
金属ハニカム構造の構成およびその製造プロセス
この発明は、複数の実質的に平行なチャネル(2)を含み、少なくとも部分的に構造化されたシート金属(4、5)の層(3)およびハウジング(6)を含むハニカム構造(1)に関する。ハニカム構造は、層(3)がいくつか(N)の少なくとも部分的に構造化されたシート金属(5)といくつか(N+1)の滑らかなシート金属(4)とを含み、その数Nが1、2または3であり、2つの外側の滑らかなシート金属(4)が設けられていることを特徴とする。この発明はまた、このようなハニカム構造(1)を製造するための方法に関する。この発明のハニカム構造(1)は、特に、自動車の内燃機関の排気ガスシステムにおいて用いられる。

【発明の詳細な説明】
【技術分野】
【0001】
この発明は、互いに対して実質的に平行に配置された多数の通路を有するハニカム構造に関する。当該ハニカム構造は、少なくとも部分的に構造化されたシート金属箔の少なくとも1つの層とハウジングとを含む。この発明はまた、この種類のハニカム構造を製造するためのプロセスに関する。この種類のハニカム構造は、好ましくは、自動車の内燃機関からの排気ガスを処理するための構成要素として用いられる。
【背景技術】
【0002】
自動車、芝刈り機、電動鋸、オートバイなどにおける内燃機関(たとえば、火花点火機関またはディーゼルエンジン)の排気システムにおける排気ガス浄化構成要素は、一般に、排気ガス中に含まれる汚染物質を(少なくともある一定の期間にわたって)変換または蓄積する目的を有する。この種類の排気ガス構成要素の公知の種類には、触媒コンバータ、フィルタ、吸収器または分離器が含まれる。ハニカム構造は非常に大きな表面積を設けており、当該表面積は、そこを通って流れるかまたはそこを流れ過ぎる排気ガスに接触し得る。結果として排気ガスに密に接触することにより、排気ガス浄化構成要素の部分の効率が高くなる。
【0003】
セラミックまたは金属材料で作られるこの種類のハニカム構造は基本的に公知である。当業者は、このようなハニカム体を製造するための多くのさまざまな製造プロセス、特に押出、またはシート金属、繊維層、格子構造などの部分的な構成要素の接合による接続を認識している。この種類の排気ガス浄化構成要素が常に内燃機関の(たとえば種類または設計に関する)要件に適合されるので、この種類のハニカム構造の多くの異なる変形例が単純な製造プロセスで製造可能であることが望ましい。過去において、たとえば少なくとも部分的に構造化されたシート金属箔から構成された金属ハニカム体が、必要とされている製造プロセスに過度の変更を加えることなしに多種多様に実現され得ることが判明した。
【0004】
この種類の金属ハニカム構造に関して、公知のさまざまな構成オプションおよび製造プロセスが数多く存在する。特に2つの典型的な設計には区別がつけられる。DE 29 02 779 A1に典型的な例が示される初期の設計は螺旋状の設計であり、実質的に1つの滑らかなシート金属層と1つの波形のシート金属層が重なって配置され、螺旋状に巻かれている。別の設計では、ハニカム体は、交互に配置された多数の滑らかなシート金属層と波形または異なる波形のシート金属層とから構成され、当該シート金属層は初めに1つ以上の積重ねを形成し、次いで絡み合わされる。この場合、すべてのシート金属層の端部が外側にきて、ハウジングまたは管状のケーシングに接続されてもよく、こうして多くの接続部をもたらして、ハニカム体の耐久性を高め得る。これらの設計の典型的な例がEP 0 245 737 B1またはWO 90/03220に記載される。流れに影響を及ぼすために、および/または、個々の流路間に相互の混合をもたらすために、シート金属層に付加的な構造を備えることも長い間公知であった。これらの構成の典型的な例には、WO 91/01178、WO 91/01807およびWO 90/08249が含まれる。最後に、円錐形のハニカム体も挙げられるが、これも、流れに影響を及ぼすためのさらに付加的な構造を随意に備えている。この種類のハニカム体は、たとえばWO
