
金属めっき繊維構造物及びそれを焼成してなる金属構造物
【課題】めっきが剥離し難く、かつめっきムラが少ない金属めっき繊維構造物を提供する。
【解決手段】本発明の金属めっき繊維構造物は、繊維表面に金属がめっきされてなる繊維構造物であって、前記繊維構造物が異形断面繊維を6質量%以上含む。
【解決手段】本発明の金属めっき繊維構造物は、繊維表面に金属がめっきされてなる繊維構造物であって、前記繊維構造物が異形断面繊維を6質量%以上含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維に金属をめっきした金属めっき繊維構造物に関し、詳細には異形断面繊維を含む繊維構造物に金属をめっきした金属めっき繊維構造物に関する。
【背景技術】
【0002】
従来、合成樹脂からなる材料に金属がめっきされた材料としては、ウレタン多孔体、ポリオレフィンやポリエステル繊維を含む不織布等の被めっき材に金属めっきが施されたものが知られている。
【0003】
特許文献1は、繊維からなるウェブに水流交絡処理を施した後に無電解めっきを施したニッケルめっき不織布電極を開示している。特許文献2は、有機繊維を主成分として作製したウェブに水流交絡処理を施した後に、熱処理した不織布ウェブにニッケルめっきを施すニッケルめっき不織布電極基板の製造方法を開示している。しかし、特許文献1及び特許文献2は、単に繊維同士を交絡させた不織布に金属めっきを施しているため、繊維同士の交点が、めっきされ難く、剥離し易いという問題があった。
【0004】
【特許文献1】特開平5−290838号公報
【特許文献2】特開平6−338329号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、前記従来の問題を解決するため、めっきが剥離し難く、かつめっきムラが少ない金属めっき繊維構造物を提供する。
【課題を解決するための手段】
【0006】
本発明の金属めっき繊維構造物は、繊維表面に金属がめっきされてなる繊維構造物であって、前記繊維構造物が異形断面繊維を6質量%以上含むことを特徴とする。
【発明の効果】
【0007】
本発明は、異形断面繊維を6質量%以上含む繊維構造物に金属がめっきが施されてなるため、めっきが剥離し難く、かつめっきムラが少ない金属めっき繊維構造物を提供できる。
【発明を実施するための最良の形態】
【0008】
本発明者は、繊維構造物の金属めっきについて検討し、従来の問題点であるめっきムラに着目した。詳細には、繊維同士の交点や接点において、金属めっきされない部分が生じやすく、金属めっきにムラが生じることに着目し、異形断面繊維を含む繊維構造物に金属をめっきすると、めっきムラの少ない金属めっき繊維構造物及び不織布を得られることを見出した。即ち、本発明は、繊維表面に金属がめっきされてなる繊維構造物であって、前記繊維構造物が異形断面繊維を6質量%以上含むため、めっきが剥離し難く、かつめっきムラが少ない。
【0009】
本発明の繊維構造物を構成する繊維(以下、被めっき繊維ともいう)は、異形断面繊維を6質量%以上含む。かかる構成であると、繊維に金属がめっきされる面積が増加し、金属めっきと被めっき繊維の接触面積が大きくなることに起因して、金属めっきが剥離し難くなる。また、繊維同士の交点や接点の接触面積が大きくなり、金属めっきが施された後に、繊維同士が離れに難く、めっきが剥離することが少ない。このような効果を顕著に得る観点から被めっき繊維は、異形断面繊維を10質量%以上含むことが好ましく、異形断面繊維を50質量%以上含むことがより好ましい。
【0010】
異形断面繊維を構成する樹脂は、特に限定されないが、例えば、ポリエチレン、ポリプロピレン、ポリメチルペンテン、ポリブテン、エチレン−プロピレン共重合体、エチレン−ビニルアルコール共重合体、エチレン−(メタ)アクリル酸共重合体、エチレン−(メタ)アクリル酸アルキル共重合体、エチレン−(無水)マレイン酸共重合体等のポリオレフィン系成分、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンサクシネート、ポリ乳酸等のポリエステル系成分、ナイロン6、ナイロン66等のポリアミド系成分のうち1種又は2種以上を組み合わせて用いて良い。なかでも、異形断面繊維を構成する樹脂は、耐薬品性の観点から、ポリオレフィン系成分からなることが好ましい。耐薬品性とは、例えば、耐酸性、耐アルカリ性や、酸化・還元による主鎖分解が起こりにくいという性質である。
【0011】
めっきムラを少なくする観点から、異形断面繊維を構成する樹脂は、繊維表面にエチレン−ビニルアルコール共重合体、エチレン−(メタ)アクリル酸共重合体、エチレン−(メタ)アクリル酸アルキル共重合体、及びエチレン−(無水)マレイン酸共重合体等の群から選ばれる1種又は2種以上の組み合わせからなる樹脂が露出していることが好ましい。かかる構成であると、異形断面繊維の繊維表面に親水性基が存在することに起因して、めっき金属が固定されやすく、めっきムラが少なくなる。また、被めっき繊維に親水化処理及び/又は導電性処理を行い、その後めっき処理を行う場合であっても、繊維表面の親水性基に起因して、後述の親水化処理及び/又は導電性処理により親水性や導電性を均一に付与することができ、めっきムラが少なくなる。
【0012】
被めっき繊維は、異形断面繊維以外の他の繊維を94質量%以下で含んでよい。他の繊維とは、繊維断面からみて、繊維断面周長Aが、繊維断面積を繊維断面積と等しい円形に換算した円周長Bの1.1倍未満である繊維をいう。被めっき繊維が異形断面繊維と異形断面繊維以外の他の繊維からなる場合、異形断面繊維以外の他の繊維は0質量%以上94質量%以下で含むことが好ましく、0質量%以上90質量%以下で含むことがより好ましく、0質量%以上50質量%以下で含むことがさらに好ましい。
【0013】
異形断面繊維以外の他の繊維を構成する樹脂は、特に限定されず、上述の異形断面繊維を構成する樹脂を用いることができる。
【0014】
異形断面繊維の形状は、特に限定されないが、例えば、単一繊維、サイドバイサイド型複合繊維、芯鞘型複合繊維、海島型複合繊維、分割型複合繊維等の複合繊維、ポリマーアロイ等の成分ランダム分散型繊維等が挙げられる。
【0015】
なかでも異形断面繊維は、2以上のセグメントからなる複合繊維であることが好ましく、芯成分と鞘成分とからなる芯鞘型複合繊維であることがより好ましい。異形断面繊維が2以上のセグメントからなると、一成分で繊維同士の交点や接点を接着し、その他の成分で繊維構造物の強度を得ることができる。なお、本発明でいう芯鞘型複合繊維とは、繊維断面から見て、単繊維中に芯部を1又は2以上有し、芯部の周囲が鞘部で覆われた形状の複合繊維をいう。
【0016】
異形断面繊維が複合繊維であると、被めっき繊維が異形断面繊維と異形断面繊維以外の他の繊維とを含む場合にも有利な効果が得られる。繊維断面が円形状の繊維のみからなる繊維構造物は、繊維同士の交点や接点が、円弧同士の接点により形成されるため、比較的小さい交点や接点になりやすく、金属めっき後に繊維同士の交点や接点が離れる場合がある。めっき後に繊維同士が離れた箇所は、繊維同士が接していた箇所にめっきが施されていないため、被めっき繊維に金属めっきが施されていない箇所が生じ、この未めっき箇所が新たなめっき剥離の原因ともなる。しかし、本発明は異形断面繊維を含むので、異形断面繊維以外の他の繊維を加えて含む場合であっても、異形断面繊維と異形断面繊維以外の他の繊維との交点は異形断面繊維の表面積が大きいことに起因して、比較的大きくなり、繊維同士の交点や接点において、金属めっきが剥離し難くなる。これにより、金属をめっきした後の金属めっき繊維構造物は、金属めっき部分が連続した構成となり、電気抵抗値が低くなる。このような効果は、後述の異形断面繊維が芯鞘型複合繊維であり、その鞘成分により繊維同士の交点が熱接着されてなる場合に特に顕著である。
【0017】
異形断面繊維が芯鞘型複合繊維である場合、芯成分の融点が鞘成分の融点より10℃以上高いことが好ましく、芯成分の融点は鞘成分の融点より20℃以上高いことがより好ましい。芯成分の融点が鞘成分の融点より10℃以上高いと、繊維交点において金属めっきが剥離し難くなり、また、鞘成分のみが融着する温度で熱処理によって鞘成分のみを融着させることができ、適度な空隙を有する金属めっき繊維構造物を得ることができる。このような効果をより確実に得る観点から、異形断面繊維が芯鞘型複合繊維である場合、被めっき繊維は芯鞘型複合繊維の鞘成分の融着により繊維同士の交点が熱接着されてなることが好ましい。
