
金属の表面改質方法
【課題】回転工具を用いることにより、入熱手段による加熱を施すことなく金属の表面改質を行なう。
【解決手段】金属からなる改質部材45に挿入した状態で回転することにより改質部材45を処理する小径部42と、小径部42と一体化され、小径部42が処理している間に改質部材45を押圧する大径部43とを備えた回転工具41により改質部材45の表面を改質する方法であって、大径部43を改質部材45に押圧することにより、押圧された大径部43の一部を改質部材45に肉盛りさせる金属の表面改質方法。
【解決手段】金属からなる改質部材45に挿入した状態で回転することにより改質部材45を処理する小径部42と、小径部42と一体化され、小径部42が処理している間に改質部材45を押圧する大径部43とを備えた回転工具41により改質部材45の表面を改質する方法であって、大径部43を改質部材45に押圧することにより、押圧された大径部43の一部を改質部材45に肉盛りさせる金属の表面改質方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、回転工具を用いて金属の表面改質を行う方法に関するものである。
【背景技術】
【0002】
例えば特表平7−505090号公報(特許文献1)には、摩擦撹拌による固相接合方法として長尺材同士の新規な接合方法が開示されている。この接合方法は、加工物より実質的に硬い材質からなる回転工具を加工物の突合せ部に挿入し、回転工具を回転させながら移動することにより、回転工具と加工物との間に生じる摩擦熱による塑性流動によって加工物を接合する方法が開示されている。この撹拌接合方法は、接合部材を固相状態で、回転工具を回転させながら移動させつつ軟化させた固相部分を一体化しながら接合できるために、熱歪みがなく接合方向に対して実質的に無限に長い長尺材でもその長手方向に連続的に固相接合できる利点がある。さらに、回転工具と接合部材との摩擦熱による金属の塑性流動を利用した固相接合のため、突合せ部を溶融させることなく接合できる。また、加熱温度が低いため、接合後の変形が少ない。突合せ部は溶融されないため、欠陥が少ないなどの多くの利点がある。
【0003】
また、特開平10−225781号公報(特許文献2)は、以上の撹拌接合方法において、突合せ部の回転工具の移動方向前方部分を外部熱源、例えばレーザビームにより加熱しながら、回転工具を移動させる方法が開示されている。特許文献2によれば、摩擦熱が分散しやすい状況下でも、接合不良を生じることなく良好に接合することができ、しかも接合速度を向上させることができる。
【0004】
特開2004−154790号公報(特許文献3)も、特許文献2と同様に、回転工具による接合部材の撹拌性を向上させるために、回転工具で接合する前に高周波加熱を用いて接合部材を加熱している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表平7−505090号公報
【特許文献2】特開平10−225781号公報
【特許文献3】特開2004−154790号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献2及び特許文献3に開示された発明では、回転工具とレーザ加熱位置又は高周波加熱位置に距離があるため、せっかく加熱した部分が接合する際には冷却されてしまい、加熱効果が薄い。さらに、この方法は接合部材表面しか加熱されず、接合部材の内部まで加熱することが難しい。そのためにかえって、板厚方向に温度差が生じてしまい、均一な接合が難しくなるおそれもある。
【課題を解決するための手段】
【0007】
特許文献1及び特許文献2は、回転工具の移動方向前方にレーザビームあるいは高周波加熱といった入熱手段を設けているために、加熱効果が薄いといった問題があった。しかるに本発明者等は、回転工具を用いれば、入熱手段による加熱を施すことなく金属の表面改質ができることを確認した。
【0008】
本発明は、金属からなる処理対象物に挿入した状態で回転することにより処理対象物を処理する小径部と、小径部と一体化され、小径部が処理している間に処理対象物を押圧する大径部とを備えた回転工具により処理対象物の表面を改質する方法であって、大径部を処理対象物に押圧することにより、押圧された大径部の一部を処理対象物に肉盛りさせる金属の表面改質方法を提供する。
本発明はさらに、金属からなる処理対象物に挿入した状態で回転することにより処理対象物を処理する小径部と、小径部と一体化され、小径部が処理している間に処理対象物を押圧する大径部とを備えた回転工具により処理対象物の表面を改質する方法であって、処理対象物の表面に肉盛り材を載せ、肉盛り材を貫通して小径部を処理対象物に挿入する金属の表面改質方法をも提供する。
【発明の効果】
【0009】
本発明によれば、回転工具を用いて金属の表面改質処理を行うことができる。
【図面の簡単な説明】
【0010】
【図1】第1参考例を説明するための図であって、回転工具を接合部材に挿入する前の状態を示す図である。
【図2】第1参考例を説明するための図であって、回転工具を接合部材に挿入した後の状態を示す図である。
【図3】第1参考例による撹拌接合装置の構成概要を示す図である。
【図4】第1参考例に適用するレーザビームの形態を示す図である。
【図5】第1参考例に適用するレーザビームの他の形態を示す図である。
【図6】第2参考例を説明するための図であって、回転工具を接合部材に挿入する前の状態を示す図である。
【図7】第2参考例を説明するための図であって、回転工具を接合部材に挿入した後の状態を示す図である。
【図8】第2参考例において、レーザビームを照射している状態を示す図である。
【図9】第2参考例において、レーザビームの照射を停止している状態を示す図である。
【図10】第2参考例によるレーザビームの照射方法を説明する図である。
【図11】第3参考例を説明するための図であって、回転工具を接合部材に挿入する前の状態を示す図である。
【図12】第3参考例を説明するための図であって、回転工具を接合部材に挿入した後の状態を示す図である。
【図13】第3参考例を説明するための図であって、回転工具を接合部材に挿入した後の他の状態を示す図である。
【図14】第3参考例におけるレーザビームの照射パターンを示す図である。
【図15】第4参考例を説明するための図であって、回転工具を改質部材に挿入する前の状態を示す図である。
【図16】第4参考例を説明するための図であって、回転工具を改質部材に挿入した後の状態を示す図である。
【図17】第4参考例の変形例を説明するための図であって、回転工具を改質部材に挿入した後の状態を示す図である。
【発明を実施するための形態】
【0011】
以下、添付図面に示す実施の形態に基づいてこの発明を詳細に説明する。
<第1参考例>
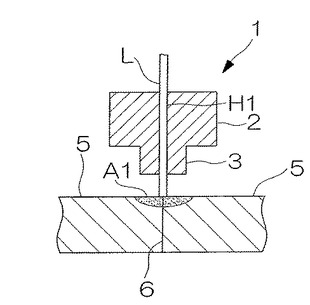
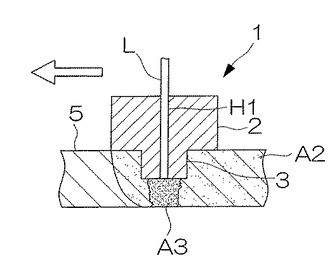
図1及び図2は、本発明に対する第1参考例を説明するための図であり、図1は回転工具1を接合部材5に挿入する前の状態を示す図、図2は回転工具1を接合部材5に挿入した後の状態を示す図である。なお、図1は回転工具1の移動方向正面から見た図、図2は回転工具1の移動方向(矢印で示す)側面から見た図である。
