
金属ドラム、流延装置、流延膜の形成方法及び溶液製膜方法

【課題】バンドの溶接部に起因するバンドと水平ドラムとの摩耗及びフィルムの厚みムラ故障を防ぐ。
【解決手段】環状に形成されたバンド91は、長手方向に延びる溶接部91wを有する。
バンド91を支持するための水平ドラム124は、駆動軸124aと、駆動軸124aに軸着されたステンレス製のドラム本体124bとを備える。ドラム本体124bの外周部には、バンド91の裏面を支持するバンド支持面が形成される。バンド支持面には、逃げ溝124が設けられる。溶接部91wが逃げ溝の上に位置するように、バンド91をドラム本体124bに巻き掛ける。
【解決手段】環状に形成されたバンド91は、長手方向に延びる溶接部91wを有する。
バンド91を支持するための水平ドラム124は、駆動軸124aと、駆動軸124aに軸着されたステンレス製のドラム本体124bとを備える。ドラム本体124bの外周部には、バンド91の裏面を支持するバンド支持面が形成される。バンド支持面には、逃げ溝124が設けられる。溶接部91wが逃げ溝の上に位置するように、バンド91をドラム本体124bに巻き掛ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属ドラム、流延装置、流延膜の形成方法及び溶液製膜方法に関する。
【背景技術】
【0002】
液晶ディスプレイ(LCD)の大画面化に伴い、LCDに用いる光学フィルムにも大面積化が要求される。光学フィルムは、長尺に製造されてから、LCDの寸法に応じて所定のサイズにカットされる。したがって、より大きな面積の光学フィルムを製造するためには、幅が従来よりも大きな長尺の光学フィルムを製造する必要がある。
【0003】
長尺の光学フィルムの代表的な製造方法としては、溶液製膜方法がある。溶液製膜方法は、周知のように、ポリマーが溶剤に溶けているドープを、移動する流延支持体の上に流延し、ドープからなる流延膜を流延支持体上に形成し、流延膜を流延支持体から剥がして乾燥することによりフィルムを製造する方法である。
【0004】
流延支持体として、複数の金属ドラムに掛け渡された金属製のエンドレスバンドが用いられる。溶液製膜方法により製造することができるフィルムの最大幅は、このエンドレスバンドの幅に制約される。したがって、より大きな幅のフィルムを製造するには、より大きな幅のエンドレスバンドが必要となる。しかし、これまで、幅が2m程度までのエンドレスバンドしか得られていなかった。
【0005】
そこで、特許文献1では、幅方向の中央部になる中央部バンドと、各側部になる1対の側部バンドとを、長手方向に溶接することにより、従来よりも大きな幅のエンドレスバンドを得ている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】韓国特許公開公報第2009−0110082号
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところが、特許文献1に記載のようなエンドレスバンドを用いて、長時間(例えば、700時間以上)連続して、溶液製膜方法を行なった場合、削り粉故障や厚みムラ故障が起こった。発明者の鋭意検討の結果、削り粉故障や厚みムラ故障は、溶接部の突起や残留応力に起因するものであることを突き止めた。
【0008】
更に、発明者らの鋭意検討の結果、特許文献1に記載のようなエンドレスバンドは、長手方向に延びる溶接部に起因して、幅方向にて反りが起こりやすいことがわかった。特に、エンドレスバンドの幅方向端部、すなわち、中央部バンドから側部バンドにかけて反りが起こりやすい。幅方向端部が反ったエンドレスバンドを用いて溶液製膜方法を行えば、この反りに起因して、流延膜の厚みムラが生じる。このような厚みムラが生じた流延膜を乾燥しても、厚みムラが生じたフィルムとなってしまう(以下、厚みムラ故障と称する)。
【0009】
また、反りによって湾曲したエンドレスバンドの内側の面が金属ドラムの周面と接触するようにエンドレスバンドを金属ドラムに掛け渡した場合、エンドレスバンドの側部では、バンド端が局所的に金属ドラムの周面に接触することとなる。バンド端が局所的に駆動ローラの周面に接触する状態が継続されれば、エンドレスバンドの側部の変形が増大するため、上述した厚みムラ故障が起こりやすくなる。
【0010】
更に、厚みムラが生じた流延膜を剥ぎ取る際には剥げ残り故障が生じやすくなり、厚みムラが生じた流延膜を乾燥する場合には発泡が生じやすくなる。
【0011】
エンドレスバンドの反りを矯正するために、エンドレスバンドを巻きかけた状態で金属ドラムの間隔が大きくなるように金属ドラムを変移させて、エンドレスバンドにかかる移動テンションを増大させることも可能である。しかしながら、エンドレスバンドにかかる移動テンションが増大した状態のまま溶液製膜方法を行なうと、溶接部に起因するフィルムの厚みムラ故障及び削り粉故障が起こりやすくなる。
【0012】
本発明はこのような課題を解決するものであり、金属ドラム、流延装置、流延膜の形成方法及び溶液製膜方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明の金属ドラムは、回転自在に支持され、長手方向に延びた溶接部を有する金属製のエンドレスバンドを周面で支持し、前記周面には前記溶接部から逃げるための溝が周方向へ延設されたことを特徴とする。
【0014】
前記溝が環状に形成されたことが好ましい。また、前記溝の底部が平らであることが好ましい。
【0015】
本発明の流延装置は、上記の金属ドラムと、前記溶接部が前記溝の上に位置するように前記金属ドラムに巻き掛けられ、前記金属ドラムの回転により移動する前記エンドレスバンドと、ポリマー及び溶剤を含むドープを前記エンドレスバンドの表面に向けて流出する流延ダイと、前記流出したドープからなり前記表面上に形成された流延膜に加熱風をあてて、前記流延膜から前記溶剤を蒸発させる膜乾燥機とを備えることを特徴とする。
【0016】
前記流延膜を前記エンドレスバンドから剥離して湿潤フィルムとする剥離機を備えたことが好ましい。
【0017】
前記流延膜は前記エンドレスバンドのうち剥離用の前記金属ドラムに支持された部分で剥離され、前記剥離用の金属ドラムを冷却する剥離ドラム冷却機と、前記剥離用の金属ドラムに近づくように移動する前記エンドレスバンドの前記溶接部を裏面側から冷却するバンド裏面冷却機とを備えたことが好ましい。
【0018】
前記流延ダイから流出した前記ドープは前記エンドレスバンドのうち流延用の前記金属ドラムに支持された部分に到達し、前記流延用の金属ドラムを冷却する流延ドラム冷却機と、前記エンドレスバンドのうち前記ドープが到達する位置及び前記流延膜が剥離される位置の間に設けられ、前記流延用の金属ドラムに支持された前記溶接部を前記表面側から冷却するバンド表面冷却機とを備えたことが好ましい。
【0019】
本発明の流延膜の形成方法は、上記の流延装置を用いて、前記エンドレスバンドの表面に前記流延膜を形成することを特徴とする。
【0020】
本発明の溶液製膜方法は、上記の流延装置を用いて、前記エンドレスバンドの表面に前記流延膜を形成し、前記流延膜を前記エンドレスバンドから剥離してフィルムとすることを特徴とする。
【発明の効果】
【0021】
本発明によれば、溶接部に起因するフィルムの厚みムラ故障及び削り粉故障を抑えつつ、従来よりも幅が広い帯状のフィルムを効率よく製造することができる。
【0022】
従来のエンドレスバンド(幅が2m以下のもの)にも溶接部が存在していたが、この溶接部は幅方向に延びるものである。このようなエンドレスバンドを用いて得られたフィルムにおいて、溶接部に起因する厚みムラ等の悪影響が及んだ部分は、溶接部と同様に幅方向に延びる。したがって、得られた帯状のフィルムを幅方向で裁断することで、悪影響が及んだ部分を製品フィルムから取り除くことが容易であった。一方、長手方向に延びる溶接部を有するエンドレスバンドを用いる場合には、従来のエンドレスバンドと異なり、溶接部に起因して悪影響が及んだ部分を取り除くことが容易ではない。本発明によれば、流延膜のうち溶接部上に形成された部分を、製品用のフィルムに含めることができる。
【0023】
本発明によれば、かかる場合であっても、溶接部に起因するフィルムの厚みムラ故障及び削り粉故障を抑えつつ、従来よりも幅が広い帯状のフィルムを効率よく製造することができる。
【図面の簡単な説明】
【0024】
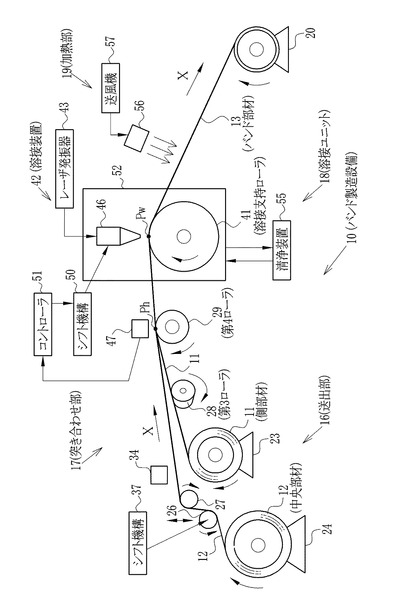
【図1】バンドの製造設備の概要を示す側面図である。
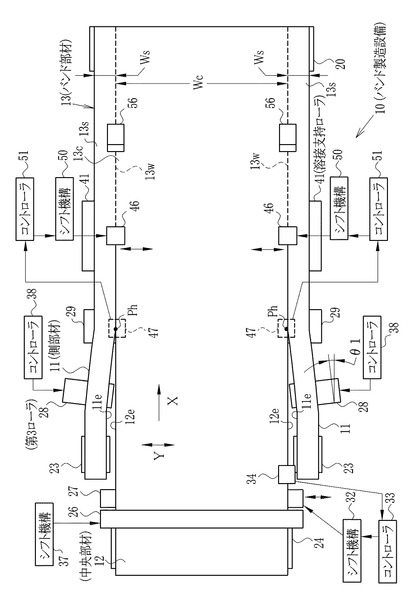
【図2】バンド製造設備の概要を示す平面図である。
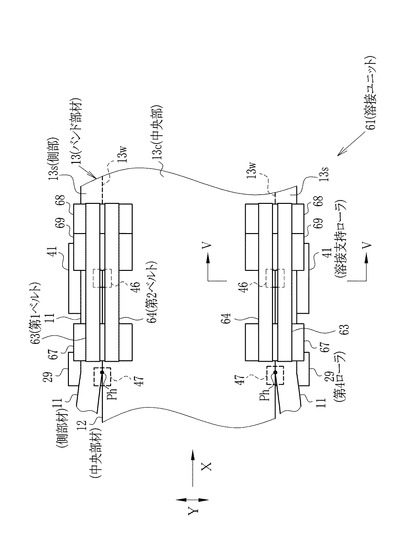
【図3】溶接ユニットの概要を示す側面図である。
【図4】溶接ユニットの概要を示す平面図である。
【図5】溶接支持ローラの概要を示すV−V線断面図である。
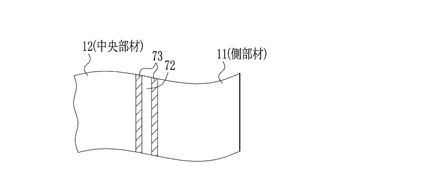
【図6】溶接ビード及びその周辺の説明図である。
【図7】テーパローラの概略図である。
【図8】クリップの概略図である。
【図9】バンドの概略図である。
【図10】溶液製膜設備の概要を示す側面図である。
【図11】流延装置の概要を示す側面図である。
【図12】流延装置本体の概要を示す斜視図である。
【図13】水平ドラムの概要を示す斜視図である。
【図14】バンドのP1―P1線断面図である。
【図15】バンド裏面冷却機の概要を示す斜視図である。
【図16】バンドのP2―P2線断面図である。
【発明を実施するための形態】
【0025】
図1及び図2に示すバンド製造設備10は、長尺の中央部材12と、中央部材12の幅方向両側に設けられる側部材11とからなる長尺のバンド部材13をつくるものである。
【0026】
側部材11と中央部材12とは、それぞれ金属製のシート材である。側部材11は相対的に幅が狭い幅狭のシート材である。側部材11と中央部材12とは、互いに同じ素材から形成されることが好ましく、互いに同一の原料及び形成工程を経て形成されることがより好ましい。例えば、側部材11及び中央部材12として、ステンレス鋼から形成されたもの用いることが好ましい。
【0027】
中央部材12としては、従来の流延支持体として用いられてきたバンドを用いてよい。中央部材12は、側部材11よりも幅が広く、本実施形態における中央部材12の幅は1500mm以上2100mm以下の範囲で一定であり、側部材11の幅は50mm以上500mm以下の範囲で一定である。
【0028】
バンド製造設備10は、送出部16と、突き合わせ部17と、溶接ユニット18と、加熱部19と、巻取装置20とを備える。
【0029】
(送出部)
送出部16は、側部材11を送り出す第1送出装置23と、中央部材12を送り出す第2送出装置24とを有し、側部材11と中央部材12とをそれぞれ独立して突き合わせ部17に送る。第1送出装置23には、ロール状に巻かれた側部材11がセットされ、側部材11を巻き出して突き合わせ部17に送る。第2送出装置24には、ロール状に巻かれた中央部材12がセットされ、中央部材12を巻き出して突き合わせ部17に送る。
【0030】
突き合わせ部17は、側部材11の側縁11eと中央部材12の側縁12eとが互いに接するように、独立して案内されてくる側部材11と中央部材12とを突き合わせる。突き合わせ部17は、中央部材12の搬送路に上流側から順に配される第1ローラ26と第2ローラ27、側部材11の搬送路に配される第3ローラ28、側部材11と中央部材12との両方を支持するように搬送路に配される第4ローラ29を有することが好ましい。
【0031】
第4ローラ29は、側部材11の一方の側縁と中央部材12の一方の側縁とが接触を開始する突き合わせ位置Phにおいて、送られてきた側部材11と中央部材12とを支持する突き合わせ支持ローラである。
【0032】
第2ローラ27と第3ローラ28とは、第4ローラ29の周面で中央部材12と側部材11とが接触するように中央部材12の搬送経路と側部材11の搬送経路とをそれぞれ調整する。
【0033】
第2ローラ27は、中央部材12の搬送経路を調整して、側部材11と溶接されるべき側縁12eの通過経路を、突き合わせ位置Phに向けて制御する。第2ローラ27は、中央部材12の幅方向Yに移動自在となっている。シフト機構32は、第2ローラ27を幅方向Yへ移動する。
【0034】
第2ローラ27と第4ローラ29との間には、中央部材12の各側縁12eのうちの一方の通過位置を検出し、検出した通過位置の信号をコントローラ33に送る位置検出手段34が配される。コントローラ33は、送られてきた通過位置の信号に基づき、幅方向Yにおける第2ローラ27の変位量を求め、変位量の信号をシフト機構32に送る。シフト機構32は、送られてきた変位量の信号に基づき第2ローラ27の傾きや中央部材12の幅方向Yにおける第2ローラ27の位置を変える。このように第2ローラ27の傾きや位置を変えることにより、中央部材12が幅方向Yに変位する。
【0035】
第1ローラ26には、シフト機構37が設けられていることが好ましい。このシフト機構37により、第1ローラ26は、第2ローラ27に向かう中央部材12を一方の部材面から押す。この第1ローラ26の変位量に応じて、第1ローラ26の中央部材12に対する押し圧が変わり、押し圧を調整することにより、第2ローラ27に巻き掛ける中央部材12の巻き掛け中心角を制御することができる。この巻き掛け中心角の制御により、第2ローラ27による中央部材12の幅方向Yでの変位量をより精緻に制御することができる。
【0036】
第3ローラ28は、側部材11の搬送経路を調整して、中央部材12と溶接されるべき一方の側縁11eの通過経路を突き合わせ位置Phに向けて調整する。第3ローラ28には、長手方向の向きを制御するコントローラ38が備えられる。このコントローラ38は、例えば、側部材11と接触している間の接触領域における周方向と中央部材12の搬送方向Xとのなす角θ1が変化するように、第3ローラ28の長手方向を側部材11の部材面に沿って変化させる。
【0037】
以上のように第1ローラ26〜第3ローラ28を用いて、突き合わせ位置Phが第4ローラ29上になるように制御することが好ましい。第1ローラ26〜第3ローラ28は、いずれも周方向に回転する駆動ローラであることが好ましい。周方向に回転することにより、第1ローラ26及び第2ローラ27は、中央部材12の搬送手段としても作用し、第3ローラ28は、側部材11の搬送手段としても作用する。第1ローラ26〜第3ローラ28を駆動ローラとすることにより、側部材11と中央部材12との搬送路の制御がより確実になるとともに、側部材11と中央部材12との第1ローラ26〜第3ローラ28上でのスリップを防止して部材面に傷がつくことが防止される。
【0038】
(溶接ユニット)
溶接ユニット18は、互いの側縁11e,12eが接触した状態で突き合わせ部17から供給される側部材11と中央部材12とを溶接する。突き合わせ部17から連続的に供給されることにより、側部材11と中央部材12とを長手方向で溶接する長手溶接工程を行うことができる。溶接ユニット18は、溶接装置42を備える。溶接装置42としては、例えば、レーザ溶接装置が挙げられる。レーザ溶接装置としては、例えば、CO2レーザ溶接装置や、YAGレーザ溶接装置を用いることができる。本実施態様では、CO2レーザ溶接装置を溶接装置42として用いた場合を説明する。
【0039】
溶接装置42は、集光したレーザ光を射出して、照射対象としての側部材11及び中央部材12にレーザ光を照射することにより、側部材11と中央部材12とを溶融して接合する。溶接装置42は、レーザ発振器43と、このレーザ発振器43から案内されてきたレーザ光を集光して射出する溶接装置本体46と、レーザ光を照射するにあたりCO2ガスを供給するガス供給部(図示無し)とを備える。CO2ガスは、側部材11と中央部材12との酸化を防止する。なお、図2においては、図の煩雑化を避けるためにレーザ発振器43の図示は略してある。
【0040】
レーザ溶接装置に代えてTIG溶接(Tungsten Inert Gas welding)装置を用いてもよい。TIG溶接とは、周知のように、アークを熱源とする溶接アーク溶接のひとつであり、シールドガスとしてイナートガス(不活性ガス)を用い、電極にはタングステンあるいはタングステン合金を用いるイナートガスアーク溶接の一種である。TIG溶接よりもレーザ溶接の方がより好ましい。また、TIG溶接とレーザ溶接とを組み合わせたハイブリッド溶接としてもよい。
【0041】
溶接装置本体46のレーザ光の射出口に対向するように、側部材11と中央部材12との搬送路には側部材11と中央部材12とを周面で支持する溶接支持ローラ41が備えてある。溶接支持ローラ41の回転軸は、側部材11及び中央部材12の幅方向Yと平行である。溶接支持ローラ41の周面で支持されている間の側部材11と中央部材12とにレーザ光が照射されるように、溶接支持ローラ41による側部材11と中央部材12との支持位置を設定することが好ましい。すなわち、溶接支持ローラ41上で、溶接をすることが好ましい。これにより、互いに側縁11e,12eが接した状態で側部材11と中央部材12とが安定し、照射すべき箇所にレーザ光を確実に照射することができる。
【0042】
溶接装置本体46には、幅方向Yに変位するためのシフト機構50が備えられることが好ましい。溶接装置42の上流側には、側部材11の側縁11eと中央部材12の側縁12eとが接している接触位置Ps(図5参照)を検出し、検出した接触位置Ps(図5参照)の信号をコントローラ51に送る位置検出手段47が設けてある。位置検出手段47は、突き合わせ位置Phから溶接装置42(例えば、溶接位置Pw)に至る搬送路近傍に配されてあればよい。
【0043】
コントローラ51は、送られてきた接触位置Ps(図5参照)の信号に基づき、幅方向Yにおける溶接装置本体46の変位量を求め、変位量の信号をシフト機構50に送る。コントローラ51は、側部材11と中央部材12との搬送速度の信号が入力されると、溶接装置本体46を変位させるべき変位量の信号とともに変位させるタイミングの信号とをシフト機構50に送る。シフト機構50は、送られてきた変位量及び変位のタイミングの信号に基づき、溶接装置本体46の位置を所定のタイミングで変える。このように溶接装置本体46の位置を幅方向Yで変えることにより、レーザ光の照射位置をより精緻に制御して、より確実に、側部材11と中央部材12とが溶接される。なお、本実施形態における溶接装置42への側部材11と中央部材12との搬送速度は0.15m/分以上20m/分以下の範囲としてある。
【0044】
溶接ユニット18には、図1に示すように、溶接装置本体46と溶接支持ローラ41とを外部空間と仕切るチャンバ52と、気体を清浄化する清浄装置55とを設けることがより好ましい。なお、図2においては、図の煩雑化を避けるためにチャンバ52と清浄装置55との図示は略してある。チャンバ52には、内部気体を外部に出す第1開口(図示無し)と、清浄装置55で清浄化された気体を内部に案内する第2開口(図示無し)とが設けられる。第1開口と第2開口とは、それぞれ清浄装置55に接続する。チャンバ52の内部気体は、第1開口から清浄装置55に案内され、清浄装置55はチャンバ52から案内されてきた気体を清浄化して第2開口を介してチャンバ52に送る。このように、チャンバ52の内部気体は、清浄装置55との間で循環される。
【0045】