97/49905に記載される。さらに、特にラムダセンサに対応するためにハニカム体にはセンサのための切欠き(cutout)を無いままにしておくことも公知である。このような一例がDE 88 16 154 U1に記載される。この種類のハニカム構造の製造について、特に次の公報、WO 98/34725、WO 97/06358、WO 97/00725、 WO 97/00135が参照される。
【0005】
列挙された公報に関して、構造化されたシート金属箔および滑らかなシート金属箔は概して交互に積重ねられ、次いで、後に実質的に挿入されるハウジングの形状に実質的に対応する外部構成をとるように巻かれ、かつ/またはねじられる。ある状況下では、これらの構造化されたシート金属箔および滑らかなシート金属箔は積重ねおよび/または層になるよう配置され、いずれの場合も、滑らかなシート金属箔と構造化されたシート金属箔とが同じ数だけ設けられる。このように互いに支え合うシート金属箔が、2つの側部の各々の上に通路を形成し、排気ガスがこれらの通路を通って流れ得る。
【0006】
特に、比較的短いシート金属箔を用いて形成されているハニカム構造の場合、接合によって接続部を形成することで技術的な問題が生じる恐れがある。たとえば、ハニカム構造の最大範囲が30mm未満である場合(この場合、シート金属箔は螺旋状に巻かれない)、これによって、構造化されたシート金属箔内および/または構造化されたシート金属箔間に接触領域が生じるという状況が発生する可能性がある。この問題は、特に当該層がS字型または同じ様に巻付けられる場合に発生する。この結果、当該構造が互いの内部に係合し、このため、少なくともいくつかの通路が変形してしまう。これにより、通路が詰まるか、または、後のハニカム構造のコーティング中に少なくとも厚さの異なる被膜が生じるリスクが高くなる。これは、たとえば、少なくとも小領域におけるハニカム構造の流れ抵抗の増大につながる可能性がある。これにより、異なる熱応力がもたらされるか、変換率が低くなるか、または、上流の内燃機関の出力が低下する可能性がある。さらなるリスクは、たとえばはんだなどの接合によって接続部を形成するための付加的な材料を加えることが難しい小区域が形成されてしまうことである。これらの小領域は、実質的には接続されていないかまたは完全には接続されておらず、排気システム中に発生する極めて高い熱負荷および動荷重のために構成要素の破損をまねく可能性がある。
【発明の開示】
【発明が解決しようとする課題】
【0007】
これに基づくと、この発明の目的は、特に上述される公知のハニカム構造の問題をなくすことである。特に、この発明の目的は、構成が単純で、製造技術の点で費用を抑えて製造することのできるハニカム構造を作り出すことである。他の重要な要因は、排気ガスが流れ得る通路を均一に形成すること、および、隣接するシート金属箔を互いに、そしてハウジングに確実に取付けることである。したがって、特に寸法が小さいハニカム構造を確実に製造することを可能にするプロセスを特定することも意図される。
【課題を解決するための手段】
【0008】
これらの目的は、請求項1の特徴を有するハニカム構造と、請求項8の特徴を有するハニカム構造の製造プロセスとによって達成される。さらに有利な構成がそれぞれの従属請求項に記載される。この文脈においては、この明細書中に詳細に記載される特徴がまた、互いに所望のとおりに組合されて有利な構成をもたらすことに留意されたい。
【0009】
したがって、この発明は、互いに対して実質的に平行に配置された多数の通路を有するハニカム構造に関し、当該ハニカム構造は、少なくとも部分的に構造化されたシート金属箔の層およびハウジングを含む。当該層がいくつか(N)の少なくとも部分的に構造化されたシート金属箔と、いくつか(N+1)の滑らかなシート金属箔とを含み、この数Nが1、2または3であり、2つの外側の滑らかなシート金属箔が設けられていることを特徴とする。すなわち、これは、特に1つの層が、2つの外側のシート金属箔が滑らかであるサンドイッチ型を形成することを意味する。シート金属箔は、特に波形、型押し(stamped)された構成物、折り目などを持たない場合、「滑らか」であると理解されるべきである。しかしながら、これは、滑らかなシート金属箔が特定の(たとえば特に低い)表面粗さを有すること、または、たとえばS字型もしくは同じ様に巻かれていないことを必ずし
