58,60)はYAG第2高調波レーザ光SHGをレーザ光軸方向および第1の方向(Y方向)と直交する第2の方向(X方向)のみにおいて集束させる。光ファイバ18の出射端面18bの直径(コア径)をa、コリメートレンズ54の焦点距離をf54、上部平凸シリンドリカルレンズ56の焦点距離をf56、下部平凸シリンドリカルレンズ58,60の焦点距離をそれぞれf58,f60、それらの合成焦点距離をfCとすると、加工点に形成される楕円状ビームスポットSPSHGの第1の方向(Y方向)および第2の方向(X方向)の直径RY,RXは下記の式(1),(2)で表される。
RY=a*f56/f54 ・・・・(1)
RX=a*fC/f54 ・・・・(2)
ただし、fC={(1/f58)+(1/f60)}-1
【0044】
一実施例として、a=200μm、f54=70mm、f56=100mm、f58=70mm、f60=60mmの場合は、RY=288μm、RX=91μmとなる。つまり、上部平凸シリンドリカルレンズ56による第1の集束方向(Y方向)は楕円状ビームスポットSPSHGの長軸方向に対応し、下部平凸シリンドリカルレンズ(58,60)による第2の集束方向(X方向)は楕円状ビームスポットSPSHGの短軸方向に対応する。上記実施例の場合は、長軸方向の径RYと短軸方向の径RXの比が288:91であり、約3:1である。楕円状のビームスポットSPSHGの扁平度がこの程度に大きいと、上記したような本発明の作用効果を十二分に奏することができる。実用上、RXに対するRYの比は少なくとも2以上であるのが好ましい。
【0045】
また、この出射ユニット16は、下部筐体52を金メッキ64で表面処理するとともに、上部筐体50の下部から中間部にかけてフッ素樹脂からなるカバー66を取り付けており、かかる外壁構造(64,66)により防錆機能を実現している。すなわち、出射ユニット16は金メッキ剥離加工に際して加工点から金のスプラッシュを浴びるだけでなく、概してメッキ工場内で使用されることが多く、アルミニウムやSUS等の筐体部材を露出させた構造では錆びやすい。このように金メッキ64の表面処理加工やフッ素樹脂カバー66を装備することによって錆ないユニット構造とすることができる。なお、フッ素樹脂カバー66を上部筐体50の上端まで延ばしてもよい。
【0046】
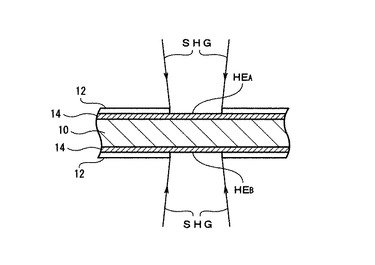
図1〜図4の実施形態は、コンタクトWの一面(上面)に剥離領域HEが設定された場合の金メッキ剥離方法に係るものであった。コンタクトWの全周(上面、両側面および下面)に剥離領域HEが設定された場合は、図9に示すように、上部剥離領域HEAおよび下部領域HEBにそれぞれ(個別に)YAG第2高調波レーザ光SHGを上記実施形態と同様の仕方で照射して両領域HEA,HEB内の金メッキをそれぞれ除去すればよい。また、YAG第2高調波レーザ光SHGが上部剥離領域HEAまたは下部剥離領域HEBを走査または横断する際にコンタクトWの側面にも照射するので、側面の金メッキ12も除去できる。つまり、上部剥離領域HEAと下部剥離領域HEBとに跨ってコンタクトWを一周して金メッキ12を剥離することができる。
【0047】
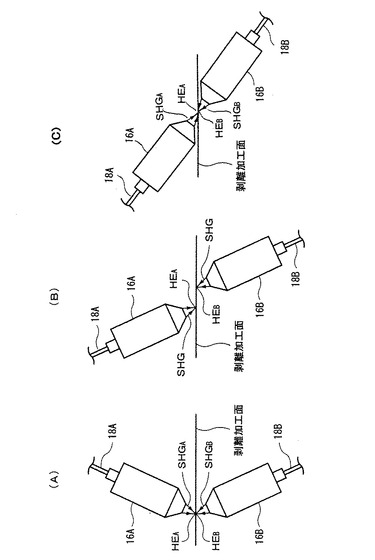
このような両面剥離加工においては、一個の出射ユニット18を両面に共用してもよいが、図10に示すように2つの出射ユニット18A,18Bを傾斜させて、両面に個別に割り当てることで加工能率を大幅に上げることができる。
【0048】
図10の(A)に示す方式は、上部出射ユニット16Aおよび下部出射ユニット16BよりYAG第2高調波レーザ光SHGを同時に出射して上下両面の剥離領域HEA,HEBに集光照射するものである。この方式によれば、被加工物たとえばコンタクトWを1回通過させ、上下両面の剥離領域HEA,HEBについて金属メッキ層12の同時剥離を行うことが可能であり、後述するように1台のレーザ発振器70(図13)による同時2分岐で対応することができる。
【0049】
図10の(B)に示す方式は、上部出射ユニット16Aと下部出射ユニット16Bとをオフセットさせて対向配置し、時間的にずらして上部出射ユニット16Aおよび下部出射ユニット16BよりYAG第2高調波レーザ光SHGを上部剥離領域HEAおよび下部剥離領域HEBにそれぞれ集光照射するものである。この方式でも、被加工物を1回通過させる過程で、上下両面の剥離領域HEA,HEB内の金属メッキ層12をそれぞれ剥離することが可能であり、後述するように1台のレーザ発振器70(図13)によるレーザ光路の切り換えで対応することができる。
【0050】
図10(C)に示す方式は、上部出射ユニット16Aおよび下部出射ユニット16Bを剥離加工面に対して45度以下の傾斜角度で傾斜させて配置した例である。この例では、出射ユニット16の配置高さを低くすることができ、剥離加工装置のレイアウトを低くしたい場合に有効である。
【0051】
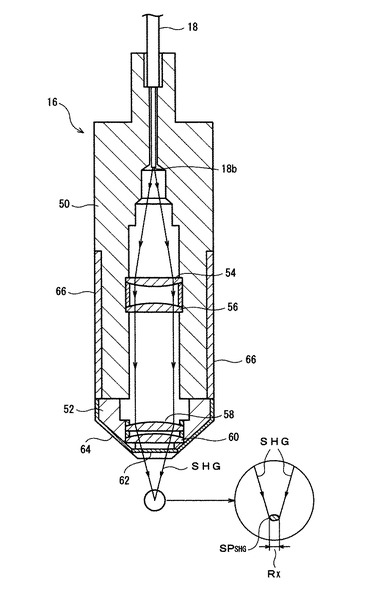
図11は、出射ユニット16を傾斜させる態様の一例であって、ホルダ15をロボット等のアーム65等に連結することにより、出射ユニット16の中心軸線を楕円短軸方向Xの方向に傾斜させ、その状態で剥離走査することが可能となる。出射ユニット16の下部筺体52を円錐台形状に構成することにより、図10(C)に示すように、出射ユニット16(16A、16B)を45度以下に傾斜させた場合、下部筺体52がコンタクトWに干渉することが避けられる。出射ユニット16の下部筺体52を円錐台形状にした場合、出射ユニット16の断面構造は図8および図12に示すようなものとなる。なお、出射ユニット16をロボットアームでハンドリングする場合は、剥離領域の剥離幅LHEに合わせて出射ユニット16をその中心軸の回りに所定角度回転させる機能をロボットアーム側で持つことも可能である。
【0052】
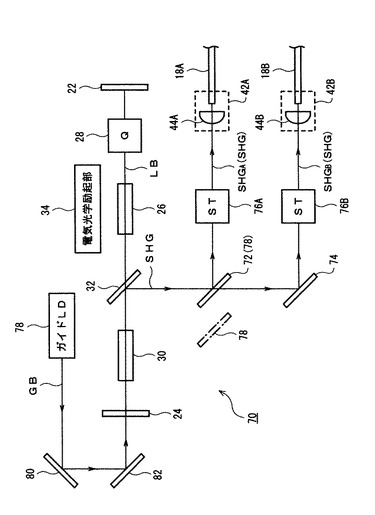
図13に、図10に示すようなツイン型出射ユニット方式に用いるレーザ発振器70の構成例を示す。図中、図6のレーザ発振器と共通する部分には同一の符号を附している。このレーザ発振器70では、高調波分離出力ミラー32より出力されたYAG第2高調波レーザ光SHGを2つの光ファイバ18A,18Bに2分岐で同時に、または分岐無しで選択的に入れるようにしている。ここで、一方の光ファイバ18Aは上部出射ユニット16Aに通じており、他方の光ファイバ18Bは下部出射ユニット16Bに通じている。
【0053】
同時2分岐方式の場合は、高調波分離出力ミラー32の反射光路上にハーフミラー72が配置され、その後方に全反射ミラーまたはベントミラー74が配置される。ハーフミラー72の反射率および透過率はそれぞれ50%でよい。ハーフミラー72の反射光路上には第1のシャッタ(ST)76Aおよび第1の入射ユニット42Aが一列に配置される。ベントミラー74の反射光路上には第2のシャッタ(ST)76Bおよび第2の入射ユニット42Bが一列に配置される。高調波分離出力ミラー32より出力されたYAG第2高調波レーザ光SHGはハーフミラー72に入射し、そこで反射光と透過光とに2分割される。ハーフミラー72で反射した第1の分岐YAG第2高調波レーザ光SHGAは、開状態の第1のシャッタ76Aを通り、第1の入射ユニット42Aより光ファイバ18Aに入れられる。ハーフミラー72を透過した第2の分岐YAG第2高調波レーザ光SHGBは、ベントミラー74で光路を曲げられ、開状態の第2のシャッタ76Bを通り、第2の入射ユニット42Bより光ファイバ18Bに入れられる。
【0054】
光路切り換え方式の場合は、ハーフミラー72が全反射ミラーまたはベントミラー78に置き換えられる。そして、ベントミラー78の位置が、図示しないミラー移動機構により、高調波分離出力ミラー32と全反射ミラー74とを結ぶ光路上の位置(ワーキング位置)と、該光路から外れた位置(退避位置)との間で切り換えられる。ベントミラー78がワーキング位置に切り換えられているときは、高調波分離出力ミラー32からのYAG第2高調波レーザ光SHGがベントミラー78で光路を曲げられ、開状態の第1のシャッタ76Aおよび第1の入射ユニット42Aを介して光ファイバ18Aに入れられる。ベントミラー78が退避位置に切り換えられているときは、高調波分離出力ミラー32からのYAG第2高調波レーザ光SHGがベントミラー74に入射し、このミラー74で反射してから開状態の第2のシャッタ76Bおよび第2の入射ユニット42Bを介して光ファイバ18Bに入れられる。
【0055】
各シャッタ76A,76Bは、図示省略するが、当該レーザ光路上の位置(閉位置)と該光路から外れた位置(開位置)との間で移動可能な全反射ミラーと、この全反射ミラーが閉位置で所定方向に反射したレーザ光を受光する光吸収体とを有する。この実施例では、レーザ発振器よりYAG第2高調波レーザ光SHGを発振出力させながら、シャッタ76A,76Bを閉状態にしておくことで、各出射ユニット16A,16BにおいてYAG第2高調波レーザ光SHGの出射を止めておくことができる。そして、シャッタ76A,76Bを閉状態から開状態に切り換えることで、直ちに(たとえば200ミリ秒以内に)YAG第2高調波レーザ光SHGの出射を開始することができる。
【0056】
このレーザ発振器70において、ガイドLD(半導体レーザ)78は、光学的なアライメントに用いる可視レーザ光GBを発生する。この可視レーザ光GBはベントミラー80,82を介して終端ミラー24の背後から光共振器内に入り、基本波光学系および第2高調波光学系に与えられる。
【0057】
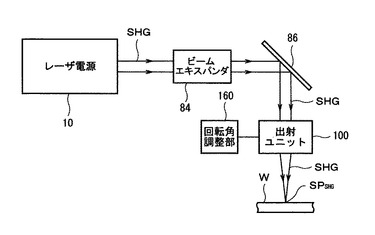
以上、本発明の好適な実施形態を説明したが、本発明の技術的思想の範囲内で種々の変形が可能である。たとえば、上記した実施形態におけるレーザ発振器20,70は、YAG第2高調波レーザ光SHGをQスイッチパルスで発振出力したが、パルス幅可変のロングパルスで発振出力することも可能であり、出射ユニット16(16A,16B)よりロングパルスのYAG第2高調波レーザ光SHGを被加工物の剥離領域HEに集光照射することも可能である。また、レーザ伝送系において、光ファイバの代わりに、たとえば図14に示すようにビームエキスパンダ84や光学ミラー86を使用することも可能である。この場合、図15に示すように、出射ユニット100内の光学系を2枚の光学レンズで構成することも可能である。
