
金属−セラミックス複合材料及びその製造方法
【課題】セラミックス充填率が低く尚且つ均質な金属−セラミックス複合材料、及びその製造方法を提供する。
【解決手段】金属−セラミックス複合材料は、SiC、Al2O3、Si3N4の何れからなるセラミックス粉末と有機バインダとにSi、Al、Cuの何れからなる金属粉末を添加した混合物を成形した成形体を焼成して多孔質焼結体を得て、該多孔質焼結体に金属粉末と同種の金属を含浸させることにより製造される。
【解決手段】金属−セラミックス複合材料は、SiC、Al2O3、Si3N4の何れからなるセラミックス粉末と有機バインダとにSi、Al、Cuの何れからなる金属粉末を添加した混合物を成形した成形体を焼成して多孔質焼結体を得て、該多孔質焼結体に金属粉末と同種の金属を含浸させることにより製造される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属−セラミックス複合材料、特にセラミックス充填率が低い金属−セラミックス複合材料、及びその製造方法に関する。
【背景技術】
【0002】
SiC/Si複合材料などの金属−セラミックス複合材料は、金属とセラミックスの割合を変化させることにより熱膨張係数、ヤング率などを制御することができ、半導体製造装置や液晶製造装置などの精密機械に幅広く使用されている。
【0003】
一般的に、金属−セラミックス複合材料中のセラミックスの占有率(以下、これをセラミックス充填率という)を50体積%以上とするとき、セラミックス粉末で構成される多孔体に金属を加圧又は非加圧により浸透させて製造する。一方、セラミックス充填率を50体積%未満とするとき、溶融金属にセラミックス粒子を分散させて製造する。
【0004】
SiC/Si複合材料は、一般的には、SiC粉末と有機バインダと必要に応じて炭素粉末とからなる混合物をプレス成形して成形体を形成し、その成形体に脱バインダ処理及び焼結処理を行って多孔質焼結体を得て、この多孔質焼結体に金属Siを含浸させるという手順で製造される(例えば、特許文献1,2参照)。
【0005】
有機バインダや炭素粉末等の炭素源の添加量を増加させれば、脱バインダ処理を行った後に残存する炭素量が増加し、この炭素と金属Siとが反応してSiCを生成するので、SiC/Si複合材料中のSiCの占有率(以下、これをSiC充填率という)は増加すると考えられる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公昭36−8728号公報
【特許文献2】特開2001−151579号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、SiC充填率、さらに一般化して述べれば金属−セラミックス複合材料のセラミックス充填率が低く尚且つ均質な組織を有する金属基複合材料の製造方法は確立されていなかった。SiC充填率を50体積%未満とするには、金属溶湯中にSiCを添加すればよいが、時間経過によりSiC粒子が沈降するため、素材の上下でSiC充填率に差が生じる。これにより、熱膨張差による変形が生じやすくなる。
【0008】
成形体を保形可能な下限まで有機バインダの添加量を減らしてSiCの反応生成量を抑えても、SiC/Si複合材料のSiC充填率を50体積%未満にすることはできない。また、SiCからなる多孔質焼結体の気孔率を増加させると、弱体化して多孔質焼結体自体を得ることができない。
【0009】
本発明は、これらの問題に鑑みてなされたものであり、セラミックス充填率が低く尚且つ均質な金属−セラミックス複合材料、及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の金属−セラミックス複合材料は、セラミックス及びマトリックス金属からなる多孔質焼結体に金属を含浸させてなり、前記セラミックスがSiC、Al2O3、Si3N4の何れかであり、前記マトリックス金属及び前記金属が同種でSi、Al、Cuの何れかであり、前記セラミックスの充填率が20〜50体積%であることを特徴とする。
【0011】
そして、本発明の金属−セラミックス複合材料は、SiC、Al2O3、Si3N4の何れからなるセラミックス粉末と有機バインダとにSi、Al、Cuの何れからなる金属粉末を添加した混合物を成形した成形体を焼成して多孔質焼結体を得て、該多孔質焼結体に前記金属粉末と同種の金属を含浸させて金属−セラミックス複合材料を製造することを特徴とする本発明の金属−セラミックス複合材料の製造方法によって製造することができる。
【0012】
本発明の金属−セラミックス複合材料の製造方法によれば、セラミックス粉末及び有機バインダの他に成形材料に予め金属粉末を添加しておくことにより、成形体におけるセラミックスの初期充填率が低下する。これに伴い、成形体を焼結して得られる多孔質焼結体は、セラミックス充填率が低くなると共に空孔が大きくならず強度的に優れたものとなる。そして、この多孔質焼結体に金属を含浸させることにより、セラミックス充填率が低く尚且つ均質な金属−セラミックス複合材料を得ることができる。なお、焼成後に残存する有機バインダの炭素成分は、その後浸透させる金属と反応し炭化物となる。
