
金属コーティング法およびこれによって製造されるコーティング
金属基材、たとえば、スチール片をコーティングする方法を開示する。この方法は、ここで記載されるように、合金コントロール材料を基材上に蒸着または電着させ、基材を溶融コーティング材料浴に通して、溶着させた合金コントロール材料上にコーティング材料のコーティングを形成することを包含する。

【発明の詳細な説明】
【技術分野】
【0001】
金属基材をコーティングする方法およびこれによって製造され得られるコーティングを開示する。本方法は特に、スチール基材上への亜鉛/アルミニウムタイプのコーティングの分野で見出されたものであるが、専用の用途ではない。
【背景技術】
【0002】
金属基材をコーティングするある公知の方法は、亜鉛およびアルミニウムの溶融浴内でスチール片を溶融メッキし、亜鉛/アルミニウム合金のコーティングを形成することを包含するものである。この方法はジンカリューム(ZINCALUME)(登録商標)法として公知である。シリコン(1.5重量%程度)を浴に添加して、溶融コーティング金属とスチール片間での過剰な合金化を防止してもよい。シリコンがなければ、このような合金化は非常に急速に起こるので、結果的に発生した熱が実際にはこの片を加熱する場合がある。したがって、シリコンなしで得られたコーティングは、厚くて(>20μm)脆いAl−Fe−Zn合金のコーティング層を生じ、製品を有効に使用することができない。シリコンが浴内に存在すれば、薄い(〜1μm)Al−Fe−Zn−Siの四元合金層を形成し、これはスチール表面上でブランケットとして機能して、溶融コーティング金属から表面を分離し、これによって急速な合金化を防ぎ、十分なコーティングの上塗りを形成することができる。
【0003】
しかし、シリコンが浴内に存在することは、別の問題を引き起こす。たとえば、コーティング硬化時にシリコンの針状結晶が析出し、コーティング内で成長するといったことが見られた。これらのシリコンの針状結晶はしばしば、Al−Fe−Zn−Siの四元合金層と結びついて、合金層への腐食経路を与え得る。シリコンの針状結晶はまた、コーティング層の脆性を増加させ得る。また、浴内にシリコンが存在することは、ある種別の浴添加剤、たとえば、マグネシウムを、所望コーティング特性を生じさせるために使用することを不可能にする場合があることを意味する。たとえば、シリコンはマグネシウムと反応して脆弱なMg2Si相を生成し、そして、このことはコーティング層の脆性を増加させる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記は共通の一般知識として認められているものではない。
【課題を解決するための手段】
【0005】
本発明は金属基材をコーティングする方法を提供し、この方法は:
(a)ここで記載されるように、合金コントロール材料を基材上に蒸着または電着させる工程と;
(b)基材を溶融コーティング材料浴に通して、溶着させた合金コントロール材料上にコーティング材料のコーティングを形成する工程とを
包含する。
【0006】
「合金コントロール材料」という用語は、本明細書全体にわたって使用されるように、金属基材の金属とコーティング材料の1以上の成分間での合金化の程度を制御する材料を言う。
【0007】
基材を溶融材料浴に通す前に、合金コントロール材料層を金属基材上に蒸着または電着させることによって、浴のシリコンと同様のまたはより改良された効果を、スチール基材上にコーティングを形成する際に、亜鉛、アルミニウム、およびシリコンの浴において達成することができる。合金コントロール材料はまた、別の(たとえば、さらに薄い)合金層をスチール基材上に形成して、より少ない材料で、浴のシリコンよりも向上した効果を達成することができる。したがって、たとえば、蒸着させる合金コントロール材料がシリコンである場合には、溶融浴に必要な材料よりも少ない材料を溶着させるだけで、同じまたは向上した合金コントロールの成果を達成することができる。
【0008】
さらに浴を、シリコンを含まないように配合してもよく、したがって、このことはシリコンのない、故により延性のあるコーティング層を容易に形成する。そしてさらに、他の添加剤、たとえば、マグネシウムを浴に導入することができる。
【0009】
前段落にもかかわらず、本方法は、合金コントロール材料を溶融コーティング材料浴に添加することを包含してもよく、基材が溶融コーティング材料浴を通ることで、蒸着または電着させた合金コントロール材料が基材から溶け出すのを最小限にする。たとえば、シリコンが合金コントロール材料であり、溶融浴がシリコンを含まない場合には、基材が溶融浴を通ることで湿潤したら、シリコンに関して少なくとも基材と溶融浴間で平衡に達するまでは、非常に強力な推進力が蒸着または電着させたシリコンからシリコンを溶出させるために働く。
【0010】
本方法は、蒸着または電着させた合金コントロール材料上での酸化物の形成を最小限にすることを包含してもよい。好ましくは、溶融コーティング材料浴に投入する基材上の、蒸着または電着させた合金コントロール材料上には酸化物はない。本方法は、基材を溶融コーティング材料浴に輸送する前に、蒸着または電着させた合金コントロール材料上に亜鉛コーティングを形成することを包含してもよい。
【0011】
合金コントロール材料を、(以下に記載されるように)物理的または化学的蒸着技術または電着技術によって、基材上に溶着させてもよい。
【0012】
この点では、合金コントロール材料を、基材上に、十分な厚さを有する層として溶着させて、金属基材の金属とコーティング材料の1以上の成分間の過剰な合金化を防止してもよい。
【0013】
層は連続層であってもよい。
【0014】
合金コントロール材料の層はコーティング層に比べて、たとえば、0.01〜1.0μm程度、好ましくは0.5μm以下の相対的に薄いものであってもよい。
【0015】
合金コントロール材料は、金属基材の金属とコーティング材料の1以上の成分の両方と合金を形成することができ、これによって、合金コントロール材料上にコーティング材料のコーティングを形成することができる材料であり得る。
【0016】
コーティング材料が亜鉛とアルミニウムの合金である場合であって、特に金属基材がスチールから成る場合には、合金コントロール材料は、Si、Ti、Mn、Ni、Nb、Ta、W、およびZnのいずれか1つまたは複数を含んでもよい。
【0017】
Siを蒸着または電着するのが最適であり得るが、浴内のSiの機能と類似し得るので、別の材料、たとえば、Ti、Mn、Ni、Nb、Ta、W、Zn等を蒸着または電着することで、他の有益な効果、たとえば、コーティングの延性の改良のために、合金層の結晶構造の改良を達成することができる。