チャンバ52の内部気体を清浄化しておくことにより、溶接位置Pw及びその周辺が清浄化され、溶接部13wに異物等が混入されてしまうことが防止される。なお、チャンバ52の内部の圧力が、外部空間の圧力よりも高く保持することにより、チャンバ52の内部を清浄化した状態により確実に保持することができる。また、溶接位置Pwを、送出部16、突き合わせ部17、加熱部19、巻取装置20に対して相対的に高い位置にすることにより、これらから異物が案内されることをより防止することができる。
【0046】
チャンバ52の内部の清浄度は、例えば、米国連邦規格FED−STD−209Dでのクラス1000以下とすることが好ましく、クラス100以下にすることがより好ましい。
【0047】
(加熱部)
加熱部19は、溶接ユニット18よりも下流側に設けられることが好ましい。加熱部19は、溶接により得られたバンド部材13の溶接部13wを一定の温度範囲になるように加熱するものであれば特に限定されない。溶接部13w及びその周辺には、溶接により生じたひずみに起因する応力が内部に残っていることがある。このような溶接部13wやその周辺を加熱部19により加熱することにより応力を除去することができる。この応力の除去により、長時間連続して溶液製膜方法を行う場合であっても、溶接部13wの変形を抑えることができる。
【0048】
加熱部19の加熱による溶接部13wの温度は、応力が除去される温度であれば特に限定されないが、例えばバンド部材13がステンレス鋼からなる場合には、溶接部13wの温度は、100℃以上200℃以下であることが好ましく、120℃以上180℃以下であることがより好ましい。
【0049】
加熱部19としては、例えば、送風手段がある。加熱部19としての送風手段は、図1に示すように、一定の温度の気体を吹き出すダクト56と、気体の温度を制御した上でこの気体をダクト56に送り込む送風機57とがある。なお、図2においては、図の煩雑化を避けるためにダクト56と送風機57との図示は略してある。
【0050】
加熱部19は、バンド部材13の搬送路に関し、図1のように溶接支持ローラ41とは反対側に設けてもよいし、溶接支持ローラ41と同じ側に設けてもよい。
【0051】
応力を除去されたバンド部材13は、加熱部19の下流の巻取装置20に送られ、ロール状に巻き取られる。巻取装置20には、バンド部材13を巻き取る巻き芯がセットされ、この巻き芯を周方向に回転させる駆動手段が設けられている。
【0052】
巻取装置20は、溶接位置Pwにおけるバンド部材13と側部材11及び中央部材12との張力を制御する溶接張力制御手段としても作用する。そこで、溶接位置Pwにおけるバンド部材13と側部材11及び中央部材12との張力が一定に保持されるように、巻取装置20のトルクを制御することが好ましい。これにより、溶接部13wを長手方向において一定の状態にすることができる。
【0053】
溶接を開始する場合には、例えば、巻取装置20を用いて以下のようにすると好ましい。まず、送出部16から巻取装置20に至る搬送路に側部材11と中央部材12とをセットし、側部材11と中央部材12との各先端を巻取装置20の巻き芯に巻き掛ける。側部材11と中央部材12との巻取を開始する。巻取を開始して、側部材11と中央部材12との搬送の経路を制御して突き合わせ位置Phを所定位置に保持する。側部材11と中央部材12との突き合わせ位置Phが一定に保持されるようになった後に、溶接装置42により溶接を開始する。
【0054】
(ずれ防止)
溶接は、側部材11と中央部材12とバンド部材13との位置ずれを抑止しながら実施することが好ましい。例えば、溶接ユニット18に代えて、押圧装置を備える図3及び図4に示すような溶接ユニット61を用いてもよい。溶接ユニット61は、図1及び図2に示す溶接ユニット18に、押圧装置62をさらに備えたものであり、シフト機構50、コントローラ51、チャンバ52、清浄装置55を溶接ユニット18と同様に備えるが、図示の煩雑化を避けるため図3及ぶ図4ではこれらの図示を略してある。また、図1及び図2と同じ装置、部材については図1及び図2と同じ符号を付し、説明を略す。なお、溶接ユニット61では、チャンバ52は、押圧装置62と溶接支持ローラ41とを外部空間と仕切るように囲む。
【0055】
押圧装置62は、溶接位置Pwにおける側部材11と中央部材12とバンド部材13との位置ずれを抑止するものであり、第1ベルト63及び第2ベルト64とからなる1対のベルトにより、溶接支持ローラ41上の側部材11と中央部材12とバンド部材13とを押さえる。
【0056】
第1ベルト63と第2ベルト64とは、環状に形成された無端のベルトである。第1ベルト63と第2ベルト64とは、第5ローラ67〜第7ローラ69の周面に、第5ローラ67〜第7ローラ69の各長手方向に並ぶように巻き掛けられる。第5ローラ67〜第7ローラ69のうち少なくともいずれかひとつのローラは、周方向に回転する駆動ローラとされる。この駆動ローラの回転によって、第1ベルト63と第2ベルト64とは、互いに平行な搬送路を保持しながら、搬送される。
【0057】
第5ローラ67〜第7ローラ69は、回転軸が溶接支持ローラ41の回転軸と平行となるように配される。
【0058】
第5ローラ67〜第7ローラ69は、側部材11と中央部材12との搬送路に関し、第4ローラ29と溶接支持ローラ41とが配されてある側とは反対側の領域に配される。第5ローラ67は、第4ローラ29から溶接支持ローラ41へ向かう側部材11と中央部材12との搬送路に対向するように設けられる。第6ローラ68は、溶接支持ローラ41から加熱部19に向かう側部材11と中央部材12との搬送路に対向するように設けられる。第7ローラ69は、第6ローラ68から第5ローラ67へ向かう第1ベルト63と第2ベルト64との搬送路を決定するように、適宜配される。
【0059】
第5ローラ67と第6ローラ68とは、第5ローラ67から第6ローラ68に向かう第1ベルト63と第2ベルト64とが、溶接支持ローラ41上の側部材11と中央部材12とバンド部材13とを押圧するように搬送されるように配される。例えば、溶接支持ローラ41上の側部材11と中央部材12とを上方から溶接する場合には、第5ローラ67と第6ローラ68とは、これらの各下端が、溶接支持ローラ41の上端よりも低い位置となるように配される。
【0060】
第5ローラ67と第6ローラ68とは、第1ベルト63の搬送路が側部材11と側部材11から形成されるバンド部材13の側部13sとの搬送路と対向するように、また、第2ベルト64の搬送路が中央部材12と中央部材12から形成されるバンド部材13の中央部13cとの搬送路に対向するように、設けられる。これにより、第1ベルト63は側部材11と側部13sとを、第2ベルト64は中央部材12と中央部13cとを、それぞれ溶接支持ローラ41に押圧する。
【0061】
以上のように、第1ベルト63と第2ベルト64とは、それぞれ溶接支持ローラ41にそれぞれ対向して設けられ、溶接位置Pwにおける側部材11と中央部材12との高さが等しくなるように押圧する。側部材11と中央部材12との高さとは、各部材11,12の表面の高さである。このように高さが等しくなるように側部材11と中央部材12とを押さえ、この状態で溶接を実施することにより、溶接部13wの態様が長手方向でより均一になるとともに、溶接をより確実に行うことができる。
【0062】
図5及び図6を参照しながら、長手溶接工程についてさらに詳細に説明する。第1ベルト63と第2ベルト64とは、互いに離れた状態で搬送される。第1ベルト63と第2ベルト64とは、溶接位置Pwが第1ベルト63と第2ベルト64との隙間を通過するように搬送路が設定される。これにより、側部材11の側縁11eと中央部材12の側縁12eとが接している接触位置Psは、図5に示すように第1ベルト63と第2ベルト64との隙間を通過し、第1ベルト63と第2ベルト64との間で溶接される。なお、図5においては溶接装置本体46の図示を略してある。
【0063】
第1ベルト63と第2ベルト64との間隔D1は、6mm以上12mm以下の範囲とすることが好ましい。側部材11と中央部材12との幅方向Yにおける断面において、接触位置Psと第1ベルト63との距離D2、及び、接触位置Psと第2ベルト64との距離D3は、それぞれ3mm以上6mm未満の範囲とすることが好ましい。
【0064】
押圧装置62に代えて、溶接支持ローラ41の回転軸と平行な回転軸を有するローラ(図示無し)を溶接装置本体46の上流と下流とにそれぞれ配してもよい。この場合には、上流の一方のローラで側部材11と中央部材12と押さえ、下流の他方でバンド部材13を押さえることにより、溶接位置Pwにおける側部材11と中央部材12とを押圧することができる。
【0065】
図6に示すように、接触位置Ps及びこの周辺には溶接装置42の熱により溶解されて溶接ビード72が形成される。この溶接ビード72から両側に熱が伝わり、側部材11と中央部材12とのそれぞれに溶接での熱の影響を受ける熱影響領域73が生じる。この熱影響領域73は、熱影響をうけない他の領域とは異なる性状をただちに示したり、経時的に示すようになったりすることがある。例えば、このように熱影響が幅広く生じたものを流延支持体として用いると、溶液製膜方法を長時間連続して行う場合に、溶接部13wが変形する、あるいは、流延膜が発泡するなどの弊害が生じる。
【0066】
そこで、図5に示すように、溶接支持ローラ41の周面のうち、接触位置Psが通過する通過領域には、側部材11及び中央部材12よりも熱伝導率が高い素材からなる高熱伝導部71が形成されていることが好ましい。これにより、溶接装置42(図3、図4参照)からの熱をよりはやく拡散させることができる。熱をよりはやく溶接支持ローラ41側で拡散させるために、側部材11と中央部材12との熱影響領域73の幅をより小さくしたり熱影響領域73の深さも浅くすることができる。
【0067】
高熱伝導部71とされる通過領域の幅D4は26mm以上32mm以下の範囲であることが好ましい。
【0068】
さらに、第1ベルト63及び第2ベルト64の両面にも、側部材11及び中央部材12よりも熱伝導率が高い素材からなる高熱伝導部が形成されていることがより好ましい。これにより、熱影響領域73の大きさを、幅方向または厚み方向において小さくすることができる。
【0069】
側部材11の側縁11eと中央部材12の側縁12eとは、溶接位置Pwにおいて隙間が0(ゼロ)になるように密着した状態であることが好ましい。そこで、側部材11と中央部材12とは、各側縁11e及び12eを突き合わせたときに隙間が生じないような形状に予め形成されてあることが好ましい。これにより、溶接部に空隙がないバンド部材をより確実に製造することができる。
【0070】
上記の長手溶接工程は、側部材11と中央部材12との長手方向に連続して溶接を実施する連続溶接工程のみであってもよいし、これに加えて、断続的に溶接を実施する断続溶接工程を実施してもよい。断続的に溶接すると、溶接装置42に連続的に送られてくる側部材11と中央部材12とは、間欠的に溶接される。このような断続溶接工程は、連続溶接工程の前に行うことが好ましい。この場合には、断続溶接工程で、まず、側部材11と中央部材12とを仮接合し、その後、連続溶接工程で長手方向全域に亘り接合するとよい。
【0071】
断続溶接工程で仮接合し、その後連続溶接工程で接合を行う場合には、突き合わせ部17(図1,図2参照)から溶接ユニット18に側部材11と中央部材12とを案内して断続的に溶接する。なお、側部材11と中央部材12とに、後の流延支持体として用いる際の流延面に対応する表面と、非流延面に対応する裏面とを設定してある場合には、断続溶接工程での溶接は、裏面に対して行うことが好ましい。そこで、裏面が溶接装置本体46(図1参照)に対向して通過するように、側部材11と中央部材12とを搬送する。
【0072】
断続溶接工程を行った後に、巻取装置20に案内して巻き取る。なお、巻取前に溶接部に対して加熱部19により加熱してもよい。断続溶接工程を経て巻き取られた側部材11と中央部材12とからなる仮接合部材(図示無し)を、送出装置(図示無し)により巻きだして溶接ユニット18に再び送る。この送り出しは、仮溶接部材の表面が溶接装置本体46(図1参照)に対向して通過するように行う。溶接ユニット18では連続溶接を行い、バンド部材13を得る。なお、この方法に代えて、ふたつの溶接ユニット18を相対的に上流と下流とに並べて配し、上流の一方の溶接ユニット18で断続溶接を実施し、下流の他方の溶接ユニット18で連続溶接を実施してもよい。
【0073】
溶接を行うと溶接ビード72が側部材11と中央部材12とよりも盛り上がって形成される場合がある。そこで、以上のように一方の面を長手方向で溶接する第1工程と他方の面を長手方向で溶接する第2工程とを実施する場合において用いる溶接支持ローラ41には、図5に示すように、溶接支持ローラ41の周面のうち接触位置Psが通過する通過領域に、溝76が形成されてあることが好ましい。第1工程で盛り上がった溶接ビート72から形成された溶接部が、この溝76を通過するように、側部材11と中央部材12とを搬送して第2工程を実施するとよい。これにより、より平滑で、残留応力がより少ないバンド部材13を得ることができる。したがって、溶液製膜で用いても流延支持体としてのバンドに変形や、性状の変化がより少なく、流延膜が発泡せず、厚みのむらがないフィルムをより確実に製造することができる。
【0074】
溝76の幅D5は、6mm以上12mm以下の範囲であることが好ましく、溝の深さD6は、1mm程度でよい。
【0075】
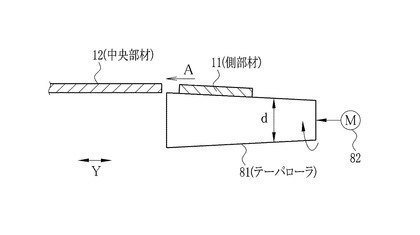
以上の実施形態では突き合わせ部17における側部材11の搬送経路を調整する手段として第3ローラ28を用いるが、第3ローラ28に代えて、図7に示すようなテーパローラ81を用いてもよい。テーパローラ81は、一端から他端に向けて径dが連続的に漸減するように形成された断面円形のローラである。径dは、一端から他端に向けて一定の割合で連続的に漸減する。径dの大きい一端が中央部材12の搬送路に向き、径dの小さい他端が中央部材12とは反対側(側部材11の搬送路側)に向くように、テーパローラ81を配する。
【0076】
搬送されている側部材11は、このテーパローラ81に接触することにより、搬送の経路を中央部材12に向かう矢線Aの方向に変え、中央部材12に寄るようになる。これにより、突き合わせ位置Ph(図1、図2参照)に向けて側部材11は確実に搬送される。
【0077】
テーパローラ81には、周方向に回転する駆動手段82が備えられていることが好ましい。回転軸は、一端面の中央と他端面の中央とを挿通して形成されてある。駆動手段82で回転するテーパローラ81により側部材11を搬送することにより、側部材はより効果的に中央部材12に寄るようになる。
【0078】
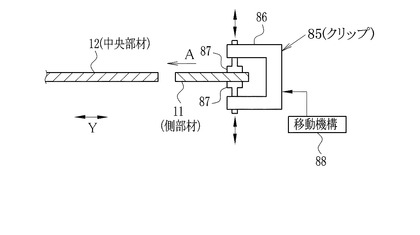
第3ローラ28に代えて、図8に示すような把持手段としてのクリップ85を用いてもよい。クリップ85は、コの字状に開いたクリップ本体86と、クリップ本体86の各先端部に設けられた1対の狭持ピン87とを備え、側部材11を狭持して把持する。狭持ピン87は、側部材11を狭持する狭持位置と、狭持位置から退避する退避位置との間で移動自在に設けられる。クリップ85は、移動機構88を備え、把持を開始する把持開始位置と、把持を解除する把持解除位置との間で移動自在とされる。また、クリップ85は、幅方向Yにも移動自在とされる。
【0079】
クリップ85は、把持開始位置で狭持ピン87が狭持位置に移動することにより側部材11を把持する。クリップ85は、側部材11を把持した状態で中央部材12に向かう方向Aに寄せつつ、下流へと搬送する。
【0080】
テーパローラ81とクリップ85とは、側部材11を中央部材12へ寄せるために用いる他に、中央部材12を側部材11に寄せるために用いてもよい。この場合には、テーパローラ81、クリップ85で中央部材12を支持あるいは搬送するとよい。
【0081】
上記の実施形態では、中央部材12に両側部材11を同時に溶接しているが、一方の側部材11を中央部材12に溶接した後に、他方の側部材11を中央部材12に溶接してもよい。
【0082】
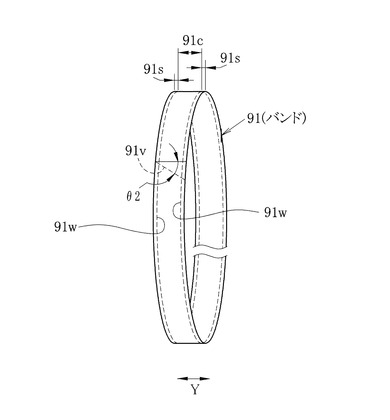
(バンド)
図9に示すように、流延支持体として用いるバンド91は、環状にされた無端のバンドである。バンド91は、バンド部材13の長手方向における一端と他端とを溶接してなる。なお、バンド91をつくるためのバンド部材13は、所定の長さにカットしても良いし、あらかじめ所定の長さにカットされた側部材11と中央部材12とからバンド部材13を作った場合は、カットせずにそのまま、バンド91をつくってもよい。当該溶接部におけるピンホールの直径は40μm未満であることが好ましい。
【0083】
バンド部材13は、幅方向Yと交差する方向でカットすることが好ましい。カットの方向は、幅方向Yとなす角が概ね5°以上15°以下の範囲となるようにカットすることがより好ましい。このようにカットしたバンド部材13の長手方向における先端と先端とを溶接した溶接部91vと、幅方向Yとのなす角θ2は、概ね5°以上15°以下の範囲となる。このように長尺のバンド部材13を環状にする環状溶接工程では、長手溶接工程で用いた溶接装置42を用いてもよいし、公知の他の溶接装置を用いてもよい。
【0084】
溶接により製造されたバンド91は、側部材11(図1〜図8参照)から形成された側部91sと、中央部材12(図1〜図8参照)から形成された中央部91cとからなり、側部91s及び中央部91cの溶接部91wは表面91aや裏面91bに露出する。溶接部91wは、溶接部13wに相当する部分である。線状の溶接部91wは、バンド91の長手方向と平行となるように設けられることが好ましい。このように得られるバンド91の幅は、2000mm以上3000mm以下の範囲である。
【0085】
得られたバンド91は、表面を研磨して鏡面にした後、溶液製膜設備に用いられる。次に、溶液製膜設備において、フィルムを製造する方法について以下に説明する。ポリマーの種類は特に限定されず、溶液製膜でフィルムにすることができる公知のポリマーを用いてよい。以下の実施形態では、ポリマーとしてセルロースアシレートを用いた場合を例にして説明する。
【0086】
(溶液製膜設備)
図10に示すように、溶液製膜設備110は、ドープ112から湿潤フィルム113をつくる流延装置115と、湿潤フィルム113の乾燥によりフィルム116を得るクリップテンタ117と、湿潤フィルム113の乾燥を行うフィルム乾燥装置118と、フィルム116を巻き芯に巻き取る巻取装置119とを有する。
【0087】
(流延装置)
図10及び図11に示すように、流延装置115は、ケーシング121と、ケーシング121内に配された流延装置本体とを有する。流延装置本体は、流延支持ユニットと、仕切りユニットと、流延ユニットと、膜乾燥ユニットと、剥離ローラ122とを有する。
【0088】
流延支持ユニットは、水平ドラム124、125と、水平ドラム124、125に掛け渡されたバンド91と、バンド移動制御ユニット128(図12参照)とを備える。
【0089】
水平ドラム124は、駆動軸124aと、駆動軸124aに軸着されたステンレス製のドラム本体124bとを備える。水平ドラム125は、軸125aと、軸125aに軸着されたステンレス製のドラム本体125bとを備える。ドラム本体124b、125bの周面は平らに形成される。
【0090】
バンド91は、帯状のシート材の両端を連結することにより得られる。バンド91は、前述したバンド製造設備10(図1参照)により製造可能である。