【0013】
金属粉末の添加量に応じてセラミックス充填率が調整され、金属粉末の添加量を増やすことによって、セラミックス充填率を20〜50体積%とすることも可能である。
【0014】
なお、粒径差が大きいと粗粒間の隙間に細粒が入り込み、成形型における混合粉末の充填率が上昇する。同程度の粒径であれば混合粉末の充填率が上昇することなく、Siが添加された分だけSiCの占有率は低下する。よって、本発明の金属−セラミックス複合材料の製造方法において、前記セラミックス粉末に対する前記金属粉末の平均粒径比が1/2以上2以下であることが好ましい。
【0015】
また、セラミックス粉末を成形型にタップ充填した際に生じる空隙の容積の100体積%を超える量の有機バインダを添加した場合、多孔質焼結体の気孔率が低下し、有機バインダが熱硬化の縮重合反応により発生する縮重合水の抜け道が少なくなる。そのため、脱バインダ処理の際に成形体中の縮重合水が急激に体積膨張して、クラックが発生するおそれが生じる。
【0016】
そこで、本発明の金属−セラミックス複合材料の製造方法において、前記有機バインダの添加量は、前記セラミックス粉末及び前記金属粉末を成形型にタップ充填した際に生じる空隙の容積の100体積%以下であることが好ましい。なお、有機バインダの添加量の下限は、成形体の保形限界から10体積%以上、より好ましくは20〜30体積%以上である。
【図面の簡単な説明】
【0017】
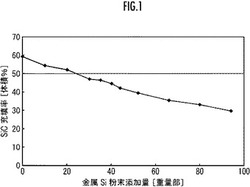
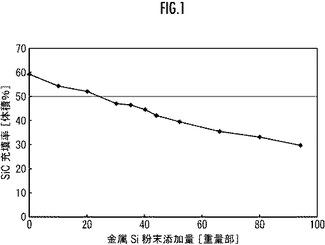
【図1】金属Si粉末の添加量とSiC/Si複合材料のSiC充填率との関係を表すグラフ。
【発明を実施するための形態】
【0018】
本発明の金属−セラミックス複合材料は、セラミックス及びマトリックス金属からなる多孔質焼結体に金属を含浸させてなり、セラミックスがSiC(炭化珪素)、Al2O3(アルミナ)、Si3N4(窒化珪素)の何れかであり、マトリックス金属及び金属が同種でSi(珪素)、Al(アルミニウム)、Cu(銅)の何れかであり、前記セラミックスの充填率が20〜50体積%であるものである。
【0019】
そして、本発明の金属−セラミックス複合材料は、SiC、Al2O3、Si3N4の何れからなるセラミックス粉末と有機バインダとにSi、Al、Cuの何れからなる金属粉末を添加した混合物を成形した成形体を焼成して多孔質焼結体を得て、該多孔質焼結体に前記金属粉末と同種の金属を含浸させる本発明の金属−セラミックス複合材料の製造方法によって製造することができる。
【0020】
以下、本発明の金属−セラミックス複合材料の実施形態に係るSiC/Si複合材料を、本発明の金属−セラミックス複合材料の製造方法の実施形態によって製造する場合を例に挙げて説明する。SiC/Si複合材料は、マトリックス金属をSi、強化材をSiCとした金属−セラミックス複合材料である。
【0021】
本SiC/Si複合材料の製造方法は、SiC粉末及び金属Si粉末に有機バインダを添加し混合して混合粉末を得る混合工程の他に、成型工程、脱バインダ工程、焼結工程、含浸工程を含むものであり、SiC充填率が50体積%以下と低いSiC/Si複合材料を製造することができる。なお、成型工程、脱バインダ工程、焼結工程、含浸工程は、以下に説明する方法に限定されず、任意の既知の方法を用いることができる。
【0022】
まず、混合工程において、原料粉末であるSiC粉末と金属Si粉末に、有機バインダを添加し混合して、成形原料を作製する。混合方法は、湿式、乾式の何れであってもよく、例えばボールミル、振動ミルなどの混合器を用いることができる。なお、焼結助剤などの添加剤を少量添加してもよい。
【0023】
SiC粉末は、高純度であることが好ましく、その純度は、好ましくは96%以上、より好ましくは98%以上である。
【0024】
金属Si粉末は、高純度であることが好ましく、その純度は、好ましくは96%以上、より好ましくは98%以上である。金属Si粉末の添加量は、SiC/Si複合材料のSiC充填率に応じて適宜調整すればよいが、好ましくはSiC粉末100重量部に対して30〜130重量部である。そして、SiC粉末に対する金属Si粉末の平均粒径比は、好ましくは1/2以上2以下である。
【0025】
有機バインダとして、特に好ましくはフェノール樹脂であるが、ポリビニルアルコール(PVA)、メチルセルロース(MC)、イソバン、ポリエチレンイミン等の樹脂も好ましい。有機バインダは、成形体を保形可能な下限値から前記セラミックス粉末及び前記金属粉末を成形型にタップ充填した際に生じる空隙の容積の100体積%の量まで添加することができる。より好ましくは、空隙の容積の20〜30体積%である。