【0018】
金属基材はスチールから成るものでもよい。
【0019】
金属基材はシートの形態でもよく、より特別には、金属、たとえば、スチール片の形態でもよい。
【0020】
さらに、溶融コーティング材料浴は亜鉛およびアルミニウムを含有してもよい。
【0021】
亜鉛およびアルミニウム浴は少なくとも10重量%亜鉛、好ましくは少なくとも20重量%の亜鉛を含有してもよい。
【0022】
典型的な亜鉛およびアルミニウム浴は、亜鉛およびアルミニウムをそれぞれ55重量%および45重量%含有してもよい。
【0023】
溶融コーティング材料浴は、亜鉛、アルミニウムおよびシリコンを以下の重量%の範囲で含有してもよい:
アルミニウム:40〜60
亜鉛:40〜60
シリコン:0.3〜3。
【0024】
金属基材がスチールから成り、浴が亜鉛およびアルミニウムを含有する場合には、溶着させた合金コントロール材料(ACM)と共同で形成される合金は、Al−Fe−Zn−ACMの四元合金(たとえば、ACMがSiの場合には、Al−Fe−Zn−Siの四元合金)を含み得る。
【0025】
溶融コーティング材料浴はさらに、マグネシウムを含有してもよい。マグネシウムは、たとえば、酸または塩を含む環境において、特に基材とコーティング間の境界が露出する切断端部でのコーティング層の腐食耐性を向上させるように機能することができる。マグネシウムは浴材料の5重量%以下の量で存在してもよい。ある実施の形態では、マグネシウムを、浴材料の相応割合の亜鉛と置き換えてもよい。しかし、求められるコーティングの腐食機能とその時の金属のコストに依存して、マグネシウムはまた、ある割合のAlと、またはある割合のAlとZnの両方と置き換えてもよい。
【0026】
溶融コーティング材料浴は、添加剤として考えられるような、チタン、カルシウム、マンガン、カリウム、ビスマス、セリウムおよびランタンといった1以上の成分を全く含まなくてもよい。
【0027】
基材を溶融材料浴に通す工程は溶融メッキ処理工程でもよい。
【0028】
さらに、本方法は、合金コントロール材料を基材上に蒸着または電着する前に、基材を化学的に洗浄することを包含してもよい。
【0029】
本発明はまた、アルミニウムおよび亜鉛コーティングをスチールから成る基材上に形成する方法を提供し、この方法は:
(a)ある材料を基材上に蒸着または電着させる工程であって、材料はスチール内の鉄、およびコーティング内のアルミニウムおよび亜鉛と合金を形成することができる工程と;
(b)基材を、亜鉛およびアルミニウムおよび任意にシリコンを添加しない溶融浴に通して、基材上に亜鉛およびアルミニウムのコーティングを形成する工程とを
包含する。
【0030】
蒸着または電着させる材料は上記合金コントロール材料であってもよい。
【0031】
本発明はまた、上記のような蒸着または電着された合金コントロール材料層を、基材の少なくとも一方表面上に備える金属基材を提供する。
【0032】
金属基材はさらに、上記のようなコーティング材料のコーティングを備えてもよい。
【0033】
金属基材はスチール基材であってもよい。
【0034】
本発明はまた、基材と、基材の少なくとも一方表面上の上記のような蒸着または電着された合金コントロール材料層と、電着された合金コントロール材料層上の上記のようなコーティング材料のコーティングとを備えるコートされた基材を提供する。
【0035】
金属基材はスチール基材であってもよい。
【0036】
たとえば、金属基材がスチールから成り、コーティング材料が亜鉛およびアルミニウムを含有し、合金コントロール材料(ACM)がコーティング材料と合金を形成する場合には、合金はAl−Fe−Zn−ACMの四元合金(たとえば、ACMがSiの場合には、Al−Fe−Zn−Siの四元合金)を含む。
【0037】
本発明を、添付の図面を単に例として参照して、さらに記載する。
【図面の簡単な説明】
【0038】
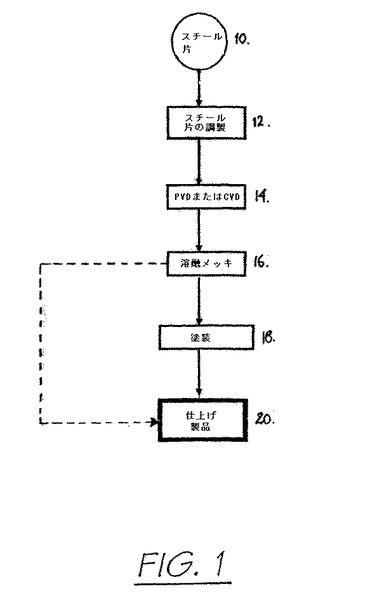
【図1】金属基材、この場合には、本発明によるスチール片をコーティングする方法のある実施の形態のプロセスフロー図である。
【0039】
【図2】本発明による蒸着されたSi層を備えるスチールシートのある実施の形態を概略的に示す。
【0040】
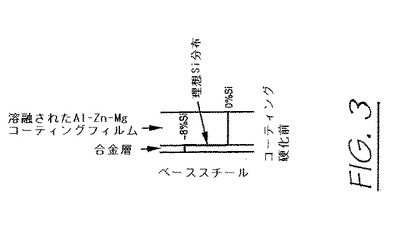
【図3】図2のスチールシートおよびSi層に、本発明のさらなる実施の形態によるAl−Zn−Mgコーティングが新規に塗付されたことを概略的に示す。
【0041】
【図4】硬化後の図3のスチールシート/Si層/コーティングを概略的に示す。
【発明を実施するための形態】
【0042】
始めに図1について言及すると、金属基材(典型的にはスチール片)をコーティングする方法を概略的に示す。コイル状スチール片10を解き、そして次の蒸着または電着用に合金コントロール材料を調製する。この時点で、典型的にスチール片を、アルカリ溶液を用いて化学的に洗浄し、次いでステーション12で化学洗浄溶液を乾燥する。場合によっては、化学溶媒を洗浄に用いてもよい。
【0043】
ある変更では、洗浄前に、スチール片をその所望の外形(たとえば、波型、溝型等)へと成形してもよい。しかし、次に蒸着または電着される層は非常に薄いので、典型的に柔軟性がある。さらに、蒸着または電着された層はスチール片表面に機械的に固定されるために、典型的に層は剥落することなくロールを通過することができる。したがって、片を予め成形することは必ずしも必要ではない。
【0044】
調製された片を次に、蒸着または電着ステージ14に通し、ここで物理的蒸着(PVD)処理、化学的蒸着(CVD)処理、または電着処理のいずれかを施し、片上に合金コントロール材料層を形成する。この処理を以下により詳細に記載する。
【0045】
より特別には、ステージ14で、合金コントロール材料を、片の典型的には両側とその端部上へと溶着させて、次の溶融浴内での溶融メッキに好適な片を調製する。たとえば、シリコン蒸気を片上に80〜180ナノメートル(nm)程度の範囲の厚さで溶着させてもよいが、この範囲は用途に依存して変更してもよい。
【0046】
蒸着または電着された片は次に、溶融メッキステージ16を通り、ここで片を公知の方法で溶融金属浴に浸漬し、片上に浴の材料のコーティングを形成する。典型的に、浴は溶融亜鉛およびアルミニウムと、任意の溶融マグネシウムとを含有する。成分の典型的な割合は、アルミニウムが55重量%で亜鉛が45重量%である(またはマグネシウムが存在する場合には、亜鉛が42重量%でマグネシウムが3重量%と言える)。
