
金型の製造方法および金型ならびに電子写真機器用現像ロール
【課題】成形品により多くの凸部を転写することが可能な金型を提供する。
【解決手段】0.5〜4g/Lのフッ素樹脂粒子と、0.01〜0.8g/Lの界面活性剤とを含有するめっき浴を用いて、金型の型面に、フッ素樹脂粒子を共析させる無電解共析めっきを施し、その無電解共析めっき層の表面に多数のピットを形成させる。上記ピットのピット数密度は、200個/mm2以上であると良い。界面活性剤としては、炭化水素系のカチオン系界面活性剤、両性界面活性剤等を好適に用いることができる。
【解決手段】0.5〜4g/Lのフッ素樹脂粒子と、0.01〜0.8g/Lの界面活性剤とを含有するめっき浴を用いて、金型の型面に、フッ素樹脂粒子を共析させる無電解共析めっきを施し、その無電解共析めっき層の表面に多数のピットを形成させる。上記ピットのピット数密度は、200個/mm2以上であると良い。界面活性剤としては、炭化水素系のカチオン系界面活性剤、両性界面活性剤等を好適に用いることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金型の製造方法および金型ならびに電子写真機器用現像ロールに関するものである。
【背景技術】
【0002】
従来、各種の成形品を成形するために金型が広く使用されている。例えば、特許文献1には、ゴム成形品、プラスチック成形品、ガラス成形品を成形するための金型として、成形品が成形されることになる成形品形成空間に面する表面に、フッ素含有化合物の粒子を共析させためっき被膜を形成した金型が開示されている。
【0003】
また、型表面に凹部を有する金型も知られている。この種の金型によれば、型成形時に、型表面の凹部を利用して、成形品表面に凸部を転写することが可能になる。例えば、特許文献2には、写真現像機用ゴムロールの表面に1cm2当たり1〜20個程度の密度で突起を形成し、この型表面の凹部をロール表面に転写する技術が開示されている。
【0004】
他にも、特許文献3には、電子写真方式を採用する複写機、プリンター、ファクシミリなどの電子写真機器に適用される現像ロールの表面を粗面化するため、金型の型面を無電解複合めっきし、その無電解複合めっき層の表面にピットを形成させ、この金型の型面をロール表面に転写する技術が開示されている。
【0005】
【特許文献1】特開2005−297249号公報
【特許文献2】特開平7−315617号公報
【特許文献3】特開2006−184608号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、従来技術は、以下の点で問題があった。
【0007】
すなわち、成形品の各種機能を高めるなどのため、より多くの凸部を成形品表面に形成することが有利な場合が多くある。
【0008】
例えば、近年、電子写真機器では、高画質化に対する需要が高まっている。本発明者らのこれまでの研究によれば、電子写真機器用現像ロールの表面の表面粗さRzが同じであっても、現像ロールの表面に細かな凸部を数多く形成することが、画像のガサツキを抑制するのに有効であることが分かっている。
【0009】
ところが、これまでの金型の製造技術では、成形品により多くの凸部を転写することが可能な金型を得ることが難しいといった問題があった。そのため、画像のガサツキを抑制できる現像ロール等、機能性の高い成形品を提供することが難しかった。
【0010】
とりわけ、現像ロール等のように、ロール状の成形品を成形する金型では、ロールを成形する中空空間の内周面を粗面化する必要があるが、このような部位を粗面化することは、非常に難易度が高い。
【0011】
本発明は、上記事情に鑑みてなされたもので、本発明が解決しようとする課題は、成形品により多くの凸部を転写することが可能な金型を提供することにある。
【課題を解決するための手段】
【0012】
上記課題を解決するため、本発明に係る金型の製造方法は、0.5〜4g/Lのフッ素樹脂粒子と、0.01〜0.8g/Lの界面活性剤とを含有するめっき浴を用いて、金型の型面に、フッ素樹脂粒子を共析させる無電解共析めっきを施し、その無電解共析めっき層の表面に多数のピットを形成させる工程を有することを要旨とする。
【0013】
ここで、上記ピットのピット数密度は、200個/mm2以上であることが好ましい。
【0014】
また、上記めっき浴は、炭化水素系のカチオン系界面活性剤、および、両性界面活性剤から選択される1種または2種以上の界面活性剤を含有していることが好ましい。
【0015】
また、上記フッ素樹脂粒子の平均粒径は、0.1〜5μmの範囲内にあることが好ましい。
【0016】
本発明に係る金型の製造方法は、ロール成形用の金型を製造するのに好適である。
【0017】
本発明に係る金型は、フッ素樹脂粒子を共析させた無電解共析めっき層を型面に有し、上記無電解共析めっき層の表面には、多数のピットが形成されており、上記ピットのピット数密度が200個/mm2以上であることを要旨とする。
【0018】
本発明に係る電子写真機器用現像ロールは、弾性層の表面に、上記金型のピット面が転写されて形成された転写凸部を有することを要旨とする。
【0019】
本発明に係る電子写真機器用現像ロールは、弾性層の表面に、200個/mm2以上の転写凸部を有することを要旨とする。
【発明の効果】
【0020】
本発明に係る金型の製造方法は、特定割合のフッ素樹脂粒子と、特定割合の界面活性剤とを含有するめっき浴を用いて、金型の型面に、フッ素樹脂粒子を共析させる無電解共析めっきを施す。そのため、無電解共析めっき層の表面には、従来に比べ有意に多くのピットが形成される。したがって、従来に比べ、型成形時に、ピットによる細かな凸部を成形物の表面により多く転写することが可能な金型が得られる。
【0021】
ここで、上記ピットのピット数密度が200個/mm2以上である場合には、画像のガサツキを抑制できる電子写真機器用現像ロール等、機能性の高い成形品を成形可能な金型を得やすくなる。
【0022】
また、上記めっき浴が、炭化水素系のカチオン系界面活性剤、および、両性界面活性剤から選択される1種または2種以上の界面活性剤を含有する場合には、従来に比べ、多数のピットの形成をより簡単に行うことが可能になる。
【0023】
また、上記フッ素樹脂粒子の平均粒径が、0.1〜5μmの範囲内にある場合には、従来に比べ、多数のピットを形成することが可能なことと相俟って、無電解共析めっき層の表面をより均一に粗面化することが可能になる。
【0024】
上記金型がロール成形用である場合には、例えば、従来よりも多数のピットによる転写凸部を有する電子写真機器用現像ロール等のロール成形品を得るのに好適な金型が得られる。
【0025】
本発明に係る金型は、従来に比べ、ピット数密度の高い無電解共析めっき層を有する金型であるので、型成形時に、ピットによる細かな凸部を成形物の表面により多く転写することができる。
【0026】
本発明に係る電子写真機器用現像ロールは、弾性層の表面に、上記金型のピット面が転写されて形成された転写凸部を有している。そのため、従来に比べ、転写凸部がより多くなり、画像のガサツキを抑制しやすい。
【0027】
本発明に係る電子写真機器用現像ロールは、弾性層の表面に、200個/mm2以上の転写凸部を有している。そのため、従来に比べ、画像のガサツキを抑制しやすい。
【0028】
このように画像のガサツキを抑制しやすくなるのは、転写凸部の密度が高くなったことで、トナーの乗りが均一になり、均一帯電性が高まったためと考えられる。
【発明を実施するための最良の形態】
【0029】