図1及び図2において、回転工具1は、いずれも円柱状の大径部2及び小径部3とから構成されている。大径部2及び小径部3は、ダイス鋼等の工具材料から一体的に構成され、その回転軸に貫通孔H1が形成されている。回転工具1は、図示しない回転駆動手段により回転軸を中心に回転する。また、回転工具1は、図示しない移動手段により、図中、平面方向、鉛直方向に移動可能となっている。
図示しないレーザ発振器から発振されたレーザビームLは、回転工具1の回転軸を含んで形成されている貫通孔H1を通過して、接合部材5に照射される。したがって、レーザビームLは、回転工具1の投影面内において接合部材5に照射されることになる。
【0012】
図1に示すように、回転工具1を接合部材5に挿入する前であって、回転工具1が接合部材5に対向しかつ離間している段階で、レーザビームLを接合部材5に照射する。レーザビームLは接合部材5同士の突合せ部6に対して照射される。したがって、接合部材5のレーザビームLが照射された部分及びその近傍A1は加熱昇温により軟化するため、回転工具1を接合部材5に挿入する際の負荷を低減することができる。
【0013】
回転工具1を接合部材5に挿入する前に所定時間だけレーザビームLを照射した後に、図2に示すように、回転工具1を挿入する。第1形態では、回転工具1を接合部材5中に挿入した後も、レーザビームLを照射し続ける。その結果、接合部材5の厚さ方向中心部よりも低い部分(図中、A3で示す)も加熱昇温することができる。この部分は回転工具1の小径部3による熱影響が及ばないか又は及びにくい部分である。したがって、第1形態によれば、図2中、A2で示すように接合部材5の厚さ方向全域にわたって良好な接合状態を得ることができ、従来の回転工具のみによる撹拌接合法に比べて接合欠陥を低減することができる。また、レーザビームLを照射しながら回転工具1を移動するため、回転工具1のみによる撹拌接合法に比べて移動速度を速くすることができる。
【0014】
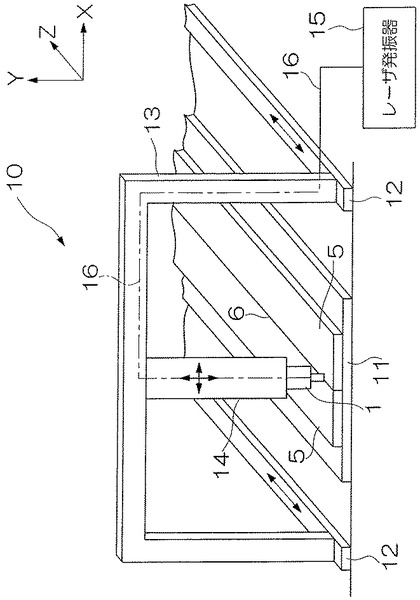
図3は、以上の第1参考例による撹拌接合方法を実施するための撹拌接合装置10の構成概要を示している。
第1参考例による撹拌接合装置10は、接合部材5を載せる基台11を備えている。基台11の左右両側には、レール12が配設されている。レール12上をZ方向に往復移動可能なガントリ13が備えられており、ガントリ13には、モータ14を介して回転工具1が取り付けられている。モータ14は、回転工具1を回転駆動する。モータ14は、ガントリ13に対してX方向、Y方向に移動可能に取り付けられている。
撹拌接合装置10は、レーザ発振器15を備えている。レーザ発振器15から出射されたレーザビームLは、光ファイバ16及び回転工具1を介して接合部材5に照射される。
【0015】
撹拌接合装置10により接合部材5を接合する場合、まず、2つの接合部材5をその突合せ部6を突合せて配置する。その後、ガントリ13の位置、ガントリ13に対するモータ14の位置を調整することにより、回転工具1を接合部材5の突合せ部6に対して位置合わせする。
回転工具1の突合せ部6に対する位置合わせが完了したならば、モータ14を駆動することにより回転工具1を回転するとともに、図1に示すように、レーザ発振器15を駆動して接合部材5に対してレーザビームLを照射する。以後は、前述したように、所定時間レーザビームLを照射した後に回転工具1を接合部材5の突合せ部6に挿入する。回転工具1の挿入後においても、図2に示すように、レーザビームLの照射を継続すると、従来の回転工具1のみによる撹拌接合法に比べて接合欠陥を低減することができるとともに、回転工具1のみによる撹拌接合法に比べて移動速度を速くすることができる。
【0016】
以上では、回転工具1の接合部材5への挿入前及び挿入後におけるレーザビームLの照射は連続的なものとして説明した。しかし、レーザビームLの照射による所期の目的を達成できるのであれば、レーザビームLの照射を断続的なものとすることができる。また、回転工具1の接合部材5への挿入前及び挿入後に照射されるレーザビームLの強度は、一定であってもよいし、変動させてもよい。接合部材5への挿入前及び挿入後によってレーザビームLの強度を変えることもできる。
【0017】
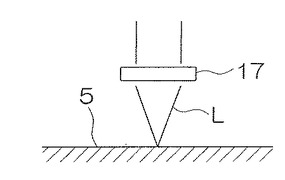
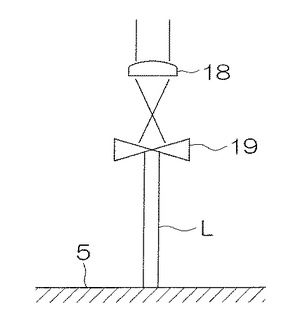
第1参考例において、接合部材5に照射されるレーザビームLは、図4に示すように、焦点を接合部材5の表面に焦点が一致するようにレンズ17によって集光する形態とすることができる。また、接合部材5に照射されるレーザビームLは、図5に示すように、接合部材5の表面に平行ビームを照射できるようにレンズ18及びレンズ19を用いる形態とすることもできる。
【0018】
<第2参考例>
次に本発明に対する第2参考例について説明する。
上述した第1参考例は、回転工具1の中心軸をレーザビームLが通過することにより、回転工具1の投影面内において接合部材5上にレーザビームLを照射したが、第2参考例は、回転工具1の中心軸から偏心した位置をレーザビームLが通過する形態を開示するものである。
【0019】
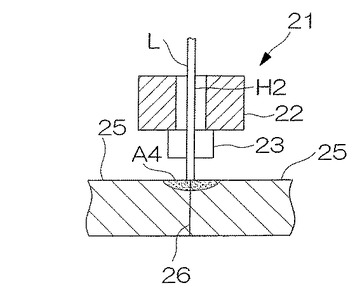
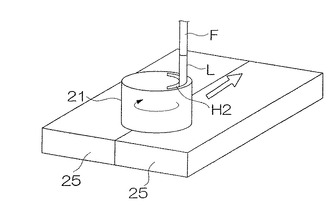
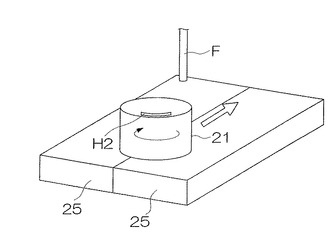
図6及び図7は、本発明に対する第2参考例を説明するための図であり、図6は回転工具21を接合部材25に挿入する前の状態を示す図、図7は回転工具21を接合部材25に挿入した後の状態を示す図である。なお、図6は回転工具21の移動方向正面から見た図、図7は回転工具21の移動方向(矢印で示す)側面から見た図である。また、図8は回転工具21を接合部材25に挿入した後の状態を示す斜視図である。
図6及び図7において、回転工具21は、いずれも円柱状の大径部22及び小径部23とから構成されている。大径部22及び小径部23は、ダイス鋼等の工具材料から一体的に構成され、その回転軸から偏心した位置に円弧状の貫通孔H2が形成されている。
図示しないレーザ発振器から出射されたレーザビームLは、回転工具21に形成されている貫通孔H2を通過して、接合部材25に照射される。したがって、レーザビームLは、回転工具21の投影面内において接合部材25に照射される。
【0020】
第2参考例も第1参考例と同様に、図6に示すように、回転工具21を接合部材25に挿入する前であって、回転工具21が接合部材25から離間している段階で、レーザビームLを接合部材25に照射する。レーザビームLは接合部材25同士の突合せ部26に対して照射される。レーザビームLの照射は、小径部23より回転工具21の移動方向前方に対して行われる。したがって、接合部材25のレーザビームLが照射された部分及びその近傍A4は加熱昇温するため、回転工具21を接合部材25に挿入し、又は回転工具21を移動する際の負荷を低減することができる。