【0091】
バンド91は、十分な耐腐食性と強度とを有するSUS316製であることが好ましい。バンド91の幅は、例えば、ドープ112の流延幅の1.1倍以上2.0倍以下であることが好ましい。バンド91の長さは、例えば、20m以上200m以下であることが好ましい。バンド91の厚みは、例えば、0.5mm以上〜2.5mm以下であることが好ましい。なお、バンド91の厚みムラは、全体の厚みに対して0.5%以下のものを用いることが好ましい。また、流延膜が形成される表面(以下、流延面と称する)91aと、ドラム本体124b、125bと接する裏面91bは平坦に形成される。特に、流延面91aは、研磨されていることが好ましく、流延面91aの表面粗さは0.05μm以下であることが好ましい。
【0092】
図12に示すように、バンド移動制御ユニット128は、バンド91の移動や温度を制御するためのものであり、駆動用モータ128mと、軸シフト部128sと、ロードセル128lcと、ドラム温調部128dと、バンド温調部128bと、コントローラ128cとを備える。
【0093】
駆動用モータ128mは、駆動軸124aに接続する。コントローラ128cは、駆動用モータ128mを制御して、ドラム本体124bを所定の速度で回転させる。バンド91は、ドラム本体124bの回転に伴い所定の方向へ循環移動し、ドラム本体125bは、バンド91の移動に従って回転する。以下、バンド91の移動方向をZ1方向と称し、バンド91の幅方向をZ2方向と、垂直方向をZ3方向と称する。
【0094】
バンド91の流延面91aの移動速度V91aは150m/分以下であることが好ましい。移動速度V91aが150m/分を超えると、ビードを安定して形成することが困難となる。移動速度V91aの下限値は、目標とするフィルムの生産性を考慮すればよい。移動速度V91aの下限値は、例えば、10m/分である。
【0095】
駆動軸124aは、ドラム本体124b、125bに掛け渡されたバンド91に所定の移動テンションが印加されるテンション印加位置と、ドラム本体124b、125bに掛け渡されたバンド91が弛む弛み位置との間で移動自在となっている。軸シフト部128sは、コントローラ128cの制御の下、テンション印加位置と弛み位置との間で、駆動軸124aを変移可能である。軸シフト部128sは、軸125aと平行な状態を維持しながら駆動軸124aを変移させることが好ましい。
【0096】
ロードセル128lcは、駆動軸124aに取り付けられる。ロードセル128lcは、駆動軸124aが受ける外力を検知する。コントローラ128cは、ロードセル128lcから駆動軸124aが受ける外力を読み取る。次に、コントローラ128cは、読み取った外力及び内蔵されたバンド91の断面積の値に基づいて、バンド91にかかる移動テンションが所定のものとなるように、軸シフト部128sを制御する。こうして、Z2方向において一様な移動テンションを、バンド91に印加することができる。
【0097】
ドラム温調部128dは、水平ドラム124に取り付けられるドラム温調部128daと、水平ドラム125に取り付けられるドラム温調部128dbとを備える。ドラム温調部128da、128dbは、それぞれ、コントローラ128cの制御の下、所望の温度に調節された伝熱媒体を、ドラム本体124b、125b内に設けられる流路中で循環させる。この伝熱媒体の循環により、ドラム本体124b、125bの温度を所望の温度に保つことができる。バンド91の流延面91a、特に流延膜が形成される部分の温度は10℃〜40℃の範囲内で略一定に調節されることが好ましい。
【0098】
バンド温調部128bについては、後述する。
【0099】
仕切りユニットは、図11に示すように、第1〜第3シール部材131〜133を備える。第1〜第3シール部材131〜133は、ケーシング121内にて、Z1方向上流側から下流側に向かって順次配される。第1〜第3シール部材131〜133は、それぞれ、ケーシング121の内壁面から突出し、突端がバンド91の流延面91aに近接するように設けられる。第1〜第3シール部材131〜133により、ケーシング121内、すなわちケーシング121の内壁面と流延面91aとで囲まれたエリアは、Z1方向上流側から下流側に向かって、流延室121a、乾燥室121b、及び剥離室121cに仕切られる。そして、流延室121aの気密性は、第1〜第2シール部材131〜132により維持される。また、乾燥室121bの気密性は、第2〜第3シール部材132〜133により維持される。第1〜第3シール部材131〜133と流延面91aとの間隔は、例えば、1.5mm以上2.0mm以下である。
【0100】
(流延室)
流延室121aには、ドープ112から流延膜141を形成する流延ユニットが配される。流延ユニットは、流延ダイ142と減圧機143とを備える。流延ダイ142は、ドープ112を流出するドープ流出口142aを有し、ドープ流出口142aがバンド91と近接するように、水平ドラム124の上方に配される。
【0101】
流延ダイ142は、ドープ流出口142aからバンド91に向けてドープ112を流出する。ドープ流出口142aから流出し流延面91aに到達するまでのドープ112は、ビードを形成する。流延面91aに到達したドープ112は、Z1方向にて流れ延ばされる結果、帯状の流延膜141を形成する。
【0102】
減圧機143は、ビードのZ1方向の上流側を減圧するためのものであり、流延ダイ142のドープ流出口142aよりもZ1方向の上流側に配置される減圧チャンバ143aと、減圧チャンバ143a内の気体を吸引するための減圧ファン(図示しない)と、減圧ファン及び減圧チャンバ143aとを接続する吸引管(図示しない)とを有する。
【0103】
(乾燥室)
乾燥室121bには、流延膜の乾燥を行う膜乾燥ユニットが配される。膜乾燥ユニットは、流延膜141に所定の乾燥風を供給する第1乾燥機151〜第2乾燥機152と、乾燥制御機(図示しない)とを備える。第1乾燥機151〜第2乾燥機152は、乾燥室121bにおいて、Z1方向上流側から下流側に向かって順次設けられる。第1乾燥機151は、水平ドラム124,125に掛け渡されたバンド91の上方に配される。第2乾燥機152は、水平ドラム124,125に掛け渡されたバンド91の下方に配される。
【0104】
第1乾燥機151は、第1給気ダクト151aと第1排気ダクト151bとを備える。第1給気ダクト151aと第1排気ダクト151bとは、Z1方向上流側から下流側に向かって順次設けられる。第1給気ダクト151aと第1排気ダクト151bとは、それぞれバンド91から離隔して配される。第1給気ダクト151bには、第1乾燥風151daが送り出される第1給気口が設けられる。Z1方向下流側に向かって開口する第1給気口は、流延膜141の一の端から他の端まで延設される。第1排気ダクト151aには、第1乾燥風151daを排気する第1排気口が設けられる。Z1方向上流側に向かって開口する第1排気口は、流延膜141の一の端から他の端まで延設される。
【0105】
第2乾燥機152は、第2排気ダクト152aと第2給気ダクト152bとを備える。第2排気ダクト152aと第2給気ダクト152bとは、Z1方向上流側から下流側に向かって順次設けられる。第2排気ダクト152a及び第2給気ダクト152bは、それぞれバンド91から離隔して配される。第2排気ダクト152aには、第2乾燥風152daを排気する第2排気口が設けられる。Z1方向下流側に向かって開口する第2排気口は、流延膜141の一の端から他の端まで延設される。第2給気ダクト152bには、第2乾燥風152daが送り出される第2給気口が設けられる。Z1方向上流側に向かって開口する第2給気口は、流延膜141の一の端から他の端まで延設される。
【0106】
乾燥制御機は、第1乾燥風151da及び第2乾燥風152daの温度や風速を独立して調節するものであり、第1乾燥風151da及び第2乾燥風152daの温度を調節する第1〜第2温調機(図示しない)と、第1乾燥風151da及び第2乾燥風152daの風量を調節する第1〜第2送風ファン(図示しない)と、コントローラ(図示しない)とを備える。第1〜第2温調機及び第1〜第2送風ファンは、第1乾燥機151〜第2乾燥機152のダクト内に設けられる。コントローラは、第1〜第2温調機及び第1〜第2送風ファンを制御して、第1乾燥風151da及び第2乾燥風152daについての温度や風速を独立して調節する。
【0107】
(剥取室)
剥離室121cには、剥離ローラ122が配される。剥取ローラ122は、剥ぎ取り可能な状態となった流延膜141をバンド91から剥ぎ取って湿潤フィルム113とし、剥離室121cに設けられた出口121coから湿潤フィルム113を送り出す。こうして、水平ドラム124は、流延用、及び剥離用の金属ドラムとなる。
【0108】
ケーシング121内の雰囲気に含まれる溶剤を凝縮する凝縮装置、凝縮した溶剤を回収する回収装置を、流延装置115に設けてもよい。これにより、ケーシング121内の雰囲気に含まれる溶剤の濃度を一定の範囲に保つことができる。
【0109】
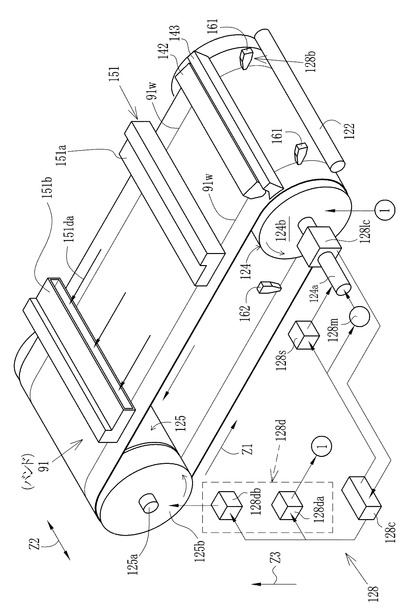
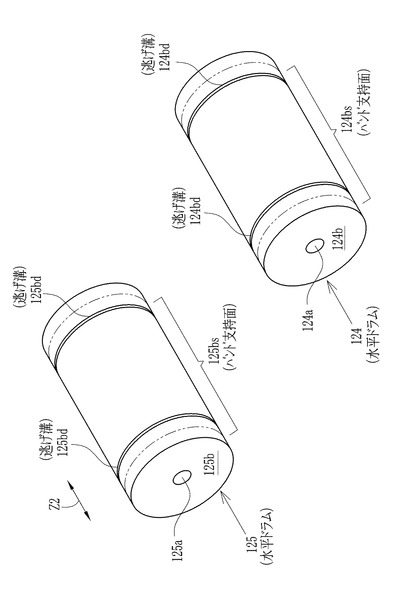
図13に示すように、ドラム本体124bの外周部には、バンド91の裏面91bを支持するバンド支持面124bsが形成される。バンド支持面124bsには、逃げ溝124bdが設けられる。逃げ溝124bdは、周方向に延設され、環状に形成される。同様に、ドラム本体125bの外周部には、バンド91の裏面91bを支持するバンド支持面125bsが形成される。バンド支持面125bsには、逃げ溝125bdが設けられる。逃げ溝125bdは、逃げ溝124bdと同様の形状に形成され、周方向に延設され、環状に形成される。なお、周方向に延設された各逃げ溝124bd、125bdは、溶接部に起因するフィルムの厚みムラ故障及び削り粉故障が抑えられる程度であれば、環状ではなく、すなわち、その両端が離れた形状でもよい。
【0110】
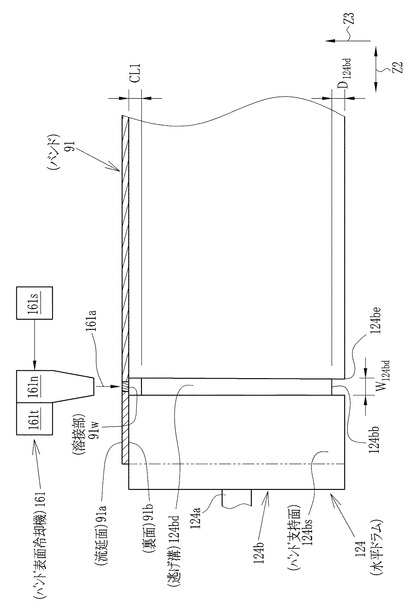
図14に示すように、溶接部91wが逃げ溝124bd上となるように、バンド91がドラム本体124bに巻き掛けられる。同様に、溶接部91wが逃げ溝125bd上となるように、バンド91がドラム本体125bに掛け渡される。
【0111】
逃げ溝124bdの幅W124bdは、溶接部91wの幅に、各ドラム124、125に巻きかけた状態で移動させたときのバンド91の蛇行幅を加えたものであればよく、例えば、20mm以上40mm以下である。逃げ溝124bdの深さD124bdは、逃げ溝124bdの底部からバンド91の裏面91bまでの間隔CL1が0.1mm以内となるようなものあればよく、例えば、0.03mm以上0.1mm以下である。なお、逃げ溝124bdの端部分124bEは、面取り加工されていることが好ましい。
【0112】
バンド91が蛇行した場合に、逃げ溝124bdの底部124bbとバンド91との間隔が増大するとバンド91への伝熱不良が生じ、底部124bbとバンド91との間隔が減少すると溶接部91wとの接触という問題が生じる。そこで、逃げ溝124bdの底部124bbは、平ら、すなわち、バンド支持面124bsと平行であることが好ましい。逃げ溝124bdの底部124bbがバンド支持面124bsと平行であることにより、バンド91が蛇行した場合でも、底部124bbとバンド91との間隔を一定に保つことが可能となる。
【0113】
(バンド温調部)
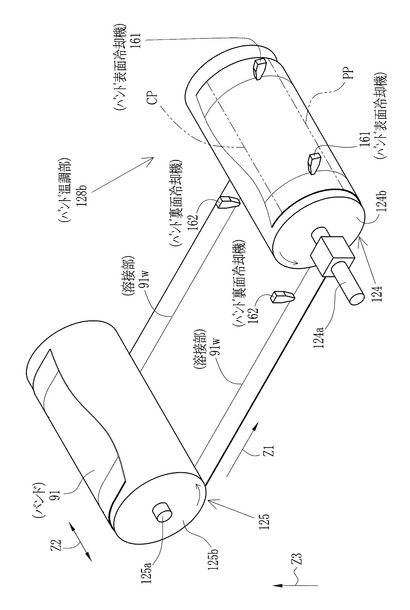
図11及び図12に示すように、バンド温調部128bは、剥離室121cに配されたバンド表面冷却機161と、乾燥室121bに配されたバンド裏面冷却機162とを備える。
【0114】
バンド表面冷却機161は、図14及び図15に示すように、流延膜141が剥離される(以下、剥離位置と称する)位置PPよりもZ1方向下流側であって、Z2方向では、逃げ溝124bdに対向する部分、すなわち溶接部91wの近傍に設けられる。ここで、剥離位置PPは、バンド91のうち剥離用の金属ドラム、すなわち水平ドラム124によって支持された部分に設定される。
【0115】
バンド表面冷却機161は、冷却ガス161aの温度を調節する温調部161tと、冷却ガス161aを送り出す冷却ノズル161nと、冷却ノズル161nから送り出された冷却ガス161aが流延面91a側の溶接部91wにあたるように、冷却ノズル161nの位置を調節する冷却ノズル位置調節部161sとを備える。
【0116】
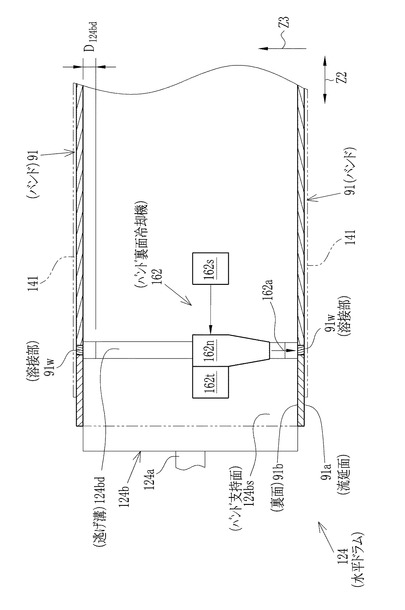
バンド裏面冷却機162は、図15及び図16に示すように、Z1方向では、バンド91のうち、水平ドラム124に近づくように移動する部分であって、Z2方向では、逃げ溝124bdに対向する部分、すなわち溶接部91wの近傍に設けられる。
【0117】
バンド裏面冷却機162は、バンド表面冷却機161と同様に、冷却ガス162aの温度を調節する温調部162tと、冷却ガス162aを送り出す冷却ノズル162nと、冷却ノズル162nから送り出された冷却ガス162aが裏面91b側の溶接部91wにあたるように、冷却ノズル162nの位置を調節する冷却ノズル位置調節部162sとを備える。
【0118】
図10に戻って、流延装置115とクリップテンタ117との間の渡り部には、湿潤フィルム113を支持する支持ローラ171が複数並べられている。支持ローラ171は、図示しないモータにより、軸を中心に回転する。支持ローラ171は、流延装置115から送り出された湿潤フィルム113を支持して、クリップテンタ117へ案内する。なお、渡り部に2つの支持ローラ171を並べた場合を示しているが、本発明はこれに限られず、渡り部に1つ、または3つ以上の支持ローラ171を並べてもよい。また、支持ローラ171は、フリーローラでもよい。
【0119】
クリップテンタ117は、湿潤フィルム113の幅方向両側縁部を把持する多数のクリップを有し、このクリップが延伸軌道上を移動する。クリップにより把持された湿潤フィルム113に対し乾燥風が送られ、湿潤フィルム113には、幅方向への延伸処理とともに乾燥処理が施される。
【0120】
クリップテンタ117とフィルム乾燥装置118との間には耳切装置172が設けられている。耳切装置172に送り出されたフィルム116の幅方向の両端は、クリップによって形成された把持跡が形成されている。耳切装置172は、この把持跡を有する両端部分を切り離す。この切り離された部分は、送風によりカットブロワ(図示しない)及びクラッシャ(図示しない)へ順次に送られて、細かく切断され、ドープ等の原料として再利用される。
【0121】
フィルム乾燥装置118は、フィルム116の搬送路を備えるケーシングと、フィルム116の搬送路を形成する複数のローラ118aと、ケーシング内の雰囲気の温度や湿度を調節する空調機(図示しない)とを備える。ケーシング内に導入されたフィルム116は、複数のローラ118aに巻き掛けられながら搬送される。この雰囲気の温度や湿度の調節により、ケーシング内を搬送されるフィルム116から残留した溶剤が蒸発する。更に、フィルム乾燥装置118に、フィルム116から蒸発した溶剤を吸着により回収する吸着回収装置が接続される。
【0122】
フィルム乾燥装置118及び巻取装置119の間には、上流側から順に、冷却室173、除電バー(図示しない)、ナーリング付与ローラ174、及び耳切装置(図示しない)が設けられる。冷却室173は、フィルム116の温度が略室温となるまで、フィルム116を冷却する。除電バーは、冷却室173から送り出され、帯電したフィルム116から電気を除く除電処理を行う。ナーリング付与ローラ174は、フィルム116の幅方向両端に巻き取り用のナーリングを付与する。耳切装置は、切断後のフィルム116の幅方向両端にナーリングが残るように、フィルム116の幅方向両端を切断する。
【0123】
巻取装置119は、プレスローラ119aと巻き芯119bを有する。巻取装置119に送られたフィルム116は、プレスローラ119aによって押し付けられながら巻き芯119bに巻き取られ、ロール状となる。
【0124】
次に、本発明の作用を説明する。図11に示すように、コントローラ128cは、駆動用モータ128mを介して、水平ドラム124を回転させる。これにより、バンド91は、各室121a〜121cを順次、循環移動する。
【0125】
(膜形成工程)
流延室121aでは、バンド91上にドープ112からなる流延膜141を形成する流延工程が行われる。流延ダイ142は、ドープ流出口142aからドープ112を連続的に流出する。流出したドープ112は、流延ダイ142からバンド91にかけてビードを形成し、バンド91上にて流れ延ばされる。こうして、バンド91上には、ドープ112からなる流延膜141が形成される。
【0126】
減圧機143は、ビードのZ1方向上流側の圧力がビードのZ1方向下流側の圧力よりも低い状態をつくることができる。ビードのZ1方向上流側及びZ1方向下流側の圧力差ΔPは、10Pa以上2000Pa以下であることが好ましい。
【0127】
(膜乾燥工程)
乾燥室121bでは、所定の乾燥風を流延膜141にあてて、流延膜141から溶剤を蒸発させる乾燥工程が行われる。膜乾燥工程は、流延膜141は、自立して搬送可能な状態となるまで行われる。膜乾燥工程では、第1膜乾燥工程、及び第2膜乾燥工程が順次行われる。
【0128】
第1膜乾燥工程では、流延膜141の表層に乾燥層が形成するまで、流延膜141から溶剤を蒸発させる。第1乾燥機151は、第1乾燥風151daを第1給気口から送り出す。
【0129】
この第1膜乾燥工程により、流延膜141は、乾燥層と湿潤層とを有するものとなる。乾燥層は、流延膜141の表面側に生成され、乾燥層よりもバンド91側に位置する湿潤層に比べて乾燥が進んだ部分である。すなわち、乾燥層の溶剤の含有量は湿潤層に比べて低い。また、乾燥層の表面は平滑に形成される。乾燥層を有するものとなった流延膜141について所定の乾燥工程を行った場合には、乾燥層の表面が、得られた流延膜141の表面となる。したがって、形成直後の流延膜141において乾燥層を形成することにより、表面が平滑な流延膜141を得ることができる。
【0130】
ここで、溶剤の含有量は、流延膜や各フィルム中に含まれる溶剤の量を乾量基準で示したものであり、対象のフィルムからサンプルを採取し、このサンプルの重量をx、サンプルを乾燥した後の重量をyとするとき、{(x−y)/y}×100と表される。
【0131】
第1乾燥風151daの温度は30℃以上80℃以下であることが好ましい。また、第1乾燥風151daの風速は5m/秒以上25m/秒以下であることが好ましい。
【0132】
第2膜乾燥工程は、第2乾燥風152daを用いて、自立して搬送可能な状態となるまで流延膜141から溶剤を蒸発させる。第2乾燥機152は、流延膜141の膜面に沿って、Z1方向下流側から上流側に向かって第2乾燥風152daを流す。このように、第2乾燥風152daをZ1方向と逆向きに流すことにより、Z1方向に流す場合に比べて溶剤の蒸発が促進される。第2膜乾燥工程は、溶剤の含有量が20質量%以上150質量%以下の流延膜141に対して行うことが好ましい。第2乾燥風152daの温度は40℃以上80℃以下であることが好ましい。また、第2乾燥風152daの風速は5m/秒以上20m/秒以下であることが好ましい。
【0133】
(剥離工程)
