
金型内塗装用金型及び金型内塗装方法

【課題】意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品であっても、該アンダーカット形状部が塗装される金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】共通金型と第1金型とが組み合わされて成形される1次成形体と、1次成形体が保持された共通金型と組み合わされて形成される第2キャビティに、1次成形体と溶着しない第2樹脂を射出充填させて成形される2次成形体11の1次成形体と当接する部分においてアンダーカット形状部10Cを成形させる第2金型と、1次成形体及び2次成形体11が保持された共通金型と組み合わされて、2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第1隙間が形成される第3金型と、第3金型に配置され、前記1次成形体には密着しない第1塗料を注入させる第1塗料注入機と、を備えたことを特徴とする金型内塗装用金型によって達成される。
【解決手段】共通金型と第1金型とが組み合わされて成形される1次成形体と、1次成形体が保持された共通金型と組み合わされて形成される第2キャビティに、1次成形体と溶着しない第2樹脂を射出充填させて成形される2次成形体11の1次成形体と当接する部分においてアンダーカット形状部10Cを成形させる第2金型と、1次成形体及び2次成形体11が保持された共通金型と組み合わされて、2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第1隙間が形成される第3金型と、第3金型に配置され、前記1次成形体には密着しない第1塗料を注入させる第1塗料注入機と、を備えたことを特徴とする金型内塗装用金型によって達成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金型内で樹脂成形品を成形した後、樹脂成形品を金型から取り出さないまま塗料等によって樹脂成形品の表面を塗装する金型内塗装用金型及び金型内塗装方法に関する。
【背景技術】
【0002】
樹脂成形品の装飾性を高める方法として、表面に塗料を塗布する塗装法による加飾が多く用いられている。従来から行われている塗装法は、金型内で射出成形した樹脂成形品を金型から取り出した後、スプレー法や浸漬法等により、樹脂成形品の表面に塗料を塗布することが一般的であり、塗布された塗料はその後、乾燥・硬化することによって、強固な塗装膜となり樹脂成形品の表面を被覆し、表面を加飾するとともに保護する。
【0003】
近年においては前記塗装方法の工程の簡略化を目的とし、樹脂成形品の成形と塗料による被覆とを同一の金型内で行う金型内塗装方法(型内被覆成形方法ともいう。いわゆるインモールドコーティング。)が提案されている。この一般的な方法では、樹脂成形品を金型内で射出成形した後、金型を少し開いた(微小型開き)状態にさせることにより、金型内において樹脂成形品と金型キャビティ面との間に隙間を生じさせる。そして、該隙間に塗料注入機を使用して塗料を注入させた後、金型を再度型締めさせることによって樹脂成形品の表面に塗料を均一に拡張させ、その後硬化させて被覆が行われる。また、成形した樹脂成形品を非意匠面側の金型に保持させた状態で型開きさせ、様々な金型交換手段により、非意匠面側の金型と対向する位置に塗装膜形成用金型を移動させ、非意匠面側の金型と塗装膜形成用金型とを型締めさせ、樹脂成形品の意匠面と塗装膜形成用金型の金型キャビティとの間に形成させた隙間に塗料を注入させた後、そのまま金型内で硬化させて被覆が行われる別の方法もある。
【0004】
前記金型内塗装方法によれば、樹脂成形品の成形と前記被覆とが同一の金型内あるいは同一の成形サイクル内で行われるため、工程の省略化によるコストダウンが可能である。また、それと同時に、空中に浮遊している塵が硬化する前の塗装膜に付着して不良となるといったことがほとんどなくなり、高い品質の製品を得ることができる。そのため、特に、外観に対して高い品質が要求される自動車部品等に、前記金型内塗装方法の利用が検討されている。しかしながら、意匠面端部にアンダーカット形状部を有する樹脂成形品を金型内塗装用金型及び金型内塗装方法で成形・塗装する場合に、以下の問題点があった。
【0005】
アンダーカット形状部とは、樹脂成形品の金型からの製品取出方向(型開き方向)に略直交するように、金型の型開閉方向の中心軸側に向かって引き込まれている凹部(金型においては凸部)を有し、そのまま、樹脂成形品を製品取出方向に引き抜くことができない形状、あるいは、製品取出方向に対し、製品取出方向と略直交する方向に拡大する傾斜面を有する形状である。ここで、本発明で課題とするのは、後者のアンダーカット形状部であり、前者のアンダーカット形状部ではない。先に説明した一般的な方法で使用される金型内塗装用金型においては、金型を微小型開きした際に、注入された塗料が漏れないように、固定金型と可動金型との間に、特許文献1の図5に示すような、金型の型開閉方向Aに擦り合わされる合わせ面Sが設けられる必要がある。しかしながら、樹脂成形品の端部に特許文献1の図7に示すような後者形状のアンダーカット形状部である傾斜面93bを有する場合、合わせ面Sを設けると、傾斜面93bと合わせ面Sとの間に先鋭な型部95bが生じ、十分な強度が保持できず破損する可能性があって現実的でない。一方、このような強度不足を解消するために、特許文献1の図8に示すような、アンダーカット形状部をなくした樹脂成形品を成形・塗装した後、余剰部Rを除去する方法もあるが、この面取り工程により工数が増大する上、面取り部の外観も悪化してしまう。
【0006】
この問題点を解決するため、特許文献1には、金型キャビティが、アンダーカット形状部と意匠面との境界部に、その一端が該境界部に連通するともに、型開閉方向に直交する方向に延出して他端が合わせ面に連通する補助キャビティを有する金型内塗装方法及び金型内塗装用金型が開示されている。この方法と金型では、金型を微小型開きさせて形成された隙間に注入させた塗料が、意匠面だけでなく、該意匠面にその一端が連通する補助キャビティに形成された補助成形部表面にも塗装膜が形成されるが、注入させた塗料は補助キャビティに連通する合わせ面において遮断されるため、塗料が金型外へと流れ出すことが防止される。そして、樹脂成形品を金型外へ取り出した後、樹脂成形品に連続して形成された補助成形部を塗装膜ごと除去すれば、意匠面端部まで塗装された樹脂成形品を得ることができる。補助成形部は比較的肉薄で成形されるので、その除去に要する工程は特許文献1の図8に示された余剰部Rの除去に要する工程に比べて十分に小さいとされている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−264066号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1に記載の金型内塗装方法及び金型内塗装用金型では、意匠面端部まで塗装されるものの、補助成形部の除去面、及び、アンダーカット形状となる非意匠面の傾斜面93bは塗装されない。そのため、このようなアンダーカット形状となる非意匠面の傾斜面93bも意匠面であるような、意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品において、意匠面であるアンダーカット形状部が塗装されないという問題がある。
【0009】
また、別の方法で使用される金型内塗装用金型においては、樹脂成形品の意匠面を成形する成形用金型に代えて、意匠面との間に塗料を注入させる隙間を形成させる塗装膜形成用金型を使用するため、意匠面端部に意匠面に連続する後者形状のアンダーカット形状部がある場合、アンダーカット形状部との間に同隙間を形成させることは現実的に困難である。可動中子等の可動部によりアンダーカット形状部との間に隙間を形成させるようにしても、隙間に注入される塗料が可動部の摺動部分に浸入するため、可動部の作動トラブルの要因となる上、金型費用やメンテナンス費用が増大するため、このような構造の採用は現実的ではない。
【0010】
本発明は、上記したような問題点を鑑みてなされたもので、具体的には、意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品であっても、該アンダーカット形状部が塗装される金型内塗装用金型及び金型内塗装方法を提供することを目的としている。
【課題を解決するための手段】
【0011】
本発明の上記目的は、請求項1に示すように、意匠面端部の少なくとも一部にアンダーカット形状部を有する樹脂成形品を成形する金型内塗装用金型であって、
前記樹脂成形品の非意匠面側のキャビティを有する共通金型と、
前記共通金型と組み合わされて第1キャビティが形成される第1金型と、
前記第1キャビティに第1樹脂を射出充填させて成形される1次成形体と、
前記樹脂成形品の意匠面側のキャビティを有するとともに、前記1次成形体が保持された前記共通金型と組み合わされて形成される第2キャビティに、前記1次成形体と溶着しない第2樹脂を射出充填させて成形される2次成形体の前記1次成形体と当接する部分において前記アンダーカット形状部を成形させる第2金型と、
前記1次成形体及び前記2次成形体が保持された前記共通金型と組み合わされて、前記2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第1隙間が形成される第3金型と、
前記第3金型に配置され、前記1次成形体には密着しない第1塗料を注入させる第1塗料注入機と、
を備えたことを特徴とする金型内塗装用金型によって達成される。
【0012】
すなわち、まず、共通金型と第1金型とが組み合わされて形成される第1キャビティに第1樹脂を射出充填させて1次成形体を成形させ、樹脂成形品の意匠面端部のアンダーカット形状部が形成されるキャビティを、金型キャビティではなくその1次成形体の一部として形成させる。その1次成形体が保持された共通金型と第2金型とが組み合わされて形成される第2キャビティを、樹脂成形品となる2次成形体の成形用キャビティとし、その第2キャビティに第2樹脂を射出充填させて成形される2次成形体の1次成形体と当接する部分においてアンダーカット形状部を成形させることにより、2次成形体が意匠面端部の少なくとも一部にアンダーカット形状部を有する樹脂成形品として成形される。樹脂成形品(2次成形体)の基材である第2樹脂は、第1樹脂を基材とする1次成形体には溶着しないため、当接する1次成形体の一部と2次成形体のアンダーカット形状部とは溶着せず、1次成形体の一部を第2キャビティの一部として機能させることができる。
【0013】
次に、それら1次成形体及び2次成形体が保持された共通金型と、塗装膜形成用金型である第3金型とが組み合わされることにより、アンダーカット形状部を除く2次成形体の意匠面と第3金型との間の少なくとも一部に塗料を注入させるための第1隙間を形成させることができる。ここで、後述するように、1次成形体及び2次成形体の冷却固化収縮により、当接する1次成形体の一部と2次成形体のアンダーカット形状部とは互いに溶着せず、離間する方向に収縮するため、第1隙間に連続するようにアンダーカット形状部に沿った隙間が形成される。第3金型には1次成形体には密着しない第1塗料を注入させる第1塗料注入機が配置されているので、第1隙間に第1塗料を注入させると、第1隙間に連続するアンダーカット形状部に沿った隙間にも第1塗料を注入させることができ、意匠面端部の意匠面に連続するアンダーカット形状部が塗装される。
