
金属を含有する取引カードおよびその作製方法
カード本体を作製するように第1の金属のシートを切り取ることと、バックパネルを作製するように第2の金属のシートを切り取ることと、前記バックパネルに接着剤を適用することと、前記バックパネルを前記カード本体に接合することとを含む、取引カードを作製する方法。また、本発明は、第1の表面と、該取引カードの領域全体にわたって連続している第2の表面とを有する、カード本体と、バックパネルとを備え、該バックパネルは、該第2の表面に接合される、取引カードを提供し得る。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、概して、物品および/またはサービスの購入に有用な、金属を含有する取引カード、および取引カードを作製する方法を含む。カードは、マイクロチップ(例えば、スマートカード)、アンテナおよびバックプレート等の他の特徴を含んでもよい。
【背景技術】
【0002】
現金ではなくクレジットで支払うことをカード保有者に可能にする、取引カードは、米国においては、1950年代初めから普及し始めた。初期の取引カードは、典型的には、一部の飲食店やホテルに限定され、一部の個人に限定されることが多かった。プラスチック製クレジットカードの導入以来、取引カードの使用は、米国から欧州、そして世界中へと急速に普及した。取引カードは、情報媒体であるだけでなく、典型的には、消費者が常時現金を持ち合わせる必要なく、物品やサービスの代価を支払うことを可能にし、または、消費者が現金を必要とする場合は、取引カードにより、現金自動支払預入機(ATM)から現金を入手することが可能になる。また、取引カードは、盗難による現金紛失のリスクに曝される機会を減少させ、外国諸国への旅行時には両替の必要性を削減する。取引カードの利点により、現在では、何億枚ものカードが毎年作製および発行されており、したがって、企業は、自社のカードを競合他社のカードから差別化する必要性がある。
【0003】
初期には、取引カードには、しばしば、カード上に発行者の名前、カード所有者の名前、カード番号、有効期限日がエンボス加工された。カードはさらに、通常、偽造および改ざんを防止するために、カード保有者が署名できるカード裏面の署名欄を含んでいた。このため、加盟店へのデータおよびカードに関連付けられるセキュリティを提供するための道具としての役割を持つカードは、カード上のエンボス加工されたカード保有者名とともに、カード上のカード保有者の署名と受領時におけるカード保有者の署名との比較がなされていた。
【0004】
取引カードの人気により、非常に多くの企業、銀行、航空会社、取引グループ、スポーツチーム、クラブおよび他の組織が独自の取引カードを開発している。このような多数の企業は、絶えず自社の取引カードを差別化しようとし、より魅力的な借入金利や安価な加入料金を提供するだけでなく、取引カード上に独特かつ外見上魅力的な特徴を提供することにより、市場のシェアを拡大しようとしている。このため、多くの取引カードは、購入者(demographic)およびアカウントの情報を含むのみでなく、取引カードは、グラフィックイメージ、デザイン、写真、およびセキュリティ機能も含む。最近のセキュリティ機能には、3次元のように見える、回析格子、またはホログラフィックイメージの取引カードへの組み込みがある。ホログラムを生成するには非常に複雑なシステムおよび装置を必要とするため、ホログラフィックイメージは、取引カードを不正に模造または複製できる可能性を低下させる。
【0005】
取引カードの使用が増加したことにより、支払、クレジット、商業決済、不正行為、返済等、管理上およびセキュリティ上の問題が増加した。したがって、取引カード業界は、多様な業界に対して、取引カードデータの電子的読み取り、伝送、および承認を可能にする、より高度な取引カードの開発に着手した。例えば、拡張した特徴、機能、およびセキュリティに対する市場の需要を満たすために、磁気ストライプカード、光学式カード、スマートカード、コーリングカード、およびスーパースマートカードが開発された。このため、アカウント情報および有効期限等の磁気ストライプに格納されているデータの伝送とともに、キャッシュレジスタ機器からホストコンピュータへ受信した購入データをオンラインで通信するために、磁気ストライプカードとともに、磁気ストライプリーダが使用される。
【0006】
磁気ストライプの改ざんのしやすさ、磁気ストライプ内の情報の機密保持性のなさ、およびホストコンピュータへのデータ伝送に関連する問題のため、取引カードに組み込むことができる集積回路が開発された。これらの集積回路(IC)カードは、スマートカードと呼ばれ、高度なセキュリティおよび将来の用途に対する柔軟性により、多様な業界で非常に信頼性が高いことが証明された。しかし、この集積回路カードでも、偽造されやすくなっている。
【0007】
磁気ストライプカードおよびスマートカードが開発されるのに伴い、市場では、カードの国際規格が必要となった。カードの物理的寸法、特徴、およびエンボス加工の領域は、国際標準化機構(以下「ISO」)のISO7810およびISO7811に基づき規格化された。発行者の識別、特定の化合物の場所、コード化要件、および記録技術は、ISO7812およびISO7813に規格化され、一方でチップカードの規格は、ISO7813に確立された。例えば、ISO7811は、カードの表面または裏面に位置する0.5インチのストライプであり、3本の縦方向の平行トラックに分割される磁気ストライプの標準を定義する。第1と第2のトラックは、それぞれ、79の英数文字と40の数字が入るスペースがあり、読み取り専用情報を保持する。第3のトラックは、金融取引のために確保され、ユーザの個人識別番号、国番号、通貨単位、サイクルあたりの承認金額、関連口座、および制限が暗号化されている。
【0008】
取引カードの特徴および仕様に関する詳細情報は、例えば、非特許文献1および非特許文献2、ANSI(米国規格協会:11 West 42nd Street,New York,NY 10036)から入手可能な多様な取引カードのISO規格文書を参照でき、これらの出版物全ての内容全体は参照により本明細書に組み入れられる。
【0009】
機械読取可能化合物を取引カードに組み込むことによって、取引カードから自動的に読み取る、および/または取引カードに自動的に書き込むことにより、取引を簡易化するデバイスの普及が促進された。このようなデバイスは、例えば、バーコードスキャナ、磁気ストライプリーダ、店舗販売時点情報管理(POS)、現金自動預け払い機(ATM)およびカードキーデバイスを含む。ATMについて、1999年に出荷された全ATM機器台数は、上位のATMメーカー、すなわち、NCR(138−18 231st Street,Laurelton,New York 11413)、Diebold(5995 Mayfair,North Canton,Ohio 44720−8077)、Fujitsu(11085 N.Torrey Pines Road,La Jolla,California 92037)、Omron(日本)、OKI(日本)およびTritonによって出荷されたATMを含む、179,274台(Nilson Reportsデータに基づく)であった。
【0010】
典型的な取引カードは、ポリ塩化ビニル(PVC)およびテレフタル酸ポリエチレン(PET)等の熱可塑性材料から作られる。しかし、これらの取引カードは、損傷の可能性がある環境に曝された場合に、損傷または破損の恐れがある。例えば、取引カードは、長期間にわたってこのような要素に曝された場合に、損傷する可能性がある。湿度および/または太陽光は、典型的な取引カードのポリマー内の化学的結合を破壊することがあるため、湿度および太陽光に曝される取引カードは、歪みや亀裂が生じ、使用不可能になる可能性がある。さらに、熱可塑性の取引カードは、容易に屈曲または破壊あるいは切断されることで、取引カードが損傷し、使用不可能になる可能性がある。
【先行技術文献】
【非特許文献】
【0011】
【非特許文献1】「Smart Cards」、Jose Luis ZoredaおよびJose Manuel Oton、1994
【非特許文献2】「Smart Card Handbook」、W.RanklおよびW.Effing、1997
【発明の概要】
【発明が解決しようとする課題】
【0012】
このため、強度および耐久性の両方を備える取引カードが求められている。加えて、湿度または太陽光等の要素に曝されても耐え得る取引カードが求められている。さらに、強度および耐久性の両方を備えるように、ホログラム、署名欄、磁気ストライプ、マイクロチップ等の上記の特徴を組み込むことができる取引カードが求められている。加えて、上記の課題を解決する取引カードが求められている。
【課題を解決するための手段】
【0013】
本発明は、金属を含有する取引カード、およびこのような取引カードを作製する方法に関する。取引カードは、典型的には、取引カード上またはカード内に含まれる、磁気ストライプ、埋め込みマイクロチップ、署名欄、ホログラフィックイメージ、または他の任意の特徴を有してもよい。本発明の取引カードは、少なくとも1つの金属層を有してもよい。本発明の取引カードは、少なくとも1つのチタンまたはステンレススチールの層を有してもよい。
【0014】
取引カードが少なくとも1つの金属層を有することができる、取引カードおよび取引カードを作製する方法が提供される。少なくとも1つの金属層は、取引カードに耐久性および強度を追加できる。1つの金属層は、取引カードとして利用可能、または取引カードに、あるいは取引カード内に組み込み可能である、いずれかの金属にしてもよい。少なくとも1つの金属層は、チタン、ステンレススチール、またはアルミニウムであってもよい。
【0015】
さらに、取引カードを、取引カードの国際標準化機構(ISO)に準拠する標準サイズにできる、少なくとも1つの金属層を有する取引カードが提供される。
【0016】
さらに、少なくとも1つの金属層を有する取引カードは、1つ以上の高分子材料またはアルミニウム等の他の金属材料を含む他の層を有してもよい。
【0017】
さらに、金属を含有する取引カードは、典型的には、磁気ストライプ、埋め込みマイクロチップ、署名欄、ホログラフィックイメージ等の取引カード上または取引カード内に含まれる特徴を有するものとして提供される。加えて、金属を含有する取引カードは、取引カードおよび/または取引カード発行者、あるいは他の任意の情報を一意に識別するために、スクリーン印刷またはレーザエッチングプロセス等により、インディシアとともに印刷されてもよい。
【0018】
本発明のさらなる特徴および利点は、現在好適な実施形態の発明を実施するための形態および図面に記載されており、これらから明らかになるであろう。
【図面の簡単な説明】
【0019】
【図1A】図1Aは、金属を含有する取引カードの表面の平面図を示す。
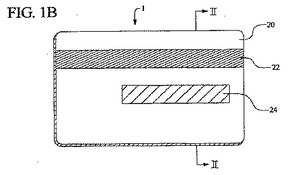
【図1B】図1Bは、金属を含有する取引カードの裏面の平面図を示す。
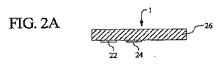
【図2A】図2Aは、図1Bの線II−IIに沿った、金属を含有する取引カードの断面図を示す。
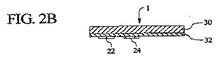
【図2B】図2Bは、図1Bの線II−IIに沿った、取引カードの代替の実施形態の断面図を示す。
【図2C】図2Cは、図1Bの線II−IIに沿った、取引カードの別の代替の実施形態の断面図を示す。
【図2D】図2Dは、図1Bの線II−IIに沿った、取引カードのさらに別の代替の実施形態の断面図を示す。
【図2E】図2Eは、図1Bの線II−IIに沿った、取引カードの別の代替の実施形態の断面図を示す。
【図3】図3は、金属を含有する取引カードを作製する方法を示すフローチャートを示す。
【図4】図4は、チタンの取引カードを作製する代替の方法を示すフローチャートを示す。
【図5】図5は、チタンの取引カードの代替の方法を示すフローチャートを示す。
【図6】図6は、チタンの取引カードを作製する別のさらなる代替の方法を示す代替のフローチャートを示す。
【図7】図7は、エンボス加工された文字、磁気ストライプおよび署名欄を有するチタンの取引カードを作製する代替の方法を示す、別のさらなる代替のフローチャートを示す。
【図8】図8は、チタンの取引カードを作製する方法によって作製されたチタンのカードの平面図を示す。
【図9】図9は、チタンの取引カードを作製する方法において作製されたインセット充填パネルの平面図を示す。
【図10】図10は、ポケットに接着剤を配置した、エンボス加工されたチタンのカードの平面図を示す。
【図11】図11は、ポケット内に充填パネルが配置され、他のポケットに磁気ストライプおよび署名欄が配置される、チタンのカードの平面図を示す。
【図12】図12は、ポケット内に充填パネルが配置され、他のポケットに磁気ストライプおよび署名欄が配置される、チタンのカードの断面図を示す。
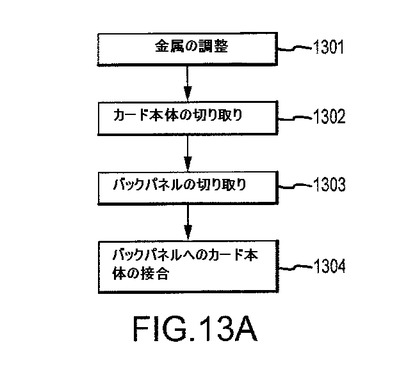
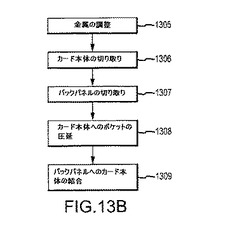
【図13A】図13Aおよび13Bは、金属の取引カードを作製する方法を示す。
【図13B】図13Aおよび13Bは、金属の取引カードを作製する方法を示す。
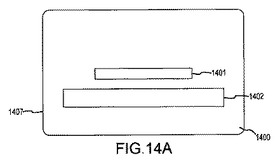
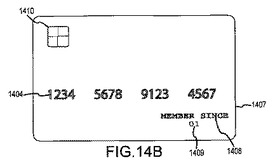
【図14A】図14A〜14Cは、金属の取引カードを示す。
【図14B】図14A〜14Cは、金属の取引カードを示す。
【図14C】図14A〜14Cは、金属の取引カードを示す。
【発明を実施するための形態】
【0020】
金属を含有する取引カードおよび取引カードを作製する方法について記載する。取引カードは、標準サイズ(すなわち、約3 3/8インチ×約2 1/4インチ)または取引カードとして利用可能な他の任意のサイズにしてもよい。加えて、取引カードは、磁気ストライプ、埋め込みマイクロチップ、署名欄、ホログラフィックイメージ、または典型的には、取引カード上またはカード内に含まれる、他の任意の特徴を有してもよい。取引カードは、チタンまたはステンレススチールを含む、少なくとも1つの金属層を有してもよい。
【0021】
次に、同様の数字は同様の部品を示す、図面を参照し、図1に、表面10を有する金属を含有する取引カード1の平面図を示す。取引カード1は、カード形状に平板化された少なくとも1つの金属層で構成されてもよい。典型的には、金属は、シート状に圧延できる。シートは、個々の取引カードを形成するために切り取ることができる。
【0022】
いずれかの金属を、本明細書に記載される取引カードの単数または複数の層として利用してもよい。具体的には、金属は、チタン、ステンレススチール、またはアルミニウムを含んでもよいが、本発明により他の任意の金属も考えられる。本発明の取引カードは、チタンを含んでもよい。
【0023】
取引カード1の表面10上に、従来の印刷技術を用いて表面10に印刷できる、イメージ、グラフィック、言葉、または他の記号等のインディシアがあってもよい。あるいは、インディシアは、レーザエッチングされてもよい。チタンまたはステンレススチール等の金属をレーザエッチングするための典型的なレーザエッチングデバイスは、Virtek Vision International,Inc製のレーザによって行われる。レーザは、最大で0.100インチおよび最小で約0.003インチの深さのチタン、ステンレススチールまたはアルミニウム等の金属のマーキングを提供できる。パターンを、表面10に(または、以下に記載するように、および図1Bに示すように、裏面20に)レーザマーキングしてもよい。
【0024】
さらに、典型的には、チタンである金属層のレーザエッチングは、カード1の片面または両面に複数の色を有する取引カード1を提供してもよい。具体的には、金属のレーザエッチングに利用されるエネルギーにより、特定の単数または複数の色として人から視覚可能となるように、金属の再結晶化を可能にしてもよい。
【0025】
代替の実施形態では、取引カード1の片面または両面を、従来の陽極酸化方法を用いて陽極酸化してもよく、これにより、酸化被膜でシールしてもよい取引カード1の片面または両面が提供され、これにより、金属が保護され、表面が印刷インクまたはコーティングに対して受容的になることを可能にする。さらに、陽極酸化プロセスは、取引カード1の片面または両面に色を提供してもよい。例えば、陽極酸化プロセスは、取引カード1の片面または両面を陽極酸化するために使用される電力の電圧に応じて、取引カード1の片面または両面に色を提供できる、電流下のイオン溶液による金属表面の処理を含んでもよい。
