
金型補修溶接材料及びこれを用いた金型補修溶接方法
【課題】補修溶接の作業姿勢に制約がある中でも溶接不良の発生を有効に回避して良好に補修溶接を行うことができ、また溶接まま硬さをアルミダイカスト金型の硬さに対して適正な硬さとすることができ、コストも安価な金型補修溶接材料を提供する。
【解決手段】JIS SKD61で構成されたアルミダイカスト金型の補修部の少なくとも最終盛に用いられる、溶接金属の溶接ままの硬さがHV420〜550となる金型補修溶接材料を、質量%でC:0.15〜0.30%,Si:0.20〜1.00%,Mn;0.30〜1.50%,Cr:3.6〜6.0%,Mo:0.8〜1.5%,V:0.10〜0.80%,残部Fe及び不可避的元素から成る組成とする。
【解決手段】JIS SKD61で構成されたアルミダイカスト金型の補修部の少なくとも最終盛に用いられる、溶接金属の溶接ままの硬さがHV420〜550となる金型補修溶接材料を、質量%でC:0.15〜0.30%,Si:0.20〜1.00%,Mn;0.30〜1.50%,Cr:3.6〜6.0%,Mo:0.8〜1.5%,V:0.10〜0.80%,残部Fe及び不可避的元素から成る組成とする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は熱間金型用工具鋼であるJIS SKD61で構成して成るダイカスト金型を補修溶接するための金型補修溶接材料及びこれを用いた金型補修溶接方法に関する。
【背景技術】
【0002】
従来、アルミニウム,マグネシウム,亜鉛,鉛等の金属若しくは合金(以下アルミ合金を代表として述べる)を鋳造するためのダイカスト金型として熱間金型用工具鋼であるJIS SKD61(以下単にSKD61とすることがある)が広く用いられている。
アルミ合金のダイカストでは、金型への高温の溶湯の射出及び冷却が繰り返され、金型にヒートチェック等の亀裂ないしその他の割れ等の損傷が生ずる。
金型表面にこのような損傷が生じると、その損傷がアルミ製品に転写されてしまう。
そこでこのような状態となったアルミダイカスト金型(以下単にダイカスト金型とする)に対しては損傷個所を補修溶接することが行われる。
【0003】
従来において、このようなSKD61から成るダイカスト金型の補修用の溶接材料として、18.5Ni-4.8Mn-9.0Co-0.1Al-0.6Tiの組成を有するマルエージング鋼が用いられていた。
このマルエージング鋼から成る溶接材料を用いてダイカスト金型を補修溶接した場合、溶接ままの硬さが軟らかく、溶接部で盛り上った部分を加工により容易に除去し得て、補修溶接部を金型表面と面一に仕上げることができる。
【0004】
しかもこのマルエージング鋼から成る溶接材料を用いた溶接部はダイカスト金型を使用するうちに、即ち高温のアルミ溶湯のショット(射出)を繰り返すうちに溶湯による加熱によって析出物を生じ、時効硬化によって溶接部が次第に硬化して行く。そして最終的にSKD61の金型と同じような硬度を実現することができる。
【0005】
しかしながら一方でこの溶接材料の場合、次のような問題点を内包する。
第1に、この溶接材料は高価なCo,Niを多量に含んでおり、材料コストが高いといった問題がある。
第2に、この溶接材料は溶融粘度が高く、湯流れ性(流動性)が不十分であって、そのためインライン即ち鋳造設備の一貫した連続生産ラインの中で補修溶接を行ったときに、湯流れ性が不十分であることに起因した溶接不良(融合不良)を生じ易いといった問題がある。
【0006】
例えば金型に生じた亀裂ないし割れの個所を補修溶接する場合、先ず亀裂ないし割れの個所を取り除いて開先(凹部)形成し、これを埋めるように補修溶接を行うが、このとき溶融した溶接材料の湯流れ性が悪いと開先の底部まで十分に湯が回らずに、底部に空隙を残してしまうといったことが生ずる。
【0007】
特にインラインでの補修溶接では、作業者は見えない個所を鏡で映しながら、しかも不自由な作業姿勢で補修溶接の作業を強いられることとなり、加えて鋳造設備の稼動率を上げるために短時間内で補修溶接の作業を終えなければならないことから、補修溶接の時間が十分に取れず、作業が雑となってしまうといったことも起り勝ちである。
そしてこれらの要因が重なって融合不良による溶接不良を生ぜしめてしまう。
【0008】
この場合、外観的にはあたかも上手く補修溶接ができているように見えても、内部の見えない個所で空隙が生じているため、こうした状態でアルミ溶湯のショットを繰り返すと、場合により数百ショットしただけで溶接部に割れが生じてしまい、補修溶接をやり直さなければならないといったことが起る。
【0009】
尚、本発明に対する先行技術として、下記特許文献1には「熱間鍛造金型用肉盛溶接材料及びその溶接材料を用いた熱間鍛造用金型」についての発明が示され、そこにおいて下盛材として「質量%で、C:0.05〜0.25%、Si:0.1〜1.0%、Mn:0.2〜2.0%、Cr:0.6〜3.5%と、V:0.1〜0.5%、Mo:0.2〜2.0%、W:0.2〜4.0%、Ni:0.3〜3.0%のうちの1種または2種以上含有し、かつV+Mo+W≧0.3%であり、残部Feおよび不可避不純物」からなる材料を用い、また上盛材として「質量%で、C:0.30〜0.55%、Si:0.2〜1.5%、Mn:0.4〜2.0%、Cr:4.0〜9.0%、V:0.1〜1.0%、Mo:2.0〜5.0%、W:2.0〜11.0%、Ni:0.3〜2.0%を含有し、残部Feおよび不可避不純物からなることを特徴とする熱間鍛造金型用肉盛溶接材料」を用いる点が開示されている。
【0010】
しかしながらこの特許文献1の溶接材料は、熱間鍛造用金型を対象としてそれを肉盛溶接するものであり、本発明と対象が異なっている。
そしてその相違に起因してこの特許文献1の上盛用の溶接材料は、高温耐摩耗性確保のためにWを添加しているのに加えてMoの添加量も多く、更にNiを添加している点で、最終盛としても用いられる本発明の溶接材料とは異なっている。