【0026】
混合工程で得られた成形原料を、成形工程において、適宜な形状にプレス成型する。その方法は、特に限定されず、一軸プレス成形、冷間静水圧プレス(CIP)、加圧鋳込などの既知の成形方法を用いることができる。成形圧力は、2.0〜5.0MPaであることが好ましい。
【0027】
成形工程で得られた成形体を、脱バインダ工程において、添加された有機バインダを完全に炭化させる。脱バインダ処理は、真空雰囲気中で、例えば、250〜1000℃の温度範囲を昇温速度30℃/hr以下で行うことが好ましい。ただし、温度範囲や昇温速度は、生産効率等を考慮して適宜定めればよい。炭化して生じた微量の炭素成分は、成形体中に残留する。
【0028】
なお、有機バインダの添加量は、SiC粉末及び金属Si粉末を成形型にタップ充填した際に生じる空隙の容積の100体積%以下とすることが好ましい。空隙の容積の100体積%を超える有機バインダを添加した場合、多孔質焼結体の気孔率が低下し、有機バインダが熱硬化の縮重合反応により発生する縮重合水の抜け道が少なくなる。そのため、脱バインダ処理の際に成形体中の縮重合水が急激に体積膨張して、クラックが発生するおそれが生じる。また、SiCの反応生成量も増加するので、SiC/Si複合材料のSiC充填率が増加することになる。
【0029】
脱バインダ処理した成形体を、脱酸素工程において、脱酸素処理を行い、多孔質焼結体を得る。脱酸素処理は、真空雰囲気中で、例えば、1300〜1410℃の温度範囲で、5〜20時間保持する。より好ましくは、真空雰囲気中で、1350〜1410℃の温度範囲で、15〜20時間焼成する。なお、焼結雰囲気の圧力は限定されず、減圧、常圧から数気圧の加圧まで任意であるが、コスト面からは常圧が好ましい。
【0030】
焼成して得られた多孔質焼結体は、5〜20μmの多数の気孔を有し、気孔率は、好ましくは40〜50%である。なお、多孔質焼結体を、必要に応じて、機械的手段によって研削してもよい。予め多孔質焼結体を所定形状に形成すれば、得られるSiC/Si複合材料がニアネットとなり、最終形状とする際に必要な加工を削減することができる。
【0031】
そして、得られた多孔質焼結体を、含浸工程において、溶解された金属Siを含浸させる。含浸処理は、非加圧浸透法で行うことが好ましいが、加圧浸透法などの他の方法で行ってもよい。非加圧浸透で行う場合、例えば、真空雰囲気で1550℃まで加熱し、さらに、それ以降は不活性ガス雰囲気で1645℃まで加熱して、10時間、より好ましくは20〜30時間保持する。金属Siの一部は多孔質焼結体に残留した炭素成分と反応してSiCが生成されるが、大部分の金属Siは気孔に含浸する。
【0032】
これにより、SiC充填率が20〜50体積%と低いSiC/Si複合材料を得ることができる。なお、SiC/Si複合材料を、必要に応じて、機械的手段によって研削してもよい。
【0033】
以上説明したように、SiC粉末及び有機バインダを含む成形材料に予め金属Si粉末を添加しておくことにより、成形体におけるSiCの初期充填率が低下する。これに伴い、成形体を焼結して得られる多孔質焼結体は、SiC充填率が低くなると共に空孔が大きくならず強度的に優れたものとなる。そして、この多孔質焼結体に金属Siを含浸させることにより、SiC充填率が低いSiC/Si複合材料を得ることができる。金属Si粉末の添加量を増やすことによって、SiC充填率を20〜50体積%とすることも可能となる。
【0034】
なお、成形材料に金属Si粉末を添加せず有機バインダの添加量を増加させた場合、多孔質焼結体の気孔率が大き過ぎて強度的に問題があり、最終製品であるSiC/Si複合材料のSiC充填率は50体積%が実質的な限界であった。本発明では成形材料に金属Si粉末を予め混入することにより、多孔質焼結体の気孔率が過度に高くなることを防止して、この問題を解決した。
【実施例】
【0035】
以下、本発明の実施例及び比較例を具体的に挙げ、本発明を詳細に説明する。
【0036】
実施例1〜10及び比較例1では、まず、原料粉末として、SiC粉末(♯800、平均粒径17μm、信濃電気製錬株式会社製のGP#800)と金属Si粉末(平均粒径10μm、福田金属箔粉工業株式会社製のSi−S−10μm)を準備した。また、有機バインダとして、フェノール樹脂(大日本インキ化学工業株式会社製のOI−305A)を準備した。SiC粉末に対する金属Si粉末の平均粒径比は10/17である。
【0037】
そして、SiC粉末の添加量を100重量部、金属Si粉末の添加量を表1に示した重量部とし、SiC粉末及び金属Si粉末をタップ充填した際に成形型に生じた空隙の容積に対するフェノール樹脂の添加量を表1に示した体積%として、これらを混合して成形型に入れ、2.94MPaの成形圧力で、一辺200mm厚さ10mmの正方形板状の成形体を作製した。
【0038】