【0058】
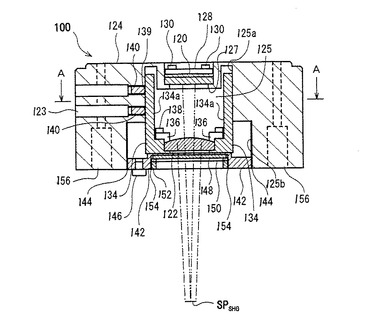
図15において、この出射ユニット100は、たとえばアルミニウムからなる略直方体形状の本体124を有し、この本体90の中心部を鉛直方向(光軸方向)に貫通する孔または空洞部125内に2つのシリンドリカルレンズ120,122を上下に可変の距離間隔を空けて配置している。両シリンドリカルレンズ120,122は、たとえば合成石英あるいはBK7材質からなる平凸シリンドリカルレンズであり、それぞれの平坦面を下(被加工物W側)に向けてそれぞれの円柱面の母線を互いに直交させて水平に配置される。
【0059】
上方のシリンドリカルレンズ120は、本体124の上面から内奥に筒状に延在する固定レンズ保持部127のフランジ部に載置され、対向する左右両端部にて上からレンズ押え部材128を介してボルト130により挟着保持される。
【0060】
下方のシリンドリカルレンズ122は、本体124の空洞部125内で鉛直方向(光軸方向)に移動可能な角筒状の可動レンズ保持部134に保持される。より詳細には、シリンドリカルレンズ122は、可動レンズ保持部134の下部に形成されたフランジ部に載置され、対向する左右両端部にて上からレンズ押え部材136を介してボルト138により挟着保持される。可動レンズ保持部134の上部は、空洞部125の断面矩形に形成された上部内壁125aに沿って鉛直方向に擦動可能なガイド部134aを構成している。本体124の一側面に形成された孔123の奥に空洞部125に通じるネジ孔139が複数個形成されており、それらのネジ孔139からネジ140の先端を可動レンズ保持部134のガイド部134aに当接させることで、可動レンズ保持部134およびシリンドリカルレンズ122を光軸上の所望の位置で固定できるようになっている。
【0061】
可動レンズ保持部134は、それよりも径が一回り大きい回転リング142の上に支持されている。空洞部125の下部は、矩形の上部内壁125aよりも径が一回り大きい断面円形に形成され、その内壁125bにはねじ山(雌ねじ)144が形成されている。回転リング142の外周面には、空洞部125の下部内壁125bのねじ山144と螺合するねじ山(雄ねじ)が形成されている。回転リング142の下面には回転操作用のつまみを構成するボルト146が取り付けられており、この回転操作つまみ146を人が指で?んで回すと、たとえば時計回りでは回転リング142が垂直上方へ送られ、それによって可動レンズ保持部134およびシリンドリカルレンズ122も垂直上方へ移動し、反時計回りでは回転リング142が垂直下方へ送られ、それによって可動レンズ保持部134およびシリンドリカルレンズ122も垂直下方へ移動するようになっている。
【0062】
回転リング142の開口部には、下部シリンドリカルレンズ122を外部(特に被加工物W側)の粉塵から遮断するための保護ガラス板148がデルリンリング150を介してネジリング152により外側から着脱可能に取り付けられる。なお、ネジリング152の外周面にはねじ山(雄ねじ)154が形成され、回転リング142の開口部の内周面にネジリング152のねじ山154と螺合するねじ山(雌ねじ)が形成されている。本体124の角隅部には、この出射ユニット100をユニット支持部(図示せず)に取り付けるためのボルト(図示せず)を通す孔156が形成されている。
【0063】
なお、この出射ユニット100も図14に示すように回転角調整部160によってその中心軸を回転中心として任意の回転角度に調整できるようになっている。回転角調整部160は、上記第1の実施形態におけるホルダ15および締着ねじ19のようなマニュアル式のものでもよいが、パルスモータ等を用いて自動調整式に構成することも可能である。
【0064】
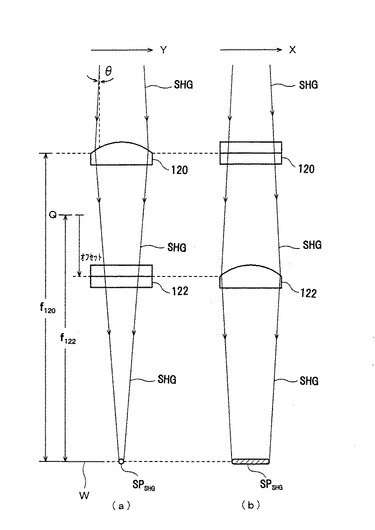
ここで、図16および図17につき、この出射ユニット100の光学的な作用(特に集光作用)を説明する。図16および図17において、固定シリンドリカルレンズ120の母線をX軸とし、可動シリンドリカルレンズ122の母線をX軸に直交したY軸とする。
【0065】
レーザ光源10(図14)からのYAG第2高調波レーザ光SHGは、小さな拡がり角度θを有する断面円形の平行光であり、固定シリンドリカルレンズ120を透過することにより、その母線方向であるX軸方向には屈折しないでY軸方向に屈折(収束)しながら、可動シリンドリカルレンズ122に入射する。そして、レーザ光SHGは、可動シリンドリカルレンズ122ではY軸方向に屈折せずにそのまま真直ぐ進み、図16の(a)および図17の(a)に示すように固定シリンドリカルレンズ120の焦点距離f120の位置にY軸方向の焦点を結ぶ。ここで、レーザ光SHGには拡がり角度θが存在するために、Y軸方向には点状ではなく少し拡がりが生じる。この拡がりは、レーザ光源10やレーザ伝送光学系の特性によって決まり、たとえば100μm程度にすることができる。この実施形態では、固定シリンドリカルレンズ120の焦点付近に被加工物W上の加工ポイントが位置するようにワーキングディスタンスが設定される。
【0066】
一方で、レーザ光SHGは、固定シリンドリカルレンズ120を透過するときは上述したようにX軸方向には屈折しないで、拡がり角度θでもって可動シリンドリカルレンズ122に入射し、可動シリンドリカルレンズ122を透過することによりX軸方向に屈折(収束)して、焦点距離f122の位置にX軸方向の焦点を結ぶように進む。可動シリンドリカルレンズ122が、その焦点距離f122を被加工物Wの加工ポイントとの距離間隔に一致させているとき、つまり基準位置Qに置かれているときは、図17の(b)に示すように、レーザ光SHGはX軸方向でもほぼオンフォーカスで被加工物Wの加工ポイントに集光する。しかし、被加工物Wの加工ポイントに対する可動シリンドリカルレンズ122の距離間隔が可動シリンドリカルレンズ122の焦点距離f122からオフセットしているときは、たとえば図16の(b)に示すように、X軸方向では焦点が合わずデフォーカスで被加工物Wの加工ポイントに集光する。この場合、被加工物Wの加工ポイントにおけるビームスポットSPは線状または帯状のパターンとなり、その長さ方向のサイズはオフセット量に比例する。
【0067】
このように、この実施形態の出射ユニット100は、ワークディスタンスの調整を要することなく、鉛直方向(光軸方向)における可動シリンドリカルレンズ122の位置を可変調整するだけで、被加工物Wの加工ポイントに形成されるビームスポットSPの縦横比を任意に可変することが可能であり、YAG第2高調波レーザ光SHGについて扁平度の高いビームスポットSPSHGを形成することができる。
【0068】
なお、上記実施形態ではYAG高調波として第2高調波(532nm)を用いたが、第3高調波(355nm)あるいは第4高調波(266nm)等も使用可能である。また、YAG高調波を生成するための固体レーザ媒体または活性媒質24,40として、Nd:YAG結晶以外に、Nd:YLF結晶、Nd:YVO4結晶、Yb:YAG結晶等を使用することもできる。上記実施形態における出射ユニット16,100は、金メッキ以外の金属薄膜剥離加工に使用可能であり、たとえばYAG基本波のレーザ光によるスズメッキ剥離加工にも使用できる。
【図面の簡単な説明】
【0069】
【図1】本発明の一実施形態による金メッキ剥離方法を示す斜視図である。
【図2】実施形態による金メッキ剥離方法の作用を示す平面図である。
【図3】実施形態による金メッキ剥離方法の作用を示す断面図である。
【図4】実施形態による金メッキ剥離方法の作用を示す平面図である。
【図5】比較例における金メッキ剥離の作用を示す平面図である。
【図6】実施形態におけるレーザ発振部の構成を示す図である。
【図7】実施形態における出射ユニットの構成を示す縦断面図である。
【図8】実施形態における出射ユニットの構成を示す縦断面図である。
【図9】実施形態におけるYAG基本波パルスレーザ光およびYAG第2高調波パルスレーザ光の典型的なレーザ出力波形を示す波形図である。
【図10】実施形態におけるツイン型出射ユニット方式を示す側面図である。
【図11】実施形態において出射ユニットを傾斜姿勢にする例を示す斜視図である。
【図12】実施形態において出射ユニットのレーザ出射口回りの筐体面を円錐台形状にする場合の断面構造を示す図である。
【図13】実施形態のツイン型出射ユニット方式に適用可能なレーザ発振器の構成を示す図である。
【図14】別の実施形態による金メッキ剥離装置の構成を示す図である。
【図15】実施形態における出射ユニットの内部構造を示す縦断面図である。
【図16】実施形態におけるレーザ集光ユニットの作用を説明するための図である。
【図17】実施形態におけるレーザ集光ユニットの作用を説明するための図である。
【符号の説明】
【0070】
W コンタクト
10 金属素材
12 金メッキ層
14 ニッケルメッキ層
15 ホルダ(回転角調整手段)
16 出射ユニット
16A 上部出射ユニット
16B 下部出射ユニット
18,18A,18B 光ファイバ
19 締着ねじ(回転角調整手段)
20,70,100 レーザ発振器
22,24 終端ミラー(光共振器ミラー)
26 活性媒質
28 Qスイッチ
30 波長変換結晶
32 高調波分離出力ミラー
34 電気光学励起部
36 レーザ電源
38 制御部
42 入射ユニット
42A 第1の入射ユニット
42B 第2の入射ユニット
46 スキャニング機構
50 上部筐体
52 下部筐体
54 コリメートレンズ
56 上部シリンシドリカルレンズ
58,60 下部シリンドリカルレンズ
64 金メッキ
65 ロボットアーム
66 フッ素樹脂カバー
72 ハーフミラー
74,78 全反射ミラー(ベントミラー)
100 出射ユニット
160 回転角調整部
【技術分野】
【0001】
本発明は、金属部材の表面に形成された金メッキを局所的に剥離する技術に係り、特に微細な金メッキ剥離加工に適した金メッキ剥離方法および装置に関する。
【背景技術】