【0018】
異形断面繊維が芯鞘型複合繊維である場合、芯鞘型複合繊維を構成する各成分の容積比は、特に限定されず、各成分を構成できるだけの量があればよいが、芯/鞘の容積比は、2/8〜8/2であることが好ましく、4/6〜6/4であることがより好ましく、4.5/5.5〜5.5/4.5であることが最も好ましい。複合繊維の容積比が2/8〜8/2の範囲であると、繊維の紡糸性が良好であり、めっき性も良好である。
【0019】
本発明でいう異形断面繊維は、繊維断面からみて円形以外の形状である繊維をいい、異形断面繊維は、繊維断面からみて、繊維断面周長Aが、繊維断面積を面積の等しい円に換算した円の円周長B(以下、換算円周長Bともいう)の1.1倍以上であることが好ましい。かかる構成であると、繊維表面積が円形状繊維と比較して大きくなり、金属がめっきされる面積が増加し、金属めっきと被めっき繊維の接触面積が大きくなることに起因して、金属めっきが剥離し難くなる。また、繊維同士の交点や接点において繊維同士の接触面積が大きくなり、繊維同士の交点や接点が金属めっきされた後に、見かけ上金属めっきによって繊維同士の交点や接点が固定された状態を得やすく、繊維同士が離れに難くなり、めっきが剥離することが少なくなる。このような効果を顕著に得る観点から異形断面繊維は、繊維断面からみて、繊維断面周長Aが、繊維断面積を面積の等しい円に換算した円の円周長Bの1.3倍以上であることが好ましい。
【0020】
本発明でいう繊維断面周長Aは、本発明が金属めっき繊維構造物の場合には、金属めっき繊維構造物を構成する繊維を繊維断面からみた際の、繊維周囲の閉曲線一周分の長さであり、本発明が金属めっき繊維構造物を焼成してなる金属構造物の場合には、繊維状金属を繊維断面からみた際の、繊維状金属内周の閉曲線一周分の長さである。
【0021】
本発明でいう繊維断面積は、本発明が金属めっき繊維構造物の場合には、金属めっき繊維構造物を構成する繊維を繊維断面からみた際の、繊維周囲の閉曲線一周分に囲まれた面積であり、本発明が金属めっき繊維構造物を焼成してなる金属構造物の場合には、繊維状金属を繊維断面からみた際の、繊維状金属内周の閉曲線一周分に囲まれた面積である。異形断面繊維が、繊維断面からみて1又は2以上のセグメントにより囲まれた中空部を1又は2以上有する繊維である場合には、本発明でいう繊維断面積は、繊維断面からみてセグメントにより構成された部分の面積と中空部の面積の総和により求められる。
【0022】
本発明でいう換算円周長Bは、異形断面繊維の繊維断面積をその面積と等しい円に換算した際の、換算円の円周に相当する長さである。
【0023】
換算円周長Bに対する繊維断面周長A(以下、A/Bともいう)は、例えば、次のようにして算出することができる。
金属めっき繊維構造物から、任意の繊維を20本選択し、n番目の繊維の繊維断面周長をAn、繊維断面積をDn、円周率をπとしたとき、下記の式より算出できる。ここで、AnとDnは単位スケールが等しいとする。例えば、Anの単位がメートルである場合には、Dnの単位は平方メートルであるという意味である。
A/B=Σ{An/(4πDn)0.5}/20
ただし、n=1、2、3・・・20
【0024】
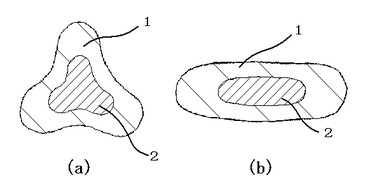
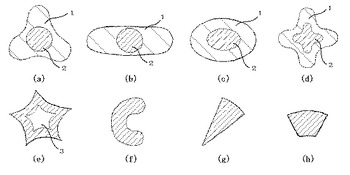
また、異形断面繊維は、繊維断面からみて円形以外の形状であればよいが、例えば、繊維断面からみて、楕円型、扇型、三角形型、四角形型、多角形型、一文字型、C型、Y型、十字型、星型等の形状が挙げられる。なかでも、異形断面繊維は、繊維断面からみて、一文字型、Y型、十字型、星型の形状であることが好ましい。このような繊維断面であると、金属めっき繊維構造物の内部に粒子や粉体を保持しやすくなる。これは異形断面繊維表面の凹部又は、2以上の異形断面繊維によって囲まれた部分に粒子や粉体が入り込み、脱落しにくくなるためであると予想される。
図2(a)は繊維断面から見てY型の形状である異形断面繊維の一例である。
図2(b)は繊維断面から見て一文字型の形状である異形断面繊維の一例である。
図2(c)は繊維断面から見て楕円型の形状である異形断面繊維の一例である。
図2(d)は繊維断面から見て十字型の形状である異形断面繊維の一例である。
図2(e)は繊維断面から見て星型の形状である異形断面繊維の一例である。
図2(f)は繊維断面から見てC型の形状である異形断面繊維の一例である。
図2(g)は繊維断面から見て扇型の形状である異形断面繊維の一例である。
図2(h)は繊維断面から見て四角形型の形状である異形断面繊維の一例である。
【0025】
一般に繊維断面が円形である繊維構造物に金属めっきを施した場合、繊維断面からみて、半円分の金属めっきが剥離すると、他方の半円分の金属めっきも、被めっき繊維との引っ掛かり部がなくなり、剥離しやすくなる。しかし、異形断面繊維であると、繊維断面からみて、半周分の金属めっきが剥離した場合であっても、他方の半周分の金属めっきが被めっき繊維との引っ掛かり部を有し、金属めっきが剥離しにくくなる場合がある。このような効果は、異形断面繊維が、繊維断面からみて、Y型、十字型、又は星型の形状である場合に顕著である。
【0026】
次に、本発明の異形断面繊維の製造方法を芯鞘型複合繊維を例に挙げて説明する。まず、鞘成分と芯成分を準備する。ここで鞘成分及び/又は芯成分が複数の構成成分からなる場合は、マスターバッチの形態で提供されてよい。次いで、鞘成分と芯成分とを所望の繊維断面構造が得られるように適切な複合紡糸ノズルを用いて、常套の溶融紡糸機を用いて、複合紡糸する。なお、紡糸温度(ノズル温度)は、220℃以上320℃以下とするとよい。
【0027】
本発明で用いる異形断面繊維は、単繊維繊度が0.01dtex〜100dtexであることが好ましく、より好ましくは単繊維繊度が0.1dtex〜10dtexである。単繊維繊度が100dtex以上であると、安定した繊維化又は不織布化が困難となる場合があり、単繊維繊度が0.01dtex以下であると、繊維に金属めっきが固定され難くなる場合がある。
【0028】
本発明の金属めっき繊維構造物の形態は、短繊維、長繊維等のフィラメント、織物、編物、不織布等であってよい。なかでも、金属めっき繊維構造物の形態は不織布であることが好ましい。不織布の形態としては、スパンボンド不織布、メルトブローン不織布、ケミカルボンド不織布、エアレイド不織布、エアスルー不織布、サーマルボンド不織布、ニードルパンチ不織布、水流交絡不織布等が挙げられる。
【0029】
本発明の金属めっき繊維構造物が金属めっき不織布である場合は、被めっき繊維として不織布を用い(以下、被めっき不織布ともいう)、被めっき不織布に金属めっき処理を施したものであってよく、又は、本発明の金属めっき繊維と他の繊維の混綿不織布であってよい。
【0030】
被めっき不織布の不織布密度は0.001〜0.8g/cm3の範囲であることが好ましく、0.01〜0.5g/cm3の範囲であることがさらに好ましい。かかる構成であると、後述する金属構造物の通気度を得やすい。
【0031】
本発明で用いる被めっき繊維は、必要に応じて親水化処理を施してよい。親水化処理は、例えば、スルホン化処理、フッ素ガス処理、コロナ放電処理、プラズマ処理、界面活性剤処理、グラフト重合処理、親水性樹脂処理等のうち、1又は2以上の処理を併用して親水化処理してよい。また、繊維表面に親水性成分が露出した構成である繊維を含む場合には、親水化処理なしでも、めっき処理を行うことができる。
【0032】
例えば、フッ素ガス処理は被めっき繊維をフッ素ガス処理機内に10〜60分間放置して行ってよく、コロナ放電処理は被めっき繊維の表面に1又は2回以上に分けて、総放電量が0.1kw・分/m2〜0.5kw・分/m2の範囲となるようにして行ってよい。
【0033】
次にめっき処理工程について説明する。本発明の被めっき繊維にめっきする金属は、特に限定されないが、例えば、金、銀、銅、白金、ロジウム、ニッケル、クロム、コバルト、スズ、亜鉛、カドミウム等が挙げられる。めっき処理は、被めっき繊維に金属膜を形成する方法であればよく、例えば、無電解めっき法、電解めっき法、溶融金属めっき法、真空蒸着法、化学蒸着法、物理蒸着法、溶射法等が挙げられる。中でも、初めに無電解めっき法、次いで電解めっき法の2段階工程で金属膜を形成することが好ましい。この2段階工程でめっき処理を施すと、非金属材料でも均一な厚さにめっきしやすく、金属の定着速度も速い。