【0021】
ここで、第2参考例は、貫通孔H2が回転工具21の回転軸から偏心した位置に形成されているため、第1参考例のように、レーザビームLを連続的に照射していない。つまり、図8に示すように、光ファイバFを突合せ部26上に固定し、貫通孔H2がこの固定位置を通過しているときにのみレーザビームLを照射する。一方、図9に示すように、貫通孔H2がこの固定位置とは異なる位置に存在している場合には、レーザビームLの照射を停止する。つまり、第2参考例では、小径部23より回転工具21の移動方向前方に対して、貫通孔H2の位置に応じてレーザビームLを断続的に照射する。
【0022】
回転工具21を接合部材25に挿入する前に所定時間だけレーザビームLを照射した後に、図7に示すように、回転工具21を挿入する。第2形態では、回転工具21を接合部材25中に挿入した後も、レーザビームLを断続的に照射する。したがって、回転工具21の移動方向であって、かつ小径部23の前方が軟化されるため、移動負荷を軽減することができる。結果として、回転工具21のみによる撹拌接合法に比べて移動速度を速くすることができる。
【0023】
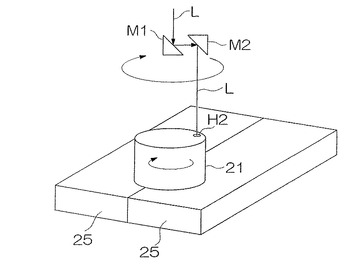
以上ではレーザビームLの照射位置を固定した例について説明したが、図10に示す構成を採用することにより、レーザビームLの照射位置を固定することなく、回転工具21の回転軸からの偏心量を半径とする円上にレーザビームLを照射することができる。すなわち、図10において、ミラーM1及びミラーM2を組み合わせることにより、レーザビームLを回転工具21の貫通孔H2に誘導する。ミラーM1及びミラーM2は、ミラーM1を中心として回転可能に構成されている。この回転の中心は、回転工具21の回転軸と一致している。回転工具21の回転速度とミラーM1及びミラーM2の回転速度とを一致させ、かつミラーM1及びミラーM2を介してレーザビームLを照射すると、接合部材25上には、レーザビームLを円周状に照射することができる。
【0024】
<第3参考例>
次に第3参考例を説明する。
第3参考例は、回転工具の中心軸及び中心軸から偏心した位置をレーザビームLが通過する形態を開示するものである。また、第1参考例及び第2参考例はレーザビームLを接合部材5(25)の突合せ部6(26)に照射していたが、第3参考例はレーザビームLを接合部材5(25)の突合せ部6(26)以外の箇所にも照射する。そうすることにより、融点の異なる異種材料の撹拌接合を可能にする。
【0025】
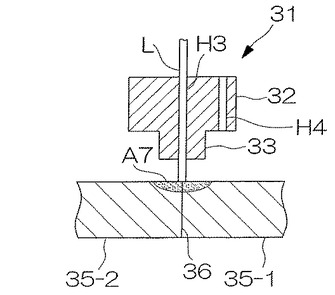
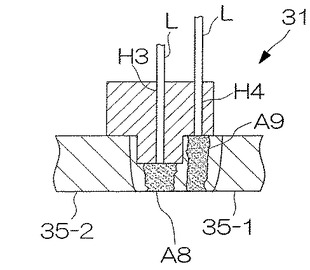
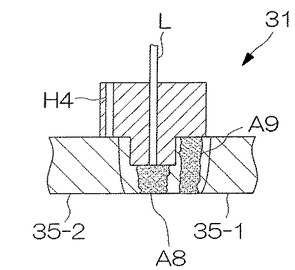
図11及び図12は、第3参考例を説明するための図であり、図11は回転工具31を接合部材35に挿入する前の状態を示す図、図12は回転工具31を接合部材35に挿入した後の状態を示す図である。なお、図11は回転工具31の移動方向正面から見た図、図12は回転工具31の移動方向(矢印で示す)側面から見た図である。
図11及び図12において、回転工具31は、大径部32及び小径部33とから構成されている。大径部32及び小径部33は、ダイス鋼等の工具材料から一体的に構成されている。回転工具31は、その回転軸に貫通孔H3が形成されている。また、回転工具31は、その中心軸から偏心した位置に円弧状の貫通孔H4が形成されている。
【0026】
図示しないレーザ発振器から出射されたレーザビームLは、回転工具31に形成されている貫通孔H3及びH4を通過して、接合部材35に照射される。したがって、レーザビームLは、回転工具31の投影面内において接合部材35に照射される。
【0027】
第3参考例も第1、2参考例と同様に、図11に示すように、回転工具31を接合部材35に挿入する前であって、回転工具31が接合部材35から離間している段階で、貫通孔H3を介してレーザビームLを接合部材35に照射する。ここで、第3参考例は、例えば一方の接合部材35を鋼(以下、接合部材35−1)、他方の接合部材35をアルミニウム合金(以下、接合部材35−2)というように、融点の異なる異種材料を接合対象とする。
【0028】
回転工具31を接合部材35−1と接合部材35−2との突合せ部36に挿入する前に所定時間だけレーザビームLを照射した後に、図12に示すように、回転工具31を挿入する。第3参考例では、回転工具31を接合部材35−1と接合部材35−2との突合せ部36に挿入した後も、貫通孔H3を介するレーザビームLの照射を継続する。その結果、接合部材35−1及び接合部材35−2の厚さ方向中心部よりも低い部分(図中、A8で示す)をも加熱昇温することができる。この部分は回転工具31の小径部33による熱影響が及ばないか又は及びにくい部分である。
したがって、第3参考例によれば、図12に示すように接合部材35の厚さ方向全域にわたって良好な接合状態を得ることができ、従来の回転工具のみによる撹拌接合法に比べて接合欠陥を低減することができる。また、レーザビームLを照射しながら回転工具31を移動するため、回転工具31のみによる撹拌接合法に比べて移動速度を速くすることができる。
【0029】
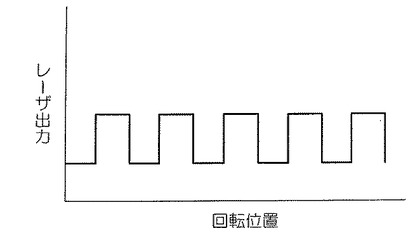
第3参考例は、回転工具31を接合部材35−1と接合部材35−2との突合せ部36に挿入した後に、貫通孔H4を介してレーザビームLを接合部材35−1に対して照射する。したがって、レーザビームLによって接合部材35−1のA9で示す領域は軟化する。ここで、図13に示すように、貫通孔H4が接合部材35−2の領域に位置する場合がある。このときは、貫通孔H4を通過するレーザビームLの照射を停止する。つまり、貫通孔H4を通過するレーザビームLの照射を制御することにより、鋼からなる接合部材35−1を加熱昇温するが、アルミニウム合金からなる接合部材35−2は貫通孔H4を通過するレーザビームLでは加熱しない。このとき、アルミニウム合金からなる接合部材35−2は直接的な加熱昇温がなされていない。ここで、鋼の軟化温度は800℃程度、アルミニウム合金の軟化温度は400℃程度であり、この軟化温度の差が両者の撹拌接合を困難にしていた。ところが、第3参考例では、軟化温度の高い鋼製の接合部材35−1にレーザビームLを照射することにより、アルミニウム合金製の接合部材35−2よりも接合部材35−1を高い温度にすることができる。したがって、接合対象物の軟化温度が相違していても、貫通孔H4を通過するレーザビームLの照射を制御することにより、接合部材35−1及び接合部材35−2の両者を同時に軟化させることが可能となる。
【0030】
以上の例では、図13の状態では貫通孔H4からのレーザビームLの照射を停止したが、停止する形態に限定されない。例えば、図13の状態では貫通孔H4からのレーザビームLの出力エネルギを弱くすることも可能である。その場合、レーザビームLの照射パターンは、図14に示すように、パルス状とすることになる。