【0026】
取引カード1の片面または両面にコーティングを適用してもよい。コーティングは、擦傷、損傷、指紋等に対する耐性のある取引カード1の金属を提供する、シラン化合物でもよい。さらに、特定の色を取引カード1に提供する、染料またはインクをシランコーティングに組み込んでもよい。典型的には、取引カード1の片面または両面にシランおよび染料が提供される。シランコーティングは、黒色染料に組み込んでもよく、これにより、取引カード1の片面または両面は黒色の外観になる。当然ながら、他の任意の着色されたコーティングを、アクリルまたはテレフタル酸ポリエチレン等の取引カード1の片面または両面が陽極酸化された後で、取引カード1の片面または両面の表面に適用してもよい。さらに、表面コーティングは、取引カードの片面または両面に適用される、熱硬化性高分子材料で構成されてもよい。熱硬化性材料は、熱硬化性材料の乾燥粉末で取引カード1の片面または両面をコーティングし、取引カード1の表面において熱硬化性材料を溶解して固化させるために、熱硬化性材料を焼成することで、取引カード1に適用してもよい。当然ながら、取引カード1は、着色されたコーティングなしで提供されてもよく、これにより、金属の自然な色が見られる金属の色の取引カードが提供される。
【0027】
図1Bは、本発明の取引カード1の裏面20を示す。取引カード1への磁気ストライプのスタンプ等の従来の方法を用いて裏面20に貼り付けてもよい、磁気ストライプ22を、裏面20に提供してもよい。加えて、署名欄24も提供してもよく、さらに、取引カード1にスタンプするか、他の任意の従来の方法で貼り付けてもよい。署名欄は、取引カードの所有者が取引カード上の署名をすることを可能にし、これにより、セキュリティ機能を提供する。さらに、本発明の取引カードにマイクロチップを埋め込んでもよい。当然ながら、当業者には公知であるように、取引カード1の表面10または裏面20上に他の任意の特徴を含んでもよい。
【0028】
図2Aは、図1Bの線II−IIに沿った、取引カード1の側面断面図を示す。図示されるように、取引カード1は、少なくとも第1の金属層26を含む。当然ながら、取引カード1は、熱、圧力、および/または接着剤によって共に接着される2つ以上の金属層を含んでもよい。取引カード1は、チタンまたはステンレススチールのうちの少なくとも1つの層を含んでもよい。第1の層26は、さらに、第1の金属層26に直接接着される磁気ストライプ22および署名欄24を含む。第1の層26の全体の厚さは約30ミルであってもよく、本発明により第1の層26の他の厚さも考えられる。図2A〜2Eに図示される層は、本明細書に記載される取引カードの構造を明らかに図示するために、厚さが誇張されて示されている。
【0029】
取引カード1は、手触り、イメージ、英数字文字等を提供するように、スタンプ、エンボス加工またはエッチング加工されてもよい。上述のように、取引カード1の表面または裏面は、グラフィック、イメージ、テキスト、または他の任意のインディシア等のインディシアを提供するように、印刷またはレーザエッチングされてもよい。さらに、第1の層26の表面は、陽極酸化される、および/または、金属表面を保護し、および/または表面に色を提供するために、コーティングでコーティングされてもよい。加えて、磁気ストライプ22および署名欄24を第1の層26の金属に接着するために、接着剤(図示せず)を提供してもよい。さらに、そこから作製される取引カードにスマートカード機能を提供するために、第1の金属層26にマイクロチップ(図示せず)が埋め込まれてもよい。
【0030】
図2Bは、図1Bの線II−IIに沿った、取引カード1の断面図の本発明の代替の実施形態を示す。図示されるように、取引カード1は、金属層30、および、磁気ストリップ22および署名欄24を金属層30に接着して固定させるためのオプションの接着層32を含む。接着層32は、積層、コーティング、または、金属層30に貼り付けられてもよい。金属層30および接着層32を含む取引カード1の全体の厚さは、図2Bに図示されるように約30ミルにしてもよく、本発明において他の厚さも考えられる。金属層30は、チタンまたはステンレススチールで作製されてもよい。
【0031】
あるいは、図2Aに図示されるように、取引カードは接着層を含まず、磁気ストライプ22および/または署名欄24は、他の任意の特徴とともに、金属層30の片面または両面に直接貼り付けられる。あるいは、取引カード1は、インクまたは他の印刷を金属層30に接着させるために、取引カード1の表面10に提供される接着層(図示せず)を有してもよい。
【0032】
図2Bの取引カードは、手触り、イメージ、グラフィック、英数字文字等を取引カードに提供するために、スタンプ、エンボス加工またはエッチング加工されてもよい。上述のように、取引カードの表面または裏面は、グラフィック、イメージ、テキスト、または他の任意のインディシア等のインディシアを提供するために、印刷またはレーザエッチングされてもよい。
【0033】
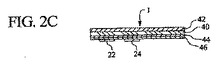
図2Cは、図1Bの線II−IIに沿って切り取られた取引カードの断面図の本発明の代替の実施形態を示す。図2Cに図示される実施形態において、取引カード1は、例えば、PVC、PET共重合体の熱可塑性材料、または他の基板等の基板の中心層40を含む。さらに、中心層40は、中心層40の片側または両側に積層された金属層を有する。図2Cでは、中心層40は、積層される、または中心層40の第1の表面に隣接して配置される、第1の金属層42と、積層される、または中心層40の第2の表面に隣接して配置される、第2の金属層44とを有する。中心層40は、約18ミルにしてもよく、一方で、各金属層42、44は、全体の厚さが約30ミルの取引カードを提供するために、約6ミルにしてもよい。しかし、中心層40および金属層42、44は、任意の厚さにしてもよい。金属層42、44は、チタンまたはステンレススチールにしてもよい。
【0034】
第2の金属層44上に、磁気ストライプ22、署名欄24、または典型的には、取引カード上に含まれる他の特徴に接着を提供するために、積層されるまたはこれに適用される接着剤46を提供してもよい。あるいは、印刷の目的、または他の任意の理由のためにインクに接着を提供するために、第1の金属層42に接着層(図示せず)を提供する。あるいは、磁気ストライプ22、署名欄24、または典型的には、取引カードと第1および/または第2の金属層42、44上に含まれる他の特徴との間には接着層は存在しない。
【0035】
さらに、図2Cの取引カードを、手触り、イメージ、グラフィック、英数字文字等を取引カードに提供するために、スタンプ、エンボス加工またはエッチング加工してもよい。上述のように、取引カードの表面または裏面を、グラフィック、イメージ、テキスト、または他の任意のインディシア等のインディシアを提供するために、印刷またはレーザエッチングしてもよい。
【0036】
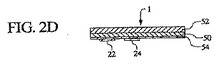
図2Dは、本発明の第4の実施形態を示し、これにより、図2D内の断面図に図示される取引カード1は、例えば、PVCまたはPET共重合体の熱可塑性材料等の基板の第1の層50、および積層される、または第1の層50に隣接して配置される、第2の金属層52を含む。第1の層50および第2の層52は、合計で約30ミルの厚さを有してもよい。例えば、第1の層は約18ミルにしてもよく、第2の(金属)層は約12ミルにしてもよい。しかし、層は、他の任意の厚さにしてもよい。第2の金属層52は、チタンまたはステンレススチールにしてもよい。
【0037】
第1の層50は、磁気ストライプ22、署名欄24または取引カード1上に含まれる他の任意の特徴への接着を提供するために、接着剤54をさらに含んでもよい。あるいは、接着層は存在しない。
【0038】
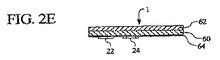
図2Eは、本発明の第5の実施形態を示し、これにより、図2Eに図示される断面図で示される取引カード1は、アルミニウム、または他の金属基板等の金属基板の第1の層60、および積層される、または第1の層60に隣接して配置される、第2の金属の第2の層62を含む。第2の層62はチタンまたはステンレススチールであってもよく、本発明では他の金属も考えられる。上記に記載された取引カードと同様に、第1の層60は、磁気ストライプ22および/または署名欄24に接着を提供するために、積層される、またはこれに貼り付けられる、接着層64を有してもよい。上記に記載された他の実施形態と同様に、接着剤を、印刷のためのインクに接着を提供するために、または典型的には、取引カードに含まれる他の特徴のために、第2の層にも提供してもよい。あるいは、接着層は存在せず、磁気ストライプ22および/または署名欄24を、金属基板60に直接接着する。
【0039】
本明細書に記載されるおよび図3〜12に図示される以下の実施形態は、具体的には、チタンから作製される取引カードに関する。しかし、本発明は、記載された内容に制限すべきものではなく、他の金属、混合物および合金が利用される実施形態も含むことに留意されたい。
【0040】
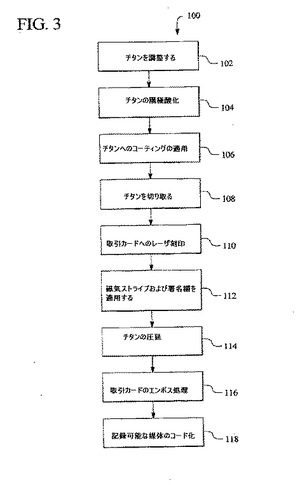
図3は、金属はチタンである、本発明の金属を含有する取引カードを作製する方法100を示す。具体的には、方法100は、取引カードに形成されるチタンを作製するための第1のステップ102を含む。具体的には、約30ミルの厚さのチタンシートを作製してもよい。典型的には、チタン金属は、必要な厚さに圧延および平板化される。チタンシートは、取引カード内に埋め込んでもよい磁気ストライプおよび/またはマイクロチップをチタンが妨害しないように、磁気性質がほとんどまたは全くないチタン金属を含有してもよい。
【0041】
陽極酸化ステップ104において、チタンシートは、従来の陽極酸化プロセスを用いて陽極酸化される。具体的には、チタンを、チタンシートの片面または両面を陽極酸化するために、その中にイオンおよび電流を有する槽に配置してもよい。前述のように、チタンシートの陽極酸化は、当業者に公知のように、陽極酸化プロセス中に供給される電流に応じて、チタンシートの片面または両面に着色された表面を提供することができる。加えて、陽極酸化は、チタン表面を陽極酸化し、これによりチタンをシールおよび保護する。
【0042】
コーティングステップ106において、シートの片面または両面に色を提供し、さらにチタンを保護するために、チタンシートの片面または両面にコーティングを適用する。具体的には、コーティングは、それに含まれる染料を有するシランコーティングであってもよく、取引カードの片面または両面上の層として、シランがコーティングされる。シランコーティングは、水を必要としない溶剤または水性のシステムに適用してもよい。さらに、取引カードの片面または両面にコーティングされてもよい他の材料は、テレフタル酸ポリエチレンおよびアクリルであるが、チタンを保護するために、また、オプションとして、取引カードの片面または両面に色を提供するために、他の任意のコーティングを、コーティングを提供するために利用してもよい。例えば、コーティングは、粉末の形態で取引カードの片面または両面に噴霧できる熱硬化性材料から作製されてもよい。取引カードは焼成することができ、粉末は取引カードの表面に溶解できる。
【0043】
ステップ108は、上述のように陽極酸化および/またはコーティングされてもよい、チタンシートが個々の取引カード形状に切り取られてもよい、切り取りステップを示す。チタンを切り取る一般的な方法は、ウォータージェット切り取り、金型切り取り、レーザ切り取りまたはプラズマ切り取りを含むが、これに制限されない。チタンを切り取る目的としては、鋭いエッジがないように、チタンシートを取引カード形状に容易かつ効果的に切り取ることがある。
【0044】
ステップ108によってチタンシートを切り取った後、個々の取引カードを、レーザ刻印ステップ110によってレーザ刻印してもよい。レーザ刻印は、取引カードの片面または両面にパターンを作製するために一般的に公知のレーザ刻印技術によって行ってもよい。加えて、レーザ刻印は、取引カードの片面または両面に配置されてもよい切り取りコーティングにしてもよく、これにより、視覚可能なパターンが提供される。例えば、ステップ106によって黒色コーティングをチタンシートに適用する場合、レーザビームは、黒色ではなく金属の色の、または他の任意の方法で着色されたパターンを生じさせるために、黒色コーティングのパターンをエッチングしてもよい。さらに、レーザビームは、取引カードの片面または両面の表面を溶解してもよく、これは、冷却するとチタンを再結晶化できる。再結晶化は、取引カードの片面または両面の表面に種々の色を生じさせてもよい。レーザ刻印ステップ110は、例えば、約1064ナノメータの波長を有するYAGレーザ等のレーザによって実行可能である。しかし、当然ながら、当業者に公知であるように、チタンにパターン、手触り、または色を提供する、他の任意のレーザを利用してもよい。
【0045】
取引カードのレーザ刻印後、取引カードの磁気ストライプおよび署名欄を、ステップ112によって、取引カードに貼り付けてもよい。典型的には、磁気ストライプおよび署名欄は、取引カードを作製する当該技術において一般的な技術を使ってスタンプされる。具体的には、磁気ストライプおよび署名欄は、取引カードの片面または両面に適用されてもよい接着剤を利用して、取引カードの片面または両面に貼り付けられる。接着剤は、取引カードの片面または両面にスクリーン印刷されてもよいが、本発明により、接着剤を適用する他の任意の方法も考えられる。大部分の材料は、取引カードの片面または両面に接着するために接着剤を使用する必要がある。しかし、特定のコーティングは、磁気ストライプおよび署名欄を、接着剤を使用せずに貼り付けることを可能にしてもよい。例えば、フラットな黒色ビニル熱可塑性等の熱可塑性のコーティングをカードにコーティングしてもよく、接着剤なしで取引カードに磁気ストライプおよび署名欄を貼り付けることを可能にしてもよい。スタンププロセスにより熱可塑性材料を溶解でき、これにより、冷却および凝固する際に、熱可塑性材料が磁気ストライプおよび/または署名欄を接着できるようにする。
【0046】
磁気ストライプおよび署名欄を取引カードに貼り付けた後、取引カードは、スマートカードのために埋め込みマイクロチップを貼り付けるための空間を提供するために、ステップ114によって圧延されてもよい。圧延プロセスは、従来のプラスチック取引カードと類似した方法で行われてもよいが、窒化ホウ素または炭化ホウ素のチップ処理機械(tipped machine)またはチタンを圧延できる他の機械で実行してもよい。さらに、取引カードは、取引カードおよび/または圧延ヘッドが過熱しないように、液体窒素流で圧延ヘッドを冷却する、凍結圧延プロセスによって圧延させてもよい。典型的には、取引カードは、マイクロチップのための空間を提供するために、取引カードから圧延された約20〜約25ミルの深さの面積を有してもよい。マイクロチップは、取引カードの圧延された面積に貼り付けてもよく、その中に配置されてもよい接着剤のために圧延された面積内に保持してもよい。
【0047】
カード内にマイクロチップを埋め込むために取引カードを圧延した後、取引カードを、エンボス加工ステップ116によってエンボス加工してもよい。具体的には、エンボス加工を、取引カードの表面に1文字または複数の文字を穿孔してもよい高圧金型に、取引カードを設定することで行ってもよい。機械読取可能であってもよい取引カードの表面に情報を提供するために、エンボス加工を行ってもよい。具体的には、アカウント番号または他の一意の識別子を、典型的には、取引カードにエンボス加工する。エンボス加工ステップ116は、宛名印刷機で実行してもよい。当然ながら、取引カードをエンボス加工する他の方法も考えられるため、本発明は、本明細書の内容に制限されるべきではない。
【0048】
最後に、取引カードは、取引カードをコード化するために一般的に使用されるいずれかのコード化ステップ、ステップ118によってコード化されてもよい。具体的には、磁気ストライプおよび/またはマイクロチップ等の記録可能な媒体のいずれかまたは両方は、その中に含まれる情報を有する取引カードを提供するためにコード化されてもよい。記録可能な媒体は、当業者には公知であるように、磁気ストライプリーダまたはマイクロチップリーダによって読み込み可能である。
【0049】
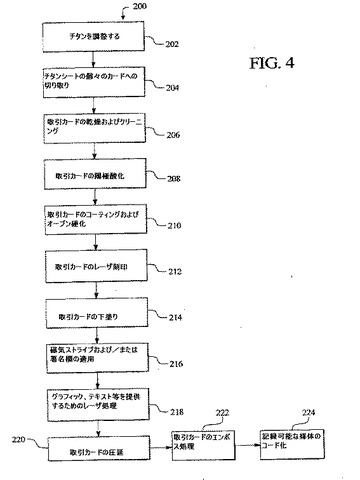
図4は、チタンを含む取引カードを作製する代替の方法200を示す。方法200は、取引カード内に形成するために、チタンをシートに圧延および平板化することでチタンを作製する第1のステップ202を含む。第1のステップ202は、図3について上記に記載された第1のステップ102に略類似してもよい。