【0034】
無電解めっき法について説明する。無電解めっき法は、初めに触媒化工程、次に無電解めっき工程の順で行うとよい。触媒化工程は、被めっき繊維の表面に触媒を付与する工程である。触媒付与の方法は、例えば、被めっき繊維を塩化第一スズの塩酸水溶液で処理した後に塩化パラジウムの塩酸水溶液で触媒化する方法、又は硬化剤のアミノ基を含む塩化パラジウムの塩酸溶液のみで固定化する方法等が挙げられる。なかでも、めっき膜厚を均一にできる観点から前者の方法が好ましい。
無電解めっき工程は、析出させる金属を含む溶剤と還元剤とを含む無電解めっき液を使用し、金属膜を形成する工程である。なお、無電解めっき液には、必要に応じて、錯化剤、pH調整剤、緩衝剤、促進剤、安定剤、改良剤等を加えても良い。析出させる金属を含む溶剤は、金属塩であれば特に限定されないが、例えば、ニッケルめっき膜を形成する場合は、硫酸ニッケル、塩化ニッケル、硝酸ニッケル、スルファミン酸ニッケル等が挙げられ、還元剤は、例えば、塩酸ヒドラジン、硫酸ヒドラジン、水和ヒドラジン等のヒドラジン誘導体又はヒドラジン、次亜リン酸ナトリウム、ジメチルアミンボラン等が挙げられる。
【0035】
電解めっき法について説明する。電解めっきは、金属塩を溶解させためっき浴を用いて、電気分解により、カソード上に金属を析出させる方法である。ここで、カソードは被めっき繊維で構成される。また、アノードは、めっき浴や析出させる金属によって、適時選択される。
【0036】
電解めっきに用いられるめっき浴について説明する。例えば、電解ニッケルめっきの場合には、硫酸ニッケル、塩化ニッケル、ホウ酸が主組成であるワット浴、塩化ニッケル、ホウ酸が主組成である塩化浴、塩化ニッケル、スルファミン酸ニッケル、ホウ酸が主組成であるスルファミン酸浴、ホウフッ化ニッケル、ホウ酸が主組成であるホウフッ化浴等を用いてよい。なかでも、電解ニッケルめっきは、反応速度が速く生産性に優れる観点からワット浴を用いて行うことが好ましい。
また、上述の電解めっき浴は必要に応じて、1,5−ナフタレンジスルホン酸ナトリウム、サッカリン、p−トルエンスルホンアミド等の一次光沢剤、1,4−ブチンジオール、プロパギルアルコール、クマリン、エチレンシアンヒドリン等の二次光沢剤、ドデシル硫酸ナトリウム等の界面活性剤を加えてもよい。
【0037】
電解銅めっきの場合には、硫酸銅、硫酸が主組成である硫酸銅浴、ホウフッ化銅、テトラフルオロホウ酸が主組成であるホウフッ化銅浴、シアン化銅、シアン化ナトリウム、水酸化ナトリウムが主組成であるシアン化銅浴、ピロリン酸第二銅、ピロリン酸カリウム、アンモニアが主組成であるピロリン酸銅浴を用いてよい。
【0038】
電解クロムめっきの場合は、酸化クロム(VI)、硫酸が主組成であるサージェント浴、酸化クロム(VI)、硫酸、ケイフッ酸が主組成であるケイフッ酸浴を用いてよい。
【0039】
電解亜鉛めっきの場合は、硫酸亜鉛、硫酸アルミニウム、塩化ナトリウム、ホウ酸が主成分である硫酸亜鉛浴、塩化亜鉛、塩化アンモニウムが主組成である塩化亜鉛浴、シアン化亜鉛、シアン化ナトリウム、水酸化ナトリウムが主組成であるシアン浴、酸化亜鉛、水酸化ナトリウムが主組成であるジンケート浴を用いてよい。
【0040】
電解スズめっきの場合は、硫酸スズ、硫酸、クレゾールスルホン酸、ホルマリンが主組成である硫酸浴、ホウフッ化スズ、テトラフルオロホウ酸、ホルマリンが主組成であるホウフッ化浴、スズ酸カリウム、水酸化カリウムが主組成である塩基性スズめっき浴を用いてよい。
【0041】
電解金めっきの場合は、シアン化第一金カリウム、シアン化カリウムが主組成であるシアン浴、シアン化第一金カリウム、リン酸ナトリウム、リン酸水素ナトリウムが主組成である中性浴、シアン化第一金カリウム、クエン酸が主組成である酸性浴を用いてよい。
【0042】
電解銀めっきの場合は、シアン化銀、シアン化カリウム、炭酸カリウムが主組成であるストライク浴を用いてよい。
【0043】
電解ロジウムめっきの場合は、金属ロジウム、硫酸が主組成である硫酸めっき浴、金属ロジウム、リン酸が主組成であるリン酸めっき浴を用いてよい。
【0044】
電解白金めっきの場合は、塩化白金(IV)、リン酸水素アミン、リン酸水素アンモニウムが主組成であるリン酸塩浴、ジアミノ亜硝酸白金、亜硝酸ナトリウム、硝酸アンモニウム、アンモニア水が主成分であるジアミノ亜硝酸塩浴を用いてよい。
【0045】
真空蒸着法について説明する。真空蒸着法は、10-5〜10-6Torrで加熱蒸発させた金属又は金属化合物を被めっき繊維に付着させて金属めっき膜を形成する方法である。また、真空蒸発法は、蒸発物質を放電プラズマ、電子ビーム等により、その一部又は全部をイオン化させ、負の電荷が印加された基板上に堆積させる方法であってよい。
【0046】
溶射法について説明する。溶射法は、金属を溶かして微粒とし、吹き付けて皮膜を形成させる方法である。具体的には、例えば、アルゴン、水素、窒素などのガス雰囲気中の陽極と陰極の間に直流大電流低電圧によりアークを生じさせ、プラズマ状態にし、この雰囲気中に金属を入れ、溶かして吹き付けるプラズマ溶射法等が挙げられる。
【0047】
本発明の金属構造物は、本発明の金属めっき繊維構造物を焼成することにより形成され、通気度が1〜200cm3/cm2/secである。金属構造物の通気度は、20〜100cm3/cm2/secであることが好ましい。金属構造物の通気度が1cm3/cm2/secより小さいと、粒子、粉体、液体等の充填量が少なくなる、又は、液体や気体に対する圧力損失が高くなる。また、金属構造物の通気度が200cm3/cm2/secより大きいと、粒子、粉体、液体等の充填ムラや脱落が発生しやすくなる、又は、液体や気体に対する接触面積が少なくなる傾向にある。
本発明の金属構造物は、焼成され繊維を構成する成分が炭化されてなることが好ましい。かかる構成であると、耐熱性や導電性を必要とする用途に特に好適に用いることができる。
【0048】
焼成工程は特に限定されないが、例えば、窒素、ヘリウム、アルゴン等の不活性気体雰囲気中で、700〜2000℃で、30秒〜30分間処理して行うことができる。
【0049】
本発明の金属めっき繊維は、被めっき繊維にめっきされる金属、めっき方法によって、装飾性、耐劣化性、耐熱性、耐摩耗性、導電性、電磁波シール特性等の機能を生じる。そして、本発明の金属めっき繊維は、アクセサリー、フィルター、電子部品、電磁波シール材等に利用することができる。
【実施例】
【0050】
[単位面積あたりのめっき量]
めっき処理前の不織布の質量をW、無電解めっき処理後のめっき不織布の質量をW1、無電解めっき処理後のめっき不織布の面積をS1、電解めっき処理後のめっき不織布の質量をW2、電解めっき処理後のめっき不織布の面積をS2としたとき、下記の式より算出した。
無電解めっき量=(W1−W)/S1
電解めっき量=(W2−W)/S2
【0051】
[電気抵抗]
無電解めっき処理後のめっき不織布、及び電解めっき処理後のめっき不織布を日置電機株式会社製HITESTER(3531)を使用し、ランダムな10箇所における抵抗値を測定し、平均値を算出して、抵抗値とした。なお、周波数は10kHz、電圧は1.0vの条件で測定した。
【0052】
[めっきムラ]
無電解めっき処理後のめっき不織布について、ランダムな10箇所における抵抗値を測定した。
A:10箇所の測定値の最大値と最小値との差が10Ω未満であった。
B:10箇所の測定値の最大値と最小値との差が10以上50Ω未満であった。
C:10箇所の測定値の最大値と最小値との差が50Ω以上であった。
【0053】
[通気度]
金属めっき繊維構造物を焼成してなる金属めっき構造物の通気度を、JIS L−1096−6.27.1 A法に従って測定した。
【0054】
(繊維1)
鞘成分が融点136℃の高密度ポリエチレン(東ソー社製、商品名“ニポロン”)、芯成分が融点165℃のポリプロピレン(日本ポリプロ社製、商品名“SA03B”)であり、図1(a)に示す繊維断面構造を有する芯鞘型複合繊維を用意した。繊維1は、単繊維繊度2.2dtex、繊維長51mm、換算円周長Bに対する繊維断面周長A(A/B)が1.4であった。
【0055】
(繊維2)
鞘成分が融点136℃の高密度ポリエチレン(東ソー社製、商品名“ニポロン”)、芯成分が融点165℃のポリプロピレン(日本ポリプロ社製、商品名“SA03B”)であり、図1(b)に示す繊維断面構造を有する芯鞘型複合繊維を用意した。繊維2は、単繊維繊度2.2dtex、繊維長51mm、換算円周長Bに対する繊維断面周長A(A/B)が1.4であった。