【0002】
コネクタやリードフレームのピン端子またはコンタクトには種々の表面処理が施されており、特に金やスズなどのメッキが代表的である。最近は、鉛フリー対策からスズメッキよりも金メッキの方が主流になっている。一般に、プリント基板実装においては、電子部品のピン端子が基板上の配線パターンまたはスルーホールにハンダ付けで接合される。ところが、この種のハンダ付けにおいては、ピン端子表面の金メッキがハンダに濡れやすいために、基板上のハンダが金メッキ伝いにピン端子を這い上がり、そのぶん基板上のハンダが不足してハンダ接合強度が弱められるという問題がある。
【0003】
従来より、上記のような端子表面伝いのハンダの這い上がり、いわゆるハンダ上がりを防止するための技術として、端子の中間部にレーザ照射を行うことにより、金メッキを局所的に剥離して除去することにより、半田が端子部から接点部へと上がるのを防ぐことができる表面処理方法が提案されている(例えば、特許文献1参照)。
【特許文献1】特開平2000−152750号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
一般に、端子の金メッキの剥離幅は、ハンダ上がりを防止するために必要な最小限の幅で足り、必要以上に金メッキを剥離することは好ましくない。現在、電子部品の小型化に伴って端子ピンの細径化および狭ピッチ化が進んでおり、それに伴って金メッキの剥離幅も、たとえば0.5mm×0.5mm以下の小面積とすることが望まれている。しかしながら、従来のレーザ照射により剥離・除去する方法は、レーザ出射ユニットのビーム径に応じた剥離幅しか形成することができず、剥離幅を変更したい場合はビーム径が異なるレーザ出射ユニットと交換するしか方法がなかった。したがって、従来はビーム径の異なるレーザ出射ユニットを多数用意しておく必要があり、イニシャルコストが大きくなるという問題があった。
【0005】
本発明は、上記のような問題点に鑑みてなされたもので、微細な金メッキ剥離加工を効率よくかつ高精度に行えるとともに、剥離幅を変更可能とした金メッキ剥離方法および金メッキ剥離装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明の金メッキ剥離方法は、金属素材の表面に形成されている金メッキ層を所望の剥離領域にて剥離する金メッキ剥離方法であって、前記剥離領域内にYAG高調波レーザ光を扁平度の高い楕円状ビームスポットで照射して前記金メッキ層の被照射部分を除去し、前記楕円状ビームスポットをその長軸方向に対して所望の角度をなす方向に前記剥離領域を走査してその領域内の前記金メッキ層を除去するように前記YAG高調波レーザ光を前記金属素材に対して相対的に移動させる。
【0007】
また、本発明の金メッキ剥離装置は、金属素材の表面に形成されている金メッキ層を所望の剥離領域にて剥離するための金メッキ剥離装置であって、金属素材の表面に形成されている金メッキ層を所望の剥離領域にて剥離するための金メッキ剥離装置であって、YAG高調波のレーザ光を生成するレーザ発振器と、前記レーザ発振器からの前記YAG高調波レーザ光を扁平度の高い楕円状ビームスポットに集束させて前記剥離領域内に照射する出射ユニットと、前記剥離領域の幅を可変するために、前記出射ユニットを、その中心軸線を回転中心として任意の角度回転させる回転角調整手段と、前記楕円状ビームスポットがその楕円長軸方向に対して前記出射ユニットの回転角度位置に応じた角度をなす方向に前記剥離領域を走査してその領域内の前記金メッキ層を剥離するように、前記出射ユニットより出射される前記YAG高調波レーザ光を前記金属素材に対して相対的に移動させるスキャニング手段とを有する。
【0008】
本発明は、YAG高調波のレーザエネルギーによって金メッキ剥離加工を行う。YAG高調波は金との光学的結合が非常に高いため、YAG高調波レーザ光のスキャニング加工により所望の剥離領域内の金メッキを効果的に剥離することができる。このことにより、レーザスポット位置で金メッキ層を安定確実に除去するための十分なレーザパワー密度と、剥離領域内の金メッキ層を短時間のうちに効率よく除去する高速の加工速度とを同時に適えることが可能であり、実用性の高い金メッキ剥離加工を実現することができる。さらに、本発明においては、YAG高調波レーザ光のビームスポットを扁平度の高い楕円状に形成し、これを任意または所望の角度に傾けて走査する方式により、レーザパワー密度を低下させずに剥離幅を所定の範囲内(レーザ集光楕円径の長軸長さから短軸長さの範囲内)で任意に可変することができる。
【0009】
本発明の好適な一態様によれば、前記YAG高調波レーザ光を剥離走査方向またはそれと反対の方向に所望角度傾斜させて照射することにより、一回のビーム走査で剥離領域内の金メッキ層を、上面のみならず側面も含めてほぼ隈なく剥離することができる。
【0010】
本発明の好適な一態様によれば、前記出射ユニットが、前記光ファイバの終端面より出射された前記YAG高調波レーザ光を平行光にするコリメートレンズと、前記コリメートレンズを通ってきた前記YAG高調波レーザ光をレーザ光軸方向と直交する第1の方向で集束させる第1の集束レンズと、前記第1の集束レンズを通ってきた前記YAG高調波レーザ光を前記レーザ光軸方向および前記第1の方向と直交する第2の方向で集束させる第2の集束レンズとを有する。この場合の好適な一態様として、第1の集束レンズを第1のシリンドリカルレンズで構成し、第2の集束レンズを第1のシリンドリカルレンズと直交する向きでレーザ光軸上に多段に配置された第2および第3のシリンドリカルレンズで構成することができる。かかる構成においては、楕円状ビームスポットの長軸方向の直径を、光ファイバのコア径と、コリメートレンズの焦点距離と、第1のシリンドリカルレンズの焦点距離とによって規定または設定し、楕円状ビームスポットの短軸方向の直径を、光ファイバのコア径と、コリメートレンズの焦点距離と、第2および第3のシリンドリカルレンズの合成焦点距離とによって規定または設定することができる。
【0011】
本発明の好適な一態様によれば、出射ユニットが、レーザ出射口側のユニット筐体面を円錐台状に形成している。かかる構成においては、出射ユニットを大きく傾斜させて照射する場合、出射ユニットを任意の角度に回転させてもユニットが金属素材に干渉または当接するのを避けられる。
【0012】
本発明の好適な一態様によれば、出射ユニットが、少なくともレーザ出射口側の先端部を金メッキで表面処理してなるユニット筐体、あるいは外壁の少なくとも一部をフッ素樹脂で構成してなるユニット筐体を有する。かかる構成によれば、金メッキ剥離加工の際に被加工物からスプラッシュを浴びたり、メッキ工場内の稼動であっても錆びにくい出射ユニットとすることができる。
【0013】
また、本発明の好適な一態様によれば、レーザ発振器が、QスイッチパルスのYAG高調波のレーザ光を生成するためのQスイッチを有する。QスイッチパルスのYAG高調波レーザ光を剥離領域に照射することにより、熱影響の少ないYAG高調波エネルギーで金メッキ層をきれいに剥離することができる。
【0014】
本発明は、任意の金メッキ剥離加工に適用可能であるが、とりわけ電子部品のコンタクトの金メッキ剥離に好適に適用できる。特に、コンタクトの両面に剥離領域が設定された場合でも容易に対応できる。
【0015】
コネクタの両面剥離に好適な本発明における第1の金メッキ剥離装置は、コネクタ端子の表面に形成されている金メッキ層を所望の剥離領域にて剥離するための金メッキ剥離装置であって、YAG高調波のレーザ光を生成するレーザ発振器と、前記レーザ発振器より生成された前記YAG高調波レーザ光を第1および第2の分岐YAG高調波レーザ光に分割するビームスプリッタと、前記ビームスプリッタより得られる前記第1の分岐YAG高調波レーザ光を伝送するための第1の光ファイバと、前記ビームスプリッタより得られる前記第2の分岐YAG高調波レーザ光を伝送するための第2の光ファイバと、前記第1の光ファイバの終端面より出射された前記第1の分岐YAG高調波レーザ光を扁平度の高い第1の楕円状ビームスポットに集束させて前記コネクタ端子の第1の面に設定された第1の剥離領域内に照射する第1の出射ユニットと、前記第1の剥離領域の幅を可変するために、前記第1の出射ユニットを、その中心軸線を回転中心として任意の角度回転させる第1の回転角調整手段と、前記第2の光ファイバの終端面より出射された前記第2の分岐YAG高調波レーザ光を扁平度の高い第2の楕円状ビームスポットに集束させて前記コネクタ端子の前記第1の面と対向する第2の面に設定された第2の剥離領域内に照射する第2の出射ユニットと、前記第2の剥離領域の幅を可変するために、前記第2の出射ユニットを、その中心軸線を回転中心として任意の角度回転させる第2の回転角調整手段と、前記第1および第2の楕円状ビームスポットがそれぞれの長軸方向に対して所望角度傾斜する方向に前記第1および第2の剥離領域をそれぞれ走査して各領域内の前記金メッキ層を剥離するように、前記第1および第2の出射ユニットよりそれぞれ出射される第1および第2の分岐YAG高調波レーザ光を前記コネクタ端子に対して相対的に移動させるスキャニング手段とを有する。かかる装置構成においては、1台のレーザ発振器を用いる同時2分岐方式により第1および第2の剥離領域に対する金メッキ剥離を同時実行することができる。
【0016】