も意味するわけではない。少なくとも1つの少なくとも部分的に「構造化された」シート金属箔が2つの外側の滑らかなシート金属箔の間に配置される。
【0010】
複数のシート金属箔を2つの外側の滑らかなシート金属箔の間に配置して層を形成することも基本的に可能であり、この場合、これらの付加的なシート金属箔のうち少なくとも1つが少なくとも部分的に構造化される。一例として、交互に配置された複数の滑らかなシート金属箔および構造化されたシート金属箔の積重ねを2つの外側の滑らかなシート金属箔の間に設けることも実用可能である。さらに、一例として、部分的にしか構造化されず同時に滑らかな部分をも備えたシート金属箔が考えられる。この場合、内部に配置された(滑らかな)構造化されたシート金属箔が両方の側部(すなわち面積の広い表面)上に少なくとも部分的に通路壁を形成する。対照的に、少なくとも1つの層の配置は、ハニカム構造を形成するために、外側の滑らかなシート金属箔が一方側のみに向かって、すなわち、内側に配置された少なくとも1つの少なくとも部分的に構造化されたシート金属箔に向かって通路を形成するようになされる。これらの外側の滑らかなシート金属箔は、外側に向かって、それら自体および/または隣接する外側の滑らかなシート金属箔および/またはハウジングに好ましくは少なくとも部分的に支えられる。これらの滑らかなシート金属箔は、排気ガスが流れ得る通路が形成されないように互いに寄せ合わされている。
【0011】
2つの外側の滑らかなシート金属箔を設けることにより、互いに隣接して配置された構造化されたシート金属箔の部分間が直接接触することが確実に回避される。これにより、ハニカム構造の構成に関する欠陥が低減することとなり、このため、ハニカム構造の断面にわたる通路が確実に均一に分散される。外側の滑らかなシート金属箔が互いに直接支え合うということは、たとえばはんだ付プロセスの一環としてのハニカム構造の熱処理中に、接合による接続部がこれらの滑らかなシート金属箔の間に形成されることをも意味する。これらの接続部は主に拡散現象に端を発し、これが局所的な拡散溶接を招く。これにより、層を互いに永久的に接続すること、および/または、外側の滑らかなシート金属箔を互いに隣接して配置することが確実にされる。
【0012】
これはまた、「入れ子(telescoping)」現象が起こるのを防ぐ。この現象によって、隣接する層が、排気システムにおいて生じる負荷のせいで相対的に移動する。互いに隣接して配置された外側の滑らかなシート金属箔が互いに押当てられるおよび/または熱処理前にハウジングに導入される圧力に応じて、この種類の拡散結合が接触面全体にわたって生じ得る。(特にこの種類のハニカム体の熱膨張特性に関して)完全な接合の形成を防ぐことが意図される場合、特に拡散結合の形成を抑制する物質を(滑らかなおよび/または構造化された)シート金属箔上に供給することが可能である。この目的のために、一例として、酸化チタン、酸化アルミニウムなどの特別な被膜が推奨される。しかしながら、この種類の不動態化(passivation)層は、外側の滑らかなシート金属箔の間だけではなく、たとえば滑らかなシート金属箔とハウジングとの間にも配置され得る。
【0013】
ハニカム構造の有利な構成に従うと、当該層は、少なくとも当該層の小区域において、外側の滑らかなシート金属箔が互いに直接隣接して配置されるようにハニカム体を形成するよう巻かれておよび/またはねじられて配置される。これは、特に、当該層を曲げるかまたは巻付ける度合が特に高いことを意味する。滑らかなシート金属箔がそれら自体で支え合うよう設計されているこのような極端な輪郭は、多角形の外部構成、すなわち円筒形とは異なる構成、を持つハニカム体において特に発生する。
【0014】