また、第3参考例では、貫通孔H3、つまり回転工具31の回転軸からのレーザビームLの照射を行っているが、異種材料の撹拌接合のみを考慮した場合には、回転工具31の回転軸からのレーザビームLの照射を省略することができる。
【0031】
<第4参考例、第1、2形態>
第1〜第3参考例は2つの接合部材5、25、35を突合せた状態で撹拌接合する例を開示するものであるが、本発明は、金属材料の表面改質に対して適用することもできる。そこで以下では、金属材料の表面改質に適用した形態について説明する。
【0032】
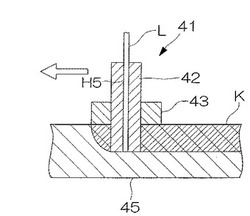
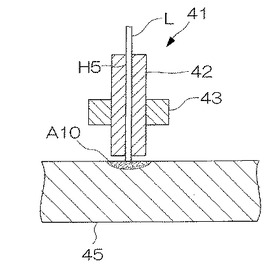
図15及び図16は、第4参考例を説明するための図であり、図15は回転工具41を改質部材45に挿入する前の状態を示す図、図16は回転工具41を改質部材45に挿入した後の状態を示す図である。なお、図15は回転工具41の移動方向正面から見た図、図16は回転工具41の移動方向(矢印で示す)側面から見た図である。
【0033】
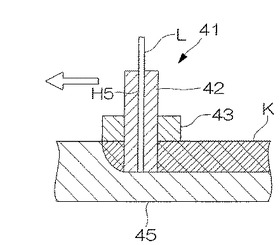
図15及び図16において、回転工具41は、ともに円筒状の大径部42及び小径部43とから構成されている。大径部42は改質部材45の表面に対する肉盛り材から構成されている。肉盛り材としては、例えば高Cr基合金、Ni基合金、Co基合金等を用いることができる。小径部43はダイス鋼等の工具材料から構成されている。大径部42は小径部43の周囲に焼きばめ、その他の手段によって接合されている。小径部43の中心軸(回転工具41の回転中心)には、レーザビームLが通過する貫通孔H5が形成されている。
【0034】
第4参考例も第1参考例と同様に、図15に示すように、回転工具41を改質部材45に挿入する前であって、回転工具41が改質部材45から離間している段階で、レーザビームLを改質部材45の表面に照射する。したがって、改質部材45のレーザビームLが照射された部分及びその近傍A10は加熱昇温して軟化するため、回転工具41を改質部材45に挿入する際の負荷を低減することができる。
【0035】
回転工具41を改質部材45に挿入する前に所定時間だけレーザビームLを照射した後に、図16に示すように、回転工具41を挿入する。第4参考例では、回転工具41を改質部材45中に挿入した後も、レーザビームLを連続的又は断続的に照射することができるし、レーザビームLの照射を停止することもできる。回転工具41を改質部材45に挿入した後、回転工具41を改質部材45に所定の圧力で押し付けつつ回転工具41を回転させる。この過程で、改質部材45に接触している大径部42は肉盛り材として改質部材45の表面に供給させる。すなわち、大径部42は、回転工具41の回転に伴って消耗する。一方で小径部43による改質部材45表面の撹拌により、大径部42から肉盛り材として供給された材料と改質部材45とが混合又は合金化することにより、改質部材45の表面を改質部Kとすることができる。
【0036】
回転工具41を改質部材45中に挿入した後も、レーザビームLを照射すれば、回転工具41を改質部材45に対してより深く挿入することができる。そのため、改質部材45における改質層の深さを深くすることができる。
以上の第4参考例では、回転工具41の回転軸からレーザビームLを改質部材45に対して照射する形態を開示したが、レーザビームLの照射を伴わなくても表面改質を実施することができる(第1形態)。もちろん、レーザビームLの照射を伴う表面改質が望ましい形態であることはいうまでもない。
また、以上の第4参考例では、回転工具41の大径部42が回転工具41の回転に伴って消耗する形態としているが、非消耗タイプの大径部42とすることを許容する。
【0037】
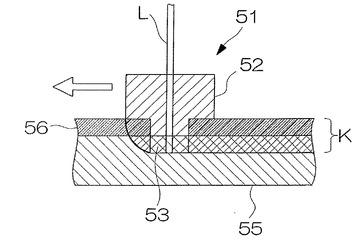
さらに、以上の第4参考例では、回転工具41の大径部42が回転工具41の回転に伴って消耗する形態とし、大径部42から肉盛り材を供給する形態としているが、大径部52を小径部53と同様の素材から構成して非消耗タイプのものとし、さらに図17に示すように肉盛り材を板材56から供給することもできる(第2形態)。つまり、改質部材55の表面に肉盛り材となる板材56を載せた状態で、回転工具51を板材56及び改質部材55に挿入し、かつ回転させる。そうすることにより、板材56及び改質部材55表面の撹拌により、板材56と改質部材55とが混合又は合金化することにより、改質部材55の表面を改質部Kとすることができる。
【実施例】
【0038】
以下本発明の具体的な実施例を説明する。
<実験例1>
第1参考例に従った実験を行った。実験の条件は以下の通りとし、回転工具を接合部材に挿入する際の負荷(挿入時負荷)を測定した。また、及び回転工具を接合部材に挿入した後に移動する際の負荷(移動時負荷)を測定した。その結果を下記するが、レーザビームを照射することにより、挿入時負荷及び移動時負荷が軽減されることがわかる。このように挿入時負荷及び移動時負荷が軽減されることにより、撹拌接合の工数を軽減することができるとともに、設備剛性を軽減することができる。工数低減については、移動時の速度を、レーザビーム照射なしの場合が50〜100mm/minであるのを、100〜150mm/minまで向上することができる。
【0039】
撹拌接合条件
接合部材材質:軟鋼
接合部材板厚:5〜10mm
回転工具回転数:400rpm
回転工具移動速度:50〜100mm/min
レーザビーム出力:1〜2kW
レーザビーム照射径:1mm
【0040】
測定結果
挿入時負荷:レーザビーム照射あり…5〜8ton
レーザビーム照射なし…9〜12ton
移動時負荷:レーザビーム照射あり…5〜8ton
レーザビーム照射なし…6〜9ton
【0041】
<実験例2>
第4参考例、第1形態に従った実験を行った。ただし、大径部を非消耗タイプの大径部とした。実験の条件は以下の通りとし、回転工具を改質部材に挿入した後の移動速度(移動時負荷)を測定した。また、改質部の平均結晶粒径を測定した。その結果を下記するが、レーザビームを照射することにより、回転工具の移動速度を向上することができる。また、レーザビームの照射により、改質部の結晶粒径を微細化することができる。
【0042】
撹拌接合条件
接合部材材質:軟鋼
接合部材板厚:5〜10mm
回転工具回転数:400rpm
レーザビーム出力:1〜2kW
レーザビーム照射径:1mm
【0043】
測定結果
移動速度:レーザビーム照射あり…100〜150mm/min
レーザビーム照射なし…50〜100mm/min
改質部平均結晶粒径:レーザビーム照射あり…5〜10μm
レーザビーム照射なし…10〜15μm
【符号の説明】
【0044】
1,21,31,41,51…回転工具、2,22,32,42,52…大径部、3,23,33,43,53…小径部、5,25,35…接合部材、45,55…改質部材、6,26,36…突合せ部、56…板材、H1,H2,H3,H4,H5…貫通孔、K…改質部、L…レーザビーム
【技術分野】
【0001】
本発明は、回転工具を用いて金属の表面改質を行う方法に関するものである。
【背景技術】
【0002】