【0050】
ステップ202によってチタンシートが作製された後、切り取りステップ204でチタンシートを切り取ってもよく、これにより、チタンシートを、個々の取引カード形状に切り取ってもよい。例えば、チタンシートは、図3のステップ108について、上記に記載された方法で切り取ってもよい。
【0051】
チタンシートから個々の取引カードを切り取ると、個々の取引カードは、乾燥およびクリーニングステップ206によって鋭いエッジを滑らかにするために、乾燥およびクリーニングされてもよい。全エッジを滑らかにすることが重要である。
【0052】
取引カードが円滑化およびクリーニングされた後、陽極酸化ステップ208によって、各取引カードを、陽極酸化および下塗りしてもよい。陽極酸化ステップは、図3を参照して上述のように、陽極酸化ステップ104と略類似してもよい。
【0053】
陽極酸化および下塗りされた後、各取引カードを、コーティングステップ210によってコーティングおよびオーブン硬化してもよい。コーティングステップ210は、図3を参照して上述のように、コーティングステップ106に略類似してもよい。各取引カードの各側は、マルチステッププロセスにおいて、別々にコーティングおよびオーブン硬化されてもよい。
【0054】
各取引カードの各側がコーティングおよびオーブン硬化された後、各取引カードは、図3を参照して上述のように、レーザ刻印ステップ110と略類似してもよい、レーザ刻印ステップ212によってレーザ刻印されてもよい。
【0055】
各取引カードがレーザ刻印されると、下塗りステップ214によって、プライマをスクリーン印刷することにより、片面または両面にプライマを適用してもよい。プライマは、各取引カードの面積全体にわたって適用してもよく、または、磁気ストライプおよび/または署名欄を配置するのが望ましい場所に適用してもよい。
【0056】
各取引カードを下塗りした後、ステップ216によって磁気ストライプおよび/または署名欄を貼り付けてもよい。磁気ストライプおよび/または署名欄は、図3について上記に記載されたステップ112に記載されているのと略類似の方法で貼り付けられてもよい。磁気ストライプおよび/または署名欄を貼り付けた後、各取引カードの片面または両面のグラフィック、テキストおよび数字を提供するために、各取引カードの各表面を、ステップ218によってレーザ処理してもよい。
【0057】
グラフィック、テキスト、数字および/または他のインディシアを提供するために、各取引カードをレーザ処理した後、ステップ220によって取引カード内にマイクロチップを配置してもよい。例えば、埋め込みマイクロチップのために取引カードの空間を提供するように、取引カードを圧延してもよい。ステップ220による取引カードへのマイクロチップの配置は、図3を参照して上記に記載されたステップ114と略類似の方法で行われてもよい。
【0058】
図3を参照して、上述のように、エンボス加工ステップ118に略類似していてもよい、エンボス加工ステップ222によって、各取引カードをエンボス加工してもよい。最終的に、磁気ストライプおよび/または埋め込みマイクロチップ等の各取引カードの記録可能な媒体を、コード化ステップ224でコード化してもよい。
【0059】
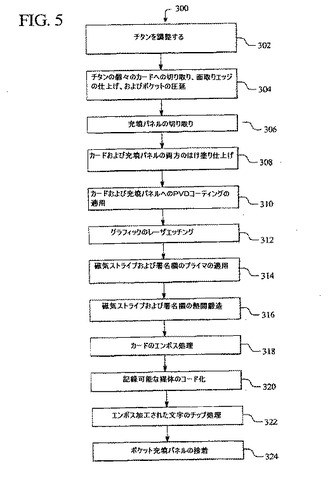
図5に図示されるチタン取引カードを作製する代替の方法300では、ステップ302によってチタンシートが作製される。図3、4について、それぞれステップ102、104に上述のようにチタンシートを作製することができる。具体的には、約30ミルの厚さのチタンシートを作製してもよい。さらに、以下に記載するように、インセット充填パネルに切り取られる約15ミルの厚さの他のチタンシートを作製してもよい。典型的には、チタン金属は、必要な厚さに圧延および平板化される。チタンシートは、取引カード内に埋め込まれてもよい磁気ストライプおよび/またはマイクロチップをチタンが妨害しないように、磁気性質をほとんどまたは全く含まないチタン金属を含有してもよい。
【0060】
次に、ステップ304によって、30ミルの厚さのチタンシートが個々のカードに切り取られる。同時に、個々のカードのエッジを、面取りエッジを作製するために面取りしてもよい。面取りエッジは、各チタンカードの4つのエッジ全てにおいて、個々のカードの両面に作製されてもよい。あるいは、面取りエッジは、各チタンカードの表面等の各チタンカードの1つの表面のみに作製してもよい。さらに、面取りエッジが作製されるのと同時に、各個々のカードにポケットを圧延してもよい。ポケットは、取引カードが各取引カードの表面に文字を提供するためにエンボス加工されている場合に、取引カード上の同じ位置において各取引カードの裏面に圧延されてもよい。
【0061】
次に図5を参照すると、15ミルの厚さのチタンシートを、ステップ306によって、個々のインセット充填パネルに切り取ってもよい。インセット充填パネルは、好適な接着剤によってここに配置すると、ポケット内に適合する。好適な接着剤によって、ポケット内にインセット充填パネルが配置される場合、インセット充填パネルは、チタンカードの裏面に滑らかな表面を形成する。
【0062】
チタンカードおよびインセット充填パネルの両方は、各取引カード上の仕上げをするために、ステップ308によってはけ塗りされてもよい。典型的には、はけ塗りは、同じ方向に並ぶ粒子を有するチタン表面を提供するために、公知のチタンはけ塗り技術によって行われる。はけ塗りは、さらに、別のパターンを有する各取引カード上にチタン表面を作製してもよい。
【0063】
各チタンカードの両面は、チタン表面を保護するために、かつ特徴的な外観を提供するために利用されてもよいコーティングの物理的気相成長法(「PVD」)により、ステップ310によってコーティングされてもよい。コーティングは、各チタンカードの表面上に蒸着する場合に、各チタンカードの各表面に均一かつ7つの略黒色のコーティングを提供する、炭窒化チタンにしてもよい。各充填パネルの1つの表面を、さらに、物理的気相成長法によってコーティングしてもよい。具体的には、充填パネルがポケット内に接着的に配置される場合に、取引カードの外側に配置される充填パネル表面は、物理的蒸着によってコーティングされるべきである。当業者に公知であるように、チタンカードのコーティングを行うために、他のコーティング技術も利用してもよい。
【0064】
次に、ステップ312によって、グラフィックを、チタンカードにレーザエッチングしてもよい。具体的には、レーザエッチングは、上述のように、グラフィックを提供するためにコーティングおよびチタンの両方をエッチングしてもよい。
【0065】
磁気ストライプおよび/または署名欄を、ステップ316によってその上に熱間鍛造できるようにするステップ314によって、各チタンカードの裏面に、プライマまたは接着材料を適用してもよい。利用可能なプライマ材料には「パスポートトランスファー材料」が公知であり、上述のように、磁気ストライプおよび署名欄が、物理的気相成長法によって適用されるチタンおよび/またはコーティングに接着できるようにするために利用可能である。署名欄および/または磁気ストライプは、典型的には、取引カードで利用される典型的な磁気ストライプおよび/または署名欄と略類似または同一であってもよい。
【0066】
ステップ318によって、各チタンカードをエンボス加工してもよい。文字のエンボス加工を、宛名印刷機等で、ポケット内のチタンの表面に貼り付けてもよい。取引カードの全体の厚さより薄いチタンでエンボス加工が行われるように、エンボス加工はポケット内で行われる。より薄いチタンの文字のエンボス加工はより容易であり、取引カードの文字を歪ませたり反らせたりせずに、より明瞭かつより分かりやすい文字を提供することが分かっている。
【0067】
各チタンカード内に含まれてもよい記録可能な媒体は、ステップ320によって記録されてもよい。例えば、磁気ストライプは、典型的には、取引カードの表面に配置される。各チタンカードの表面に配置される磁気ストライプは、ステップ320によってコード化されてもよい。さらに、埋め込みマイクロチップ等の他の記録可能な媒体が存在する場合、ステップ320によってコード化されてもよい。
【0068】
各取引カードの表面に示される各エンボス加工された文字は、ステップ322によって物理的気相成長法によって適用されるコーティングを除去するために、「チップ処理」またはサンド処理、あるいは研磨してもよい。これにより、取引カードの他の部分における略黒色のコーティングと対比する場合に、各文字が、容易かつ明白に視覚可能である金属の色相を得ることができるようにする。
【0069】
インセット充填パネル360は、ステップ324によって、ポケット352内に接着されてもよい。ポケット352内のチタン表面によって、インセット充填パネル360のチタン表面を接着するのに好適な接着剤を利用してもよい、または物理的気相成長法によってポケット352内の表面に存在してもよいコーティングを利用してもよい。好適な接着剤は、加熱活性化フィルムである「金型装着接着剤」として公知である。
【0070】
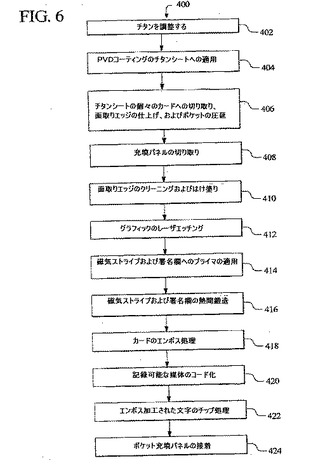
図6は、チタン取引カードを作製する代替の方法400を示す。方法400は上記の図5について記載された方法300に類似している。しかし、方法400によって作製された取引カードは、むき出しである面取りエッジを有してもよい。換言すると、チタン取引カードは、物理的気相成長法によって適用される等のように、その上のコーティングを有してもよい。しかし、面取りエッジは、各取引カードの周囲の金属「フレーム」を有する取引カードを作製するために、エッジにおいてコーティングを除去してもよいため、金属色相を有してもよい。
【0071】
チタンシートを作製する第1のステップ402は、上記の図5に記載されるように、ステップ302によってシートを作製するステップと同一ではない場合に、類似していてもよい。ステップ404は、ステップ406によって行われる、シートを個々のカードおよびインセット充填パネルに切り取る前に、チタンシート全体がコーティングされるように、チタンシートへのコーティングの塗装を伴う。ステップ406によって各チタンシートを個々のチタンカードに切り取る場合、各取引カードの各エッジは、その上に配置されるコーティングなしで面取りエッジを作製するために、面取りしてもよい。さらに、ステップ406中にポケットを圧延してもよい。
【0072】
ステップ408によって、充填パネルが15ミルの厚さのチタンシートから切り取られる。充填パネルとして利用されるチタンシートをコーティングする場合、シートの1つのみの表面を、蒸着によってコーティングする必要がある。しかし、物理的気相成長法によって両面をコーティングしても、本明細書に記載される方法に変わりはない。
【0073】
各面取りエッジは、同じ方向に並ぶ金属粒子を有する滑らかなエッジを提供するために、ステップ410によって、はけ塗りおよびクリーニングしてもよい。あるいは、エッジを、取引カードのエッジにおけるチタンのパターンを提供するためにはけ塗りしてもよい。
【0074】
チタンカードは、ステップ412によってグラフィックを提供するためにエッチング加工してもよい。プライマを、ステップ414によって、磁気ストライプおよび署名欄のチタン取引カードの表面に適用してもよい。ステップ416によって、磁気ストライプおよび署名欄を貼り付けてもよい。ステップ418によって、カードをエンボス加工してもよい。ステップ420によって、記録可能な媒体をコード化してもよい。ステップ422によって、各エンボス加工された文字を「チップ処理」してもよく、ステップ424によって、ポケット内に充填パネルを接着してもよい。各ステップ412〜424は、図5について上述のように、ステップ312〜324と略類似または同一にしてもよい。
【0075】
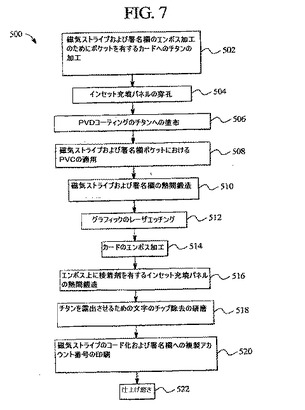
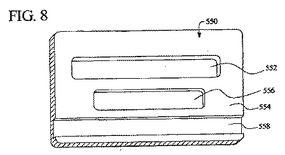
図7は、チタン取引カード500を作製する方法の別のさらなる実施形態を示す。具体的には、方法500は、エンボス加工および磁気ストライプならびに署名欄の貼り付けのために、ポケットを有するカードにチタンを加工する第1のステップ502を含む。図8は、チタン554の1つ以上の層内に配置されるエンボス加工ポケット552、チタン554内に配置される署名欄ポケット556、およびチタン554内に配置される磁気ストライプポケット558を含むチタン取引カード550を示す。インセット充填パネル560は、図9に図示されるように、ステップ504の後で穿孔される。
【0076】
ステップ506によって、チタン取引カードの1つ以上の表面に黒色表面コーティング等の表面コーティングを提供するために、チタン取引カードの1つ以上の表面に、PVDコーティングを適用する。取引カード550は、チタンの保護を提供するために、またはチタンを保護するために、他の種類のコーティングを有してもよい。
【0077】
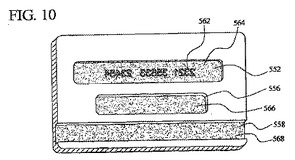
PVC、または他の好適な接着剤材料を、ステップ508によって署名欄ポケット556および/または磁気ストライプパネル558内に配置する。図10に図示されるように、PVC材料、または他の接着剤材料は、署名欄ポケット556内の接着層566および磁気ストライプパネル558内の接着層568を形成する。
【0078】
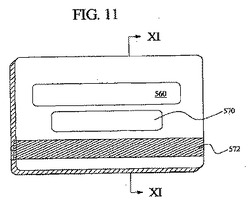
署名欄および磁気ストライプは、ステップ510によって署名欄ポケット556および磁気ストライプポケット358に熱間鍛造される。署名欄570および磁気ストライプ572が、図11に図示されるように、それぞれ署名欄ポケット556および磁気ストライプポケット558内に配置される、接着層566および接着層568上に貼り付けられる。接着層566、568は、チタンへの署名欄570および磁気ストライプ572の適切な接着を行う。ポケットは、署名欄570および磁気ストライプ572が、カード表面と同一平面上に留まることを可能にする。グラフィックが、ステップ512によって、チタン取引カード550のPVDコーティング上にレーザエッチングされる。文字562は、次に、ステップ514によって、エンボス加工ポケット552内においてエンボス加工される。この面積のチタンの相対的な薄さにより、エンボス加工を、容易に実行することができる。次に、接着剤564が、インセット充填パネル560をステップ516によってエンボス加工ポケット552内に接着できるように、典型的には、熱間鍛造された、エンボス加工ポケット552内に適用される。エンボス加工された文字のチップ部分は、チタンを露出させるために、ステップ518によって研磨される。これにより、文字が、チタン取引カードの表面の黒色PVDコーティングに対し、対照的な金属色相を取ることができる。
【0079】
磁気ストライプ572をコード化し、取引カードのアカウント番号を署名欄570に印刷してもよい。最後に、ステップ522によってエッジおよび文字が仕上げ磨きされる。
【0080】
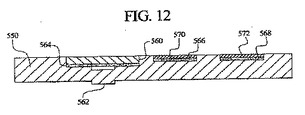
図12は、図11に図示されるチタン取引カード550の断面図を示す。具体的には、チタン取引カード550は、エンボス加工ポケット552内において接着剤564上に配置されるインセット充填パネル560を含む。インセット充填パネル560の接着前に、エンボス加工ポケット552によって、文字562がエンボス加工される。さらに、署名欄570および磁気ストライプ572は、それぞれ、接着層566、568によってチタンに接着されるものとして図示されている。図示されるように、署名欄570および磁気ストライプ572は、カードの表面と同一平面上にある。
【0081】
図8〜12に図示される本発明の上記の実施形態は、エンボス加工ポケット352、署名ポケット356および磁気ストライプポケット358のみを示すが、他の任意のポケットを、取引カードの特徴の位置を提供するために、圧延、切り取りまたは金属を含有する取引カードの1つ以上の表面に配置してもよい。例えば、取引カードの特徴は、前述のように、署名欄、磁気ストライプ、マイクロチップ、ホログラフィックイメージ、またはその上のまたはその内部の情報および/またはセキュリティを提供する他の任意の特徴を含んでもよい。本発明は、図8〜12について本明細書中に記載される内容に、制限すべきではない。
【0082】
種々の実施形態では、本発明は、カード本体およびバックパネルを含んでもよい金属の取引カードを含む。種々の実施形態では、本発明は、カード本体、マイクロチップおよびバックパネルを含んでもよい金属の取引カードを製造する方法を含む。図13A〜13Bおよび図14A〜14Cは、金属の取引カードおよびこうした金属の取引カードの一実施形態を作製する方法を示す。