そして、得られた成形体を、真空雰囲気中で250〜1000℃の温度範囲を昇温速度28℃/hrで加熱して、脱バインダ処理を行った。その後、真空雰囲気中で1300〜1410℃の温度範囲を昇温速度22℃/hrで加熱して、焼結処理を行い、多孔質焼結体を得た。
【0039】
そして、得られた多孔質焼結体と融点以上に加熱されたSi(日本電工株式会社製)を接触させ、不活性ガス雰囲気中で1645℃の温度で24時間保持して、溶融したSiと多孔質焼結体中に含まれている炭素とを反応させてSiCにとすると同時にSiを気孔に含浸させることにより、SiC/Si複合材料を作製した。
【0040】
そして、得られたSiC/Si複合材料の中央部及び4つの角部の嵩密度をそれぞれ測定して、測定結果からSiC充填率とその標準偏差を求めた。結果を表1にまとめ、金属Si添加量とSiC充填率との関係を図1に表した。
【0041】
【表1】

【0042】
比較例1のように金属Si粉末の添加量を0重量部とした場合、得られたSiC/Si複合材料のSiC充填率は59.1体積%となり、50体積%を大きく超えた。SiC充填率の標準偏差は0.61体積%であった。
【0043】
実施例1,2のように金属Si粉末の添加量を10重量部、20重量部とした場合、得られたSiC/Si複合材料のSiC充填率はそれぞれ54.4体積%、52.1体積%となり、50体積%を超えた。SiC充填率の標準偏差はそれぞれ0.21体積%、0.28体積%であり、SiC充填率のばらつきは比較例1より小さかった。
【0044】
実施例3,4,5,6,7,8,9,10のように金属Si粉末の添加量を30重量部、35重量部、40重量部、44重量部、52重量部、66重量部、80重量部、94重量部とした場合、得られたSiC/Si複合材料のSiC充填率はそれぞれ47.1体積%、46.4体積%、44.5体積%、41.9体積%、39.5体積%、35.7体積%、33.2体積%、29.9体積%となり、50体積%以下となった。SiC充填率の標準偏差は0.29〜0.57体積%であり、SiC充填率のばらつきは比較例1と同等以下であった。
【0045】
そして、図1に示すように、金属Si粉末の添加量が増加するほど、SiC/Si複合材料のSiC充填率は低下することが分かった。これより、SiC粉末100重量部に対し金属Si粉末を130重量部添加すれば、SiC/Si複合材料中のSiC充填率は20体積%程度になると推定される。
【0046】
さらに、比較例2として、金属Si粉末の代わりにカーボンビーズ(平均粒径6μm、オリエンタル産業株式会社製のATNo.40−C)を使用したこと以外は、実施例5と同様にしてSiC/Si複合材料を作製した。得られたSiC/Si複合材料の嵩密度の測定結果から求めたSiC充填率は、70.9体積%であり、50体積%を大きく超えた。
【0047】
比較例3として、フェノール樹脂の添加量を、SiC粉末をタップした際に金型に生じた空隙の容積の120体積%としたこと以外は、実施例5と同様にしてSiC/Si複合材料を作製した。しかし、プレス成形の際に成形体にクラックが発生した。
【0048】
さらに、実施例11として、SiC粉末としてESK Ceramics GmbH & Co.(ドイツ)製のGC#180(♯180、平均粒径88μm)を使用したこと以外は、実施例5と同様にしてSiC/Si複合材料を作製した。このとき、SiC粉末に対する金属Si粉末の平均粒径比は、10/88であり1/2以下であった。得られたSiC/Si複合材料の嵩密度の測定結果から求めたSiC充填率は、59.1体積%であり、50体積%を超えた。
【0049】
実施例12として、金属Si粉末として山石金属株式会社製のM.Si.No.600(平均粒径3μm)を使用したこと以外は、実施例5と同様にしてSiC/Si複合材料を作製した。このとき、これより、SiC粉末に対する金属Si粉末の平均粒径比が3/17であり1/2以下であった。る場合、得られたSiC/Si複合材料の嵩密度の測定結果から求めたSiC充填率は、55.1体積%であり、50体積%を超えた。実施例5,11,12の結果を表2にまとめた。
【0050】
【表2】
【技術分野】
【0001】
本発明は、金属−セラミックス複合材料、特にセラミックス充填率が低い金属−セラミックス複合材料、及びその製造方法に関する。
【背景技術】
【0002】
SiC/Si複合材料などの金属−セラミックス複合材料は、金属とセラミックスの割合を変化させることにより熱膨張係数、ヤング率などを制御することができ、半導体製造装置や液晶製造装置などの精密機械に幅広く使用されている。
【0003】
一般的に、金属−セラミックス複合材料中のセラミックスの占有率(以下、これをセラミックス充填率という)を50体積%以上とするとき、セラミックス粉末で構成される多孔体に金属を加圧又は非加圧により浸透させて製造する。一方、セラミックス充填率を50体積%未満とするとき、溶融金属にセラミックス粒子を分散させて製造する。
【0004】