特にこの多角形の外部構成の隅領域にも届くように、これらの隅領域の奥まで貫通する特にきつく巻かれた小区域がなくてはならない。これはまた、特に、少なくとも1つの層が蛇行した形状に曲げられている、すなわち、一方向に、次に別の(逆の)方向に(適切な場合、さまざまな半径の湾曲で)交互に曲げられている断面を意味すると理解されるべ
きである。これらの極端な変形のために、公知のハニカム構造のシート金属箔が所望されるようには形成されないというリスクが常にあった。というのも、特に、公知のシート金属箔の積重ねが、製造設計時に互いに対して複雑に位置決めされ、次に接合によって互いに接続されなければならなかったからである。この技術的な問題は、外側の滑らかなシート金属箔を設けることによって解消される。
【0015】
さらに、さらなる滑らかなシート金属箔および構造化されたシート金属箔が外側の滑らかなシート金属箔の間に交互に層状に配置され、好ましくは、いずれの場合も、構造化されたシート金属箔が外側の滑らかなシート金属箔に隣接して配置されることが提案される。これは、外部に配置された2つの滑らかなシート金属箔と複数の内側のシート金属箔とを特徴とするサンドイッチ構造を特に意味すると理解されるべきである。内側のシート金属箔に関して、さらなる滑らかなシート金属箔と構造化されたシート金属箔とを交互に配置することがここで提案される。内側に配置されたこれらの滑らかなシート金属箔および構造化されたシート金属箔は、それらの2つの側部の各々の上にあり排気ガスが流れ得る通路を区切る。滑らかなシート金属箔と構造化されたシート金属箔とを交互にしたこの実質的に対称的な構成は、構造化されたシート金属箔の先端、特に波型の頂部または波型の谷部、の近傍において滑らかなシート金属箔と構造化されたシート金属箔との間に規定された接続部を作り出すことを確実にする。
【0016】
ハニカム構造のさらなる構成に従うと、シート金属箔の層は各々2つの端部を有し、これらの端部の少なくとも90%は少なくともセクタにおけるハウジングに接続され、好ましくは当該端部のすべてがハウジングに接続されている。このことから、特にハニカム構造が螺旋構造からずれた構成を有することが明らかである。層が螺旋状に巻かれている場合、通常、すべての端部のうちの半分はハニカム構造の中心に配置され、当該層またはシート金属箔の両端はハウジングに支えられる。ここに記載される特に好ましいハニカム構造の構成においては、シート金属箔またはシート金属層は、ハウジングからスタートして、ハニカム構造の内部領域に延在してから、最終的に、対向する端部によって再びハウジングの内面に当るように配置される。
【0017】
これらの端部が少なくともセクタにおいて接続されるかまたは接触することは、たとえば、ハウジングがより大きくまたはより小さく設計され、このため、ハウジングの内面すべてが必ずしもシート金属箔と接触しなくてもよいことを考慮に入れている。しかしながら、(たとえば、S字型の層の構成の場合)層の端部をハウジングまたはハニカム構造の円周にわたって均一に配置するのではなく、端部のすべてまたはいくつかが配置されている部分的な円周区域を設けることも可能であり、この場合、外側の滑らかなシート金属箔はそれらの間においてハウジングの内側に寄せ合わされている。
【0018】
端部をハウジングに接続するために接合技術を用いること、すなわち、端部がハウジングにはんだ付または溶接されることが好ましい。言及されているハウジングに接続される端部の割合は、次に大きな整数分の端部がハウジングに接続されることを特に意味すると理解されるべきである。たとえば、ハニカム構造が、各々が2つの滑らかなシート金属箔と1つの構造化されたシート金属箔とを含む(以下に記載されるプロセスを用いて作り出すことのできる)2つのシート金属層から形成される場合、層は合計12個の端部を有する。これらの端部のうち少なくとも90%がハウジングに接続されるという表現は、この文脈においては、これらの端部のうちの少なくとも11個がハウジングに接続されることを意味すると理解されるべきである(12×0.9=10.8 → 端部の数で次に大きな整数は11である)。