【0083】
カード本体は、いずれかの金属または合成物を含んでもよい。カード本体は、標準の取引カード寸法を含んでもよく、または非標準の寸法を含んでもよい。カード本体は、さらに、PVC、PVB、またはポリカーボネートを含むプラスチックを含んでもよい。カード本体は、単一の金属層のみまたは複数の金属層を含んでもよい。本明細書で使用されるように、カード本体を構成するために使用される金属は、いずれかの金属または金属合金であってもよい。例えば、カード本体を構成するために、チタン、ステンレススチール、その合金およびその組み合わせを使用してもよい。カード本体は、本明細書に記載のいずれかの方法によって、作製されてもよい1301、1305。カード本体は、金属のシートから、切り取る、穿孔する、または成形してもよい1302、1306。金属のシートから第1の部分を切り取るために、本明細書で開示される金属を切り取るいずれかの方法を使用してもよい。当業者に理解されるように、カード製造プロセスで使用されるいくつかのデバイス(例えばホッパ)は、エンボス加工ステップを含む、種々のステップによって、個々のカードを保持および移動するために、吸引に依存する。金属を含有するカード本体は、金属を含有するカード本体は柔軟性がない場合があるため、従来の吸引デバイスと適合しない可能性がある。種々の実施形態では、金属を含有するカードを保持および移動できるデバイスを使用してもよい。カード本体は、バックパネルを受け入れるためのポケットを含んでもよい。カード本体は、マイクロチップを受け入れるためにポケットを有してよい。ポケットは、圧延、ドリル、レーザ加工されてもよく、またはカード本体に作製されてもよい。例えば、カード本体1407は、バックパネル1406を受け入れるために圧延されるポケット1401を有する。さらなる実施例として、カード本体1407は、マイクロチップ1403を受け入れるために圧延されたポケット1410を有する。さらなる実施例として、カード本体1407は、署名欄を受け入れるために圧延されたポケット1402を有する。圧延によってこのポケットを作製するための手順を、カード作製プロセス1308に関し、以下に記載する。
【0084】
バックパネルは、いずれかの金属層であってもよい。バックパネルは、いずれかのプラスチックの層であってもよい。バックパネルを構成するために使用される金属は、いずれかの金属または金属合金にしてもよい。例えば、バックパネルを構成するためにチタン、ステンレススチール、その合金およびその組み合わせを使用してもよい。バックパネルは、本明細書に記載されるいずれかの方法によって、作製されてもよい1301、1305。バックパネルは、金属のシートから切り取られてもよい1303、1307。金属のシートからバックパネルを切り取るために、本明細書で開示される金属を切り取るいずれかの方法を使用してもよい。バックパネルは、標準の取引カードの寸法を有してもよい。一実施形態において、バックパネルは、(以下に詳述されるように)カード本体よりも小さい1つ以上の寸法を含んでもよい。
【0085】
カード本体は、表面内または表面上に配置されるインディシアを有してもよい。インディシアには、法律上の記載事項、法規制の遵守を示す文言、電話番号、URL、電子メールアドレス、商標、画像、グラフィック、バーコード、または他の任意の判読可能または理解可能な記号を含む。インディシアは、カード本体の材料に好適ないずれかの方法で配置されてもよい。例えば、インディシアは、カード本体に印刷されてもよい。印刷は、金属またはプラスチックに結合するいずれかの好適な種類のインクで行われてもよい。さらに、例えば、インディシアは、カード本体にエッチング加工されてもよい。エッチング加工は、レーザによって実行されてもよい。エッチング加工は、化学的に、または圧延、研削、加圧成形、スタンプ、エンボス加工、またはスクラッチ加工によって実行されてもよい。例えば、インディシア1404は、カード本体1407に加圧成形またはエンボス加工されてもよい。さらに、例えば、インディシア1408は、カード本体1407上にレーザエッチングされてもよい。さらなる実施例として、インディシア1409をカード本体1407に印刷してもよい。カード本体へのインディシアの加圧成形またはエンボス加工を容易にするために、カード本体の1つの表面にポケットを圧延してもよい。圧延は、面積におけるカード本体材料の除去を含んでもよい。
【0086】
ポケットが作製された後、インディシアを作製するために、加圧成形、スタンプまたはエンボス加工プロセスを使用してもよい。文字のエンボス加工を、宛名印刷機等のポケット内のチタンの表面に適用してもよい。取引カードの全体の厚さより厚いチタンまたは他の金属の一部においてエンボス加工を行うことができるように、ポケット内において加圧成形、スタンプまたはエンボス加工を行ってもよい。より薄いチタン内のインディシアの加圧成形、スタンプ、またはエンボス加工は、より容易であってもよく、文字またはカード本体自体が歪んだり反ったりせずに、金属表面の他の側でより明瞭かつより見やすい文字を提供してもよい。加圧成形またはエンボス加工によって作製されるインディシアは、ポケットの反対側の表面で、盛り上がっていてもよい。また、盛り上がったインディシアを作製するための金属の加圧成形、スタンプまたはエンボス加工によって、鋭いまたは取引カードで使用するのに不便なインディシアが作製されることがある。このため、盛り上がったインディシアに、さらに、圧延、仕上げ磨き、研削を行うか、厚さを薄くしてもよい。
【0087】
バックパネルは、表面に配置されるインディシアを有してもよい。インディシアには、法律上の記載事項、法規制に遵守することを示す文言、電話番号、URL、電子メールアドレス、商標、画像、グラフィック、バーコード、または他の任意の判読可能または理解可能な記号を含む。インディシアは、バックパネルの材料に好適ないずれかの方法で配置されてもよい。例えば、インディシアは、バックパネルに印刷されてもよい。印刷は、金属またはプラスチックに結合するいずれかの好適な種類のインクで行ってもよい。さらに、例えば、インディシアは、バックパネルにエッチング加工されてもよい。エッチング加工は、レーザによって実行されてもよい。エッチング加工は、化学的に、または圧延、研削、加圧成形、エンボス加工、またはスクラッチ加工によって実行してもよい。例えば、インディシア1405は、バックパネル1406に印刷してもよい。多くの法的手続き(jurisdictions)では、特定の情報を表示するために取引カードが必要となる。その上に配置されるインディシアを有するバックパネルは、異なる領域の特定の要件を満たすための1つのアプローチである。バックパネルにインディシアを配置することで、1つのカード本体を製造し、適切なバックパネルと組み合わせてもよい。これにより、取引カード発行者が適用可能な規定に準拠することを可能にしつつ、製造コストを低下させる。
【0088】
バックパネルを、カード本体に結合してもよい。バックパネルおよびカード本体を結合させ、好適な温度および圧力との組み合わせを受けて、結合1304、1309を実行してもよい。結合に好適な任意の圧力を使用してもよい。結合は、結合が効果的になる程度に十分高いいずれかの圧力で行ってもよい。結合は、カード本体またはバックパネルのいずれかを許容不可能なほど変形させることのないほど低いいずれかの圧力で行ってもよい。結合に好適な、任意の好適な温度を使用してもよい。例えば、結合は、約華氏275度(摂氏135度)で行ってもよい。さらに、結合は、結合が効果的になる程度に十分高いいずれかの温度で行ってもよい。結合は、カード本体またはバックパネルのいずれかを溶解させるまたは許容不可能なほど変形させることのない程度に低いいずれかの温度で行ってよい。結合は、いずれかの好適な長さの時間、実行してもよい。結合時間は、使用する温度および圧力に依存してもよい。例えば、結合は、15秒間、行ってもよい。結合は、接着剤なしで行われてもよい。結合は、カード本体およびバックパネルの間に配置される接着剤によって行われてもよい。多くの接着剤が、これらのプロセスに好適な当該技術において公知である。例えば、ABLEBOND 931−1T1N1を使用してもよい。
【0089】
カード本体は、この上に配置されるマイクロチップを有してもよい。カード上のマイクロチップの位置は、業界の慣行(例えば、ISO7816)により、標準化されてもよい。多くの法的手続き(jurisdictions)は、取引カードにおけるマイクロチップを必要とする場合がある。接合プロセスに関連付けられてもよい高い温度および圧力は、カード本体上または本体内に配置されるいずれかのマイクロチップまたは他の半導体を損傷する可能性がある。このリスクを最小限にするために、バックパネルを、結合プロセスの高い温度および圧力がマイクロチップを損傷しないように、カード本体に配置してもよい。署名欄の下のバックパネルの配置によって、圧延プロセス中のマイクロチップの損傷を回避してもよい。例えば、バックパネルは、3.056インチ×0.829インチのサイズを有してもよい。バックパネルは、カード本体の下部からバックパネルの下部までの距離が0.13インチになるように、カード本体に結合してもよい。バックパネルは、カード本体の下部からバックパネルの下部までの距離が、0.13インチ未満になるように、カード本体に結合してもよい。バックパネルは、カード本体の上部からバックパネルの上部への距離が1.171インチになるように、カード本体に結合してもよい。バックパネルは、カード本体の上部からバックパネルの上部への距離が1.171インチ未満になるように、カード本体に結合してもよい。バックパネルは、カード本体の各側からバックパネルの各側への距離が0.159インチになるように、カード本体に結合してもよい。バックパネルは、カード本体の各側からバックパネルの各側への距離が0.159インチ未満または0.159より大きくなるように、カード本体に結合してもよい
マイクロチップを、種々の方法でカード本体に配置してもよい。カード本体は、マイクロチップを収納するための面積において除去された材料を有してもよい。例えば、ポケットは、カード本体に圧延してもよい。ポケットは、マイクロチップがカード本体の表面と同一平面状になるように、圧延されてもよい。接着剤は、カード本体内のポケットにマイクロチップを配置する前に、ポケットまたはマイクロチップに配置してもよい。また、いずれかの好適な接着剤を使用してもよい。例えば、この目的でABLEBOND 931−1T1N1を使用してもよい。さらに、種々の実施形態では、マイクロチップおよびカード本体を電気的に絶縁するように、絶縁材を、マイクロチップおよびカード本体の間に位置されるカード本体ポケットに配置してもよい。接着剤は、絶縁材として作用してもよい。この目的で、いずれかの絶縁体を使用してもよい。絶縁性質は、カード本体が金属製である場合に、カード本体およびいくつかの種類のマイクロチップの間の接触により電気的な故障を生じる可能性があるため、有利である場合がある。
【0090】
なお、本明細書に記載される現在好適な実施形態への種々の変更および修正は、当業者に明らかであることを留意されたい。本発明の精神および範囲から逸脱することなく、また、その付随する利点を損なうことなく、こうした変更および修正を行ってもよい。したがって、こうした変更および修正は、添付の特許請求の範囲の範疇に含まれるように意図されている。
【0091】
特定の実施形態に関連して、利益、他の利点、および問題の解決法を本明細書に記載した。しかし、利益、利点、問題の解決法、さらに利益、利点、または問題の解決法を生じさせるまたはより顕著なものにさせることが可能ないずれかの要素を、本発明の重大な、必須の、または本質的な特徴あるいは要素として解釈するべきではない。したがって、本発明の範囲は添付の特許請求の範囲以外は、いかようにも制限されるべきではなく、単数の要素の言及は、明示的に記載されていない限り、「1つ、かつ1つのみ」を意味するのではなく、「1つ以上の」を意味することを意図されている。加えて、「A、B、およびCのうちの少なくとも1つ」に類似するフレーズが特許請求の範囲で使用される場合、そのフレーズは、一実施形態においてAのみが存在する可能性がある、一実施形態においてBのみが存在する可能性がある、一実施形態においてCのみが存在する可能性がある、または一実施形態において要素A、BおよびCのいずれかの組み合わせ、例えば、AおよびB、AおよびC、BおよびC、またはAおよびBおよびC、が存在する可能性があることを意味するように解釈されることが意図されている。本発明は方法として記載されているが、磁気または光学メモリあるいは磁気または光ディスク等の有形のコンピュータで読み込み可能なキャリア上のコンピュータプログラム命令として実現可能であることが考えられる。当業者に公知の上記に記載された例示的な実施形態の要素に対する、全ての構造的、化学的、および機能的な同等物は、参照することによって本明細書に組み込まれ、かつ本特許請求の範囲に包含されることが意図されている。加えて、デバイスまたは方法は、本発明によって解決するために検討されるそれぞれの問題を解決することが必要ではなく、これが本特許請求の範囲に含まれる必要はない。さらに、本開示の要素、コンポーネント、または方法ステップは、いずれも、要素、コンポーネント、または方法ステップが、特許請求の範囲において明示的に述べられているかどうかに関係なく、公開されることは意図されていない。要素が、「を意味する」というフレーズを用いて明示的に述べられているのでない限り、本明細書中の特許請求の範囲の要素は、35 U.S.C.112、第6節の規定によって解釈されるべきではない。本明細書で使用されるように、「〜を含む」という用語またはいずれかのその他の変形語は、要素のリストを含むプロセス、方法、物品、または装置は、これらの要素のみを含むのではなく、こうしたプロセス、方法、物品、または装置に明示的にリストされないまたはこれらに特有ではない他の要素を含むことができるように、排他的でない含有をその範囲とするように意図されている。
【技術分野】
【0001】
本発明は、概して、物品および/またはサービスの購入に有用な、金属を含有する取引カード、および取引カードを作製する方法を含む。カードは、マイクロチップ(例えば、スマートカード)、アンテナおよびバックプレート等の他の特徴を含んでもよい。
【背景技術】
【0002】
現金ではなくクレジットで支払うことをカード保有者に可能にする、取引カードは、米国においては、1950年代初めから普及し始めた。初期の取引カードは、典型的には、一部の飲食店やホテルに限定され、一部の個人に限定されることが多かった。プラスチック製クレジットカードの導入以来、取引カードの使用は、米国から欧州、そして世界中へと急速に普及した。取引カードは、情報媒体であるだけでなく、典型的には、消費者が常時現金を持ち合わせる必要なく、物品やサービスの代価を支払うことを可能にし、または、消費者が現金を必要とする場合は、取引カードにより、現金自動支払預入機(ATM)から現金を入手することが可能になる。また、取引カードは、盗難による現金紛失のリスクに曝される機会を減少させ、外国諸国への旅行時には両替の必要性を削減する。取引カードの利点により、現在では、何億枚ものカードが毎年作製および発行されており、したがって、企業は、自社のカードを競合他社のカードから差別化する必要性がある。
【0003】
初期には、取引カードには、しばしば、カード上に発行者の名前、カード所有者の名前、カード番号、有効期限日がエンボス加工された。カードはさらに、通常、偽造および改ざんを防止するために、カード保有者が署名できるカード裏面の署名欄を含んでいた。このため、加盟店へのデータおよびカードに関連付けられるセキュリティを提供するための道具としての役割を持つカードは、カード上のエンボス加工されたカード保有者名とともに、カード上のカード保有者の署名と受領時におけるカード保有者の署名との比較がなされていた。
【0004】
取引カードの人気により、非常に多くの企業、銀行、航空会社、取引グループ、スポーツチーム、クラブおよび他の組織が独自の取引カードを開発している。このような多数の企業は、絶えず自社の取引カードを差別化しようとし、より魅力的な借入金利や安価な加入料金を提供するだけでなく、取引カード上に独特かつ外見上魅力的な特徴を提供することにより、市場のシェアを拡大しようとしている。このため、多くの取引カードは、購入者(demographic)およびアカウントの情報を含むのみでなく、取引カードは、グラフィックイメージ、デザイン、写真、およびセキュリティ機能も含む。最近のセキュリティ機能には、3次元のように見える、回析格子、またはホログラフィックイメージの取引カードへの組み込みがある。ホログラムを生成するには非常に複雑なシステムおよび装置を必要とするため、ホログラフィックイメージは、取引カードを不正に模造または複製できる可能性を低下させる。