更にこの特許文献1の下盛材はCrの含有量が少ないなど、本発明の溶接材料とは組成が異なっている。
【0011】
また下記特許文献2には「熱間金型の肉盛補修溶接方法」についての発明が示され、そこにおいて熱間金型の亀裂を除去した後アーク溶接にて硬化肉盛用溶接材料を肉盛溶接して補修する際に、予熱温度及び溶接パス間温度を400℃〜600℃にするとともに、最終溶接のパス後の冷却において400℃〜200℃までの冷却時間を4時間以上とすることで、溶接割れを効果的に抑制できる点が開示されている。
しかしながらこの特許文献2で用いられている溶接材料は本発明の溶接材料と組成の異なったものであり、本発明とは別異のものである。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開2006−326609号公報
【特許文献2】特開平8−155642号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明は以上のような事情を背景とし、補修溶接の作業姿勢に制約がある中でも溶接不良の発生を有効に回避しつつ良好に補修溶接を行うことができ、また溶接まま硬さをダイカスト金型の硬さに対して適正な硬さとすることができ、コストも安価な金型補修溶接材料及びこれを用いた金型補修溶接方法を提供することを目的としてなされたものである。
【課題を解決するための手段】
【0014】
而して請求項1は溶接材料に関するもので、質量%でC:0.15〜0.30%,Si:0.20〜1.00%,Mn;0.30〜1.50%,Cr:3.6〜6.0%,Mo:0.8〜1.5%,V:0.10〜0.80%,残部Fe及び不可避的元素から成り、JIS SKD61で構成されたダイカスト金型の補修溶接部の少なくとも最終盛に用いられる、溶接金属の溶接ままの硬さがHV420〜550となることを特徴とする。
【0015】
請求項2のものは、請求項1において、直径が0.6〜1.6mmであることを特徴とする。
【0016】
請求項3は金型補修溶接方法に関するもので、請求項1,2の何れかの溶接材料を用い、溶接電流120A以下のティグ溶接で肉盛溶接し、前記ダイカスト金型の補修溶接を行うことを特徴とする。
【0017】
請求項4のものは、請求項3において、後熱処理若しくは予熱処理無しで、若しくは後熱処理及び予熱処理無しで前記ダイカスト金型の補修溶接を行うことを特徴とする。
【発明の作用・効果】
【0018】
従来のマルエージング鋼から成る溶接材料を用いた溶接で上記の融合不良が生じやすいのは、この溶接材料はSKD61から成るダイカスト金型とは組成が大きく異なっていて、溶融した溶接材料の溶湯が金型に対して濡れ性が悪いことも1つの要因となっている。
この点からするとSKD61から成るダイカスト金型の補修溶接材料としては、SKD61と似た組成のものを用いることが考えられる。
【0019】
ダイカスト金型の補修溶接材料としてはまた、溶接ままの硬さがダイカスト金型と同じような硬さとなることが望ましい。
溶接まま硬さが金型硬さよりも硬過ぎると、溶接後において焼戻しの熱処理(後熱処理)を行って、溶接部を軟らかくすることが必要となる。
【0020】
しかしながらこの焼戻し処理(後熱処理)は金型全体を加熱することとなるため、金型をダイカスト製品の鋳造ライン即ち鋳造設備から取り外し、ライン外に持ち出して熱処理しなければならない。
この場合、金型の脱着及び熱処理のために多大な時間と工程及びコストがかかってしまうとともに、ダイカスト製品の鋳造設備の稼働率を低下せしめてしまう。
【0021】
この意味において溶接材料としては溶接ままの硬さが金型硬さと同じような硬さとなるものが望ましい。
そして金型に対する溶接材料の溶湯の濡れ性を良くし、また溶接まま硬さを金型硬さと同じような硬さとする上で、金型と似た組成の溶接材料を用いることが考えられる。
但し溶接材料として金型組成と同一組成のものを用いると、金型を補修溶接したとき、溶接部が急冷されるために溶接部の硬さが金型硬さに対して硬くなり過ぎてしまい、溶接後に焼鈍し処理即ち後熱処理が必要となってしまう。
【0022】
ここにおいて本発明の金型補修溶接材料は、ダイカスト金型の構成材料としてのSKD61と基本組成が同様である一方、硬さを高める元素であるC,Vの含有量が低量に抑えてあり、溶接部の硬さ(溶接まま硬さ)を金型硬さと同じような硬さとすることが可能である。
【0023】
更に本発明の溶接材料は、金型組成と基本組成において同様であるため、溶接時における溶湯の金型に対する濡れ性も良好であり、更に溶湯の流動性も良好で溶接時に融合不良に起因する溶接不良の発生を有効に防ぐことができる。
従って熟練者でなくても容易にインラインで溶接作業を行うことが可能である。
【0024】
また溶接ままの硬さを金型硬さと同じような硬さとすることができるため、溶接後における後熱処理を不要となすことが可能である。
【0025】
本発明の溶接材料はまた、溶接時に溶接割れを良好に抑制できることが確認されており、従って本発明の溶接材料を用いれば、溶接割れ防止のために溶接に先立つ金型の予熱処理を不要となすことが可能である。
尚、本発明の溶接材料は溶接部の最表層を形成する最終盛の溶接材料として用いられる。
もちろん溶接を複数回行って2層若しくはそれ以上に肉盛溶接を行う場合において、最表層以外の溶接層を形成する際の材料として(例えば下盛として)用いることも可能である。
【0026】
本発明の溶接材料は、溶接金属の溶接ままの硬さがHV420〜550となるものとなしておく。
溶接ままの硬さがHV420未満であると硬さが不足し、一方硬さが550超になると溶接ままの硬さが硬過ぎて後熱処理の必要が生じてしまう。
【0027】
本発明ではまた、溶接材料の直径を0.6〜1.6mmの範囲内としておくことが望ましい(請求項2)。
0.6mmよりも直径が細いと溶接の際の熱が母材の方に多く加わって母材の溶融量が多くなり、溶接部の硬さを必要以上に硬くしてしまうことに繋がる。
一方1.6mmよりも太過ぎると溶接時の熱が溶接材料に奪われて母材側に十分加わらず、融合不良の原因となってしまう。