SiC/Si複合材料は、一般的には、SiC粉末と有機バインダと必要に応じて炭素粉末とからなる混合物をプレス成形して成形体を形成し、その成形体に脱バインダ処理及び焼結処理を行って多孔質焼結体を得て、この多孔質焼結体に金属Siを含浸させるという手順で製造される(例えば、特許文献1,2参照)。
【0005】
有機バインダや炭素粉末等の炭素源の添加量を増加させれば、脱バインダ処理を行った後に残存する炭素量が増加し、この炭素と金属Siとが反応してSiCを生成するので、SiC/Si複合材料中のSiCの占有率(以下、これをSiC充填率という)は増加すると考えられる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公昭36−8728号公報
【特許文献2】特開2001−151579号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、SiC充填率、さらに一般化して述べれば金属−セラミックス複合材料のセラミックス充填率が低く尚且つ均質な組織を有する金属基複合材料の製造方法は確立されていなかった。SiC充填率を50体積%未満とするには、金属溶湯中にSiCを添加すればよいが、時間経過によりSiC粒子が沈降するため、素材の上下でSiC充填率に差が生じる。これにより、熱膨張差による変形が生じやすくなる。
【0008】
成形体を保形可能な下限まで有機バインダの添加量を減らしてSiCの反応生成量を抑えても、SiC/Si複合材料のSiC充填率を50体積%未満にすることはできない。また、SiCからなる多孔質焼結体の気孔率を増加させると、弱体化して多孔質焼結体自体を得ることができない。
【0009】
本発明は、これらの問題に鑑みてなされたものであり、セラミックス充填率が低く尚且つ均質な金属−セラミックス複合材料、及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の金属−セラミックス複合材料は、セラミックス及びマトリックス金属からなる多孔質焼結体に金属を含浸させてなり、前記セラミックスがSiC、Al2O3、Si3N4の何れかであり、前記マトリックス金属及び前記金属が同種でSi、Al、Cuの何れかであり、前記セラミックスの充填率が20〜50体積%であることを特徴とする。
【0011】
そして、本発明の金属−セラミックス複合材料は、SiC、Al2O3、Si3N4の何れからなるセラミックス粉末と有機バインダとにSi、Al、Cuの何れからなる金属粉末を添加した混合物を成形した成形体を焼成して多孔質焼結体を得て、該多孔質焼結体に前記金属粉末と同種の金属を含浸させて金属−セラミックス複合材料を製造することを特徴とする本発明の金属−セラミックス複合材料の製造方法によって製造することができる。
【0012】
本発明の金属−セラミックス複合材料の製造方法によれば、セラミックス粉末及び有機バインダの他に成形材料に予め金属粉末を添加しておくことにより、成形体におけるセラミックスの初期充填率が低下する。これに伴い、成形体を焼結して得られる多孔質焼結体は、セラミックス充填率が低くなると共に空孔が大きくならず強度的に優れたものとなる。そして、この多孔質焼結体に金属を含浸させることにより、セラミックス充填率が低く尚且つ均質な金属−セラミックス複合材料を得ることができる。なお、焼成後に残存する有機バインダの炭素成分は、その後浸透させる金属と反応し炭化物となる。
【0013】
金属粉末の添加量に応じてセラミックス充填率が調整され、金属粉末の添加量を増やすことによって、セラミックス充填率を20〜50体積%とすることも可能である。
【0014】
なお、粒径差が大きいと粗粒間の隙間に細粒が入り込み、成形型における混合粉末の充填率が上昇する。同程度の粒径であれば混合粉末の充填率が上昇することなく、Siが添加された分だけSiCの占有率は低下する。よって、本発明の金属−セラミックス複合材料の製造方法において、前記セラミックス粉末に対する前記金属粉末の平均粒径比が1/2以上2以下であることが好ましい。
【0015】
また、セラミックス粉末を成形型にタップ充填した際に生じる空隙の容積の100体積%を超える量の有機バインダを添加した場合、多孔質焼結体の気孔率が低下し、有機バインダが熱硬化の縮重合反応により発生する縮重合水の抜け道が少なくなる。そのため、脱バインダ処理の際に成形体中の縮重合水が急激に体積膨張して、クラックが発生するおそれが生じる。
【0016】
そこで、本発明の金属−セラミックス複合材料の製造方法において、前記有機バインダの添加量は、前記セラミックス粉末及び前記金属粉末を成形型にタップ充填した際に生じる空隙の容積の100体積%以下であることが好ましい。なお、有機バインダの添加量の下限は、成形体の保形限界から10体積%以上、より好ましくは20〜30体積%以上である。
【図面の簡単な説明】
【0017】
【図1】金属Si粉末の添加量とSiC/Si複合材料のSiC充填率との関係を表すグラフ。
【発明を実施するための形態】
【0018】