以下、本実施形態に係る金型の製造方法(以下、「本金型製法」ということがある。)、本実施形態に係る金型(以下、「本金型」ということがある。)、本実施形態に係る電子写真機器用現像ロール(以下、「本現像ロール」ということがある。)について説明する。
【0030】
1.本金型製法
本金型製法は、フッ素樹脂粒子と界面活性剤とを含む無電解めっき浴を用いて、金型の型面に、フッ素樹脂粒子を共析させる無電解共析めっきを施し、その無電解共析めっき層の表面に多数のピットを形成させる工程を有している。
【0031】
めっき分野において、通常、ピットは、めっき欠陥の1つとされている。本金型製法では、無電解共析めっき層の表面に、いわゆる欠陥とされるピットを意図的に多数発生させる。これにより、このピットを利用して成形品に多数の凸部を転写可能な金型を得ることができる。
【0032】
無電解共析めっき層の表面にピットが形成されるメカニズムは、以下のようなメカニズムによるものと考えられる。つまり、めっき欠陥であるピットが形成される量に見合うだけ、フッ素樹脂粒子と界面活性剤とを無電解めっき浴が含有していると、フッ素樹脂粒子を抱き込みながら無電解めっきが析出する際に、相対的にフッ素樹脂粒子が密なところに、めっき析出時に発生するガスが捕捉される。一方、ガスのない部分には、通常の無電解めっきが析出する。これにより無電解共析めっき層の表面にピットが形成されるものと考えられる。
【0033】
本製造方法で用いる主要な無電解めっき浴としては、例えば、無電解ニッケルめっき浴、無電解ニッケル−リンめっき浴、無電解ニッケル−ホウ素めっき浴、無電解銅めっき浴などを例示することができる。
【0034】
ここで、本製造方法では、上記無電解めっき浴が、0.5〜4g/L(リットル)のフッ素樹脂粒子と、0.01〜0.8g/Lの界面活性剤とを含有している。このように無電解めっき浴中に含まれるフッ素樹脂粒子と界面活性剤との割合を上記特定範囲内とすることで、無電解共析めっき層の表面により多くのピットが形成される。
【0035】
これは、フッ素樹脂粒子と界面活性剤との割合を特定の範囲にバランスさせることで、ガスによる気泡が適度に分散されるとともに、気泡同士の干渉が妨げられ、これにより無電解共析めっき層の表面に相対的に密にピットが発生するものと考えられる。
【0036】
フッ素樹脂粒子の割合の上限は、ピット数密度を向上しやすくなる等の観点から、好ましくは、3.5g/L以下、より好ましくは、3g/L以下、さらに好ましくは、2.5g/L以下であると良い。一方、フッ素樹脂粒子の割合の下限は、ピット数密度を向上しやすくなる等の観点から、好ましくは、0.6g/L以上、より好ましくは、0.7g/L以上、さらに好ましくは、0.8g/L以上であると良い。
【0037】
界面活性剤の割合の上限は、フッ素樹脂粒子が適度に分散され、ピット数密度を向上しやすくなる等の観点から、好ましくは、0.7g/L以下、より好ましくは、0.6g/L以下、さらに好ましくは、0.5g/L以下であると良い。一方、界面活性剤の割合の下限は、フッ素樹脂粒子が適度に分散され、ピット数密度を向上しやすくなる等の観点から、好ましくは、0.05g/L以上、より好ましくは、0.1g/L以上、さらに好ましくは、0.2g/L以上であると良い。
【0038】
上記フッ素樹脂粒子を構成するフッ素樹脂としては、例えば、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン・ヘキサフルオロプロピレン重合体(FEP)、ポリビニリデンフルオライド(PVDF)などを例示することができる。これら樹脂は1種または2種以上混合されていても良い。また、異なる粒子を2以上併用しても良い。
【0039】
上記フッ素樹脂粒子としては、好ましくは、ゴム材料との離型性に優れる等の観点から、PTFE粒子であると良い。
【0040】
また、上記フッ素樹脂粒子の平均粒径の上限は、ピットの形成のしやすさ等の観点から、好ましくは、5μm以下であると良い。一方、上記フッ素樹脂粒子の平均粒径の下限は、ピットの形成のしやすさ等の観点から、好ましくは、0.1μm以上であると良い。
【0041】
上記界面活性剤としては、ガスを捕捉しやすく、多数のピットの形成をより簡単に行うことができる等の観点から、炭化水素系のカチオン系界面活性剤、両性界面活性剤等を好適なものとして用いることができる。これらは1種または2種以上混合しても良い。
【0042】
炭化水素系のカチオン系界面活性剤としては、例えば、ラウリルトリメチルアンモニウムクロライド、エチレンオキサイド付加型アンモニウムクロライド等の4級アンモニウム塩型のものなどを例示することができる。また、両性界面活性剤としては、例えば、ラウリルベタイン、アミドプロピルベタイン、ジメチルアルキルベタイン等のベタイン型のものなどを例示することができる。
【0043】
上記無電解めっき液を用いた無電解共析めっきは、ピット数密度の向上等の観点から、形成される無電解共析めっき層中のフッ素樹脂粒子の共析量が、好ましくは、5〜9.5体積%の範囲内になるようにすると良い。
【0044】
上記無電解めっき液は、めっき金属のイオン、フッ素樹脂粒子、界面活性剤以外にも、例えば、次亜リン酸、ジメチルアミンボラン、ヒドラジン等の還元剤、乳酸、酢酸、コハク酸、クエン酸、リンゴ酸、EDTA等の錯化剤などが1種または2種以上混合されていても良い。
【0045】
上記無電解めっき液によるめっき温度は、めっきの共析安定性等の観点から、好ましくは、60〜100℃、より好ましくは、80〜95℃の範囲内にあると良い。
【0046】
また、上記無電解めっき液によるめっき時間は、必要な膜厚を形成する等の観点から、好ましくは、30〜180分、より好ましくは、120〜150分の範囲内にあると良い。
【0047】
無電解共析めっき層を形成する金型の型面の形状は、特に限定されるものではなく、成形品の形状を考慮して選択することができる。好ましくは、無電解共析めっき層を形成する金型は、ロール体を成形可能な中空部を有していると良い。中空部の内周面を機械加工等により粗面化することは一般に困難であり、本金型製法によれば、中空部の内周面を化学的処理によって簡単に粗面化できる。そのため、転写手法により、粗面化されたロール体を形成しやすい金型を得ることができるからである。
【0048】
上記ピットのピット数密度は、画像のガサツキを抑制できる現像ロール等、機能性の高い成形品を成形可能な金型を得やすくなる等の観点から、好ましくは、200個/mm2以上、より好ましくは、250個/mm2以上、さらに好ましくは、300個/mm2以上であると良い。
【0049】
なお、上記ピット数密度は、ピット形成面を直接写真撮影し、ピット数を数えることにより求めることができる。また、ピット形成面が転写された成形品の転写凸部面を写真撮影し、転写凸部数を数えることにより間接的にピット数密度を求めることもできる。
【0050】
上記金型の材質は、特に限定されるものではない。上記金型の材質としては、例えば、S55C等の炭素鋼材、SACM645等のアルミニウムクロムモリブデン鋼材、A5056等のアルミニウム合金、アルミニウム等を例示することができる。
【0051】
2.本金型
本金型は、本金型製法により好適に製造することができる。本金型は、フッ素樹脂粒子を共析させた無電解共析めっき層を型面に有し、無電解共析めっき層の表面に、多数のピットが形成されている。そして、そのピットのピット数密度は、200個/mm2以上とされている。
【0052】
無電解共析めっき層を構成するめっき金属としては、例えば、ニッケル、ニッケル合金、銅、銅合金、コバルト、錫、パラジウムなどを例示することができる。好ましくは、ピット形成が比較的容易である等の観点から、ニッケル、ニッケル合金であると良い。
【0053】