【0028】
請求項3は溶接方法に関するもので、この溶接方法では、請求項1,2の何れかの溶接材料を用い、溶接電流120A(アンペア)以下のティグ溶接で肉盛溶接を行ってダイカスト金型の補修溶接を行う。
溶接電流が120Aより大であると熱影響部が大きくなるとともに希釈も大となり、溶接部(溶接金属)の硬さが硬くなり過ぎる恐れがある。
【0029】
上記請求項1,2の溶接材料を用い、請求項3に従って溶接を行うに際し、後熱処理若しくは予熱処理無しで、若しくは後熱処理も予熱処理も無しでダイカスト金型の補修溶接を行うことができる(請求項4)。
【0030】
而して後熱処理も予熱処理も共に不要となしうれば、ダイカスト製品の連続生産ライン即ち鋳造設備の中で金型の補修溶接を行うことが可能となる。
【0031】
次に本発明における各化学成分の添加及び限定理由につき以下に説明する。
C:0.15〜0.30%
Cは溶接部の硬さを左右する重要な元素であり、0.15%未満では硬さが不十分となってしまう。
逆に0.30%を超えると硬さが硬くなり過ぎてしまう。従って本発明ではCを0.15〜0.30%の範囲内で含有させる。
【0032】
Si:0.20〜1.00%
Siは軟化抵抗を高める上で有用な働きをなす元素である。
アルミダイカスト金型の補修溶接に用いられる溶接材料の場合、軟化抵抗が小さいとアルミダイカスト金型にて鋳造を繰り返しているうちに、溶湯による加熱によって溶接部が軟化してしまう。
而して溶接部が軟化してしまうとそこでヒートチェックが発生し易くなる。
従って本発明では軟化抵抗を高めるためにSi量を0.20%以上含有させる。
一方1.00%を超えて多量に含有させると溶接部の硬さが硬くなり過ぎてしまう。従って本発明ではSiを0.20〜1.00%の範囲内で含有させる。
【0033】
Mn;0.30〜1.50%
Mnは0.30%未満では硬さが不十分となり、一方1.50%を超えて多量に含有させると逆に溶接部の硬さが硬くなり過ぎてしまう。
従って本発明ではMnを0.30〜1.50%の範囲内で含有させる。
【0034】
Cr:3.6〜6.0%
Crは耐ヒートチェック性及び溶接部の硬さに対して影響を与える。
3.6%未満では溶接部の耐ヒートチェック性が劣り、従ってCrは3.6%以上含有させておく必要がある。
一方6.0%を超えると溶接部の硬さが硬くなり過ぎてしまう。従ってCr含有量の上限は6.0%としておく。
【0035】
Mo:0.8〜1.5%
Moもまた軟化抵抗に対して有用な元素である。但し0.8%未満では軟化抵抗に対する効果が小さいため、本発明では0.8%以上含有させる。
但し1.5%を超えて多量に含有させると溶接部の硬さが硬くなり過ぎてしまうので、上限を1.5%とする。
【0036】
V:0.10〜0.80%
VもまたVC析出によって溶接部の硬さを硬くする。また金型の加熱に伴う軟化を抑制する働きを有する。
但し0.10%未満では軟化抵抗を十分効果的に高めることができず、そこで本発明では0.10%以上含有させる。
一方0.80%を超えて多量に含有させると硬さが硬くなり過ぎてしまうので、上限を0.80%とする。
尚、SKD61ではVの含有量が0.80%を下限としてそれ以上の量で含有される。従ってSKD61のV含有量が0.80%よりも多い、例えば1.10%であるような場合に溶接材料のV含有量を0.80%まで含有させておくことができる。
【図面の簡単な説明】
【0037】
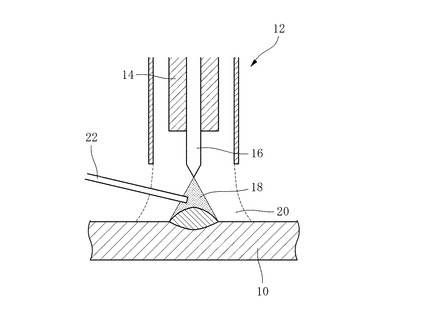
【図1】ティグ溶接による実施形態での溶接方法の説明図である。
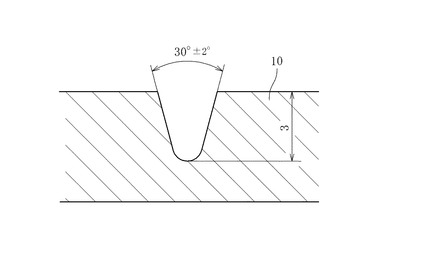
【図2】素材に設けた開先の形状を示した図である。
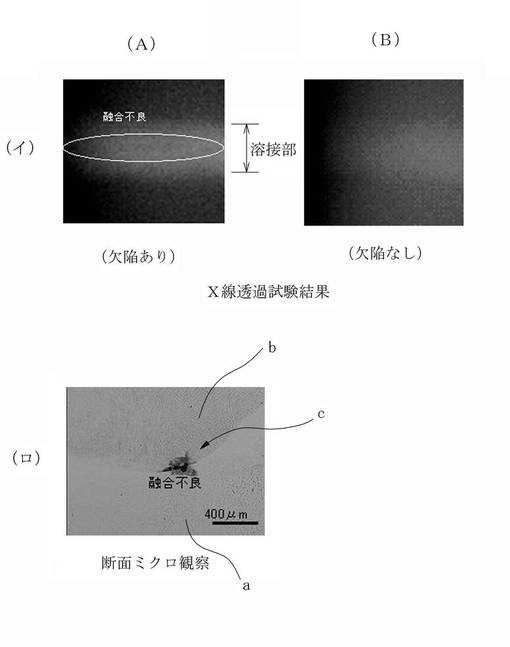
【図3】X線透過試験による融合性の良否の評価の基準を示した図である。
【発明を実施するための形態】
【0038】
次に本発明の実施形態を詳しく説明する。
素材として、表1に示す化学組成のJIS SKD61を100mm×100mm×20mm(厚み)のサイズとしたものを用意し、この素材に対して、表2に示す各種化学組成の溶接棒(φ0.8mm)を用いて図1に示す方法でティグ溶接を行った。
【0039】
図1において12は溶接トーチを、14は導電体を、16は導電体14のノズルから突き出したタングステン電極を、18は素材10とタングステン電極16との間に発生したアークを、20はシールドガスを、22は溶接棒を示している。
このティグ溶接では、溶接棒22をアーク18内に挿入して加熱し、これを溶融させて溶接を行う。
【0040】
このとき、図2に示すように素材10には同図に示す形状で開先加工を施し、その開先に対してティグ溶接で肉盛溶接を下盛,上盛(最終盛)の2層で施した(溶接電流は100A)。
そして融合不良の有無,溶接まま硬さ,軟化抵抗,耐ヒートチェック等の特性を評価した。
結果が表2に併せて示してある。
尚、表2に示す各評価は素材10を予熱することなく直接に溶接を行った結果の評価を示している。
また表2において、比較例13は従来既存の溶接材料を用いた場合の例で、この既存の溶接材料の化学組成はNi:18.5%,Mo:4.8%,Co:9.0%,Al:0.1%,Ti:1.7%(何れも質量%),残部Feの組成のものである。
【0041】
【表1】

【0042】
【表2】
【0043】
尚、各特性の評価は以下のようにして行った。
I.溶接割れの有無の評価
溶接割れの有無の評価を次のようにして行った。
PT(浸透探傷試験)を行い、検出できるレベルの割れがあった場合を×,無かった場合を○として溶接割れの有無の評価を行った。
【0044】
II.融合性評価
融合性評価はJIS Z 3104の鋼溶接継手の放射線透過試験方法に準拠した試験により行った。
試験はトーレック(株)製の産業用X線装置RIX-200MCを用い、出力180kV,管電流3mA,照射時間180秒の条件の下で、素材10に対し表面側から溶接部に向けてX線を照射し、X線透過試験を行った。