【0056】
(繊維3)
鞘成分が融点136℃の高密度ポリエチレン(日本ポリエチレン社製、商品名“HE481”)、芯成分が融点165℃のポリプロピレン(日本ポリプロ社製、商品名“SA03B”)であり、繊維断面構造が円形である芯鞘型複合繊維を用意した。繊維3は、単繊維繊度2.2dtex、繊維長51mm、換算円周長Bに対する繊維断面周長A(A/B)が1.0であった。
【0057】
(実施例1)
被めっき繊維として、繊維1のみからなる目付が50g/m2のカードウェブを作成し、水圧3MPaにて水流交絡処理を施した後、エアスルー乾燥機を用いて、145℃で12秒間乾燥させて、不織布からなる被めっき不織布を得た。なお、実施例1の被めっき不織布は繊維の交点が熱接着により接着された不織布であった。
【0058】
次に、塩化第一スズ1質量%、10mol/Lの塩酸20質量%、塩化パラジウム0.1質量%の水溶液を用いて、被めっき不織布を触媒化させた。
【0059】
硫酸ニッケル20質量%、還元剤として20mol/Lのヒドラジン3質量%、錯化剤としてクエン酸ナトリウム30質量%、pH調整剤として水酸化ナトリウム2質量%を含む水溶液に、触媒化させた被めっき不織布を含浸させ、無電解めっきを行った。なお、無電解めっきは60℃で行った。
【0060】
続いて、硫酸ニッケル300質量%、塩化ニッケル50質量%、ホウ酸50質量%を使用した水溶液(ワット浴)に、無電解めっきを施した被めっき不織布を含浸させ、電解めっきを行い、ニッケルめっき不織布を得た。なお、電解めっきは、60℃で、5Aの電流を流して行った。
【0061】
また、得られたニッケルめっき不織布を焼成して、ニッケル不織布を得た。
【0062】
(実施例2)
繊維2のみからなる目付が50g/m2のカードウェブを用いたこと以外は、実施例1を製造するときに採用した手順と同様の手順に従って被めっき不織布を得た。なお、実施例2の被めっき不織布は繊維の交点が熱接着により接着された不織布であった。
その後、実施例1を製造するときに採用した手順に従って、同様にニッケルめっき処理を施し、ニッケルめっき不織布を得た。
【0063】
また、得られたニッケルめっき不織布を焼成して、ニッケル不織布を得た。
【0064】
(実施例3)
繊維1を50質量%と繊維3を50質量%含む目付が50g/m2のカードウェブを用いたこと以外は、実施例1を製造するときに採用した手順と同様の手順に従って被めっき不織布を得た。なお、実施例3の被めっき不織布は繊維の交点が熱接着により接着された不織布であった。
その後、実施例1を製造するときに採用した手順に従って、同様にニッケルめっき処理を施し、ニッケルめっき不織布を得た。
【0065】
また、得られたニッケルめっき不織布を焼成して、ニッケル不織布を得た。
【0066】
(実施例4)
繊維1を10質量%と繊維3を90質量%含む目付が50g/m2のカードウェブを用いたこと以外は、実施例1を製造するときに採用した手順と同様の手順に従って被めっき不織布を得た。なお、実施例4の被めっき不織布は繊維の交点が熱接着により接着された不織布であった。
その後、実施例1を製造するときに採用した手順に従って、同様にニッケルめっき処理を施し、ニッケルめっき不織布を得た。
【0067】
また、得られたニッケルめっき不織布を焼成して、ニッケル不織布を得た。
【0068】
(比較例1)
繊維3のみからなる目付が50g/m2のカードウェブを用いたこと以外は、実施例1を製造するときに採用した手順と同様の手順に従って被めっき不織布を得た。なお、比較例1の被めっき不織布は繊維の交点が熱接着により接着された不織布であった。
その後、実施例1を製造するときに採用した手順に従って、同様にニッケルめっき処理を施し、ニッケルめっき不織布を得た。
【0069】
また、得られたニッケルめっき不織布を焼成して、ニッケル不織布を得た。
【0070】
(比較例2)
繊維1を5質量%と繊維3を95質量%含む目付が50g/m2のカードウェブを用いたこと以外は、実施例1を製造するときに採用した手順と同様の手順に従って被めっき不織布を得た。なお、比較例2の被めっき不織布は繊維の交点が熱接着により接着された不織布であった。
その後、実施例1を製造するときに採用した手順に従って、同様にニッケルめっき処理を施し、ニッケルめっき不織布を得た。
【0071】
また、得られたニッケルめっき不織布を焼成して、ニッケル不織布を得た。
【0072】
以上の実施例1〜4と比較例1〜2の条件と結果を表1にまとめて示す。
【0073】
【表1】

【0074】
実施例1及び実施例2の被めっき不織布は、異形断面繊維同士が他の異形断面繊維の間に入り込んでおり、実施例3及び実施例4の被めっき不織布は、繊維3(円形断面繊維)の間に繊維1(異形断面繊維)が入り込んでおり、実施例1〜4の被めっき不織布は、比較例1に比べると繊維同士の交点が大きいものであった。
【0075】
実施例1〜4は、異形断面繊維を十分に含んでおり、被めっき不織布の繊維交点が比較的大きく接着されており、金属めっきの剥離が少ないものであった。また、実施例1〜4は、無電解めっき後の電気抵抗値及び電解めっき後の電気抵抗値が比較例1に比べて低い。絶縁性の構造物に導電性金属をめっきした場合、均一にめっきされている場合は電気抵抗値が低くなり、めっきムラがある場合は、電気抵抗値が高くなることから、実施例1〜4の金属めっき不織布は、めっきムラの少ないものであることが理解できる。また、比較例2は実施例1〜4に比べて電解めっき後の電気抵抗値及び電解めっき後の電気抵抗値が高い。これは、比較例2は異形断面繊維を含むが、その含有量が少ないためであると考えられる。
【0076】
実施例1及び実施例2は、共に異形断面繊維のみからなる被めっき不織布にニッケルめっき処理を施したニッケルめっき不織布である。しかし、実施例1は実施例2に比べて、無電解めっき後の電気抵抗値及び電解めっき後の電気抵抗値が低い。これは、繊維1は、繊維断面からみて、三つの凸部を有するため、一つの凸部における金属めっきが仮に剥離した場合であっても、他の二つの凸部から構成される金属めっき部は被めっき繊維との引っ掛かり部を有しており、その結果、他の2つの凸部が剥離し難くなることに起因すると考えられる。
【0077】
実施例1〜4、及び比較例1〜2の金属めっき繊維構造物を焼成してなる金属めっき構造物は、適度な通気度を有しており、気体に対する圧力損失が低いものであった。実施例1〜4からなる金属めっき構造物は、金属めっきが剥離した箇所が少なく、見た目もよいものであった。
【産業上の利用可能性】
【0078】
本発明の金属めっき繊維は、被めっき繊維にめっきされる金属、そのめっき方法によって、装飾性、耐劣化性、耐熱性、耐摩耗性、導電性、電磁波シール特性等の機能を生じる。そして、本発明の金属めっき繊維は、アクセサリー、フィルター、電子部品、電磁波シール材等に利用することができる。
【図面の簡単な説明】
【0079】
【図1】図1は本発明の繊維断面の一例を示す図である。
【図2】図2は本発明の繊維断面の一例を示す図である。
【符号の説明】
【0080】
1 鞘成分
2 芯成分
3 中空部
【技術分野】
【0001】
本発明は、繊維に金属をめっきした金属めっき繊維構造物に関し、詳細には異形断面繊維を含む繊維構造物に金属をめっきした金属めっき繊維構造物に関する。
【背景技術】
【0002】
従来、合成樹脂からなる材料に金属がめっきされた材料としては、ウレタン多孔体、ポリオレフィンやポリエステル繊維を含む不織布等の被めっき材に金属めっきが施されたものが知られている。
【0003】
特許文献1は、繊維からなるウェブに水流交絡処理を施した後に無電解めっきを施したニッケルめっき不織布電極を開示している。特許文献2は、有機繊維を主成分として作製したウェブに水流交絡処理を施した後に、熱処理した不織布ウェブにニッケルめっきを施すニッケルめっき不織布電極基板の製造方法を開示している。しかし、特許文献1及び特許文献2は、単に繊維同士を交絡させた不織布に金属めっきを施しているため、繊維同士の交点が、めっきされ難く、剥離し易いという問題があった。
【0004】
【特許文献1】特開平5−290838号公報
【特許文献2】特開平6−338329号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、前記従来の問題を解決するため、めっきが剥離し難く、かつめっきムラが少ない金属めっき繊維構造物を提供する。