【0047】
任意の工程として、蒸着または電着ステージ14の後で溶融メッキステージ16の前に、片を熱処理して、蒸着または電着された層をスチール片の表面層へと予備合金化するようにしてもよい。この場合には、片は表面磨耗耐性となる。
【0048】
さらに、たとえば、蒸着または電着させた材料がシリコンを含む場合には、蒸着ステージ14の後で溶融メッキステージ16の前に、片を熱処理することで、SiおよびさらにはFeを、続く溶融コーティングと反応させて四元合金層を形成するのに、より容易に利用することができる(すなわち、FeがSi層全体に拡散する必要がない)。片を熱処理することはまた、Siが溶融コーティング内に溶けるといったリスクを最小限にすることができる。
【0049】
メッキ後、片をステージ16で冷却する。片は次に:
塗装ステージ18を通り、ここで、所望の色の塗料をコートされた片に塗布するか、
仕上げ製品ステージ20へと直接向かい、ここで、仕上げられた片を適当な長さに切断し、梱包および配送する。
【0050】
(たとえば、硬化オーブン中で)塗料を硬化した後、再度、塗装された片をこの仕上げ製品ステージに通してもよい。
【0051】
(溶着)
上で説明したように、ステージ14で、片に物理的蒸着、化学的蒸着かまたは電着処理のいずれかを施して、その上に合金コントロール材料を溶着させる。
【0052】
この方法で典型的に使用される合金コントロール材料には、シリコン、チタン、マンガン、ニッケル、ニオビウム、タンタル、タングステンおよび亜鉛がある。シリコンは比較的薄い溶着層でも、片内のスチールと溶融金属浴内の(特に)アルミニウム間での過剰な合金化を防ぐことができる点で、最適な合金コントロール材料である。しかし、チタン、マンガン、およびさらに少量でニッケル、ニオビウム、タンタルおよびタングステンも、合金化制御性を提供することが観察されている。また、これらの材料の混合物を用いて、溶着層に完全な特性を与えてもよい。
【0053】
(化学的蒸着(CVD))
CVDでは、固体材料を気相から基材上に溶着させる。CVD処理には、大気圧CVD、低圧CVD、金属−有機CVD、プラズマアシスト型およびプラズマ助長型CVD、レーザCVD、光化学蒸着、化学気相含浸および化学ビームエピタクシーがある。
【0054】
一般的に各場合において、前駆ガス(キャリアガスで希釈されてもよい)を反応容器に誘導し、加熱された基材上に流す。ガスは基材で反応しまたは分解して、基材上に溶着した固体相を形成する。所望タイプの反応を生じるように、基材温度を変更する。
【0055】
したがって、CVDではステージ14で、スチール片を反応容器内で加熱し、溶着させるべき合金コントロール材料を含有する蒸気をこの反応容器に導入する。この点で、材料は、より容易に蒸気化する化合物(たとえば、金属−有機化合物)であって、かつ加熱された金属基材と接触した際に反応または分解して、基材上に金属の溶着層を残す(この際金属−有機化合物を分解する)化合物の形態であり得る。
【0056】
(物理的蒸着(PVD))
PVDでは、溶着させるべき材料は原子レベルで基材に輸送される。CVDでは前駆体材料をガスの状態で反応容器に導入するが、PVDでは溶着させるべき材料は固体状態で処理を開始する。PVD処理の例としては、スパッタコーティングとパルスレーザ溶着の両方をステージ14で用いて、合金コントロール材料を溶着してもよい。
【0057】
PVD処理では、高エネルギー源、たとえば、電子ビームまたはパルスレーザを用いて合金コントロール材料に衝撃を与えることによって、この材料をまず蒸気化し、材料表面から原子を取り外し、これらを気化する。気化原子を次に、金属基材へと輸送し、基材上に案内して連続的に基材をコートする。このコーティングを、最適な厚さの層に達するまで、続ける。
【0058】
(電着)
電着処理では、電流の印加によって、電解液から溶解していた陽イオンを還元し、合金コントロール材料を溶着する。コートされるべきスチール片は電気回路の陰極として機能し、電流作用下で、合金コントロール材料の溶解していた陽イオンは、陰極(すなわち、スチール片)で金属へと還元され、これによってスチール基材上をメッキする。あるタイプの処理では、合金コントロール材料の固体金属状態の陽極を、電解液に陽イオンを投入することによって、溶解する。別の場合には、不活性な陽極を適用してもよく、この場合には、調製電解液または適切な塩化合物を添加することによって、電解液を常に合金コントロール材料の陽イオンで満たさねばならない。
【0059】
溶着層の厚さを制御して最適な機能を得る。この点で、層が薄すぎれば、過剰な合金化を止めるには合金コントロール材料が不十分となる。層が厚すぎれば、溶着層の外側領域で、溶着させた材料と基材との合金化反応が不十分となる。この反応が不十分であると、次のコーティング工程に影響し得る。たとえば、溶着層へのコーティングの付着性が悪くなる場合がある。また、コーティングと溶着層間の合金化も悪くなり、溶着させた合金コントロール材料が溶融浴へと放出することにもなり得る。
【0060】
ここで図2、3および4について言及すると、これらは蒸着および次のコーティングでの層形成のステージを示す。
【0061】
まず図2について言及すると、その上に蒸着されたシリコン層を備えるスチール片(ベーススチール)を示す。この点では、最小溶着層は80nmの厚さを有し、180nmの最大厚さを有する。これによって、FeとSi間合金を溶着層全体に形成することができる。したがって、蒸着技術は典型的に、この範囲内でSi層を提供するように調節される。
【0062】
ここで図3について言及すると、溶融メッキステージ16において、溶着されたスチール基材をここで溶融金属浴へと導入して、示されるようにコーティングフィルムを形成することができる。シリコンは既に合金内の蒸着層にFeと共に存在するので、浴はさらなるシリコンを有さない。溶融コーティングフィルムの塗布時、蒸着層内へとアルミニウムおよび亜鉛原子が拡散し、Al−Fe−Zn−Siの四元合金が形成する。この合金形成はまた、たとえば、AlとFe間での過剰な合金化を防ぐ(すなわち、制御する)。
【0063】
有益なシリコン分布とは、次の合金および蒸着層が約8重量%のシリコンとその他のものから成り、その他のものは約25重量%のFe、56重量%のAlおよび11重量%のZnから成り、かつ、好ましくは得られたコーティング層は内部にシリコンが存在せず、したがって、マグネシウムがこの層内にあってもよい場合のことである。
【0064】