ここで評価は次のようにして行った。
【0045】
図3(A)(イ)は、融合不良を生じている場合のフィルム上のX線透過試験の結果を示したもので、色が白っぽく帯状に薄くなっている部分が溶接部分(ビード部分)である。溶接部分で色が白っぽく薄くなっているのは、溶接部分の肉厚が母材側即ち金型側の肉厚よりも厚い結果X線の透過量が少なくなることによる。
図(A)(イ)ではこの色の薄い帯状の部分の幅方向中心に沿って図中左右方向に黒い筋状の線が認められるが、この黒い筋状の線は、開先底部の融合不良部位に空隙が生じたことによって、その空隙部分で溶接部の肉厚が極部的に薄くなり、X線透過量が多くなることによって生じたものである。
図3(ロ)は、溶接部の横断面をミクロ観察した写真を示したもので、図中aが母材側を、bが溶接金属側を、cは開先底部に生じた融合不良部位をそれぞれ示している。
【0046】
一方図3(B)は、融合不良が生じなかったものについてのX線透過試験結果を示しており、図に示しているように図3(B)の写真では、(A)で見られるような黒い筋状の線は表れていない。
融合性の良否については、このようなX線透過試験の結果筋状の黒い線が表れているか否かで評価を行い、黒い筋状の線が認められなかったものについては○,認められたものについては×として評価を行った。
【0047】
III.溶接ままの硬さ評価(母材の硬さHV470に対して)
JIS Z 2244のビッカース硬さ試験方法に準拠して、溶接金属の溶接ままの硬さ測定を行い、評価を行った。試験は荷重300gで実施した。
硬さがHV420〜HV550の範囲内であれば○、それ以外であれば×として評価を行った。
【0048】
IV.軟化抵抗評価
600℃×30hの条件で熱処理を行った後の、溶接金属の硬さを測定し、軟化抵抗評価を行った。
硬さがHV400以上である場合を○とし、HV400未満である場合を×として評価を行った。
【0049】
V.耐ヒートチェック評価試験
溶接部を含むようにφ10×L30mmの試験片を切り出して、以下の試験条件で加熱・水冷を繰り返し、そして溶接部のクラックの長さを電子顕微鏡にて測定し、耐ヒートチェック性の評価を行った。
評価は割れ長さの最も長いものを基準として行った。
尚、素材自体の割れ長さは88μmであった。
<ヒートチェック試験条件>
試験温度:常温⇔700℃
試験回数:1000回
冷却方法:水冷
試験サイクル:8秒/回
この試験の結果、割れ長さ120μm未満を○とし、割れ長さ120μm以上を×として評価を行った。
【0050】
VI.総合評価
上記5つの評価が全て○である場合を総合評価として○とし、それ以外については×とした。
表2の結果において、比較例1はV量が本発明の上限値である0.50%よりも多く、またC量が0.13%であることから、溶接ままの硬さが低い。
比較例2は、逆にC量が本発明の上限値である0.30%よりも多量であり、またV量も本発明の上限値よりも多量であるため溶接まま硬さが硬過ぎるものとなっている。
【0051】
比較例3は、Si量が本発明の下限値よりも低く、そのため軟化抵抗が低いものとなっている。
比較例4は逆にSi量が本発明の上限値である1.00%よりも多量の1.25%であるため、溶接まま硬さが硬過ぎるものとなっている。
比較例5はMn量が本発明の下限値である0.30%よりも低い0.20%であり、溶接まま硬さが低いものとなっている。
比較例6はMn量が本発明の上限値である1.50%よりも多量の1.83%であり、そのため溶接まま硬さが硬過ぎるものとなっている。
【0052】
比較例7は、Cr量が本発明の下限値である3.6%よりも低い3.2%であり、そのため耐ヒートチェック性が悪いものとなっている。
比較例8は、Cr量が本発明の上限値である6.0%よりも多い7.0%であり、そのため溶接まま硬さが硬過ぎるものとなっている。
比較例9は、Mo量が本発明の下限値である0.8%よりも低い0.5%であり、そのため軟化抵抗特性が悪いものとなっている。
比較例10は、Mo量が本発明の上限値である1.5%よりも多量の1.8%であり、そのため溶接まま硬さが硬過ぎるものとなっている。
【0053】
比較例11は、V量が本発明の下限値である0.10%よりも低い0.05%であり、そのため軟化抵抗特性が悪いものとなっている。
比較例12は、逆にV量が本発明の上限値である0.80%よりも多い1.00%であり、そのため溶接まま硬さが硬過ぎるものとなっている。
また比較例13は、そもそも融合性の悪いものとなっている。
これに対して、各実施例のものは何れの特性も良好な結果が得られている。
【0054】
次に、表3に示す化学組成で且つ異なった線径で溶接棒を作製し、表3に示す溶接電流の下で上記と同様の溶接試験を行い、表3に示す各種特性を上記と同様の方法で評価した。
結果が同表に併せて示してある。
【0055】
【表3】
【0056】
この表3の結果において、溶接棒の線径が請求項2で規定するところの下限値0.6よりも小さい比較例14では、溶接まま硬さが本発明の上限値よりも大で硬くなり過ぎている。
また溶接電流が請求項3の120Aよりも大きい150Aの比較例15では溶接まま硬さが硬過ぎるものとなっている。
これに対して実施例13〜16のものは何れも良好な結果が得られている。
【0057】
以上本発明の実施形態につき詳述したが、本発明はこれに限定されず、その趣旨を逸脱しない範囲内において種々変更して実施可能である。
【技術分野】
【0001】
この発明は熱間金型用工具鋼であるJIS SKD61で構成して成るダイカスト金型を補修溶接するための金型補修溶接材料及びこれを用いた金型補修溶接方法に関する。
【背景技術】
【0002】
従来、アルミニウム,マグネシウム,亜鉛,鉛等の金属若しくは合金(以下アルミ合金を代表として述べる)を鋳造するためのダイカスト金型として熱間金型用工具鋼であるJIS SKD61(以下単にSKD61とすることがある)が広く用いられている。