本発明の金属−セラミックス複合材料は、セラミックス及びマトリックス金属からなる多孔質焼結体に金属を含浸させてなり、セラミックスがSiC(炭化珪素)、Al2O3(アルミナ)、Si3N4(窒化珪素)の何れかであり、マトリックス金属及び金属が同種でSi(珪素)、Al(アルミニウム)、Cu(銅)の何れかであり、前記セラミックスの充填率が20〜50体積%であるものである。
【0019】
そして、本発明の金属−セラミックス複合材料は、SiC、Al2O3、Si3N4の何れからなるセラミックス粉末と有機バインダとにSi、Al、Cuの何れからなる金属粉末を添加した混合物を成形した成形体を焼成して多孔質焼結体を得て、該多孔質焼結体に前記金属粉末と同種の金属を含浸させる本発明の金属−セラミックス複合材料の製造方法によって製造することができる。
【0020】
以下、本発明の金属−セラミックス複合材料の実施形態に係るSiC/Si複合材料を、本発明の金属−セラミックス複合材料の製造方法の実施形態によって製造する場合を例に挙げて説明する。SiC/Si複合材料は、マトリックス金属をSi、強化材をSiCとした金属−セラミックス複合材料である。
【0021】
本SiC/Si複合材料の製造方法は、SiC粉末及び金属Si粉末に有機バインダを添加し混合して混合粉末を得る混合工程の他に、成型工程、脱バインダ工程、焼結工程、含浸工程を含むものであり、SiC充填率が50体積%以下と低いSiC/Si複合材料を製造することができる。なお、成型工程、脱バインダ工程、焼結工程、含浸工程は、以下に説明する方法に限定されず、任意の既知の方法を用いることができる。
【0022】
まず、混合工程において、原料粉末であるSiC粉末と金属Si粉末に、有機バインダを添加し混合して、成形原料を作製する。混合方法は、湿式、乾式の何れであってもよく、例えばボールミル、振動ミルなどの混合器を用いることができる。なお、焼結助剤などの添加剤を少量添加してもよい。
【0023】
SiC粉末は、高純度であることが好ましく、その純度は、好ましくは96%以上、より好ましくは98%以上である。
【0024】
金属Si粉末は、高純度であることが好ましく、その純度は、好ましくは96%以上、より好ましくは98%以上である。金属Si粉末の添加量は、SiC/Si複合材料のSiC充填率に応じて適宜調整すればよいが、好ましくはSiC粉末100重量部に対して30〜130重量部である。そして、SiC粉末に対する金属Si粉末の平均粒径比は、好ましくは1/2以上2以下である。
【0025】
有機バインダとして、特に好ましくはフェノール樹脂であるが、ポリビニルアルコール(PVA)、メチルセルロース(MC)、イソバン、ポリエチレンイミン等の樹脂も好ましい。有機バインダは、成形体を保形可能な下限値から前記セラミックス粉末及び前記金属粉末を成形型にタップ充填した際に生じる空隙の容積の100体積%の量まで添加することができる。より好ましくは、空隙の容積の20〜30体積%である。
【0026】
混合工程で得られた成形原料を、成形工程において、適宜な形状にプレス成型する。その方法は、特に限定されず、一軸プレス成形、冷間静水圧プレス(CIP)、加圧鋳込などの既知の成形方法を用いることができる。成形圧力は、2.0〜5.0MPaであることが好ましい。
【0027】
成形工程で得られた成形体を、脱バインダ工程において、添加された有機バインダを完全に炭化させる。脱バインダ処理は、真空雰囲気中で、例えば、250〜1000℃の温度範囲を昇温速度30℃/hr以下で行うことが好ましい。ただし、温度範囲や昇温速度は、生産効率等を考慮して適宜定めればよい。炭化して生じた微量の炭素成分は、成形体中に残留する。
【0028】
なお、有機バインダの添加量は、SiC粉末及び金属Si粉末を成形型にタップ充填した際に生じる空隙の容積の100体積%以下とすることが好ましい。空隙の容積の100体積%を超える有機バインダを添加した場合、多孔質焼結体の気孔率が低下し、有機バインダが熱硬化の縮重合反応により発生する縮重合水の抜け道が少なくなる。そのため、脱バインダ処理の際に成形体中の縮重合水が急激に体積膨張して、クラックが発生するおそれが生じる。また、SiCの反応生成量も増加するので、SiC/Si複合材料のSiC充填率が増加することになる。
【0029】
脱バインダ処理した成形体を、脱酸素工程において、脱酸素処理を行い、多孔質焼結体を得る。脱酸素処理は、真空雰囲気中で、例えば、1300〜1410℃の温度範囲で、5〜20時間保持する。より好ましくは、真空雰囲気中で、1350〜1410℃の温度範囲で、15〜20時間焼成する。なお、焼結雰囲気の圧力は限定されず、減圧、常圧から数気圧の加圧まで任意であるが、コスト面からは常圧が好ましい。
【0030】
焼成して得られた多孔質焼結体は、5〜20μmの多数の気孔を有し、気孔率は、好ましくは40〜50%である。なお、多孔質焼結体を、必要に応じて、機械的手段によって研削してもよい。予め多孔質焼結体を所定形状に形成すれば、得られるSiC/Si複合材料がニアネットとなり、最終形状とする際に必要な加工を削減することができる。