【0014】
第3金型以外に、請求項2に示すように、前記1次成形体及び前記2次成形体が保持された前記共通金型と組み合わされて、前記2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第2隙間が形成されるとともに、前記1次成形体を型開閉方向に圧縮させて、前記アンダーカット形状部に塗料を注入させるための前記第2隙間に連続する第2’隙間を形成させる第4金型と、
前記第4金型に配置され、前記1次成形体には密着しない第2塗料を注入させる第2塗料注入機と、
を備えたことを特徴とする請求項1に記載の金型内塗装用金型であっても良い。
【0015】
後述するように、請求項1に記載した金型内塗装用金型用いた請求項3に記載した金型内塗装方法により、意匠面の少なくとも一部及びアンダーカット形状部に、第1塗料からなる第1塗装膜が形成された2次成形体を成形させることができる。ここで、1次成形体及び2次成形体が保持された共通金型に、更に、塗装膜形成用金型である第4金型が組み合わされれば、第1塗装膜形成と同様に、第1塗装膜の有無によらず、2次成形体の意匠面の少なくとも一部に塗料を注入させるための第2隙間を形成させることができる。しかしながら、1次成形体の一部と当接する、第1塗装膜が形成された2次成形体のアンダーカット形状部においては、1次成形体及び2次成形体の冷却固化収縮がある程度進行しているため、第3金型の場合のように、1次成形体及び2次成形体の冷却固化収縮による、第2隙間に連続するアンダーカット形状部に沿った新たな隙間はほとんど形成されないか、形成されたとしても塗料を注入させるには不十分な場合が多い。そのため、この第4金型は、1次成形体を型開閉方向に圧縮させることにより、第2隙間に連続するアンダーカット形状部に沿った第2’隙間を強制的に形成させる。また、第4金型には1次成形体には密着しない第2塗料を注入させる第2塗料注入機が配置されているので、第2隙間に第2塗料を注入させると、第2隙間に連続するアンダーカット形状部に沿った第2’隙間にも第2塗料を注入させることができ、意匠面端部の意匠面に連続するアンダーカット形状部が塗装される。
【0016】
このような金型内塗装用金型において、請求項3に示すように、請求項1に記載の金型内塗装用金型を用いた金型内塗装方法であって、
前記1次成形体が成形される第1成形工程と、
前記1次成形体が保持された前記共通金型と前記第1金型とを型開きさせて、金型交換手段により前記共通金型に対向する金型が、前記第1金型から前記第2金型に切り替えられる第1金型交換工程と、
前記2次成形体が成形される第2成形工程と、
前記1次成形体及び前記2次成形体が保持された前記共通金型と前記第2金型とを型開きさせて、金型交換手段により前記共通金型に対向する金型が、前記第2金型から前記第3金型に切り替えられる第2金型交換工程と、
前記第1隙間に前記第1塗料注入機から前記第1塗料を注入させる第1塗料注入工程と、
前記第1塗料注入工程後、前記第1塗料の硬化時間が経過するまで前記共通金型と前記第3金型との型締め状態を保持させて、前記2次成形体の意匠面の少なくとも1部及び前記アンダーカット形状部に、前記第1塗料からなる第1塗装膜を形成させる第1塗装膜形成工程と、
前記第1塗装膜形成工程後、前記1次成形体及び前記2次成形体が保持された前記共通金型と前記第3金型とを型開きさせて、前記2次成形体が前記樹脂成形品として取り出される製品取出工程と、
からなることを特徴とする金型内塗装方法が好ましい。
【0017】
第1成形工程から第2金型交換工程において、2次成形体の基材である第2樹脂は、第1樹脂を基材とする1次成形体には溶着しないため、後述するように、1次成形体及び2次成形体の冷却固化収縮により、当接する1次成形体の一部と2次成形体のアンダーカット形状部とは互いに溶着せず、離間する方向に収縮するため、第1隙間に連続するようにアンダーカット形状部に沿った隙間が形成される。また、第3金型には1次成形体には密着しない第1塗料を注入させる第1塗料注入機が配置されているので、第1隙間に第1塗料を注入させると、第1隙間に連続するアンダーカット形状部に沿った隙間にも第1塗料を注入させることができ、意匠面端部の意匠面に連続するアンダーカット形状部が塗装される。第1塗料は1次成形体には密着しないので、2次成形体には密着するが、当接する1次成形体の一部には密着しない。このように、2次成形体の意匠面の少なくとも一部及び意匠面端部のアンダーカット形状部に第1塗装膜を形成させた樹脂成形品を成形させることができる。
【0018】
更に、請求項4に示すように、請求項2に記載の金型内塗装用金型を用いた請求項3に記載の金型内塗装方法であって、
前記第1塗装膜形成工程後、前記2次成形品及び前記1次成形体が保持された前記共通金型と前記第3金型とを型開きさせて、金型交換手段により前記共通金型に対向する金型が、前記第3金型から前記第4金型に切り替えられる第3金型交換工程と、
前記第2隙間に前記第2塗料注入機から前記第2塗料を注入させる第2塗料注入工程と、
前記第2塗料注入工程後、前記第2塗料の硬化時間が経過するまで前記共通金型と前記第4金型との型締め状態を保持させて、前記2次成形体の意匠面の少なくとも1部及び前記アンダーカット形状部に、前記第2塗料からなる第2塗装膜を形成させる第2塗装膜形成工程と、
前記第2塗装膜形成工程後、前記1次成形体及び前記2次成形体が保持された前記共通金型と前記第4金型とを型開きさせて、前記2次成形体が前記樹脂成形品として取り出される製品取出工程と、
からなることを特徴とする金型内塗装方法であっても良い。
【0019】
第1塗装膜形成工程完了時には、1次成形体及び2次成形体の冷却固化収縮がある程度進行しているため、第3金型の場合のように、1次成形体及び2次成形体の冷却固化収縮による、第2隙間に連続するアンダーカット形状部に沿った新たな隙間はほとんど形成されないか、形成されたとしても塗料を注入させるには不十分な場合が多い。そのため、この第4金型は、1次成形体を型開閉方向に圧縮させることにより、第2隙間に連続するアンダーカット形状部に沿った第2’隙間を強制的に形成させる。また、第4金型には1次成形体には密着しない第2塗料を注入させる第2塗料注入機が配置されているので、第2隙間に第2塗料を注入させると、第2隙間に連続するアンダーカット形状部に沿った第2’隙間にも第2塗料を注入させることができ、意匠面端部の意匠面に連続するアンダーカット形状部が塗装される。第2塗料は1次成形体には密着しないので、2次成形体及び第1塗装膜には密着するが、1次成形体の一部には密着しない。このように、2次成形体の意匠面の少なくとも一部及び意匠面端部のアンダーカット形状部に第2塗装膜を形成させた樹脂成形品を成形させることができる。
【発明の効果】
【0020】
本発明に係る金型内塗装用金型は、意匠面端部の少なくとも一部にアンダーカット形状部を有する樹脂成形品を成形する金型内塗装用金型であって、
前記樹脂成形品の非意匠面側のキャビティを有する共通金型と、
前記共通金型と組み合わされて第1キャビティが形成される第1金型と、
前記第1キャビティに第1樹脂を射出充填させて成形される1次成形体と、
前記樹脂成形品の意匠面側のキャビティを有するとともに、前記1次成形体が保持された前記共通金型と組み合わされて形成される第2キャビティに、前記1次成形体と溶着しない第2樹脂を射出充填させて成形される2次成形体の前記1次成形体と当接する部分において前記アンダーカット形状部を成形させる第2金型と、
前記1次成形体及び前記2次成形体が保持された前記共通金型と組み合わされて、前記2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第1隙間が形成される第3金型と、
前記第3金型に配置され、前記1次成形体には密着しない第1塗料を注入させる第1塗料注入機と、
を備えているため、樹脂成形品(2次成形体)の意匠面の少なくとも一部、及び、意匠面端部のアンダーカット形状部に第1塗料からなる第1塗装膜を形成させることができ、意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品であっても、該アンダーカット形状部が塗装される。
【0021】
また、本発明に係る金型内塗装用金型は、前記1次成形体及び前記2次成形体が保持された前記共通金型と組み合わされて、前記2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第2隙間が形成されるとともに、前記1次成形体を型開閉方向に圧縮させて、前記アンダーカット形状部に塗料を注入させるための前記第2隙間に連続する第2’隙間を形成させる第4金型と、
前記第4金型に配置され、前記1次成形体には密着しない第2塗料を注入させる第2塗料注入機と、
を備えているため、第1塗装膜の形成と同様に、樹脂成形品(2次成形体)の意匠面の少なくとも一部、及び、意匠面端部のアンダーカット形状部に第2塗料からなる第2塗装膜を形成させることができ、意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品であっても、該アンダーカット形状部が塗装される。
【図面の簡単な説明】
【0022】
【図1】本発明の実施例1に係る、意匠面端部に塗装されるアンダーカット形状部を有する樹脂成形品を示す図である。
【図2】本発明の実施例1に係る成形工程の前半を示す金型内塗装用金型の概略部分断面図である。
【図3】本発明の実施例1に係る成形工程の後半を示す金型内塗装用金型の概略部分断面図である。
【図4】本発明の実施例2に係る成形工程を示す金型内塗装用金型の概略部分断面図である。
【発明を実施するための形態】
【0023】
以下、本発明を実施するための形態について、添付図面を参照しながら詳細に説明する。
【実施例1】
【0024】
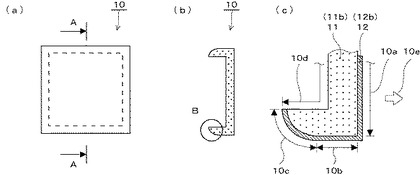
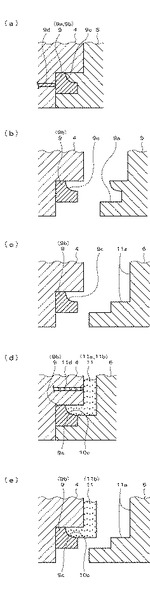
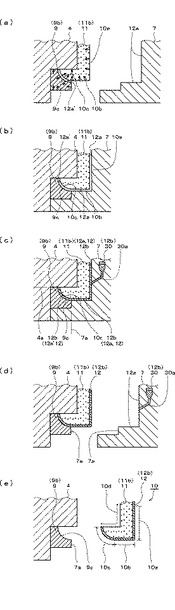
図1、図2及び図3を参照しながら本発明の実施例1を説明する。図1は本発明の実施例1に係る、塗装される意匠面端部にアンダーカット形状部を有する樹脂成形品を示す図である。図1(a)が正面図、図1(b)が図1(a)のA−A矢視における縦断面図、図1(c)が図1(b)のB部拡大図である。図2は本発明の実施例1に係る成形工程の前半を示す金型内塗装用金型の概略部分断面図である。図2(a)が第1成形工程、図2(b)が第1成形工程後の型開き状態、図2(c)が第1金型交換工程、図2(d)が第2成形工程、図2(e)が第2成形工程後の型開き状態を示す。図3は本発明の実施例1に係る成形工程の後半を示す金型内塗装用金型の概略部分断面図である。図3(a)が第2金型交換工程、図3(b)が第1塗料注入工程前の型閉じ状態、図3(c)が第1塗料注入工程、図3(d)が第1塗装膜形成工程後の型開き状態、図3(e)が製品取出工程を示す。
【0025】