アルミ合金のダイカストでは、金型への高温の溶湯の射出及び冷却が繰り返され、金型にヒートチェック等の亀裂ないしその他の割れ等の損傷が生ずる。
金型表面にこのような損傷が生じると、その損傷がアルミ製品に転写されてしまう。
そこでこのような状態となったアルミダイカスト金型(以下単にダイカスト金型とする)に対しては損傷個所を補修溶接することが行われる。
【0003】
従来において、このようなSKD61から成るダイカスト金型の補修用の溶接材料として、18.5Ni-4.8Mn-9.0Co-0.1Al-0.6Tiの組成を有するマルエージング鋼が用いられていた。
このマルエージング鋼から成る溶接材料を用いてダイカスト金型を補修溶接した場合、溶接ままの硬さが軟らかく、溶接部で盛り上った部分を加工により容易に除去し得て、補修溶接部を金型表面と面一に仕上げることができる。
【0004】
しかもこのマルエージング鋼から成る溶接材料を用いた溶接部はダイカスト金型を使用するうちに、即ち高温のアルミ溶湯のショット(射出)を繰り返すうちに溶湯による加熱によって析出物を生じ、時効硬化によって溶接部が次第に硬化して行く。そして最終的にSKD61の金型と同じような硬度を実現することができる。
【0005】
しかしながら一方でこの溶接材料の場合、次のような問題点を内包する。
第1に、この溶接材料は高価なCo,Niを多量に含んでおり、材料コストが高いといった問題がある。
第2に、この溶接材料は溶融粘度が高く、湯流れ性(流動性)が不十分であって、そのためインライン即ち鋳造設備の一貫した連続生産ラインの中で補修溶接を行ったときに、湯流れ性が不十分であることに起因した溶接不良(融合不良)を生じ易いといった問題がある。
【0006】
例えば金型に生じた亀裂ないし割れの個所を補修溶接する場合、先ず亀裂ないし割れの個所を取り除いて開先(凹部)形成し、これを埋めるように補修溶接を行うが、このとき溶融した溶接材料の湯流れ性が悪いと開先の底部まで十分に湯が回らずに、底部に空隙を残してしまうといったことが生ずる。
【0007】
特にインラインでの補修溶接では、作業者は見えない個所を鏡で映しながら、しかも不自由な作業姿勢で補修溶接の作業を強いられることとなり、加えて鋳造設備の稼動率を上げるために短時間内で補修溶接の作業を終えなければならないことから、補修溶接の時間が十分に取れず、作業が雑となってしまうといったことも起り勝ちである。
そしてこれらの要因が重なって融合不良による溶接不良を生ぜしめてしまう。
【0008】
この場合、外観的にはあたかも上手く補修溶接ができているように見えても、内部の見えない個所で空隙が生じているため、こうした状態でアルミ溶湯のショットを繰り返すと、場合により数百ショットしただけで溶接部に割れが生じてしまい、補修溶接をやり直さなければならないといったことが起る。
【0009】
尚、本発明に対する先行技術として、下記特許文献1には「熱間鍛造金型用肉盛溶接材料及びその溶接材料を用いた熱間鍛造用金型」についての発明が示され、そこにおいて下盛材として「質量%で、C:0.05〜0.25%、Si:0.1〜1.0%、Mn:0.2〜2.0%、Cr:0.6〜3.5%と、V:0.1〜0.5%、Mo:0.2〜2.0%、W:0.2〜4.0%、Ni:0.3〜3.0%のうちの1種または2種以上含有し、かつV+Mo+W≧0.3%であり、残部Feおよび不可避不純物」からなる材料を用い、また上盛材として「質量%で、C:0.30〜0.55%、Si:0.2〜1.5%、Mn:0.4〜2.0%、Cr:4.0〜9.0%、V:0.1〜1.0%、Mo:2.0〜5.0%、W:2.0〜11.0%、Ni:0.3〜2.0%を含有し、残部Feおよび不可避不純物からなることを特徴とする熱間鍛造金型用肉盛溶接材料」を用いる点が開示されている。
【0010】
しかしながらこの特許文献1の溶接材料は、熱間鍛造用金型を対象としてそれを肉盛溶接するものであり、本発明と対象が異なっている。
そしてその相違に起因してこの特許文献1の上盛用の溶接材料は、高温耐摩耗性確保のためにWを添加しているのに加えてMoの添加量も多く、更にNiを添加している点で、最終盛としても用いられる本発明の溶接材料とは異なっている。
更にこの特許文献1の下盛材はCrの含有量が少ないなど、本発明の溶接材料とは組成が異なっている。
【0011】
また下記特許文献2には「熱間金型の肉盛補修溶接方法」についての発明が示され、そこにおいて熱間金型の亀裂を除去した後アーク溶接にて硬化肉盛用溶接材料を肉盛溶接して補修する際に、予熱温度及び溶接パス間温度を400℃〜600℃にするとともに、最終溶接のパス後の冷却において400℃〜200℃までの冷却時間を4時間以上とすることで、溶接割れを効果的に抑制できる点が開示されている。
しかしながらこの特許文献2で用いられている溶接材料は本発明の溶接材料と組成の異なったものであり、本発明とは別異のものである。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開2006−326609号公報
【特許文献2】特開平8−155642号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明は以上のような事情を背景とし、補修溶接の作業姿勢に制約がある中でも溶接不良の発生を有効に回避しつつ良好に補修溶接を行うことができ、また溶接まま硬さをダイカスト金型の硬さに対して適正な硬さとすることができ、コストも安価な金型補修溶接材料及びこれを用いた金型補修溶接方法を提供することを目的としてなされたものである。
【課題を解決するための手段】
【0014】
而して請求項1は溶接材料に関するもので、質量%でC:0.15〜0.30%,Si:0.20〜1.00%,Mn;0.30〜1.50%,Cr:3.6〜6.0%,Mo:0.8〜1.5%,V:0.10〜0.80%,残部Fe及び不可避的元素から成り、JIS SKD61で構成されたダイカスト金型の補修溶接部の少なくとも最終盛に用いられる、溶接金属の溶接ままの硬さがHV420〜550となることを特徴とする。
【0015】