【0031】
そして、得られた多孔質焼結体を、含浸工程において、溶解された金属Siを含浸させる。含浸処理は、非加圧浸透法で行うことが好ましいが、加圧浸透法などの他の方法で行ってもよい。非加圧浸透で行う場合、例えば、真空雰囲気で1550℃まで加熱し、さらに、それ以降は不活性ガス雰囲気で1645℃まで加熱して、10時間、より好ましくは20〜30時間保持する。金属Siの一部は多孔質焼結体に残留した炭素成分と反応してSiCが生成されるが、大部分の金属Siは気孔に含浸する。
【0032】
これにより、SiC充填率が20〜50体積%と低いSiC/Si複合材料を得ることができる。なお、SiC/Si複合材料を、必要に応じて、機械的手段によって研削してもよい。
【0033】
以上説明したように、SiC粉末及び有機バインダを含む成形材料に予め金属Si粉末を添加しておくことにより、成形体におけるSiCの初期充填率が低下する。これに伴い、成形体を焼結して得られる多孔質焼結体は、SiC充填率が低くなると共に空孔が大きくならず強度的に優れたものとなる。そして、この多孔質焼結体に金属Siを含浸させることにより、SiC充填率が低いSiC/Si複合材料を得ることができる。金属Si粉末の添加量を増やすことによって、SiC充填率を20〜50体積%とすることも可能となる。
【0034】
なお、成形材料に金属Si粉末を添加せず有機バインダの添加量を増加させた場合、多孔質焼結体の気孔率が大き過ぎて強度的に問題があり、最終製品であるSiC/Si複合材料のSiC充填率は50体積%が実質的な限界であった。本発明では成形材料に金属Si粉末を予め混入することにより、多孔質焼結体の気孔率が過度に高くなることを防止して、この問題を解決した。
【実施例】
【0035】
以下、本発明の実施例及び比較例を具体的に挙げ、本発明を詳細に説明する。
【0036】
実施例1〜10及び比較例1では、まず、原料粉末として、SiC粉末(♯800、平均粒径17μm、信濃電気製錬株式会社製のGP#800)と金属Si粉末(平均粒径10μm、福田金属箔粉工業株式会社製のSi−S−10μm)を準備した。また、有機バインダとして、フェノール樹脂(大日本インキ化学工業株式会社製のOI−305A)を準備した。SiC粉末に対する金属Si粉末の平均粒径比は10/17である。
【0037】
そして、SiC粉末の添加量を100重量部、金属Si粉末の添加量を表1に示した重量部とし、SiC粉末及び金属Si粉末をタップ充填した際に成形型に生じた空隙の容積に対するフェノール樹脂の添加量を表1に示した体積%として、これらを混合して成形型に入れ、2.94MPaの成形圧力で、一辺200mm厚さ10mmの正方形板状の成形体を作製した。
【0038】
そして、得られた成形体を、真空雰囲気中で250〜1000℃の温度範囲を昇温速度28℃/hrで加熱して、脱バインダ処理を行った。その後、真空雰囲気中で1300〜1410℃の温度範囲を昇温速度22℃/hrで加熱して、焼結処理を行い、多孔質焼結体を得た。
【0039】
そして、得られた多孔質焼結体と融点以上に加熱されたSi(日本電工株式会社製)を接触させ、不活性ガス雰囲気中で1645℃の温度で24時間保持して、溶融したSiと多孔質焼結体中に含まれている炭素とを反応させてSiCにとすると同時にSiを気孔に含浸させることにより、SiC/Si複合材料を作製した。
【0040】
そして、得られたSiC/Si複合材料の中央部及び4つの角部の嵩密度をそれぞれ測定して、測定結果からSiC充填率とその標準偏差を求めた。結果を表1にまとめ、金属Si添加量とSiC充填率との関係を図1に表した。
【0041】
【表1】
【0042】
比較例1のように金属Si粉末の添加量を0重量部とした場合、得られたSiC/Si複合材料のSiC充填率は59.1体積%となり、50体積%を大きく超えた。SiC充填率の標準偏差は0.61体積%であった。
【0043】
実施例1,2のように金属Si粉末の添加量を10重量部、20重量部とした場合、得られたSiC/Si複合材料のSiC充填率はそれぞれ54.4体積%、52.1体積%となり、50体積%を超えた。SiC充填率の標準偏差はそれぞれ0.21体積%、0.28体積%であり、SiC充填率のばらつきは比較例1より小さかった。
【0044】
実施例3,4,5,6,7,8,9,10のように金属Si粉末の添加量を30重量部、35重量部、40重量部、44重量部、52重量部、66重量部、80重量部、94重量部とした場合、得られたSiC/Si複合材料のSiC充填率はそれぞれ47.1体積%、46.4体積%、44.5体積%、41.9体積%、39.5体積%、35.7体積%、33.2体積%、29.9体積%となり、50体積%以下となった。SiC充填率の標準偏差は0.29〜0.57体積%であり、SiC充填率のばらつきは比較例1と同等以下であった。
【0045】