【0005】
取引カードの使用が増加したことにより、支払、クレジット、商業決済、不正行為、返済等、管理上およびセキュリティ上の問題が増加した。したがって、取引カード業界は、多様な業界に対して、取引カードデータの電子的読み取り、伝送、および承認を可能にする、より高度な取引カードの開発に着手した。例えば、拡張した特徴、機能、およびセキュリティに対する市場の需要を満たすために、磁気ストライプカード、光学式カード、スマートカード、コーリングカード、およびスーパースマートカードが開発された。このため、アカウント情報および有効期限等の磁気ストライプに格納されているデータの伝送とともに、キャッシュレジスタ機器からホストコンピュータへ受信した購入データをオンラインで通信するために、磁気ストライプカードとともに、磁気ストライプリーダが使用される。
【0006】
磁気ストライプの改ざんのしやすさ、磁気ストライプ内の情報の機密保持性のなさ、およびホストコンピュータへのデータ伝送に関連する問題のため、取引カードに組み込むことができる集積回路が開発された。これらの集積回路(IC)カードは、スマートカードと呼ばれ、高度なセキュリティおよび将来の用途に対する柔軟性により、多様な業界で非常に信頼性が高いことが証明された。しかし、この集積回路カードでも、偽造されやすくなっている。
【0007】
磁気ストライプカードおよびスマートカードが開発されるのに伴い、市場では、カードの国際規格が必要となった。カードの物理的寸法、特徴、およびエンボス加工の領域は、国際標準化機構(以下「ISO」)のISO7810およびISO7811に基づき規格化された。発行者の識別、特定の化合物の場所、コード化要件、および記録技術は、ISO7812およびISO7813に規格化され、一方でチップカードの規格は、ISO7813に確立された。例えば、ISO7811は、カードの表面または裏面に位置する0.5インチのストライプであり、3本の縦方向の平行トラックに分割される磁気ストライプの標準を定義する。第1と第2のトラックは、それぞれ、79の英数文字と40の数字が入るスペースがあり、読み取り専用情報を保持する。第3のトラックは、金融取引のために確保され、ユーザの個人識別番号、国番号、通貨単位、サイクルあたりの承認金額、関連口座、および制限が暗号化されている。
【0008】
取引カードの特徴および仕様に関する詳細情報は、例えば、非特許文献1および非特許文献2、ANSI(米国規格協会:11 West 42nd Street,New York,NY 10036)から入手可能な多様な取引カードのISO規格文書を参照でき、これらの出版物全ての内容全体は参照により本明細書に組み入れられる。
【0009】
機械読取可能化合物を取引カードに組み込むことによって、取引カードから自動的に読み取る、および/または取引カードに自動的に書き込むことにより、取引を簡易化するデバイスの普及が促進された。このようなデバイスは、例えば、バーコードスキャナ、磁気ストライプリーダ、店舗販売時点情報管理(POS)、現金自動預け払い機(ATM)およびカードキーデバイスを含む。ATMについて、1999年に出荷された全ATM機器台数は、上位のATMメーカー、すなわち、NCR(138−18 231st Street,Laurelton,New York 11413)、Diebold(5995 Mayfair,North Canton,Ohio 44720−8077)、Fujitsu(11085 N.Torrey Pines Road,La Jolla,California 92037)、Omron(日本)、OKI(日本)およびTritonによって出荷されたATMを含む、179,274台(Nilson Reportsデータに基づく)であった。
【0010】
典型的な取引カードは、ポリ塩化ビニル(PVC)およびテレフタル酸ポリエチレン(PET)等の熱可塑性材料から作られる。しかし、これらの取引カードは、損傷の可能性がある環境に曝された場合に、損傷または破損の恐れがある。例えば、取引カードは、長期間にわたってこのような要素に曝された場合に、損傷する可能性がある。湿度および/または太陽光は、典型的な取引カードのポリマー内の化学的結合を破壊することがあるため、湿度および太陽光に曝される取引カードは、歪みや亀裂が生じ、使用不可能になる可能性がある。さらに、熱可塑性の取引カードは、容易に屈曲または破壊あるいは切断されることで、取引カードが損傷し、使用不可能になる可能性がある。
【先行技術文献】
【非特許文献】
【0011】
【非特許文献1】「Smart Cards」、Jose Luis ZoredaおよびJose Manuel Oton、1994
【非特許文献2】「Smart Card Handbook」、W.RanklおよびW.Effing、1997
【発明の概要】
【発明が解決しようとする課題】
【0012】
このため、強度および耐久性の両方を備える取引カードが求められている。加えて、湿度または太陽光等の要素に曝されても耐え得る取引カードが求められている。さらに、強度および耐久性の両方を備えるように、ホログラム、署名欄、磁気ストライプ、マイクロチップ等の上記の特徴を組み込むことができる取引カードが求められている。加えて、上記の課題を解決する取引カードが求められている。
【課題を解決するための手段】
【0013】
本発明は、金属を含有する取引カード、およびこのような取引カードを作製する方法に関する。取引カードは、典型的には、取引カード上またはカード内に含まれる、磁気ストライプ、埋め込みマイクロチップ、署名欄、ホログラフィックイメージ、または他の任意の特徴を有してもよい。本発明の取引カードは、少なくとも1つの金属層を有してもよい。本発明の取引カードは、少なくとも1つのチタンまたはステンレススチールの層を有してもよい。
【0014】
取引カードが少なくとも1つの金属層を有することができる、取引カードおよび取引カードを作製する方法が提供される。少なくとも1つの金属層は、取引カードに耐久性および強度を追加できる。1つの金属層は、取引カードとして利用可能、または取引カードに、あるいは取引カード内に組み込み可能である、いずれかの金属にしてもよい。少なくとも1つの金属層は、チタン、ステンレススチール、またはアルミニウムであってもよい。
【0015】
さらに、取引カードを、取引カードの国際標準化機構(ISO)に準拠する標準サイズにできる、少なくとも1つの金属層を有する取引カードが提供される。
【0016】
さらに、少なくとも1つの金属層を有する取引カードは、1つ以上の高分子材料またはアルミニウム等の他の金属材料を含む他の層を有してもよい。
【0017】
さらに、金属を含有する取引カードは、典型的には、磁気ストライプ、埋め込みマイクロチップ、署名欄、ホログラフィックイメージ等の取引カード上または取引カード内に含まれる特徴を有するものとして提供される。加えて、金属を含有する取引カードは、取引カードおよび/または取引カード発行者、あるいは他の任意の情報を一意に識別するために、スクリーン印刷またはレーザエッチングプロセス等により、インディシアとともに印刷されてもよい。
【0018】
本発明のさらなる特徴および利点は、現在好適な実施形態の発明を実施するための形態および図面に記載されており、これらから明らかになるであろう。
【図面の簡単な説明】
【0019】
【図1A】図1Aは、金属を含有する取引カードの表面の平面図を示す。
【図1B】図1Bは、金属を含有する取引カードの裏面の平面図を示す。
【図2A】図2Aは、図1Bの線II−IIに沿った、金属を含有する取引カードの断面図を示す。
【図2B】図2Bは、図1Bの線II−IIに沿った、取引カードの代替の実施形態の断面図を示す。
【図2C】図2Cは、図1Bの線II−IIに沿った、取引カードの別の代替の実施形態の断面図を示す。
【図2D】図2Dは、図1Bの線II−IIに沿った、取引カードのさらに別の代替の実施形態の断面図を示す。
【図2E】図2Eは、図1Bの線II−IIに沿った、取引カードの別の代替の実施形態の断面図を示す。
【図3】図3は、金属を含有する取引カードを作製する方法を示すフローチャートを示す。
【図4】図4は、チタンの取引カードを作製する代替の方法を示すフローチャートを示す。
【図5】図5は、チタンの取引カードの代替の方法を示すフローチャートを示す。
【図6】図6は、チタンの取引カードを作製する別のさらなる代替の方法を示す代替のフローチャートを示す。
【図7】図7は、エンボス加工された文字、磁気ストライプおよび署名欄を有するチタンの取引カードを作製する代替の方法を示す、別のさらなる代替のフローチャートを示す。
【図8】図8は、チタンの取引カードを作製する方法によって作製されたチタンのカードの平面図を示す。
【図9】図9は、チタンの取引カードを作製する方法において作製されたインセット充填パネルの平面図を示す。
【図10】図10は、ポケットに接着剤を配置した、エンボス加工されたチタンのカードの平面図を示す。
【図11】図11は、ポケット内に充填パネルが配置され、他のポケットに磁気ストライプおよび署名欄が配置される、チタンのカードの平面図を示す。
【図12】図12は、ポケット内に充填パネルが配置され、他のポケットに磁気ストライプおよび署名欄が配置される、チタンのカードの断面図を示す。
【図13A】図13Aおよび13Bは、金属の取引カードを作製する方法を示す。
【図13B】図13Aおよび13Bは、金属の取引カードを作製する方法を示す。
【図14A】図14A〜14Cは、金属の取引カードを示す。
【図14B】図14A〜14Cは、金属の取引カードを示す。
【図14C】図14A〜14Cは、金属の取引カードを示す。
【発明を実施するための形態】
【0020】
金属を含有する取引カードおよび取引カードを作製する方法について記載する。取引カードは、標準サイズ(すなわち、約3 3/8インチ×約2 1/4インチ)または取引カードとして利用可能な他の任意のサイズにしてもよい。加えて、取引カードは、磁気ストライプ、埋め込みマイクロチップ、署名欄、ホログラフィックイメージ、または典型的には、取引カード上またはカード内に含まれる、他の任意の特徴を有してもよい。取引カードは、チタンまたはステンレススチールを含む、少なくとも1つの金属層を有してもよい。
【0021】
次に、同様の数字は同様の部品を示す、図面を参照し、図1に、表面10を有する金属を含有する取引カード1の平面図を示す。取引カード1は、カード形状に平板化された少なくとも1つの金属層で構成されてもよい。典型的には、金属は、シート状に圧延できる。シートは、個々の取引カードを形成するために切り取ることができる。
【0022】
いずれかの金属を、本明細書に記載される取引カードの単数または複数の層として利用してもよい。具体的には、金属は、チタン、ステンレススチール、またはアルミニウムを含んでもよいが、本発明により他の任意の金属も考えられる。本発明の取引カードは、チタンを含んでもよい。
【0023】
取引カード1の表面10上に、従来の印刷技術を用いて表面10に印刷できる、イメージ、グラフィック、言葉、または他の記号等のインディシアがあってもよい。あるいは、インディシアは、レーザエッチングされてもよい。チタンまたはステンレススチール等の金属をレーザエッチングするための典型的なレーザエッチングデバイスは、Virtek Vision International,Inc製のレーザによって行われる。レーザは、最大で0.100インチおよび最小で約0.003インチの深さのチタン、ステンレススチールまたはアルミニウム等の金属のマーキングを提供できる。パターンを、表面10に(または、以下に記載するように、および図1Bに示すように、裏面20に)レーザマーキングしてもよい。
【0024】
さらに、典型的には、チタンである金属層のレーザエッチングは、カード1の片面または両面に複数の色を有する取引カード1を提供してもよい。具体的には、金属のレーザエッチングに利用されるエネルギーにより、特定の単数または複数の色として人から視覚可能となるように、金属の再結晶化を可能にしてもよい。
【0025】
代替の実施形態では、取引カード1の片面または両面を、従来の陽極酸化方法を用いて陽極酸化してもよく、これにより、酸化被膜でシールしてもよい取引カード1の片面または両面が提供され、これにより、金属が保護され、表面が印刷インクまたはコーティングに対して受容的になることを可能にする。さらに、陽極酸化プロセスは、取引カード1の片面または両面に色を提供してもよい。例えば、陽極酸化プロセスは、取引カード1の片面または両面を陽極酸化するために使用される電力の電圧に応じて、取引カード1の片面または両面に色を提供できる、電流下のイオン溶液による金属表面の処理を含んでもよい。
【0026】
取引カード1の片面または両面にコーティングを適用してもよい。コーティングは、擦傷、損傷、指紋等に対する耐性のある取引カード1の金属を提供する、シラン化合物でもよい。さらに、特定の色を取引カード1に提供する、染料またはインクをシランコーティングに組み込んでもよい。典型的には、取引カード1の片面または両面にシランおよび染料が提供される。シランコーティングは、黒色染料に組み込んでもよく、これにより、取引カード1の片面または両面は黒色の外観になる。当然ながら、他の任意の着色されたコーティングを、アクリルまたはテレフタル酸ポリエチレン等の取引カード1の片面または両面が陽極酸化された後で、取引カード1の片面または両面の表面に適用してもよい。さらに、表面コーティングは、取引カードの片面または両面に適用される、熱硬化性高分子材料で構成されてもよい。熱硬化性材料は、熱硬化性材料の乾燥粉末で取引カード1の片面または両面をコーティングし、取引カード1の表面において熱硬化性材料を溶解して固化させるために、熱硬化性材料を焼成することで、取引カード1に適用してもよい。当然ながら、取引カード1は、着色されたコーティングなしで提供されてもよく、これにより、金属の自然な色が見られる金属の色の取引カードが提供される。
【0027】
図1Bは、本発明の取引カード1の裏面20を示す。取引カード1への磁気ストライプのスタンプ等の従来の方法を用いて裏面20に貼り付けてもよい、磁気ストライプ22を、裏面20に提供してもよい。加えて、署名欄24も提供してもよく、さらに、取引カード1にスタンプするか、他の任意の従来の方法で貼り付けてもよい。署名欄は、取引カードの所有者が取引カード上の署名をすることを可能にし、これにより、セキュリティ機能を提供する。さらに、本発明の取引カードにマイクロチップを埋め込んでもよい。当然ながら、当業者には公知であるように、取引カード1の表面10または裏面20上に他の任意の特徴を含んでもよい。
【0028】
図2Aは、図1Bの線II−IIに沿った、取引カード1の側面断面図を示す。図示されるように、取引カード1は、少なくとも第1の金属層26を含む。当然ながら、取引カード1は、熱、圧力、および/または接着剤によって共に接着される2つ以上の金属層を含んでもよい。取引カード1は、チタンまたはステンレススチールのうちの少なくとも1つの層を含んでもよい。第1の層26は、さらに、第1の金属層26に直接接着される磁気ストライプ22および署名欄24を含む。第1の層26の全体の厚さは約30ミルであってもよく、本発明により第1の層26の他の厚さも考えられる。図2A〜2Eに図示される層は、本明細書に記載される取引カードの構造を明らかに図示するために、厚さが誇張されて示されている。
【0029】
取引カード1は、手触り、イメージ、英数字文字等を提供するように、スタンプ、エンボス加工またはエッチング加工されてもよい。上述のように、取引カード1の表面または裏面は、グラフィック、イメージ、テキスト、または他の任意のインディシア等のインディシアを提供するように、印刷またはレーザエッチングされてもよい。さらに、第1の層26の表面は、陽極酸化される、および/または、金属表面を保護し、および/または表面に色を提供するために、コーティングでコーティングされてもよい。加えて、磁気ストライプ22および署名欄24を第1の層26の金属に接着するために、接着剤(図示せず)を提供してもよい。さらに、そこから作製される取引カードにスマートカード機能を提供するために、第1の金属層26にマイクロチップ(図示せず)が埋め込まれてもよい。
【0030】
図2Bは、図1Bの線II−IIに沿った、取引カード1の断面図の本発明の代替の実施形態を示す。図示されるように、取引カード1は、金属層30、および、磁気ストリップ22および署名欄24を金属層30に接着して固定させるためのオプションの接着層32を含む。接着層32は、積層、コーティング、または、金属層30に貼り付けられてもよい。金属層30および接着層32を含む取引カード1の全体の厚さは、図2Bに図示されるように約30ミルにしてもよく、本発明において他の厚さも考えられる。金属層30は、チタンまたはステンレススチールで作製されてもよい。