【課題を解決するための手段】
【0006】
本発明の金属めっき繊維構造物は、繊維表面に金属がめっきされてなる繊維構造物であって、前記繊維構造物が異形断面繊維を6質量%以上含むことを特徴とする。
【発明の効果】
【0007】
本発明は、異形断面繊維を6質量%以上含む繊維構造物に金属がめっきが施されてなるため、めっきが剥離し難く、かつめっきムラが少ない金属めっき繊維構造物を提供できる。
【発明を実施するための最良の形態】
【0008】
本発明者は、繊維構造物の金属めっきについて検討し、従来の問題点であるめっきムラに着目した。詳細には、繊維同士の交点や接点において、金属めっきされない部分が生じやすく、金属めっきにムラが生じることに着目し、異形断面繊維を含む繊維構造物に金属をめっきすると、めっきムラの少ない金属めっき繊維構造物及び不織布を得られることを見出した。即ち、本発明は、繊維表面に金属がめっきされてなる繊維構造物であって、前記繊維構造物が異形断面繊維を6質量%以上含むため、めっきが剥離し難く、かつめっきムラが少ない。
【0009】
本発明の繊維構造物を構成する繊維(以下、被めっき繊維ともいう)は、異形断面繊維を6質量%以上含む。かかる構成であると、繊維に金属がめっきされる面積が増加し、金属めっきと被めっき繊維の接触面積が大きくなることに起因して、金属めっきが剥離し難くなる。また、繊維同士の交点や接点の接触面積が大きくなり、金属めっきが施された後に、繊維同士が離れに難く、めっきが剥離することが少ない。このような効果を顕著に得る観点から被めっき繊維は、異形断面繊維を10質量%以上含むことが好ましく、異形断面繊維を50質量%以上含むことがより好ましい。
【0010】
異形断面繊維を構成する樹脂は、特に限定されないが、例えば、ポリエチレン、ポリプロピレン、ポリメチルペンテン、ポリブテン、エチレン−プロピレン共重合体、エチレン−ビニルアルコール共重合体、エチレン−(メタ)アクリル酸共重合体、エチレン−(メタ)アクリル酸アルキル共重合体、エチレン−(無水)マレイン酸共重合体等のポリオレフィン系成分、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンサクシネート、ポリ乳酸等のポリエステル系成分、ナイロン6、ナイロン66等のポリアミド系成分のうち1種又は2種以上を組み合わせて用いて良い。なかでも、異形断面繊維を構成する樹脂は、耐薬品性の観点から、ポリオレフィン系成分からなることが好ましい。耐薬品性とは、例えば、耐酸性、耐アルカリ性や、酸化・還元による主鎖分解が起こりにくいという性質である。
【0011】
めっきムラを少なくする観点から、異形断面繊維を構成する樹脂は、繊維表面にエチレン−ビニルアルコール共重合体、エチレン−(メタ)アクリル酸共重合体、エチレン−(メタ)アクリル酸アルキル共重合体、及びエチレン−(無水)マレイン酸共重合体等の群から選ばれる1種又は2種以上の組み合わせからなる樹脂が露出していることが好ましい。かかる構成であると、異形断面繊維の繊維表面に親水性基が存在することに起因して、めっき金属が固定されやすく、めっきムラが少なくなる。また、被めっき繊維に親水化処理及び/又は導電性処理を行い、その後めっき処理を行う場合であっても、繊維表面の親水性基に起因して、後述の親水化処理及び/又は導電性処理により親水性や導電性を均一に付与することができ、めっきムラが少なくなる。
【0012】
被めっき繊維は、異形断面繊維以外の他の繊維を94質量%以下で含んでよい。他の繊維とは、繊維断面からみて、繊維断面周長Aが、繊維断面積を繊維断面積と等しい円形に換算した円周長Bの1.1倍未満である繊維をいう。被めっき繊維が異形断面繊維と異形断面繊維以外の他の繊維からなる場合、異形断面繊維以外の他の繊維は0質量%以上94質量%以下で含むことが好ましく、0質量%以上90質量%以下で含むことがより好ましく、0質量%以上50質量%以下で含むことがさらに好ましい。
【0013】
異形断面繊維以外の他の繊維を構成する樹脂は、特に限定されず、上述の異形断面繊維を構成する樹脂を用いることができる。
【0014】
異形断面繊維の形状は、特に限定されないが、例えば、単一繊維、サイドバイサイド型複合繊維、芯鞘型複合繊維、海島型複合繊維、分割型複合繊維等の複合繊維、ポリマーアロイ等の成分ランダム分散型繊維等が挙げられる。
【0015】
なかでも異形断面繊維は、2以上のセグメントからなる複合繊維であることが好ましく、芯成分と鞘成分とからなる芯鞘型複合繊維であることがより好ましい。異形断面繊維が2以上のセグメントからなると、一成分で繊維同士の交点や接点を接着し、その他の成分で繊維構造物の強度を得ることができる。なお、本発明でいう芯鞘型複合繊維とは、繊維断面から見て、単繊維中に芯部を1又は2以上有し、芯部の周囲が鞘部で覆われた形状の複合繊維をいう。
【0016】
異形断面繊維が複合繊維であると、被めっき繊維が異形断面繊維と異形断面繊維以外の他の繊維とを含む場合にも有利な効果が得られる。繊維断面が円形状の繊維のみからなる繊維構造物は、繊維同士の交点や接点が、円弧同士の接点により形成されるため、比較的小さい交点や接点になりやすく、金属めっき後に繊維同士の交点や接点が離れる場合がある。めっき後に繊維同士が離れた箇所は、繊維同士が接していた箇所にめっきが施されていないため、被めっき繊維に金属めっきが施されていない箇所が生じ、この未めっき箇所が新たなめっき剥離の原因ともなる。しかし、本発明は異形断面繊維を含むので、異形断面繊維以外の他の繊維を加えて含む場合であっても、異形断面繊維と異形断面繊維以外の他の繊維との交点は異形断面繊維の表面積が大きいことに起因して、比較的大きくなり、繊維同士の交点や接点において、金属めっきが剥離し難くなる。これにより、金属をめっきした後の金属めっき繊維構造物は、金属めっき部分が連続した構成となり、電気抵抗値が低くなる。このような効果は、後述の異形断面繊維が芯鞘型複合繊維であり、その鞘成分により繊維同士の交点が熱接着されてなる場合に特に顕著である。
【0017】
異形断面繊維が芯鞘型複合繊維である場合、芯成分の融点が鞘成分の融点より10℃以上高いことが好ましく、芯成分の融点は鞘成分の融点より20℃以上高いことがより好ましい。芯成分の融点が鞘成分の融点より10℃以上高いと、繊維交点において金属めっきが剥離し難くなり、また、鞘成分のみが融着する温度で熱処理によって鞘成分のみを融着させることができ、適度な空隙を有する金属めっき繊維構造物を得ることができる。このような効果をより確実に得る観点から、異形断面繊維が芯鞘型複合繊維である場合、被めっき繊維は芯鞘型複合繊維の鞘成分の融着により繊維同士の交点が熱接着されてなることが好ましい。
【0018】
異形断面繊維が芯鞘型複合繊維である場合、芯鞘型複合繊維を構成する各成分の容積比は、特に限定されず、各成分を構成できるだけの量があればよいが、芯/鞘の容積比は、2/8〜8/2であることが好ましく、4/6〜6/4であることがより好ましく、4.5/5.5〜5.5/4.5であることが最も好ましい。複合繊維の容積比が2/8〜8/2の範囲であると、繊維の紡糸性が良好であり、めっき性も良好である。
【0019】
本発明でいう異形断面繊維は、繊維断面からみて円形以外の形状である繊維をいい、異形断面繊維は、繊維断面からみて、繊維断面周長Aが、繊維断面積を面積の等しい円に換算した円の円周長B(以下、換算円周長Bともいう)の1.1倍以上であることが好ましい。かかる構成であると、繊維表面積が円形状繊維と比較して大きくなり、金属がめっきされる面積が増加し、金属めっきと被めっき繊維の接触面積が大きくなることに起因して、金属めっきが剥離し難くなる。また、繊維同士の交点や接点において繊維同士の接触面積が大きくなり、繊維同士の交点や接点が金属めっきされた後に、見かけ上金属めっきによって繊維同士の交点や接点が固定された状態を得やすく、繊維同士が離れに難くなり、めっきが剥離することが少なくなる。このような効果を顕著に得る観点から異形断面繊維は、繊維断面からみて、繊維断面周長Aが、繊維断面積を面積の等しい円に換算した円の円周長Bの1.3倍以上であることが好ましい。
【0020】
本発明でいう繊維断面周長Aは、本発明が金属めっき繊維構造物の場合には、金属めっき繊維構造物を構成する繊維を繊維断面からみた際の、繊維周囲の閉曲線一周分の長さであり、本発明が金属めっき繊維構造物を焼成してなる金属構造物の場合には、繊維状金属を繊維断面からみた際の、繊維状金属内周の閉曲線一周分の長さである。