そして、図1に示すように、金属Si粉末の添加量が増加するほど、SiC/Si複合材料のSiC充填率は低下することが分かった。これより、SiC粉末100重量部に対し金属Si粉末を130重量部添加すれば、SiC/Si複合材料中のSiC充填率は20体積%程度になると推定される。
【0046】
さらに、比較例2として、金属Si粉末の代わりにカーボンビーズ(平均粒径6μm、オリエンタル産業株式会社製のATNo.40−C)を使用したこと以外は、実施例5と同様にしてSiC/Si複合材料を作製した。得られたSiC/Si複合材料の嵩密度の測定結果から求めたSiC充填率は、70.9体積%であり、50体積%を大きく超えた。
【0047】
比較例3として、フェノール樹脂の添加量を、SiC粉末をタップした際に金型に生じた空隙の容積の120体積%としたこと以外は、実施例5と同様にしてSiC/Si複合材料を作製した。しかし、プレス成形の際に成形体にクラックが発生した。
【0048】
さらに、実施例11として、SiC粉末としてESK Ceramics GmbH & Co.(ドイツ)製のGC#180(♯180、平均粒径88μm)を使用したこと以外は、実施例5と同様にしてSiC/Si複合材料を作製した。このとき、SiC粉末に対する金属Si粉末の平均粒径比は、10/88であり1/2以下であった。得られたSiC/Si複合材料の嵩密度の測定結果から求めたSiC充填率は、59.1体積%であり、50体積%を超えた。
【0049】
実施例12として、金属Si粉末として山石金属株式会社製のM.Si.No.600(平均粒径3μm)を使用したこと以外は、実施例5と同様にしてSiC/Si複合材料を作製した。このとき、これより、SiC粉末に対する金属Si粉末の平均粒径比が3/17であり1/2以下であった。る場合、得られたSiC/Si複合材料の嵩密度の測定結果から求めたSiC充填率は、55.1体積%であり、50体積%を超えた。実施例5,11,12の結果を表2にまとめた。
【0050】
【表2】
【特許請求の範囲】
【請求項1】
セラミックス及びマトリックス金属からなる多孔質焼結体に金属を含浸させてなり、前記セラミックスがSiC、Al2O3、Si3N4の何れかであり、前記マトリックス金属及び前記金属が同種でSi、Al、Cuの何れかであり、前記セラミックスの充填率が20〜50体積%であることを特徴とする金属−セラミックス複合材料。
【請求項2】
SiC、Al2O3、Si3N4の何れからなるセラミックス粉末と有機バインダとにSi、Al、Cuの何れからなる金属粉末を添加した混合物を成形した成形体を焼成して多孔質焼結体を得て、該多孔質焼結体に前記金属粉末と同種の金属を含浸させて金属−セラミックス複合材料を製造することを特徴とする金属−セラミックス複合材料の製造方法。
【請求項3】
前記有機バインダの添加量は、前記セラミックス粉末及び前記金属粉末を成形型にタップ充填した際に生じる空隙の容積の100体積%以下であることを特徴とする請求項2に記載の金属−セラミックス複合材料の製造方法。
【請求項1】
セラミックス及びマトリックス金属からなる多孔質焼結体に金属を含浸させてなり、前記セラミックスがSiC、Al2O3、Si3N4の何れかであり、前記マトリックス金属及び前記金属が同種でSi、Al、Cuの何れかであり、前記セラミックスの充填率が20〜50体積%であることを特徴とする金属−セラミックス複合材料。
【請求項2】
SiC、Al2O3、Si3N4の何れからなるセラミックス粉末と有機バインダとにSi、Al、Cuの何れからなる金属粉末を添加した混合物を成形した成形体を焼成して多孔質焼結体を得て、該多孔質焼結体に前記金属粉末と同種の金属を含浸させて金属−セラミックス複合材料を製造することを特徴とする金属−セラミックス複合材料の製造方法。
【請求項3】
前記有機バインダの添加量は、前記セラミックス粉末及び前記金属粉末を成形型にタップ充填した際に生じる空隙の容積の100体積%以下であることを特徴とする請求項2に記載の金属−セラミックス複合材料の製造方法。
【図1】

【公開番号】特開2012−184493(P2012−184493A)
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願番号】特願2011−50171(P2011−50171)
【出願日】平成23年3月8日(2011.3.8)
【出願人】(000000240)太平洋セメント株式会社 (1,449)
【出願人】(391005824)株式会社日本セラテック (200)
【Fターム(参考)】
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願日】平成23年3月8日(2011.3.8)
【出願人】(000000240)太平洋セメント株式会社 (1,449)
【出願人】(391005824)株式会社日本セラテック (200)
【Fターム(参考)】
[ Back to top ]