【0019】
ハニカム構造のさらに別の構成に従うと、少なくとも1つのスリーブがハウジングとシート金属箔との間に設けられ、層のシート金属箔が各々、2つの端部を有し、これらの端
部のうち少なくとも90%が少なくとも1つのゾーンにおける少なくとも1つのスリーブに接続され、好ましくは端部がすべて少なくとも1つのスリーブに接続される。原則として、説明のために前述の段落が実質的に参照される。これらの2つの構成間の大きな違いは、この場合、スリーブがシート金属箔とハウジングとの間に設けられることである。このスリーブは、ハウジングに対してシート金属箔の様々な熱膨張特性を補償するという目的を有する。ハウジングは、主にハニカム構造の構造上の完全性を確実にするよう意図されているが、たとえば1mm〜3mmの厚さのハウジング壁を用いて比較的安定するようにされなければならない。対照的に、低い面積−比熱容量を実現し、可能な限り広い表面積を設けるために、非常に薄い、特に0.1mm未満、最も好ましくは0.03mm未満の厚さのシート金属箔が用いられる。面積−比熱容量が異なるために、シート金属箔とハウジングとの間の剛性の接続部は、シート金属箔が裂けるかまたは接続部が外れるといったリスクを伴うだろう。これを防ぐために、ハウジングに対するシート金属箔の相対運動を可能にするスリーブがシート金属箔とハウジングとの間に設けられる。この種類のスリーブの設計に関して、WO 03/008774がまた参照され、その開示の内容もこの明細書中にすべて参照される。
【0020】
さらに、この発明は、50mm未満、特に20mm〜30mmの範囲であり通路の断面に対して垂直である中間範囲を有するハニカム構造を提案する。これらの比較的小さなハニカム構造は、2つの外側の滑らかなシート金属箔を備えた層状の構造のために役立つ特定の分野である。これについての1つの理由は、外側のシート金属箔が構造化される場合、製造中にこの比較的短い層が処理しにくいことである。この層は場合によってはかなり変形させなければならず、この間に、構造化されたシート金属箔が、ある状況下で、それ自体またはそれに隣接して配置された箔に押込まれる可能性がある。したがって、特にハニカム構造が比較的小さい場合に、大幅に向上した確実な製造プロセスの実行が可能となる。
【0021】
さらに、500mm未満、特に100mm〜300mmの範囲の長さを有する層がまた提案される。ここに言及されるシート金属層の長さは、既知のシート金属層とは著しく異なっており、支持部の直径に用いられる層の長さの比率が著しく大きくなる。直径がたとえば10cmである公知のハニカム体は、少なくとも20倍の層の長さを有する。ここでは、かなり小さな比率、特に10未満またはさらには8未満の比率が好ましくは提案される。
【0022】
この発明のさらなる局面は、互いに対して実質的に平行に配置された多数の通路を備えたハニカム構造を製造するためのプロセスを提案する。当該ハニカム構造は、少なくとも部分的に構造化されたシート金属箔の少なくとも1つの層とハウジングとを含む。当該プロセスは、少なくとも、
− 2つの外側の滑らかなシート金属層の間に層ごとに配置されている少なくとも1つの少なくとも部分的に構造化されたシート金属箔によって少なくとも1つの層を形成するステップと、
− 少なくとも1つの層を巻くステップと、
− 少なくとも1つのねじられた層をハウジングに導入するステップとを含む。
【0023】
この場合、滑らかなシート金属箔、完全に構造化されたシート金属箔および別の滑らかなシート金属箔が交互に重なって配置されるように少なくとも1つの層を形成することが好ましい。しかしながら、2つの外側の滑らかなシート金属層を互いに接続するか、または、連続した滑らかなシート金属細片を、たとえばU字型のエンベロープを形成しつつ設けることも可能であり、この場合、構造化されたシート金属箔がその中に配置されている。複数の層を用いてハニカム構造を構成する場合、ここでも、1つの層の外側の滑らかなシート金属箔は、その上などに配置された隣接する層の外側の滑らかなシート金属箔を有