また、コネクタの両面剥離に好適な本発明における第2の金メッキ剥離装置は、コネクタ端子の表面に形成されている金メッキ層を所望の剥離領域にて剥離するための金メッキ剥離装置であって、YAG高調波のレーザ光を生成するレーザ発振器と、前記レーザ発振器より生成された前記YAG高調波レーザ光の光路を第1の光路もしくは第2の光路のいずれか一方に切り換えるレーザ光路切り換え部と、前記レーザ光路切り換え部により前記第1の光路に切り換えられた前記YAG高調波レーザ光を伝送するための第1の光ファイバと、前記レーザ光路切り換え部により前記第2の光路に切り換えられた前記YAG高調波レーザ光を伝送するための第2の光ファイバと、前記第1の光ファイバの終端面より出射された前記YAG高調波レーザ光を扁平度の高い楕円状ビームスポットに集束させて前記コネクタ端子の第1の面に設定された第1の剥離領域内に照射する第1の出射ユニットと、前記第1の剥離領域の幅を可変するために、前記第1の出射ユニットを、その中心軸線を回転中心として任意の角度回転させる第1の回転角調整手段と、前記第2の光ファイバの終端面より出射された前記YAG高調波レーザ光を扁平度の高い楕円状ビームスポットに集束させて前記コネクタ端子の前記第1の面と対向する第2の面に設定された第2の剥離領域内に照射する第2の出射ユニットと、前記第2の剥離領域の幅を可変するために、前記第2の出射ユニットを、その中心軸線を回転中心として任意の角度回転させる第2の回転角調整手段と、前記楕円状ビームスポットがその長軸方向に対して所望角度傾斜する方向に前記第1および第2の剥離領域を走査して各領域内の前記金メッキ層を剥離するように、前記第1の出射ユニットまたは第2の出射ユニットより出射される前記YAG高調波レーザ光を前記コネクタ端子に対して相対的に移動させるスキャニング手段とを有する。かかる装置構成においては、1台のレーザ発振器を用いる光路切り換え方式により第1および第2の剥離領域に対する金メッキ剥離を時間差で順次実行することができる。
【発明の効果】
【0017】
本発明の金メッキ剥離方法または金メッキ剥離装置によれば、上記のような構成と作用により、微細な金メッキ剥離加工を効率的にかつ高精度に行うことができるとともに、楕円状ビームスポットを光軸の回りに所定角度回転させることにより剥離幅を任意に変更することができる。
【発明を実施するための最良の形態】
【0018】
以下、添付図を参照して本発明の好適な実施形態を説明する。
【0019】
図1〜図3に、本発明における金メッキ剥離方法の一実施形態を示す。図示の被加工物Wは、たとえば電子部品のピン端子またはリードフレームのリード等(以下「コンタクト」と総称する。)である。各コンタクトWは、素材がたとえばCu(銅)合金10からなり、表面全体に金メッキ層12が形成されている。
【0020】
出射ユニット16は、YAG第2高調波(532nm)のレーザ光SHGを生成する後述のYAGレーザ発振器20(図6)と光ファイバ18を介して光学的に結ばれており、ユニット内で光ファイバ18の終端面より出射されたYAG第2高調波レーザ光SHGをユニット内の後述する光学レンズ54〜60(図7、図8)に通して先端の出射口より出射し、各コンタクトWに設定された剥離領域HE内に扁平度の高い楕円状ビームスポットSPSHGで集光照射する。この例では、図2に示すように、楕円状ビームスポットSPSHGの長軸方向の直径RYを剥離領域HEのコンタクト長手方向のサイズLHEに一致させている。
【0021】
剥離領域HEにおいては、楕円状ビームスポットSPSHG付近で金メッキ層12がレーザエネルギーにより一瞬に蒸発して除去される。通常、コンタクトWの素材金属であるCu合金10と金メッキ層12との間には、図3に示すように銅−金間の拡散防止のためのニッケルメッキ層14が下地膜として形成されており、金メッキ層12が除去された部分ではニッケル下地膜14が露出する。
【0022】
剥離領域HE内の金メッキ層12をほぼ隈なく除去するために、出射ユニット16より出射されるYAG第2高調波レーザ光SHGと加工対象のコンタクトWとの間で相対移動が行われる。より詳細には、YAG第2高調波レーザ光SHGの楕円状ビームスポットSPSHGがその楕円長軸方向に対して所望の角度(図2の例では90度)をなす方向Xに剥離領域HEを走査または横断するような相対移動が行われる。通常は、出射ユニット16側が固定され、加工対象のコンタクトW側がフープ材またはリール材の形態で一定方向(−X方向)に一定速度で送られる。上記のように楕円状ビームスポットSPSHGの長軸方向の直径RYが剥離領域HEのコンタクト長手方向サイズLHEに等しいので、1回の片道走査によって矩形の剥離領域HE内の金メッキ層12を全部または殆ど剥離することができる。
【0023】
また、この例のように、同一形状および同一サイズを有する多数のコンタクトW1,W2,W3,・・・が一列に配列されている場合は、図1に示すように、出射ユニット16よりYAG第2高調波レーザ光SHGを連続的に出射させながらコンタクト列の端から端までX方向に1回の片道走査を行うことで、全コンタクトW1,W2,W3,・・・の剥離領域HEについて金メッキ層12をそれぞれ隈なく剥離することができる。なお、この実施形態では、QスイッチパルスのYAG第2高調波レーザ光SHGを用いる。
【0024】
一実施例として、剥離領域HEのサイズがDHE(コンタクト幅方向)=0.3mm、LHE(コンタクト長手方向)=0.3mmであり、金メッキ層12の厚さが0.1μmの場合、YAG第2高調波のQスイッチパルスレーザ光SHGの平均出力は30W、パルス周波数は20kHz、ビームスポットSPSHGのサイズはRX(楕円短軸方向)=0.1mm、RY(楕円長軸方向)=0.3mm、走査速度は10m/分にそれぞれ設定される。
【0025】
上記のように、この実施形態の金メッキ剥離方法は、コンタクトWの金メッキ層12を剥離領域HEに限定して局所的に剥離するために、YAG第2高調波のQスイッチパルスレーザ光SHGを照射することと、このYAG第2高調波レーザ光SHGのビームスポットSPSHGを扁平度の高い楕円状に形成してビームスポットSPSHGの楕円長軸方向に対して所望の角度をなす方向に走査することを特徴としている。
【0026】
レーザ光にYAG第2高調波のレーザ光を用いるのは、YAG高調波が金(Au)との光学的結合が非常に高いためである。代表的なYAGレーザであるNd:YAGレーザの基本波は1064nmである。このYAG基本波(1064nm)を鉄(Fe)系の金属は比較的良好に吸収するが、Au系の金属は僅かしか吸収しない。このため、金メッキ剥離加工にYAG基本波のレーザ光を用いたならば、金メッキ層への入熱が非常に難しく、無理にレーザパワーを上げると所望の剥離領域を越えて金メッキ層が吹き飛んだり素材が損傷することもあり、1mm以下の高精度の微細加工は殆ど不可能である。ところが、Auは、YAG基本波の高調波つまり第2高調波(532nm)、第3高調波(355nm)あるいは第4高調波(266nm)等をよく吸収する。たとえば、第2高調波(532nm)に対するAuの吸収率は50%以上である。YAG基本波をよく吸収するといわれるFeの吸収率が40%以下であることに鑑みれば、如何に高い吸収率であるかが分かる。実用的に、金メッキの剥離加工には第2高調波(532nm)で十分である。また、この種の金メッキ剥離加工は剥離領域内の金メッキ層を過不足なく除去するレーザ加工であるから、ノーマルパルスまたはロングパルスよりも熱影響の少ないQスイッチパルスのレーザ光が適している。
【0027】
また、YAG第2高調波レーザ光SHGのビームスポットSPSHGを扁平度の高い楕円状に形成して走査する方式によれば、レーザスポット位置で金メッキ層を安定確実に除去するための十分なレーザパワー密度と、剥離領域HE内の金メッキ層を短時間のうちに効率よく除去する高速の加工速度とを同時に適えて、実用性の高い金メッキ剥離加工を実現することができる。
【0028】
さらに、この実施形態においては、以下に述べるようなビームスポット回転機能により、レーザパワー密度を低下させることなく剥離幅を任意に調整することもできる。
【0029】
図1に示すように、出射ユニット16はホルダ15に周方向の角度調整可能に支持されている。すなわち、出射ユニット16の上部筺体50(図7、図8参照)の外周には円周方向に延びる環状の円周溝17が形成され、この円周溝17にてホルダ15の円周凸部(図示せず)に回動自在に支持されている。ホルダ15に対して、出射ユニット16を回動させ、締着ねじ19により固定することにより、出射ユニット16を任意の回転角に設定できるようになっている。より詳細には、出射ユニット16の表面に位置決めマークを、ホルダ15に角度目盛(いずれも図示せず)をそれぞれ設け、この位置決めマークと角度目盛を合わせて締着ねじ19により出射ユニット16を締着固定することにより、出射ユニット16を任意の回転角または回転方位に合わせることができる。
【0030】
図4に示すように、楕円状ビームスポットSPSHGの長軸方向に対して走査方向Xのなす角度をθとすると、剥離幅LHEはLHE=RYtanθと表される。ここで、RYは上記のように楕円状ビームスポットSPSHGの長軸の長さである。したがって、たとえばθ=45度に設定すると、LHE=RY/2となる。このように、楕円状ビームスポットSPSHGの長軸方向に対する走査方向Xのなす角度θを変えることにより、レーザパワー密度を一定に保ちつつ、剥離領域HEの幅サイズLHEをRX(短軸長さ)〜RY(長軸長さ)の範囲内で任意に可変調整することができる。
【0031】
図5に、比較例として、YAG第2高調波レーザ光SHGのビームスポットSPSHGを従来一般の形状つまり円形に形成して剥離領域HE内を走査させる場合の作用を示す。図5の(A)は、円形ビームスポットSPSHGの直径を剥離領域域HEの寸法(コンタクト長手方向サイズ)に合わせるものである。この場合は、1回の片道走査によって剥離領域HE内の金メッキ層12に隈なくYAG第2高調波レーザ光SHGのレーザエネルギーを照射できるが、ビームスポットSPSHGの面積が非常に大きいためにレーザパワー密度が低く、金メッキ層12を効率よく確実に除去するのが難しいという不利点がある。そこで、レーザスポット位置で金メッキ層を確実に除去するためには、図5の(B)に示すように円形ビームスポットSPSHGの直径を十分小さく絞る必要がある。しかし、この場合には、1回の片道走査で剥離領域HE内の金メッキ層12を全部除去することは不可能であり、複数回の走査または往復走査を行わなくてはならず、剥離加工の所要時間が非常に長くなってしまう。このように、円形のビームスポットでは、レーザパワー密度と加工速度との間にトレードオフの関係があり、実用性の高い金メッキ剥離加工を実現することはできない。
【0032】
図6に、この実施形態の金メッキ剥離方法に用いて好適な金メッキ剥離装置の構成を示す。この金メッキ剥離装置において、YAGレーザ発振器20は、直線配列型で一対の終端ミラー22,24、固体レーザ活性媒質26、Qスイッチ28、波長変換結晶30および高調波分離出力ミラー32を配置している。
【0033】