【0021】
本発明でいう繊維断面積は、本発明が金属めっき繊維構造物の場合には、金属めっき繊維構造物を構成する繊維を繊維断面からみた際の、繊維周囲の閉曲線一周分に囲まれた面積であり、本発明が金属めっき繊維構造物を焼成してなる金属構造物の場合には、繊維状金属を繊維断面からみた際の、繊維状金属内周の閉曲線一周分に囲まれた面積である。異形断面繊維が、繊維断面からみて1又は2以上のセグメントにより囲まれた中空部を1又は2以上有する繊維である場合には、本発明でいう繊維断面積は、繊維断面からみてセグメントにより構成された部分の面積と中空部の面積の総和により求められる。
【0022】
本発明でいう換算円周長Bは、異形断面繊維の繊維断面積をその面積と等しい円に換算した際の、換算円の円周に相当する長さである。
【0023】
換算円周長Bに対する繊維断面周長A(以下、A/Bともいう)は、例えば、次のようにして算出することができる。
金属めっき繊維構造物から、任意の繊維を20本選択し、n番目の繊維の繊維断面周長をAn、繊維断面積をDn、円周率をπとしたとき、下記の式より算出できる。ここで、AnとDnは単位スケールが等しいとする。例えば、Anの単位がメートルである場合には、Dnの単位は平方メートルであるという意味である。
A/B=Σ{An/(4πDn)0.5}/20
ただし、n=1、2、3・・・20
【0024】
また、異形断面繊維は、繊維断面からみて円形以外の形状であればよいが、例えば、繊維断面からみて、楕円型、扇型、三角形型、四角形型、多角形型、一文字型、C型、Y型、十字型、星型等の形状が挙げられる。なかでも、異形断面繊維は、繊維断面からみて、一文字型、Y型、十字型、星型の形状であることが好ましい。このような繊維断面であると、金属めっき繊維構造物の内部に粒子や粉体を保持しやすくなる。これは異形断面繊維表面の凹部又は、2以上の異形断面繊維によって囲まれた部分に粒子や粉体が入り込み、脱落しにくくなるためであると予想される。
図2(a)は繊維断面から見てY型の形状である異形断面繊維の一例である。
図2(b)は繊維断面から見て一文字型の形状である異形断面繊維の一例である。
図2(c)は繊維断面から見て楕円型の形状である異形断面繊維の一例である。
図2(d)は繊維断面から見て十字型の形状である異形断面繊維の一例である。
図2(e)は繊維断面から見て星型の形状である異形断面繊維の一例である。
図2(f)は繊維断面から見てC型の形状である異形断面繊維の一例である。
図2(g)は繊維断面から見て扇型の形状である異形断面繊維の一例である。
図2(h)は繊維断面から見て四角形型の形状である異形断面繊維の一例である。
【0025】
一般に繊維断面が円形である繊維構造物に金属めっきを施した場合、繊維断面からみて、半円分の金属めっきが剥離すると、他方の半円分の金属めっきも、被めっき繊維との引っ掛かり部がなくなり、剥離しやすくなる。しかし、異形断面繊維であると、繊維断面からみて、半周分の金属めっきが剥離した場合であっても、他方の半周分の金属めっきが被めっき繊維との引っ掛かり部を有し、金属めっきが剥離しにくくなる場合がある。このような効果は、異形断面繊維が、繊維断面からみて、Y型、十字型、又は星型の形状である場合に顕著である。
【0026】
次に、本発明の異形断面繊維の製造方法を芯鞘型複合繊維を例に挙げて説明する。まず、鞘成分と芯成分を準備する。ここで鞘成分及び/又は芯成分が複数の構成成分からなる場合は、マスターバッチの形態で提供されてよい。次いで、鞘成分と芯成分とを所望の繊維断面構造が得られるように適切な複合紡糸ノズルを用いて、常套の溶融紡糸機を用いて、複合紡糸する。なお、紡糸温度(ノズル温度)は、220℃以上320℃以下とするとよい。
【0027】
本発明で用いる異形断面繊維は、単繊維繊度が0.01dtex〜100dtexであることが好ましく、より好ましくは単繊維繊度が0.1dtex〜10dtexである。単繊維繊度が100dtex以上であると、安定した繊維化又は不織布化が困難となる場合があり、単繊維繊度が0.01dtex以下であると、繊維に金属めっきが固定され難くなる場合がある。
【0028】
本発明の金属めっき繊維構造物の形態は、短繊維、長繊維等のフィラメント、織物、編物、不織布等であってよい。なかでも、金属めっき繊維構造物の形態は不織布であることが好ましい。不織布の形態としては、スパンボンド不織布、メルトブローン不織布、ケミカルボンド不織布、エアレイド不織布、エアスルー不織布、サーマルボンド不織布、ニードルパンチ不織布、水流交絡不織布等が挙げられる。
【0029】
本発明の金属めっき繊維構造物が金属めっき不織布である場合は、被めっき繊維として不織布を用い(以下、被めっき不織布ともいう)、被めっき不織布に金属めっき処理を施したものであってよく、又は、本発明の金属めっき繊維と他の繊維の混綿不織布であってよい。
【0030】
被めっき不織布の不織布密度は0.001〜0.8g/cm3の範囲であることが好ましく、0.01〜0.5g/cm3の範囲であることがさらに好ましい。かかる構成であると、後述する金属構造物の通気度を得やすい。
【0031】
本発明で用いる被めっき繊維は、必要に応じて親水化処理を施してよい。親水化処理は、例えば、スルホン化処理、フッ素ガス処理、コロナ放電処理、プラズマ処理、界面活性剤処理、グラフト重合処理、親水性樹脂処理等のうち、1又は2以上の処理を併用して親水化処理してよい。また、繊維表面に親水性成分が露出した構成である繊維を含む場合には、親水化処理なしでも、めっき処理を行うことができる。
【0032】
例えば、フッ素ガス処理は被めっき繊維をフッ素ガス処理機内に10〜60分間放置して行ってよく、コロナ放電処理は被めっき繊維の表面に1又は2回以上に分けて、総放電量が0.1kw・分/m2〜0.5kw・分/m2の範囲となるようにして行ってよい。
【0033】
次にめっき処理工程について説明する。本発明の被めっき繊維にめっきする金属は、特に限定されないが、例えば、金、銀、銅、白金、ロジウム、ニッケル、クロム、コバルト、スズ、亜鉛、カドミウム等が挙げられる。めっき処理は、被めっき繊維に金属膜を形成する方法であればよく、例えば、無電解めっき法、電解めっき法、溶融金属めっき法、真空蒸着法、化学蒸着法、物理蒸着法、溶射法等が挙げられる。中でも、初めに無電解めっき法、次いで電解めっき法の2段階工程で金属膜を形成することが好ましい。この2段階工程でめっき処理を施すと、非金属材料でも均一な厚さにめっきしやすく、金属の定着速度も速い。
【0034】
無電解めっき法について説明する。無電解めっき法は、初めに触媒化工程、次に無電解めっき工程の順で行うとよい。触媒化工程は、被めっき繊維の表面に触媒を付与する工程である。触媒付与の方法は、例えば、被めっき繊維を塩化第一スズの塩酸水溶液で処理した後に塩化パラジウムの塩酸水溶液で触媒化する方法、又は硬化剤のアミノ基を含む塩化パラジウムの塩酸溶液のみで固定化する方法等が挙げられる。なかでも、めっき膜厚を均一にできる観点から前者の方法が好ましい。
無電解めっき工程は、析出させる金属を含む溶剤と還元剤とを含む無電解めっき液を使用し、金属膜を形成する工程である。なお、無電解めっき液には、必要に応じて、錯化剤、pH調整剤、緩衝剤、促進剤、安定剤、改良剤等を加えても良い。析出させる金属を含む溶剤は、金属塩であれば特に限定されないが、例えば、ニッケルめっき膜を形成する場合は、硫酸ニッケル、塩化ニッケル、硝酸ニッケル、スルファミン酸ニッケル等が挙げられ、還元剤は、例えば、塩酸ヒドラジン、硫酸ヒドラジン、水和ヒドラジン等のヒドラジン誘導体又はヒドラジン、次亜リン酸ナトリウム、ジメチルアミンボラン等が挙げられる。
【0035】
電解めっき法について説明する。電解めっきは、金属塩を溶解させためっき浴を用いて、電気分解により、カソード上に金属を析出させる方法である。ここで、カソードは被めっき繊維で構成される。また、アノードは、めっき浴や析出させる金属によって、適時選択される。
【0036】
電解めっきに用いられるめっき浴について説明する。例えば、電解ニッケルめっきの場合には、硫酸ニッケル、塩化ニッケル、ホウ酸が主組成であるワット浴、塩化ニッケル、ホウ酸が主組成である塩化浴、塩化ニッケル、スルファミン酸ニッケル、ホウ酸が主組成であるスルファミン酸浴、ホウフッ化ニッケル、ホウ酸が主組成であるホウフッ化浴等を用いてよい。なかでも、電解ニッケルめっきは、反応速度が速く生産性に優れる観点からワット浴を用いて行うことが好ましい。