する。複数の層は、原則的に滑らかなシート金属箔によって区切られる積重ねを形成し得る。製造可能なハニカム構造に関して、基本的に上述の表現が参照され、このプロセスにより、複数の層、たとえば2〜5個の層を有するハニカム構造を製造することも可能となる。
【0024】
「巻く」プロセスステップは、少なくとも1つの層を曲げ、折り畳み、ねじり、および/または巻上げることを意味するものと理解されるべきである。この文脈においては、少なくとも1つの層は、ハウジングの構成に実質的に対応する外形または外側面を有する。巻かれた層または巻かれた層パッケージが、ハウジングによって囲まれた断面よりもわずかに大きな断面を有することが好ましい。これがプレストレスをもたらして、シート金属層の端部がハウジングの内面に同一平面上で支えられることを確実にする。この場合、面積ベースの差またはプレストレスはほぼ2%〜5%のオーダーに達する。
【0025】
最後に、このように巻かれた層が少なくとも部分的にハウジングに導入される。少なくとも1つの巻かれた層を部分的に導入することにより、少なくとも1つの層の外側の露出された端部にはんだの細片などの付加的な材料を供給する可能性が開かれる。次いで、このように準備された少なくとも1つの層が、完全にハウジング内において所望の位置に位置決めされ得る。
【0026】
当該プロセスのさらなる構成に従うと、2〜5個の層が形成され、一緒に巻かれ、ハウジングに導入される。
【0027】
さらに、少なくとも1つの層が、螺旋形、S字型、M字型、W字型、Z字型、U字型、V字型、蛇行状の断面のうちの1つに従って巻かれることも提案される。個々の断面は、添付の図面に関連して以下により詳細に説明される。これらの断面は、通常、ハニカム構造を真横から、すなわち通路方向から見ると認識され得る。特に、滑らかなシート金属箔はこの種類の断面を呈する。
【0028】
当該プロセスのさらに別の構成に従うと、シート金属箔の少なくとも1つの層は、さらなる滑らかなシート金属箔および構造化されたシート金属箔が外側の滑らかなシート金属箔の間に交互に配置されるように形成され、好ましくは、いずれの場合も、構造化されたシート金属箔は外側の滑らかなシート金属箔に隣接して配置される。こういった種類のシート金属箔の構成では、外側の滑らかなシート金属箔の間に配置されたシート金属箔は少なくとも部分的に両側の通路を区切り、外側の滑らかなシート金属箔は流体が一方側でしか流れ得ない通路を区切る。外側の滑らかなシート金属箔のもう一方側は、隣接した滑らかなシート金属箔、スリーブまたはハウジングに支えられる必要がある。
【0029】
当該プロセスの特に好ましい構成においては、少なくとも2つの成形ジョーおよび少なくとも1つの巻きピンを有する成形工具を用いて巻付けが実行されるが、少なくとも1つの層は、少なくとも1つの巻きピンが少なくとも1つの層に対して好ましくはほぼ中心に位置決めされ、少なくとも1つの層と接触するように成形工具に送り込まれる。次いで、少なくとも1つの層のシート金属箔の端部がすべて成形ジョーの少なくとも1つの内側に当るまで、少なくとも1つの巻きピンを回転させる。このようにして、特にS字型の断面の層を迅速かつ確実に製造することが可能となる。
【0030】
このプロセスステップは、添付の図面に関連して以下により詳細に説明される。この時点では、成形ジョーが、ハウジングに挿入されるべき場合、シート金属層の最終的な外部構成に対応する外形を実質的に少なくとも部分的に囲むように形成されることにも留意されたい。巻きピンをほぼ中心に配置するということは、回転中に、層の両端が同時に向きを変えられ、その結果、巻きプロセスまたはねじりプロセスが、たとえば層またはシート
金属箔の一方の端部近傍に配置される巻きピンを用いて層を螺旋状に巻く場合よりも迅速に実行され得ることを意味する。
【0031】
さらに、少なくとも1つの層が巻かれる前に規定された長さに切断されることが提案されるが、この長さは、500mm未満、特に100mm〜300mmの範囲とされる。ここで提案される長さは、特に小規模のハニカム体に用いられる。ハニカム構造を製造するのに用いられる層またはシート金属層をすべて同じ長さにすることが好ましい。