両終端ミラー22,24は互いに向かい合って光共振器を構成している。一方の終端ミラー22の反射面22aには、基本波長(1064nm)に対して反射性の膜がコーティングされている。他方の終端ミラー24の反射面24aには、基本波長(1064nm)に対して反射性の膜がコーティングされるとともに、第2高調波(532nm)に対して反射性の膜がコーティングされている。
【0034】
活性媒質26は、たとえばNd:YAGロッドからなり、両終端ミラー22,24間のほぼ中心の位置に配置され、電気光学励起部34によって光学的にポンピングされる。電気光学励起部34は、活性媒質26に向けて励起光を発生するための励起光源(たとえば励起ランプあるいはレーザダイオード)を有し、この励起光源をレーザ電源部36からの励起電流で点灯駆動することにより、活性媒質26を持続的にポンピングする。なお、レーザ電源部36は制御部38の下で電気光学励起部34を駆動する。こうして活性媒質26で生成される基本波長(1064nm)の光ビームLBは、終端ミラー22,24の間に閉じ込められて増幅される。
【0035】
波長変換結晶30は、たとえばKTP(KTiOPO4 )結晶あるいはLBO(LiB3O5)結晶等の非線形光学結晶からなり、他方の終端ミラー24寄りに配置され、この光共振器で励起された基本モードに光学的に結合され、基本波長との非線形光学作用により第2高調波(532nm)の光ビームSHGを光共振器の光路上に生成する。
【0036】
波長変換結晶30より終端ミラー24側に出た第2高調波の光ビームSHGは、終端ミラー24で戻されて、波長変換結晶30を通り抜ける。波長変換結晶30より終端ミラー24の反対側に出た第2高調波の光ビームSHGは、光共振器の光路または光軸に対して所定の角度(たとえば45度)で斜めに配置されている高調波分離出力ミラー32に入射し、このミラー32で所定の方向つまり入射ユニット42に向けて反射または分離出力されるようになっている。
【0037】
Qスイッチ28はたとえば音響光学Qスイッチからなる。制御部38がQスイッチドライバ40を介して所定の周期で一時中断する高周波電気信号によりQスイッチ28を駆動する。高周波電気信号が中断する度毎にピークパワーのきわめて高いジャイアントパルスのYAG基本波レーザ光LBが光共振器22,24間で生成され、これによって高調波分離出力ミラー32よりジャイアントパルスのYAG第2高調波レーザ光SHGが出力される。
【0038】
入射ユニット42は集光レンズ44を内蔵しており、高調波分離出力ミラー32からのYAG第2高調波レーザ光SHGを集束レンズ44により集束して光ファイバ18の一端面(入射端面)18aに入射させる。光ファイバ18は、たとえばSI(ステップインデックス)形ファイバからなり、入射ユニット42で入射したYAG第2高調波レーザ光SHGを出射ユニット16まで伝送する。
【0039】
この実施例では、上記のようにYAG第2高調波レーザ光SHGの楕円状ビームスポットSPSHGがその楕円長軸方向と直交する楕円短軸方向Xに剥離領域HEを走査または横断するような相対移動が行われる。つまり、出射ユニット16より出射されるYAG第2高調波レーザ光SHGと加工対象のコンタクトWとの間で相対移動が行われる。この相対移動のために、コンタクトW側を保持または載置して所定方向(つまりビーム走査方向と反対方向)に移動させるたとえばXYテーブルからなるスキャニング機構46が設けられる。この場合、出射ユニット16は上記出射ユニット回転機能付きのホルダ15を介して一定位置に配置される。
【0040】
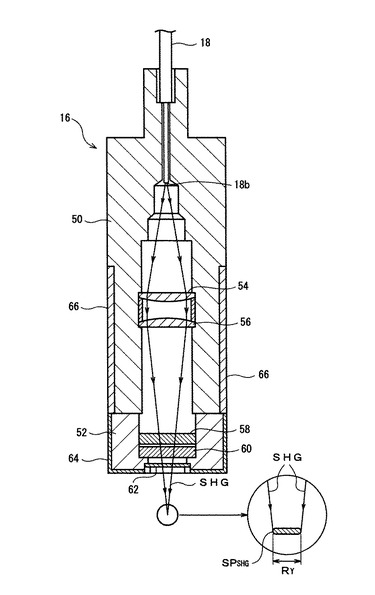
図7および図8は、この実施形態における出射ユニット16の構成を示す縦断面図である。この出射ユニット16は、ステンレス鋼を素材とする円筒状の上部筐体50と、銅合金を素材とする円筒状の下部筐体52とをボルト(図示せず)等で一体に結合している。ユニット回転用の円周溝17は上部筐体50に形成されている。
【0041】
上部筐体50の上部より光ファイバ18がユニット中心軸線に沿って筐体内に挿入され、光ファイバ18の出射端面18bが筐体内の空洞部に臨んでいる。上部筐体50の内部には、ユニット中心軸線上に、光ファイバ18の出射端面18b寄りにコリメートレンズ54が配置され、その後方または下方に平凸シリンドリカルレンズ56が配置されている。下部筐体52内には、ユニット中心軸線上に、2枚の平凸シリンドリカルレンズ58,60が接近して配置され、下端(先端)部の出射口に保護ガラス62が着脱可能に取り付けられている。上部筐体50側の平凸シリンドリカルレンズ56と下部筐体52側の平凸シリンドリカルレンズ(58,60)とはそれぞれの円柱面の母線を互いに直交させた向きで配置されている。
【0042】
光ファイバ18の出射端面18bより放射状に出射されたYAG第2高調波レーザ光SHGは、最初にコリメートレンズ54に入射して、そこで平行光にコリメートされる。コリメートレンズ54を通ったYAG第2高調波レーザ光SHGは、上部平凸シリンドリカルレンズ56を通り、次いで下部平凸シリンドリカルレンズ(58,60)を通ってから保護ガラス62を透過してユニット16の外へ出射され、加工点に集光照射される。
【0043】
ここで、上部平凸シリンドリカルレンズ56はYAG第2高調波レーザ光SHGをレーザ光軸方向と直交する第1の方向(Y方向)のみにおいて集束させ、下部平凸シリンドリカルレンズ(58,60)はYAG第2高調波レーザ光SHGをレーザ光軸方向および第1の方向(Y方向)と直交する第2の方向(X方向)のみにおいて集束させる。光ファイバ18の出射端面18bの直径(コア径)をa、コリメートレンズ54の焦点距離をf54、上部平凸シリンドリカルレンズ56の焦点距離をf56、下部平凸シリンドリカルレンズ58,60の焦点距離をそれぞれf58,f60、それらの合成焦点距離をfCとすると、加工点に形成される楕円状ビームスポットSPSHGの第1の方向(Y方向)および第2の方向(X方向)の直径RY,RXは下記の式(1),(2)で表される。
RY=a*f56/f54 ・・・・(1)
RX=a*fC/f54 ・・・・(2)
ただし、fC={(1/f58)+(1/f60)}-1
【0044】
一実施例として、a=200μm、f54=70mm、f56=100mm、f58=70mm、f60=60mmの場合は、RY=288μm、RX=91μmとなる。つまり、上部平凸シリンドリカルレンズ56による第1の集束方向(Y方向)は楕円状ビームスポットSPSHGの長軸方向に対応し、下部平凸シリンドリカルレンズ(58,60)による第2の集束方向(X方向)は楕円状ビームスポットSPSHGの短軸方向に対応する。上記実施例の場合は、長軸方向の径RYと短軸方向の径RXの比が288:91であり、約3:1である。楕円状のビームスポットSPSHGの扁平度がこの程度に大きいと、上記したような本発明の作用効果を十二分に奏することができる。実用上、RXに対するRYの比は少なくとも2以上であるのが好ましい。
【0045】
また、この出射ユニット16は、下部筐体52を金メッキ64で表面処理するとともに、上部筐体50の下部から中間部にかけてフッ素樹脂からなるカバー66を取り付けており、かかる外壁構造(64,66)により防錆機能を実現している。すなわち、出射ユニット16は金メッキ剥離加工に際して加工点から金のスプラッシュを浴びるだけでなく、概してメッキ工場内で使用されることが多く、アルミニウムやSUS等の筐体部材を露出させた構造では錆びやすい。このように金メッキ64の表面処理加工やフッ素樹脂カバー66を装備することによって錆ないユニット構造とすることができる。なお、フッ素樹脂カバー66を上部筐体50の上端まで延ばしてもよい。
【0046】
図1〜図4の実施形態は、コンタクトWの一面(上面)に剥離領域HEが設定された場合の金メッキ剥離方法に係るものであった。コンタクトWの全周(上面、両側面および下面)に剥離領域HEが設定された場合は、図9に示すように、上部剥離領域HEAおよび下部領域HEBにそれぞれ(個別に)YAG第2高調波レーザ光SHGを上記実施形態と同様の仕方で照射して両領域HEA,HEB内の金メッキをそれぞれ除去すればよい。また、YAG第2高調波レーザ光SHGが上部剥離領域HEAまたは下部剥離領域HEBを走査または横断する際にコンタクトWの側面にも照射するので、側面の金メッキ12も除去できる。つまり、上部剥離領域HEAと下部剥離領域HEBとに跨ってコンタクトWを一周して金メッキ12を剥離することができる。
【0047】
このような両面剥離加工においては、一個の出射ユニット18を両面に共用してもよいが、図10に示すように2つの出射ユニット18A,18Bを傾斜させて、両面に個別に割り当てることで加工能率を大幅に上げることができる。
【0048】
図10の(A)に示す方式は、上部出射ユニット16Aおよび下部出射ユニット16BよりYAG第2高調波レーザ光SHGを同時に出射して上下両面の剥離領域HEA,HEBに集光照射するものである。この方式によれば、被加工物たとえばコンタクトWを1回通過させ、上下両面の剥離領域HEA,HEBについて金属メッキ層12の同時剥離を行うことが可能であり、後述するように1台のレーザ発振器70(図13)による同時2分岐で対応することができる。
【0049】
図10の(B)に示す方式は、上部出射ユニット16Aと下部出射ユニット16Bとをオフセットさせて対向配置し、時間的にずらして上部出射ユニット16Aおよび下部出射ユニット16BよりYAG第2高調波レーザ光SHGを上部剥離領域HEAおよび下部剥離領域HEBにそれぞれ集光照射するものである。この方式でも、被加工物を1回通過させる過程で、上下両面の剥離領域HEA,HEB内の金属メッキ層12をそれぞれ剥離することが可能であり、後述するように1台のレーザ発振器70(図13)によるレーザ光路の切り換えで対応することができる。
【0050】
図10(C)に示す方式は、上部出射ユニット16Aおよび下部出射ユニット16Bを剥離加工面に対して45度以下の傾斜角度で傾斜させて配置した例である。この例では、出射ユニット16の配置高さを低くすることができ、剥離加工装置のレイアウトを低くしたい場合に有効である。
【0051】