上記無電解めっき層の厚みは、ピット深さを確保しやすい等の観点から、好ましくは、5μm以上、より好ましくは、10μm以上の範囲内にあると良い。
【0054】
なお、ピット数密度の好適な範囲および測定方法、フッ素樹脂粒子の種類および共析量、金型の型面形状、金型の材質などは、上述した本金型製法の記載に準ずる。
【0055】
3.本現像ロール
本現像ロールは、弾性層を有し、弾性層表面に多数の転写凸部を有している。
【0056】
具体的なロール構造としては、軸体の外周に弾性層、表層が積層された構造、軸体の外周に弾性層、中間層、表層が積層された構造等を例示することができる。各層は、単層からなっていても良いし、複数層からなっていても良い。
【0057】
ここで、上記転写凸部の密度は、画像のガサツキを抑制しやすい等の観点から、好ましくは、200個/mm2以上、より好ましくは、250個/mm2以上、さらに好ましくは、300個/mm2以上であると良い。このような密度の転写凸部は、上述した本金型のピット面を転写することなどにより形成することができる。
【0058】
なお、上記転写凸部の密度は、弾性層表面の転写凸部面を写真撮影し、転写凸部数を数えることにより求めることができる。また、弾性層の表面に中間層や表層が形成されている場合、これらの層が比較的薄く、弾性層の転写凸部に起因する凸部がこれら層の表面から確認可能なときには、これら層表面の凸部面を写真撮影し、凸部数を数えることで転写凸部の密度を求めることもできる。
【0059】
本現像ロールにおいて、軸体は、導電性を有するものであれば、何れのものでも使用し得る。具体的には、鉄、ステンレス、アルミニウムなどの金属製の中実体、中空体からなる芯金などを例示することができる。また必要に応じ、軸体の表面には、接着剤、プライマーなどを塗布してもよい。上記接着剤、プライマーなどには、必要に応じて導電化を行っても良い。
【0060】
本現像ロールにおいて、弾性層を形成する主材料としては、ゴム弾性材料を好適に用いることができる。ゴム弾性材料としては、具体的には、例えば、シリコーンゴム、エチレン−プロピレン−ジエンゴム(EPDM)、アクリロニトリル−ブタジエンゴム(NBR)、水素化アクリロニトリル−ブタジエンゴム(H−NBR)、スチレン−ブタジエンゴム(SBR)、ブタジエンゴム(BR)、イソプレンゴム(IR)、アクリルゴム(ACM)、クロロプレンゴム(CR)、ウレタンゴム、フッ素ゴム、ヒドリンゴム(ECO、CO)、ウレタン系エラストマー、天然ゴム(NR)などを例示することができる。これらは1種または2種以上混合されていても良い。
【0061】
上記ゴム弾性材料としては、低硬度で、へたりが少ないなどの観点から、シリコーンゴム、ブタジエンゴム、ヒドリンゴム、ウレタン系エラストマーなどが好ましい。
【0062】
上記弾性層を形成する主材料には、導電性付与等のため、カーボンブラック、グラファイト、c−TiO2 、c−ZnO、c−SnO2 (c−は導電性を意味する。)などの電子導電剤や、第四級アンモニウム塩、ホウ酸塩などのイオン導電剤などといった導電剤を1種または2種以上添加することができる。その他、上記弾性層を形成する主材料には、必要に応じて、軟化剤(オイル)、加硫剤、加硫促進剤、滑剤、助剤等を適宜添加しても良い。
【0063】
本現像ロールにおいて、表層を形成する主材料としては、下記の主材料に上述した導電剤が含有されたものを好適に用いることができる。その主材料としては、具体的には、例えば、ウレタン樹脂、ポリアミド樹脂、アクリル樹脂、アクリルシリコーン樹脂、ブチラール樹脂、アルキド樹脂、ポリエステル樹脂、フッ素ゴム、フッ素樹脂、フッ素ゴムとフッ素樹脂の混合物、シリコーン樹脂、シリコーングラフトアクリルポリマー、アクリルグラフトシリコーンポリマー、ニトリルゴム、ウレタンゴムなどを例示することができる。これらは1種または2種以上混合されていても良い。
【0064】
上記表層を形成する主材料としては、耐摩耗性などの観点から、ウレタン樹脂などが好ましい。
【0065】
本現像ロールにおいて、中間層を形成する主材料としては、下記の主材料に上述した導電剤が含有されたものを好適に用いることができる。その主材料としては、具体的には、例えば、アクリロニトリル−ブタジエンゴム(NBR)、水素化アクリロニトリル−ブタジエンゴム(H−NBR)、ウレタン系エラストマー、クロロプレンゴム(CR)、天然ゴム(NR)、ブタジエンゴム(BR)、アクリルゴム(ACM)、イソプレンゴム(IR)、スチレン−ブタジエンゴム(SBR)、ヒドリンゴム(ECO、CO)、ウレタンゴム、フッ素ゴムなどを例示することができる。これらは1種または2種以上混合されていても良い。
【0066】
上記中間層を形成する主材料としては、コーティング液の安定性などの観点から、水素化アクリロニトリル−ブタジエンゴム(H−NBR)などが好ましい。
【0067】
上記弾性層の厚みは、感光体とのニップ幅を安定して確保しやすい等の観点から、好ましくは、1〜6mm、より好ましくは、2〜4mmの範囲内であると良い。上記表層の厚みは、耐摩耗性と表面硬度(トナーストレス)等の観点から、好ましくは、1〜15μm、より好ましくは、3〜12μmの範囲内であると良い。上記中間層の厚みは、転写凸部の耐久性を確保しやすくなる等の観点から、好ましくは、3〜25μm、より好ましくは、8〜15μmの範囲内であると良い。
【0068】
本現像ロールは、次のようにして製造することができる。すなわち、先ず、本金型製法を適用したロール成形金型を準備する。次いで、準備したロール成形用金型の中空部に、必要に応じて接着剤と塗布した軸体を同軸にセットする。
【0069】
次いで、中空部の内周面と軸体との間の成形空間に弾性層形成材料を注入して、金型に蓋をし、これを弾性層形成材料に最適な条件で加熱した後、冷却、脱型する。これにより、軸体の外周面に沿って、ロール成形用金型のピット面が転写されて形成された転写凸部を有する弾性層を形成することができる。
【0070】
次に、この弾性層の表面に、ロールコート法、スプレー法、ディッピング法等の各種の塗工法を用いて、表層形成材料を塗工し、表層形成材料に最適な条件で乾燥(硬化)させて表層を形成する。なお、中間層を設ける場合には、表層形成前に、必要に応じて、表層と同様の手法により中間層を形成すれば良い。
【0071】
基本的には、このようにして本現像ロールを製造することができる。
【実施例】
【0072】
以下、実施例を用いて本発明を詳細に説明する。なお、以下では、ロール成形用金型を作製し、この作製したロール成形用金型を用いて、電子写真機器用現像ロールを作製した。
【0073】
1.実施例および比較例に係る金型の作製
先ず、表1に示す各組成となるように、所定量(g/リットル)の硫酸ニッケル6水和物、次亜リン酸ナトリウム1水和物(還元剤)、乳酸(錯化剤)、プロピオン酸(錯化剤)、PTFE(ポリテトラフルオロエチレン)粒子、ラウリルトリメチルアンモニウムクロライド(カチオン系界面活性剤)を配合し、pH4.8の各めっき浴を調製した。
【0074】
次に、上記各めっき浴に、内径16mmの円柱状中空部を有するロール成形用金型を浸漬することにより、円柱状中空部の内周面に無電解共析めっきを施し、無電解共析めっき層(厚み15μm)を型面に有する実施例および比較例に係るロール成形用金型を作製した。この際、めっき条件は、めっき浴の温度を90℃、めっき時間を90分間とした。
【0075】
得られた各ロール成形用金型の断面を、走査型電子顕微鏡により観察したところ、無電解共析めっき層の表面にピットが形成されていることが確認された。
【0076】
2.実施例および比較例に係る現像ロールの作製
(軸体)