請求項2のものは、請求項1において、直径が0.6〜1.6mmであることを特徴とする。
【0016】
請求項3は金型補修溶接方法に関するもので、請求項1,2の何れかの溶接材料を用い、溶接電流120A以下のティグ溶接で肉盛溶接し、前記ダイカスト金型の補修溶接を行うことを特徴とする。
【0017】
請求項4のものは、請求項3において、後熱処理若しくは予熱処理無しで、若しくは後熱処理及び予熱処理無しで前記ダイカスト金型の補修溶接を行うことを特徴とする。
【発明の作用・効果】
【0018】
従来のマルエージング鋼から成る溶接材料を用いた溶接で上記の融合不良が生じやすいのは、この溶接材料はSKD61から成るダイカスト金型とは組成が大きく異なっていて、溶融した溶接材料の溶湯が金型に対して濡れ性が悪いことも1つの要因となっている。
この点からするとSKD61から成るダイカスト金型の補修溶接材料としては、SKD61と似た組成のものを用いることが考えられる。
【0019】
ダイカスト金型の補修溶接材料としてはまた、溶接ままの硬さがダイカスト金型と同じような硬さとなることが望ましい。
溶接まま硬さが金型硬さよりも硬過ぎると、溶接後において焼戻しの熱処理(後熱処理)を行って、溶接部を軟らかくすることが必要となる。
【0020】
しかしながらこの焼戻し処理(後熱処理)は金型全体を加熱することとなるため、金型をダイカスト製品の鋳造ライン即ち鋳造設備から取り外し、ライン外に持ち出して熱処理しなければならない。
この場合、金型の脱着及び熱処理のために多大な時間と工程及びコストがかかってしまうとともに、ダイカスト製品の鋳造設備の稼働率を低下せしめてしまう。
【0021】
この意味において溶接材料としては溶接ままの硬さが金型硬さと同じような硬さとなるものが望ましい。
そして金型に対する溶接材料の溶湯の濡れ性を良くし、また溶接まま硬さを金型硬さと同じような硬さとする上で、金型と似た組成の溶接材料を用いることが考えられる。
但し溶接材料として金型組成と同一組成のものを用いると、金型を補修溶接したとき、溶接部が急冷されるために溶接部の硬さが金型硬さに対して硬くなり過ぎてしまい、溶接後に焼鈍し処理即ち後熱処理が必要となってしまう。
【0022】
ここにおいて本発明の金型補修溶接材料は、ダイカスト金型の構成材料としてのSKD61と基本組成が同様である一方、硬さを高める元素であるC,Vの含有量が低量に抑えてあり、溶接部の硬さ(溶接まま硬さ)を金型硬さと同じような硬さとすることが可能である。
【0023】
更に本発明の溶接材料は、金型組成と基本組成において同様であるため、溶接時における溶湯の金型に対する濡れ性も良好であり、更に溶湯の流動性も良好で溶接時に融合不良に起因する溶接不良の発生を有効に防ぐことができる。
従って熟練者でなくても容易にインラインで溶接作業を行うことが可能である。
【0024】
また溶接ままの硬さを金型硬さと同じような硬さとすることができるため、溶接後における後熱処理を不要となすことが可能である。
【0025】
本発明の溶接材料はまた、溶接時に溶接割れを良好に抑制できることが確認されており、従って本発明の溶接材料を用いれば、溶接割れ防止のために溶接に先立つ金型の予熱処理を不要となすことが可能である。
尚、本発明の溶接材料は溶接部の最表層を形成する最終盛の溶接材料として用いられる。
もちろん溶接を複数回行って2層若しくはそれ以上に肉盛溶接を行う場合において、最表層以外の溶接層を形成する際の材料として(例えば下盛として)用いることも可能である。
【0026】
本発明の溶接材料は、溶接金属の溶接ままの硬さがHV420〜550となるものとなしておく。
溶接ままの硬さがHV420未満であると硬さが不足し、一方硬さが550超になると溶接ままの硬さが硬過ぎて後熱処理の必要が生じてしまう。
【0027】
本発明ではまた、溶接材料の直径を0.6〜1.6mmの範囲内としておくことが望ましい(請求項2)。
0.6mmよりも直径が細いと溶接の際の熱が母材の方に多く加わって母材の溶融量が多くなり、溶接部の硬さを必要以上に硬くしてしまうことに繋がる。
一方1.6mmよりも太過ぎると溶接時の熱が溶接材料に奪われて母材側に十分加わらず、融合不良の原因となってしまう。
【0028】
請求項3は溶接方法に関するもので、この溶接方法では、請求項1,2の何れかの溶接材料を用い、溶接電流120A(アンペア)以下のティグ溶接で肉盛溶接を行ってダイカスト金型の補修溶接を行う。
溶接電流が120Aより大であると熱影響部が大きくなるとともに希釈も大となり、溶接部(溶接金属)の硬さが硬くなり過ぎる恐れがある。
【0029】
上記請求項1,2の溶接材料を用い、請求項3に従って溶接を行うに際し、後熱処理若しくは予熱処理無しで、若しくは後熱処理も予熱処理も無しでダイカスト金型の補修溶接を行うことができる(請求項4)。
【0030】
而して後熱処理も予熱処理も共に不要となしうれば、ダイカスト製品の連続生産ライン即ち鋳造設備の中で金型の補修溶接を行うことが可能となる。
【0031】
次に本発明における各化学成分の添加及び限定理由につき以下に説明する。
C:0.15〜0.30%
Cは溶接部の硬さを左右する重要な元素であり、0.15%未満では硬さが不十分となってしまう。
逆に0.30%を超えると硬さが硬くなり過ぎてしまう。従って本発明ではCを0.15〜0.30%の範囲内で含有させる。
【0032】
Si:0.20〜1.00%
Siは軟化抵抗を高める上で有用な働きをなす元素である。
アルミダイカスト金型の補修溶接に用いられる溶接材料の場合、軟化抵抗が小さいとアルミダイカスト金型にて鋳造を繰り返しているうちに、溶湯による加熱によって溶接部が軟化してしまう。
而して溶接部が軟化してしまうとそこでヒートチェックが発生し易くなる。
従って本発明では軟化抵抗を高めるためにSi量を0.20%以上含有させる。
一方1.00%を超えて多量に含有させると溶接部の硬さが硬くなり過ぎてしまう。従って本発明ではSiを0.20〜1.00%の範囲内で含有させる。
【0033】
Mn;0.30〜1.50%