【0031】
あるいは、図2Aに図示されるように、取引カードは接着層を含まず、磁気ストライプ22および/または署名欄24は、他の任意の特徴とともに、金属層30の片面または両面に直接貼り付けられる。あるいは、取引カード1は、インクまたは他の印刷を金属層30に接着させるために、取引カード1の表面10に提供される接着層(図示せず)を有してもよい。
【0032】
図2Bの取引カードは、手触り、イメージ、グラフィック、英数字文字等を取引カードに提供するために、スタンプ、エンボス加工またはエッチング加工されてもよい。上述のように、取引カードの表面または裏面は、グラフィック、イメージ、テキスト、または他の任意のインディシア等のインディシアを提供するために、印刷またはレーザエッチングされてもよい。
【0033】
図2Cは、図1Bの線II−IIに沿って切り取られた取引カードの断面図の本発明の代替の実施形態を示す。図2Cに図示される実施形態において、取引カード1は、例えば、PVC、PET共重合体の熱可塑性材料、または他の基板等の基板の中心層40を含む。さらに、中心層40は、中心層40の片側または両側に積層された金属層を有する。図2Cでは、中心層40は、積層される、または中心層40の第1の表面に隣接して配置される、第1の金属層42と、積層される、または中心層40の第2の表面に隣接して配置される、第2の金属層44とを有する。中心層40は、約18ミルにしてもよく、一方で、各金属層42、44は、全体の厚さが約30ミルの取引カードを提供するために、約6ミルにしてもよい。しかし、中心層40および金属層42、44は、任意の厚さにしてもよい。金属層42、44は、チタンまたはステンレススチールにしてもよい。
【0034】
第2の金属層44上に、磁気ストライプ22、署名欄24、または典型的には、取引カード上に含まれる他の特徴に接着を提供するために、積層されるまたはこれに適用される接着剤46を提供してもよい。あるいは、印刷の目的、または他の任意の理由のためにインクに接着を提供するために、第1の金属層42に接着層(図示せず)を提供する。あるいは、磁気ストライプ22、署名欄24、または典型的には、取引カードと第1および/または第2の金属層42、44上に含まれる他の特徴との間には接着層は存在しない。
【0035】
さらに、図2Cの取引カードを、手触り、イメージ、グラフィック、英数字文字等を取引カードに提供するために、スタンプ、エンボス加工またはエッチング加工してもよい。上述のように、取引カードの表面または裏面を、グラフィック、イメージ、テキスト、または他の任意のインディシア等のインディシアを提供するために、印刷またはレーザエッチングしてもよい。
【0036】
図2Dは、本発明の第4の実施形態を示し、これにより、図2D内の断面図に図示される取引カード1は、例えば、PVCまたはPET共重合体の熱可塑性材料等の基板の第1の層50、および積層される、または第1の層50に隣接して配置される、第2の金属層52を含む。第1の層50および第2の層52は、合計で約30ミルの厚さを有してもよい。例えば、第1の層は約18ミルにしてもよく、第2の(金属)層は約12ミルにしてもよい。しかし、層は、他の任意の厚さにしてもよい。第2の金属層52は、チタンまたはステンレススチールにしてもよい。
【0037】
第1の層50は、磁気ストライプ22、署名欄24または取引カード1上に含まれる他の任意の特徴への接着を提供するために、接着剤54をさらに含んでもよい。あるいは、接着層は存在しない。
【0038】
図2Eは、本発明の第5の実施形態を示し、これにより、図2Eに図示される断面図で示される取引カード1は、アルミニウム、または他の金属基板等の金属基板の第1の層60、および積層される、または第1の層60に隣接して配置される、第2の金属の第2の層62を含む。第2の層62はチタンまたはステンレススチールであってもよく、本発明では他の金属も考えられる。上記に記載された取引カードと同様に、第1の層60は、磁気ストライプ22および/または署名欄24に接着を提供するために、積層される、またはこれに貼り付けられる、接着層64を有してもよい。上記に記載された他の実施形態と同様に、接着剤を、印刷のためのインクに接着を提供するために、または典型的には、取引カードに含まれる他の特徴のために、第2の層にも提供してもよい。あるいは、接着層は存在せず、磁気ストライプ22および/または署名欄24を、金属基板60に直接接着する。
【0039】
本明細書に記載されるおよび図3〜12に図示される以下の実施形態は、具体的には、チタンから作製される取引カードに関する。しかし、本発明は、記載された内容に制限すべきものではなく、他の金属、混合物および合金が利用される実施形態も含むことに留意されたい。
【0040】
図3は、金属はチタンである、本発明の金属を含有する取引カードを作製する方法100を示す。具体的には、方法100は、取引カードに形成されるチタンを作製するための第1のステップ102を含む。具体的には、約30ミルの厚さのチタンシートを作製してもよい。典型的には、チタン金属は、必要な厚さに圧延および平板化される。チタンシートは、取引カード内に埋め込んでもよい磁気ストライプおよび/またはマイクロチップをチタンが妨害しないように、磁気性質がほとんどまたは全くないチタン金属を含有してもよい。
【0041】
陽極酸化ステップ104において、チタンシートは、従来の陽極酸化プロセスを用いて陽極酸化される。具体的には、チタンを、チタンシートの片面または両面を陽極酸化するために、その中にイオンおよび電流を有する槽に配置してもよい。前述のように、チタンシートの陽極酸化は、当業者に公知のように、陽極酸化プロセス中に供給される電流に応じて、チタンシートの片面または両面に着色された表面を提供することができる。加えて、陽極酸化は、チタン表面を陽極酸化し、これによりチタンをシールおよび保護する。
【0042】
コーティングステップ106において、シートの片面または両面に色を提供し、さらにチタンを保護するために、チタンシートの片面または両面にコーティングを適用する。具体的には、コーティングは、それに含まれる染料を有するシランコーティングであってもよく、取引カードの片面または両面上の層として、シランがコーティングされる。シランコーティングは、水を必要としない溶剤または水性のシステムに適用してもよい。さらに、取引カードの片面または両面にコーティングされてもよい他の材料は、テレフタル酸ポリエチレンおよびアクリルであるが、チタンを保護するために、また、オプションとして、取引カードの片面または両面に色を提供するために、他の任意のコーティングを、コーティングを提供するために利用してもよい。例えば、コーティングは、粉末の形態で取引カードの片面または両面に噴霧できる熱硬化性材料から作製されてもよい。取引カードは焼成することができ、粉末は取引カードの表面に溶解できる。
【0043】
ステップ108は、上述のように陽極酸化および/またはコーティングされてもよい、チタンシートが個々の取引カード形状に切り取られてもよい、切り取りステップを示す。チタンを切り取る一般的な方法は、ウォータージェット切り取り、金型切り取り、レーザ切り取りまたはプラズマ切り取りを含むが、これに制限されない。チタンを切り取る目的としては、鋭いエッジがないように、チタンシートを取引カード形状に容易かつ効果的に切り取ることがある。
【0044】
ステップ108によってチタンシートを切り取った後、個々の取引カードを、レーザ刻印ステップ110によってレーザ刻印してもよい。レーザ刻印は、取引カードの片面または両面にパターンを作製するために一般的に公知のレーザ刻印技術によって行ってもよい。加えて、レーザ刻印は、取引カードの片面または両面に配置されてもよい切り取りコーティングにしてもよく、これにより、視覚可能なパターンが提供される。例えば、ステップ106によって黒色コーティングをチタンシートに適用する場合、レーザビームは、黒色ではなく金属の色の、または他の任意の方法で着色されたパターンを生じさせるために、黒色コーティングのパターンをエッチングしてもよい。さらに、レーザビームは、取引カードの片面または両面の表面を溶解してもよく、これは、冷却するとチタンを再結晶化できる。再結晶化は、取引カードの片面または両面の表面に種々の色を生じさせてもよい。レーザ刻印ステップ110は、例えば、約1064ナノメータの波長を有するYAGレーザ等のレーザによって実行可能である。しかし、当然ながら、当業者に公知であるように、チタンにパターン、手触り、または色を提供する、他の任意のレーザを利用してもよい。
【0045】
取引カードのレーザ刻印後、取引カードの磁気ストライプおよび署名欄を、ステップ112によって、取引カードに貼り付けてもよい。典型的には、磁気ストライプおよび署名欄は、取引カードを作製する当該技術において一般的な技術を使ってスタンプされる。具体的には、磁気ストライプおよび署名欄は、取引カードの片面または両面に適用されてもよい接着剤を利用して、取引カードの片面または両面に貼り付けられる。接着剤は、取引カードの片面または両面にスクリーン印刷されてもよいが、本発明により、接着剤を適用する他の任意の方法も考えられる。大部分の材料は、取引カードの片面または両面に接着するために接着剤を使用する必要がある。しかし、特定のコーティングは、磁気ストライプおよび署名欄を、接着剤を使用せずに貼り付けることを可能にしてもよい。例えば、フラットな黒色ビニル熱可塑性等の熱可塑性のコーティングをカードにコーティングしてもよく、接着剤なしで取引カードに磁気ストライプおよび署名欄を貼り付けることを可能にしてもよい。スタンププロセスにより熱可塑性材料を溶解でき、これにより、冷却および凝固する際に、熱可塑性材料が磁気ストライプおよび/または署名欄を接着できるようにする。
【0046】
磁気ストライプおよび署名欄を取引カードに貼り付けた後、取引カードは、スマートカードのために埋め込みマイクロチップを貼り付けるための空間を提供するために、ステップ114によって圧延されてもよい。圧延プロセスは、従来のプラスチック取引カードと類似した方法で行われてもよいが、窒化ホウ素または炭化ホウ素のチップ処理機械(tipped machine)またはチタンを圧延できる他の機械で実行してもよい。さらに、取引カードは、取引カードおよび/または圧延ヘッドが過熱しないように、液体窒素流で圧延ヘッドを冷却する、凍結圧延プロセスによって圧延させてもよい。典型的には、取引カードは、マイクロチップのための空間を提供するために、取引カードから圧延された約20〜約25ミルの深さの面積を有してもよい。マイクロチップは、取引カードの圧延された面積に貼り付けてもよく、その中に配置されてもよい接着剤のために圧延された面積内に保持してもよい。
【0047】
カード内にマイクロチップを埋め込むために取引カードを圧延した後、取引カードを、エンボス加工ステップ116によってエンボス加工してもよい。具体的には、エンボス加工を、取引カードの表面に1文字または複数の文字を穿孔してもよい高圧金型に、取引カードを設定することで行ってもよい。機械読取可能であってもよい取引カードの表面に情報を提供するために、エンボス加工を行ってもよい。具体的には、アカウント番号または他の一意の識別子を、典型的には、取引カードにエンボス加工する。エンボス加工ステップ116は、宛名印刷機で実行してもよい。当然ながら、取引カードをエンボス加工する他の方法も考えられるため、本発明は、本明細書の内容に制限されるべきではない。
【0048】
最後に、取引カードは、取引カードをコード化するために一般的に使用されるいずれかのコード化ステップ、ステップ118によってコード化されてもよい。具体的には、磁気ストライプおよび/またはマイクロチップ等の記録可能な媒体のいずれかまたは両方は、その中に含まれる情報を有する取引カードを提供するためにコード化されてもよい。記録可能な媒体は、当業者には公知であるように、磁気ストライプリーダまたはマイクロチップリーダによって読み込み可能である。
【0049】
図4は、チタンを含む取引カードを作製する代替の方法200を示す。方法200は、取引カード内に形成するために、チタンをシートに圧延および平板化することでチタンを作製する第1のステップ202を含む。第1のステップ202は、図3について上記に記載された第1のステップ102に略類似してもよい。
【0050】
ステップ202によってチタンシートが作製された後、切り取りステップ204でチタンシートを切り取ってもよく、これにより、チタンシートを、個々の取引カード形状に切り取ってもよい。例えば、チタンシートは、図3のステップ108について、上記に記載された方法で切り取ってもよい。
【0051】
チタンシートから個々の取引カードを切り取ると、個々の取引カードは、乾燥およびクリーニングステップ206によって鋭いエッジを滑らかにするために、乾燥およびクリーニングされてもよい。全エッジを滑らかにすることが重要である。
【0052】
取引カードが円滑化およびクリーニングされた後、陽極酸化ステップ208によって、各取引カードを、陽極酸化および下塗りしてもよい。陽極酸化ステップは、図3を参照して上述のように、陽極酸化ステップ104と略類似してもよい。
【0053】
陽極酸化および下塗りされた後、各取引カードを、コーティングステップ210によってコーティングおよびオーブン硬化してもよい。コーティングステップ210は、図3を参照して上述のように、コーティングステップ106に略類似してもよい。各取引カードの各側は、マルチステッププロセスにおいて、別々にコーティングおよびオーブン硬化されてもよい。
【0054】
各取引カードの各側がコーティングおよびオーブン硬化された後、各取引カードは、図3を参照して上述のように、レーザ刻印ステップ110と略類似してもよい、レーザ刻印ステップ212によってレーザ刻印されてもよい。
【0055】
各取引カードがレーザ刻印されると、下塗りステップ214によって、プライマをスクリーン印刷することにより、片面または両面にプライマを適用してもよい。プライマは、各取引カードの面積全体にわたって適用してもよく、または、磁気ストライプおよび/または署名欄を配置するのが望ましい場所に適用してもよい。
【0056】
各取引カードを下塗りした後、ステップ216によって磁気ストライプおよび/または署名欄を貼り付けてもよい。磁気ストライプおよび/または署名欄は、図3について上記に記載されたステップ112に記載されているのと略類似の方法で貼り付けられてもよい。磁気ストライプおよび/または署名欄を貼り付けた後、各取引カードの片面または両面のグラフィック、テキストおよび数字を提供するために、各取引カードの各表面を、ステップ218によってレーザ処理してもよい。
【0057】
グラフィック、テキスト、数字および/または他のインディシアを提供するために、各取引カードをレーザ処理した後、ステップ220によって取引カード内にマイクロチップを配置してもよい。例えば、埋め込みマイクロチップのために取引カードの空間を提供するように、取引カードを圧延してもよい。ステップ220による取引カードへのマイクロチップの配置は、図3を参照して上記に記載されたステップ114と略類似の方法で行われてもよい。
【0058】
図3を参照して、上述のように、エンボス加工ステップ118に略類似していてもよい、エンボス加工ステップ222によって、各取引カードをエンボス加工してもよい。最終的に、磁気ストライプおよび/または埋め込みマイクロチップ等の各取引カードの記録可能な媒体を、コード化ステップ224でコード化してもよい。
【0059】
図5に図示されるチタン取引カードを作製する代替の方法300では、ステップ302によってチタンシートが作製される。図3、4について、それぞれステップ102、104に上述のようにチタンシートを作製することができる。具体的には、約30ミルの厚さのチタンシートを作製してもよい。さらに、以下に記載するように、インセット充填パネルに切り取られる約15ミルの厚さの他のチタンシートを作製してもよい。典型的には、チタン金属は、必要な厚さに圧延および平板化される。チタンシートは、取引カード内に埋め込まれてもよい磁気ストライプおよび/またはマイクロチップをチタンが妨害しないように、磁気性質をほとんどまたは全く含まないチタン金属を含有してもよい。
【0060】
次に、ステップ304によって、30ミルの厚さのチタンシートが個々のカードに切り取られる。同時に、個々のカードのエッジを、面取りエッジを作製するために面取りしてもよい。面取りエッジは、各チタンカードの4つのエッジ全てにおいて、個々のカードの両面に作製されてもよい。あるいは、面取りエッジは、各チタンカードの表面等の各チタンカードの1つの表面のみに作製してもよい。さらに、面取りエッジが作製されるのと同時に、各個々のカードにポケットを圧延してもよい。ポケットは、取引カードが各取引カードの表面に文字を提供するためにエンボス加工されている場合に、取引カード上の同じ位置において各取引カードの裏面に圧延されてもよい。