外径8mm、長さ350mmの鉄製で、表面にNiめっきが施されている中実円柱状の軸体を準備した。
【0077】
(弾性層形成材料の調製)
導電性シリコーンゴム(信越化学工業(株)製、「X34−270A/B」)を、ニーダーで混練することにより、弾性層形成材料を調製した。
【0078】
(表層形成材料の調製)
ウレタン樹脂(日本ポリウレタン(株)製、「ニッポラン5199」)100質量部に対して、カーボンブラック(電気化学工業(株)製、「デンカブラックHS−100」)10質量部とをボールミルを用いて混練した後、MEK400質量部を加えて混合、撹拌することにより、表層形成材料を調製した。
【0079】
(現像ロールの作製)
以上準備した、ロール成形用金型、軸体、弾性層形成材料、表層形成材料を用い、以下の手順により、実施例および比較例に係る現像ロールを作製した。なお、実施例および比較例における各番号は、用いたロール成形用金型と作製した現像ロールとの間でそれぞれ対応している。
【0080】
先ず、上記ロール成形用金型の円柱状中空部に軸体を同軸にセットし、円柱状中空部の内周面と軸体との間の成形空間に上記調製した弾性層形成材料を注入して、金型に蓋をし、これを180℃で30分間加熱した後、冷却、脱型した。これにより、軸体の外周面に沿って、ロール成形用金型のピット面が転写されて形成された転写凸部を有する各弾性層(厚み:4mm、長さ240mm)を1層形成した。
【0081】
次に、各弾性層の外周面に、ロールコート法により上記調製した表層形成材料を所定の厚みで塗工した後、乾燥(硬化)させ、各表層(厚み:10μm)を形成した。
【0082】
以上により、実施例および比較例に係る現像ロールを作製した。
【0083】
3.評価
(転写凸部の密度)
各現像ロールの弾性層表面をレーザー顕微鏡にて観察(倍率120倍)し、観察された代表的な表面について3箇所ずつ写真撮影を行った。その後、得られた弾性層の表面写真より転写凸部の数を数え、1mm2当たりの転写凸部の数を求めた。3箇所について測定された、1mm2当たりの転写凸部の数の値の平均値を、転写凸部の密度とした。
【0084】
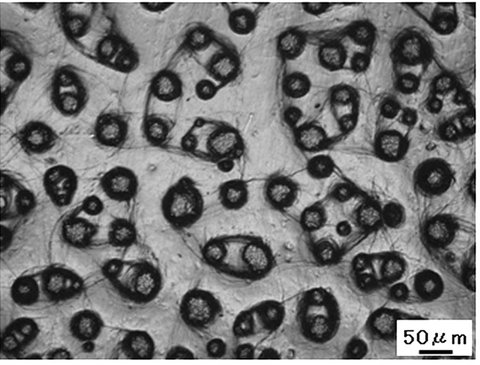
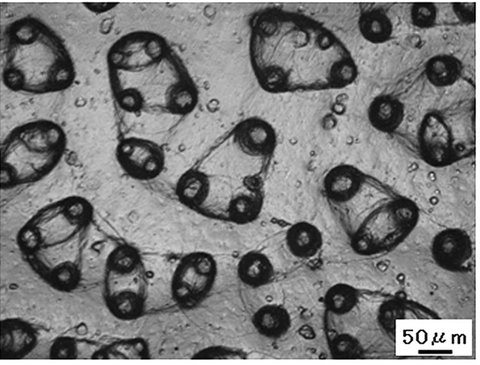
なお、ロール側の転写凸部の密度を測定すれば、間接的に、ロール成形用金型の型面に形成された無電解共析めっき層表面のピット数密度を求めることができる。また、図1および図2に、実施例1に係る現像ロールが有する弾性層の表面写真、比較例1に係る現像ロールが有する弾性層の表面写真の一例を示す。
【0085】
(画像のガサツキ)
各現像ロールを、市販のカラーレーザープリンタ(キヤノン(株)製、「LBP−2510」)のカートリッジ内に組み込み、温度32.5℃、相対湿度80%RHの環境下にて、黒ハーフトーン画像の画像出しを行った。
【0086】
その結果、得られた画像が均一性に優れ、極めて鮮明であったものを画像のガサツキが全くないとして「◎」、画像のガサツキが実用的に問題ないものを「○」、得られた画像の均一性が悪く、実用上好ましくないものを画像のガサツキが発生したとして「×」と評価した。
【0087】
表1に、各ロール成形用金型の作製時に使用しためっき浴の組成、各現像ロールの評価結果をまとめて示す。
【0088】
【表1】

【0089】
表1によれば以下のことが分かる。すなわち、実施例に係るロール成形用金型の製法では、PTFE粒子および界面活性剤の割合が本発明で規定される範囲内にあるめっき浴を用いている。そのため、無電解共析めっき層の表面に相対的に十分な量のピットが形成された。
【0090】
これは次の理由によるものと推察される。すなわち、無電解共析めっき層の表面にピットが形成されるのは、以下のメカニズムによるものと考えられる。つまり、めっき欠陥であるピットが形成される量に見合うだけ、PTFE粒子と界面活性剤とを無電解ニッケルめっき浴が含有していると、PTFE粒子を抱き込みながら無電解ニッケルめっきが析出する際に、相対的にPTFE粒子が密なところに、めっき析出時に発生する水素ガスが捕捉される。一方、ガスのない部分には、通常の無電解ニッケルめっきが析出する。これにより無電解ニッケル共析めっき層の表面にピットが形成される。
【0091】
この際、PTFE粒子と界面活性剤とを本願に規定される範囲にバランスさせると、水素ガスによる気泡が適度に分散されるとともに、気泡同士の干渉が妨げられる。そのため、無電解ニッケル共析めっき層の表面に相対的に密にピットが発生するものと考えられる。
【0092】
一方、比較例に係るロール成形用金型の製法では、PTFE粒子および界面活性剤の割合が本発明で規定される範囲外にある無電解ニッケルめっき浴を用いている。そのため、無電解ニッケル共析めっき層の表面に十分な量のピットが形成されなかった。
【0093】
これは、無電解ニッケルめっき浴中に含まれるPTFE粒子および界面活性剤の割合が、本願に規定される範囲内にないため、PTFE粒子の凝集が進み、気泡同士の干渉や合体によって気泡の離脱が起こりやすくなったり、気泡のトラップサイトが少なくなってガスが離脱しやすくなったりしたためであると考えられる。
【0094】
上述したように、比較例に係る金型は、相対的に十分な量のピットを有していない。そのため、比較例に係る現像ロールの成形時に、十分な量のピットによる転写凸部を弾性層の表面に形成することができなかった。そのため、比較例に係る現像ロールは、画像のガサツキが発生しやすかった。
【0095】
これに対し、実施例に係る金型は、相対的に十分な量のピットを有している。そのため、実施例に係る現像ロールの成形時に、十分な量のピットによる転写凸部を弾性層の表面に形成することができた。そのため、実施例に係る現像ロールは、画像のガサツキを十分に抑制することができた。
【0096】
以上、本発明の実施形態、実施例について説明したが、本発明は上記実施形態、実施例に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々の改変が可能なものである。
【図面の簡単な説明】
【0097】
【図1】実施例1に係る現像ロールが有する弾性層の表面写真(PTFE粒子の共析量7.5%)の一例を示した図である。
【図2】比較例1に係る現像ロールが有する弾性層の表面写真(PTFE粒子の共析量30%)の一例を示した図である
【技術分野】
【0001】
本発明は、金型の製造方法および金型ならびに電子写真機器用現像ロールに関するものである。
【背景技術】
【0002】
従来、各種の成形品を成形するために金型が広く使用されている。例えば、特許文献1には、ゴム成形品、プラスチック成形品、ガラス成形品を成形するための金型として、成形品が成形されることになる成形品形成空間に面する表面に、フッ素含有化合物の粒子を共析させためっき被膜を形成した金型が開示されている。
【0003】
また、型表面に凹部を有する金型も知られている。この種の金型によれば、型成形時に、型表面の凹部を利用して、成形品表面に凸部を転写することが可能になる。例えば、特許文献2には、写真現像機用ゴムロールの表面に1cm2当たり1〜20個程度の密度で突起を形成し、この型表面の凹部をロール表面に転写する技術が開示されている。
【0004】
他にも、特許文献3には、電子写真方式を採用する複写機、プリンター、ファクシミリなどの電子写真機器に適用される現像ロールの表面を粗面化するため、金型の型面を無電解複合めっきし、その無電解複合めっき層の表面にピットを形成させ、この金型の型面をロール表面に転写する技術が開示されている。
【0005】
【特許文献1】特開2005−297249号公報