マグネシウムはたとえば、コーティングフィルムがひび割れた場合や、ベーススチールがたとえば、コートされた片を切断することによって露出した場合の、腐食を防ぐことができるといった利益を有する。この点で、コーティング層内のMgは、露出領域に移動して酸化物を形成し、ベーススチールのさらなる腐食を防止することができる。したがって、Mgはピッティング腐食、端部アンダーカッティング腐食等を防止することができる。
【0065】
図4は、硬化後に得られた、上記のようなAl、ZnおよびMgを含有するコーティング層と四元合金から成る合金層とを備える、コートされた金属基材を概略的に示す。
【0066】
基材は典型的に、金属シートまたは片であるが、他のより複雑な外形および3次元形状に、ここで記載され定義されるような、蒸着または電着させる合金コントロール材料を用いたコーティング法を施してもよいと判断されるべきである。
【0067】
さらに、特定の実施の形態の方法およびコーティングを記載したが、この方法およびコーティングは多くの他の形態に包含され得るものと判断されるべきである。
【技術分野】
【0001】
金属基材をコーティングする方法およびこれによって製造され得られるコーティングを開示する。本方法は特に、スチール基材上への亜鉛/アルミニウムタイプのコーティングの分野で見出されたものであるが、専用の用途ではない。
【背景技術】
【0002】
金属基材をコーティングするある公知の方法は、亜鉛およびアルミニウムの溶融浴内でスチール片を溶融メッキし、亜鉛/アルミニウム合金のコーティングを形成することを包含するものである。この方法はジンカリューム(ZINCALUME)(登録商標)法として公知である。シリコン(1.5重量%程度)を浴に添加して、溶融コーティング金属とスチール片間での過剰な合金化を防止してもよい。シリコンがなければ、このような合金化は非常に急速に起こるので、結果的に発生した熱が実際にはこの片を加熱する場合がある。したがって、シリコンなしで得られたコーティングは、厚くて(>20μm)脆いAl−Fe−Zn合金のコーティング層を生じ、製品を有効に使用することができない。シリコンが浴内に存在すれば、薄い(〜1μm)Al−Fe−Zn−Siの四元合金層を形成し、これはスチール表面上でブランケットとして機能して、溶融コーティング金属から表面を分離し、これによって急速な合金化を防ぎ、十分なコーティングの上塗りを形成することができる。
【0003】
しかし、シリコンが浴内に存在することは、別の問題を引き起こす。たとえば、コーティング硬化時にシリコンの針状結晶が析出し、コーティング内で成長するといったことが見られた。これらのシリコンの針状結晶はしばしば、Al−Fe−Zn−Siの四元合金層と結びついて、合金層への腐食経路を与え得る。シリコンの針状結晶はまた、コーティング層の脆性を増加させ得る。また、浴内にシリコンが存在することは、ある種別の浴添加剤、たとえば、マグネシウムを、所望コーティング特性を生じさせるために使用することを不可能にする場合があることを意味する。たとえば、シリコンはマグネシウムと反応して脆弱なMg2Si相を生成し、そして、このことはコーティング層の脆性を増加させる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記は共通の一般知識として認められているものではない。
【課題を解決するための手段】
【0005】
本発明は金属基材をコーティングする方法を提供し、この方法は:
(a)ここで記載されるように、合金コントロール材料を基材上に蒸着または電着させる工程と;
(b)基材を溶融コーティング材料浴に通して、溶着させた合金コントロール材料上にコーティング材料のコーティングを形成する工程とを
包含する。
【0006】
「合金コントロール材料」という用語は、本明細書全体にわたって使用されるように、金属基材の金属とコーティング材料の1以上の成分間での合金化の程度を制御する材料を言う。
【0007】
基材を溶融材料浴に通す前に、合金コントロール材料層を金属基材上に蒸着または電着させることによって、浴のシリコンと同様のまたはより改良された効果を、スチール基材上にコーティングを形成する際に、亜鉛、アルミニウム、およびシリコンの浴において達成することができる。合金コントロール材料はまた、別の(たとえば、さらに薄い)合金層をスチール基材上に形成して、より少ない材料で、浴のシリコンよりも向上した効果を達成することができる。したがって、たとえば、蒸着させる合金コントロール材料がシリコンである場合には、溶融浴に必要な材料よりも少ない材料を溶着させるだけで、同じまたは向上した合金コントロールの成果を達成することができる。
【0008】
さらに浴を、シリコンを含まないように配合してもよく、したがって、このことはシリコンのない、故により延性のあるコーティング層を容易に形成する。そしてさらに、他の添加剤、たとえば、マグネシウムを浴に導入することができる。
【0009】
前段落にもかかわらず、本方法は、合金コントロール材料を溶融コーティング材料浴に添加することを包含してもよく、基材が溶融コーティング材料浴を通ることで、蒸着または電着させた合金コントロール材料が基材から溶け出すのを最小限にする。たとえば、シリコンが合金コントロール材料であり、溶融浴がシリコンを含まない場合には、基材が溶融浴を通ることで湿潤したら、シリコンに関して少なくとも基材と溶融浴間で平衡に達するまでは、非常に強力な推進力が蒸着または電着させたシリコンからシリコンを溶出させるために働く。
【0010】
本方法は、蒸着または電着させた合金コントロール材料上での酸化物の形成を最小限にすることを包含してもよい。好ましくは、溶融コーティング材料浴に投入する基材上の、蒸着または電着させた合金コントロール材料上には酸化物はない。本方法は、基材を溶融コーティング材料浴に輸送する前に、蒸着または電着させた合金コントロール材料上に亜鉛コーティングを形成することを包含してもよい。
【0011】
合金コントロール材料を、(以下に記載されるように)物理的または化学的蒸着技術または電着技術によって、基材上に溶着させてもよい。
【0012】
この点では、合金コントロール材料を、基材上に、十分な厚さを有する層として溶着させて、金属基材の金属とコーティング材料の1以上の成分間の過剰な合金化を防止してもよい。
【0013】
層は連続層であってもよい。
【0014】
合金コントロール材料の層はコーティング層に比べて、たとえば、0.01〜1.0μm程度、好ましくは0.5μm以下の相対的に薄いものであってもよい。
【0015】
合金コントロール材料は、金属基材の金属とコーティング材料の1以上の成分の両方と合金を形成することができ、これによって、合金コントロール材料上にコーティング材料のコーティングを形成することができる材料であり得る。