最初に、図1を参照しながら、本発明の実施例1に係る、意匠面端部にアンダーカット形状部を有する樹脂成形品を説明する。図1に示すように、本発明の実施例1に係る樹脂成形品10は、四角形の平板部10aを有し、平板部10aの全周に連続する立ち上がり部10bが、平板部10aに直交するように形成されるとともに、立ち上がり部10bの端部全周が、樹脂成形品10の非意匠面10dに至るまで凸状の円弧を描くようにアンダーカット形状部10cとして形成されている。そして、これらを形成する、第2樹脂11bから成る2次成形体11において、非意匠面10d以外の意匠面、すなわち、平板部10a、立ち上がり部10b及びアンダーカット形状部10cに第1塗料12bから成る第1塗装膜12を形成させたものである。ここで、アンダーカット形状部とは、先に説明したように、製品取出方向に対し、製品取出方向と略直交する方向に拡大する傾斜面を有する形状である。すなわち、平板部10aに直交する方向(立ち上がり部10bに平行)で2次成形体11の平板部10a側が矢印10eで示される製品取出方向であり、製品取出方向と略直交する方向に拡大する傾斜面がアンダーカット形状部10cとなる。
【0026】
次に、図2及び図3を参照しながら、本発明の実施例1に係る成形工程を説明する。図2及び図3は成形工程の理解を容易にするために、図1(c)で示される樹脂成形品10の一部分を成形する金型部分について、成形工程を順に図示したものである。図2(a)は共通金型4と第1金型5とが組み合わされて形成される第1キャビティ9aに図示しない第1射出ユニットから第1樹脂用ゲート9dを介して第1樹脂9bが射出充填され1次成形体9が成形される第1成形工程を示す。1次成形体9の一部9cは、第2金型6と組み合わされて2次成形体11のアンダーカット形状部10cを形成するキャビティとなる。
【0027】
次に、第1成形工程後、第1キャビティ9a内の1次成形体9の冷却固化時間経過後、図2(b)に示すように、1次成形体9が保持された共通金型4から図示しない型締装置により第1金型5が型開きされる。その後、図示しない型締装置に配置された図示しない金型移動手段により、図2(c)に示すように、共通金型4と対向する位置の第1金型5に代えて、第2金型6が共通金型4と対向する位置に相対的に移動される第1金型交換工程が行われる。ここで、図示しない型締装置に取り付けられた図示しない金型移動手段は、射出成形機の固定盤及び可動盤のいずれか一方に配置されたダイスライドインジェクション(DSI)方式やダイロータリインジェクション(DRI)方式の金型移動手段、あるいは、固定盤と可動盤との間で複数の金型を型開閉方向と垂直な方向に回転させ、型開閉方向に移動させる回転盤方式の金型移動手段等、公知の金型移動手段が採用されれば良い。また、1次成形体9が保持された共通金型4に対して第1金型5及び第2金型6が移動されても、第1金型5及び第2金型6に対して1次成形体9が保持された共通金型4が移動されても良く、共通金型4と第1金型5及び第2金型6との組み合わせが相対的に切り替えられれば、それぞれの金型の取付位置やその移動方法に制約はない。
【0028】
第1金型交換工程後、図2(d)に示すように、共通金型4と共通金型4に保持された1次成形体9と第2金型6とが組み合わされて形成される第2キャビティ11aに、図示しない第2射出ユニットから第2樹脂用ゲート11dを介して第2樹脂11bが射出充填され2次成形体11が成形される2次成形工程が行われる。ここで、1次成形体の一部9cが2次成形体11のアンダーカット形状部10cを形成するキャビティとなっており、1次成形体9の一部9cと当接する部分において2次成形体11のアンダーカット形状部10cが成形されることは先に説明したとおりである。また、樹脂成形品10(2次成形体11)の基材である第2樹脂11bは、第1樹脂9bを基材とする1次成形体9には溶着せず、1次成形体9の一部9cを2次成形体11のアンダーカット形状部10cを形成するキャビティとして機能させることができることも先に説明したとおりである。1次成形体9及び2次成形体11の溶着しない具体的な組み合わせとしては、1次成形体9の基材となる第1樹脂9bがポリプロピレン、2次成形体11の基材となる第2樹脂11bがABSの組み合わせ等が挙げられる。
【0029】
次に、2次成形工程後、第2キャビティ11a内の2次成形体11の冷却固化時間経過後、図2(e)に示すように、1次成形体9及び2次成形体11が保持された共通金型4から図示しない型締装置により第2金型6が型開きされる。その後、図示しない金型移動手段により、図3(a)に示すように、共通金型4と対向する位置の第2金型6に代えて、第3金型7が共通金型4と対向する位置に相対的に移動される第2金型交換工程が行われる。ここで、第1成形工程から第2金型交換工程に至る工程において、1次成形体9及び2次成形体11の冷却固化収縮は進行中であり、共に図3(a)に示す各成形体の断面の中央部方向に、且つ、全体として共通金型4に抱き付くように同図中に矢印で示すように収縮する。そのため、当接する1次成形体9の一部9cと2次成形体11のアンダーカット形状部10cとは互いに離間する方向に収縮し、また、1次成形体9(第1樹脂9b)と2次成形体11(第2樹脂11b)とは溶着しないため、アンダーカット形状部10cに沿うように第1’隙間12a’が形成される。
【0030】
第2金型交換工程後、図3(b)に示すように、共通金型4と共通金型4に保持された1次成形体9及び2次成形体11と第3金型7とが組み合わされ、2次成形体11の意匠面、すなわち、平板部10a及び立ち上がり部10bの少なくとも一部と第3金型7との間に塗料を注入させるための第1隙間12aが形成される。第1隙間12aは、1次成形体9及び2次成形体11の冷却固化収縮代を考慮して、2次成形体11の平板部10a及び立ち上がり部10bに適切な厚みの第1塗装膜12が形成されるように、且つ、先に形成された第1’隙間12a’と連続するように形成されるべきことは言うまでもない。また、後述する第1塗料注入工程において、第1隙間12a及び第1’隙間12a’に注入させた第1塗料12bが漏れ出すことを防止できる程度の圧縮力を、1次成形体9と第3金型7との型開閉方向に略直交する接触面7aに生じさせた状態で型締めされるように共通金型4と第3金型7との型合わせが設計される。
【0031】
共通金型4と第3金型7との型合わせ後、所定の型締め力が付与された状態で図3(c)に示すように第1塗料注入工程が行われる。第3金型7には塗装膜形成用金型として第1塗料注入機30が配置されており、塗料管路30aを介して第1隙間12aに所定量の第1塗料12bを所定圧力で注入させることができる。この第1塗料12bは、1次成形体9には密着せず、2次成形体11の基材樹脂となる第2樹脂11bとの密着性に優れた熱硬化性塗料が採用されることが一般的であるが、条件を満たせば、他の塗料や硬化後に塗料以外の被覆機能を有する被覆剤であっても良い。当接する1次成形体9の一部9cと2次成形体11のアンダーカット形状部10cとの間に形成された第1’隙間12a’には連続する第1隙間12aを介して第1塗料12bを注入させる。ここで1次成形体9と第3金型7との型開閉方向に略直交する接触面7aには、先に説明したように、型締め力により所定の圧縮力を生じさせているため、接触面7dから第1塗料12bが金型外に漏れ出すことを防止できる。また、1次成形体9は全体として共通金型4に抱き付くように冷却固化収縮するため、1次成形体9と共通金型4との型開閉方向に平行な接触面4aはその冷却固化収縮力によりシールされ、接触面4aから第1塗料12bが金型外に漏れ出すことを防止できる。接触面4a及び接触面7aがシールされれば他の接触面から第1塗料12bが金型外に漏れ出すことはない。
【0032】
第1塗料注入工程後、図3(c)の状態のまま第1塗料12bが硬化して第1塗装膜12が形成されるまで、所定の型締め力を維持させる第1塗装膜形成工程が行われる。第1塗装膜形成工程後、図3(d)に示すように、1次成形体9及び2次成形体11が保持された共通金型4から図示しない型締装置により第3金型7が型開きされる。その後、図3(e)に示すように、1次成形体9が共通金型4に保持されたまま、意匠面の平板部10a及び立ち上がり部10bの少なくとも一部とアンダーカット形状部10cに第1塗装膜12が形成された2次成形体11、すなわち樹脂成形品10のみが図示しない製品取出手段により金型外に搬送される製品取出工程が行われる。1次成形体9は成形サイクル毎に樹脂成形品10と一体で、あるいは樹脂成形品10の取り出し後に、共通金型4から取り出されても良いが、樹脂成形品10が製品品質や製品基準を満たすことを前提に、共通金型4に保持させたまま、2次成形体11のアンダーカット形状部10cを成形するためのキャビティとして継続して使用されることが好ましい。先に説明したように、当接する1次成形体9の一部9cと第1塗装膜12が形成された2次成形体11のアンダーカット形状部10cとは密着しないため、いずれの製品取出工程においても、1次成形体9と2次成形体11との分離は容易である。
【0033】
このように、図2(a)から図3(e)までの工程を繰り返すことにより、2次成形体11の意匠面の少なくとも一部及び意匠面端部のアンダーカット形状部10cに第1塗装膜12を形成させた樹脂成形品10を成形させることができる。2次成形体11の意匠面端部のアンダーカット形状部10cには、1次成形体9及び2次成形体11の冷却固化収縮により第1塗装膜12を形成させるが、それ以外の意匠面のどの範囲に第1塗装膜12を形成させるかは、第1隙間12aを形成させる第3金型7の設計により部分的、あるいは全面への形成、更には全く形成させない等が選択可能である。また、1次成形体9が2次成形体11のアンダーカット形状部10cを成形するためのキャビティとして継続して使用されれば、図2(d)から図3(e)までの工程を繰り返せば良く、成形サイクルタイムの短縮と1次成形体9の基材である第1樹脂9bの使用量削減が期待できる。
【実施例2】
【0034】
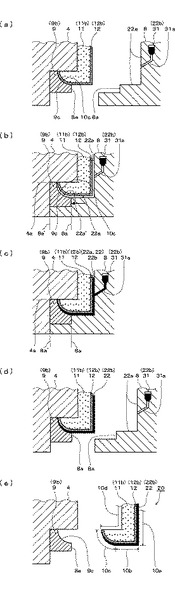
図4を参照しながら本発明の実施例2を説明する。図4は本発明の実施例2に係る成形工程を示す金型内塗装用金型の概略部分断面図である。図4(a)が第3金型交換工程、図4(b)が第2塗料注入工程前の型閉じ状態、図4(c)が第2塗料注入工程、図4(d)が第2塗装膜形成工程後の型開き状態、図4(e)が製品取出工程を示す。また、図中の符号については、基本的に実施例1と同じ構成部材には実施例1と同じ符号を付している。
【0035】
実施例2は、実施例1で2次成形体11の意匠面の少なくとも一部及び意匠面端部のアンダーカット形状部に第1塗装膜を形成させた樹脂成形品に対して、更に別の塗装膜形成用金型である第4金型を使用して、2次成形体11の意匠面の少なくとも一部及び意匠面端部のアンダーカット形状部に、別の第2塗装膜を形成させるものである。よって実施例2においては、新たに使用される第4金型と、実施例1の図3(d)以降に行われる新たな成形工程のみ説明するものとする。また、図4も図2及び図3と同様に、成形工程の理解を容易にするために、図1(c)で示される樹脂成形品10の一部分を成形する金型部分について、成形工程を順に図示するものとする。
【0036】
図3(d)に示す、第1塗装膜形成工程後の型開き後、図4(a)に示すように、共通金型4と対向する位置の第3金型7に代えて、第4金型8が共通金型4と対向する位置に相対的に移動される第3金型交換工程が行われる。実施例1と同様に、金型移動手段は公知の手段が採用されれば良く、また、1次成形体9及び2次成形体11が保持された共通金型4に対して第3金型7及び第4金型8が移動されても、第3金型7及び第4金型8に対して1次成形体9及び2次成形体11が保持された共通金型4が移動されても良く、共通金型4と、第3金型7及び第4金型8との組み合わせが相対的に切り替えられればそれぞれの金型の取付位置やその移動方法に制約はない。