【特許文献2】特開平7−315617号公報
【特許文献3】特開2006−184608号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、従来技術は、以下の点で問題があった。
【0007】
すなわち、成形品の各種機能を高めるなどのため、より多くの凸部を成形品表面に形成することが有利な場合が多くある。
【0008】
例えば、近年、電子写真機器では、高画質化に対する需要が高まっている。本発明者らのこれまでの研究によれば、電子写真機器用現像ロールの表面の表面粗さRzが同じであっても、現像ロールの表面に細かな凸部を数多く形成することが、画像のガサツキを抑制するのに有効であることが分かっている。
【0009】
ところが、これまでの金型の製造技術では、成形品により多くの凸部を転写することが可能な金型を得ることが難しいといった問題があった。そのため、画像のガサツキを抑制できる現像ロール等、機能性の高い成形品を提供することが難しかった。
【0010】
とりわけ、現像ロール等のように、ロール状の成形品を成形する金型では、ロールを成形する中空空間の内周面を粗面化する必要があるが、このような部位を粗面化することは、非常に難易度が高い。
【0011】
本発明は、上記事情に鑑みてなされたもので、本発明が解決しようとする課題は、成形品により多くの凸部を転写することが可能な金型を提供することにある。
【課題を解決するための手段】
【0012】
上記課題を解決するため、本発明に係る金型の製造方法は、0.5〜4g/Lのフッ素樹脂粒子と、0.01〜0.8g/Lの界面活性剤とを含有するめっき浴を用いて、金型の型面に、フッ素樹脂粒子を共析させる無電解共析めっきを施し、その無電解共析めっき層の表面に多数のピットを形成させる工程を有することを要旨とする。
【0013】
ここで、上記ピットのピット数密度は、200個/mm2以上であることが好ましい。
【0014】
また、上記めっき浴は、炭化水素系のカチオン系界面活性剤、および、両性界面活性剤から選択される1種または2種以上の界面活性剤を含有していることが好ましい。
【0015】
また、上記フッ素樹脂粒子の平均粒径は、0.1〜5μmの範囲内にあることが好ましい。
【0016】
本発明に係る金型の製造方法は、ロール成形用の金型を製造するのに好適である。
【0017】
本発明に係る金型は、フッ素樹脂粒子を共析させた無電解共析めっき層を型面に有し、上記無電解共析めっき層の表面には、多数のピットが形成されており、上記ピットのピット数密度が200個/mm2以上であることを要旨とする。
【0018】
本発明に係る電子写真機器用現像ロールは、弾性層の表面に、上記金型のピット面が転写されて形成された転写凸部を有することを要旨とする。
【0019】
本発明に係る電子写真機器用現像ロールは、弾性層の表面に、200個/mm2以上の転写凸部を有することを要旨とする。
【発明の効果】
【0020】
本発明に係る金型の製造方法は、特定割合のフッ素樹脂粒子と、特定割合の界面活性剤とを含有するめっき浴を用いて、金型の型面に、フッ素樹脂粒子を共析させる無電解共析めっきを施す。そのため、無電解共析めっき層の表面には、従来に比べ有意に多くのピットが形成される。したがって、従来に比べ、型成形時に、ピットによる細かな凸部を成形物の表面により多く転写することが可能な金型が得られる。
【0021】
ここで、上記ピットのピット数密度が200個/mm2以上である場合には、画像のガサツキを抑制できる電子写真機器用現像ロール等、機能性の高い成形品を成形可能な金型を得やすくなる。
【0022】
また、上記めっき浴が、炭化水素系のカチオン系界面活性剤、および、両性界面活性剤から選択される1種または2種以上の界面活性剤を含有する場合には、従来に比べ、多数のピットの形成をより簡単に行うことが可能になる。
【0023】
また、上記フッ素樹脂粒子の平均粒径が、0.1〜5μmの範囲内にある場合には、従来に比べ、多数のピットを形成することが可能なことと相俟って、無電解共析めっき層の表面をより均一に粗面化することが可能になる。
【0024】
上記金型がロール成形用である場合には、例えば、従来よりも多数のピットによる転写凸部を有する電子写真機器用現像ロール等のロール成形品を得るのに好適な金型が得られる。
【0025】
本発明に係る金型は、従来に比べ、ピット数密度の高い無電解共析めっき層を有する金型であるので、型成形時に、ピットによる細かな凸部を成形物の表面により多く転写することができる。
【0026】
本発明に係る電子写真機器用現像ロールは、弾性層の表面に、上記金型のピット面が転写されて形成された転写凸部を有している。そのため、従来に比べ、転写凸部がより多くなり、画像のガサツキを抑制しやすい。
【0027】
本発明に係る電子写真機器用現像ロールは、弾性層の表面に、200個/mm2以上の転写凸部を有している。そのため、従来に比べ、画像のガサツキを抑制しやすい。
【0028】
このように画像のガサツキを抑制しやすくなるのは、転写凸部の密度が高くなったことで、トナーの乗りが均一になり、均一帯電性が高まったためと考えられる。
【発明を実施するための最良の形態】
【0029】
以下、本実施形態に係る金型の製造方法(以下、「本金型製法」ということがある。)、本実施形態に係る金型(以下、「本金型」ということがある。)、本実施形態に係る電子写真機器用現像ロール(以下、「本現像ロール」ということがある。)について説明する。
【0030】
1.本金型製法
本金型製法は、フッ素樹脂粒子と界面活性剤とを含む無電解めっき浴を用いて、金型の型面に、フッ素樹脂粒子を共析させる無電解共析めっきを施し、その無電解共析めっき層の表面に多数のピットを形成させる工程を有している。
【0031】
めっき分野において、通常、ピットは、めっき欠陥の1つとされている。本金型製法では、無電解共析めっき層の表面に、いわゆる欠陥とされるピットを意図的に多数発生させる。これにより、このピットを利用して成形品に多数の凸部を転写可能な金型を得ることができる。
【0032】
無電解共析めっき層の表面にピットが形成されるメカニズムは、以下のようなメカニズムによるものと考えられる。つまり、めっき欠陥であるピットが形成される量に見合うだけ、フッ素樹脂粒子と界面活性剤とを無電解めっき浴が含有していると、フッ素樹脂粒子を抱き込みながら無電解めっきが析出する際に、相対的にフッ素樹脂粒子が密なところに、めっき析出時に発生するガスが捕捉される。一方、ガスのない部分には、通常の無電解めっきが析出する。これにより無電解共析めっき層の表面にピットが形成されるものと考えられる。
【0033】
本製造方法で用いる主要な無電解めっき浴としては、例えば、無電解ニッケルめっき浴、無電解ニッケル−リンめっき浴、無電解ニッケル−ホウ素めっき浴、無電解銅めっき浴などを例示することができる。
【0034】
ここで、本製造方法では、上記無電解めっき浴が、0.5〜4g/L(リットル)のフッ素樹脂粒子と、0.01〜0.8g/Lの界面活性剤とを含有している。このように無電解めっき浴中に含まれるフッ素樹脂粒子と界面活性剤との割合を上記特定範囲内とすることで、無電解共析めっき層の表面により多くのピットが形成される。
【0035】
これは、フッ素樹脂粒子と界面活性剤との割合を特定の範囲にバランスさせることで、ガスによる気泡が適度に分散されるとともに、気泡同士の干渉が妨げられ、これにより無電解共析めっき層の表面に相対的に密にピットが発生するものと考えられる。
【0036】