【0016】
コーティング材料が亜鉛とアルミニウムの合金である場合であって、特に金属基材がスチールから成る場合には、合金コントロール材料は、Si、Ti、Mn、Ni、Nb、Ta、W、およびZnのいずれか1つまたは複数を含んでもよい。
【0017】
Siを蒸着または電着するのが最適であり得るが、浴内のSiの機能と類似し得るので、別の材料、たとえば、Ti、Mn、Ni、Nb、Ta、W、Zn等を蒸着または電着することで、他の有益な効果、たとえば、コーティングの延性の改良のために、合金層の結晶構造の改良を達成することができる。
【0018】
金属基材はスチールから成るものでもよい。
【0019】
金属基材はシートの形態でもよく、より特別には、金属、たとえば、スチール片の形態でもよい。
【0020】
さらに、溶融コーティング材料浴は亜鉛およびアルミニウムを含有してもよい。
【0021】
亜鉛およびアルミニウム浴は少なくとも10重量%亜鉛、好ましくは少なくとも20重量%の亜鉛を含有してもよい。
【0022】
典型的な亜鉛およびアルミニウム浴は、亜鉛およびアルミニウムをそれぞれ55重量%および45重量%含有してもよい。
【0023】
溶融コーティング材料浴は、亜鉛、アルミニウムおよびシリコンを以下の重量%の範囲で含有してもよい:
アルミニウム:40〜60
亜鉛:40〜60
シリコン:0.3〜3。
【0024】
金属基材がスチールから成り、浴が亜鉛およびアルミニウムを含有する場合には、溶着させた合金コントロール材料(ACM)と共同で形成される合金は、Al−Fe−Zn−ACMの四元合金(たとえば、ACMがSiの場合には、Al−Fe−Zn−Siの四元合金)を含み得る。
【0025】
溶融コーティング材料浴はさらに、マグネシウムを含有してもよい。マグネシウムは、たとえば、酸または塩を含む環境において、特に基材とコーティング間の境界が露出する切断端部でのコーティング層の腐食耐性を向上させるように機能することができる。マグネシウムは浴材料の5重量%以下の量で存在してもよい。ある実施の形態では、マグネシウムを、浴材料の相応割合の亜鉛と置き換えてもよい。しかし、求められるコーティングの腐食機能とその時の金属のコストに依存して、マグネシウムはまた、ある割合のAlと、またはある割合のAlとZnの両方と置き換えてもよい。
【0026】
溶融コーティング材料浴は、添加剤として考えられるような、チタン、カルシウム、マンガン、カリウム、ビスマス、セリウムおよびランタンといった1以上の成分を全く含まなくてもよい。
【0027】
基材を溶融材料浴に通す工程は溶融メッキ処理工程でもよい。
【0028】
さらに、本方法は、合金コントロール材料を基材上に蒸着または電着する前に、基材を化学的に洗浄することを包含してもよい。
【0029】
本発明はまた、アルミニウムおよび亜鉛コーティングをスチールから成る基材上に形成する方法を提供し、この方法は:
(a)ある材料を基材上に蒸着または電着させる工程であって、材料はスチール内の鉄、およびコーティング内のアルミニウムおよび亜鉛と合金を形成することができる工程と;
(b)基材を、亜鉛およびアルミニウムおよび任意にシリコンを添加しない溶融浴に通して、基材上に亜鉛およびアルミニウムのコーティングを形成する工程とを
包含する。
【0030】
蒸着または電着させる材料は上記合金コントロール材料であってもよい。
【0031】
本発明はまた、上記のような蒸着または電着された合金コントロール材料層を、基材の少なくとも一方表面上に備える金属基材を提供する。
【0032】
金属基材はさらに、上記のようなコーティング材料のコーティングを備えてもよい。
【0033】
金属基材はスチール基材であってもよい。
【0034】
本発明はまた、基材と、基材の少なくとも一方表面上の上記のような蒸着または電着された合金コントロール材料層と、電着された合金コントロール材料層上の上記のようなコーティング材料のコーティングとを備えるコートされた基材を提供する。
【0035】
金属基材はスチール基材であってもよい。
【0036】
たとえば、金属基材がスチールから成り、コーティング材料が亜鉛およびアルミニウムを含有し、合金コントロール材料(ACM)がコーティング材料と合金を形成する場合には、合金はAl−Fe−Zn−ACMの四元合金(たとえば、ACMがSiの場合には、Al−Fe−Zn−Siの四元合金)を含む。
【0037】
本発明を、添付の図面を単に例として参照して、さらに記載する。
【図面の簡単な説明】
【0038】
【図1】金属基材、この場合には、本発明によるスチール片をコーティングする方法のある実施の形態のプロセスフロー図である。
【0039】
【図2】本発明による蒸着されたSi層を備えるスチールシートのある実施の形態を概略的に示す。
【0040】
【図3】図2のスチールシートおよびSi層に、本発明のさらなる実施の形態によるAl−Zn−Mgコーティングが新規に塗付されたことを概略的に示す。
【0041】
【図4】硬化後の図3のスチールシート/Si層/コーティングを概略的に示す。
【発明を実施するための形態】
【0042】
始めに図1について言及すると、金属基材(典型的にはスチール片)をコーティングする方法を概略的に示す。コイル状スチール片10を解き、そして次の蒸着または電着用に合金コントロール材料を調製する。この時点で、典型的にスチール片を、アルカリ溶液を用いて化学的に洗浄し、次いでステーション12で化学洗浄溶液を乾燥する。場合によっては、化学溶媒を洗浄に用いてもよい。
【0043】
ある変更では、洗浄前に、スチール片をその所望の外形(たとえば、波型、溝型等)へと成形してもよい。しかし、次に蒸着または電着される層は非常に薄いので、典型的に柔軟性がある。さらに、蒸着または電着された層はスチール片表面に機械的に固定されるために、典型的に層は剥落することなくロールを通過することができる。したがって、片を予め成形することは必ずしも必要ではない。
【0044】
調製された片を次に、蒸着または電着ステージ14に通し、ここで物理的蒸着(PVD)処理、化学的蒸着(CVD)処理、または電着処理のいずれかを施し、片上に合金コントロール材料層を形成する。この処理を以下により詳細に記載する。
【0045】
より特別には、ステージ14で、合金コントロール材料を、片の典型的には両側とその端部上へと溶着させて、次の溶融浴内での溶融メッキに好適な片を調製する。たとえば、シリコン蒸気を片上に80〜180ナノメートル(nm)程度の範囲の厚さで溶着させてもよいが、この範囲は用途に依存して変更してもよい。
【0046】