【0037】
実施例1との相違点は、第1塗装膜形成工程完了時には、1次成形体9及び2次成形体11の冷却固化収縮がある程度進行しているため、実施例1の図3(a)に示すような、第1隙間12aに連続するアンダーカット形状部10cに沿った新たな隙間はほとんど形成されないか、形成されたとしても塗料を注入させるには不十分な場合が多い点である。
【0038】
そのため、第3金型交換工程後、図4(b)に示すように、共通金型4と共通金型4に保持された1次成形体9及び2次成形体11と第4金型8とが組み合わされるとき、1次成形体9と第4金型8との型開閉方向に略直交する接触面8aにおいて、1次成形体9を図中の矢印で示した型開閉方向に圧縮させるように型合わせさせる。1次成形体9の一部9cと2次成形体11のアンダーカット形状部10cに形成された第1塗装膜12とは密着しないため、この圧縮により、型開閉方向に圧縮された1次成形体9の一部9cと2次成形体11のアンダーカット形状部10cに形成された第1塗装膜12と間に新たな第2’隙間22a’を強制的に形成させる。ここで、第4金型8により、2次成形体11の意匠面、すなわち、平板部10a及び立ち上がり部10bの少なくとも一部と第4金型8との間に塗料を注入させるための第2隙間22aが形成され、その第2隙間22aが強制的に形成された第2’隙間22a’と連続することは言うまでもない。
【0039】
後述する第2塗料注入工程において、第2隙間22a及び第2’隙間22a’に注入させた第2塗料22bは、1次成形体9と第4金型8との型開閉方向に略直交する接触面8aにおいては、先に説明した1次成形体9の型開閉方向の圧縮によりシールされ、金型外に漏れ出すことを防止できる。また、1次成形体9と共通金型4との型開閉方向に平行な接触面4aにおいては、その冷却固化収縮力によるシールが維持され、接触面4aから第2塗料22bが金型外に漏れ出すことを防止できる。また、1次成形体9は、1次成形体9と第4金型8との型開閉方向に略直交する接触面8aにおいてのみ圧縮されるため、1次成形体9をその型開閉方向に直交する面において均一に圧縮させることは困難である。そのため、第2’隙間22a’は、第4金型8に近い程広く、共通金型4に近いほど狭くならざるを得ない。しかしながら、塗料を注入させる隙間は数十μm(マイクロメータ)前後あれば良く、1次成形体9の型開閉方向の圧縮がその型開閉方向に直交する面において不均一であっても、塗料がシールされる1次成形体9と第4金型8との接触面8aまで第2塗料22bを注入させることができる。
【0040】
1次成形体9の型開閉方向の圧縮量は、1次成形体9をキャビティとして継続して使用されることを考慮すれば、その弾性変形域に留まる圧縮量であることが好ましく、1次成形体9の樹脂種類、断面形状、第2塗料22の注入圧力等を考慮して適宜決定されるべきである。第2塗料注入工程における型締め力は、共通金型4と第4金型8との接触面8a’において支持されることが好ましいが、1次成形体9の圧縮量が弾性変形域に留まり、且つ、1次成形体9が第2塗料22bの注入圧力に適応する型締め力に対抗できる剛性を有していれば、型締め力が付与された状態で、接触面8a’に所定量の隙間が生じる型合わせでも良い。
【0041】
共通金型4と第4金型8との型合わせ後、所定の型締め力が付与された状態で図4(c)に示すように第2塗料注入工程が行われる。第4金型8には塗装膜形成用金型として第2塗料注入機31が配置されており、塗料管路31aを介して第2隙間22aに所定量の第2塗料22bを所定圧力で注入させることができる。この第2塗料22bも、1次成形体9には密着せず、2次成形体11の基材樹脂となる第2樹脂11b及び第1塗装膜12(第1塗料12b)との密着性に優れた熱硬化性塗料が採用されることが一般的であるが、条件を満たせば、他の塗料や硬化後に塗料以外の被覆機能を有する被覆剤であっても良い。強制的に形成させた第2’隙間22a’には連続する第2隙間22aを介して第2塗料22bを注入させる。先に説明したように、1次成形体9と第4金型8との型開閉方向に略直交する接触面8a及び1次成形体9と共通金型4との型開閉方向に平行な接触面4aはシールされ、これらの接触面から第2塗料22bが金型外に漏れ出すことを防止できる。接触面4a及び接触面8aがシールされれば他の接触面から第2塗料22bが金型外に漏れ出すことはない。
【0042】
第2塗料注入工程後、図4(c)の状態のまま第2塗料22bが硬化して第2塗装膜22が形成されるまで、所定の型締め力を維持させる第2塗装膜形成工程が行われる。第2塗装膜形成工程の完了後、図4(d)に示すように、1次成形体9及び2次成形体11が保持された共通金型4から図示しない型締装置により第4金型8が型開きされる。その後、図4(e)に示すように、1次成形体9が共通金型4に保持されたまま、意匠面の平板部10a及び立ち上がり部10bの少なくとも一部とアンダーカット形状部10cとに第2塗装膜22が形成された2次成形体11、すなわち樹脂成形品20のみが図示しない製品取出手段により金型外に搬送される製品取出工程が行われる。
【0043】
このように、図4(a)から図4(e)までの工程により、2次成形体11の意匠面の少なくとも一部及び意匠面端部のアンダーカット形状部10cに第2塗装膜22を形成させた樹脂成形品20を成形させることができる。アンダーカット形状部10c以外の意匠面のどの範囲に第2塗装膜22を形成させるかは、実施例1と同様に、第2隙間22aを形成させる第4金型8の設計により部分的、あるいは全面への形成、更には全く形成させない等が選択可能である。また、1次成形体9が2次成形体11のアンダーカット形状部10cを成形するためのキャビティとして継続して使用されることが好ましいことは言うまでもない。また、実施例1において、2次成形体11の意匠面に形成させた有色の第1塗装膜12の表面に、実施例2において無色の第2塗装膜22を形成させれば、近年、家電製品等に多く採用される、高光沢を有する塗装膜を意匠面の任意の範囲に形成させた樹脂成形品を本発明の金型内塗装用金型及び金型内塗装方法により成形させることができる。
【0044】
本発明は、上記の実施の形態に限定されることなく色々な形で実施できる。例えば、実施例1において、塗料を注入させるための2次成形体のアンダーカット形状部に沿った隙間を1次成形体及び2次成形体の冷却固化収縮により形成されるものとしたが、これにより十分な隙間が形成されない場合があれば、実施例2の第4金型のように、第3金型により1次成形体を型開閉方向に圧縮させて、強制的に必要な隙間を形成させても良い。逆に、実施例2において、第4金型により1次成形体を型開閉方向に圧縮させて、同隙間を強制的に形成させるものとしたが、第2塗料注入工程時点において、まだ塗料を注入させる十分な隙間が形成されるような成形形状や成形条件であれば、第4金型により1次成形体を型開閉方向に圧縮させて、同隙間を強制的に形成させる必要はない。また、第1塗料注入工程完了時には、1次成形体及び2次成形体の冷却固化収縮がある程度進行しているため、アンダーカット形状部に沿った新たな隙間はほとんど形成されないか、形成されたとしても塗料を注入させるには不十分な場合が多いことは先に説明したとおりであるが、第4金型により1次成形体を型開閉方向に圧縮させるアンダーカット形状部を選択すれば、アンダーカット形状部のどの範囲に第2塗装膜を形成させるかどうかの選択が可能である。
【符号の説明】
【0045】
4 共通金型
5 第1金型
6 第2金型
7 第3金型
8 第4金型
9 1次成形体
9a 第1キャビティ
9b 第1樹脂
9c 1次成形体の一部
10 樹脂成形品
10c アンダーカット形状部
10d 非意匠面
11 2次成形体
11a 第2キャビティ
11b 第2樹脂
12 第1塗装膜
12a 第1隙間
12a’ 第1’隙間
12b 第1塗料
20 樹脂成形品
22 第2塗装膜
22a 第2隙間
22a’ 第2’隙間
22b 第2塗料
30 第1塗料注入機
31 第2塗料注入機
【技術分野】
【0001】
本発明は、金型内で樹脂成形品を成形した後、樹脂成形品を金型から取り出さないまま塗料等によって樹脂成形品の表面を塗装する金型内塗装用金型及び金型内塗装方法に関する。
【背景技術】
【0002】
樹脂成形品の装飾性を高める方法として、表面に塗料を塗布する塗装法による加飾が多く用いられている。従来から行われている塗装法は、金型内で射出成形した樹脂成形品を金型から取り出した後、スプレー法や浸漬法等により、樹脂成形品の表面に塗料を塗布することが一般的であり、塗布された塗料はその後、乾燥・硬化することによって、強固な塗装膜となり樹脂成形品の表面を被覆し、表面を加飾するとともに保護する。
【0003】
近年においては前記塗装方法の工程の簡略化を目的とし、樹脂成形品の成形と塗料による被覆とを同一の金型内で行う金型内塗装方法(型内被覆成形方法ともいう。いわゆるインモールドコーティング。)が提案されている。この一般的な方法では、樹脂成形品を金型内で射出成形した後、金型を少し開いた(微小型開き)状態にさせることにより、金型内において樹脂成形品と金型キャビティ面との間に隙間を生じさせる。そして、該隙間に塗料注入機を使用して塗料を注入させた後、金型を再度型締めさせることによって樹脂成形品の表面に塗料を均一に拡張させ、その後硬化させて被覆が行われる。また、成形した樹脂成形品を非意匠面側の金型に保持させた状態で型開きさせ、様々な金型交換手段により、非意匠面側の金型と対向する位置に塗装膜形成用金型を移動させ、非意匠面側の金型と塗装膜形成用金型とを型締めさせ、樹脂成形品の意匠面と塗装膜形成用金型の金型キャビティとの間に形成させた隙間に塗料を注入させた後、そのまま金型内で硬化させて被覆が行われる別の方法もある。
【0004】
前記金型内塗装方法によれば、樹脂成形品の成形と前記被覆とが同一の金型内あるいは同一の成形サイクル内で行われるため、工程の省略化によるコストダウンが可能である。また、それと同時に、空中に浮遊している塵が硬化する前の塗装膜に付着して不良となるといったことがほとんどなくなり、高い品質の製品を得ることができる。そのため、特に、外観に対して高い品質が要求される自動車部品等に、前記金型内塗装方法の利用が検討されている。しかしながら、意匠面端部にアンダーカット形状部を有する樹脂成形品を金型内塗装用金型及び金型内塗装方法で成形・塗装する場合に、以下の問題点があった。
【0005】
アンダーカット形状部とは、樹脂成形品の金型からの製品取出方向(型開き方向)に略直交するように、金型の型開閉方向の中心軸側に向かって引き込まれている凹部(金型においては凸部)を有し、そのまま、樹脂成形品を製品取出方向に引き抜くことができない形状、あるいは、製品取出方向に対し、製品取出方向と略直交する方向に拡大する傾斜面を有する形状である。ここで、本発明で課題とするのは、後者のアンダーカット形状部であり、前者のアンダーカット形状部ではない。先に説明した一般的な方法で使用される金型内塗装用金型においては、金型を微小型開きした際に、注入された塗料が漏れないように、固定金型と可動金型との間に、特許文献1の図5に示すような、金型の型開閉方向Aに擦り合わされる合わせ面Sが設けられる必要がある。しかしながら、樹脂成形品の端部に特許文献1の図7に示すような後者形状のアンダーカット形状部である傾斜面93bを有する場合、合わせ面Sを設けると、傾斜面93bと合わせ面Sとの間に先鋭な型部95bが生じ、十分な強度が保持できず破損する可能性があって現実的でない。一方、このような強度不足を解消するために、特許文献1の図8に示すような、アンダーカット形状部をなくした樹脂成形品を成形・塗装した後、余剰部Rを除去する方法もあるが、この面取り工程により工数が増大する上、面取り部の外観も悪化してしまう。