図11は、出射ユニット16を傾斜させる態様の一例であって、ホルダ15をロボット等のアーム65等に連結することにより、出射ユニット16の中心軸線を楕円短軸方向Xの方向に傾斜させ、その状態で剥離走査することが可能となる。出射ユニット16の下部筺体52を円錐台形状に構成することにより、図10(C)に示すように、出射ユニット16(16A、16B)を45度以下に傾斜させた場合、下部筺体52がコンタクトWに干渉することが避けられる。出射ユニット16の下部筺体52を円錐台形状にした場合、出射ユニット16の断面構造は図8および図12に示すようなものとなる。なお、出射ユニット16をロボットアームでハンドリングする場合は、剥離領域の剥離幅LHEに合わせて出射ユニット16をその中心軸の回りに所定角度回転させる機能をロボットアーム側で持つことも可能である。
【0052】
図13に、図10に示すようなツイン型出射ユニット方式に用いるレーザ発振器70の構成例を示す。図中、図6のレーザ発振器と共通する部分には同一の符号を附している。このレーザ発振器70では、高調波分離出力ミラー32より出力されたYAG第2高調波レーザ光SHGを2つの光ファイバ18A,18Bに2分岐で同時に、または分岐無しで選択的に入れるようにしている。ここで、一方の光ファイバ18Aは上部出射ユニット16Aに通じており、他方の光ファイバ18Bは下部出射ユニット16Bに通じている。
【0053】
同時2分岐方式の場合は、高調波分離出力ミラー32の反射光路上にハーフミラー72が配置され、その後方に全反射ミラーまたはベントミラー74が配置される。ハーフミラー72の反射率および透過率はそれぞれ50%でよい。ハーフミラー72の反射光路上には第1のシャッタ(ST)76Aおよび第1の入射ユニット42Aが一列に配置される。ベントミラー74の反射光路上には第2のシャッタ(ST)76Bおよび第2の入射ユニット42Bが一列に配置される。高調波分離出力ミラー32より出力されたYAG第2高調波レーザ光SHGはハーフミラー72に入射し、そこで反射光と透過光とに2分割される。ハーフミラー72で反射した第1の分岐YAG第2高調波レーザ光SHGAは、開状態の第1のシャッタ76Aを通り、第1の入射ユニット42Aより光ファイバ18Aに入れられる。ハーフミラー72を透過した第2の分岐YAG第2高調波レーザ光SHGBは、ベントミラー74で光路を曲げられ、開状態の第2のシャッタ76Bを通り、第2の入射ユニット42Bより光ファイバ18Bに入れられる。
【0054】
光路切り換え方式の場合は、ハーフミラー72が全反射ミラーまたはベントミラー78に置き換えられる。そして、ベントミラー78の位置が、図示しないミラー移動機構により、高調波分離出力ミラー32と全反射ミラー74とを結ぶ光路上の位置(ワーキング位置)と、該光路から外れた位置(退避位置)との間で切り換えられる。ベントミラー78がワーキング位置に切り換えられているときは、高調波分離出力ミラー32からのYAG第2高調波レーザ光SHGがベントミラー78で光路を曲げられ、開状態の第1のシャッタ76Aおよび第1の入射ユニット42Aを介して光ファイバ18Aに入れられる。ベントミラー78が退避位置に切り換えられているときは、高調波分離出力ミラー32からのYAG第2高調波レーザ光SHGがベントミラー74に入射し、このミラー74で反射してから開状態の第2のシャッタ76Bおよび第2の入射ユニット42Bを介して光ファイバ18Bに入れられる。
【0055】
各シャッタ76A,76Bは、図示省略するが、当該レーザ光路上の位置(閉位置)と該光路から外れた位置(開位置)との間で移動可能な全反射ミラーと、この全反射ミラーが閉位置で所定方向に反射したレーザ光を受光する光吸収体とを有する。この実施例では、レーザ発振器よりYAG第2高調波レーザ光SHGを発振出力させながら、シャッタ76A,76Bを閉状態にしておくことで、各出射ユニット16A,16BにおいてYAG第2高調波レーザ光SHGの出射を止めておくことができる。そして、シャッタ76A,76Bを閉状態から開状態に切り換えることで、直ちに(たとえば200ミリ秒以内に)YAG第2高調波レーザ光SHGの出射を開始することができる。
【0056】
このレーザ発振器70において、ガイドLD(半導体レーザ)78は、光学的なアライメントに用いる可視レーザ光GBを発生する。この可視レーザ光GBはベントミラー80,82を介して終端ミラー24の背後から光共振器内に入り、基本波光学系および第2高調波光学系に与えられる。
【0057】
以上、本発明の好適な実施形態を説明したが、本発明の技術的思想の範囲内で種々の変形が可能である。たとえば、上記した実施形態におけるレーザ発振器20,70は、YAG第2高調波レーザ光SHGをQスイッチパルスで発振出力したが、パルス幅可変のロングパルスで発振出力することも可能であり、出射ユニット16(16A,16B)よりロングパルスのYAG第2高調波レーザ光SHGを被加工物の剥離領域HEに集光照射することも可能である。また、レーザ伝送系において、光ファイバの代わりに、たとえば図14に示すようにビームエキスパンダ84や光学ミラー86を使用することも可能である。この場合、図15に示すように、出射ユニット100内の光学系を2枚の光学レンズで構成することも可能である。
【0058】
図15において、この出射ユニット100は、たとえばアルミニウムからなる略直方体形状の本体124を有し、この本体90の中心部を鉛直方向(光軸方向)に貫通する孔または空洞部125内に2つのシリンドリカルレンズ120,122を上下に可変の距離間隔を空けて配置している。両シリンドリカルレンズ120,122は、たとえば合成石英あるいはBK7材質からなる平凸シリンドリカルレンズであり、それぞれの平坦面を下(被加工物W側)に向けてそれぞれの円柱面の母線を互いに直交させて水平に配置される。
【0059】
上方のシリンドリカルレンズ120は、本体124の上面から内奥に筒状に延在する固定レンズ保持部127のフランジ部に載置され、対向する左右両端部にて上からレンズ押え部材128を介してボルト130により挟着保持される。
【0060】
下方のシリンドリカルレンズ122は、本体124の空洞部125内で鉛直方向(光軸方向)に移動可能な角筒状の可動レンズ保持部134に保持される。より詳細には、シリンドリカルレンズ122は、可動レンズ保持部134の下部に形成されたフランジ部に載置され、対向する左右両端部にて上からレンズ押え部材136を介してボルト138により挟着保持される。可動レンズ保持部134の上部は、空洞部125の断面矩形に形成された上部内壁125aに沿って鉛直方向に擦動可能なガイド部134aを構成している。本体124の一側面に形成された孔123の奥に空洞部125に通じるネジ孔139が複数個形成されており、それらのネジ孔139からネジ140の先端を可動レンズ保持部134のガイド部134aに当接させることで、可動レンズ保持部134およびシリンドリカルレンズ122を光軸上の所望の位置で固定できるようになっている。
【0061】
可動レンズ保持部134は、それよりも径が一回り大きい回転リング142の上に支持されている。空洞部125の下部は、矩形の上部内壁125aよりも径が一回り大きい断面円形に形成され、その内壁125bにはねじ山(雌ねじ)144が形成されている。回転リング142の外周面には、空洞部125の下部内壁125bのねじ山144と螺合するねじ山(雄ねじ)が形成されている。回転リング142の下面には回転操作用のつまみを構成するボルト146が取り付けられており、この回転操作つまみ146を人が指で?んで回すと、たとえば時計回りでは回転リング142が垂直上方へ送られ、それによって可動レンズ保持部134およびシリンドリカルレンズ122も垂直上方へ移動し、反時計回りでは回転リング142が垂直下方へ送られ、それによって可動レンズ保持部134およびシリンドリカルレンズ122も垂直下方へ移動するようになっている。
【0062】
回転リング142の開口部には、下部シリンドリカルレンズ122を外部(特に被加工物W側)の粉塵から遮断するための保護ガラス板148がデルリンリング150を介してネジリング152により外側から着脱可能に取り付けられる。なお、ネジリング152の外周面にはねじ山(雄ねじ)154が形成され、回転リング142の開口部の内周面にネジリング152のねじ山154と螺合するねじ山(雌ねじ)が形成されている。本体124の角隅部には、この出射ユニット100をユニット支持部(図示せず)に取り付けるためのボルト(図示せず)を通す孔156が形成されている。
【0063】
なお、この出射ユニット100も図14に示すように回転角調整部160によってその中心軸を回転中心として任意の回転角度に調整できるようになっている。回転角調整部160は、上記第1の実施形態におけるホルダ15および締着ねじ19のようなマニュアル式のものでもよいが、パルスモータ等を用いて自動調整式に構成することも可能である。
【0064】
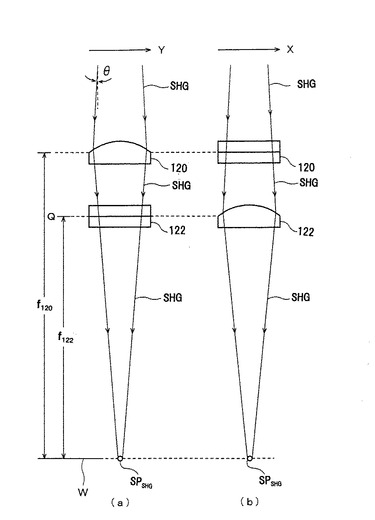
ここで、図16および図17につき、この出射ユニット100の光学的な作用(特に集光作用)を説明する。図16および図17において、固定シリンドリカルレンズ120の母線をX軸とし、可動シリンドリカルレンズ122の母線をX軸に直交したY軸とする。
【0065】
レーザ光源10(図14)からのYAG第2高調波レーザ光SHGは、小さな拡がり角度θを有する断面円形の平行光であり、固定シリンドリカルレンズ120を透過することにより、その母線方向であるX軸方向には屈折しないでY軸方向に屈折(収束)しながら、可動シリンドリカルレンズ122に入射する。そして、レーザ光SHGは、可動シリンドリカルレンズ122ではY軸方向に屈折せずにそのまま真直ぐ進み、図16の(a)および図17の(a)に示すように固定シリンドリカルレンズ120の焦点距離f120の位置にY軸方向の焦点を結ぶ。ここで、レーザ光SHGには拡がり角度θが存在するために、Y軸方向には点状ではなく少し拡がりが生じる。この拡がりは、レーザ光源10やレーザ伝送光学系の特性によって決まり、たとえば100μm程度にすることができる。この実施形態では、固定シリンドリカルレンズ120の焦点付近に被加工物W上の加工ポイントが位置するようにワーキングディスタンスが設定される。
【0066】