剥離室121cでは、剥ぎ取り可能な状態となった流延膜141をバンド91から剥離する剥離工程が行われる。剥離ローラ122は、剥離可能な状態となった流延膜141をバンド91から剥ぎ取って湿潤フィルム113とし、剥離室121cに設けられた出口121COから湿潤フィルム113を送り出す。剥離工程は、溶剤の含有量が20質量%以上80質量%以下の流延膜141に対して行うことが好ましい。
【0134】
バンド91は、剥離室121cを送り出された後、再び、流延室121aに導入される。
【0135】
溶接部91wを有するバンド91は、中央部91c(図9参照)から側部91s(図9参照)にかけて反りやすい。バンド91に反りが生じると、バンド91の一部が水平ドラム124、125から浮いてしまう結果、発泡故障、剥げ残り故障、フィルムの厚みムラ故障が起こってしまう。水平ドラム124、125におけるバンド91の浮き量は、水平ドラム124、125に巻き掛けられたバンド91にはたらく垂直応力Nが大きくなるに従い、小さくなる。この性質を利用して、垂直応力Nの増大により浮き量CLを減少させる浮き量減少工程を行なってもよい。
【0136】
ここで、Drを水平ドラムの半径とし、Tをバンドの移動テンションとし、THをバンドの厚みとすると、水平ドラムに巻き掛けられたバンドにはたらく垂直応力Nは、次式で表される。
N=TH×T/Dr
【0137】
なお、水平ドラム124、125の半径Drが1000mm、バンドの厚みTHが1.6mmのとき、バンド91にかかる移動テンションは、例えば、50N/mm2〜70N/mm2である。
【0138】
溶接部91wを有するバンド91を用いた溶液製膜方法を、長時間連続して行なった場合、溶接部91wに起因した削り粉故障や厚みムラ故障が生じる。溶液製膜方法を長時間連続して行なうと、溶接部91wが裏面91bから突出してしまう。
【0139】
ここで、溶液製膜方法を長時間連続して行った場合に、溶接部91wが裏面91bから突出してしまう原因は、溶接部91wの残留応力により起こる相変態であると推測される。
【0140】
そして、溶接部91wが裏面91bから突出した状態でバンド91を移動させると、溶接部91wとドラム本体124b、125bの外周部とが接触する。裏面91bにおいてこの接触が繰り返されると、経時により、流延面91aにおける溶接部91wは凹状に変形する。この状態で溶液製膜方法を行なうと、フィルム116には、溶接部91wの跡が厚みムラとなって残ってしまう。この厚みムラを有するフィルム116そのまま巻き芯119bに巻き取ってしまうと、溶接部91wの跡が重なることにより黒い帯となってフィルムロールに現れてしまう(以下、黒帯故障と称する)。また、溶接部91wが裏面91bから突出した状態で溶液製膜方法を行なうと、溶接部91wとドラム本体124b、125bの外周部との擦れにより、削り粉故障が起こってしまう。
【0141】
本発明では、ドラム本体124bのバンド支持面124bsに逃げ溝124bdを設け、溶接部91wが逃げ溝124bdの上に位置するように、バンド91をドラム本体124bに巻き掛けたため、溶接部91wはドラム本体124bに接触しない。同様に、溶接部91wが逃げ溝125bdの上に位置するように、バンド91をドラム本体125bに巻き掛けたため、溶接部91wはドラム本体125bに接触しない。このため、厚みムラ故障及び削り粉故障を抑えることが可能となる。
【0142】
また、膜乾燥工程を経たバンド91の温度は、各乾燥風との接触により、膜乾燥工程導入前に比べて高い。高温状態のバンド91を用いて膜形成工程を行なうと、ドープの発泡がおこるおそれがある。ドラム温調部128daによれば、バンド91がドープの発泡温度よりも低温になるように、ドラム本体124bを冷却することが可能となる。そして、ドラム本体124bの冷却により、バンド91のうち、ドラム本体124bと直接接触する部分の温度を、ドープの発泡温度よりも低温にすることができる。
【0143】
ところが、バンド91のうち、ドラム本体124bと直接接触しない部分、すなわち逃げ溝124bdに対向する部分は、冷却が十分でない。そして、冷却が不十分であれば、ドープの発泡が起こってしまう。
【0144】
図14に示すように、バンド表面冷却機161は、冷却ノズル161nを用いて、逃げ溝124bdに対向する部分に冷却ガス161aをあてることができるため、ドラム温調部128daによるドラム本体124bの冷却不足を補うことができる。したがって、ドープの発泡をより確実に抑えつつ、フィルム116を効率よく製造することができる。
【0145】
また、生産効率の点から、剥離工程を行なうタイミングは、流延膜の溶剤の含有量が高いほうが好ましい。しかしながら、溶剤の含有量が高い流延膜に対し剥離工程を行なおうとすると、残り故障が起こりやすい。そこで、剥離工程直前の流延膜を冷却することが好ましい。ドラム温調部128daを用いてドラム本体124bを冷却することにより、剥離工程直前の流延膜の冷却が可能となる。ドラム本体124bの冷却により、バンド91のうち、ドラム本体124bと直接接触する部分の温度を、ドープの発泡温度よりも低温にすることができる。
【0146】
ところが、バンド91のうち、ドラム本体124bと直接接触しない部分、すなわち逃げ溝124bdに対向する部分は、冷却が十分でない。そして、冷却が不十分であれば剥げ残り故障が起こってしまう。
【0147】
図16に示すように、バンド裏面冷却機162は、冷却ノズル162nを用いて、逃げ溝124bdに対向する部分に冷却ガス162aをあてることができるため、ドラム温調部128daによるドラム本体124bの冷却不足を補うことができる。したがって、剥げ残り故障をより確実に抑えつつ、フィルム116を効率よく製造することができる。
【0148】
なお、Z1方向におけるバンド表面冷却機161の設定位置は、剥離位置PPと到達位置CPとの間であれば、剥離室121c及び流延室121aのいずれでもよい。ここで、到達位置CPは、バンド91のうち流延用の金属ドラム、すなわち水平ドラム124によって支持された部分に設定される(図11及び図15参照)。このように、バンド表面冷却機161を用いたバンド91を冷却する工程は、剥離工程及び次の膜形成工程の間で行なえばよい。
【0149】
上記実施形態では、ステンレス製のバンド91を用いたが、金属製のバンド91であってもよい。同様に、ステンレス製の水平ドラム124,125を用いたが、金属製の水平ドラム124,125を用いてもよい。
【0150】
バンド表面冷却機161を用いて、冷却ガス161aを流延面91a側の溶接部91wにあてる代わりに、流延面91a側の溶接部91wに溶剤を塗布した後に、塗布された溶剤を蒸発させても良いし、冷却されたローラを流延面91a側の溶接部91wに接触させた状態で転がしてもよい。同様に、バンド裏面冷却機162を用いて、冷却ガス162aを裏面91b側の溶接部91wにあてる代わりに、裏面91b側の溶接部91wに溶剤を塗布した後に、塗布された溶剤を蒸発させても良いし、冷却されたローラを裏面91b側の溶接部91wに接触させた状態で転がしてもよい。バンド表面冷却機やバンド裏面冷却機を用いてバンド91を冷却する場合、ドープに含まれる溶剤をバンド91に塗布しても良い。
【0151】
流延ダイ142の設置位置を水平ドラム124の上方としたが、本発明はこれに限られない。シール部材131〜132を水平ドラム125に巻き掛けられたバンド91の部分と近接するように設けたときには、流延ダイ142の設置位置を水平ドラム125の上方としてもよい。この場合には、水平ドラム125が、流延用の金属ドラムとなり、水平ドラム124が剥離用の金属ドラムとなる。
【0152】
また、バンド91を支持するサポートドラムを水平ドラム124、125の間に設け、シール部材131〜132をサポートドラムに支持されたバンド91の部分と近接するように設けたときには、流延ダイ142の設置位置をサポートドラムの上方としても良い。この場合には、サポートドラムが、流延用の金属ドラムとなり、水平ドラム124が剥離用の金属ドラムとなる。
【0153】
本発明により得られるフィルム116は、特に、位相差フィルムや偏光板保護フィルムに用いることができる。
【0154】
フィルム116の幅は、600mm以上であることが好ましく、1400mm以上2500mm以下であることがより好ましい。また、本発明は、フィルム116の幅が2500mmより大きい場合にも効果がある。またフィルム116の膜厚は、20μm以上80μm以下であることが好ましい。
【0155】
また、フィルム116の面内レターデーションReは、20nm以上300nm以下であることが好ましく、フィルム116の厚み方向レターデーションRthは、−100nm以上300nm以下であることが好ましい。
【0156】
面内レターデーションReの測定方法は次の通りである。面内レターデーションReは、サンプルフィルムを温度25℃,湿度60%RHで2時間調湿し、自動複屈折率計(KOBRA21DH 王子計測(株))にて632.8nmにおける垂直方向から測定したレターデーション値を用いた。なおReは以下式で表される。
Re=|n1−n2|×d
n1は遅相軸の屈折率,n2は進相軸2の屈折率,dはフィルムの厚み(膜厚)を表す
【0157】
厚み方向レターデーションRthの測定方法は次の通りである。サンプルフィルムを温度25℃,湿度60%RHで2時間調湿し、エリプソメータ(M150 日本分光(株)製)で632.8nmにより垂直方向から測定した値と、フィルム面を傾けながら同様に測定したレターデーション値の外挿値とから下記式に従い算出した。
Rth={(n1+n2)/2−n3}×d
n3は厚み方向の屈折率を表す。
【0158】
(ポリマー)
上記実施形態では、ポリマーフィルムの原料となるポリマーは、特に限定されず、例えば、セルロースアシレートや環状ポリオレフィン等がある。
【0159】
(セルロースアシレート)
本発明のセルロースアシレートに用いられるアシル基は1種類だけでも良いし、あるいは2種類以上のアシル基が使用されていても良い。2種類以上のアシル基を用いるときは、その1つがアセチル基であることが好ましい。セルロースの水酸基をカルボン酸でエステル化している割合、すなわち、アシル基の置換度が下記式(I)〜(III)の全てを満足するものが好ましい。なお、以下の式(I)〜(III)において、A及びBは、アシル基の置換度を表わし、Aはアセチル基の置換度、またBは炭素原子数3〜22のアシル基の置換度である。なお、トリアセチルセルロース(TAC)の90重量%以上が0.1mm〜4mmの粒子であることが好ましい。
(I) 2.0≦A+B≦3.0
(II) 1.0≦ A ≦3.0
(III) 0 ≦ B ≦2.0
【0160】
アシル基の全置換度A+Bは、2.20以上2.90以下であることがより好ましく、2.40以上2.88以下であることが特に好ましい。また、炭素原子数3〜22のアシル基の置換度Bは、0.30以上であることがより好ましく、0.5以上であることが特に好ましい。
【0161】
セルロースアシレートの原料であるセルロースは、リンター,パルプのどちらから得られたものでも良い。
【0162】
本発明のセルロースアシレートの炭素数2以上のアシル基としては、脂肪族基でもアリール基でも良く特に限定されない。それらは、例えばセルロースのアルキルカルボニルエステル、アルケニルカルボニルエステルあるいは芳香族カルボニルエステル、芳香族アルキルカルボニルエステルなどであり、それぞれさらに置換された基を有していても良い。これらの好ましい例としては、プロピオニル、ブタノイル、ペンタノイル、ヘキサノイル、オクタノイル、デカノイル、ドデカノイル、トリデカノイル、テトラデカノイル、ヘキサデカノイル、オクタデカノイル、iso−ブタノイル、t−ブタノイル、シクロヘキサンカルボニル、オレオイル、ベンゾイル、ナフチルカルボニル、シンナモイル基などを挙げることができる。これらの中でも、プロピオニル、ブタノイル、ドデカノイル、オクタデカノイル、t−ブタノイル、オレオイル、ベンゾイル、ナフチルカルボニル、シンナモイルなどがより好ましく、特に好ましくはプロピオニル、ブタノイルである。
【0163】
(溶剤)
ドープを調製する溶剤としては、芳香族炭化水素(例えば、ベンゼン,トルエンなど)、ハロゲン化炭化水素(例えば、ジクロロメタン,クロロベンゼンなど)、アルコール(例えば、メタノール,エタノール,n−プロパノール,n−ブタノール,ジエチレングリコールなど)、ケトン(例えば、アセトン,メチルエチルケトンなど)、エステル(例えば、酢酸メチル,酢酸エチル,酢酸プロピルなど)及びエーテル(例えば、テトラヒドロフラン,メチルセロソルブなど)などが挙げられる。なお、本発明において、ドープとはポリマーを溶剤に溶解または分散して得られるポリマー溶液,分散液を意味している。
【0164】
これらの中でも炭素原子数1〜7のハロゲン化炭化水素が好ましく用いられ、ジクロロメタンが最も好ましく用いられる。ポリマーの溶解性、流延膜の支持体からの剥ぎ取り性、フィルムの機械的強度など及びフィルムの光学特性などの物性の観点から、ジクロロメタンの他に炭素原子数1〜5のアルコールを1種ないし数種類混合することが好ましい。アルコールの含有量は、溶剤全体に対し2重量%〜25重量%が好ましく、5重量%〜20重量%がより好ましい。アルコールの具体例としては、メタノール,エタノール,n−プロパノール,イソプロパノール,n−ブタノールなどが挙げられるが、メタノール,エタノール,n−ブタノールあるいはこれらの混合物が好ましく用いられる。
【0165】
ところで、最近、環境に対する影響を最小限に抑えることを目的に、ジクロロメタンを使用しない場合の溶剤組成についても検討が進み、この目的に対しては、炭素原子数が4〜12のエーテル、炭素原子数が3〜12のケトン、炭素原子数が3〜12のエステル、炭素原子数1〜12のアルコールが好ましく用いられる。これらを適宜混合して用いることがある。例えば、酢酸メチル,アセトン,エタノール,n−ブタノールの混合溶剤が挙げられる。これらのエーテル、ケトン,エステル及びアルコールは、環状構造を有するものであってもよい。また、エーテル、ケトン,エステル及びアルコールの官能基(すなわち、−O−,−CO−,−COO−及び−OH)のいずれかを2つ以上有する化合物も、溶剤として用いることができる。
【0166】
なお、セルロースアシレートの詳細については、特開2005−104148号の[0140]段落から[0195]段落に記載されている。これらの記載も本発明にも適用できる。また、溶剤及び可塑剤,劣化防止剤,紫外線吸収剤(UV剤),光学異方性コントロール剤,レターデーション制御剤,染料,マット剤,剥離剤,剥離促進剤などの添加剤についても、同じく特開2005−104148号の[0196]段落から[0516]段落に詳細に記載されている。
【0167】
上記実施形態では、溶液製膜方法について説明したが、本発明は、支持体の上に液を塗布(流延)して、塗布膜を形成する方法にも適用可能である。
【実施例】
【0168】
以下に本発明の効果を確認するために、実験1〜4を行った。各実験の詳細は実験1にて説明し、実験2〜4については、実験1と異なる条件のみを示す。
【0169】
(実験1)
流延面91a及び裏面91bに所定の研磨処理を行なったバンド91を用いて、溶液製膜設備110(図10参照)を連続して、700時間行なって、ドープ112からフィルム116を製造した。流延支持ユニットとして、図12に示すような、水平ドラム124、125と、バンド91と、バンド移動制御ユニット128とを用いた。逃げ溝124bdの底部とバンド91の裏面91bとの間隔の最大値CL1(図14参照)は、0.1mmであった。ドラム温調部128da、128dbにより、ドラム本体124bの温度は10℃に調節され、ドラム本体125bの温度は30℃に調節された。バンド91にかかる移動テンションT1は、60N/mm2であった。なお、バンド温調部128bは、用いていない。
【0170】
(実験2)
CL1が表1に示す値であったこと、バンド温調部128bとして、バンド裏面冷却機162を用いたこと以外は、実験1と同様にして、フィルム116を製造した。冷却ガス162aの温度は5℃であり、冷却ガス162aの風速は20m/秒であった。
【0171】
【表1】

【0172】
(実験3)
CL1が表1に示す値であったこと、バンド温調部128bとして、バンド表面冷却機161を用いたこと以外は、実験1と同様にして、フィルム116を製造した。冷却ガス161aの温度は5℃であり、冷却ガス161aの風速は20m/秒であった。
【0173】
(実験4)
水平ドラム124、125に代えて、逃げ溝を有さず周面全体が平らな水平ドラムを用いたこと以外は、実験1と同様にして、フィルム116を製造した。
【0174】
(評価)
【0175】
実験1〜実験4で得られたフィルムについて、以下の評価を行った。
【0176】
1.削り粉故障の評価
削り粉故障の有無について調べた。
○:削り粉故障が起こらなかった。
×:削り粉故障が起こった。
【0177】
2.溶接部の跡における厚みムラの評価
以下の手順で、溶接部の跡が厚みムラとして残っているか否かを調べた。巻取装置119にて、巻き芯に巻き取られる前のフィルムから、サンプルフィルムを切り出した。切り出したサンプルフィルムを10枚重ねた。そして、10枚重ねたサンプルフィルムに光を透過させた際、サンプルフィルムの表面に現れる陰影を目視で観察した。サンプルフィルムのうち溶接部に形成された部分に陰影が観察されなかった場合には、(○)とし、サンプルフィルムのうち溶接部に形成された部分に陰影が観察された場合には、そうでない場合には、(×)とした。
【0178】
実験1〜4の評価結果を表1に示す。なお、表1において、評価結果に付した番号は、上記評価項目に付した番号を表す。
【符号の説明】
【0179】
110 溶液製膜設備
115 流延装置
91 流延バンド
141 流延膜
124、125 水平ドラム
124bs、125bs バンド支持面
124bd、125bd 逃げ溝
161 バンド表面冷却機
162 バンド裏面冷却機
【技術分野】
【0001】
本発明は、金属ドラム、流延装置、流延膜の形成方法及び溶液製膜方法に関する。
【背景技術】
【0002】
液晶ディスプレイ(LCD)の大画面化に伴い、LCDに用いる光学フィルムにも大面積化が要求される。光学フィルムは、長尺に製造されてから、LCDの寸法に応じて所定のサイズにカットされる。したがって、より大きな面積の光学フィルムを製造するためには、幅が従来よりも大きな長尺の光学フィルムを製造する必要がある。
【0003】
長尺の光学フィルムの代表的な製造方法としては、溶液製膜方法がある。溶液製膜方法は、周知のように、ポリマーが溶剤に溶けているドープを、移動する流延支持体の上に流延し、ドープからなる流延膜を流延支持体上に形成し、流延膜を流延支持体から剥がして乾燥することによりフィルムを製造する方法である。
【0004】
流延支持体として、複数の金属ドラムに掛け渡された金属製のエンドレスバンドが用いられる。溶液製膜方法により製造することができるフィルムの最大幅は、このエンドレスバンドの幅に制約される。したがって、より大きな幅のフィルムを製造するには、より大きな幅のエンドレスバンドが必要となる。しかし、これまで、幅が2m程度までのエンドレスバンドしか得られていなかった。
【0005】
そこで、特許文献1では、幅方向の中央部になる中央部バンドと、各側部になる1対の側部バンドとを、長手方向に溶接することにより、従来よりも大きな幅のエンドレスバンドを得ている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】韓国特許公開公報第2009−0110082号