【0006】
この問題点を解決するため、特許文献1には、金型キャビティが、アンダーカット形状部と意匠面との境界部に、その一端が該境界部に連通するともに、型開閉方向に直交する方向に延出して他端が合わせ面に連通する補助キャビティを有する金型内塗装方法及び金型内塗装用金型が開示されている。この方法と金型では、金型を微小型開きさせて形成された隙間に注入させた塗料が、意匠面だけでなく、該意匠面にその一端が連通する補助キャビティに形成された補助成形部表面にも塗装膜が形成されるが、注入させた塗料は補助キャビティに連通する合わせ面において遮断されるため、塗料が金型外へと流れ出すことが防止される。そして、樹脂成形品を金型外へ取り出した後、樹脂成形品に連続して形成された補助成形部を塗装膜ごと除去すれば、意匠面端部まで塗装された樹脂成形品を得ることができる。補助成形部は比較的肉薄で成形されるので、その除去に要する工程は特許文献1の図8に示された余剰部Rの除去に要する工程に比べて十分に小さいとされている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−264066号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1に記載の金型内塗装方法及び金型内塗装用金型では、意匠面端部まで塗装されるものの、補助成形部の除去面、及び、アンダーカット形状となる非意匠面の傾斜面93bは塗装されない。そのため、このようなアンダーカット形状となる非意匠面の傾斜面93bも意匠面であるような、意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品において、意匠面であるアンダーカット形状部が塗装されないという問題がある。
【0009】
また、別の方法で使用される金型内塗装用金型においては、樹脂成形品の意匠面を成形する成形用金型に代えて、意匠面との間に塗料を注入させる隙間を形成させる塗装膜形成用金型を使用するため、意匠面端部に意匠面に連続する後者形状のアンダーカット形状部がある場合、アンダーカット形状部との間に同隙間を形成させることは現実的に困難である。可動中子等の可動部によりアンダーカット形状部との間に隙間を形成させるようにしても、隙間に注入される塗料が可動部の摺動部分に浸入するため、可動部の作動トラブルの要因となる上、金型費用やメンテナンス費用が増大するため、このような構造の採用は現実的ではない。
【0010】
本発明は、上記したような問題点を鑑みてなされたもので、具体的には、意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品であっても、該アンダーカット形状部が塗装される金型内塗装用金型及び金型内塗装方法を提供することを目的としている。
【課題を解決するための手段】
【0011】
本発明の上記目的は、請求項1に示すように、意匠面端部の少なくとも一部にアンダーカット形状部を有する樹脂成形品を成形する金型内塗装用金型であって、
前記樹脂成形品の非意匠面側のキャビティを有する共通金型と、
前記共通金型と組み合わされて第1キャビティが形成される第1金型と、
前記第1キャビティに第1樹脂を射出充填させて成形される1次成形体と、
前記樹脂成形品の意匠面側のキャビティを有するとともに、前記1次成形体が保持された前記共通金型と組み合わされて形成される第2キャビティに、前記1次成形体と溶着しない第2樹脂を射出充填させて成形される2次成形体の前記1次成形体と当接する部分において前記アンダーカット形状部を成形させる第2金型と、
前記1次成形体及び前記2次成形体が保持された前記共通金型と組み合わされて、前記2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第1隙間が形成される第3金型と、
前記第3金型に配置され、前記1次成形体には密着しない第1塗料を注入させる第1塗料注入機と、
を備えたことを特徴とする金型内塗装用金型によって達成される。
【0012】
すなわち、まず、共通金型と第1金型とが組み合わされて形成される第1キャビティに第1樹脂を射出充填させて1次成形体を成形させ、樹脂成形品の意匠面端部のアンダーカット形状部が形成されるキャビティを、金型キャビティではなくその1次成形体の一部として形成させる。その1次成形体が保持された共通金型と第2金型とが組み合わされて形成される第2キャビティを、樹脂成形品となる2次成形体の成形用キャビティとし、その第2キャビティに第2樹脂を射出充填させて成形される2次成形体の1次成形体と当接する部分においてアンダーカット形状部を成形させることにより、2次成形体が意匠面端部の少なくとも一部にアンダーカット形状部を有する樹脂成形品として成形される。樹脂成形品(2次成形体)の基材である第2樹脂は、第1樹脂を基材とする1次成形体には溶着しないため、当接する1次成形体の一部と2次成形体のアンダーカット形状部とは溶着せず、1次成形体の一部を第2キャビティの一部として機能させることができる。
【0013】
次に、それら1次成形体及び2次成形体が保持された共通金型と、塗装膜形成用金型である第3金型とが組み合わされることにより、アンダーカット形状部を除く2次成形体の意匠面と第3金型との間の少なくとも一部に塗料を注入させるための第1隙間を形成させることができる。ここで、後述するように、1次成形体及び2次成形体の冷却固化収縮により、当接する1次成形体の一部と2次成形体のアンダーカット形状部とは互いに溶着せず、離間する方向に収縮するため、第1隙間に連続するようにアンダーカット形状部に沿った隙間が形成される。第3金型には1次成形体には密着しない第1塗料を注入させる第1塗料注入機が配置されているので、第1隙間に第1塗料を注入させると、第1隙間に連続するアンダーカット形状部に沿った隙間にも第1塗料を注入させることができ、意匠面端部の意匠面に連続するアンダーカット形状部が塗装される。
【0014】
第3金型以外に、請求項2に示すように、前記1次成形体及び前記2次成形体が保持された前記共通金型と組み合わされて、前記2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第2隙間が形成されるとともに、前記1次成形体を型開閉方向に圧縮させて、前記アンダーカット形状部に塗料を注入させるための前記第2隙間に連続する第2’隙間を形成させる第4金型と、
前記第4金型に配置され、前記1次成形体には密着しない第2塗料を注入させる第2塗料注入機と、
を備えたことを特徴とする請求項1に記載の金型内塗装用金型であっても良い。
【0015】
後述するように、請求項1に記載した金型内塗装用金型用いた請求項3に記載した金型内塗装方法により、意匠面の少なくとも一部及びアンダーカット形状部に、第1塗料からなる第1塗装膜が形成された2次成形体を成形させることができる。ここで、1次成形体及び2次成形体が保持された共通金型に、更に、塗装膜形成用金型である第4金型が組み合わされれば、第1塗装膜形成と同様に、第1塗装膜の有無によらず、2次成形体の意匠面の少なくとも一部に塗料を注入させるための第2隙間を形成させることができる。しかしながら、1次成形体の一部と当接する、第1塗装膜が形成された2次成形体のアンダーカット形状部においては、1次成形体及び2次成形体の冷却固化収縮がある程度進行しているため、第3金型の場合のように、1次成形体及び2次成形体の冷却固化収縮による、第2隙間に連続するアンダーカット形状部に沿った新たな隙間はほとんど形成されないか、形成されたとしても塗料を注入させるには不十分な場合が多い。そのため、この第4金型は、1次成形体を型開閉方向に圧縮させることにより、第2隙間に連続するアンダーカット形状部に沿った第2’隙間を強制的に形成させる。また、第4金型には1次成形体には密着しない第2塗料を注入させる第2塗料注入機が配置されているので、第2隙間に第2塗料を注入させると、第2隙間に連続するアンダーカット形状部に沿った第2’隙間にも第2塗料を注入させることができ、意匠面端部の意匠面に連続するアンダーカット形状部が塗装される。
【0016】
このような金型内塗装用金型において、請求項3に示すように、請求項1に記載の金型内塗装用金型を用いた金型内塗装方法であって、
前記1次成形体が成形される第1成形工程と、
前記1次成形体が保持された前記共通金型と前記第1金型とを型開きさせて、金型交換手段により前記共通金型に対向する金型が、前記第1金型から前記第2金型に切り替えられる第1金型交換工程と、
前記2次成形体が成形される第2成形工程と、
前記1次成形体及び前記2次成形体が保持された前記共通金型と前記第2金型とを型開きさせて、金型交換手段により前記共通金型に対向する金型が、前記第2金型から前記第3金型に切り替えられる第2金型交換工程と、
前記第1隙間に前記第1塗料注入機から前記第1塗料を注入させる第1塗料注入工程と、
前記第1塗料注入工程後、前記第1塗料の硬化時間が経過するまで前記共通金型と前記第3金型との型締め状態を保持させて、前記2次成形体の意匠面の少なくとも1部及び前記アンダーカット形状部に、前記第1塗料からなる第1塗装膜を形成させる第1塗装膜形成工程と、
前記第1塗装膜形成工程後、前記1次成形体及び前記2次成形体が保持された前記共通金型と前記第3金型とを型開きさせて、前記2次成形体が前記樹脂成形品として取り出される製品取出工程と、
からなることを特徴とする金型内塗装方法が好ましい。
【0017】
第1成形工程から第2金型交換工程において、2次成形体の基材である第2樹脂は、第1樹脂を基材とする1次成形体には溶着しないため、後述するように、1次成形体及び2次成形体の冷却固化収縮により、当接する1次成形体の一部と2次成形体のアンダーカット形状部とは互いに溶着せず、離間する方向に収縮するため、第1隙間に連続するようにアンダーカット形状部に沿った隙間が形成される。また、第3金型には1次成形体には密着しない第1塗料を注入させる第1塗料注入機が配置されているので、第1隙間に第1塗料を注入させると、第1隙間に連続するアンダーカット形状部に沿った隙間にも第1塗料を注入させることができ、意匠面端部の意匠面に連続するアンダーカット形状部が塗装される。第1塗料は1次成形体には密着しないので、2次成形体には密着するが、当接する1次成形体の一部には密着しない。このように、2次成形体の意匠面の少なくとも一部及び意匠面端部のアンダーカット形状部に第1塗装膜を形成させた樹脂成形品を成形させることができる。
【0018】
更に、請求項4に示すように、請求項2に記載の金型内塗装用金型を用いた請求項3に記載の金型内塗装方法であって、
前記第1塗装膜形成工程後、前記2次成形品及び前記1次成形体が保持された前記共通金型と前記第3金型とを型開きさせて、金型交換手段により前記共通金型に対向する金型が、前記第3金型から前記第4金型に切り替えられる第3金型交換工程と、