一方で、レーザ光SHGは、固定シリンドリカルレンズ120を透過するときは上述したようにX軸方向には屈折しないで、拡がり角度θでもって可動シリンドリカルレンズ122に入射し、可動シリンドリカルレンズ122を透過することによりX軸方向に屈折(収束)して、焦点距離f122の位置にX軸方向の焦点を結ぶように進む。可動シリンドリカルレンズ122が、その焦点距離f122を被加工物Wの加工ポイントとの距離間隔に一致させているとき、つまり基準位置Qに置かれているときは、図17の(b)に示すように、レーザ光SHGはX軸方向でもほぼオンフォーカスで被加工物Wの加工ポイントに集光する。しかし、被加工物Wの加工ポイントに対する可動シリンドリカルレンズ122の距離間隔が可動シリンドリカルレンズ122の焦点距離f122からオフセットしているときは、たとえば図16の(b)に示すように、X軸方向では焦点が合わずデフォーカスで被加工物Wの加工ポイントに集光する。この場合、被加工物Wの加工ポイントにおけるビームスポットSPは線状または帯状のパターンとなり、その長さ方向のサイズはオフセット量に比例する。
【0067】
このように、この実施形態の出射ユニット100は、ワークディスタンスの調整を要することなく、鉛直方向(光軸方向)における可動シリンドリカルレンズ122の位置を可変調整するだけで、被加工物Wの加工ポイントに形成されるビームスポットSPの縦横比を任意に可変することが可能であり、YAG第2高調波レーザ光SHGについて扁平度の高いビームスポットSPSHGを形成することができる。
【0068】
なお、上記実施形態ではYAG高調波として第2高調波(532nm)を用いたが、第3高調波(355nm)あるいは第4高調波(266nm)等も使用可能である。また、YAG高調波を生成するための固体レーザ媒体または活性媒質24,40として、Nd:YAG結晶以外に、Nd:YLF結晶、Nd:YVO4結晶、Yb:YAG結晶等を使用することもできる。上記実施形態における出射ユニット16,100は、金メッキ以外の金属薄膜剥離加工に使用可能であり、たとえばYAG基本波のレーザ光によるスズメッキ剥離加工にも使用できる。
【図面の簡単な説明】
【0069】
【図1】本発明の一実施形態による金メッキ剥離方法を示す斜視図である。
【図2】実施形態による金メッキ剥離方法の作用を示す平面図である。
【図3】実施形態による金メッキ剥離方法の作用を示す断面図である。
【図4】実施形態による金メッキ剥離方法の作用を示す平面図である。
【図5】比較例における金メッキ剥離の作用を示す平面図である。
【図6】実施形態におけるレーザ発振部の構成を示す図である。
【図7】実施形態における出射ユニットの構成を示す縦断面図である。
【図8】実施形態における出射ユニットの構成を示す縦断面図である。
【図9】実施形態におけるYAG基本波パルスレーザ光およびYAG第2高調波パルスレーザ光の典型的なレーザ出力波形を示す波形図である。
【図10】実施形態におけるツイン型出射ユニット方式を示す側面図である。
【図11】実施形態において出射ユニットを傾斜姿勢にする例を示す斜視図である。
【図12】実施形態において出射ユニットのレーザ出射口回りの筐体面を円錐台形状にする場合の断面構造を示す図である。
【図13】実施形態のツイン型出射ユニット方式に適用可能なレーザ発振器の構成を示す図である。
【図14】別の実施形態による金メッキ剥離装置の構成を示す図である。
【図15】実施形態における出射ユニットの内部構造を示す縦断面図である。
【図16】実施形態におけるレーザ集光ユニットの作用を説明するための図である。
【図17】実施形態におけるレーザ集光ユニットの作用を説明するための図である。
【符号の説明】
【0070】
W コンタクト
10 金属素材
12 金メッキ層
14 ニッケルメッキ層
15 ホルダ(回転角調整手段)
16 出射ユニット
16A 上部出射ユニット
16B 下部出射ユニット
18,18A,18B 光ファイバ
19 締着ねじ(回転角調整手段)
20,70,100 レーザ発振器
22,24 終端ミラー(光共振器ミラー)
26 活性媒質
28 Qスイッチ
30 波長変換結晶
32 高調波分離出力ミラー
34 電気光学励起部
36 レーザ電源
38 制御部
42 入射ユニット
42A 第1の入射ユニット
42B 第2の入射ユニット
46 スキャニング機構
50 上部筐体
52 下部筐体
54 コリメートレンズ
56 上部シリンシドリカルレンズ
58,60 下部シリンドリカルレンズ
64 金メッキ
65 ロボットアーム
66 フッ素樹脂カバー
72 ハーフミラー
74,78 全反射ミラー(ベントミラー)
100 出射ユニット
160 回転角調整部
【特許請求の範囲】
【請求項1】
金属素材の表面に形成されている金メッキ層を所望の剥離領域にて剥離する金メッキ剥離方法であって、
前記剥離領域内にYAG高調波レーザ光を扁平度の高い楕円状ビームスポットで照射して前記金メッキ層の被照射部分を除去し、前記楕円状ビームスポットをその長軸方向に対して所望の角度をなす方向に前記剥離領域を走査してその領域内の前記金メッキ層を除去するように前記YAG高調波レーザ光を前記金属素材に対して相対的に移動させる金メッキ剥離方法。
【請求項2】
前記楕円状ビームスポットを、その楕円中心を回転中心として所望角度回転させることにより、前記剥離領域の幅を変化させる請求項1に記載の金メッキ剥離方法。
【請求項3】
前記楕円状ビームスポットにおいて短軸方向に対する長軸方向の径の比が2以上である請求項1または請求項2に記載の金メッキ剥離方法。
【請求項4】
前記YAG高調波レーザ光を前記金属素材の剥離領域に対して剥離走査方向またはそれと反対の方向に所望角度傾斜させて照射する請求項1〜3のいずれか一項に記載の金メッキ剥離方法。
【請求項5】
前記金属素材がコネクタ端子である請求項1〜4のいずれか一項に記載の金メッキ剥離方法。
【請求項6】
前記コネクタ端子の相対向する第1および第2の面に跨る前記剥離領域に対して、前記第1の面側および前記第2の面側からそれぞれ前記YAG高調波レーザ光を照射して前記剥離領域内の金メッキ層を剥離する請求項5に記載の金メッキ剥離方法。
【請求項7】
前記金属素材が前記金メッキ層の下地膜としてニッケルメッキ層を有する請求項1〜6のいずれか一項に記載の金メッキ剥離方法。
【請求項8】
金属素材の表面に形成されている金メッキ層を所望の剥離領域にて剥離するための金メッキ剥離装置であって、
YAG高調波のレーザ光を生成するレーザ発振器と、
前記レーザ発振器からの前記YAG高調波レーザ光を扁平度の高い楕円状ビームスポットに集束させて前記剥離領域内に照射する出射ユニットと、
前記剥離領域の幅を可変するために、前記出射ユニットを、その中心軸線を回転中心として任意の角度回転させる回転角調整手段と、
前記楕円状ビームスポットがその楕円長軸方向に対して前記出射ユニットの回転角度位置に応じた角度をなす方向に前記剥離領域を走査してその領域内の前記金メッキ層を剥離するように、前記出射ユニットより出射される前記YAG高調波レーザ光を前記金属素材に対して相対的に移動させるスキャニング手段と
を有する金メッキ剥離装置。
【請求項9】
前記出射ユニットが、
前記光ファイバの終端面より出射された前記YAG高調波レーザ光を平行光にするコリメートレンズと、
前記コリメートレンズを通ってきた前記YAG高調波レーザ光をレーザ光軸方向と直交する第1の方向で集束させる第1の集束レンズと、
前記第1の集束レンズを通ってきた前記YAG高調波レーザ光を前記レーザ光軸方向および前記第1の方向と直交する第2の方向で集束させる第2の集束レンズと
を有する請求項8に記載の金メッキ剥離装置。
【請求項10】
前記第1の集束レンズが第1のシリンドリカルレンズからなり、前記第2の集束レンズが前記第1のシリンドリカルレンズと直交する向きでレーザ光軸上に多段に配置された第2および第3のシリンドリカルレンズからなる請求項9に記載の金メッキ剥離装置。
【請求項11】
コネクタ端子の表面に形成されている金メッキ層を所望の剥離領域にて剥離するための金メッキ剥離装置であって、
YAG高調波のレーザ光を生成するレーザ発振器と、
前記レーザ発振器より生成された前記YAG高調波レーザ光を第1および第2の分岐YAG高調波レーザ光に分割するビームスプリッタと、
前記ビームスプリッタより得られる前記第1の分岐YAG高調波レーザ光を伝送するための第1の光ファイバと、
前記ビームスプリッタより得られる前記第2の分岐YAG高調波レーザ光を伝送するための第2の光ファイバと、
前記第1の光ファイバの終端面より出射された前記第1の分岐YAG高調波レーザ光を扁平度の高い第1の楕円状ビームスポットに集束させて前記コネクタ端子の第1の面に設定された第1の剥離領域内に照射する第1の出射ユニットと、
前記第1の剥離領域の幅を可変するために、前記第1の出射ユニットを、その中心軸線を回転中心として任意の角度回転させる第1の回転角調整手段と、
前記第2の光ファイバの終端面より出射された前記第2の分岐YAG高調波レーザ光を扁平度の高い第2の楕円状ビームスポットに集束させて前記コネクタ端子の前記第1の面と対向する第2の面に設定された第2の剥離領域内に照射する第2の出射ユニットと、
前記第2の剥離領域の幅を可変するために、前記第2の出射ユニットを、その中心軸線を回転中心として任意の角度回転させる第2の回転角調整手段と、
前記第1および第2の楕円状ビームスポットがそれぞれの長軸方向に対して所望角度傾斜する方向に前記第1および第2の剥離領域をそれぞれ走査して各領域内の前記金メッキ層を剥離するように、前記第1および第2の出射ユニットよりそれぞれ出射される第1および第2の分岐YAG高調波レーザ光を前記コネクタ端子に対して相対的に移動させるスキャニング手段と
を有する金メッキ剥離装置。
【請求項12】
コネクタ端子の表面に形成されている金メッキ層を所望の剥離領域にて剥離するための金メッキ剥離装置であって、
YAG高調波のレーザ光を生成するレーザ発振器と、
前記レーザ発振器より生成された前記YAG高調波レーザ光の光路を第1の光路もしくは第2の光路のいずれか一方に切り換えるレーザ光路切り換え部と、
前記レーザ光路切り換え部により前記第1の光路に切り換えられた前記YAG高調波レーザ光を伝送するための第1の光ファイバと、