【0061】
次に図5を参照すると、15ミルの厚さのチタンシートを、ステップ306によって、個々のインセット充填パネルに切り取ってもよい。インセット充填パネルは、好適な接着剤によってここに配置すると、ポケット内に適合する。好適な接着剤によって、ポケット内にインセット充填パネルが配置される場合、インセット充填パネルは、チタンカードの裏面に滑らかな表面を形成する。
【0062】
チタンカードおよびインセット充填パネルの両方は、各取引カード上の仕上げをするために、ステップ308によってはけ塗りされてもよい。典型的には、はけ塗りは、同じ方向に並ぶ粒子を有するチタン表面を提供するために、公知のチタンはけ塗り技術によって行われる。はけ塗りは、さらに、別のパターンを有する各取引カード上にチタン表面を作製してもよい。
【0063】
各チタンカードの両面は、チタン表面を保護するために、かつ特徴的な外観を提供するために利用されてもよいコーティングの物理的気相成長法(「PVD」)により、ステップ310によってコーティングされてもよい。コーティングは、各チタンカードの表面上に蒸着する場合に、各チタンカードの各表面に均一かつ7つの略黒色のコーティングを提供する、炭窒化チタンにしてもよい。各充填パネルの1つの表面を、さらに、物理的気相成長法によってコーティングしてもよい。具体的には、充填パネルがポケット内に接着的に配置される場合に、取引カードの外側に配置される充填パネル表面は、物理的蒸着によってコーティングされるべきである。当業者に公知であるように、チタンカードのコーティングを行うために、他のコーティング技術も利用してもよい。
【0064】
次に、ステップ312によって、グラフィックを、チタンカードにレーザエッチングしてもよい。具体的には、レーザエッチングは、上述のように、グラフィックを提供するためにコーティングおよびチタンの両方をエッチングしてもよい。
【0065】
磁気ストライプおよび/または署名欄を、ステップ316によってその上に熱間鍛造できるようにするステップ314によって、各チタンカードの裏面に、プライマまたは接着材料を適用してもよい。利用可能なプライマ材料には「パスポートトランスファー材料」が公知であり、上述のように、磁気ストライプおよび署名欄が、物理的気相成長法によって適用されるチタンおよび/またはコーティングに接着できるようにするために利用可能である。署名欄および/または磁気ストライプは、典型的には、取引カードで利用される典型的な磁気ストライプおよび/または署名欄と略類似または同一であってもよい。
【0066】
ステップ318によって、各チタンカードをエンボス加工してもよい。文字のエンボス加工を、宛名印刷機等で、ポケット内のチタンの表面に貼り付けてもよい。取引カードの全体の厚さより薄いチタンでエンボス加工が行われるように、エンボス加工はポケット内で行われる。より薄いチタンの文字のエンボス加工はより容易であり、取引カードの文字を歪ませたり反らせたりせずに、より明瞭かつより分かりやすい文字を提供することが分かっている。
【0067】
各チタンカード内に含まれてもよい記録可能な媒体は、ステップ320によって記録されてもよい。例えば、磁気ストライプは、典型的には、取引カードの表面に配置される。各チタンカードの表面に配置される磁気ストライプは、ステップ320によってコード化されてもよい。さらに、埋め込みマイクロチップ等の他の記録可能な媒体が存在する場合、ステップ320によってコード化されてもよい。
【0068】
各取引カードの表面に示される各エンボス加工された文字は、ステップ322によって物理的気相成長法によって適用されるコーティングを除去するために、「チップ処理」またはサンド処理、あるいは研磨してもよい。これにより、取引カードの他の部分における略黒色のコーティングと対比する場合に、各文字が、容易かつ明白に視覚可能である金属の色相を得ることができるようにする。
【0069】
インセット充填パネル360は、ステップ324によって、ポケット352内に接着されてもよい。ポケット352内のチタン表面によって、インセット充填パネル360のチタン表面を接着するのに好適な接着剤を利用してもよい、または物理的気相成長法によってポケット352内の表面に存在してもよいコーティングを利用してもよい。好適な接着剤は、加熱活性化フィルムである「金型装着接着剤」として公知である。
【0070】
図6は、チタン取引カードを作製する代替の方法400を示す。方法400は上記の図5について記載された方法300に類似している。しかし、方法400によって作製された取引カードは、むき出しである面取りエッジを有してもよい。換言すると、チタン取引カードは、物理的気相成長法によって適用される等のように、その上のコーティングを有してもよい。しかし、面取りエッジは、各取引カードの周囲の金属「フレーム」を有する取引カードを作製するために、エッジにおいてコーティングを除去してもよいため、金属色相を有してもよい。
【0071】
チタンシートを作製する第1のステップ402は、上記の図5に記載されるように、ステップ302によってシートを作製するステップと同一ではない場合に、類似していてもよい。ステップ404は、ステップ406によって行われる、シートを個々のカードおよびインセット充填パネルに切り取る前に、チタンシート全体がコーティングされるように、チタンシートへのコーティングの塗装を伴う。ステップ406によって各チタンシートを個々のチタンカードに切り取る場合、各取引カードの各エッジは、その上に配置されるコーティングなしで面取りエッジを作製するために、面取りしてもよい。さらに、ステップ406中にポケットを圧延してもよい。
【0072】
ステップ408によって、充填パネルが15ミルの厚さのチタンシートから切り取られる。充填パネルとして利用されるチタンシートをコーティングする場合、シートの1つのみの表面を、蒸着によってコーティングする必要がある。しかし、物理的気相成長法によって両面をコーティングしても、本明細書に記載される方法に変わりはない。
【0073】
各面取りエッジは、同じ方向に並ぶ金属粒子を有する滑らかなエッジを提供するために、ステップ410によって、はけ塗りおよびクリーニングしてもよい。あるいは、エッジを、取引カードのエッジにおけるチタンのパターンを提供するためにはけ塗りしてもよい。
【0074】
チタンカードは、ステップ412によってグラフィックを提供するためにエッチング加工してもよい。プライマを、ステップ414によって、磁気ストライプおよび署名欄のチタン取引カードの表面に適用してもよい。ステップ416によって、磁気ストライプおよび署名欄を貼り付けてもよい。ステップ418によって、カードをエンボス加工してもよい。ステップ420によって、記録可能な媒体をコード化してもよい。ステップ422によって、各エンボス加工された文字を「チップ処理」してもよく、ステップ424によって、ポケット内に充填パネルを接着してもよい。各ステップ412〜424は、図5について上述のように、ステップ312〜324と略類似または同一にしてもよい。
【0075】
図7は、チタン取引カード500を作製する方法の別のさらなる実施形態を示す。具体的には、方法500は、エンボス加工および磁気ストライプならびに署名欄の貼り付けのために、ポケットを有するカードにチタンを加工する第1のステップ502を含む。図8は、チタン554の1つ以上の層内に配置されるエンボス加工ポケット552、チタン554内に配置される署名欄ポケット556、およびチタン554内に配置される磁気ストライプポケット558を含むチタン取引カード550を示す。インセット充填パネル560は、図9に図示されるように、ステップ504の後で穿孔される。
【0076】
ステップ506によって、チタン取引カードの1つ以上の表面に黒色表面コーティング等の表面コーティングを提供するために、チタン取引カードの1つ以上の表面に、PVDコーティングを適用する。取引カード550は、チタンの保護を提供するために、またはチタンを保護するために、他の種類のコーティングを有してもよい。
【0077】
PVC、または他の好適な接着剤材料を、ステップ508によって署名欄ポケット556および/または磁気ストライプパネル558内に配置する。図10に図示されるように、PVC材料、または他の接着剤材料は、署名欄ポケット556内の接着層566および磁気ストライプパネル558内の接着層568を形成する。
【0078】
署名欄および磁気ストライプは、ステップ510によって署名欄ポケット556および磁気ストライプポケット358に熱間鍛造される。署名欄570および磁気ストライプ572が、図11に図示されるように、それぞれ署名欄ポケット556および磁気ストライプポケット558内に配置される、接着層566および接着層568上に貼り付けられる。接着層566、568は、チタンへの署名欄570および磁気ストライプ572の適切な接着を行う。ポケットは、署名欄570および磁気ストライプ572が、カード表面と同一平面上に留まることを可能にする。グラフィックが、ステップ512によって、チタン取引カード550のPVDコーティング上にレーザエッチングされる。文字562は、次に、ステップ514によって、エンボス加工ポケット552内においてエンボス加工される。この面積のチタンの相対的な薄さにより、エンボス加工を、容易に実行することができる。次に、接着剤564が、インセット充填パネル560をステップ516によってエンボス加工ポケット552内に接着できるように、典型的には、熱間鍛造された、エンボス加工ポケット552内に適用される。エンボス加工された文字のチップ部分は、チタンを露出させるために、ステップ518によって研磨される。これにより、文字が、チタン取引カードの表面の黒色PVDコーティングに対し、対照的な金属色相を取ることができる。
【0079】
磁気ストライプ572をコード化し、取引カードのアカウント番号を署名欄570に印刷してもよい。最後に、ステップ522によってエッジおよび文字が仕上げ磨きされる。
【0080】
図12は、図11に図示されるチタン取引カード550の断面図を示す。具体的には、チタン取引カード550は、エンボス加工ポケット552内において接着剤564上に配置されるインセット充填パネル560を含む。インセット充填パネル560の接着前に、エンボス加工ポケット552によって、文字562がエンボス加工される。さらに、署名欄570および磁気ストライプ572は、それぞれ、接着層566、568によってチタンに接着されるものとして図示されている。図示されるように、署名欄570および磁気ストライプ572は、カードの表面と同一平面上にある。
【0081】
図8〜12に図示される本発明の上記の実施形態は、エンボス加工ポケット352、署名ポケット356および磁気ストライプポケット358のみを示すが、他の任意のポケットを、取引カードの特徴の位置を提供するために、圧延、切り取りまたは金属を含有する取引カードの1つ以上の表面に配置してもよい。例えば、取引カードの特徴は、前述のように、署名欄、磁気ストライプ、マイクロチップ、ホログラフィックイメージ、またはその上のまたはその内部の情報および/またはセキュリティを提供する他の任意の特徴を含んでもよい。本発明は、図8〜12について本明細書中に記載される内容に、制限すべきではない。
【0082】
種々の実施形態では、本発明は、カード本体およびバックパネルを含んでもよい金属の取引カードを含む。種々の実施形態では、本発明は、カード本体、マイクロチップおよびバックパネルを含んでもよい金属の取引カードを製造する方法を含む。図13A〜13Bおよび図14A〜14Cは、金属の取引カードおよびこうした金属の取引カードの一実施形態を作製する方法を示す。
【0083】
カード本体は、いずれかの金属または合成物を含んでもよい。カード本体は、標準の取引カード寸法を含んでもよく、または非標準の寸法を含んでもよい。カード本体は、さらに、PVC、PVB、またはポリカーボネートを含むプラスチックを含んでもよい。カード本体は、単一の金属層のみまたは複数の金属層を含んでもよい。本明細書で使用されるように、カード本体を構成するために使用される金属は、いずれかの金属または金属合金であってもよい。例えば、カード本体を構成するために、チタン、ステンレススチール、その合金およびその組み合わせを使用してもよい。カード本体は、本明細書に記載のいずれかの方法によって、作製されてもよい1301、1305。カード本体は、金属のシートから、切り取る、穿孔する、または成形してもよい1302、1306。金属のシートから第1の部分を切り取るために、本明細書で開示される金属を切り取るいずれかの方法を使用してもよい。当業者に理解されるように、カード製造プロセスで使用されるいくつかのデバイス(例えばホッパ)は、エンボス加工ステップを含む、種々のステップによって、個々のカードを保持および移動するために、吸引に依存する。金属を含有するカード本体は、金属を含有するカード本体は柔軟性がない場合があるため、従来の吸引デバイスと適合しない可能性がある。種々の実施形態では、金属を含有するカードを保持および移動できるデバイスを使用してもよい。カード本体は、バックパネルを受け入れるためのポケットを含んでもよい。カード本体は、マイクロチップを受け入れるためにポケットを有してよい。ポケットは、圧延、ドリル、レーザ加工されてもよく、またはカード本体に作製されてもよい。例えば、カード本体1407は、バックパネル1406を受け入れるために圧延されるポケット1401を有する。さらなる実施例として、カード本体1407は、マイクロチップ1403を受け入れるために圧延されたポケット1410を有する。さらなる実施例として、カード本体1407は、署名欄を受け入れるために圧延されたポケット1402を有する。圧延によってこのポケットを作製するための手順を、カード作製プロセス1308に関し、以下に記載する。
【0084】
バックパネルは、いずれかの金属層であってもよい。バックパネルは、いずれかのプラスチックの層であってもよい。バックパネルを構成するために使用される金属は、いずれかの金属または金属合金にしてもよい。例えば、バックパネルを構成するためにチタン、ステンレススチール、その合金およびその組み合わせを使用してもよい。バックパネルは、本明細書に記載されるいずれかの方法によって、作製されてもよい1301、1305。バックパネルは、金属のシートから切り取られてもよい1303、1307。金属のシートからバックパネルを切り取るために、本明細書で開示される金属を切り取るいずれかの方法を使用してもよい。バックパネルは、標準の取引カードの寸法を有してもよい。一実施形態において、バックパネルは、(以下に詳述されるように)カード本体よりも小さい1つ以上の寸法を含んでもよい。
【0085】
カード本体は、表面内または表面上に配置されるインディシアを有してもよい。インディシアには、法律上の記載事項、法規制の遵守を示す文言、電話番号、URL、電子メールアドレス、商標、画像、グラフィック、バーコード、または他の任意の判読可能または理解可能な記号を含む。インディシアは、カード本体の材料に好適ないずれかの方法で配置されてもよい。例えば、インディシアは、カード本体に印刷されてもよい。印刷は、金属またはプラスチックに結合するいずれかの好適な種類のインクで行われてもよい。さらに、例えば、インディシアは、カード本体にエッチング加工されてもよい。エッチング加工は、レーザによって実行されてもよい。エッチング加工は、化学的に、または圧延、研削、加圧成形、スタンプ、エンボス加工、またはスクラッチ加工によって実行されてもよい。例えば、インディシア1404は、カード本体1407に加圧成形またはエンボス加工されてもよい。さらに、例えば、インディシア1408は、カード本体1407上にレーザエッチングされてもよい。さらなる実施例として、インディシア1409をカード本体1407に印刷してもよい。カード本体へのインディシアの加圧成形またはエンボス加工を容易にするために、カード本体の1つの表面にポケットを圧延してもよい。圧延は、面積におけるカード本体材料の除去を含んでもよい。
【0086】