蒸着または電着された片は次に、溶融メッキステージ16を通り、ここで片を公知の方法で溶融金属浴に浸漬し、片上に浴の材料のコーティングを形成する。典型的に、浴は溶融亜鉛およびアルミニウムと、任意の溶融マグネシウムとを含有する。成分の典型的な割合は、アルミニウムが55重量%で亜鉛が45重量%である(またはマグネシウムが存在する場合には、亜鉛が42重量%でマグネシウムが3重量%と言える)。
【0047】
任意の工程として、蒸着または電着ステージ14の後で溶融メッキステージ16の前に、片を熱処理して、蒸着または電着された層をスチール片の表面層へと予備合金化するようにしてもよい。この場合には、片は表面磨耗耐性となる。
【0048】
さらに、たとえば、蒸着または電着させた材料がシリコンを含む場合には、蒸着ステージ14の後で溶融メッキステージ16の前に、片を熱処理することで、SiおよびさらにはFeを、続く溶融コーティングと反応させて四元合金層を形成するのに、より容易に利用することができる(すなわち、FeがSi層全体に拡散する必要がない)。片を熱処理することはまた、Siが溶融コーティング内に溶けるといったリスクを最小限にすることができる。
【0049】
メッキ後、片をステージ16で冷却する。片は次に:
塗装ステージ18を通り、ここで、所望の色の塗料をコートされた片に塗布するか、
仕上げ製品ステージ20へと直接向かい、ここで、仕上げられた片を適当な長さに切断し、梱包および配送する。
【0050】
(たとえば、硬化オーブン中で)塗料を硬化した後、再度、塗装された片をこの仕上げ製品ステージに通してもよい。
【0051】
(溶着)
上で説明したように、ステージ14で、片に物理的蒸着、化学的蒸着かまたは電着処理のいずれかを施して、その上に合金コントロール材料を溶着させる。
【0052】
この方法で典型的に使用される合金コントロール材料には、シリコン、チタン、マンガン、ニッケル、ニオビウム、タンタル、タングステンおよび亜鉛がある。シリコンは比較的薄い溶着層でも、片内のスチールと溶融金属浴内の(特に)アルミニウム間での過剰な合金化を防ぐことができる点で、最適な合金コントロール材料である。しかし、チタン、マンガン、およびさらに少量でニッケル、ニオビウム、タンタルおよびタングステンも、合金化制御性を提供することが観察されている。また、これらの材料の混合物を用いて、溶着層に完全な特性を与えてもよい。
【0053】
(化学的蒸着(CVD))
CVDでは、固体材料を気相から基材上に溶着させる。CVD処理には、大気圧CVD、低圧CVD、金属−有機CVD、プラズマアシスト型およびプラズマ助長型CVD、レーザCVD、光化学蒸着、化学気相含浸および化学ビームエピタクシーがある。
【0054】
一般的に各場合において、前駆ガス(キャリアガスで希釈されてもよい)を反応容器に誘導し、加熱された基材上に流す。ガスは基材で反応しまたは分解して、基材上に溶着した固体相を形成する。所望タイプの反応を生じるように、基材温度を変更する。
【0055】
したがって、CVDではステージ14で、スチール片を反応容器内で加熱し、溶着させるべき合金コントロール材料を含有する蒸気をこの反応容器に導入する。この点で、材料は、より容易に蒸気化する化合物(たとえば、金属−有機化合物)であって、かつ加熱された金属基材と接触した際に反応または分解して、基材上に金属の溶着層を残す(この際金属−有機化合物を分解する)化合物の形態であり得る。
【0056】
(物理的蒸着(PVD))
PVDでは、溶着させるべき材料は原子レベルで基材に輸送される。CVDでは前駆体材料をガスの状態で反応容器に導入するが、PVDでは溶着させるべき材料は固体状態で処理を開始する。PVD処理の例としては、スパッタコーティングとパルスレーザ溶着の両方をステージ14で用いて、合金コントロール材料を溶着してもよい。
【0057】
PVD処理では、高エネルギー源、たとえば、電子ビームまたはパルスレーザを用いて合金コントロール材料に衝撃を与えることによって、この材料をまず蒸気化し、材料表面から原子を取り外し、これらを気化する。気化原子を次に、金属基材へと輸送し、基材上に案内して連続的に基材をコートする。このコーティングを、最適な厚さの層に達するまで、続ける。
【0058】
(電着)
電着処理では、電流の印加によって、電解液から溶解していた陽イオンを還元し、合金コントロール材料を溶着する。コートされるべきスチール片は電気回路の陰極として機能し、電流作用下で、合金コントロール材料の溶解していた陽イオンは、陰極(すなわち、スチール片)で金属へと還元され、これによってスチール基材上をメッキする。あるタイプの処理では、合金コントロール材料の固体金属状態の陽極を、電解液に陽イオンを投入することによって、溶解する。別の場合には、不活性な陽極を適用してもよく、この場合には、調製電解液または適切な塩化合物を添加することによって、電解液を常に合金コントロール材料の陽イオンで満たさねばならない。
【0059】
溶着層の厚さを制御して最適な機能を得る。この点で、層が薄すぎれば、過剰な合金化を止めるには合金コントロール材料が不十分となる。層が厚すぎれば、溶着層の外側領域で、溶着させた材料と基材との合金化反応が不十分となる。この反応が不十分であると、次のコーティング工程に影響し得る。たとえば、溶着層へのコーティングの付着性が悪くなる場合がある。また、コーティングと溶着層間の合金化も悪くなり、溶着させた合金コントロール材料が溶融浴へと放出することにもなり得る。
【0060】
ここで図2、3および4について言及すると、これらは蒸着および次のコーティングでの層形成のステージを示す。
【0061】
まず図2について言及すると、その上に蒸着されたシリコン層を備えるスチール片(ベーススチール)を示す。この点では、最小溶着層は80nmの厚さを有し、180nmの最大厚さを有する。これによって、FeとSi間合金を溶着層全体に形成することができる。したがって、蒸着技術は典型的に、この範囲内でSi層を提供するように調節される。
【0062】
ここで図3について言及すると、溶融メッキステージ16において、溶着されたスチール基材をここで溶融金属浴へと導入して、示されるようにコーティングフィルムを形成することができる。シリコンは既に合金内の蒸着層にFeと共に存在するので、浴はさらなるシリコンを有さない。溶融コーティングフィルムの塗布時、蒸着層内へとアルミニウムおよび亜鉛原子が拡散し、Al−Fe−Zn−Siの四元合金が形成する。この合金形成はまた、たとえば、AlとFe間での過剰な合金化を防ぐ(すなわち、制御する)。
【0063】