また、上述の電解めっき浴は必要に応じて、1,5−ナフタレンジスルホン酸ナトリウム、サッカリン、p−トルエンスルホンアミド等の一次光沢剤、1,4−ブチンジオール、プロパギルアルコール、クマリン、エチレンシアンヒドリン等の二次光沢剤、ドデシル硫酸ナトリウム等の界面活性剤を加えてもよい。
【0037】
電解銅めっきの場合には、硫酸銅、硫酸が主組成である硫酸銅浴、ホウフッ化銅、テトラフルオロホウ酸が主組成であるホウフッ化銅浴、シアン化銅、シアン化ナトリウム、水酸化ナトリウムが主組成であるシアン化銅浴、ピロリン酸第二銅、ピロリン酸カリウム、アンモニアが主組成であるピロリン酸銅浴を用いてよい。
【0038】
電解クロムめっきの場合は、酸化クロム(VI)、硫酸が主組成であるサージェント浴、酸化クロム(VI)、硫酸、ケイフッ酸が主組成であるケイフッ酸浴を用いてよい。
【0039】
電解亜鉛めっきの場合は、硫酸亜鉛、硫酸アルミニウム、塩化ナトリウム、ホウ酸が主成分である硫酸亜鉛浴、塩化亜鉛、塩化アンモニウムが主組成である塩化亜鉛浴、シアン化亜鉛、シアン化ナトリウム、水酸化ナトリウムが主組成であるシアン浴、酸化亜鉛、水酸化ナトリウムが主組成であるジンケート浴を用いてよい。
【0040】
電解スズめっきの場合は、硫酸スズ、硫酸、クレゾールスルホン酸、ホルマリンが主組成である硫酸浴、ホウフッ化スズ、テトラフルオロホウ酸、ホルマリンが主組成であるホウフッ化浴、スズ酸カリウム、水酸化カリウムが主組成である塩基性スズめっき浴を用いてよい。
【0041】
電解金めっきの場合は、シアン化第一金カリウム、シアン化カリウムが主組成であるシアン浴、シアン化第一金カリウム、リン酸ナトリウム、リン酸水素ナトリウムが主組成である中性浴、シアン化第一金カリウム、クエン酸が主組成である酸性浴を用いてよい。
【0042】
電解銀めっきの場合は、シアン化銀、シアン化カリウム、炭酸カリウムが主組成であるストライク浴を用いてよい。
【0043】
電解ロジウムめっきの場合は、金属ロジウム、硫酸が主組成である硫酸めっき浴、金属ロジウム、リン酸が主組成であるリン酸めっき浴を用いてよい。
【0044】
電解白金めっきの場合は、塩化白金(IV)、リン酸水素アミン、リン酸水素アンモニウムが主組成であるリン酸塩浴、ジアミノ亜硝酸白金、亜硝酸ナトリウム、硝酸アンモニウム、アンモニア水が主成分であるジアミノ亜硝酸塩浴を用いてよい。
【0045】
真空蒸着法について説明する。真空蒸着法は、10-5〜10-6Torrで加熱蒸発させた金属又は金属化合物を被めっき繊維に付着させて金属めっき膜を形成する方法である。また、真空蒸発法は、蒸発物質を放電プラズマ、電子ビーム等により、その一部又は全部をイオン化させ、負の電荷が印加された基板上に堆積させる方法であってよい。
【0046】
溶射法について説明する。溶射法は、金属を溶かして微粒とし、吹き付けて皮膜を形成させる方法である。具体的には、例えば、アルゴン、水素、窒素などのガス雰囲気中の陽極と陰極の間に直流大電流低電圧によりアークを生じさせ、プラズマ状態にし、この雰囲気中に金属を入れ、溶かして吹き付けるプラズマ溶射法等が挙げられる。
【0047】
本発明の金属構造物は、本発明の金属めっき繊維構造物を焼成することにより形成され、通気度が1〜200cm3/cm2/secである。金属構造物の通気度は、20〜100cm3/cm2/secであることが好ましい。金属構造物の通気度が1cm3/cm2/secより小さいと、粒子、粉体、液体等の充填量が少なくなる、又は、液体や気体に対する圧力損失が高くなる。また、金属構造物の通気度が200cm3/cm2/secより大きいと、粒子、粉体、液体等の充填ムラや脱落が発生しやすくなる、又は、液体や気体に対する接触面積が少なくなる傾向にある。
本発明の金属構造物は、焼成され繊維を構成する成分が炭化されてなることが好ましい。かかる構成であると、耐熱性や導電性を必要とする用途に特に好適に用いることができる。
【0048】
焼成工程は特に限定されないが、例えば、窒素、ヘリウム、アルゴン等の不活性気体雰囲気中で、700〜2000℃で、30秒〜30分間処理して行うことができる。
【0049】
本発明の金属めっき繊維は、被めっき繊維にめっきされる金属、めっき方法によって、装飾性、耐劣化性、耐熱性、耐摩耗性、導電性、電磁波シール特性等の機能を生じる。そして、本発明の金属めっき繊維は、アクセサリー、フィルター、電子部品、電磁波シール材等に利用することができる。
【実施例】
【0050】
[単位面積あたりのめっき量]
めっき処理前の不織布の質量をW、無電解めっき処理後のめっき不織布の質量をW1、無電解めっき処理後のめっき不織布の面積をS1、電解めっき処理後のめっき不織布の質量をW2、電解めっき処理後のめっき不織布の面積をS2としたとき、下記の式より算出した。
無電解めっき量=(W1−W)/S1
電解めっき量=(W2−W)/S2
【0051】
[電気抵抗]
無電解めっき処理後のめっき不織布、及び電解めっき処理後のめっき不織布を日置電機株式会社製HITESTER(3531)を使用し、ランダムな10箇所における抵抗値を測定し、平均値を算出して、抵抗値とした。なお、周波数は10kHz、電圧は1.0vの条件で測定した。
【0052】
[めっきムラ]
無電解めっき処理後のめっき不織布について、ランダムな10箇所における抵抗値を測定した。
A:10箇所の測定値の最大値と最小値との差が10Ω未満であった。
B:10箇所の測定値の最大値と最小値との差が10以上50Ω未満であった。
C:10箇所の測定値の最大値と最小値との差が50Ω以上であった。
【0053】
[通気度]
金属めっき繊維構造物を焼成してなる金属めっき構造物の通気度を、JIS L−1096−6.27.1 A法に従って測定した。
【0054】
(繊維1)
鞘成分が融点136℃の高密度ポリエチレン(東ソー社製、商品名“ニポロン”)、芯成分が融点165℃のポリプロピレン(日本ポリプロ社製、商品名“SA03B”)であり、図1(a)に示す繊維断面構造を有する芯鞘型複合繊維を用意した。繊維1は、単繊維繊度2.2dtex、繊維長51mm、換算円周長Bに対する繊維断面周長A(A/B)が1.4であった。
【0055】
(繊維2)
鞘成分が融点136℃の高密度ポリエチレン(東ソー社製、商品名“ニポロン”)、芯成分が融点165℃のポリプロピレン(日本ポリプロ社製、商品名“SA03B”)であり、図1(b)に示す繊維断面構造を有する芯鞘型複合繊維を用意した。繊維2は、単繊維繊度2.2dtex、繊維長51mm、換算円周長Bに対する繊維断面周長A(A/B)が1.4であった。
【0056】
(繊維3)
鞘成分が融点136℃の高密度ポリエチレン(日本ポリエチレン社製、商品名“HE481”)、芯成分が融点165℃のポリプロピレン(日本ポリプロ社製、商品名“SA03B”)であり、繊維断面構造が円形である芯鞘型複合繊維を用意した。繊維3は、単繊維繊度2.2dtex、繊維長51mm、換算円周長Bに対する繊維断面周長A(A/B)が1.0であった。
【0057】
(実施例1)
被めっき繊維として、繊維1のみからなる目付が50g/m2のカードウェブを作成し、水圧3MPaにて水流交絡処理を施した後、エアスルー乾燥機を用いて、145℃で12秒間乾燥させて、不織布からなる被めっき不織布を得た。なお、実施例1の被めっき不織布は繊維の交点が熱接着により接着された不織布であった。
【0058】
次に、塩化第一スズ1質量%、10mol/Lの塩酸20質量%、塩化パラジウム0.1質量%の水溶液を用いて、被めっき不織布を触媒化させた。
【0059】
硫酸ニッケル20質量%、還元剤として20mol/Lのヒドラジン3質量%、錯化剤としてクエン酸ナトリウム30質量%、pH調整剤として水酸化ナトリウム2質量%を含む水溶液に、触媒化させた被めっき不織布を含浸させ、無電解めっきを行った。なお、無電解めっきは60℃で行った。
【0060】
続いて、硫酸ニッケル300質量%、塩化ニッケル50質量%、ホウ酸50質量%を使用した水溶液(ワット浴)に、無電解めっきを施した被めっき不織布を含浸させ、電解めっきを行い、ニッケルめっき不織布を得た。なお、電解めっきは、60℃で、5Aの電流を流して行った。
【0061】
また、得られたニッケルめっき不織布を焼成して、ニッケル不織布を得た。
【0062】
(実施例2)