前記第2隙間に前記第2塗料注入機から前記第2塗料を注入させる第2塗料注入工程と、
前記第2塗料注入工程後、前記第2塗料の硬化時間が経過するまで前記共通金型と前記第4金型との型締め状態を保持させて、前記2次成形体の意匠面の少なくとも1部及び前記アンダーカット形状部に、前記第2塗料からなる第2塗装膜を形成させる第2塗装膜形成工程と、
前記第2塗装膜形成工程後、前記1次成形体及び前記2次成形体が保持された前記共通金型と前記第4金型とを型開きさせて、前記2次成形体が前記樹脂成形品として取り出される製品取出工程と、
からなることを特徴とする金型内塗装方法であっても良い。
【0019】
第1塗装膜形成工程完了時には、1次成形体及び2次成形体の冷却固化収縮がある程度進行しているため、第3金型の場合のように、1次成形体及び2次成形体の冷却固化収縮による、第2隙間に連続するアンダーカット形状部に沿った新たな隙間はほとんど形成されないか、形成されたとしても塗料を注入させるには不十分な場合が多い。そのため、この第4金型は、1次成形体を型開閉方向に圧縮させることにより、第2隙間に連続するアンダーカット形状部に沿った第2’隙間を強制的に形成させる。また、第4金型には1次成形体には密着しない第2塗料を注入させる第2塗料注入機が配置されているので、第2隙間に第2塗料を注入させると、第2隙間に連続するアンダーカット形状部に沿った第2’隙間にも第2塗料を注入させることができ、意匠面端部の意匠面に連続するアンダーカット形状部が塗装される。第2塗料は1次成形体には密着しないので、2次成形体及び第1塗装膜には密着するが、1次成形体の一部には密着しない。このように、2次成形体の意匠面の少なくとも一部及び意匠面端部のアンダーカット形状部に第2塗装膜を形成させた樹脂成形品を成形させることができる。
【発明の効果】
【0020】
本発明に係る金型内塗装用金型は、意匠面端部の少なくとも一部にアンダーカット形状部を有する樹脂成形品を成形する金型内塗装用金型であって、
前記樹脂成形品の非意匠面側のキャビティを有する共通金型と、
前記共通金型と組み合わされて第1キャビティが形成される第1金型と、
前記第1キャビティに第1樹脂を射出充填させて成形される1次成形体と、
前記樹脂成形品の意匠面側のキャビティを有するとともに、前記1次成形体が保持された前記共通金型と組み合わされて形成される第2キャビティに、前記1次成形体と溶着しない第2樹脂を射出充填させて成形される2次成形体の前記1次成形体と当接する部分において前記アンダーカット形状部を成形させる第2金型と、
前記1次成形体及び前記2次成形体が保持された前記共通金型と組み合わされて、前記2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第1隙間が形成される第3金型と、
前記第3金型に配置され、前記1次成形体には密着しない第1塗料を注入させる第1塗料注入機と、
を備えているため、樹脂成形品(2次成形体)の意匠面の少なくとも一部、及び、意匠面端部のアンダーカット形状部に第1塗料からなる第1塗装膜を形成させることができ、意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品であっても、該アンダーカット形状部が塗装される。
【0021】
また、本発明に係る金型内塗装用金型は、前記1次成形体及び前記2次成形体が保持された前記共通金型と組み合わされて、前記2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第2隙間が形成されるとともに、前記1次成形体を型開閉方向に圧縮させて、前記アンダーカット形状部に塗料を注入させるための前記第2隙間に連続する第2’隙間を形成させる第4金型と、
前記第4金型に配置され、前記1次成形体には密着しない第2塗料を注入させる第2塗料注入機と、
を備えているため、第1塗装膜の形成と同様に、樹脂成形品(2次成形体)の意匠面の少なくとも一部、及び、意匠面端部のアンダーカット形状部に第2塗料からなる第2塗装膜を形成させることができ、意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品であっても、該アンダーカット形状部が塗装される。
【図面の簡単な説明】
【0022】
【図1】本発明の実施例1に係る、意匠面端部に塗装されるアンダーカット形状部を有する樹脂成形品を示す図である。
【図2】本発明の実施例1に係る成形工程の前半を示す金型内塗装用金型の概略部分断面図である。
【図3】本発明の実施例1に係る成形工程の後半を示す金型内塗装用金型の概略部分断面図である。
【図4】本発明の実施例2に係る成形工程を示す金型内塗装用金型の概略部分断面図である。
【発明を実施するための形態】
【0023】
以下、本発明を実施するための形態について、添付図面を参照しながら詳細に説明する。
【実施例1】
【0024】
図1、図2及び図3を参照しながら本発明の実施例1を説明する。図1は本発明の実施例1に係る、塗装される意匠面端部にアンダーカット形状部を有する樹脂成形品を示す図である。図1(a)が正面図、図1(b)が図1(a)のA−A矢視における縦断面図、図1(c)が図1(b)のB部拡大図である。図2は本発明の実施例1に係る成形工程の前半を示す金型内塗装用金型の概略部分断面図である。図2(a)が第1成形工程、図2(b)が第1成形工程後の型開き状態、図2(c)が第1金型交換工程、図2(d)が第2成形工程、図2(e)が第2成形工程後の型開き状態を示す。図3は本発明の実施例1に係る成形工程の後半を示す金型内塗装用金型の概略部分断面図である。図3(a)が第2金型交換工程、図3(b)が第1塗料注入工程前の型閉じ状態、図3(c)が第1塗料注入工程、図3(d)が第1塗装膜形成工程後の型開き状態、図3(e)が製品取出工程を示す。
【0025】
最初に、図1を参照しながら、本発明の実施例1に係る、意匠面端部にアンダーカット形状部を有する樹脂成形品を説明する。図1に示すように、本発明の実施例1に係る樹脂成形品10は、四角形の平板部10aを有し、平板部10aの全周に連続する立ち上がり部10bが、平板部10aに直交するように形成されるとともに、立ち上がり部10bの端部全周が、樹脂成形品10の非意匠面10dに至るまで凸状の円弧を描くようにアンダーカット形状部10cとして形成されている。そして、これらを形成する、第2樹脂11bから成る2次成形体11において、非意匠面10d以外の意匠面、すなわち、平板部10a、立ち上がり部10b及びアンダーカット形状部10cに第1塗料12bから成る第1塗装膜12を形成させたものである。ここで、アンダーカット形状部とは、先に説明したように、製品取出方向に対し、製品取出方向と略直交する方向に拡大する傾斜面を有する形状である。すなわち、平板部10aに直交する方向(立ち上がり部10bに平行)で2次成形体11の平板部10a側が矢印10eで示される製品取出方向であり、製品取出方向と略直交する方向に拡大する傾斜面がアンダーカット形状部10cとなる。
【0026】
次に、図2及び図3を参照しながら、本発明の実施例1に係る成形工程を説明する。図2及び図3は成形工程の理解を容易にするために、図1(c)で示される樹脂成形品10の一部分を成形する金型部分について、成形工程を順に図示したものである。図2(a)は共通金型4と第1金型5とが組み合わされて形成される第1キャビティ9aに図示しない第1射出ユニットから第1樹脂用ゲート9dを介して第1樹脂9bが射出充填され1次成形体9が成形される第1成形工程を示す。1次成形体9の一部9cは、第2金型6と組み合わされて2次成形体11のアンダーカット形状部10cを形成するキャビティとなる。
【0027】
次に、第1成形工程後、第1キャビティ9a内の1次成形体9の冷却固化時間経過後、図2(b)に示すように、1次成形体9が保持された共通金型4から図示しない型締装置により第1金型5が型開きされる。その後、図示しない型締装置に配置された図示しない金型移動手段により、図2(c)に示すように、共通金型4と対向する位置の第1金型5に代えて、第2金型6が共通金型4と対向する位置に相対的に移動される第1金型交換工程が行われる。ここで、図示しない型締装置に取り付けられた図示しない金型移動手段は、射出成形機の固定盤及び可動盤のいずれか一方に配置されたダイスライドインジェクション(DSI)方式やダイロータリインジェクション(DRI)方式の金型移動手段、あるいは、固定盤と可動盤との間で複数の金型を型開閉方向と垂直な方向に回転させ、型開閉方向に移動させる回転盤方式の金型移動手段等、公知の金型移動手段が採用されれば良い。また、1次成形体9が保持された共通金型4に対して第1金型5及び第2金型6が移動されても、第1金型5及び第2金型6に対して1次成形体9が保持された共通金型4が移動されても良く、共通金型4と第1金型5及び第2金型6との組み合わせが相対的に切り替えられれば、それぞれの金型の取付位置やその移動方法に制約はない。
【0028】
第1金型交換工程後、図2(d)に示すように、共通金型4と共通金型4に保持された1次成形体9と第2金型6とが組み合わされて形成される第2キャビティ11aに、図示しない第2射出ユニットから第2樹脂用ゲート11dを介して第2樹脂11bが射出充填され2次成形体11が成形される2次成形工程が行われる。ここで、1次成形体の一部9cが2次成形体11のアンダーカット形状部10cを形成するキャビティとなっており、1次成形体9の一部9cと当接する部分において2次成形体11のアンダーカット形状部10cが成形されることは先に説明したとおりである。また、樹脂成形品10(2次成形体11)の基材である第2樹脂11bは、第1樹脂9bを基材とする1次成形体9には溶着せず、1次成形体9の一部9cを2次成形体11のアンダーカット形状部10cを形成するキャビティとして機能させることができることも先に説明したとおりである。1次成形体9及び2次成形体11の溶着しない具体的な組み合わせとしては、1次成形体9の基材となる第1樹脂9bがポリプロピレン、2次成形体11の基材となる第2樹脂11bがABSの組み合わせ等が挙げられる。
【0029】
次に、2次成形工程後、第2キャビティ11a内の2次成形体11の冷却固化時間経過後、図2(e)に示すように、1次成形体9及び2次成形体11が保持された共通金型4から図示しない型締装置により第2金型6が型開きされる。その後、図示しない金型移動手段により、図3(a)に示すように、共通金型4と対向する位置の第2金型6に代えて、第3金型7が共通金型4と対向する位置に相対的に移動される第2金型交換工程が行われる。ここで、第1成形工程から第2金型交換工程に至る工程において、1次成形体9及び2次成形体11の冷却固化収縮は進行中であり、共に図3(a)に示す各成形体の断面の中央部方向に、且つ、全体として共通金型4に抱き付くように同図中に矢印で示すように収縮する。そのため、当接する1次成形体9の一部9cと2次成形体11のアンダーカット形状部10cとは互いに離間する方向に収縮し、また、1次成形体9(第1樹脂9b)と2次成形体11(第2樹脂11b)とは溶着しないため、アンダーカット形状部10cに沿うように第1’隙間12a’が形成される。
【0030】