有益なシリコン分布とは、次の合金および蒸着層が約8重量%のシリコンとその他のものから成り、その他のものは約25重量%のFe、56重量%のAlおよび11重量%のZnから成り、かつ、好ましくは得られたコーティング層は内部にシリコンが存在せず、したがって、マグネシウムがこの層内にあってもよい場合のことである。
【0064】
マグネシウムはたとえば、コーティングフィルムがひび割れた場合や、ベーススチールがたとえば、コートされた片を切断することによって露出した場合の、腐食を防ぐことができるといった利益を有する。この点で、コーティング層内のMgは、露出領域に移動して酸化物を形成し、ベーススチールのさらなる腐食を防止することができる。したがって、Mgはピッティング腐食、端部アンダーカッティング腐食等を防止することができる。
【0065】
図4は、硬化後に得られた、上記のようなAl、ZnおよびMgを含有するコーティング層と四元合金から成る合金層とを備える、コートされた金属基材を概略的に示す。
【0066】
基材は典型的に、金属シートまたは片であるが、他のより複雑な外形および3次元形状に、ここで記載され定義されるような、蒸着または電着させる合金コントロール材料を用いたコーティング法を施してもよいと判断されるべきである。
【0067】
さらに、特定の実施の形態の方法およびコーティングを記載したが、この方法およびコーティングは多くの他の形態に包含され得るものと判断されるべきである。
【特許請求の範囲】
【請求項1】
金属基材をコーティングする方法であって:
(a)ここで記載されるように、合金コントロール材料を基材上に蒸着または電着させる工程と;
(b)基材を溶融コーティング材料浴に通して、溶着させた合金コントロール材料上にコーティング材料のコーティングを形成する工程とを
包含する方法。
【請求項2】
合金コントロール材料を溶融コーティング材料浴に添加し、基材が溶融コーティング材料浴を通ることで、蒸着または電着させた合金コントロール材料が基材から溶け出すのを最小限にすることを包含する請求項1に記載される方法。
【請求項3】
蒸着または電着させた合金コントロール材料上での酸化物の形成を最小限にすることを包含する請求項1または請求項2に記載される方法。
【請求項4】
蒸着または電着させた合金コントロール材料上での酸化物の形成を最小限にし、溶融コーティング材料浴に投入する基材上の、蒸着または電着させた合金コントロール材料上には酸化物がないようにすることを包含する請求項3に記載される方法。
【請求項5】
基材を溶融材料浴に輸送する前に、蒸着または電着させた合金コントロール材料上に亜鉛コーティングを形成することを包含する前出の請求項のいずれかに記載される方法。
【請求項6】
合金コントロール材料を基材上に(以下に記載されるように)物理的または化学的蒸着技術または電着技術によって溶着させることを包含する前出の請求項のいずれかに記載される方法。
【請求項7】
合金コントロール材料を、基材上に、十分な厚さを有する層として溶着させて、金属基材の金属とコーティング材料の1以上の成分間の過剰な合金化を防止することを包含する請求項6に記載される方法。
【請求項8】
合金コントロール材料の層はコーティング層に比べて相対的に薄い請求項7に記載される方法。
【請求項9】
合金コントロール材料の層は0.01〜1.0μm程度、好ましくは0.5μm以下である請求項7または請求項8に記載される方法。
【請求項10】
合金コントロール材料は、金属基材の金属とコーティング材料の1以上の成分の両方と合金を形成することができ、これによって、合金コントロール材料上にコーティング材料のコーティングを形成することができる材料である前出の請求項のいずれかに記載される方法。
【請求項11】
コーティング材料が亜鉛とアルミニウムの合金である場合であって、特に金属基材がスチールから成る場合には、合金コントロール材料は、Si、Ti、Mn、Ni、Nb、Ta、W、およびZnのいずれか1つまたは複数を含む請求項10に記載される方法。
【請求項12】
溶融コーティング材料浴が亜鉛およびアルミニウムを含有する前出の請求項のいずれかに記載される方法。
【請求項13】
亜鉛およびアルミニウム浴は少なくとも10重量%の亜鉛、好ましくは少なくとも20重量%の亜鉛を含有する請求項12に記載される方法。
【請求項14】
金属基材がスチールから成り、浴が亜鉛およびアルミニウムを含有する場合には、溶着させた合金コントロール材料(ACM)と共同で形成される合金は、Al−Fe−Zn−ACMの四元合金(たとえば、ACMがSiの場合には、Al−Fe−Zn−Siの四元合金)を含む前出の請求項のいずれかに記載される方法。
【請求項15】
溶融コーティング材料浴は、添加剤として考えられるような、チタン、カルシウム、マンガン、カリウム、ビスマス、セリウムおよびランタンといった1以上の成分を全く含まない請求項11〜請求項14のいずれかに記載される方法。
【請求項16】
アルミニウムおよび亜鉛コーティングをスチールから成る基材上に形成する方法であって:
(a)ある材料を基材上に蒸着または電着させる工程であって、材料はスチール内の鉄、およびコーティング内のアルミニウムおよび亜鉛と合金を形成することができる工程と;
(b)基材を、亜鉛およびアルミニウムおよび任意にシリコンを添加しない溶融浴に通して、基材上に亜鉛およびアルミニウムのコーティングを形成する工程とを
包含する方法。
【請求項17】
蒸着または電着させる材料が、前出の請求項のいずれかに記載される合金コントロール材料である請求項16に記載される方法。
【請求項18】
前出の請求項のいずれかに記載されるような、蒸着または電着された合金コントロール材料層を、基材の少なくとも一方表面上に備える金属基材。
【請求項19】
請求項1〜請求項17のいずれかに記載されるコーティング材料のコーティングをさらに備える請求項18に記載される金属基材。
【請求項20】
基材と、基材の少なくとも一方表面上の請求項1〜請求項17のいずれかに記載される蒸着または電着された合金コントロール材料層と、電着された合金コントロール材料層上の請求項1〜請求項17のいずれかに記載されるコーティング材料のコーティングとを備えるコートされた基材。
【請求項21】
金属基材がスチールから成り、コーティング材料が亜鉛およびアルミニウムを含有し、合金コントロール材料(ACM)がコーティング材料と合金を形成する場合には、合金はAl−Fe−Zn−ACMの四元合金(たとえば、ACMがSiの場合には、Al−Fe−Zn−Siの四元合金)を含む請求項20に記載されるコートされた基材。
【請求項1】
金属基材をコーティングする方法であって:
(a)ここで記載されるように、合金コントロール材料を基材上に蒸着または電着させる工程と;