ポケットが作製された後、インディシアを作製するために、加圧成形、スタンプまたはエンボス加工プロセスを使用してもよい。文字のエンボス加工を、宛名印刷機等のポケット内のチタンの表面に適用してもよい。取引カードの全体の厚さより厚いチタンまたは他の金属の一部においてエンボス加工を行うことができるように、ポケット内において加圧成形、スタンプまたはエンボス加工を行ってもよい。より薄いチタン内のインディシアの加圧成形、スタンプ、またはエンボス加工は、より容易であってもよく、文字またはカード本体自体が歪んだり反ったりせずに、金属表面の他の側でより明瞭かつより見やすい文字を提供してもよい。加圧成形またはエンボス加工によって作製されるインディシアは、ポケットの反対側の表面で、盛り上がっていてもよい。また、盛り上がったインディシアを作製するための金属の加圧成形、スタンプまたはエンボス加工によって、鋭いまたは取引カードで使用するのに不便なインディシアが作製されることがある。このため、盛り上がったインディシアに、さらに、圧延、仕上げ磨き、研削を行うか、厚さを薄くしてもよい。
【0087】
バックパネルは、表面に配置されるインディシアを有してもよい。インディシアには、法律上の記載事項、法規制に遵守することを示す文言、電話番号、URL、電子メールアドレス、商標、画像、グラフィック、バーコード、または他の任意の判読可能または理解可能な記号を含む。インディシアは、バックパネルの材料に好適ないずれかの方法で配置されてもよい。例えば、インディシアは、バックパネルに印刷されてもよい。印刷は、金属またはプラスチックに結合するいずれかの好適な種類のインクで行ってもよい。さらに、例えば、インディシアは、バックパネルにエッチング加工されてもよい。エッチング加工は、レーザによって実行されてもよい。エッチング加工は、化学的に、または圧延、研削、加圧成形、エンボス加工、またはスクラッチ加工によって実行してもよい。例えば、インディシア1405は、バックパネル1406に印刷してもよい。多くの法的手続き(jurisdictions)では、特定の情報を表示するために取引カードが必要となる。その上に配置されるインディシアを有するバックパネルは、異なる領域の特定の要件を満たすための1つのアプローチである。バックパネルにインディシアを配置することで、1つのカード本体を製造し、適切なバックパネルと組み合わせてもよい。これにより、取引カード発行者が適用可能な規定に準拠することを可能にしつつ、製造コストを低下させる。
【0088】
バックパネルを、カード本体に結合してもよい。バックパネルおよびカード本体を結合させ、好適な温度および圧力との組み合わせを受けて、結合1304、1309を実行してもよい。結合に好適な任意の圧力を使用してもよい。結合は、結合が効果的になる程度に十分高いいずれかの圧力で行ってもよい。結合は、カード本体またはバックパネルのいずれかを許容不可能なほど変形させることのないほど低いいずれかの圧力で行ってもよい。結合に好適な、任意の好適な温度を使用してもよい。例えば、結合は、約華氏275度(摂氏135度)で行ってもよい。さらに、結合は、結合が効果的になる程度に十分高いいずれかの温度で行ってもよい。結合は、カード本体またはバックパネルのいずれかを溶解させるまたは許容不可能なほど変形させることのない程度に低いいずれかの温度で行ってよい。結合は、いずれかの好適な長さの時間、実行してもよい。結合時間は、使用する温度および圧力に依存してもよい。例えば、結合は、15秒間、行ってもよい。結合は、接着剤なしで行われてもよい。結合は、カード本体およびバックパネルの間に配置される接着剤によって行われてもよい。多くの接着剤が、これらのプロセスに好適な当該技術において公知である。例えば、ABLEBOND 931−1T1N1を使用してもよい。
【0089】
カード本体は、この上に配置されるマイクロチップを有してもよい。カード上のマイクロチップの位置は、業界の慣行(例えば、ISO7816)により、標準化されてもよい。多くの法的手続き(jurisdictions)は、取引カードにおけるマイクロチップを必要とする場合がある。接合プロセスに関連付けられてもよい高い温度および圧力は、カード本体上または本体内に配置されるいずれかのマイクロチップまたは他の半導体を損傷する可能性がある。このリスクを最小限にするために、バックパネルを、結合プロセスの高い温度および圧力がマイクロチップを損傷しないように、カード本体に配置してもよい。署名欄の下のバックパネルの配置によって、圧延プロセス中のマイクロチップの損傷を回避してもよい。例えば、バックパネルは、3.056インチ×0.829インチのサイズを有してもよい。バックパネルは、カード本体の下部からバックパネルの下部までの距離が0.13インチになるように、カード本体に結合してもよい。バックパネルは、カード本体の下部からバックパネルの下部までの距離が、0.13インチ未満になるように、カード本体に結合してもよい。バックパネルは、カード本体の上部からバックパネルの上部への距離が1.171インチになるように、カード本体に結合してもよい。バックパネルは、カード本体の上部からバックパネルの上部への距離が1.171インチ未満になるように、カード本体に結合してもよい。バックパネルは、カード本体の各側からバックパネルの各側への距離が0.159インチになるように、カード本体に結合してもよい。バックパネルは、カード本体の各側からバックパネルの各側への距離が0.159インチ未満または0.159より大きくなるように、カード本体に結合してもよい
マイクロチップを、種々の方法でカード本体に配置してもよい。カード本体は、マイクロチップを収納するための面積において除去された材料を有してもよい。例えば、ポケットは、カード本体に圧延してもよい。ポケットは、マイクロチップがカード本体の表面と同一平面状になるように、圧延されてもよい。接着剤は、カード本体内のポケットにマイクロチップを配置する前に、ポケットまたはマイクロチップに配置してもよい。また、いずれかの好適な接着剤を使用してもよい。例えば、この目的でABLEBOND 931−1T1N1を使用してもよい。さらに、種々の実施形態では、マイクロチップおよびカード本体を電気的に絶縁するように、絶縁材を、マイクロチップおよびカード本体の間に位置されるカード本体ポケットに配置してもよい。接着剤は、絶縁材として作用してもよい。この目的で、いずれかの絶縁体を使用してもよい。絶縁性質は、カード本体が金属製である場合に、カード本体およびいくつかの種類のマイクロチップの間の接触により電気的な故障を生じる可能性があるため、有利である場合がある。
【0090】
なお、本明細書に記載される現在好適な実施形態への種々の変更および修正は、当業者に明らかであることを留意されたい。本発明の精神および範囲から逸脱することなく、また、その付随する利点を損なうことなく、こうした変更および修正を行ってもよい。したがって、こうした変更および修正は、添付の特許請求の範囲の範疇に含まれるように意図されている。
【0091】
特定の実施形態に関連して、利益、他の利点、および問題の解決法を本明細書に記載した。しかし、利益、利点、問題の解決法、さらに利益、利点、または問題の解決法を生じさせるまたはより顕著なものにさせることが可能ないずれかの要素を、本発明の重大な、必須の、または本質的な特徴あるいは要素として解釈するべきではない。したがって、本発明の範囲は添付の特許請求の範囲以外は、いかようにも制限されるべきではなく、単数の要素の言及は、明示的に記載されていない限り、「1つ、かつ1つのみ」を意味するのではなく、「1つ以上の」を意味することを意図されている。加えて、「A、B、およびCのうちの少なくとも1つ」に類似するフレーズが特許請求の範囲で使用される場合、そのフレーズは、一実施形態においてAのみが存在する可能性がある、一実施形態においてBのみが存在する可能性がある、一実施形態においてCのみが存在する可能性がある、または一実施形態において要素A、BおよびCのいずれかの組み合わせ、例えば、AおよびB、AおよびC、BおよびC、またはAおよびBおよびC、が存在する可能性があることを意味するように解釈されることが意図されている。本発明は方法として記載されているが、磁気または光学メモリあるいは磁気または光ディスク等の有形のコンピュータで読み込み可能なキャリア上のコンピュータプログラム命令として実現可能であることが考えられる。当業者に公知の上記に記載された例示的な実施形態の要素に対する、全ての構造的、化学的、および機能的な同等物は、参照することによって本明細書に組み込まれ、かつ本特許請求の範囲に包含されることが意図されている。加えて、デバイスまたは方法は、本発明によって解決するために検討されるそれぞれの問題を解決することが必要ではなく、これが本特許請求の範囲に含まれる必要はない。さらに、本開示の要素、コンポーネント、または方法ステップは、いずれも、要素、コンポーネント、または方法ステップが、特許請求の範囲において明示的に述べられているかどうかに関係なく、公開されることは意図されていない。要素が、「を意味する」というフレーズを用いて明示的に述べられているのでない限り、本明細書中の特許請求の範囲の要素は、35 U.S.C.112、第6節の規定によって解釈されるべきではない。本明細書で使用されるように、「〜を含む」という用語またはいずれかのその他の変形語は、要素のリストを含むプロセス、方法、物品、または装置は、これらの要素のみを含むのではなく、こうしたプロセス、方法、物品、または装置に明示的にリストされないまたはこれらに特有ではない他の要素を含むことができるように、排他的でない含有をその範囲とするように意図されている。
【特許請求の範囲】
【請求項1】
カード本体を生成するために第1の金属のシートを切り取ることと、
バックパネルを生成するために第2の金属のシートを切り取ることと、
接着剤を該バックパネルに適用することと、
該バックパネルを該カード本体に接合することと
を含む、取引カードを作製する方法。
【請求項2】
ポケットを前記カード本体に圧延することをさらに含む、請求項1に記載の方法。
【請求項3】
マイクロチップを前記ポケットに配置することをさらに含む、請求項2に記載の方法。
【請求項4】
絶縁材が前記マイクロチップを前記カード本体から電気的に絶縁するように、前記ポケットに該絶縁材を配置することをさらに含む、請求項3に記載の方法。
【請求項5】
接着剤を前記ポケットに配置することをさらに含む、請求項3に記載の方法。
【請求項6】
前記接着剤は、前記マイクロチップを前記カード本体から電気的に絶縁する、請求項5に記載の方法。
【請求項7】
前記バックパネル上にインディシアを印刷することをさらに含む、請求項1に記載の方法。
【請求項8】
前記カード本体上にインディシアをエンボス加工することをさらに含む、請求項1に記載の方法。
【請求項9】
前記取引カードが販売場所における取引を容易にすることが可能であるように、該取引カード上に磁気ストライプを配置することをさらに含む、請求項1に記載の方法。
【請求項10】
前記接合することは、華氏約275度で生じる、請求項1に記載の方法。
【請求項11】
前記第1の金属のシートは、チタンで構成される、請求項1に記載の方法。
【請求項12】
前記第2の金属のシートは、チタンで構成される、請求項1に記載の方法。
【請求項13】
前記バックパネルを受け入れるように、前記第1の部分にポケットを圧延することをさらに含む、請求項1に記載の方法。
【請求項14】
前記接合することは、前記カード本体と前記バックパネルとの間に接着剤を配置することをさらに含む、請求項1に記載の方法。
【請求項15】
取引カードであって、
第1の表面と、該取引カードの領域全体にわたって連続している第2の表面とを有する、カード本体と、
バックパネルと
を備え、該バックパネルは、該第2の表面に接合される、取引カード。
【請求項16】
前記第1の表面に配置されるポケットと、
該ポケットに配置されるマイクロチップと
をさらに備える、請求項15に記載の取引カード。
【請求項17】
前記ポケットに配置される接着剤をさらに備える、請求項16に記載の取引カード。
【請求項18】
絶縁材が前記マイクロチップを前記カード本体から電気的に絶縁するように、前記ポケットに配置される該絶縁材をさらに備える、請求項16に記載の取引カード。
【請求項19】
販売場所における取引を容易にするように構成される磁気ストライプをさらに備える、請求項15に記載の取引カード。
【請求項20】
前記バックパネルは、前記カード本体の寸法よりも小さい、少なくとも1つの寸法を有する、請求項15に記載の取引カード。
【請求項1】
カード本体を生成するために第1の金属のシートを切り取ることと、
バックパネルを生成するために第2の金属のシートを切り取ることと、
接着剤を該バックパネルに適用することと、
該バックパネルを該カード本体に接合することと
を含む、取引カードを作製する方法。
【請求項2】
ポケットを前記カード本体に圧延することをさらに含む、請求項1に記載の方法。
【請求項3】
マイクロチップを前記ポケットに配置することをさらに含む、請求項2に記載の方法。
【請求項4】
絶縁材が前記マイクロチップを前記カード本体から電気的に絶縁するように、前記ポケットに該絶縁材を配置することをさらに含む、請求項3に記載の方法。
【請求項5】
接着剤を前記ポケットに配置することをさらに含む、請求項3に記載の方法。
【請求項6】
前記接着剤は、前記マイクロチップを前記カード本体から電気的に絶縁する、請求項5に記載の方法。
【請求項7】
前記バックパネル上にインディシアを印刷することをさらに含む、請求項1に記載の方法。
【請求項8】
前記カード本体上にインディシアをエンボス加工することをさらに含む、請求項1に記載の方法。
【請求項9】
前記取引カードが販売場所における取引を容易にすることが可能であるように、該取引カード上に磁気ストライプを配置することをさらに含む、請求項1に記載の方法。
【請求項10】
前記接合することは、華氏約275度で生じる、請求項1に記載の方法。
【請求項11】
前記第1の金属のシートは、チタンで構成される、請求項1に記載の方法。
【請求項12】
前記第2の金属のシートは、チタンで構成される、請求項1に記載の方法。
【請求項13】
前記バックパネルを受け入れるように、前記第1の部分にポケットを圧延することをさらに含む、請求項1に記載の方法。
【請求項14】
前記接合することは、前記カード本体と前記バックパネルとの間に接着剤を配置することをさらに含む、請求項1に記載の方法。
【請求項15】
取引カードであって、
第1の表面と、該取引カードの領域全体にわたって連続している第2の表面とを有する、カード本体と、
バックパネルと
を備え、該バックパネルは、該第2の表面に接合される、取引カード。
【請求項16】
前記第1の表面に配置されるポケットと、
該ポケットに配置されるマイクロチップと
をさらに備える、請求項15に記載の取引カード。
【請求項17】
前記ポケットに配置される接着剤をさらに備える、請求項16に記載の取引カード。
【請求項18】
絶縁材が前記マイクロチップを前記カード本体から電気的に絶縁するように、前記ポケットに配置される該絶縁材をさらに備える、請求項16に記載の取引カード。
【請求項19】
販売場所における取引を容易にするように構成される磁気ストライプをさらに備える、請求項15に記載の取引カード。
【請求項20】
前記バックパネルは、前記カード本体の寸法よりも小さい、少なくとも1つの寸法を有する、請求項15に記載の取引カード。
【図1A】

【図1B】
【図2A】
【図2B】
【図2C】
【図2D】
【図2E】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】
【図11】
【図12】
【図13A】
【図13B】
【図14A】
【図14B】
【図14C】

【図1B】
【図2A】
【図2B】
【図2C】
【図2D】
【図2E】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13A】
【図13B】
【図14A】
【図14B】
【図14C】
【公表番号】特表2011−521377(P2011−521377A)
【公表日】平成23年7月21日(2011.7.21)
【国際特許分類】
【出願番号】特願2011−510483(P2011−510483)
【出願日】平成20年10月7日(2008.10.7)
【国際出願番号】PCT/US2008/079016
【国際公開番号】WO2009/142656
【国際公開日】平成21年11月26日(2009.11.26)
【出願人】(502073256)アメリカン エクスプレス トラベル リレイテッド サービシーズ カンパニー, インコーポレイテッド (23)
【Fターム(参考)】
【公表日】平成23年7月21日(2011.7.21)
【国際特許分類】
【出願日】平成20年10月7日(2008.10.7)
【国際出願番号】PCT/US2008/079016
【国際公開番号】WO2009/142656
【国際公開日】平成21年11月26日(2009.11.26)
【出願人】(502073256)アメリカン エクスプレス トラベル リレイテッド サービシーズ カンパニー, インコーポレイテッド (23)
【Fターム(参考)】
[ Back to top ]