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところが、特許文献1に記載のようなエンドレスバンドを用いて、長時間(例えば、700時間以上)連続して、溶液製膜方法を行なった場合、削り粉故障や厚みムラ故障が起こった。発明者の鋭意検討の結果、削り粉故障や厚みムラ故障は、溶接部の突起や残留応力に起因するものであることを突き止めた。
【0008】
更に、発明者らの鋭意検討の結果、特許文献1に記載のようなエンドレスバンドは、長手方向に延びる溶接部に起因して、幅方向にて反りが起こりやすいことがわかった。特に、エンドレスバンドの幅方向端部、すなわち、中央部バンドから側部バンドにかけて反りが起こりやすい。幅方向端部が反ったエンドレスバンドを用いて溶液製膜方法を行えば、この反りに起因して、流延膜の厚みムラが生じる。このような厚みムラが生じた流延膜を乾燥しても、厚みムラが生じたフィルムとなってしまう(以下、厚みムラ故障と称する)。
【0009】
また、反りによって湾曲したエンドレスバンドの内側の面が金属ドラムの周面と接触するようにエンドレスバンドを金属ドラムに掛け渡した場合、エンドレスバンドの側部では、バンド端が局所的に金属ドラムの周面に接触することとなる。バンド端が局所的に駆動ローラの周面に接触する状態が継続されれば、エンドレスバンドの側部の変形が増大するため、上述した厚みムラ故障が起こりやすくなる。
【0010】
更に、厚みムラが生じた流延膜を剥ぎ取る際には剥げ残り故障が生じやすくなり、厚みムラが生じた流延膜を乾燥する場合には発泡が生じやすくなる。
【0011】
エンドレスバンドの反りを矯正するために、エンドレスバンドを巻きかけた状態で金属ドラムの間隔が大きくなるように金属ドラムを変移させて、エンドレスバンドにかかる移動テンションを増大させることも可能である。しかしながら、エンドレスバンドにかかる移動テンションが増大した状態のまま溶液製膜方法を行なうと、溶接部に起因するフィルムの厚みムラ故障及び削り粉故障が起こりやすくなる。
【0012】
本発明はこのような課題を解決するものであり、金属ドラム、流延装置、流延膜の形成方法及び溶液製膜方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明の金属ドラムは、回転自在に支持され、長手方向に延びた溶接部を有する金属製のエンドレスバンドを周面で支持し、前記周面には前記溶接部から逃げるための溝が周方向へ延設されたことを特徴とする。
【0014】
前記溝が環状に形成されたことが好ましい。また、前記溝の底部が平らであることが好ましい。
【0015】
本発明の流延装置は、上記の金属ドラムと、前記溶接部が前記溝の上に位置するように前記金属ドラムに巻き掛けられ、前記金属ドラムの回転により移動する前記エンドレスバンドと、ポリマー及び溶剤を含むドープを前記エンドレスバンドの表面に向けて流出する流延ダイと、前記流出したドープからなり前記表面上に形成された流延膜に加熱風をあてて、前記流延膜から前記溶剤を蒸発させる膜乾燥機とを備えることを特徴とする。
【0016】
前記流延膜を前記エンドレスバンドから剥離して湿潤フィルムとする剥離機を備えたことが好ましい。
【0017】
前記流延膜は前記エンドレスバンドのうち剥離用の前記金属ドラムに支持された部分で剥離され、前記剥離用の金属ドラムを冷却する剥離ドラム冷却機と、前記剥離用の金属ドラムに近づくように移動する前記エンドレスバンドの前記溶接部を裏面側から冷却するバンド裏面冷却機とを備えたことが好ましい。
【0018】
前記流延ダイから流出した前記ドープは前記エンドレスバンドのうち流延用の前記金属ドラムに支持された部分に到達し、前記流延用の金属ドラムを冷却する流延ドラム冷却機と、前記エンドレスバンドのうち前記ドープが到達する位置及び前記流延膜が剥離される位置の間に設けられ、前記流延用の金属ドラムに支持された前記溶接部を前記表面側から冷却するバンド表面冷却機とを備えたことが好ましい。
【0019】
本発明の流延膜の形成方法は、上記の流延装置を用いて、前記エンドレスバンドの表面に前記流延膜を形成することを特徴とする。
【0020】
本発明の溶液製膜方法は、上記の流延装置を用いて、前記エンドレスバンドの表面に前記流延膜を形成し、前記流延膜を前記エンドレスバンドから剥離してフィルムとすることを特徴とする。
【発明の効果】
【0021】
本発明によれば、溶接部に起因するフィルムの厚みムラ故障及び削り粉故障を抑えつつ、従来よりも幅が広い帯状のフィルムを効率よく製造することができる。
【0022】
従来のエンドレスバンド(幅が2m以下のもの)にも溶接部が存在していたが、この溶接部は幅方向に延びるものである。このようなエンドレスバンドを用いて得られたフィルムにおいて、溶接部に起因する厚みムラ等の悪影響が及んだ部分は、溶接部と同様に幅方向に延びる。したがって、得られた帯状のフィルムを幅方向で裁断することで、悪影響が及んだ部分を製品フィルムから取り除くことが容易であった。一方、長手方向に延びる溶接部を有するエンドレスバンドを用いる場合には、従来のエンドレスバンドと異なり、溶接部に起因して悪影響が及んだ部分を取り除くことが容易ではない。本発明によれば、流延膜のうち溶接部上に形成された部分を、製品用のフィルムに含めることができる。
【0023】
本発明によれば、かかる場合であっても、溶接部に起因するフィルムの厚みムラ故障及び削り粉故障を抑えつつ、従来よりも幅が広い帯状のフィルムを効率よく製造することができる。
【図面の簡単な説明】
【0024】
【図1】バンドの製造設備の概要を示す側面図である。
【図2】バンド製造設備の概要を示す平面図である。
【図3】溶接ユニットの概要を示す側面図である。
【図4】溶接ユニットの概要を示す平面図である。
【図5】溶接支持ローラの概要を示すV−V線断面図である。
【図6】溶接ビード及びその周辺の説明図である。
【図7】テーパローラの概略図である。
【図8】クリップの概略図である。
【図9】バンドの概略図である。
【図10】溶液製膜設備の概要を示す側面図である。
【図11】流延装置の概要を示す側面図である。
【図12】流延装置本体の概要を示す斜視図である。
【図13】水平ドラムの概要を示す斜視図である。
【図14】バンドのP1―P1線断面図である。
【図15】バンド裏面冷却機の概要を示す斜視図である。
【図16】バンドのP2―P2線断面図である。
【発明を実施するための形態】
【0025】
図1及び図2に示すバンド製造設備10は、長尺の中央部材12と、中央部材12の幅方向両側に設けられる側部材11とからなる長尺のバンド部材13をつくるものである。
【0026】
側部材11と中央部材12とは、それぞれ金属製のシート材である。側部材11は相対的に幅が狭い幅狭のシート材である。側部材11と中央部材12とは、互いに同じ素材から形成されることが好ましく、互いに同一の原料及び形成工程を経て形成されることがより好ましい。例えば、側部材11及び中央部材12として、ステンレス鋼から形成されたもの用いることが好ましい。
【0027】
中央部材12としては、従来の流延支持体として用いられてきたバンドを用いてよい。中央部材12は、側部材11よりも幅が広く、本実施形態における中央部材12の幅は1500mm以上2100mm以下の範囲で一定であり、側部材11の幅は50mm以上500mm以下の範囲で一定である。
【0028】
バンド製造設備10は、送出部16と、突き合わせ部17と、溶接ユニット18と、加熱部19と、巻取装置20とを備える。
【0029】
(送出部)
送出部16は、側部材11を送り出す第1送出装置23と、中央部材12を送り出す第2送出装置24とを有し、側部材11と中央部材12とをそれぞれ独立して突き合わせ部17に送る。第1送出装置23には、ロール状に巻かれた側部材11がセットされ、側部材11を巻き出して突き合わせ部17に送る。第2送出装置24には、ロール状に巻かれた中央部材12がセットされ、中央部材12を巻き出して突き合わせ部17に送る。
【0030】
突き合わせ部17は、側部材11の側縁11eと中央部材12の側縁12eとが互いに接するように、独立して案内されてくる側部材11と中央部材12とを突き合わせる。突き合わせ部17は、中央部材12の搬送路に上流側から順に配される第1ローラ26と第2ローラ27、側部材11の搬送路に配される第3ローラ28、側部材11と中央部材12との両方を支持するように搬送路に配される第4ローラ29を有することが好ましい。
【0031】
第4ローラ29は、側部材11の一方の側縁と中央部材12の一方の側縁とが接触を開始する突き合わせ位置Phにおいて、送られてきた側部材11と中央部材12とを支持する突き合わせ支持ローラである。
【0032】
第2ローラ27と第3ローラ28とは、第4ローラ29の周面で中央部材12と側部材11とが接触するように中央部材12の搬送経路と側部材11の搬送経路とをそれぞれ調整する。
【0033】
第2ローラ27は、中央部材12の搬送経路を調整して、側部材11と溶接されるべき側縁12eの通過経路を、突き合わせ位置Phに向けて制御する。第2ローラ27は、中央部材12の幅方向Yに移動自在となっている。シフト機構32は、第2ローラ27を幅方向Yへ移動する。
【0034】
第2ローラ27と第4ローラ29との間には、中央部材12の各側縁12eのうちの一方の通過位置を検出し、検出した通過位置の信号をコントローラ33に送る位置検出手段34が配される。コントローラ33は、送られてきた通過位置の信号に基づき、幅方向Yにおける第2ローラ27の変位量を求め、変位量の信号をシフト機構32に送る。シフト機構32は、送られてきた変位量の信号に基づき第2ローラ27の傾きや中央部材12の幅方向Yにおける第2ローラ27の位置を変える。このように第2ローラ27の傾きや位置を変えることにより、中央部材12が幅方向Yに変位する。
【0035】
第1ローラ26には、シフト機構37が設けられていることが好ましい。このシフト機構37により、第1ローラ26は、第2ローラ27に向かう中央部材12を一方の部材面から押す。この第1ローラ26の変位量に応じて、第1ローラ26の中央部材12に対する押し圧が変わり、押し圧を調整することにより、第2ローラ27に巻き掛ける中央部材12の巻き掛け中心角を制御することができる。この巻き掛け中心角の制御により、第2ローラ27による中央部材12の幅方向Yでの変位量をより精緻に制御することができる。
【0036】
第3ローラ28は、側部材11の搬送経路を調整して、中央部材12と溶接されるべき一方の側縁11eの通過経路を突き合わせ位置Phに向けて調整する。第3ローラ28には、長手方向の向きを制御するコントローラ38が備えられる。このコントローラ38は、例えば、側部材11と接触している間の接触領域における周方向と中央部材12の搬送方向Xとのなす角θ1が変化するように、第3ローラ28の長手方向を側部材11の部材面に沿って変化させる。
【0037】
以上のように第1ローラ26〜第3ローラ28を用いて、突き合わせ位置Phが第4ローラ29上になるように制御することが好ましい。第1ローラ26〜第3ローラ28は、いずれも周方向に回転する駆動ローラであることが好ましい。周方向に回転することにより、第1ローラ26及び第2ローラ27は、中央部材12の搬送手段としても作用し、第3ローラ28は、側部材11の搬送手段としても作用する。第1ローラ26〜第3ローラ28を駆動ローラとすることにより、側部材11と中央部材12との搬送路の制御がより確実になるとともに、側部材11と中央部材12との第1ローラ26〜第3ローラ28上でのスリップを防止して部材面に傷がつくことが防止される。
【0038】
(溶接ユニット)
溶接ユニット18は、互いの側縁11e,12eが接触した状態で突き合わせ部17から供給される側部材11と中央部材12とを溶接する。突き合わせ部17から連続的に供給されることにより、側部材11と中央部材12とを長手方向で溶接する長手溶接工程を行うことができる。溶接ユニット18は、溶接装置42を備える。溶接装置42としては、例えば、レーザ溶接装置が挙げられる。レーザ溶接装置としては、例えば、CO2レーザ溶接装置や、YAGレーザ溶接装置を用いることができる。本実施態様では、CO2レーザ溶接装置を溶接装置42として用いた場合を説明する。
【0039】
溶接装置42は、集光したレーザ光を射出して、照射対象としての側部材11及び中央部材12にレーザ光を照射することにより、側部材11と中央部材12とを溶融して接合する。溶接装置42は、レーザ発振器43と、このレーザ発振器43から案内されてきたレーザ光を集光して射出する溶接装置本体46と、レーザ光を照射するにあたりCO2ガスを供給するガス供給部(図示無し)とを備える。CO2ガスは、側部材11と中央部材12との酸化を防止する。なお、図2においては、図の煩雑化を避けるためにレーザ発振器43の図示は略してある。
【0040】
レーザ溶接装置に代えてTIG溶接(Tungsten Inert Gas welding)装置を用いてもよい。TIG溶接とは、周知のように、アークを熱源とする溶接アーク溶接のひとつであり、シールドガスとしてイナートガス(不活性ガス)を用い、電極にはタングステンあるいはタングステン合金を用いるイナートガスアーク溶接の一種である。TIG溶接よりもレーザ溶接の方がより好ましい。また、TIG溶接とレーザ溶接とを組み合わせたハイブリッド溶接としてもよい。
【0041】
溶接装置本体46のレーザ光の射出口に対向するように、側部材11と中央部材12との搬送路には側部材11と中央部材12とを周面で支持する溶接支持ローラ41が備えてある。溶接支持ローラ41の回転軸は、側部材11及び中央部材12の幅方向Yと平行である。溶接支持ローラ41の周面で支持されている間の側部材11と中央部材12とにレーザ光が照射されるように、溶接支持ローラ41による側部材11と中央部材12との支持位置を設定することが好ましい。すなわち、溶接支持ローラ41上で、溶接をすることが好ましい。これにより、互いに側縁11e,12eが接した状態で側部材11と中央部材12とが安定し、照射すべき箇所にレーザ光を確実に照射することができる。
【0042】
溶接装置本体46には、幅方向Yに変位するためのシフト機構50が備えられることが好ましい。溶接装置42の上流側には、側部材11の側縁11eと中央部材12の側縁12eとが接している接触位置Ps(図5参照)を検出し、検出した接触位置Ps(図5参照)の信号をコントローラ51に送る位置検出手段47が設けてある。位置検出手段47は、突き合わせ位置Phから溶接装置42(例えば、溶接位置Pw)に至る搬送路近傍に配されてあればよい。
【0043】
コントローラ51は、送られてきた接触位置Ps(図5参照)の信号に基づき、幅方向Yにおける溶接装置本体46の変位量を求め、変位量の信号をシフト機構50に送る。コントローラ51は、側部材11と中央部材12との搬送速度の信号が入力されると、溶接装置本体46を変位させるべき変位量の信号とともに変位させるタイミングの信号とをシフト機構50に送る。シフト機構50は、送られてきた変位量及び変位のタイミングの信号に基づき、溶接装置本体46の位置を所定のタイミングで変える。このように溶接装置本体46の位置を幅方向Yで変えることにより、レーザ光の照射位置をより精緻に制御して、より確実に、側部材11と中央部材12とが溶接される。なお、本実施形態における溶接装置42への側部材11と中央部材12との搬送速度は0.15m/分以上20m/分以下の範囲としてある。
【0044】
溶接ユニット18には、図1に示すように、溶接装置本体46と溶接支持ローラ41とを外部空間と仕切るチャンバ52と、気体を清浄化する清浄装置55とを設けることがより好ましい。なお、図2においては、図の煩雑化を避けるためにチャンバ52と清浄装置55との図示は略してある。チャンバ52には、内部気体を外部に出す第1開口(図示無し)と、清浄装置55で清浄化された気体を内部に案内する第2開口(図示無し)とが設けられる。第1開口と第2開口とは、それぞれ清浄装置55に接続する。チャンバ52の内部気体は、第1開口から清浄装置55に案内され、清浄装置55はチャンバ52から案内されてきた気体を清浄化して第2開口を介してチャンバ52に送る。このように、チャンバ52の内部気体は、清浄装置55との間で循環される。
【0045】
チャンバ52の内部気体を清浄化しておくことにより、溶接位置Pw及びその周辺が清浄化され、溶接部13wに異物等が混入されてしまうことが防止される。なお、チャンバ52の内部の圧力が、外部空間の圧力よりも高く保持することにより、チャンバ52の内部を清浄化した状態により確実に保持することができる。また、溶接位置Pwを、送出部16、突き合わせ部17、加熱部19、巻取装置20に対して相対的に高い位置にすることにより、これらから異物が案内されることをより防止することができる。
【0046】
チャンバ52の内部の清浄度は、例えば、米国連邦規格FED−STD−209Dでのクラス1000以下とすることが好ましく、クラス100以下にすることがより好ましい。
【0047】
(加熱部)
加熱部19は、溶接ユニット18よりも下流側に設けられることが好ましい。加熱部19は、溶接により得られたバンド部材13の溶接部13wを一定の温度範囲になるように加熱するものであれば特に限定されない。溶接部13w及びその周辺には、溶接により生じたひずみに起因する応力が内部に残っていることがある。このような溶接部13wやその周辺を加熱部19により加熱することにより応力を除去することができる。この応力の除去により、長時間連続して溶液製膜方法を行う場合であっても、溶接部13wの変形を抑えることができる。
【0048】
加熱部19の加熱による溶接部13wの温度は、応力が除去される温度であれば特に限定されないが、例えばバンド部材13がステンレス鋼からなる場合には、溶接部13wの温度は、100℃以上200℃以下であることが好ましく、120℃以上180℃以下であることがより好ましい。
【0049】
加熱部19としては、例えば、送風手段がある。加熱部19としての送風手段は、図1に示すように、一定の温度の気体を吹き出すダクト56と、気体の温度を制御した上でこの気体をダクト56に送り込む送風機57とがある。なお、図2においては、図の煩雑化を避けるためにダクト56と送風機57との図示は略してある。
【0050】
加熱部19は、バンド部材13の搬送路に関し、図1のように溶接支持ローラ41とは反対側に設けてもよいし、溶接支持ローラ41と同じ側に設けてもよい。
【0051】
応力を除去されたバンド部材13は、加熱部19の下流の巻取装置20に送られ、ロール状に巻き取られる。巻取装置20には、バンド部材13を巻き取る巻き芯がセットされ、この巻き芯を周方向に回転させる駆動手段が設けられている。
【0052】
巻取装置20は、溶接位置Pwにおけるバンド部材13と側部材11及び中央部材12との張力を制御する溶接張力制御手段としても作用する。そこで、溶接位置Pwにおけるバンド部材13と側部材11及び中央部材12との張力が一定に保持されるように、巻取装置20のトルクを制御することが好ましい。これにより、溶接部13wを長手方向において一定の状態にすることができる。
【0053】
溶接を開始する場合には、例えば、巻取装置20を用いて以下のようにすると好ましい。まず、送出部16から巻取装置20に至る搬送路に側部材11と中央部材12とをセットし、側部材11と中央部材12との各先端を巻取装置20の巻き芯に巻き掛ける。側部材11と中央部材12との巻取を開始する。巻取を開始して、側部材11と中央部材12との搬送の経路を制御して突き合わせ位置Phを所定位置に保持する。側部材11と中央部材12との突き合わせ位置Phが一定に保持されるようになった後に、溶接装置42により溶接を開始する。