第2金型交換工程後、図3(b)に示すように、共通金型4と共通金型4に保持された1次成形体9及び2次成形体11と第3金型7とが組み合わされ、2次成形体11の意匠面、すなわち、平板部10a及び立ち上がり部10bの少なくとも一部と第3金型7との間に塗料を注入させるための第1隙間12aが形成される。第1隙間12aは、1次成形体9及び2次成形体11の冷却固化収縮代を考慮して、2次成形体11の平板部10a及び立ち上がり部10bに適切な厚みの第1塗装膜12が形成されるように、且つ、先に形成された第1’隙間12a’と連続するように形成されるべきことは言うまでもない。また、後述する第1塗料注入工程において、第1隙間12a及び第1’隙間12a’に注入させた第1塗料12bが漏れ出すことを防止できる程度の圧縮力を、1次成形体9と第3金型7との型開閉方向に略直交する接触面7aに生じさせた状態で型締めされるように共通金型4と第3金型7との型合わせが設計される。
【0031】
共通金型4と第3金型7との型合わせ後、所定の型締め力が付与された状態で図3(c)に示すように第1塗料注入工程が行われる。第3金型7には塗装膜形成用金型として第1塗料注入機30が配置されており、塗料管路30aを介して第1隙間12aに所定量の第1塗料12bを所定圧力で注入させることができる。この第1塗料12bは、1次成形体9には密着せず、2次成形体11の基材樹脂となる第2樹脂11bとの密着性に優れた熱硬化性塗料が採用されることが一般的であるが、条件を満たせば、他の塗料や硬化後に塗料以外の被覆機能を有する被覆剤であっても良い。当接する1次成形体9の一部9cと2次成形体11のアンダーカット形状部10cとの間に形成された第1’隙間12a’には連続する第1隙間12aを介して第1塗料12bを注入させる。ここで1次成形体9と第3金型7との型開閉方向に略直交する接触面7aには、先に説明したように、型締め力により所定の圧縮力を生じさせているため、接触面7dから第1塗料12bが金型外に漏れ出すことを防止できる。また、1次成形体9は全体として共通金型4に抱き付くように冷却固化収縮するため、1次成形体9と共通金型4との型開閉方向に平行な接触面4aはその冷却固化収縮力によりシールされ、接触面4aから第1塗料12bが金型外に漏れ出すことを防止できる。接触面4a及び接触面7aがシールされれば他の接触面から第1塗料12bが金型外に漏れ出すことはない。
【0032】
第1塗料注入工程後、図3(c)の状態のまま第1塗料12bが硬化して第1塗装膜12が形成されるまで、所定の型締め力を維持させる第1塗装膜形成工程が行われる。第1塗装膜形成工程後、図3(d)に示すように、1次成形体9及び2次成形体11が保持された共通金型4から図示しない型締装置により第3金型7が型開きされる。その後、図3(e)に示すように、1次成形体9が共通金型4に保持されたまま、意匠面の平板部10a及び立ち上がり部10bの少なくとも一部とアンダーカット形状部10cに第1塗装膜12が形成された2次成形体11、すなわち樹脂成形品10のみが図示しない製品取出手段により金型外に搬送される製品取出工程が行われる。1次成形体9は成形サイクル毎に樹脂成形品10と一体で、あるいは樹脂成形品10の取り出し後に、共通金型4から取り出されても良いが、樹脂成形品10が製品品質や製品基準を満たすことを前提に、共通金型4に保持させたまま、2次成形体11のアンダーカット形状部10cを成形するためのキャビティとして継続して使用されることが好ましい。先に説明したように、当接する1次成形体9の一部9cと第1塗装膜12が形成された2次成形体11のアンダーカット形状部10cとは密着しないため、いずれの製品取出工程においても、1次成形体9と2次成形体11との分離は容易である。
【0033】
このように、図2(a)から図3(e)までの工程を繰り返すことにより、2次成形体11の意匠面の少なくとも一部及び意匠面端部のアンダーカット形状部10cに第1塗装膜12を形成させた樹脂成形品10を成形させることができる。2次成形体11の意匠面端部のアンダーカット形状部10cには、1次成形体9及び2次成形体11の冷却固化収縮により第1塗装膜12を形成させるが、それ以外の意匠面のどの範囲に第1塗装膜12を形成させるかは、第1隙間12aを形成させる第3金型7の設計により部分的、あるいは全面への形成、更には全く形成させない等が選択可能である。また、1次成形体9が2次成形体11のアンダーカット形状部10cを成形するためのキャビティとして継続して使用されれば、図2(d)から図3(e)までの工程を繰り返せば良く、成形サイクルタイムの短縮と1次成形体9の基材である第1樹脂9bの使用量削減が期待できる。
【実施例2】
【0034】
図4を参照しながら本発明の実施例2を説明する。図4は本発明の実施例2に係る成形工程を示す金型内塗装用金型の概略部分断面図である。図4(a)が第3金型交換工程、図4(b)が第2塗料注入工程前の型閉じ状態、図4(c)が第2塗料注入工程、図4(d)が第2塗装膜形成工程後の型開き状態、図4(e)が製品取出工程を示す。また、図中の符号については、基本的に実施例1と同じ構成部材には実施例1と同じ符号を付している。
【0035】
実施例2は、実施例1で2次成形体11の意匠面の少なくとも一部及び意匠面端部のアンダーカット形状部に第1塗装膜を形成させた樹脂成形品に対して、更に別の塗装膜形成用金型である第4金型を使用して、2次成形体11の意匠面の少なくとも一部及び意匠面端部のアンダーカット形状部に、別の第2塗装膜を形成させるものである。よって実施例2においては、新たに使用される第4金型と、実施例1の図3(d)以降に行われる新たな成形工程のみ説明するものとする。また、図4も図2及び図3と同様に、成形工程の理解を容易にするために、図1(c)で示される樹脂成形品10の一部分を成形する金型部分について、成形工程を順に図示するものとする。
【0036】
図3(d)に示す、第1塗装膜形成工程後の型開き後、図4(a)に示すように、共通金型4と対向する位置の第3金型7に代えて、第4金型8が共通金型4と対向する位置に相対的に移動される第3金型交換工程が行われる。実施例1と同様に、金型移動手段は公知の手段が採用されれば良く、また、1次成形体9及び2次成形体11が保持された共通金型4に対して第3金型7及び第4金型8が移動されても、第3金型7及び第4金型8に対して1次成形体9及び2次成形体11が保持された共通金型4が移動されても良く、共通金型4と、第3金型7及び第4金型8との組み合わせが相対的に切り替えられればそれぞれの金型の取付位置やその移動方法に制約はない。
【0037】
実施例1との相違点は、第1塗装膜形成工程完了時には、1次成形体9及び2次成形体11の冷却固化収縮がある程度進行しているため、実施例1の図3(a)に示すような、第1隙間12aに連続するアンダーカット形状部10cに沿った新たな隙間はほとんど形成されないか、形成されたとしても塗料を注入させるには不十分な場合が多い点である。
【0038】
そのため、第3金型交換工程後、図4(b)に示すように、共通金型4と共通金型4に保持された1次成形体9及び2次成形体11と第4金型8とが組み合わされるとき、1次成形体9と第4金型8との型開閉方向に略直交する接触面8aにおいて、1次成形体9を図中の矢印で示した型開閉方向に圧縮させるように型合わせさせる。1次成形体9の一部9cと2次成形体11のアンダーカット形状部10cに形成された第1塗装膜12とは密着しないため、この圧縮により、型開閉方向に圧縮された1次成形体9の一部9cと2次成形体11のアンダーカット形状部10cに形成された第1塗装膜12と間に新たな第2’隙間22a’を強制的に形成させる。ここで、第4金型8により、2次成形体11の意匠面、すなわち、平板部10a及び立ち上がり部10bの少なくとも一部と第4金型8との間に塗料を注入させるための第2隙間22aが形成され、その第2隙間22aが強制的に形成された第2’隙間22a’と連続することは言うまでもない。
【0039】
後述する第2塗料注入工程において、第2隙間22a及び第2’隙間22a’に注入させた第2塗料22bは、1次成形体9と第4金型8との型開閉方向に略直交する接触面8aにおいては、先に説明した1次成形体9の型開閉方向の圧縮によりシールされ、金型外に漏れ出すことを防止できる。また、1次成形体9と共通金型4との型開閉方向に平行な接触面4aにおいては、その冷却固化収縮力によるシールが維持され、接触面4aから第2塗料22bが金型外に漏れ出すことを防止できる。また、1次成形体9は、1次成形体9と第4金型8との型開閉方向に略直交する接触面8aにおいてのみ圧縮されるため、1次成形体9をその型開閉方向に直交する面において均一に圧縮させることは困難である。そのため、第2’隙間22a’は、第4金型8に近い程広く、共通金型4に近いほど狭くならざるを得ない。しかしながら、塗料を注入させる隙間は数十μm(マイクロメータ)前後あれば良く、1次成形体9の型開閉方向の圧縮がその型開閉方向に直交する面において不均一であっても、塗料がシールされる1次成形体9と第4金型8との接触面8aまで第2塗料22bを注入させることができる。
【0040】
1次成形体9の型開閉方向の圧縮量は、1次成形体9をキャビティとして継続して使用されることを考慮すれば、その弾性変形域に留まる圧縮量であることが好ましく、1次成形体9の樹脂種類、断面形状、第2塗料22の注入圧力等を考慮して適宜決定されるべきである。第2塗料注入工程における型締め力は、共通金型4と第4金型8との接触面8a’において支持されることが好ましいが、1次成形体9の圧縮量が弾性変形域に留まり、且つ、1次成形体9が第2塗料22bの注入圧力に適応する型締め力に対抗できる剛性を有していれば、型締め力が付与された状態で、接触面8a’に所定量の隙間が生じる型合わせでも良い。
【0041】
共通金型4と第4金型8との型合わせ後、所定の型締め力が付与された状態で図4(c)に示すように第2塗料注入工程が行われる。第4金型8には塗装膜形成用金型として第2塗料注入機31が配置されており、塗料管路31aを介して第2隙間22aに所定量の第2塗料22bを所定圧力で注入させることができる。この第2塗料22bも、1次成形体9には密着せず、2次成形体11の基材樹脂となる第2樹脂11b及び第1塗装膜12(第1塗料12b)との密着性に優れた熱硬化性塗料が採用されることが一般的であるが、条件を満たせば、他の塗料や硬化後に塗料以外の被覆機能を有する被覆剤であっても良い。強制的に形成させた第2’隙間22a’には連続する第2隙間22aを介して第2塗料22bを注入させる。先に説明したように、1次成形体9と第4金型8との型開閉方向に略直交する接触面8a及び1次成形体9と共通金型4との型開閉方向に平行な接触面4aはシールされ、これらの接触面から第2塗料22bが金型外に漏れ出すことを防止できる。接触面4a及び接触面8aがシールされれば他の接触面から第2塗料22bが金型外に漏れ出すことはない。
【0042】
第2塗料注入工程後、図4(c)の状態のまま第2塗料22bが硬化して第2塗装膜22が形成されるまで、所定の型締め力を維持させる第2塗装膜形成工程が行われる。第2塗装膜形成工程の完了後、図4(d)に示すように、1次成形体9及び2次成形体11が保持された共通金型4から図示しない型締装置により第4金型8が型開きされる。その後、図4(e)に示すように、1次成形体9が共通金型4に保持されたまま、意匠面の平板部10a及び立ち上がり部10bの少なくとも一部とアンダーカット形状部10cとに第2塗装膜22が形成された2次成形体11、すなわち樹脂成形品20のみが図示しない製品取出手段により金型外に搬送される製品取出工程が行われる。
【0043】