【0032】
さらに、少なくとも1つの層を、切断動作の前に、巻き動作のために成形工具に位置決めすることが特に有利である。すなわち、シート金属層がまず成形工具に導入され、それによって保持または固定される。これは、少なくとも1つの層がもはや切断動作後に搬送される必要がなく、既に巻きプロセスを実行するための適切な位置にあるという利点を有する。これは、製造に関する時間の大幅な節約や、さらに処理費用の削減にもつながる。
【0033】
当該プロセスのさらなる構成に従うと、少なくとも1つの巻かれた層をハウジングに導入する前に、少なくとも1つのスリーブを少なくとも1つの層の周りおよび/またはハウジングの内面に位置決めすることも提案される。この場合、スリーブが、層またはシート金属箔の軸の範囲に対して実質的に中心に配置されるように位置決めされることが好ましい。巻かれた層の円周またはハウジングの内面へのスリーブの仮の固定は接着剤などの補助物質によって行なわれてもよい。
【0034】
最後に、少なくとも1つの層がハウジングに導入された後に、ハニカム構造の構成要素間における接合によって接続部を形成することも提案されるが、この場合、これらの構成要素は好ましくは少なくとも小領域において互いにはんだ付されている。スリーブが少なくとも1つの層とハウジングとの間に配置される場合、このスリーブはハウジングに面する比較的小さな接続区域を有する一方で、好ましくは内側全体にわたって少なくとも1つの層にはんだ付される。
【発明を実施するための最良の形態】
【0035】
この発明およびこの発明の関連分野は、添付の図面に関連してより詳細に説明される。当該図面はこの発明の特に好ましい具体的な実施例を部分的に示すが、これらの実施例には限定されない。
【0036】
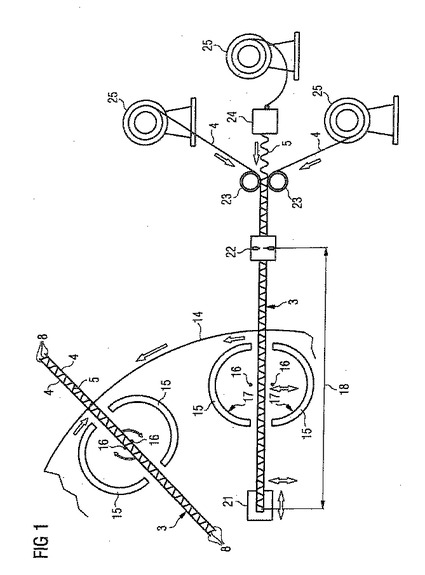
図1は、互いに対して実質的に平行に配置された多数の通路2を有するハニカム構造1(図示せず)を製造するためのプロセスを概略的に示す。当該ハニカム構造1は、少なくとも部分的に構造化されたシート金属箔4、5の少なくとも1つの層3ならびにハウジング6(図示せず)を含む。
【0037】
図1の右側から分かるように、シート金属箔4、5はコイル25から巻きが解かれ、シート金属箔5は構造化装置24に送り込まれる。構造化されたシート金属箔5の構造は、構造化装置24において予め滑らかなシート金属細片に導入される。上方および下方のコイル25からの滑らかなシート金属箔4は構造化されたシート金属箔5の両側に配置され、当該シート金属は2つのローラ23に通される。この動作により層3が形成され、当該層3は2つの外側の滑らかなシート金属箔4を含んでおり、その間に、少なくとも1つの少なくとも部分的に構造化されたシート金属箔5が配置される。ローラ23は、シート金属箔4、5を成形工具14の方に進ませる役割を果たす。シート金属箔4、5を成形工具14に向けて送り込むことに関して、各々のシート金属箔4、5を別個のコイル25から解いてローラ23の間に通すことが好ましい。すなわち、いくつか(x)の構造化されたシート金属箔5といくつか(x+1)の滑らかなシート金属箔4とを含む層3の製造中に、合計でいくつか(2x+1)のコイル25が設けられ、同時に、かつ随意に連続してシ
ート金属箔4、5を成形工具14に送り込む。
【0038】
成形工具14は、当該成形工具14に対してシート金属層3を方向付けるホルダ21を有する。当該層3は、巻きピン16または成形ジョー15に対して単純な巻きプロセス中に巻かれ得るように方向付けられる。成形ジョー15はこの場合開いており、層3は成形ジョー15を通って延在する。
【0039】
切断装置22は、成形ジョー15の、ホルダ21とは反対の側に設けられるが、シート金属箔4、5を所定の長さ18に切断できるように位置決めされている。切断プロセス中に、巻きピン16は、好ましくは、さらなる保持点を形成するように層3に接触させられる。シート金属箔3、4が切断された後、ある種の回転台を有する図示の成形工具14が、積重ねられたシート金属箔4、5を次のホルダ21または次の成形ジョー15に送り込めるようにさらにずれをもたらす。