(b)基材を溶融コーティング材料浴に通して、溶着させた合金コントロール材料上にコーティング材料のコーティングを形成する工程とを
包含する方法。
【請求項2】
合金コントロール材料を溶融コーティング材料浴に添加し、基材が溶融コーティング材料浴を通ることで、蒸着または電着させた合金コントロール材料が基材から溶け出すのを最小限にすることを包含する請求項1に記載される方法。
【請求項3】
蒸着または電着させた合金コントロール材料上での酸化物の形成を最小限にすることを包含する請求項1または請求項2に記載される方法。
【請求項4】
蒸着または電着させた合金コントロール材料上での酸化物の形成を最小限にし、溶融コーティング材料浴に投入する基材上の、蒸着または電着させた合金コントロール材料上には酸化物がないようにすることを包含する請求項3に記載される方法。
【請求項5】
基材を溶融材料浴に輸送する前に、蒸着または電着させた合金コントロール材料上に亜鉛コーティングを形成することを包含する前出の請求項のいずれかに記載される方法。
【請求項6】
合金コントロール材料を基材上に(以下に記載されるように)物理的または化学的蒸着技術または電着技術によって溶着させることを包含する前出の請求項のいずれかに記載される方法。
【請求項7】
合金コントロール材料を、基材上に、十分な厚さを有する層として溶着させて、金属基材の金属とコーティング材料の1以上の成分間の過剰な合金化を防止することを包含する請求項6に記載される方法。
【請求項8】
合金コントロール材料の層はコーティング層に比べて相対的に薄い請求項7に記載される方法。
【請求項9】
合金コントロール材料の層は0.01〜1.0μm程度、好ましくは0.5μm以下である請求項7または請求項8に記載される方法。
【請求項10】
合金コントロール材料は、金属基材の金属とコーティング材料の1以上の成分の両方と合金を形成することができ、これによって、合金コントロール材料上にコーティング材料のコーティングを形成することができる材料である前出の請求項のいずれかに記載される方法。
【請求項11】
コーティング材料が亜鉛とアルミニウムの合金である場合であって、特に金属基材がスチールから成る場合には、合金コントロール材料は、Si、Ti、Mn、Ni、Nb、Ta、W、およびZnのいずれか1つまたは複数を含む請求項10に記載される方法。
【請求項12】
溶融コーティング材料浴が亜鉛およびアルミニウムを含有する前出の請求項のいずれかに記載される方法。
【請求項13】
亜鉛およびアルミニウム浴は少なくとも10重量%の亜鉛、好ましくは少なくとも20重量%の亜鉛を含有する請求項12に記載される方法。
【請求項14】
金属基材がスチールから成り、浴が亜鉛およびアルミニウムを含有する場合には、溶着させた合金コントロール材料(ACM)と共同で形成される合金は、Al−Fe−Zn−ACMの四元合金(たとえば、ACMがSiの場合には、Al−Fe−Zn−Siの四元合金)を含む前出の請求項のいずれかに記載される方法。
【請求項15】
溶融コーティング材料浴は、添加剤として考えられるような、チタン、カルシウム、マンガン、カリウム、ビスマス、セリウムおよびランタンといった1以上の成分を全く含まない請求項11〜請求項14のいずれかに記載される方法。
【請求項16】
アルミニウムおよび亜鉛コーティングをスチールから成る基材上に形成する方法であって:
(a)ある材料を基材上に蒸着または電着させる工程であって、材料はスチール内の鉄、およびコーティング内のアルミニウムおよび亜鉛と合金を形成することができる工程と;
(b)基材を、亜鉛およびアルミニウムおよび任意にシリコンを添加しない溶融浴に通して、基材上に亜鉛およびアルミニウムのコーティングを形成する工程とを
包含する方法。
【請求項17】
蒸着または電着させる材料が、前出の請求項のいずれかに記載される合金コントロール材料である請求項16に記載される方法。
【請求項18】
前出の請求項のいずれかに記載されるような、蒸着または電着された合金コントロール材料層を、基材の少なくとも一方表面上に備える金属基材。
【請求項19】
請求項1〜請求項17のいずれかに記載されるコーティング材料のコーティングをさらに備える請求項18に記載される金属基材。
【請求項20】
基材と、基材の少なくとも一方表面上の請求項1〜請求項17のいずれかに記載される蒸着または電着された合金コントロール材料層と、電着された合金コントロール材料層上の請求項1〜請求項17のいずれかに記載されるコーティング材料のコーティングとを備えるコートされた基材。
【請求項21】
金属基材がスチールから成り、コーティング材料が亜鉛およびアルミニウムを含有し、合金コントロール材料(ACM)がコーティング材料と合金を形成する場合には、合金はAl−Fe−Zn−ACMの四元合金(たとえば、ACMがSiの場合には、Al−Fe−Zn−Siの四元合金)を含む請求項20に記載されるコートされた基材。
【図1】

【図2】

【図3】
【図4】

【図2】
【図3】
【図4】
【公表番号】特表2011−511883(P2011−511883A)
【公表日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2010−537212(P2010−537212)
【出願日】平成20年12月9日(2008.12.9)
【国際出願番号】PCT/AU2008/001811
【国際公開番号】WO2009/073917
【国際公開日】平成21年6月18日(2009.6.18)
【出願人】(505132312)ブルースコープ・スティール・リミテッド (15)
【氏名又は名称原語表記】BLUESCOPE STEEL LIMITED
【住所又は居所原語表記】Level 11, 120 Collins Street, Melbourne, Victoria 3000, Australia
【Fターム(参考)】
【公表日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成20年12月9日(2008.12.9)
【国際出願番号】PCT/AU2008/001811
【国際公開番号】WO2009/073917
【国際公開日】平成21年6月18日(2009.6.18)
【出願人】(505132312)ブルースコープ・スティール・リミテッド (15)
【氏名又は名称原語表記】BLUESCOPE STEEL LIMITED
【住所又は居所原語表記】Level 11, 120 Collins Street, Melbourne, Victoria 3000, Australia
【Fターム(参考)】
[ Back to top ]