このように、図4(a)から図4(e)までの工程により、2次成形体11の意匠面の少なくとも一部及び意匠面端部のアンダーカット形状部10cに第2塗装膜22を形成させた樹脂成形品20を成形させることができる。アンダーカット形状部10c以外の意匠面のどの範囲に第2塗装膜22を形成させるかは、実施例1と同様に、第2隙間22aを形成させる第4金型8の設計により部分的、あるいは全面への形成、更には全く形成させない等が選択可能である。また、1次成形体9が2次成形体11のアンダーカット形状部10cを成形するためのキャビティとして継続して使用されることが好ましいことは言うまでもない。また、実施例1において、2次成形体11の意匠面に形成させた有色の第1塗装膜12の表面に、実施例2において無色の第2塗装膜22を形成させれば、近年、家電製品等に多く採用される、高光沢を有する塗装膜を意匠面の任意の範囲に形成させた樹脂成形品を本発明の金型内塗装用金型及び金型内塗装方法により成形させることができる。
【0044】
本発明は、上記の実施の形態に限定されることなく色々な形で実施できる。例えば、実施例1において、塗料を注入させるための2次成形体のアンダーカット形状部に沿った隙間を1次成形体及び2次成形体の冷却固化収縮により形成されるものとしたが、これにより十分な隙間が形成されない場合があれば、実施例2の第4金型のように、第3金型により1次成形体を型開閉方向に圧縮させて、強制的に必要な隙間を形成させても良い。逆に、実施例2において、第4金型により1次成形体を型開閉方向に圧縮させて、同隙間を強制的に形成させるものとしたが、第2塗料注入工程時点において、まだ塗料を注入させる十分な隙間が形成されるような成形形状や成形条件であれば、第4金型により1次成形体を型開閉方向に圧縮させて、同隙間を強制的に形成させる必要はない。また、第1塗料注入工程完了時には、1次成形体及び2次成形体の冷却固化収縮がある程度進行しているため、アンダーカット形状部に沿った新たな隙間はほとんど形成されないか、形成されたとしても塗料を注入させるには不十分な場合が多いことは先に説明したとおりであるが、第4金型により1次成形体を型開閉方向に圧縮させるアンダーカット形状部を選択すれば、アンダーカット形状部のどの範囲に第2塗装膜を形成させるかどうかの選択が可能である。
【符号の説明】
【0045】
4 共通金型
5 第1金型
6 第2金型
7 第3金型
8 第4金型
9 1次成形体
9a 第1キャビティ
9b 第1樹脂
9c 1次成形体の一部
10 樹脂成形品
10c アンダーカット形状部
10d 非意匠面
11 2次成形体
11a 第2キャビティ
11b 第2樹脂
12 第1塗装膜
12a 第1隙間
12a’ 第1’隙間
12b 第1塗料
20 樹脂成形品
22 第2塗装膜
22a 第2隙間
22a’ 第2’隙間
22b 第2塗料
30 第1塗料注入機
31 第2塗料注入機
【特許請求の範囲】
【請求項1】
意匠面端部の少なくとも一部にアンダーカット形状部を有する樹脂成形品を成形する金型内塗装用金型であって、
前記樹脂成形品の非意匠面側のキャビティを有する共通金型と、
前記共通金型と組み合わされて第1キャビティが形成される第1金型と、
前記第1キャビティに第1樹脂を射出充填させて成形される1次成形体と、
前記樹脂成形品の意匠面側のキャビティを有するとともに、前記1次成形体が保持された前記共通金型と組み合わされて形成される第2キャビティに、前記1次成形体と溶着しない第2樹脂を射出充填させて成形される2次成形体の前記1次成形体と当接する部分において前記アンダーカット形状部を成形させる第2金型と、
前記1次成形体及び前記2次成形体が保持された前記共通金型と組み合わされて、前記2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第1隙間が形成される第3金型と、
前記第3金型に配置され、前記1次成形体には密着しない第1塗料を注入させる第1塗料注入機と、
を備えたことを特徴とする金型内塗装用金型。
【請求項2】
前記1次成形体及び前記2次成形体が保持された前記共通金型と組み合わされて、前記2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第2隙間が形成されるとともに、前記1次成形体を型開閉方向に圧縮させて、前記アンダーカット形状部に塗料を注入させるための前記第2隙間に連続する第2’隙間を形成させる第4金型と、
前記第4金型に配置され、前記1次成形体には密着しない第2塗料を注入させる第2塗料注入機と、
を備えたことを特徴とする請求項1に記載の金型内塗装用金型
【請求項3】
請求項1に記載の金型内塗装用金型を用いた金型内塗装方法であって、
前記1次成形体が成形される第1成形工程と、
前記1次成形体が保持された前記共通金型と前記第1金型とを型開きさせて、金型交換手段により前記共通金型に対向する金型が、前記第1金型から前記第2金型に切り替えられる第1金型交換工程と、
前記2次成形体が成形される第2成形工程と、
前記1次成形体及び前記2次成形体が保持された前記共通金型と前記第2金型とを型開きさせて、金型交換手段により前記共通金型に対向する金型が、前記第2金型から前記第3金型に切り替えられる第2金型交換工程と、
前記第1隙間に前記第1塗料注入機から前記第1塗料を注入させる第1塗料注入工程と、
前記第1塗料注入工程後、前記第1塗料の硬化時間が経過するまで前記共通金型と前記第3金型との型締め状態を保持させて、前記2次成形体の意匠面の少なくとも1部及び前記アンダーカット形状部に、前記第1塗料からなる第1塗装膜を形成させる第1塗装膜形成工程と、
前記第1塗装膜形成工程後、前記1次成形体及び前記2次成形体が保持された前記共通金型と前記第3金型とを型開きさせて、前記2次成形体が前記樹脂成形品として取り出される製品取出工程と、
からなることを特徴とする金型内塗装方法。
【請求項4】
請求項2に記載の金型内塗装用金型を用いた請求項3に記載の金型内塗装方法であって、
前記第1塗装膜形成工程後、前記2次成形品及び前記1次成形体が保持された前記共通金型と前記第3金型とを型開きさせて、金型交換手段により前記共通金型に対向する金型が、前記第3金型から前記第4金型に切り替えられる第3金型交換工程と、
前記第2隙間に前記第2塗料注入機から前記第2塗料を注入させる第2塗料注入工程と、
前記第2塗料注入工程後、前記第2塗料の硬化時間が経過するまで前記共通金型と前記第4金型との型締め状態を保持させて、前記2次成形体の意匠面の少なくとも1部及び前記アンダーカット形状部に、前記第2塗料からなる第2塗装膜を形成させる第2塗装膜形成工程と、
前記第2塗装膜形成工程後、前記1次成形体及び前記2次成形体が保持された前記共通金型と前記第4金型とを型開きさせて、前記2次成形体が前記樹脂成形品として取り出される製品取出工程と、
からなることを特徴とする金型内塗装方法。
【請求項1】
意匠面端部の少なくとも一部にアンダーカット形状部を有する樹脂成形品を成形する金型内塗装用金型であって、
前記樹脂成形品の非意匠面側のキャビティを有する共通金型と、
前記共通金型と組み合わされて第1キャビティが形成される第1金型と、
前記第1キャビティに第1樹脂を射出充填させて成形される1次成形体と、
前記樹脂成形品の意匠面側のキャビティを有するとともに、前記1次成形体が保持された前記共通金型と組み合わされて形成される第2キャビティに、前記1次成形体と溶着しない第2樹脂を射出充填させて成形される2次成形体の前記1次成形体と当接する部分において前記アンダーカット形状部を成形させる第2金型と、
前記1次成形体及び前記2次成形体が保持された前記共通金型と組み合わされて、前記2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第1隙間が形成される第3金型と、
前記第3金型に配置され、前記1次成形体には密着しない第1塗料を注入させる第1塗料注入機と、
を備えたことを特徴とする金型内塗装用金型。
【請求項2】
前記1次成形体及び前記2次成形体が保持された前記共通金型と組み合わされて、前記2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第2隙間が形成されるとともに、前記1次成形体を型開閉方向に圧縮させて、前記アンダーカット形状部に塗料を注入させるための前記第2隙間に連続する第2’隙間を形成させる第4金型と、
前記第4金型に配置され、前記1次成形体には密着しない第2塗料を注入させる第2塗料注入機と、
を備えたことを特徴とする請求項1に記載の金型内塗装用金型
【請求項3】
請求項1に記載の金型内塗装用金型を用いた金型内塗装方法であって、
前記1次成形体が成形される第1成形工程と、
前記1次成形体が保持された前記共通金型と前記第1金型とを型開きさせて、金型交換手段により前記共通金型に対向する金型が、前記第1金型から前記第2金型に切り替えられる第1金型交換工程と、
前記2次成形体が成形される第2成形工程と、
前記1次成形体及び前記2次成形体が保持された前記共通金型と前記第2金型とを型開きさせて、金型交換手段により前記共通金型に対向する金型が、前記第2金型から前記第3金型に切り替えられる第2金型交換工程と、
前記第1隙間に前記第1塗料注入機から前記第1塗料を注入させる第1塗料注入工程と、
前記第1塗料注入工程後、前記第1塗料の硬化時間が経過するまで前記共通金型と前記第3金型との型締め状態を保持させて、前記2次成形体の意匠面の少なくとも1部及び前記アンダーカット形状部に、前記第1塗料からなる第1塗装膜を形成させる第1塗装膜形成工程と、
前記第1塗装膜形成工程後、前記1次成形体及び前記2次成形体が保持された前記共通金型と前記第3金型とを型開きさせて、前記2次成形体が前記樹脂成形品として取り出される製品取出工程と、
からなることを特徴とする金型内塗装方法。
【請求項4】
請求項2に記載の金型内塗装用金型を用いた請求項3に記載の金型内塗装方法であって、
前記第1塗装膜形成工程後、前記2次成形品及び前記1次成形体が保持された前記共通金型と前記第3金型とを型開きさせて、金型交換手段により前記共通金型に対向する金型が、前記第3金型から前記第4金型に切り替えられる第3金型交換工程と、
前記第2隙間に前記第2塗料注入機から前記第2塗料を注入させる第2塗料注入工程と、
前記第2塗料注入工程後、前記第2塗料の硬化時間が経過するまで前記共通金型と前記第4金型との型締め状態を保持させて、前記2次成形体の意匠面の少なくとも1部及び前記アンダーカット形状部に、前記第2塗料からなる第2塗装膜を形成させる第2塗装膜形成工程と、
前記第2塗装膜形成工程後、前記1次成形体及び前記2次成形体が保持された前記共通金型と前記第4金型とを型開きさせて、前記2次成形体が前記樹脂成形品として取り出される製品取出工程と、
からなることを特徴とする金型内塗装方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−200964(P2012−200964A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2011−66842(P2011−66842)
【出願日】平成23年3月25日(2011.3.25)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成23年3月25日(2011.3.25)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
[ Back to top ]