繊維2のみからなる目付が50g/m2のカードウェブを用いたこと以外は、実施例1を製造するときに採用した手順と同様の手順に従って被めっき不織布を得た。なお、実施例2の被めっき不織布は繊維の交点が熱接着により接着された不織布であった。
その後、実施例1を製造するときに採用した手順に従って、同様にニッケルめっき処理を施し、ニッケルめっき不織布を得た。
【0063】
また、得られたニッケルめっき不織布を焼成して、ニッケル不織布を得た。
【0064】
(実施例3)
繊維1を50質量%と繊維3を50質量%含む目付が50g/m2のカードウェブを用いたこと以外は、実施例1を製造するときに採用した手順と同様の手順に従って被めっき不織布を得た。なお、実施例3の被めっき不織布は繊維の交点が熱接着により接着された不織布であった。
その後、実施例1を製造するときに採用した手順に従って、同様にニッケルめっき処理を施し、ニッケルめっき不織布を得た。
【0065】
また、得られたニッケルめっき不織布を焼成して、ニッケル不織布を得た。
【0066】
(実施例4)
繊維1を10質量%と繊維3を90質量%含む目付が50g/m2のカードウェブを用いたこと以外は、実施例1を製造するときに採用した手順と同様の手順に従って被めっき不織布を得た。なお、実施例4の被めっき不織布は繊維の交点が熱接着により接着された不織布であった。
その後、実施例1を製造するときに採用した手順に従って、同様にニッケルめっき処理を施し、ニッケルめっき不織布を得た。
【0067】
また、得られたニッケルめっき不織布を焼成して、ニッケル不織布を得た。
【0068】
(比較例1)
繊維3のみからなる目付が50g/m2のカードウェブを用いたこと以外は、実施例1を製造するときに採用した手順と同様の手順に従って被めっき不織布を得た。なお、比較例1の被めっき不織布は繊維の交点が熱接着により接着された不織布であった。
その後、実施例1を製造するときに採用した手順に従って、同様にニッケルめっき処理を施し、ニッケルめっき不織布を得た。
【0069】
また、得られたニッケルめっき不織布を焼成して、ニッケル不織布を得た。
【0070】
(比較例2)
繊維1を5質量%と繊維3を95質量%含む目付が50g/m2のカードウェブを用いたこと以外は、実施例1を製造するときに採用した手順と同様の手順に従って被めっき不織布を得た。なお、比較例2の被めっき不織布は繊維の交点が熱接着により接着された不織布であった。
その後、実施例1を製造するときに採用した手順に従って、同様にニッケルめっき処理を施し、ニッケルめっき不織布を得た。
【0071】
また、得られたニッケルめっき不織布を焼成して、ニッケル不織布を得た。
【0072】
以上の実施例1〜4と比較例1〜2の条件と結果を表1にまとめて示す。
【0073】
【表1】
【0074】
実施例1及び実施例2の被めっき不織布は、異形断面繊維同士が他の異形断面繊維の間に入り込んでおり、実施例3及び実施例4の被めっき不織布は、繊維3(円形断面繊維)の間に繊維1(異形断面繊維)が入り込んでおり、実施例1〜4の被めっき不織布は、比較例1に比べると繊維同士の交点が大きいものであった。
【0075】
実施例1〜4は、異形断面繊維を十分に含んでおり、被めっき不織布の繊維交点が比較的大きく接着されており、金属めっきの剥離が少ないものであった。また、実施例1〜4は、無電解めっき後の電気抵抗値及び電解めっき後の電気抵抗値が比較例1に比べて低い。絶縁性の構造物に導電性金属をめっきした場合、均一にめっきされている場合は電気抵抗値が低くなり、めっきムラがある場合は、電気抵抗値が高くなることから、実施例1〜4の金属めっき不織布は、めっきムラの少ないものであることが理解できる。また、比較例2は実施例1〜4に比べて電解めっき後の電気抵抗値及び電解めっき後の電気抵抗値が高い。これは、比較例2は異形断面繊維を含むが、その含有量が少ないためであると考えられる。
【0076】
実施例1及び実施例2は、共に異形断面繊維のみからなる被めっき不織布にニッケルめっき処理を施したニッケルめっき不織布である。しかし、実施例1は実施例2に比べて、無電解めっき後の電気抵抗値及び電解めっき後の電気抵抗値が低い。これは、繊維1は、繊維断面からみて、三つの凸部を有するため、一つの凸部における金属めっきが仮に剥離した場合であっても、他の二つの凸部から構成される金属めっき部は被めっき繊維との引っ掛かり部を有しており、その結果、他の2つの凸部が剥離し難くなることに起因すると考えられる。
【0077】
実施例1〜4、及び比較例1〜2の金属めっき繊維構造物を焼成してなる金属めっき構造物は、適度な通気度を有しており、気体に対する圧力損失が低いものであった。実施例1〜4からなる金属めっき構造物は、金属めっきが剥離した箇所が少なく、見た目もよいものであった。
【産業上の利用可能性】
【0078】
本発明の金属めっき繊維は、被めっき繊維にめっきされる金属、そのめっき方法によって、装飾性、耐劣化性、耐熱性、耐摩耗性、導電性、電磁波シール特性等の機能を生じる。そして、本発明の金属めっき繊維は、アクセサリー、フィルター、電子部品、電磁波シール材等に利用することができる。
【図面の簡単な説明】
【0079】
【図1】図1は本発明の繊維断面の一例を示す図である。
【図2】図2は本発明の繊維断面の一例を示す図である。
【符号の説明】
【0080】
1 鞘成分
2 芯成分
3 中空部
【特許請求の範囲】
【請求項1】
繊維表面に金属がめっきされてなる繊維構造物であって、前記繊維構造物が異形断面繊維を6質量%以上含む金属めっき繊維構造物。
【請求項2】
前記異形断面繊維が、芯鞘型複合繊維であり、芯成分の融点が鞘成分の融点より10℃以上高い請求項1に記載の金属めっき繊維構造物。
【請求項3】
前記芯鞘型複合繊維の鞘成分により繊維同士の交点が熱接着されてなる請求項2に記載の金属めっき繊維構造物。
【請求項4】
前記異形断面繊維は、繊維断面からみて、繊維断面周長Aが、繊維断面積を面積の等しい円に換算した円の円周長Bの1.1倍以上である請求項1〜4のいずれかに記載の金属めっき繊維構造物。
【請求項5】
前記異形断面繊維が繊維断面からみて、一文字型、Y型、十字型、星型の形状である請求項1〜4のいずれかに記載の金属めっき繊維構造物。
【請求項6】
前記金属めっき繊維構造物が不織布である請求項1〜5のいずれかに記載の金属めっき繊維構造物。
【請求項7】
請求項1〜6のいずれかに記載の金属めっき繊維構造物を焼成してなる通気度が1〜200cm3/cm2/secの金属構造物。
【請求項1】
繊維表面に金属がめっきされてなる繊維構造物であって、前記繊維構造物が異形断面繊維を6質量%以上含む金属めっき繊維構造物。
【請求項2】
前記異形断面繊維が、芯鞘型複合繊維であり、芯成分の融点が鞘成分の融点より10℃以上高い請求項1に記載の金属めっき繊維構造物。
【請求項3】
前記芯鞘型複合繊維の鞘成分により繊維同士の交点が熱接着されてなる請求項2に記載の金属めっき繊維構造物。
【請求項4】
前記異形断面繊維は、繊維断面からみて、繊維断面周長Aが、繊維断面積を面積の等しい円に換算した円の円周長Bの1.1倍以上である請求項1〜4のいずれかに記載の金属めっき繊維構造物。
【請求項5】
前記異形断面繊維が繊維断面からみて、一文字型、Y型、十字型、星型の形状である請求項1〜4のいずれかに記載の金属めっき繊維構造物。
【請求項6】
前記金属めっき繊維構造物が不織布である請求項1〜5のいずれかに記載の金属めっき繊維構造物。
【請求項7】
請求項1〜6のいずれかに記載の金属めっき繊維構造物を焼成してなる通気度が1〜200cm3/cm2/secの金属構造物。
【図1】

【図2】
【図2】
【公開番号】特開2010−126824(P2010−126824A)
【公開日】平成22年6月10日(2010.6.10)
【国際特許分類】
【出願番号】特願2008−300386(P2008−300386)
【出願日】平成20年11月26日(2008.11.26)
【出願人】(000002923)ダイワボウホールディングス株式会社 (173)
【出願人】(300049578)ダイワボウポリテック株式会社 (120)
【Fターム(参考)】
【公開日】平成22年6月10日(2010.6.10)
【国際特許分類】
【出願日】平成20年11月26日(2008.11.26)
【出願人】(000002923)ダイワボウホールディングス株式会社 (173)
【出願人】(300049578)ダイワボウポリテック株式会社 (120)
【Fターム(参考)】
[ Back to top ]