Mnは0.30%未満では硬さが不十分となり、一方1.50%を超えて多量に含有させると逆に溶接部の硬さが硬くなり過ぎてしまう。
従って本発明ではMnを0.30〜1.50%の範囲内で含有させる。
【0034】
Cr:3.6〜6.0%
Crは耐ヒートチェック性及び溶接部の硬さに対して影響を与える。
3.6%未満では溶接部の耐ヒートチェック性が劣り、従ってCrは3.6%以上含有させておく必要がある。
一方6.0%を超えると溶接部の硬さが硬くなり過ぎてしまう。従ってCr含有量の上限は6.0%としておく。
【0035】
Mo:0.8〜1.5%
Moもまた軟化抵抗に対して有用な元素である。但し0.8%未満では軟化抵抗に対する効果が小さいため、本発明では0.8%以上含有させる。
但し1.5%を超えて多量に含有させると溶接部の硬さが硬くなり過ぎてしまうので、上限を1.5%とする。
【0036】
V:0.10〜0.80%
VもまたVC析出によって溶接部の硬さを硬くする。また金型の加熱に伴う軟化を抑制する働きを有する。
但し0.10%未満では軟化抵抗を十分効果的に高めることができず、そこで本発明では0.10%以上含有させる。
一方0.80%を超えて多量に含有させると硬さが硬くなり過ぎてしまうので、上限を0.80%とする。
尚、SKD61ではVの含有量が0.80%を下限としてそれ以上の量で含有される。従ってSKD61のV含有量が0.80%よりも多い、例えば1.10%であるような場合に溶接材料のV含有量を0.80%まで含有させておくことができる。
【図面の簡単な説明】
【0037】
【図1】ティグ溶接による実施形態での溶接方法の説明図である。
【図2】素材に設けた開先の形状を示した図である。
【図3】X線透過試験による融合性の良否の評価の基準を示した図である。
【発明を実施するための形態】
【0038】
次に本発明の実施形態を詳しく説明する。
素材として、表1に示す化学組成のJIS SKD61を100mm×100mm×20mm(厚み)のサイズとしたものを用意し、この素材に対して、表2に示す各種化学組成の溶接棒(φ0.8mm)を用いて図1に示す方法でティグ溶接を行った。
【0039】
図1において12は溶接トーチを、14は導電体を、16は導電体14のノズルから突き出したタングステン電極を、18は素材10とタングステン電極16との間に発生したアークを、20はシールドガスを、22は溶接棒を示している。
このティグ溶接では、溶接棒22をアーク18内に挿入して加熱し、これを溶融させて溶接を行う。
【0040】
このとき、図2に示すように素材10には同図に示す形状で開先加工を施し、その開先に対してティグ溶接で肉盛溶接を下盛,上盛(最終盛)の2層で施した(溶接電流は100A)。
そして融合不良の有無,溶接まま硬さ,軟化抵抗,耐ヒートチェック等の特性を評価した。
結果が表2に併せて示してある。
尚、表2に示す各評価は素材10を予熱することなく直接に溶接を行った結果の評価を示している。
また表2において、比較例13は従来既存の溶接材料を用いた場合の例で、この既存の溶接材料の化学組成はNi:18.5%,Mo:4.8%,Co:9.0%,Al:0.1%,Ti:1.7%(何れも質量%),残部Feの組成のものである。
【0041】
【表1】
【0042】
【表2】
【0043】
尚、各特性の評価は以下のようにして行った。
I.溶接割れの有無の評価
溶接割れの有無の評価を次のようにして行った。
PT(浸透探傷試験)を行い、検出できるレベルの割れがあった場合を×,無かった場合を○として溶接割れの有無の評価を行った。
【0044】
II.融合性評価
融合性評価はJIS Z 3104の鋼溶接継手の放射線透過試験方法に準拠した試験により行った。
試験はトーレック(株)製の産業用X線装置RIX-200MCを用い、出力180kV,管電流3mA,照射時間180秒の条件の下で、素材10に対し表面側から溶接部に向けてX線を照射し、X線透過試験を行った。
ここで評価は次のようにして行った。
【0045】
図3(A)(イ)は、融合不良を生じている場合のフィルム上のX線透過試験の結果を示したもので、色が白っぽく帯状に薄くなっている部分が溶接部分(ビード部分)である。溶接部分で色が白っぽく薄くなっているのは、溶接部分の肉厚が母材側即ち金型側の肉厚よりも厚い結果X線の透過量が少なくなることによる。
図(A)(イ)ではこの色の薄い帯状の部分の幅方向中心に沿って図中左右方向に黒い筋状の線が認められるが、この黒い筋状の線は、開先底部の融合不良部位に空隙が生じたことによって、その空隙部分で溶接部の肉厚が極部的に薄くなり、X線透過量が多くなることによって生じたものである。
図3(ロ)は、溶接部の横断面をミクロ観察した写真を示したもので、図中aが母材側を、bが溶接金属側を、cは開先底部に生じた融合不良部位をそれぞれ示している。
【0046】
一方図3(B)は、融合不良が生じなかったものについてのX線透過試験結果を示しており、図に示しているように図3(B)の写真では、(A)で見られるような黒い筋状の線は表れていない。
融合性の良否については、このようなX線透過試験の結果筋状の黒い線が表れているか否かで評価を行い、黒い筋状の線が認められなかったものについては○,認められたものについては×として評価を行った。
【0047】
III.溶接ままの硬さ評価(母材の硬さHV470に対して)
JIS Z 2244のビッカース硬さ試験方法に準拠して、溶接金属の溶接ままの硬さ測定を行い、評価を行った。試験は荷重300gで実施した。
硬さがHV420〜HV550の範囲内であれば○、それ以外であれば×として評価を行った。
【0048】
IV.軟化抵抗評価
600℃×30hの条件で熱処理を行った後の、溶接金属の硬さを測定し、軟化抵抗評価を行った。
硬さがHV400以上である場合を○とし、HV400未満である場合を×として評価を行った。
【0049】
V.耐ヒートチェック評価試験
溶接部を含むようにφ10×L30mmの試験片を切り出して、以下の試験条件で加熱・水冷を繰り返し、そして溶接部のクラックの長さを電子顕微鏡にて測定し、耐ヒートチェック性の評価を行った。