【0054】
(ずれ防止)
溶接は、側部材11と中央部材12とバンド部材13との位置ずれを抑止しながら実施することが好ましい。例えば、溶接ユニット18に代えて、押圧装置を備える図3及び図4に示すような溶接ユニット61を用いてもよい。溶接ユニット61は、図1及び図2に示す溶接ユニット18に、押圧装置62をさらに備えたものであり、シフト機構50、コントローラ51、チャンバ52、清浄装置55を溶接ユニット18と同様に備えるが、図示の煩雑化を避けるため図3及ぶ図4ではこれらの図示を略してある。また、図1及び図2と同じ装置、部材については図1及び図2と同じ符号を付し、説明を略す。なお、溶接ユニット61では、チャンバ52は、押圧装置62と溶接支持ローラ41とを外部空間と仕切るように囲む。
【0055】
押圧装置62は、溶接位置Pwにおける側部材11と中央部材12とバンド部材13との位置ずれを抑止するものであり、第1ベルト63及び第2ベルト64とからなる1対のベルトにより、溶接支持ローラ41上の側部材11と中央部材12とバンド部材13とを押さえる。
【0056】
第1ベルト63と第2ベルト64とは、環状に形成された無端のベルトである。第1ベルト63と第2ベルト64とは、第5ローラ67〜第7ローラ69の周面に、第5ローラ67〜第7ローラ69の各長手方向に並ぶように巻き掛けられる。第5ローラ67〜第7ローラ69のうち少なくともいずれかひとつのローラは、周方向に回転する駆動ローラとされる。この駆動ローラの回転によって、第1ベルト63と第2ベルト64とは、互いに平行な搬送路を保持しながら、搬送される。
【0057】
第5ローラ67〜第7ローラ69は、回転軸が溶接支持ローラ41の回転軸と平行となるように配される。
【0058】
第5ローラ67〜第7ローラ69は、側部材11と中央部材12との搬送路に関し、第4ローラ29と溶接支持ローラ41とが配されてある側とは反対側の領域に配される。第5ローラ67は、第4ローラ29から溶接支持ローラ41へ向かう側部材11と中央部材12との搬送路に対向するように設けられる。第6ローラ68は、溶接支持ローラ41から加熱部19に向かう側部材11と中央部材12との搬送路に対向するように設けられる。第7ローラ69は、第6ローラ68から第5ローラ67へ向かう第1ベルト63と第2ベルト64との搬送路を決定するように、適宜配される。
【0059】
第5ローラ67と第6ローラ68とは、第5ローラ67から第6ローラ68に向かう第1ベルト63と第2ベルト64とが、溶接支持ローラ41上の側部材11と中央部材12とバンド部材13とを押圧するように搬送されるように配される。例えば、溶接支持ローラ41上の側部材11と中央部材12とを上方から溶接する場合には、第5ローラ67と第6ローラ68とは、これらの各下端が、溶接支持ローラ41の上端よりも低い位置となるように配される。
【0060】
第5ローラ67と第6ローラ68とは、第1ベルト63の搬送路が側部材11と側部材11から形成されるバンド部材13の側部13sとの搬送路と対向するように、また、第2ベルト64の搬送路が中央部材12と中央部材12から形成されるバンド部材13の中央部13cとの搬送路に対向するように、設けられる。これにより、第1ベルト63は側部材11と側部13sとを、第2ベルト64は中央部材12と中央部13cとを、それぞれ溶接支持ローラ41に押圧する。
【0061】
以上のように、第1ベルト63と第2ベルト64とは、それぞれ溶接支持ローラ41にそれぞれ対向して設けられ、溶接位置Pwにおける側部材11と中央部材12との高さが等しくなるように押圧する。側部材11と中央部材12との高さとは、各部材11,12の表面の高さである。このように高さが等しくなるように側部材11と中央部材12とを押さえ、この状態で溶接を実施することにより、溶接部13wの態様が長手方向でより均一になるとともに、溶接をより確実に行うことができる。
【0062】
図5及び図6を参照しながら、長手溶接工程についてさらに詳細に説明する。第1ベルト63と第2ベルト64とは、互いに離れた状態で搬送される。第1ベルト63と第2ベルト64とは、溶接位置Pwが第1ベルト63と第2ベルト64との隙間を通過するように搬送路が設定される。これにより、側部材11の側縁11eと中央部材12の側縁12eとが接している接触位置Psは、図5に示すように第1ベルト63と第2ベルト64との隙間を通過し、第1ベルト63と第2ベルト64との間で溶接される。なお、図5においては溶接装置本体46の図示を略してある。
【0063】
第1ベルト63と第2ベルト64との間隔D1は、6mm以上12mm以下の範囲とすることが好ましい。側部材11と中央部材12との幅方向Yにおける断面において、接触位置Psと第1ベルト63との距離D2、及び、接触位置Psと第2ベルト64との距離D3は、それぞれ3mm以上6mm未満の範囲とすることが好ましい。
【0064】
押圧装置62に代えて、溶接支持ローラ41の回転軸と平行な回転軸を有するローラ(図示無し)を溶接装置本体46の上流と下流とにそれぞれ配してもよい。この場合には、上流の一方のローラで側部材11と中央部材12と押さえ、下流の他方でバンド部材13を押さえることにより、溶接位置Pwにおける側部材11と中央部材12とを押圧することができる。
【0065】
図6に示すように、接触位置Ps及びこの周辺には溶接装置42の熱により溶解されて溶接ビード72が形成される。この溶接ビード72から両側に熱が伝わり、側部材11と中央部材12とのそれぞれに溶接での熱の影響を受ける熱影響領域73が生じる。この熱影響領域73は、熱影響をうけない他の領域とは異なる性状をただちに示したり、経時的に示すようになったりすることがある。例えば、このように熱影響が幅広く生じたものを流延支持体として用いると、溶液製膜方法を長時間連続して行う場合に、溶接部13wが変形する、あるいは、流延膜が発泡するなどの弊害が生じる。
【0066】
そこで、図5に示すように、溶接支持ローラ41の周面のうち、接触位置Psが通過する通過領域には、側部材11及び中央部材12よりも熱伝導率が高い素材からなる高熱伝導部71が形成されていることが好ましい。これにより、溶接装置42(図3、図4参照)からの熱をよりはやく拡散させることができる。熱をよりはやく溶接支持ローラ41側で拡散させるために、側部材11と中央部材12との熱影響領域73の幅をより小さくしたり熱影響領域73の深さも浅くすることができる。
【0067】
高熱伝導部71とされる通過領域の幅D4は26mm以上32mm以下の範囲であることが好ましい。
【0068】
さらに、第1ベルト63及び第2ベルト64の両面にも、側部材11及び中央部材12よりも熱伝導率が高い素材からなる高熱伝導部が形成されていることがより好ましい。これにより、熱影響領域73の大きさを、幅方向または厚み方向において小さくすることができる。
【0069】
側部材11の側縁11eと中央部材12の側縁12eとは、溶接位置Pwにおいて隙間が0(ゼロ)になるように密着した状態であることが好ましい。そこで、側部材11と中央部材12とは、各側縁11e及び12eを突き合わせたときに隙間が生じないような形状に予め形成されてあることが好ましい。これにより、溶接部に空隙がないバンド部材をより確実に製造することができる。
【0070】
上記の長手溶接工程は、側部材11と中央部材12との長手方向に連続して溶接を実施する連続溶接工程のみであってもよいし、これに加えて、断続的に溶接を実施する断続溶接工程を実施してもよい。断続的に溶接すると、溶接装置42に連続的に送られてくる側部材11と中央部材12とは、間欠的に溶接される。このような断続溶接工程は、連続溶接工程の前に行うことが好ましい。この場合には、断続溶接工程で、まず、側部材11と中央部材12とを仮接合し、その後、連続溶接工程で長手方向全域に亘り接合するとよい。
【0071】
断続溶接工程で仮接合し、その後連続溶接工程で接合を行う場合には、突き合わせ部17(図1,図2参照)から溶接ユニット18に側部材11と中央部材12とを案内して断続的に溶接する。なお、側部材11と中央部材12とに、後の流延支持体として用いる際の流延面に対応する表面と、非流延面に対応する裏面とを設定してある場合には、断続溶接工程での溶接は、裏面に対して行うことが好ましい。そこで、裏面が溶接装置本体46(図1参照)に対向して通過するように、側部材11と中央部材12とを搬送する。
【0072】
断続溶接工程を行った後に、巻取装置20に案内して巻き取る。なお、巻取前に溶接部に対して加熱部19により加熱してもよい。断続溶接工程を経て巻き取られた側部材11と中央部材12とからなる仮接合部材(図示無し)を、送出装置(図示無し)により巻きだして溶接ユニット18に再び送る。この送り出しは、仮溶接部材の表面が溶接装置本体46(図1参照)に対向して通過するように行う。溶接ユニット18では連続溶接を行い、バンド部材13を得る。なお、この方法に代えて、ふたつの溶接ユニット18を相対的に上流と下流とに並べて配し、上流の一方の溶接ユニット18で断続溶接を実施し、下流の他方の溶接ユニット18で連続溶接を実施してもよい。
【0073】
溶接を行うと溶接ビード72が側部材11と中央部材12とよりも盛り上がって形成される場合がある。そこで、以上のように一方の面を長手方向で溶接する第1工程と他方の面を長手方向で溶接する第2工程とを実施する場合において用いる溶接支持ローラ41には、図5に示すように、溶接支持ローラ41の周面のうち接触位置Psが通過する通過領域に、溝76が形成されてあることが好ましい。第1工程で盛り上がった溶接ビート72から形成された溶接部が、この溝76を通過するように、側部材11と中央部材12とを搬送して第2工程を実施するとよい。これにより、より平滑で、残留応力がより少ないバンド部材13を得ることができる。したがって、溶液製膜で用いても流延支持体としてのバンドに変形や、性状の変化がより少なく、流延膜が発泡せず、厚みのむらがないフィルムをより確実に製造することができる。
【0074】
溝76の幅D5は、6mm以上12mm以下の範囲であることが好ましく、溝の深さD6は、1mm程度でよい。
【0075】
以上の実施形態では突き合わせ部17における側部材11の搬送経路を調整する手段として第3ローラ28を用いるが、第3ローラ28に代えて、図7に示すようなテーパローラ81を用いてもよい。テーパローラ81は、一端から他端に向けて径dが連続的に漸減するように形成された断面円形のローラである。径dは、一端から他端に向けて一定の割合で連続的に漸減する。径dの大きい一端が中央部材12の搬送路に向き、径dの小さい他端が中央部材12とは反対側(側部材11の搬送路側)に向くように、テーパローラ81を配する。
【0076】
搬送されている側部材11は、このテーパローラ81に接触することにより、搬送の経路を中央部材12に向かう矢線Aの方向に変え、中央部材12に寄るようになる。これにより、突き合わせ位置Ph(図1、図2参照)に向けて側部材11は確実に搬送される。
【0077】
テーパローラ81には、周方向に回転する駆動手段82が備えられていることが好ましい。回転軸は、一端面の中央と他端面の中央とを挿通して形成されてある。駆動手段82で回転するテーパローラ81により側部材11を搬送することにより、側部材はより効果的に中央部材12に寄るようになる。
【0078】
第3ローラ28に代えて、図8に示すような把持手段としてのクリップ85を用いてもよい。クリップ85は、コの字状に開いたクリップ本体86と、クリップ本体86の各先端部に設けられた1対の狭持ピン87とを備え、側部材11を狭持して把持する。狭持ピン87は、側部材11を狭持する狭持位置と、狭持位置から退避する退避位置との間で移動自在に設けられる。クリップ85は、移動機構88を備え、把持を開始する把持開始位置と、把持を解除する把持解除位置との間で移動自在とされる。また、クリップ85は、幅方向Yにも移動自在とされる。
【0079】
クリップ85は、把持開始位置で狭持ピン87が狭持位置に移動することにより側部材11を把持する。クリップ85は、側部材11を把持した状態で中央部材12に向かう方向Aに寄せつつ、下流へと搬送する。
【0080】
テーパローラ81とクリップ85とは、側部材11を中央部材12へ寄せるために用いる他に、中央部材12を側部材11に寄せるために用いてもよい。この場合には、テーパローラ81、クリップ85で中央部材12を支持あるいは搬送するとよい。
【0081】
上記の実施形態では、中央部材12に両側部材11を同時に溶接しているが、一方の側部材11を中央部材12に溶接した後に、他方の側部材11を中央部材12に溶接してもよい。
【0082】
(バンド)
図9に示すように、流延支持体として用いるバンド91は、環状にされた無端のバンドである。バンド91は、バンド部材13の長手方向における一端と他端とを溶接してなる。なお、バンド91をつくるためのバンド部材13は、所定の長さにカットしても良いし、あらかじめ所定の長さにカットされた側部材11と中央部材12とからバンド部材13を作った場合は、カットせずにそのまま、バンド91をつくってもよい。当該溶接部におけるピンホールの直径は40μm未満であることが好ましい。
【0083】
バンド部材13は、幅方向Yと交差する方向でカットすることが好ましい。カットの方向は、幅方向Yとなす角が概ね5°以上15°以下の範囲となるようにカットすることがより好ましい。このようにカットしたバンド部材13の長手方向における先端と先端とを溶接した溶接部91vと、幅方向Yとのなす角θ2は、概ね5°以上15°以下の範囲となる。このように長尺のバンド部材13を環状にする環状溶接工程では、長手溶接工程で用いた溶接装置42を用いてもよいし、公知の他の溶接装置を用いてもよい。
【0084】
溶接により製造されたバンド91は、側部材11(図1〜図8参照)から形成された側部91sと、中央部材12(図1〜図8参照)から形成された中央部91cとからなり、側部91s及び中央部91cの溶接部91wは表面91aや裏面91bに露出する。溶接部91wは、溶接部13wに相当する部分である。線状の溶接部91wは、バンド91の長手方向と平行となるように設けられることが好ましい。このように得られるバンド91の幅は、2000mm以上3000mm以下の範囲である。
【0085】
得られたバンド91は、表面を研磨して鏡面にした後、溶液製膜設備に用いられる。次に、溶液製膜設備において、フィルムを製造する方法について以下に説明する。ポリマーの種類は特に限定されず、溶液製膜でフィルムにすることができる公知のポリマーを用いてよい。以下の実施形態では、ポリマーとしてセルロースアシレートを用いた場合を例にして説明する。
【0086】
(溶液製膜設備)
図10に示すように、溶液製膜設備110は、ドープ112から湿潤フィルム113をつくる流延装置115と、湿潤フィルム113の乾燥によりフィルム116を得るクリップテンタ117と、湿潤フィルム113の乾燥を行うフィルム乾燥装置118と、フィルム116を巻き芯に巻き取る巻取装置119とを有する。
【0087】
(流延装置)
図10及び図11に示すように、流延装置115は、ケーシング121と、ケーシング121内に配された流延装置本体とを有する。流延装置本体は、流延支持ユニットと、仕切りユニットと、流延ユニットと、膜乾燥ユニットと、剥離ローラ122とを有する。
【0088】
流延支持ユニットは、水平ドラム124、125と、水平ドラム124、125に掛け渡されたバンド91と、バンド移動制御ユニット128(図12参照)とを備える。
【0089】
水平ドラム124は、駆動軸124aと、駆動軸124aに軸着されたステンレス製のドラム本体124bとを備える。水平ドラム125は、軸125aと、軸125aに軸着されたステンレス製のドラム本体125bとを備える。ドラム本体124b、125bの周面は平らに形成される。
【0090】
バンド91は、帯状のシート材の両端を連結することにより得られる。バンド91は、前述したバンド製造設備10(図1参照)により製造可能である。
【0091】
バンド91は、十分な耐腐食性と強度とを有するSUS316製であることが好ましい。バンド91の幅は、例えば、ドープ112の流延幅の1.1倍以上2.0倍以下であることが好ましい。バンド91の長さは、例えば、20m以上200m以下であることが好ましい。バンド91の厚みは、例えば、0.5mm以上〜2.5mm以下であることが好ましい。なお、バンド91の厚みムラは、全体の厚みに対して0.5%以下のものを用いることが好ましい。また、流延膜が形成される表面(以下、流延面と称する)91aと、ドラム本体124b、125bと接する裏面91bは平坦に形成される。特に、流延面91aは、研磨されていることが好ましく、流延面91aの表面粗さは0.05μm以下であることが好ましい。
【0092】
図12に示すように、バンド移動制御ユニット128は、バンド91の移動や温度を制御するためのものであり、駆動用モータ128mと、軸シフト部128sと、ロードセル128lcと、ドラム温調部128dと、バンド温調部128bと、コントローラ128cとを備える。
【0093】
駆動用モータ128mは、駆動軸124aに接続する。コントローラ128cは、駆動用モータ128mを制御して、ドラム本体124bを所定の速度で回転させる。バンド91は、ドラム本体124bの回転に伴い所定の方向へ循環移動し、ドラム本体125bは、バンド91の移動に従って回転する。以下、バンド91の移動方向をZ1方向と称し、バンド91の幅方向をZ2方向と、垂直方向をZ3方向と称する。
【0094】
バンド91の流延面91aの移動速度V91aは150m/分以下であることが好ましい。移動速度V91aが150m/分を超えると、ビードを安定して形成することが困難となる。移動速度V91aの下限値は、目標とするフィルムの生産性を考慮すればよい。移動速度V91aの下限値は、例えば、10m/分である。
【0095】
駆動軸124aは、ドラム本体124b、125bに掛け渡されたバンド91に所定の移動テンションが印加されるテンション印加位置と、ドラム本体124b、125bに掛け渡されたバンド91が弛む弛み位置との間で移動自在となっている。軸シフト部128sは、コントローラ128cの制御の下、テンション印加位置と弛み位置との間で、駆動軸124aを変移可能である。軸シフト部128sは、軸125aと平行な状態を維持しながら駆動軸124aを変移させることが好ましい。
【0096】
ロードセル128lcは、駆動軸124aに取り付けられる。ロードセル128lcは、駆動軸124aが受ける外力を検知する。コントローラ128cは、ロードセル128lcから駆動軸124aが受ける外力を読み取る。次に、コントローラ128cは、読み取った外力及び内蔵されたバンド91の断面積の値に基づいて、バンド91にかかる移動テンションが所定のものとなるように、軸シフト部128sを制御する。こうして、Z2方向において一様な移動テンションを、バンド91に印加することができる。
【0097】
ドラム温調部128dは、水平ドラム124に取り付けられるドラム温調部128daと、水平ドラム125に取り付けられるドラム温調部128dbとを備える。ドラム温調部128da、128dbは、それぞれ、コントローラ128cの制御の下、所望の温度に調節された伝熱媒体を、ドラム本体124b、125b内に設けられる流路中で循環させる。この伝熱媒体の循環により、ドラム本体124b、125bの温度を所望の温度に保つことができる。バンド91の流延面91a、特に流延膜が形成される部分の温度は10℃〜40℃の範囲内で略一定に調節されることが好ましい。