フッ素樹脂粒子の割合の上限は、ピット数密度を向上しやすくなる等の観点から、好ましくは、3.5g/L以下、より好ましくは、3g/L以下、さらに好ましくは、2.5g/L以下であると良い。一方、フッ素樹脂粒子の割合の下限は、ピット数密度を向上しやすくなる等の観点から、好ましくは、0.6g/L以上、より好ましくは、0.7g/L以上、さらに好ましくは、0.8g/L以上であると良い。
【0037】
界面活性剤の割合の上限は、フッ素樹脂粒子が適度に分散され、ピット数密度を向上しやすくなる等の観点から、好ましくは、0.7g/L以下、より好ましくは、0.6g/L以下、さらに好ましくは、0.5g/L以下であると良い。一方、界面活性剤の割合の下限は、フッ素樹脂粒子が適度に分散され、ピット数密度を向上しやすくなる等の観点から、好ましくは、0.05g/L以上、より好ましくは、0.1g/L以上、さらに好ましくは、0.2g/L以上であると良い。
【0038】
上記フッ素樹脂粒子を構成するフッ素樹脂としては、例えば、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン・ヘキサフルオロプロピレン重合体(FEP)、ポリビニリデンフルオライド(PVDF)などを例示することができる。これら樹脂は1種または2種以上混合されていても良い。また、異なる粒子を2以上併用しても良い。
【0039】
上記フッ素樹脂粒子としては、好ましくは、ゴム材料との離型性に優れる等の観点から、PTFE粒子であると良い。
【0040】
また、上記フッ素樹脂粒子の平均粒径の上限は、ピットの形成のしやすさ等の観点から、好ましくは、5μm以下であると良い。一方、上記フッ素樹脂粒子の平均粒径の下限は、ピットの形成のしやすさ等の観点から、好ましくは、0.1μm以上であると良い。
【0041】
上記界面活性剤としては、ガスを捕捉しやすく、多数のピットの形成をより簡単に行うことができる等の観点から、炭化水素系のカチオン系界面活性剤、両性界面活性剤等を好適なものとして用いることができる。これらは1種または2種以上混合しても良い。
【0042】
炭化水素系のカチオン系界面活性剤としては、例えば、ラウリルトリメチルアンモニウムクロライド、エチレンオキサイド付加型アンモニウムクロライド等の4級アンモニウム塩型のものなどを例示することができる。また、両性界面活性剤としては、例えば、ラウリルベタイン、アミドプロピルベタイン、ジメチルアルキルベタイン等のベタイン型のものなどを例示することができる。
【0043】
上記無電解めっき液を用いた無電解共析めっきは、ピット数密度の向上等の観点から、形成される無電解共析めっき層中のフッ素樹脂粒子の共析量が、好ましくは、5〜9.5体積%の範囲内になるようにすると良い。
【0044】
上記無電解めっき液は、めっき金属のイオン、フッ素樹脂粒子、界面活性剤以外にも、例えば、次亜リン酸、ジメチルアミンボラン、ヒドラジン等の還元剤、乳酸、酢酸、コハク酸、クエン酸、リンゴ酸、EDTA等の錯化剤などが1種または2種以上混合されていても良い。
【0045】
上記無電解めっき液によるめっき温度は、めっきの共析安定性等の観点から、好ましくは、60〜100℃、より好ましくは、80〜95℃の範囲内にあると良い。
【0046】
また、上記無電解めっき液によるめっき時間は、必要な膜厚を形成する等の観点から、好ましくは、30〜180分、より好ましくは、120〜150分の範囲内にあると良い。
【0047】
無電解共析めっき層を形成する金型の型面の形状は、特に限定されるものではなく、成形品の形状を考慮して選択することができる。好ましくは、無電解共析めっき層を形成する金型は、ロール体を成形可能な中空部を有していると良い。中空部の内周面を機械加工等により粗面化することは一般に困難であり、本金型製法によれば、中空部の内周面を化学的処理によって簡単に粗面化できる。そのため、転写手法により、粗面化されたロール体を形成しやすい金型を得ることができるからである。
【0048】
上記ピットのピット数密度は、画像のガサツキを抑制できる現像ロール等、機能性の高い成形品を成形可能な金型を得やすくなる等の観点から、好ましくは、200個/mm2以上、より好ましくは、250個/mm2以上、さらに好ましくは、300個/mm2以上であると良い。
【0049】
なお、上記ピット数密度は、ピット形成面を直接写真撮影し、ピット数を数えることにより求めることができる。また、ピット形成面が転写された成形品の転写凸部面を写真撮影し、転写凸部数を数えることにより間接的にピット数密度を求めることもできる。
【0050】
上記金型の材質は、特に限定されるものではない。上記金型の材質としては、例えば、S55C等の炭素鋼材、SACM645等のアルミニウムクロムモリブデン鋼材、A5056等のアルミニウム合金、アルミニウム等を例示することができる。
【0051】
2.本金型
本金型は、本金型製法により好適に製造することができる。本金型は、フッ素樹脂粒子を共析させた無電解共析めっき層を型面に有し、無電解共析めっき層の表面に、多数のピットが形成されている。そして、そのピットのピット数密度は、200個/mm2以上とされている。
【0052】
無電解共析めっき層を構成するめっき金属としては、例えば、ニッケル、ニッケル合金、銅、銅合金、コバルト、錫、パラジウムなどを例示することができる。好ましくは、ピット形成が比較的容易である等の観点から、ニッケル、ニッケル合金であると良い。
【0053】
上記無電解めっき層の厚みは、ピット深さを確保しやすい等の観点から、好ましくは、5μm以上、より好ましくは、10μm以上の範囲内にあると良い。
【0054】
なお、ピット数密度の好適な範囲および測定方法、フッ素樹脂粒子の種類および共析量、金型の型面形状、金型の材質などは、上述した本金型製法の記載に準ずる。
【0055】
3.本現像ロール
本現像ロールは、弾性層を有し、弾性層表面に多数の転写凸部を有している。
【0056】
具体的なロール構造としては、軸体の外周に弾性層、表層が積層された構造、軸体の外周に弾性層、中間層、表層が積層された構造等を例示することができる。各層は、単層からなっていても良いし、複数層からなっていても良い。
【0057】
ここで、上記転写凸部の密度は、画像のガサツキを抑制しやすい等の観点から、好ましくは、200個/mm2以上、より好ましくは、250個/mm2以上、さらに好ましくは、300個/mm2以上であると良い。このような密度の転写凸部は、上述した本金型のピット面を転写することなどにより形成することができる。
【0058】
なお、上記転写凸部の密度は、弾性層表面の転写凸部面を写真撮影し、転写凸部数を数えることにより求めることができる。また、弾性層の表面に中間層や表層が形成されている場合、これらの層が比較的薄く、弾性層の転写凸部に起因する凸部がこれら層の表面から確認可能なときには、これら層表面の凸部面を写真撮影し、凸部数を数えることで転写凸部の密度を求めることもできる。
【0059】
本現像ロールにおいて、軸体は、導電性を有するものであれば、何れのものでも使用し得る。具体的には、鉄、ステンレス、アルミニウムなどの金属製の中実体、中空体からなる芯金などを例示することができる。また必要に応じ、軸体の表面には、接着剤、プライマーなどを塗布してもよい。上記接着剤、プライマーなどには、必要に応じて導電化を行っても良い。
【0060】
本現像ロールにおいて、弾性層を形成する主材料としては、ゴム弾性材料を好適に用いることができる。ゴム弾性材料としては、具体的には、例えば、シリコーンゴム、エチレン−プロピレン−ジエンゴム(EPDM)、アクリロニトリル−ブタジエンゴム(NBR)、水素化アクリロニトリル−ブタジエンゴム(H−NBR)、スチレン−ブタジエンゴム(SBR)、ブタジエンゴム(BR)、イソプレンゴム(IR)、アクリルゴム(ACM)、クロロプレンゴム(CR)、ウレタンゴム、フッ素ゴム、ヒドリンゴム(ECO、CO)、ウレタン系エラストマー、天然ゴム(NR)などを例示することができる。これらは1種または2種以上混合されていても良い。