評価は割れ長さの最も長いものを基準として行った。
尚、素材自体の割れ長さは88μmであった。
<ヒートチェック試験条件>
試験温度:常温⇔700℃
試験回数:1000回
冷却方法:水冷
試験サイクル:8秒/回
この試験の結果、割れ長さ120μm未満を○とし、割れ長さ120μm以上を×として評価を行った。
【0050】
VI.総合評価
上記5つの評価が全て○である場合を総合評価として○とし、それ以外については×とした。
表2の結果において、比較例1はV量が本発明の上限値である0.50%よりも多く、またC量が0.13%であることから、溶接ままの硬さが低い。
比較例2は、逆にC量が本発明の上限値である0.30%よりも多量であり、またV量も本発明の上限値よりも多量であるため溶接まま硬さが硬過ぎるものとなっている。
【0051】
比較例3は、Si量が本発明の下限値よりも低く、そのため軟化抵抗が低いものとなっている。
比較例4は逆にSi量が本発明の上限値である1.00%よりも多量の1.25%であるため、溶接まま硬さが硬過ぎるものとなっている。
比較例5はMn量が本発明の下限値である0.30%よりも低い0.20%であり、溶接まま硬さが低いものとなっている。
比較例6はMn量が本発明の上限値である1.50%よりも多量の1.83%であり、そのため溶接まま硬さが硬過ぎるものとなっている。
【0052】
比較例7は、Cr量が本発明の下限値である3.6%よりも低い3.2%であり、そのため耐ヒートチェック性が悪いものとなっている。
比較例8は、Cr量が本発明の上限値である6.0%よりも多い7.0%であり、そのため溶接まま硬さが硬過ぎるものとなっている。
比較例9は、Mo量が本発明の下限値である0.8%よりも低い0.5%であり、そのため軟化抵抗特性が悪いものとなっている。
比較例10は、Mo量が本発明の上限値である1.5%よりも多量の1.8%であり、そのため溶接まま硬さが硬過ぎるものとなっている。
【0053】
比較例11は、V量が本発明の下限値である0.10%よりも低い0.05%であり、そのため軟化抵抗特性が悪いものとなっている。
比較例12は、逆にV量が本発明の上限値である0.80%よりも多い1.00%であり、そのため溶接まま硬さが硬過ぎるものとなっている。
また比較例13は、そもそも融合性の悪いものとなっている。
これに対して、各実施例のものは何れの特性も良好な結果が得られている。
【0054】
次に、表3に示す化学組成で且つ異なった線径で溶接棒を作製し、表3に示す溶接電流の下で上記と同様の溶接試験を行い、表3に示す各種特性を上記と同様の方法で評価した。
結果が同表に併せて示してある。
【0055】
【表3】
【0056】
この表3の結果において、溶接棒の線径が請求項2で規定するところの下限値0.6よりも小さい比較例14では、溶接まま硬さが本発明の上限値よりも大で硬くなり過ぎている。
また溶接電流が請求項3の120Aよりも大きい150Aの比較例15では溶接まま硬さが硬過ぎるものとなっている。
これに対して実施例13〜16のものは何れも良好な結果が得られている。
【0057】
以上本発明の実施形態につき詳述したが、本発明はこれに限定されず、その趣旨を逸脱しない範囲内において種々変更して実施可能である。
【特許請求の範囲】
【請求項1】
質量%で
C:0.15〜0.30%
Si:0.20〜1.00%
Mn;0.30〜1.50%
Cr:3.6〜6.0%
Mo:0.8〜1.5%
V:0.10〜0.80%
残部Fe及び不可避的元素から成り、JIS SKD61で構成されたダイカスト金型の補修溶接部の少なくとも最終盛に用いられる、溶接金属の溶接ままの硬さがHV420〜550となる金型補修溶接材料。
【請求項2】
直径が0.6〜1.6mmであることを特徴とする請求項1に記載の金型補修溶接材料。
【請求項3】
請求項1,2の何れかの溶接材料を用い、溶接電流120A以下のティグ溶接で肉盛溶接し、前記ダイカスト金型の補修溶接を行うことを特徴とする金型補修溶接方法。
【請求項4】
後熱処理若しくは予熱処理無しで、若しくは後熱処理及び予熱処理無しで前記ダイカスト金型の補修溶接を行うことを特徴とする請求項3に記載の金型補修溶接方法。
【請求項1】
質量%で
C:0.15〜0.30%
Si:0.20〜1.00%
Mn;0.30〜1.50%
Cr:3.6〜6.0%
Mo:0.8〜1.5%
V:0.10〜0.80%
残部Fe及び不可避的元素から成り、JIS SKD61で構成されたダイカスト金型の補修溶接部の少なくとも最終盛に用いられる、溶接金属の溶接ままの硬さがHV420〜550となる金型補修溶接材料。
【請求項2】
直径が0.6〜1.6mmであることを特徴とする請求項1に記載の金型補修溶接材料。
【請求項3】
請求項1,2の何れかの溶接材料を用い、溶接電流120A以下のティグ溶接で肉盛溶接し、前記ダイカスト金型の補修溶接を行うことを特徴とする金型補修溶接方法。
【請求項4】
後熱処理若しくは予熱処理無しで、若しくは後熱処理及び予熱処理無しで前記ダイカスト金型の補修溶接を行うことを特徴とする請求項3に記載の金型補修溶接方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−245488(P2011−245488A)
【公開日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願番号】特願2010−117847(P2010−117847)
【出願日】平成22年5月21日(2010.5.21)
【出願人】(000003713)大同特殊鋼株式会社 (916)
【Fターム(参考)】
【公開日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願日】平成22年5月21日(2010.5.21)
【出願人】(000003713)大同特殊鋼株式会社 (916)
【Fターム(参考)】
[ Back to top ]