【0098】
バンド温調部128bについては、後述する。
【0099】
仕切りユニットは、図11に示すように、第1〜第3シール部材131〜133を備える。第1〜第3シール部材131〜133は、ケーシング121内にて、Z1方向上流側から下流側に向かって順次配される。第1〜第3シール部材131〜133は、それぞれ、ケーシング121の内壁面から突出し、突端がバンド91の流延面91aに近接するように設けられる。第1〜第3シール部材131〜133により、ケーシング121内、すなわちケーシング121の内壁面と流延面91aとで囲まれたエリアは、Z1方向上流側から下流側に向かって、流延室121a、乾燥室121b、及び剥離室121cに仕切られる。そして、流延室121aの気密性は、第1〜第2シール部材131〜132により維持される。また、乾燥室121bの気密性は、第2〜第3シール部材132〜133により維持される。第1〜第3シール部材131〜133と流延面91aとの間隔は、例えば、1.5mm以上2.0mm以下である。
【0100】
(流延室)
流延室121aには、ドープ112から流延膜141を形成する流延ユニットが配される。流延ユニットは、流延ダイ142と減圧機143とを備える。流延ダイ142は、ドープ112を流出するドープ流出口142aを有し、ドープ流出口142aがバンド91と近接するように、水平ドラム124の上方に配される。
【0101】
流延ダイ142は、ドープ流出口142aからバンド91に向けてドープ112を流出する。ドープ流出口142aから流出し流延面91aに到達するまでのドープ112は、ビードを形成する。流延面91aに到達したドープ112は、Z1方向にて流れ延ばされる結果、帯状の流延膜141を形成する。
【0102】
減圧機143は、ビードのZ1方向の上流側を減圧するためのものであり、流延ダイ142のドープ流出口142aよりもZ1方向の上流側に配置される減圧チャンバ143aと、減圧チャンバ143a内の気体を吸引するための減圧ファン(図示しない)と、減圧ファン及び減圧チャンバ143aとを接続する吸引管(図示しない)とを有する。
【0103】
(乾燥室)
乾燥室121bには、流延膜の乾燥を行う膜乾燥ユニットが配される。膜乾燥ユニットは、流延膜141に所定の乾燥風を供給する第1乾燥機151〜第2乾燥機152と、乾燥制御機(図示しない)とを備える。第1乾燥機151〜第2乾燥機152は、乾燥室121bにおいて、Z1方向上流側から下流側に向かって順次設けられる。第1乾燥機151は、水平ドラム124,125に掛け渡されたバンド91の上方に配される。第2乾燥機152は、水平ドラム124,125に掛け渡されたバンド91の下方に配される。
【0104】
第1乾燥機151は、第1給気ダクト151aと第1排気ダクト151bとを備える。第1給気ダクト151aと第1排気ダクト151bとは、Z1方向上流側から下流側に向かって順次設けられる。第1給気ダクト151aと第1排気ダクト151bとは、それぞれバンド91から離隔して配される。第1給気ダクト151bには、第1乾燥風151daが送り出される第1給気口が設けられる。Z1方向下流側に向かって開口する第1給気口は、流延膜141の一の端から他の端まで延設される。第1排気ダクト151aには、第1乾燥風151daを排気する第1排気口が設けられる。Z1方向上流側に向かって開口する第1排気口は、流延膜141の一の端から他の端まで延設される。
【0105】
第2乾燥機152は、第2排気ダクト152aと第2給気ダクト152bとを備える。第2排気ダクト152aと第2給気ダクト152bとは、Z1方向上流側から下流側に向かって順次設けられる。第2排気ダクト152a及び第2給気ダクト152bは、それぞれバンド91から離隔して配される。第2排気ダクト152aには、第2乾燥風152daを排気する第2排気口が設けられる。Z1方向下流側に向かって開口する第2排気口は、流延膜141の一の端から他の端まで延設される。第2給気ダクト152bには、第2乾燥風152daが送り出される第2給気口が設けられる。Z1方向上流側に向かって開口する第2給気口は、流延膜141の一の端から他の端まで延設される。
【0106】
乾燥制御機は、第1乾燥風151da及び第2乾燥風152daの温度や風速を独立して調節するものであり、第1乾燥風151da及び第2乾燥風152daの温度を調節する第1〜第2温調機(図示しない)と、第1乾燥風151da及び第2乾燥風152daの風量を調節する第1〜第2送風ファン(図示しない)と、コントローラ(図示しない)とを備える。第1〜第2温調機及び第1〜第2送風ファンは、第1乾燥機151〜第2乾燥機152のダクト内に設けられる。コントローラは、第1〜第2温調機及び第1〜第2送風ファンを制御して、第1乾燥風151da及び第2乾燥風152daについての温度や風速を独立して調節する。
【0107】
(剥取室)
剥離室121cには、剥離ローラ122が配される。剥取ローラ122は、剥ぎ取り可能な状態となった流延膜141をバンド91から剥ぎ取って湿潤フィルム113とし、剥離室121cに設けられた出口121coから湿潤フィルム113を送り出す。こうして、水平ドラム124は、流延用、及び剥離用の金属ドラムとなる。
【0108】
ケーシング121内の雰囲気に含まれる溶剤を凝縮する凝縮装置、凝縮した溶剤を回収する回収装置を、流延装置115に設けてもよい。これにより、ケーシング121内の雰囲気に含まれる溶剤の濃度を一定の範囲に保つことができる。
【0109】
図13に示すように、ドラム本体124bの外周部には、バンド91の裏面91bを支持するバンド支持面124bsが形成される。バンド支持面124bsには、逃げ溝124bdが設けられる。逃げ溝124bdは、周方向に延設され、環状に形成される。同様に、ドラム本体125bの外周部には、バンド91の裏面91bを支持するバンド支持面125bsが形成される。バンド支持面125bsには、逃げ溝125bdが設けられる。逃げ溝125bdは、逃げ溝124bdと同様の形状に形成され、周方向に延設され、環状に形成される。なお、周方向に延設された各逃げ溝124bd、125bdは、溶接部に起因するフィルムの厚みムラ故障及び削り粉故障が抑えられる程度であれば、環状ではなく、すなわち、その両端が離れた形状でもよい。
【0110】
図14に示すように、溶接部91wが逃げ溝124bd上となるように、バンド91がドラム本体124bに巻き掛けられる。同様に、溶接部91wが逃げ溝125bd上となるように、バンド91がドラム本体125bに掛け渡される。
【0111】
逃げ溝124bdの幅W124bdは、溶接部91wの幅に、各ドラム124、125に巻きかけた状態で移動させたときのバンド91の蛇行幅を加えたものであればよく、例えば、20mm以上40mm以下である。逃げ溝124bdの深さD124bdは、逃げ溝124bdの底部からバンド91の裏面91bまでの間隔CL1が0.1mm以内となるようなものあればよく、例えば、0.03mm以上0.1mm以下である。なお、逃げ溝124bdの端部分124bEは、面取り加工されていることが好ましい。
【0112】
バンド91が蛇行した場合に、逃げ溝124bdの底部124bbとバンド91との間隔が増大するとバンド91への伝熱不良が生じ、底部124bbとバンド91との間隔が減少すると溶接部91wとの接触という問題が生じる。そこで、逃げ溝124bdの底部124bbは、平ら、すなわち、バンド支持面124bsと平行であることが好ましい。逃げ溝124bdの底部124bbがバンド支持面124bsと平行であることにより、バンド91が蛇行した場合でも、底部124bbとバンド91との間隔を一定に保つことが可能となる。
【0113】
(バンド温調部)
図11及び図12に示すように、バンド温調部128bは、剥離室121cに配されたバンド表面冷却機161と、乾燥室121bに配されたバンド裏面冷却機162とを備える。
【0114】
バンド表面冷却機161は、図14及び図15に示すように、流延膜141が剥離される(以下、剥離位置と称する)位置PPよりもZ1方向下流側であって、Z2方向では、逃げ溝124bdに対向する部分、すなわち溶接部91wの近傍に設けられる。ここで、剥離位置PPは、バンド91のうち剥離用の金属ドラム、すなわち水平ドラム124によって支持された部分に設定される。
【0115】
バンド表面冷却機161は、冷却ガス161aの温度を調節する温調部161tと、冷却ガス161aを送り出す冷却ノズル161nと、冷却ノズル161nから送り出された冷却ガス161aが流延面91a側の溶接部91wにあたるように、冷却ノズル161nの位置を調節する冷却ノズル位置調節部161sとを備える。
【0116】
バンド裏面冷却機162は、図15及び図16に示すように、Z1方向では、バンド91のうち、水平ドラム124に近づくように移動する部分であって、Z2方向では、逃げ溝124bdに対向する部分、すなわち溶接部91wの近傍に設けられる。
【0117】
バンド裏面冷却機162は、バンド表面冷却機161と同様に、冷却ガス162aの温度を調節する温調部162tと、冷却ガス162aを送り出す冷却ノズル162nと、冷却ノズル162nから送り出された冷却ガス162aが裏面91b側の溶接部91wにあたるように、冷却ノズル162nの位置を調節する冷却ノズル位置調節部162sとを備える。
【0118】
図10に戻って、流延装置115とクリップテンタ117との間の渡り部には、湿潤フィルム113を支持する支持ローラ171が複数並べられている。支持ローラ171は、図示しないモータにより、軸を中心に回転する。支持ローラ171は、流延装置115から送り出された湿潤フィルム113を支持して、クリップテンタ117へ案内する。なお、渡り部に2つの支持ローラ171を並べた場合を示しているが、本発明はこれに限られず、渡り部に1つ、または3つ以上の支持ローラ171を並べてもよい。また、支持ローラ171は、フリーローラでもよい。
【0119】
クリップテンタ117は、湿潤フィルム113の幅方向両側縁部を把持する多数のクリップを有し、このクリップが延伸軌道上を移動する。クリップにより把持された湿潤フィルム113に対し乾燥風が送られ、湿潤フィルム113には、幅方向への延伸処理とともに乾燥処理が施される。
【0120】
クリップテンタ117とフィルム乾燥装置118との間には耳切装置172が設けられている。耳切装置172に送り出されたフィルム116の幅方向の両端は、クリップによって形成された把持跡が形成されている。耳切装置172は、この把持跡を有する両端部分を切り離す。この切り離された部分は、送風によりカットブロワ(図示しない)及びクラッシャ(図示しない)へ順次に送られて、細かく切断され、ドープ等の原料として再利用される。
【0121】
フィルム乾燥装置118は、フィルム116の搬送路を備えるケーシングと、フィルム116の搬送路を形成する複数のローラ118aと、ケーシング内の雰囲気の温度や湿度を調節する空調機(図示しない)とを備える。ケーシング内に導入されたフィルム116は、複数のローラ118aに巻き掛けられながら搬送される。この雰囲気の温度や湿度の調節により、ケーシング内を搬送されるフィルム116から残留した溶剤が蒸発する。更に、フィルム乾燥装置118に、フィルム116から蒸発した溶剤を吸着により回収する吸着回収装置が接続される。
【0122】
フィルム乾燥装置118及び巻取装置119の間には、上流側から順に、冷却室173、除電バー(図示しない)、ナーリング付与ローラ174、及び耳切装置(図示しない)が設けられる。冷却室173は、フィルム116の温度が略室温となるまで、フィルム116を冷却する。除電バーは、冷却室173から送り出され、帯電したフィルム116から電気を除く除電処理を行う。ナーリング付与ローラ174は、フィルム116の幅方向両端に巻き取り用のナーリングを付与する。耳切装置は、切断後のフィルム116の幅方向両端にナーリングが残るように、フィルム116の幅方向両端を切断する。
【0123】
巻取装置119は、プレスローラ119aと巻き芯119bを有する。巻取装置119に送られたフィルム116は、プレスローラ119aによって押し付けられながら巻き芯119bに巻き取られ、ロール状となる。
【0124】
次に、本発明の作用を説明する。図11に示すように、コントローラ128cは、駆動用モータ128mを介して、水平ドラム124を回転させる。これにより、バンド91は、各室121a〜121cを順次、循環移動する。
【0125】
(膜形成工程)
流延室121aでは、バンド91上にドープ112からなる流延膜141を形成する流延工程が行われる。流延ダイ142は、ドープ流出口142aからドープ112を連続的に流出する。流出したドープ112は、流延ダイ142からバンド91にかけてビードを形成し、バンド91上にて流れ延ばされる。こうして、バンド91上には、ドープ112からなる流延膜141が形成される。
【0126】
減圧機143は、ビードのZ1方向上流側の圧力がビードのZ1方向下流側の圧力よりも低い状態をつくることができる。ビードのZ1方向上流側及びZ1方向下流側の圧力差ΔPは、10Pa以上2000Pa以下であることが好ましい。
【0127】
(膜乾燥工程)
乾燥室121bでは、所定の乾燥風を流延膜141にあてて、流延膜141から溶剤を蒸発させる乾燥工程が行われる。膜乾燥工程は、流延膜141は、自立して搬送可能な状態となるまで行われる。膜乾燥工程では、第1膜乾燥工程、及び第2膜乾燥工程が順次行われる。
【0128】
第1膜乾燥工程では、流延膜141の表層に乾燥層が形成するまで、流延膜141から溶剤を蒸発させる。第1乾燥機151は、第1乾燥風151daを第1給気口から送り出す。
【0129】
この第1膜乾燥工程により、流延膜141は、乾燥層と湿潤層とを有するものとなる。乾燥層は、流延膜141の表面側に生成され、乾燥層よりもバンド91側に位置する湿潤層に比べて乾燥が進んだ部分である。すなわち、乾燥層の溶剤の含有量は湿潤層に比べて低い。また、乾燥層の表面は平滑に形成される。乾燥層を有するものとなった流延膜141について所定の乾燥工程を行った場合には、乾燥層の表面が、得られた流延膜141の表面となる。したがって、形成直後の流延膜141において乾燥層を形成することにより、表面が平滑な流延膜141を得ることができる。
【0130】
ここで、溶剤の含有量は、流延膜や各フィルム中に含まれる溶剤の量を乾量基準で示したものであり、対象のフィルムからサンプルを採取し、このサンプルの重量をx、サンプルを乾燥した後の重量をyとするとき、{(x−y)/y}×100と表される。
【0131】
第1乾燥風151daの温度は30℃以上80℃以下であることが好ましい。また、第1乾燥風151daの風速は5m/秒以上25m/秒以下であることが好ましい。
【0132】
第2膜乾燥工程は、第2乾燥風152daを用いて、自立して搬送可能な状態となるまで流延膜141から溶剤を蒸発させる。第2乾燥機152は、流延膜141の膜面に沿って、Z1方向下流側から上流側に向かって第2乾燥風152daを流す。このように、第2乾燥風152daをZ1方向と逆向きに流すことにより、Z1方向に流す場合に比べて溶剤の蒸発が促進される。第2膜乾燥工程は、溶剤の含有量が20質量%以上150質量%以下の流延膜141に対して行うことが好ましい。第2乾燥風152daの温度は40℃以上80℃以下であることが好ましい。また、第2乾燥風152daの風速は5m/秒以上20m/秒以下であることが好ましい。
【0133】
(剥離工程)
剥離室121cでは、剥ぎ取り可能な状態となった流延膜141をバンド91から剥離する剥離工程が行われる。剥離ローラ122は、剥離可能な状態となった流延膜141をバンド91から剥ぎ取って湿潤フィルム113とし、剥離室121cに設けられた出口121COから湿潤フィルム113を送り出す。剥離工程は、溶剤の含有量が20質量%以上80質量%以下の流延膜141に対して行うことが好ましい。
【0134】
バンド91は、剥離室121cを送り出された後、再び、流延室121aに導入される。
【0135】
溶接部91wを有するバンド91は、中央部91c(図9参照)から側部91s(図9参照)にかけて反りやすい。バンド91に反りが生じると、バンド91の一部が水平ドラム124、125から浮いてしまう結果、発泡故障、剥げ残り故障、フィルムの厚みムラ故障が起こってしまう。水平ドラム124、125におけるバンド91の浮き量は、水平ドラム124、125に巻き掛けられたバンド91にはたらく垂直応力Nが大きくなるに従い、小さくなる。この性質を利用して、垂直応力Nの増大により浮き量CLを減少させる浮き量減少工程を行なってもよい。
【0136】
ここで、Drを水平ドラムの半径とし、Tをバンドの移動テンションとし、THをバンドの厚みとすると、水平ドラムに巻き掛けられたバンドにはたらく垂直応力Nは、次式で表される。
N=TH×T/Dr
【0137】
なお、水平ドラム124、125の半径Drが1000mm、バンドの厚みTHが1.6mmのとき、バンド91にかかる移動テンションは、例えば、50N/mm2〜70N/mm2である。
【0138】
溶接部91wを有するバンド91を用いた溶液製膜方法を、長時間連続して行なった場合、溶接部91wに起因した削り粉故障や厚みムラ故障が生じる。溶液製膜方法を長時間連続して行なうと、溶接部91wが裏面91bから突出してしまう。
【0139】
ここで、溶液製膜方法を長時間連続して行った場合に、溶接部91wが裏面91bから突出してしまう原因は、溶接部91wの残留応力により起こる相変態であると推測される。
【0140】
そして、溶接部91wが裏面91bから突出した状態でバンド91を移動させると、溶接部91wとドラム本体124b、125bの外周部とが接触する。裏面91bにおいてこの接触が繰り返されると、経時により、流延面91aにおける溶接部91wは凹状に変形する。この状態で溶液製膜方法を行なうと、フィルム116には、溶接部91wの跡が厚みムラとなって残ってしまう。この厚みムラを有するフィルム116そのまま巻き芯119bに巻き取ってしまうと、溶接部91wの跡が重なることにより黒い帯となってフィルムロールに現れてしまう(以下、黒帯故障と称する)。また、溶接部91wが裏面91bから突出した状態で溶液製膜方法を行なうと、溶接部91wとドラム本体124b、125bの外周部との擦れにより、削り粉故障が起こってしまう。
【0141】
本発明では、ドラム本体124bのバンド支持面124bsに逃げ溝124bdを設け、溶接部91wが逃げ溝124bdの上に位置するように、バンド91をドラム本体124bに巻き掛けたため、溶接部91wはドラム本体124bに接触しない。同様に、溶接部91wが逃げ溝125bdの上に位置するように、バンド91をドラム本体125bに巻き掛けたため、溶接部91wはドラム本体125bに接触しない。このため、厚みムラ故障及び削り粉故障を抑えることが可能となる。
【0142】
また、膜乾燥工程を経たバンド91の温度は、各乾燥風との接触により、膜乾燥工程導入前に比べて高い。高温状態のバンド91を用いて膜形成工程を行なうと、ドープの発泡がおこるおそれがある。ドラム温調部128daによれば、バンド91がドープの発泡温度よりも低温になるように、ドラム本体124bを冷却することが可能となる。そして、ドラム本体124bの冷却により、バンド91のうち、ドラム本体124bと直接接触する部分の温度を、ドープの発泡温度よりも低温にすることができる。
【0143】