【0061】
上記ゴム弾性材料としては、低硬度で、へたりが少ないなどの観点から、シリコーンゴム、ブタジエンゴム、ヒドリンゴム、ウレタン系エラストマーなどが好ましい。
【0062】
上記弾性層を形成する主材料には、導電性付与等のため、カーボンブラック、グラファイト、c−TiO2 、c−ZnO、c−SnO2 (c−は導電性を意味する。)などの電子導電剤や、第四級アンモニウム塩、ホウ酸塩などのイオン導電剤などといった導電剤を1種または2種以上添加することができる。その他、上記弾性層を形成する主材料には、必要に応じて、軟化剤(オイル)、加硫剤、加硫促進剤、滑剤、助剤等を適宜添加しても良い。
【0063】
本現像ロールにおいて、表層を形成する主材料としては、下記の主材料に上述した導電剤が含有されたものを好適に用いることができる。その主材料としては、具体的には、例えば、ウレタン樹脂、ポリアミド樹脂、アクリル樹脂、アクリルシリコーン樹脂、ブチラール樹脂、アルキド樹脂、ポリエステル樹脂、フッ素ゴム、フッ素樹脂、フッ素ゴムとフッ素樹脂の混合物、シリコーン樹脂、シリコーングラフトアクリルポリマー、アクリルグラフトシリコーンポリマー、ニトリルゴム、ウレタンゴムなどを例示することができる。これらは1種または2種以上混合されていても良い。
【0064】
上記表層を形成する主材料としては、耐摩耗性などの観点から、ウレタン樹脂などが好ましい。
【0065】
本現像ロールにおいて、中間層を形成する主材料としては、下記の主材料に上述した導電剤が含有されたものを好適に用いることができる。その主材料としては、具体的には、例えば、アクリロニトリル−ブタジエンゴム(NBR)、水素化アクリロニトリル−ブタジエンゴム(H−NBR)、ウレタン系エラストマー、クロロプレンゴム(CR)、天然ゴム(NR)、ブタジエンゴム(BR)、アクリルゴム(ACM)、イソプレンゴム(IR)、スチレン−ブタジエンゴム(SBR)、ヒドリンゴム(ECO、CO)、ウレタンゴム、フッ素ゴムなどを例示することができる。これらは1種または2種以上混合されていても良い。
【0066】
上記中間層を形成する主材料としては、コーティング液の安定性などの観点から、水素化アクリロニトリル−ブタジエンゴム(H−NBR)などが好ましい。
【0067】
上記弾性層の厚みは、感光体とのニップ幅を安定して確保しやすい等の観点から、好ましくは、1〜6mm、より好ましくは、2〜4mmの範囲内であると良い。上記表層の厚みは、耐摩耗性と表面硬度(トナーストレス)等の観点から、好ましくは、1〜15μm、より好ましくは、3〜12μmの範囲内であると良い。上記中間層の厚みは、転写凸部の耐久性を確保しやすくなる等の観点から、好ましくは、3〜25μm、より好ましくは、8〜15μmの範囲内であると良い。
【0068】
本現像ロールは、次のようにして製造することができる。すなわち、先ず、本金型製法を適用したロール成形金型を準備する。次いで、準備したロール成形用金型の中空部に、必要に応じて接着剤と塗布した軸体を同軸にセットする。
【0069】
次いで、中空部の内周面と軸体との間の成形空間に弾性層形成材料を注入して、金型に蓋をし、これを弾性層形成材料に最適な条件で加熱した後、冷却、脱型する。これにより、軸体の外周面に沿って、ロール成形用金型のピット面が転写されて形成された転写凸部を有する弾性層を形成することができる。
【0070】
次に、この弾性層の表面に、ロールコート法、スプレー法、ディッピング法等の各種の塗工法を用いて、表層形成材料を塗工し、表層形成材料に最適な条件で乾燥(硬化)させて表層を形成する。なお、中間層を設ける場合には、表層形成前に、必要に応じて、表層と同様の手法により中間層を形成すれば良い。
【0071】
基本的には、このようにして本現像ロールを製造することができる。
【実施例】
【0072】
以下、実施例を用いて本発明を詳細に説明する。なお、以下では、ロール成形用金型を作製し、この作製したロール成形用金型を用いて、電子写真機器用現像ロールを作製した。
【0073】
1.実施例および比較例に係る金型の作製
先ず、表1に示す各組成となるように、所定量(g/リットル)の硫酸ニッケル6水和物、次亜リン酸ナトリウム1水和物(還元剤)、乳酸(錯化剤)、プロピオン酸(錯化剤)、PTFE(ポリテトラフルオロエチレン)粒子、ラウリルトリメチルアンモニウムクロライド(カチオン系界面活性剤)を配合し、pH4.8の各めっき浴を調製した。
【0074】
次に、上記各めっき浴に、内径16mmの円柱状中空部を有するロール成形用金型を浸漬することにより、円柱状中空部の内周面に無電解共析めっきを施し、無電解共析めっき層(厚み15μm)を型面に有する実施例および比較例に係るロール成形用金型を作製した。この際、めっき条件は、めっき浴の温度を90℃、めっき時間を90分間とした。
【0075】
得られた各ロール成形用金型の断面を、走査型電子顕微鏡により観察したところ、無電解共析めっき層の表面にピットが形成されていることが確認された。
【0076】
2.実施例および比較例に係る現像ロールの作製
(軸体)
外径8mm、長さ350mmの鉄製で、表面にNiめっきが施されている中実円柱状の軸体を準備した。
【0077】
(弾性層形成材料の調製)
導電性シリコーンゴム(信越化学工業(株)製、「X34−270A/B」)を、ニーダーで混練することにより、弾性層形成材料を調製した。
【0078】
(表層形成材料の調製)
ウレタン樹脂(日本ポリウレタン(株)製、「ニッポラン5199」)100質量部に対して、カーボンブラック(電気化学工業(株)製、「デンカブラックHS−100」)10質量部とをボールミルを用いて混練した後、MEK400質量部を加えて混合、撹拌することにより、表層形成材料を調製した。
【0079】
(現像ロールの作製)
以上準備した、ロール成形用金型、軸体、弾性層形成材料、表層形成材料を用い、以下の手順により、実施例および比較例に係る現像ロールを作製した。なお、実施例および比較例における各番号は、用いたロール成形用金型と作製した現像ロールとの間でそれぞれ対応している。
【0080】
先ず、上記ロール成形用金型の円柱状中空部に軸体を同軸にセットし、円柱状中空部の内周面と軸体との間の成形空間に上記調製した弾性層形成材料を注入して、金型に蓋をし、これを180℃で30分間加熱した後、冷却、脱型した。これにより、軸体の外周面に沿って、ロール成形用金型のピット面が転写されて形成された転写凸部を有する各弾性層(厚み:4mm、長さ240mm)を1層形成した。
【0081】
次に、各弾性層の外周面に、ロールコート法により上記調製した表層形成材料を所定の厚みで塗工した後、乾燥(硬化)させ、各表層(厚み:10μm)を形成した。
【0082】
以上により、実施例および比較例に係る現像ロールを作製した。
【0083】
3.評価
(転写凸部の密度)
各現像ロールの弾性層表面をレーザー顕微鏡にて観察(倍率120倍)し、観察された代表的な表面について3箇所ずつ写真撮影を行った。その後、得られた弾性層の表面写真より転写凸部の数を数え、1mm2当たりの転写凸部の数を求めた。3箇所について測定された、1mm2当たりの転写凸部の数の値の平均値を、転写凸部の密度とした。
【0084】
なお、ロール側の転写凸部の密度を測定すれば、間接的に、ロール成形用金型の型面に形成された無電解共析めっき層表面のピット数密度を求めることができる。また、図1および図2に、実施例1に係る現像ロールが有する弾性層の表面写真、比較例1に係る現像ロールが有する弾性層の表面写真の一例を示す。