例えば特表平7−505090号公報(特許文献1)には、摩擦撹拌による固相接合方法として長尺材同士の新規な接合方法が開示されている。この接合方法は、加工物より実質的に硬い材質からなる回転工具を加工物の突合せ部に挿入し、回転工具を回転させながら移動することにより、回転工具と加工物との間に生じる摩擦熱による塑性流動によって加工物を接合する方法が開示されている。この撹拌接合方法は、接合部材を固相状態で、回転工具を回転させながら移動させつつ軟化させた固相部分を一体化しながら接合できるために、熱歪みがなく接合方向に対して実質的に無限に長い長尺材でもその長手方向に連続的に固相接合できる利点がある。さらに、回転工具と接合部材との摩擦熱による金属の塑性流動を利用した固相接合のため、突合せ部を溶融させることなく接合できる。また、加熱温度が低いため、接合後の変形が少ない。突合せ部は溶融されないため、欠陥が少ないなどの多くの利点がある。
【0003】
また、特開平10−225781号公報(特許文献2)は、以上の撹拌接合方法において、突合せ部の回転工具の移動方向前方部分を外部熱源、例えばレーザビームにより加熱しながら、回転工具を移動させる方法が開示されている。特許文献2によれば、摩擦熱が分散しやすい状況下でも、接合不良を生じることなく良好に接合することができ、しかも接合速度を向上させることができる。
【0004】
特開2004−154790号公報(特許文献3)も、特許文献2と同様に、回転工具による接合部材の撹拌性を向上させるために、回転工具で接合する前に高周波加熱を用いて接合部材を加熱している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表平7−505090号公報
【特許文献2】特開平10−225781号公報
【特許文献3】特開2004−154790号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献2及び特許文献3に開示された発明では、回転工具とレーザ加熱位置又は高周波加熱位置に距離があるため、せっかく加熱した部分が接合する際には冷却されてしまい、加熱効果が薄い。さらに、この方法は接合部材表面しか加熱されず、接合部材の内部まで加熱することが難しい。そのためにかえって、板厚方向に温度差が生じてしまい、均一な接合が難しくなるおそれもある。
【課題を解決するための手段】
【0007】
特許文献1及び特許文献2は、回転工具の移動方向前方にレーザビームあるいは高周波加熱といった入熱手段を設けているために、加熱効果が薄いといった問題があった。しかるに本発明者等は、回転工具を用いれば、入熱手段による加熱を施すことなく金属の表面改質ができることを確認した。
【0008】
本発明は、金属からなる処理対象物に挿入した状態で回転することにより処理対象物を処理する小径部と、小径部と一体化され、小径部が処理している間に処理対象物を押圧する大径部とを備えた回転工具により処理対象物の表面を改質する方法であって、大径部を処理対象物に押圧することにより、押圧された大径部の一部を処理対象物に肉盛りさせる金属の表面改質方法を提供する。
本発明はさらに、金属からなる処理対象物に挿入した状態で回転することにより処理対象物を処理する小径部と、小径部と一体化され、小径部が処理している間に処理対象物を押圧する大径部とを備えた回転工具により処理対象物の表面を改質する方法であって、処理対象物の表面に肉盛り材を載せ、肉盛り材を貫通して小径部を処理対象物に挿入する金属の表面改質方法をも提供する。
【発明の効果】
【0009】
本発明によれば、回転工具を用いて金属の表面改質処理を行うことができる。
【図面の簡単な説明】
【0010】
【図1】第1参考例を説明するための図であって、回転工具を接合部材に挿入する前の状態を示す図である。
【図2】第1参考例を説明するための図であって、回転工具を接合部材に挿入した後の状態を示す図である。
【図3】第1参考例による撹拌接合装置の構成概要を示す図である。
【図4】第1参考例に適用するレーザビームの形態を示す図である。
【図5】第1参考例に適用するレーザビームの他の形態を示す図である。
【図6】第2参考例を説明するための図であって、回転工具を接合部材に挿入する前の状態を示す図である。
【図7】第2参考例を説明するための図であって、回転工具を接合部材に挿入した後の状態を示す図である。
【図8】第2参考例において、レーザビームを照射している状態を示す図である。
【図9】第2参考例において、レーザビームの照射を停止している状態を示す図である。
【図10】第2参考例によるレーザビームの照射方法を説明する図である。
【図11】第3参考例を説明するための図であって、回転工具を接合部材に挿入する前の状態を示す図である。
【図12】第3参考例を説明するための図であって、回転工具を接合部材に挿入した後の状態を示す図である。
【図13】第3参考例を説明するための図であって、回転工具を接合部材に挿入した後の他の状態を示す図である。
【図14】第3参考例におけるレーザビームの照射パターンを示す図である。
【図15】第4参考例を説明するための図であって、回転工具を改質部材に挿入する前の状態を示す図である。
【図16】第4参考例を説明するための図であって、回転工具を改質部材に挿入した後の状態を示す図である。
【図17】第4参考例の変形例を説明するための図であって、回転工具を改質部材に挿入した後の状態を示す図である。
【発明を実施するための形態】
【0011】
以下、添付図面に示す実施の形態に基づいてこの発明を詳細に説明する。
<第1参考例>
図1及び図2は、本発明に対する第1参考例を説明するための図であり、図1は回転工具1を接合部材5に挿入する前の状態を示す図、図2は回転工具1を接合部材5に挿入した後の状態を示す図である。なお、図1は回転工具1の移動方向正面から見た図、図2は回転工具1の移動方向(矢印で示す)側面から見た図である。
図1及び図2において、回転工具1は、いずれも円柱状の大径部2及び小径部3とから構成されている。大径部2及び小径部3は、ダイス鋼等の工具材料から一体的に構成され、その回転軸に貫通孔H1が形成されている。回転工具1は、図示しない回転駆動手段により回転軸を中心に回転する。また、回転工具1は、図示しない移動手段により、図中、平面方向、鉛直方向に移動可能となっている。
図示しないレーザ発振器から発振されたレーザビームLは、回転工具1の回転軸を含んで形成されている貫通孔H1を通過して、接合部材5に照射される。したがって、レーザビームLは、回転工具1の投影面内において接合部材5に照射されることになる。
【0012】
図1に示すように、回転工具1を接合部材5に挿入する前であって、回転工具1が接合部材5に対向しかつ離間している段階で、レーザビームLを接合部材5に照射する。レーザビームLは接合部材5同士の突合せ部6に対して照射される。したがって、接合部材5のレーザビームLが照射された部分及びその近傍A1は加熱昇温により軟化するため、回転工具1を接合部材5に挿入する際の負荷を低減することができる。
【0013】