ところが、バンド91のうち、ドラム本体124bと直接接触しない部分、すなわち逃げ溝124bdに対向する部分は、冷却が十分でない。そして、冷却が不十分であれば、ドープの発泡が起こってしまう。
【0144】
図14に示すように、バンド表面冷却機161は、冷却ノズル161nを用いて、逃げ溝124bdに対向する部分に冷却ガス161aをあてることができるため、ドラム温調部128daによるドラム本体124bの冷却不足を補うことができる。したがって、ドープの発泡をより確実に抑えつつ、フィルム116を効率よく製造することができる。
【0145】
また、生産効率の点から、剥離工程を行なうタイミングは、流延膜の溶剤の含有量が高いほうが好ましい。しかしながら、溶剤の含有量が高い流延膜に対し剥離工程を行なおうとすると、残り故障が起こりやすい。そこで、剥離工程直前の流延膜を冷却することが好ましい。ドラム温調部128daを用いてドラム本体124bを冷却することにより、剥離工程直前の流延膜の冷却が可能となる。ドラム本体124bの冷却により、バンド91のうち、ドラム本体124bと直接接触する部分の温度を、ドープの発泡温度よりも低温にすることができる。
【0146】
ところが、バンド91のうち、ドラム本体124bと直接接触しない部分、すなわち逃げ溝124bdに対向する部分は、冷却が十分でない。そして、冷却が不十分であれば剥げ残り故障が起こってしまう。
【0147】
図16に示すように、バンド裏面冷却機162は、冷却ノズル162nを用いて、逃げ溝124bdに対向する部分に冷却ガス162aをあてることができるため、ドラム温調部128daによるドラム本体124bの冷却不足を補うことができる。したがって、剥げ残り故障をより確実に抑えつつ、フィルム116を効率よく製造することができる。
【0148】
なお、Z1方向におけるバンド表面冷却機161の設定位置は、剥離位置PPと到達位置CPとの間であれば、剥離室121c及び流延室121aのいずれでもよい。ここで、到達位置CPは、バンド91のうち流延用の金属ドラム、すなわち水平ドラム124によって支持された部分に設定される(図11及び図15参照)。このように、バンド表面冷却機161を用いたバンド91を冷却する工程は、剥離工程及び次の膜形成工程の間で行なえばよい。
【0149】
上記実施形態では、ステンレス製のバンド91を用いたが、金属製のバンド91であってもよい。同様に、ステンレス製の水平ドラム124,125を用いたが、金属製の水平ドラム124,125を用いてもよい。
【0150】
バンド表面冷却機161を用いて、冷却ガス161aを流延面91a側の溶接部91wにあてる代わりに、流延面91a側の溶接部91wに溶剤を塗布した後に、塗布された溶剤を蒸発させても良いし、冷却されたローラを流延面91a側の溶接部91wに接触させた状態で転がしてもよい。同様に、バンド裏面冷却機162を用いて、冷却ガス162aを裏面91b側の溶接部91wにあてる代わりに、裏面91b側の溶接部91wに溶剤を塗布した後に、塗布された溶剤を蒸発させても良いし、冷却されたローラを裏面91b側の溶接部91wに接触させた状態で転がしてもよい。バンド表面冷却機やバンド裏面冷却機を用いてバンド91を冷却する場合、ドープに含まれる溶剤をバンド91に塗布しても良い。
【0151】
流延ダイ142の設置位置を水平ドラム124の上方としたが、本発明はこれに限られない。シール部材131〜132を水平ドラム125に巻き掛けられたバンド91の部分と近接するように設けたときには、流延ダイ142の設置位置を水平ドラム125の上方としてもよい。この場合には、水平ドラム125が、流延用の金属ドラムとなり、水平ドラム124が剥離用の金属ドラムとなる。
【0152】
また、バンド91を支持するサポートドラムを水平ドラム124、125の間に設け、シール部材131〜132をサポートドラムに支持されたバンド91の部分と近接するように設けたときには、流延ダイ142の設置位置をサポートドラムの上方としても良い。この場合には、サポートドラムが、流延用の金属ドラムとなり、水平ドラム124が剥離用の金属ドラムとなる。
【0153】
本発明により得られるフィルム116は、特に、位相差フィルムや偏光板保護フィルムに用いることができる。
【0154】
フィルム116の幅は、600mm以上であることが好ましく、1400mm以上2500mm以下であることがより好ましい。また、本発明は、フィルム116の幅が2500mmより大きい場合にも効果がある。またフィルム116の膜厚は、20μm以上80μm以下であることが好ましい。
【0155】
また、フィルム116の面内レターデーションReは、20nm以上300nm以下であることが好ましく、フィルム116の厚み方向レターデーションRthは、−100nm以上300nm以下であることが好ましい。
【0156】
面内レターデーションReの測定方法は次の通りである。面内レターデーションReは、サンプルフィルムを温度25℃,湿度60%RHで2時間調湿し、自動複屈折率計(KOBRA21DH 王子計測(株))にて632.8nmにおける垂直方向から測定したレターデーション値を用いた。なおReは以下式で表される。
Re=|n1−n2|×d
n1は遅相軸の屈折率,n2は進相軸2の屈折率,dはフィルムの厚み(膜厚)を表す
【0157】
厚み方向レターデーションRthの測定方法は次の通りである。サンプルフィルムを温度25℃,湿度60%RHで2時間調湿し、エリプソメータ(M150 日本分光(株)製)で632.8nmにより垂直方向から測定した値と、フィルム面を傾けながら同様に測定したレターデーション値の外挿値とから下記式に従い算出した。
Rth={(n1+n2)/2−n3}×d
n3は厚み方向の屈折率を表す。
【0158】
(ポリマー)
上記実施形態では、ポリマーフィルムの原料となるポリマーは、特に限定されず、例えば、セルロースアシレートや環状ポリオレフィン等がある。
【0159】
(セルロースアシレート)
本発明のセルロースアシレートに用いられるアシル基は1種類だけでも良いし、あるいは2種類以上のアシル基が使用されていても良い。2種類以上のアシル基を用いるときは、その1つがアセチル基であることが好ましい。セルロースの水酸基をカルボン酸でエステル化している割合、すなわち、アシル基の置換度が下記式(I)〜(III)の全てを満足するものが好ましい。なお、以下の式(I)〜(III)において、A及びBは、アシル基の置換度を表わし、Aはアセチル基の置換度、またBは炭素原子数3〜22のアシル基の置換度である。なお、トリアセチルセルロース(TAC)の90重量%以上が0.1mm〜4mmの粒子であることが好ましい。
(I) 2.0≦A+B≦3.0
(II) 1.0≦ A ≦3.0
(III) 0 ≦ B ≦2.0
【0160】
アシル基の全置換度A+Bは、2.20以上2.90以下であることがより好ましく、2.40以上2.88以下であることが特に好ましい。また、炭素原子数3〜22のアシル基の置換度Bは、0.30以上であることがより好ましく、0.5以上であることが特に好ましい。
【0161】
セルロースアシレートの原料であるセルロースは、リンター,パルプのどちらから得られたものでも良い。
【0162】
本発明のセルロースアシレートの炭素数2以上のアシル基としては、脂肪族基でもアリール基でも良く特に限定されない。それらは、例えばセルロースのアルキルカルボニルエステル、アルケニルカルボニルエステルあるいは芳香族カルボニルエステル、芳香族アルキルカルボニルエステルなどであり、それぞれさらに置換された基を有していても良い。これらの好ましい例としては、プロピオニル、ブタノイル、ペンタノイル、ヘキサノイル、オクタノイル、デカノイル、ドデカノイル、トリデカノイル、テトラデカノイル、ヘキサデカノイル、オクタデカノイル、iso−ブタノイル、t−ブタノイル、シクロヘキサンカルボニル、オレオイル、ベンゾイル、ナフチルカルボニル、シンナモイル基などを挙げることができる。これらの中でも、プロピオニル、ブタノイル、ドデカノイル、オクタデカノイル、t−ブタノイル、オレオイル、ベンゾイル、ナフチルカルボニル、シンナモイルなどがより好ましく、特に好ましくはプロピオニル、ブタノイルである。
【0163】
(溶剤)
ドープを調製する溶剤としては、芳香族炭化水素(例えば、ベンゼン,トルエンなど)、ハロゲン化炭化水素(例えば、ジクロロメタン,クロロベンゼンなど)、アルコール(例えば、メタノール,エタノール,n−プロパノール,n−ブタノール,ジエチレングリコールなど)、ケトン(例えば、アセトン,メチルエチルケトンなど)、エステル(例えば、酢酸メチル,酢酸エチル,酢酸プロピルなど)及びエーテル(例えば、テトラヒドロフラン,メチルセロソルブなど)などが挙げられる。なお、本発明において、ドープとはポリマーを溶剤に溶解または分散して得られるポリマー溶液,分散液を意味している。
【0164】
これらの中でも炭素原子数1〜7のハロゲン化炭化水素が好ましく用いられ、ジクロロメタンが最も好ましく用いられる。ポリマーの溶解性、流延膜の支持体からの剥ぎ取り性、フィルムの機械的強度など及びフィルムの光学特性などの物性の観点から、ジクロロメタンの他に炭素原子数1〜5のアルコールを1種ないし数種類混合することが好ましい。アルコールの含有量は、溶剤全体に対し2重量%〜25重量%が好ましく、5重量%〜20重量%がより好ましい。アルコールの具体例としては、メタノール,エタノール,n−プロパノール,イソプロパノール,n−ブタノールなどが挙げられるが、メタノール,エタノール,n−ブタノールあるいはこれらの混合物が好ましく用いられる。
【0165】
ところで、最近、環境に対する影響を最小限に抑えることを目的に、ジクロロメタンを使用しない場合の溶剤組成についても検討が進み、この目的に対しては、炭素原子数が4〜12のエーテル、炭素原子数が3〜12のケトン、炭素原子数が3〜12のエステル、炭素原子数1〜12のアルコールが好ましく用いられる。これらを適宜混合して用いることがある。例えば、酢酸メチル,アセトン,エタノール,n−ブタノールの混合溶剤が挙げられる。これらのエーテル、ケトン,エステル及びアルコールは、環状構造を有するものであってもよい。また、エーテル、ケトン,エステル及びアルコールの官能基(すなわち、−O−,−CO−,−COO−及び−OH)のいずれかを2つ以上有する化合物も、溶剤として用いることができる。
【0166】
なお、セルロースアシレートの詳細については、特開2005−104148号の[0140]段落から[0195]段落に記載されている。これらの記載も本発明にも適用できる。また、溶剤及び可塑剤,劣化防止剤,紫外線吸収剤(UV剤),光学異方性コントロール剤,レターデーション制御剤,染料,マット剤,剥離剤,剥離促進剤などの添加剤についても、同じく特開2005−104148号の[0196]段落から[0516]段落に詳細に記載されている。
【0167】
上記実施形態では、溶液製膜方法について説明したが、本発明は、支持体の上に液を塗布(流延)して、塗布膜を形成する方法にも適用可能である。
【実施例】
【0168】
以下に本発明の効果を確認するために、実験1〜4を行った。各実験の詳細は実験1にて説明し、実験2〜4については、実験1と異なる条件のみを示す。
【0169】
(実験1)
流延面91a及び裏面91bに所定の研磨処理を行なったバンド91を用いて、溶液製膜設備110(図10参照)を連続して、700時間行なって、ドープ112からフィルム116を製造した。流延支持ユニットとして、図12に示すような、水平ドラム124、125と、バンド91と、バンド移動制御ユニット128とを用いた。逃げ溝124bdの底部とバンド91の裏面91bとの間隔の最大値CL1(図14参照)は、0.1mmであった。ドラム温調部128da、128dbにより、ドラム本体124bの温度は10℃に調節され、ドラム本体125bの温度は30℃に調節された。バンド91にかかる移動テンションT1は、60N/mm2であった。なお、バンド温調部128bは、用いていない。
【0170】
(実験2)
CL1が表1に示す値であったこと、バンド温調部128bとして、バンド裏面冷却機162を用いたこと以外は、実験1と同様にして、フィルム116を製造した。冷却ガス162aの温度は5℃であり、冷却ガス162aの風速は20m/秒であった。
【0171】
【表1】
【0172】
(実験3)
CL1が表1に示す値であったこと、バンド温調部128bとして、バンド表面冷却機161を用いたこと以外は、実験1と同様にして、フィルム116を製造した。冷却ガス161aの温度は5℃であり、冷却ガス161aの風速は20m/秒であった。
【0173】
(実験4)
水平ドラム124、125に代えて、逃げ溝を有さず周面全体が平らな水平ドラムを用いたこと以外は、実験1と同様にして、フィルム116を製造した。
【0174】
(評価)
【0175】
実験1〜実験4で得られたフィルムについて、以下の評価を行った。
【0176】
1.削り粉故障の評価
削り粉故障の有無について調べた。
○:削り粉故障が起こらなかった。
×:削り粉故障が起こった。
【0177】
2.溶接部の跡における厚みムラの評価
以下の手順で、溶接部の跡が厚みムラとして残っているか否かを調べた。巻取装置119にて、巻き芯に巻き取られる前のフィルムから、サンプルフィルムを切り出した。切り出したサンプルフィルムを10枚重ねた。そして、10枚重ねたサンプルフィルムに光を透過させた際、サンプルフィルムの表面に現れる陰影を目視で観察した。サンプルフィルムのうち溶接部に形成された部分に陰影が観察されなかった場合には、(○)とし、サンプルフィルムのうち溶接部に形成された部分に陰影が観察された場合には、そうでない場合には、(×)とした。
【0178】
実験1〜4の評価結果を表1に示す。なお、表1において、評価結果に付した番号は、上記評価項目に付した番号を表す。
【符号の説明】
【0179】
110 溶液製膜設備
115 流延装置
91 流延バンド
141 流延膜
124、125 水平ドラム
124bs、125bs バンド支持面
124bd、125bd 逃げ溝
161 バンド表面冷却機
162 バンド裏面冷却機
【特許請求の範囲】
【請求項1】
回転自在に支持され、
長手方向に延びた溶接部を有する金属製のエンドレスバンドを周面で支持し、
前記周面には前記溶接部から逃げるための溝が周方向へ延設されたことを特徴とする金属ドラム。
【請求項2】
前記溝が環状に形成されたことを特徴とする請求項1記載の金属ドラム。
【請求項3】
前記溝の底部が平らであることを特徴とする請求項1または2記載の金属ドラム。
【請求項4】
請求項1ないし3のうちいずれか1項記載の金属ドラムと、
前記溶接部が前記溝の上に位置するように前記金属ドラムに巻き掛けられ、前記金属ドラムの回転により移動する前記エンドレスバンドと、
ポリマー及び溶剤を含むドープを前記エンドレスバンドの表面に向けて流出する流延ダイと、
前記流出したドープからなり前記表面上に形成された流延膜に加熱風をあてて、前記流延膜から前記溶剤を蒸発させる膜乾燥機とを備えたことを特徴とする流延装置。
【請求項5】
前記流延膜を前記エンドレスバンドから剥離して湿潤フィルムとする剥離機を備えたことを特徴とする請求項4記載の流延装置。
【請求項6】
前記流延膜は前記エンドレスバンドのうち剥離用の前記金属ドラムに支持された部分で剥離され、
前記剥離用の金属ドラムを冷却する剥離ドラム冷却機と、
前記剥離用の金属ドラムに近づくように移動する前記エンドレスバンドの前記溶接部を裏面側から冷却するバンド裏面冷却機とを備えたことを特徴とする請求項5記載の流延装置。
【請求項7】
前記流延ダイから流出した前記ドープは前記エンドレスバンドのうち流延用の前記金属ドラムに支持された部分に到達し、
前記流延用の金属ドラムを冷却する流延ドラム冷却機と、
前記エンドレスバンドのうち前記ドープが到達する位置及び前記流延膜が剥離される位置の間に設けられ、前記流延用の金属ドラムに支持された前記溶接部を前記表面側から冷却するバンド表面冷却機とを備えたことを特徴とする請求項5または6記載の流延装置。
【請求項8】
請求項4記載の流延装置を用いて、前記エンドレスバンドの表面に前記流延膜を形成することを特徴とする流延膜の形成方法。
【請求項9】
請求項5ないし7のうちいずれか1項記載の流延装置を用いて、前記エンドレスバンドの表面に前記流延膜を形成し、前記流延膜を前記エンドレスバンドから剥離してフィルムとすることを特徴とする溶液製膜方法。
【請求項1】
回転自在に支持され、
長手方向に延びた溶接部を有する金属製のエンドレスバンドを周面で支持し、
前記周面には前記溶接部から逃げるための溝が周方向へ延設されたことを特徴とする金属ドラム。
【請求項2】
前記溝が環状に形成されたことを特徴とする請求項1記載の金属ドラム。
【請求項3】
前記溝の底部が平らであることを特徴とする請求項1または2記載の金属ドラム。
【請求項4】
請求項1ないし3のうちいずれか1項記載の金属ドラムと、
前記溶接部が前記溝の上に位置するように前記金属ドラムに巻き掛けられ、前記金属ドラムの回転により移動する前記エンドレスバンドと、
ポリマー及び溶剤を含むドープを前記エンドレスバンドの表面に向けて流出する流延ダイと、
前記流出したドープからなり前記表面上に形成された流延膜に加熱風をあてて、前記流延膜から前記溶剤を蒸発させる膜乾燥機とを備えたことを特徴とする流延装置。
【請求項5】
前記流延膜を前記エンドレスバンドから剥離して湿潤フィルムとする剥離機を備えたことを特徴とする請求項4記載の流延装置。
【請求項6】
前記流延膜は前記エンドレスバンドのうち剥離用の前記金属ドラムに支持された部分で剥離され、
前記剥離用の金属ドラムを冷却する剥離ドラム冷却機と、
前記剥離用の金属ドラムに近づくように移動する前記エンドレスバンドの前記溶接部を裏面側から冷却するバンド裏面冷却機とを備えたことを特徴とする請求項5記載の流延装置。
【請求項7】
前記流延ダイから流出した前記ドープは前記エンドレスバンドのうち流延用の前記金属ドラムに支持された部分に到達し、
前記流延用の金属ドラムを冷却する流延ドラム冷却機と、
前記エンドレスバンドのうち前記ドープが到達する位置及び前記流延膜が剥離される位置の間に設けられ、前記流延用の金属ドラムに支持された前記溶接部を前記表面側から冷却するバンド表面冷却機とを備えたことを特徴とする請求項5または6記載の流延装置。
【請求項8】
請求項4記載の流延装置を用いて、前記エンドレスバンドの表面に前記流延膜を形成することを特徴とする流延膜の形成方法。
【請求項9】
請求項5ないし7のうちいずれか1項記載の流延装置を用いて、前記エンドレスバンドの表面に前記流延膜を形成し、前記流延膜を前記エンドレスバンドから剥離してフィルムとすることを特徴とする溶液製膜方法。
【図1】

【図2】
【図3】

【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図10】

【図11】

【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2013−63511(P2013−63511A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2011−201811(P2011−201811)
【出願日】平成23年9月15日(2011.9.15)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成23年9月15日(2011.9.15)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]