【0085】
(画像のガサツキ)
各現像ロールを、市販のカラーレーザープリンタ(キヤノン(株)製、「LBP−2510」)のカートリッジ内に組み込み、温度32.5℃、相対湿度80%RHの環境下にて、黒ハーフトーン画像の画像出しを行った。
【0086】
その結果、得られた画像が均一性に優れ、極めて鮮明であったものを画像のガサツキが全くないとして「◎」、画像のガサツキが実用的に問題ないものを「○」、得られた画像の均一性が悪く、実用上好ましくないものを画像のガサツキが発生したとして「×」と評価した。
【0087】
表1に、各ロール成形用金型の作製時に使用しためっき浴の組成、各現像ロールの評価結果をまとめて示す。
【0088】
【表1】
【0089】
表1によれば以下のことが分かる。すなわち、実施例に係るロール成形用金型の製法では、PTFE粒子および界面活性剤の割合が本発明で規定される範囲内にあるめっき浴を用いている。そのため、無電解共析めっき層の表面に相対的に十分な量のピットが形成された。
【0090】
これは次の理由によるものと推察される。すなわち、無電解共析めっき層の表面にピットが形成されるのは、以下のメカニズムによるものと考えられる。つまり、めっき欠陥であるピットが形成される量に見合うだけ、PTFE粒子と界面活性剤とを無電解ニッケルめっき浴が含有していると、PTFE粒子を抱き込みながら無電解ニッケルめっきが析出する際に、相対的にPTFE粒子が密なところに、めっき析出時に発生する水素ガスが捕捉される。一方、ガスのない部分には、通常の無電解ニッケルめっきが析出する。これにより無電解ニッケル共析めっき層の表面にピットが形成される。
【0091】
この際、PTFE粒子と界面活性剤とを本願に規定される範囲にバランスさせると、水素ガスによる気泡が適度に分散されるとともに、気泡同士の干渉が妨げられる。そのため、無電解ニッケル共析めっき層の表面に相対的に密にピットが発生するものと考えられる。
【0092】
一方、比較例に係るロール成形用金型の製法では、PTFE粒子および界面活性剤の割合が本発明で規定される範囲外にある無電解ニッケルめっき浴を用いている。そのため、無電解ニッケル共析めっき層の表面に十分な量のピットが形成されなかった。
【0093】
これは、無電解ニッケルめっき浴中に含まれるPTFE粒子および界面活性剤の割合が、本願に規定される範囲内にないため、PTFE粒子の凝集が進み、気泡同士の干渉や合体によって気泡の離脱が起こりやすくなったり、気泡のトラップサイトが少なくなってガスが離脱しやすくなったりしたためであると考えられる。
【0094】
上述したように、比較例に係る金型は、相対的に十分な量のピットを有していない。そのため、比較例に係る現像ロールの成形時に、十分な量のピットによる転写凸部を弾性層の表面に形成することができなかった。そのため、比較例に係る現像ロールは、画像のガサツキが発生しやすかった。
【0095】
これに対し、実施例に係る金型は、相対的に十分な量のピットを有している。そのため、実施例に係る現像ロールの成形時に、十分な量のピットによる転写凸部を弾性層の表面に形成することができた。そのため、実施例に係る現像ロールは、画像のガサツキを十分に抑制することができた。
【0096】
以上、本発明の実施形態、実施例について説明したが、本発明は上記実施形態、実施例に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々の改変が可能なものである。
【図面の簡単な説明】
【0097】
【図1】実施例1に係る現像ロールが有する弾性層の表面写真(PTFE粒子の共析量7.5%)の一例を示した図である。
【図2】比較例1に係る現像ロールが有する弾性層の表面写真(PTFE粒子の共析量30%)の一例を示した図である
【特許請求の範囲】
【請求項1】
0.5〜4g/Lのフッ素樹脂粒子と、0.01〜0.8g/Lの界面活性剤とを含有するめっき浴を用いて、金型の型面に、フッ素樹脂粒子を共析させる無電解共析めっきを施し、その無電解共析めっき層の表面に多数のピットを形成させる工程を有することを特徴とする金型の製造方法。
【請求項2】
前記ピットのピット数密度は、200個/mm2以上であることを特徴とする請求項1に記載の金型の製造方法。
【請求項3】
前記めっき浴は、炭化水素系のカチオン系界面活性剤、および、両性界面活性剤から選択される1種または2種以上の界面活性剤を含有することを特徴とする請求項1または2に記載の金型の製造方法。
【請求項4】
前記フッ素樹脂粒子の平均粒径は、0.1〜5μmの範囲内にあることを特徴とする請求項1から3の何れかに記載の金型の製造方法。
【請求項5】
前記金型はロール成形用であることを特徴とする請求項1から4の何れかに記載の金型の製造方法。
【請求項6】
フッ素樹脂粒子を共析させた無電解共析めっき層を型面に有し、
前記無電解共析めっき層の表面には、多数のピットが形成されており、
前記ピットのピット数密度が200個/mm2以上であることを特徴とする金型。
【請求項7】
弾性層の表面に、請求項6に記載される金型のピット面が転写されて形成された転写凸部を有することを特徴とする電子写真機器用現像ロール。
【請求項8】
弾性層の表面に、200個/mm2以上の転写凸部を有することを特徴とする電子写真機器用現像ロール。
【請求項1】
0.5〜4g/Lのフッ素樹脂粒子と、0.01〜0.8g/Lの界面活性剤とを含有するめっき浴を用いて、金型の型面に、フッ素樹脂粒子を共析させる無電解共析めっきを施し、その無電解共析めっき層の表面に多数のピットを形成させる工程を有することを特徴とする金型の製造方法。
【請求項2】
前記ピットのピット数密度は、200個/mm2以上であることを特徴とする請求項1に記載の金型の製造方法。
【請求項3】
前記めっき浴は、炭化水素系のカチオン系界面活性剤、および、両性界面活性剤から選択される1種または2種以上の界面活性剤を含有することを特徴とする請求項1または2に記載の金型の製造方法。
【請求項4】
前記フッ素樹脂粒子の平均粒径は、0.1〜5μmの範囲内にあることを特徴とする請求項1から3の何れかに記載の金型の製造方法。
【請求項5】
前記金型はロール成形用であることを特徴とする請求項1から4の何れかに記載の金型の製造方法。
【請求項6】
フッ素樹脂粒子を共析させた無電解共析めっき層を型面に有し、
前記無電解共析めっき層の表面には、多数のピットが形成されており、
前記ピットのピット数密度が200個/mm2以上であることを特徴とする金型。
【請求項7】
弾性層の表面に、請求項6に記載される金型のピット面が転写されて形成された転写凸部を有することを特徴とする電子写真機器用現像ロール。
【請求項8】
弾性層の表面に、200個/mm2以上の転写凸部を有することを特徴とする電子写真機器用現像ロール。
【図1】

【図2】
【図2】
【公開番号】特開2009−288463(P2009−288463A)
【公開日】平成21年12月10日(2009.12.10)
【国際特許分類】
【出願番号】特願2008−140232(P2008−140232)
【出願日】平成20年5月29日(2008.5.29)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【Fターム(参考)】
【公開日】平成21年12月10日(2009.12.10)
【国際特許分類】
【出願日】平成20年5月29日(2008.5.29)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【Fターム(参考)】
[ Back to top ]