回転工具1を接合部材5に挿入する前に所定時間だけレーザビームLを照射した後に、図2に示すように、回転工具1を挿入する。第1形態では、回転工具1を接合部材5中に挿入した後も、レーザビームLを照射し続ける。その結果、接合部材5の厚さ方向中心部よりも低い部分(図中、A3で示す)も加熱昇温することができる。この部分は回転工具1の小径部3による熱影響が及ばないか又は及びにくい部分である。したがって、第1形態によれば、図2中、A2で示すように接合部材5の厚さ方向全域にわたって良好な接合状態を得ることができ、従来の回転工具のみによる撹拌接合法に比べて接合欠陥を低減することができる。また、レーザビームLを照射しながら回転工具1を移動するため、回転工具1のみによる撹拌接合法に比べて移動速度を速くすることができる。
【0014】
図3は、以上の第1参考例による撹拌接合方法を実施するための撹拌接合装置10の構成概要を示している。
第1参考例による撹拌接合装置10は、接合部材5を載せる基台11を備えている。基台11の左右両側には、レール12が配設されている。レール12上をZ方向に往復移動可能なガントリ13が備えられており、ガントリ13には、モータ14を介して回転工具1が取り付けられている。モータ14は、回転工具1を回転駆動する。モータ14は、ガントリ13に対してX方向、Y方向に移動可能に取り付けられている。
撹拌接合装置10は、レーザ発振器15を備えている。レーザ発振器15から出射されたレーザビームLは、光ファイバ16及び回転工具1を介して接合部材5に照射される。
【0015】
撹拌接合装置10により接合部材5を接合する場合、まず、2つの接合部材5をその突合せ部6を突合せて配置する。その後、ガントリ13の位置、ガントリ13に対するモータ14の位置を調整することにより、回転工具1を接合部材5の突合せ部6に対して位置合わせする。
回転工具1の突合せ部6に対する位置合わせが完了したならば、モータ14を駆動することにより回転工具1を回転するとともに、図1に示すように、レーザ発振器15を駆動して接合部材5に対してレーザビームLを照射する。以後は、前述したように、所定時間レーザビームLを照射した後に回転工具1を接合部材5の突合せ部6に挿入する。回転工具1の挿入後においても、図2に示すように、レーザビームLの照射を継続すると、従来の回転工具1のみによる撹拌接合法に比べて接合欠陥を低減することができるとともに、回転工具1のみによる撹拌接合法に比べて移動速度を速くすることができる。
【0016】
以上では、回転工具1の接合部材5への挿入前及び挿入後におけるレーザビームLの照射は連続的なものとして説明した。しかし、レーザビームLの照射による所期の目的を達成できるのであれば、レーザビームLの照射を断続的なものとすることができる。また、回転工具1の接合部材5への挿入前及び挿入後に照射されるレーザビームLの強度は、一定であってもよいし、変動させてもよい。接合部材5への挿入前及び挿入後によってレーザビームLの強度を変えることもできる。
【0017】
第1参考例において、接合部材5に照射されるレーザビームLは、図4に示すように、焦点を接合部材5の表面に焦点が一致するようにレンズ17によって集光する形態とすることができる。また、接合部材5に照射されるレーザビームLは、図5に示すように、接合部材5の表面に平行ビームを照射できるようにレンズ18及びレンズ19を用いる形態とすることもできる。
【0018】
<第2参考例>
次に本発明に対する第2参考例について説明する。
上述した第1参考例は、回転工具1の中心軸をレーザビームLが通過することにより、回転工具1の投影面内において接合部材5上にレーザビームLを照射したが、第2参考例は、回転工具1の中心軸から偏心した位置をレーザビームLが通過する形態を開示するものである。
【0019】
図6及び図7は、本発明に対する第2参考例を説明するための図であり、図6は回転工具21を接合部材25に挿入する前の状態を示す図、図7は回転工具21を接合部材25に挿入した後の状態を示す図である。なお、図6は回転工具21の移動方向正面から見た図、図7は回転工具21の移動方向(矢印で示す)側面から見た図である。また、図8は回転工具21を接合部材25に挿入した後の状態を示す斜視図である。
図6及び図7において、回転工具21は、いずれも円柱状の大径部22及び小径部23とから構成されている。大径部22及び小径部23は、ダイス鋼等の工具材料から一体的に構成され、その回転軸から偏心した位置に円弧状の貫通孔H2が形成されている。
図示しないレーザ発振器から出射されたレーザビームLは、回転工具21に形成されている貫通孔H2を通過して、接合部材25に照射される。したがって、レーザビームLは、回転工具21の投影面内において接合部材25に照射される。
【0020】
第2参考例も第1参考例と同様に、図6に示すように、回転工具21を接合部材25に挿入する前であって、回転工具21が接合部材25から離間している段階で、レーザビームLを接合部材25に照射する。レーザビームLは接合部材25同士の突合せ部26に対して照射される。レーザビームLの照射は、小径部23より回転工具21の移動方向前方に対して行われる。したがって、接合部材25のレーザビームLが照射された部分及びその近傍A4は加熱昇温するため、回転工具21を接合部材25に挿入し、又は回転工具21を移動する際の負荷を低減することができる。
【0021】
ここで、第2参考例は、貫通孔H2が回転工具21の回転軸から偏心した位置に形成されているため、第1参考例のように、レーザビームLを連続的に照射していない。つまり、図8に示すように、光ファイバFを突合せ部26上に固定し、貫通孔H2がこの固定位置を通過しているときにのみレーザビームLを照射する。一方、図9に示すように、貫通孔H2がこの固定位置とは異なる位置に存在している場合には、レーザビームLの照射を停止する。つまり、第2参考例では、小径部23より回転工具21の移動方向前方に対して、貫通孔H2の位置に応じてレーザビームLを断続的に照射する。
【0022】
回転工具21を接合部材25に挿入する前に所定時間だけレーザビームLを照射した後に、図7に示すように、回転工具21を挿入する。第2形態では、回転工具21を接合部材25中に挿入した後も、レーザビームLを断続的に照射する。したがって、回転工具21の移動方向であって、かつ小径部23の前方が軟化されるため、移動負荷を軽減することができる。結果として、回転工具21のみによる撹拌接合法に比べて移動速度を速くすることができる。
【0023】
以上ではレーザビームLの照射位置を固定した例について説明したが、図10に示す構成を採用することにより、レーザビームLの照射位置を固定することなく、回転工具21の回転軸からの偏心量を半径とする円上にレーザビームLを照射することができる。すなわち、図10において、ミラーM1及びミラーM2を組み合わせることにより、レーザビームLを回転工具21の貫通孔H2に誘導する。ミラーM1及びミラーM2は、ミラーM1を中心として回転可能に構成されている。この回転の中心は、回転工具21の回転軸と一致している。回転工具21の回転速度とミラーM1及びミラーM2の回転速度とを一致させ、かつミラーM1及びミラーM2を介してレーザビームLを照射すると、接合部材25上には、レーザビームLを円周状に照射することができる。
【0024】
<第3参考例>