前記レーザ光路切り換え部により前記第2の光路に切り換えられた前記YAG高調波レーザ光を伝送するための第2の光ファイバと、
前記第1の光ファイバの終端面より出射された前記YAG高調波レーザ光を扁平度の高い楕円状ビームスポットに集束させて前記コネクタ端子の第1の面に設定された第1の剥離領域内に照射する第1の出射ユニットと、
前記第1の剥離領域の幅を可変するために、前記第1の出射ユニットを、その中心軸線を回転中心として任意の角度回転させる第1の回転角調整手段と、
前記第2の光ファイバの終端面より出射された前記YAG高調波レーザ光を扁平度の高い楕円状ビームスポットに集束させて前記コネクタ端子の前記第1の面と対向する第2の面に設定された第2の剥離領域内に照射する第2の出射ユニットと、
前記第2の剥離領域の幅を可変するために、前記第2の出射ユニットを、その中心軸線を回転中心として任意の角度回転させる第2の回転角調整手段と、
前記楕円状ビームスポットがその長軸方向に対して所望角度傾斜する方向に前記第1および第2の剥離領域を走査して各領域内の前記金メッキ層を剥離するように、前記第1の出射ユニットまたは第2の出射ユニットより出射される前記YAG高調波レーザ光を前記コネクタ端子に対して相対的に移動させるスキャニング手段と
を有する金メッキ剥離装置。
【請求項13】
前記出射ユニットが、前記レーザ光を出射するレーザ出射口回りに円錐台形状の筐体面を有する請求項8〜12のいずれかに一項に記載の金メッキ剥離装置。
【請求項14】
前記筺体面を金メッキで表面処理してなる請求項13に記載の金メッキ剥離装置。
【請求項15】
前記出射ユニットが、外壁の少なくとも一部をフッ素樹脂で構成してなるユニット筐体を有する請求項8〜14のいずれか一項に記載の金メッキ剥離装置。
【請求項16】
前記レーザ発振器が、QスイッチパルスのYAG高調波のレーザ光を生成するためのQスイッチを有する請求項8〜15のいずれか一項に記載の金メッキ剥離装置。
【請求項1】
金属素材の表面に形成されている金メッキ層を所望の剥離領域にて剥離する金メッキ剥離方法であって、
前記剥離領域内にYAG高調波レーザ光を扁平度の高い楕円状ビームスポットで照射して前記金メッキ層の被照射部分を除去し、前記楕円状ビームスポットをその長軸方向に対して所望の角度をなす方向に前記剥離領域を走査してその領域内の前記金メッキ層を除去するように前記YAG高調波レーザ光を前記金属素材に対して相対的に移動させる金メッキ剥離方法。
【請求項2】
前記楕円状ビームスポットを、その楕円中心を回転中心として所望角度回転させることにより、前記剥離領域の幅を変化させる請求項1に記載の金メッキ剥離方法。
【請求項3】
前記楕円状ビームスポットにおいて短軸方向に対する長軸方向の径の比が2以上である請求項1または請求項2に記載の金メッキ剥離方法。
【請求項4】
前記YAG高調波レーザ光を前記金属素材の剥離領域に対して剥離走査方向またはそれと反対の方向に所望角度傾斜させて照射する請求項1〜3のいずれか一項に記載の金メッキ剥離方法。
【請求項5】
前記金属素材がコネクタ端子である請求項1〜4のいずれか一項に記載の金メッキ剥離方法。
【請求項6】
前記コネクタ端子の相対向する第1および第2の面に跨る前記剥離領域に対して、前記第1の面側および前記第2の面側からそれぞれ前記YAG高調波レーザ光を照射して前記剥離領域内の金メッキ層を剥離する請求項5に記載の金メッキ剥離方法。
【請求項7】
前記金属素材が前記金メッキ層の下地膜としてニッケルメッキ層を有する請求項1〜6のいずれか一項に記載の金メッキ剥離方法。
【請求項8】
金属素材の表面に形成されている金メッキ層を所望の剥離領域にて剥離するための金メッキ剥離装置であって、
YAG高調波のレーザ光を生成するレーザ発振器と、
前記レーザ発振器からの前記YAG高調波レーザ光を扁平度の高い楕円状ビームスポットに集束させて前記剥離領域内に照射する出射ユニットと、
前記剥離領域の幅を可変するために、前記出射ユニットを、その中心軸線を回転中心として任意の角度回転させる回転角調整手段と、
前記楕円状ビームスポットがその楕円長軸方向に対して前記出射ユニットの回転角度位置に応じた角度をなす方向に前記剥離領域を走査してその領域内の前記金メッキ層を剥離するように、前記出射ユニットより出射される前記YAG高調波レーザ光を前記金属素材に対して相対的に移動させるスキャニング手段と
を有する金メッキ剥離装置。
【請求項9】
前記出射ユニットが、
前記光ファイバの終端面より出射された前記YAG高調波レーザ光を平行光にするコリメートレンズと、
前記コリメートレンズを通ってきた前記YAG高調波レーザ光をレーザ光軸方向と直交する第1の方向で集束させる第1の集束レンズと、
前記第1の集束レンズを通ってきた前記YAG高調波レーザ光を前記レーザ光軸方向および前記第1の方向と直交する第2の方向で集束させる第2の集束レンズと
を有する請求項8に記載の金メッキ剥離装置。
【請求項10】
前記第1の集束レンズが第1のシリンドリカルレンズからなり、前記第2の集束レンズが前記第1のシリンドリカルレンズと直交する向きでレーザ光軸上に多段に配置された第2および第3のシリンドリカルレンズからなる請求項9に記載の金メッキ剥離装置。
【請求項11】
コネクタ端子の表面に形成されている金メッキ層を所望の剥離領域にて剥離するための金メッキ剥離装置であって、
YAG高調波のレーザ光を生成するレーザ発振器と、
前記レーザ発振器より生成された前記YAG高調波レーザ光を第1および第2の分岐YAG高調波レーザ光に分割するビームスプリッタと、
前記ビームスプリッタより得られる前記第1の分岐YAG高調波レーザ光を伝送するための第1の光ファイバと、
前記ビームスプリッタより得られる前記第2の分岐YAG高調波レーザ光を伝送するための第2の光ファイバと、
前記第1の光ファイバの終端面より出射された前記第1の分岐YAG高調波レーザ光を扁平度の高い第1の楕円状ビームスポットに集束させて前記コネクタ端子の第1の面に設定された第1の剥離領域内に照射する第1の出射ユニットと、
前記第1の剥離領域の幅を可変するために、前記第1の出射ユニットを、その中心軸線を回転中心として任意の角度回転させる第1の回転角調整手段と、
前記第2の光ファイバの終端面より出射された前記第2の分岐YAG高調波レーザ光を扁平度の高い第2の楕円状ビームスポットに集束させて前記コネクタ端子の前記第1の面と対向する第2の面に設定された第2の剥離領域内に照射する第2の出射ユニットと、
前記第2の剥離領域の幅を可変するために、前記第2の出射ユニットを、その中心軸線を回転中心として任意の角度回転させる第2の回転角調整手段と、
前記第1および第2の楕円状ビームスポットがそれぞれの長軸方向に対して所望角度傾斜する方向に前記第1および第2の剥離領域をそれぞれ走査して各領域内の前記金メッキ層を剥離するように、前記第1および第2の出射ユニットよりそれぞれ出射される第1および第2の分岐YAG高調波レーザ光を前記コネクタ端子に対して相対的に移動させるスキャニング手段と
を有する金メッキ剥離装置。
【請求項12】
コネクタ端子の表面に形成されている金メッキ層を所望の剥離領域にて剥離するための金メッキ剥離装置であって、
YAG高調波のレーザ光を生成するレーザ発振器と、
前記レーザ発振器より生成された前記YAG高調波レーザ光の光路を第1の光路もしくは第2の光路のいずれか一方に切り換えるレーザ光路切り換え部と、
前記レーザ光路切り換え部により前記第1の光路に切り換えられた前記YAG高調波レーザ光を伝送するための第1の光ファイバと、
前記レーザ光路切り換え部により前記第2の光路に切り換えられた前記YAG高調波レーザ光を伝送するための第2の光ファイバと、
前記第1の光ファイバの終端面より出射された前記YAG高調波レーザ光を扁平度の高い楕円状ビームスポットに集束させて前記コネクタ端子の第1の面に設定された第1の剥離領域内に照射する第1の出射ユニットと、
前記第1の剥離領域の幅を可変するために、前記第1の出射ユニットを、その中心軸線を回転中心として任意の角度回転させる第1の回転角調整手段と、
前記第2の光ファイバの終端面より出射された前記YAG高調波レーザ光を扁平度の高い楕円状ビームスポットに集束させて前記コネクタ端子の前記第1の面と対向する第2の面に設定された第2の剥離領域内に照射する第2の出射ユニットと、
前記第2の剥離領域の幅を可変するために、前記第2の出射ユニットを、その中心軸線を回転中心として任意の角度回転させる第2の回転角調整手段と、
前記楕円状ビームスポットがその長軸方向に対して所望角度傾斜する方向に前記第1および第2の剥離領域を走査して各領域内の前記金メッキ層を剥離するように、前記第1の出射ユニットまたは第2の出射ユニットより出射される前記YAG高調波レーザ光を前記コネクタ端子に対して相対的に移動させるスキャニング手段と
を有する金メッキ剥離装置。
【請求項13】
前記出射ユニットが、前記レーザ光を出射するレーザ出射口回りに円錐台形状の筐体面を有する請求項8〜12のいずれかに一項に記載の金メッキ剥離装置。
【請求項14】
前記筺体面を金メッキで表面処理してなる請求項13に記載の金メッキ剥離装置。
【請求項15】
前記出射ユニットが、外壁の少なくとも一部をフッ素樹脂で構成してなるユニット筐体を有する請求項8〜14のいずれか一項に記載の金メッキ剥離装置。
【請求項16】
前記レーザ発振器が、QスイッチパルスのYAG高調波のレーザ光を生成するためのQスイッチを有する請求項8〜15のいずれか一項に記載の金メッキ剥離装置。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2007−167936(P2007−167936A)
【公開日】平成19年7月5日(2007.7.5)
【国際特許分類】
【出願番号】特願2005−372529(P2005−372529)
【出願日】平成17年12月26日(2005.12.26)
【出願人】(000161367)ミヤチテクノス株式会社 (103)
【Fターム(参考)】
【公開日】平成19年7月5日(2007.7.5)
【国際特許分類】
【出願日】平成17年12月26日(2005.12.26)
【出願人】(000161367)ミヤチテクノス株式会社 (103)
【Fターム(参考)】
[ Back to top ]