次に第3参考例を説明する。
第3参考例は、回転工具の中心軸及び中心軸から偏心した位置をレーザビームLが通過する形態を開示するものである。また、第1参考例及び第2参考例はレーザビームLを接合部材5(25)の突合せ部6(26)に照射していたが、第3参考例はレーザビームLを接合部材5(25)の突合せ部6(26)以外の箇所にも照射する。そうすることにより、融点の異なる異種材料の撹拌接合を可能にする。
【0025】
図11及び図12は、第3参考例を説明するための図であり、図11は回転工具31を接合部材35に挿入する前の状態を示す図、図12は回転工具31を接合部材35に挿入した後の状態を示す図である。なお、図11は回転工具31の移動方向正面から見た図、図12は回転工具31の移動方向(矢印で示す)側面から見た図である。
図11及び図12において、回転工具31は、大径部32及び小径部33とから構成されている。大径部32及び小径部33は、ダイス鋼等の工具材料から一体的に構成されている。回転工具31は、その回転軸に貫通孔H3が形成されている。また、回転工具31は、その中心軸から偏心した位置に円弧状の貫通孔H4が形成されている。
【0026】
図示しないレーザ発振器から出射されたレーザビームLは、回転工具31に形成されている貫通孔H3及びH4を通過して、接合部材35に照射される。したがって、レーザビームLは、回転工具31の投影面内において接合部材35に照射される。
【0027】
第3参考例も第1、2参考例と同様に、図11に示すように、回転工具31を接合部材35に挿入する前であって、回転工具31が接合部材35から離間している段階で、貫通孔H3を介してレーザビームLを接合部材35に照射する。ここで、第3参考例は、例えば一方の接合部材35を鋼(以下、接合部材35−1)、他方の接合部材35をアルミニウム合金(以下、接合部材35−2)というように、融点の異なる異種材料を接合対象とする。
【0028】
回転工具31を接合部材35−1と接合部材35−2との突合せ部36に挿入する前に所定時間だけレーザビームLを照射した後に、図12に示すように、回転工具31を挿入する。第3参考例では、回転工具31を接合部材35−1と接合部材35−2との突合せ部36に挿入した後も、貫通孔H3を介するレーザビームLの照射を継続する。その結果、接合部材35−1及び接合部材35−2の厚さ方向中心部よりも低い部分(図中、A8で示す)をも加熱昇温することができる。この部分は回転工具31の小径部33による熱影響が及ばないか又は及びにくい部分である。
したがって、第3参考例によれば、図12に示すように接合部材35の厚さ方向全域にわたって良好な接合状態を得ることができ、従来の回転工具のみによる撹拌接合法に比べて接合欠陥を低減することができる。また、レーザビームLを照射しながら回転工具31を移動するため、回転工具31のみによる撹拌接合法に比べて移動速度を速くすることができる。
【0029】
第3参考例は、回転工具31を接合部材35−1と接合部材35−2との突合せ部36に挿入した後に、貫通孔H4を介してレーザビームLを接合部材35−1に対して照射する。したがって、レーザビームLによって接合部材35−1のA9で示す領域は軟化する。ここで、図13に示すように、貫通孔H4が接合部材35−2の領域に位置する場合がある。このときは、貫通孔H4を通過するレーザビームLの照射を停止する。つまり、貫通孔H4を通過するレーザビームLの照射を制御することにより、鋼からなる接合部材35−1を加熱昇温するが、アルミニウム合金からなる接合部材35−2は貫通孔H4を通過するレーザビームLでは加熱しない。このとき、アルミニウム合金からなる接合部材35−2は直接的な加熱昇温がなされていない。ここで、鋼の軟化温度は800℃程度、アルミニウム合金の軟化温度は400℃程度であり、この軟化温度の差が両者の撹拌接合を困難にしていた。ところが、第3参考例では、軟化温度の高い鋼製の接合部材35−1にレーザビームLを照射することにより、アルミニウム合金製の接合部材35−2よりも接合部材35−1を高い温度にすることができる。したがって、接合対象物の軟化温度が相違していても、貫通孔H4を通過するレーザビームLの照射を制御することにより、接合部材35−1及び接合部材35−2の両者を同時に軟化させることが可能となる。
【0030】
以上の例では、図13の状態では貫通孔H4からのレーザビームLの照射を停止したが、停止する形態に限定されない。例えば、図13の状態では貫通孔H4からのレーザビームLの出力エネルギを弱くすることも可能である。その場合、レーザビームLの照射パターンは、図14に示すように、パルス状とすることになる。
また、第3参考例では、貫通孔H3、つまり回転工具31の回転軸からのレーザビームLの照射を行っているが、異種材料の撹拌接合のみを考慮した場合には、回転工具31の回転軸からのレーザビームLの照射を省略することができる。
【0031】
<第4参考例、第1、2形態>
第1〜第3参考例は2つの接合部材5、25、35を突合せた状態で撹拌接合する例を開示するものであるが、本発明は、金属材料の表面改質に対して適用することもできる。そこで以下では、金属材料の表面改質に適用した形態について説明する。
【0032】
図15及び図16は、第4参考例を説明するための図であり、図15は回転工具41を改質部材45に挿入する前の状態を示す図、図16は回転工具41を改質部材45に挿入した後の状態を示す図である。なお、図15は回転工具41の移動方向正面から見た図、図16は回転工具41の移動方向(矢印で示す)側面から見た図である。
【0033】
図15及び図16において、回転工具41は、ともに円筒状の大径部42及び小径部43とから構成されている。大径部42は改質部材45の表面に対する肉盛り材から構成されている。肉盛り材としては、例えば高Cr基合金、Ni基合金、Co基合金等を用いることができる。小径部43はダイス鋼等の工具材料から構成されている。大径部42は小径部43の周囲に焼きばめ、その他の手段によって接合されている。小径部43の中心軸(回転工具41の回転中心)には、レーザビームLが通過する貫通孔H5が形成されている。
【0034】
第4参考例も第1参考例と同様に、図15に示すように、回転工具41を改質部材45に挿入する前であって、回転工具41が改質部材45から離間している段階で、レーザビームLを改質部材45の表面に照射する。したがって、改質部材45のレーザビームLが照射された部分及びその近傍A10は加熱昇温して軟化するため、回転工具41を改質部材45に挿入する際の負荷を低減することができる。
【0035】
回転工具41を改質部材45に挿入する前に所定時間だけレーザビームLを照射した後に、図16に示すように、回転工具41を挿入する。第4参考例では、回転工具41を改質部材45中に挿入した後も、レーザビームLを連続的又は断続的に照射することができるし、レーザビームLの照射を停止することもできる。回転工具41を改質部材45に挿入した後、回転工具41を改質部材45に所定の圧力で押し付けつつ回転工具41を回転させる。この過程で、改質部材45に接触している大径部42は肉盛り材として改質部材45の表面に供給させる。すなわち、大径部42は、回転工具41の回転に伴って消耗する。一方で小径部43による改質部材45表面の撹拌により、大径部42から肉盛り材として供給された材料と改質部材45とが混合又は合金化することにより、改質部材45の表面を改質部Kとすることができる。
【0036】
回転工具41を改質部材45中に挿入した後も、レーザビームLを照射すれば、回転工具41を改質部材45に対してより深く挿入することができる。そのため、改質部材45における改質層の深さを深くすることができる。
以上の第4参考例では、回転工具41の回転軸からレーザビームLを改質部材45に対して照射する形態を開示したが、レーザビームLの照射を伴わなくても表面改質を実施することができる(第1形態)。もちろん、レーザビームLの照射を伴う表面改質が望ましい形態であることはいうまでもない。
また、以上の第4参考例では、回転工具41の大径部42が回転工具41の回転に伴って消耗する形態としているが、非消耗タイプの大径部42とすることを許容する。
【0037】
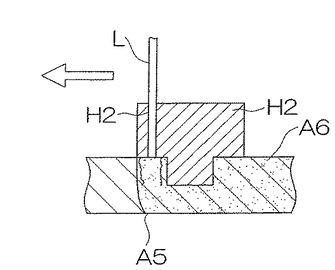
さらに、以上の第4参考例では、回転工具41の大径部42が回転工具41の回転に伴って消耗する形態とし、大径部42から肉盛り材を供給する形態としているが、大径部52を小径部53と同様の素材から構成して非消耗タイプのものとし、さらに図17に示すように肉盛り材を板材56から供給することもできる(第2形態)。つまり、改質部材55の表面に肉盛り材となる板材56を載せた状態で、回転工具51を板材56及び改質部材55に挿入し、かつ回転させる。そうすることにより、板材56及び改質部材55表面の撹拌により、板材56と改質部材55とが混合又は合金化することにより、改質部材55の表面を改質部Kとすることができる。
【実施例】
【0038】
以下本発明の具体的な実施例を説明する。
<実験例1>
第1参考例に従った実験を行った。実験の条件は以下の通りとし、回転工具を接合部材に挿入する際の負荷(挿入時負荷)を測定した。また、及び回転工具を接合部材に挿入した後に移動する際の負荷(移動時負荷)を測定した。その結果を下記するが、レーザビームを照射することにより、挿入時負荷及び移動時負荷が軽減されることがわかる。このように挿入時負荷及び移動時負荷が軽減されることにより、撹拌接合の工数を軽減することができるとともに、設備剛性を軽減することができる。工数低減については、移動時の速度を、レーザビーム照射なしの場合が50〜100mm/minであるのを、100〜150mm/minまで向上することができる。
【0039】
撹拌接合条件
接合部材材質:軟鋼
接合部材板厚:5〜10mm
回転工具回転数:400rpm
回転工具移動速度:50〜100mm/min
レーザビーム出力:1〜2kW
レーザビーム照射径:1mm
【0040】
測定結果
挿入時負荷:レーザビーム照射あり…5〜8ton
レーザビーム照射なし…9〜12ton
移動時負荷:レーザビーム照射あり…5〜8ton
レーザビーム照射なし…6〜9ton
【0041】
<実験例2>
第4参考例、第1形態に従った実験を行った。ただし、大径部を非消耗タイプの大径部とした。実験の条件は以下の通りとし、回転工具を改質部材に挿入した後の移動速度(移動時負荷)を測定した。また、改質部の平均結晶粒径を測定した。その結果を下記するが、レーザビームを照射することにより、回転工具の移動速度を向上することができる。また、レーザビームの照射により、改質部の結晶粒径を微細化することができる。
【0042】
撹拌接合条件
接合部材材質:軟鋼
接合部材板厚:5〜10mm
回転工具回転数:400rpm
レーザビーム出力:1〜2kW
レーザビーム照射径:1mm
【0043】
測定結果
移動速度:レーザビーム照射あり…100〜150mm/min
レーザビーム照射なし…50〜100mm/min
改質部平均結晶粒径:レーザビーム照射あり…5〜10μm
レーザビーム照射なし…10〜15μm
【符号の説明】
【0044】
1,21,31,41,51…回転工具、2,22,32,42,52…大径部、3,23,33,43,53…小径部、5,25,35…接合部材、45,55…改質部材、6,26,36…突合せ部、56…板材、H1,H2,H3,H4,H5…貫通孔、K…改質部、L…レーザビーム
【特許請求の範囲】
【請求項1】
金属からなる処理対象物に挿入した状態で回転することにより前記処理対象物を処理する小径部と、前記小径部と一体化され、前記小径部が処理している間に前記処理対象物を押圧する大径部とを備えた回転工具により前記処理対象物の表面を改質する方法であって、
前記大径部を前記処理対象物に押圧することにより、押圧された前記大径部の一部を前記処理対象物に肉盛りさせることを特徴とする金属の表面改質方法。
【請求項2】
金属からなる処理対象物に挿入した状態で回転することにより前記処理対象物を処理する小径部と、前記小径部と一体化され、前記小径部が処理している間に前記処理対象物を押圧する大径部とを備えた回転工具により前記処理対象物の表面を改質する方法であって、
前記処理対象物の表面に肉盛り材を載せ、前記肉盛り材を貫通して前記小径部を前記処理対象物に挿入することを特徴とする金属の表面改質方法。
【請求項1】
金属からなる処理対象物に挿入した状態で回転することにより前記処理対象物を処理する小径部と、前記小径部と一体化され、前記小径部が処理している間に前記処理対象物を押圧する大径部とを備えた回転工具により前記処理対象物の表面を改質する方法であって、
前記大径部を前記処理対象物に押圧することにより、押圧された前記大径部の一部を前記処理対象物に肉盛りさせることを特徴とする金属の表面改質方法。
【請求項2】
金属からなる処理対象物に挿入した状態で回転することにより前記処理対象物を処理する小径部と、前記小径部と一体化され、前記小径部が処理している間に前記処理対象物を押圧する大径部とを備えた回転工具により前記処理対象物の表面を改質する方法であって、
前記処理対象物の表面に肉盛り材を載せ、前記肉盛り材を貫通して前記小径部を前記処理対象物に挿入することを特徴とする金属の表面改質方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2009−166132(P2009−166132A)
【公開日】平成21年7月30日(2009.7.30)
【国際特許分類】
【出願番号】特願2009−104687(P2009−104687)
【出願日】平成21年4月23日(2009.4.23)
【分割の表示】特願2005−4853(P2005−4853)の分割
【原出願日】平成17年1月12日(2005.1.12)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
【公開日】平成21年7月30日(2009.7.30)
【国際特許分類】
【出願日】平成21年4月23日(2009.4.23)
【分割の表示】特願2005−4853(P2005−4853)の分割
【原出願日】平成17年1月12日(2005.1.12)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
[ Back to top ]