【0040】
既に長さに切断された層3が、上部に示される成形工具14の部分に示される。ここで、巻きピン16が外側の滑らかなシート金属箔4と接触する。矢印で示されるように、次に、シート金属箔4、5の端部8すべてが成形ジョー15の内側17で支えられるように層3を回転させる。このために、成形ジョー15はまた、最終的に層3を完全に囲むように互いの方に動かされてもよい。次いで、最終的な曲げられた層3が成形ジョー15から取外され、ハウジング6(図示せず)に組込まれる。最後に、たとえばはんだ付プロセス中にシート金属箔4、5とハウジング6との間の接合によって接続部が形成される。
【0041】
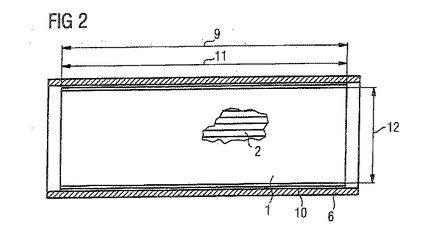
図2は、ハウジング6を備え、シート金属箔4、5が互いに対して実質的に平行に配置された多数の通路2を形成するこの発明に従ったハニカム構造1の具体的な実施例の縦断面図を概略的に示す。スリーブ10はシート金属箔4、5とハウジング6との間に配置される。ハニカム構造1は範囲12を有する。ハウジング6は、この場合、シート金属箔4、5の端部側を越えて突き出る。接合による接続部は、シート金属箔4、5の端部8(図示せず)の少なくとも90%がスリーブ10のゾーン11に接続されるように形成される。このスリーブ10を介して、シート金属箔4、5が間接的にハウジングのセクタ9に接続される。スリーブ10とハウジング9との間の接合による接続部は、この場合、ゾーン11よりも小さな面積の領域において形成される。
【0042】
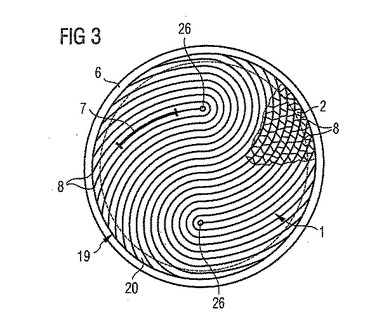
図3は、この発明に従ったハニカム構造1のさらなる具体的な実施例を真横から見た図を示す。ハニカム構造1は、通路2を形成する滑らかなシート金属箔4と完全に構造化されたシート金属箔5とを備えた複数の層3を有する。すべてのシート金属箔4、5の端部8はハウジング6の内面19に当る。小区域7において外側の滑らかなシート金属箔4が互いに対して直接隣接して配置されるように層3を巻いてハニカム体1にする。特に層3のS字型の断面が2つの巻き点26のまわりに形成されている。層3がハウジング6に導入された後、ハニカム構造1の構成要素間における接合によって接続部が形成されるが、これらの接続部は、この場合、端部側の外側の小領域20に設けられる。
【0043】
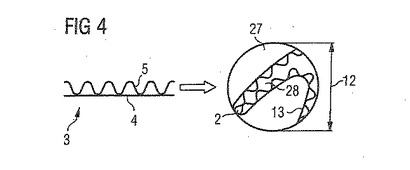
図4は、先行技術の公知のハニカム体がいかに製造されたかを概略的に示す。この場合、滑らかなシート金属箔4および構造化されたシート金属箔5は交互に組合されて層3を形成し、いずれの場合も、同じ数の滑らかなシート金属箔4と波型のまたは構造化されたシート金属箔5とが各層3に存在した(すなわち、滑らかなシート金属箔と構造化されたシート金属箔との比率が1:1であった)。右側の図から分かるように、これらの層3の変形が接触領域28の形成につながり、この場合、構造化されたシート金属箔領域は互いに支え合い、および/または、そこから形成されるハニカム体27において互いに直接隣接して配置される。これは、特にS字型の断面13が選択され、範囲12が比較的小さい場合に起こった。図4から分かるように、これにより通路2が比較的不規則に形成される
こととなり、その後の所期の使用に関するこの種類のハニカム体の効率に悪影響を及ぼす。これは、この発明に従ったハニカム構造1によって回避される。
【0044】
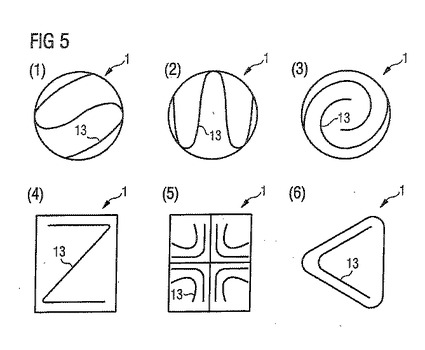
図5は、この発明に従ったさまざまなハニカム構造1のいくつかの断面13の例を概略的に示す。これらは、昇順に、S字型、W字型、螺旋型、Z字型、U字型、V字型の断面13を表わす。
【0045】
ここに提案されるハニカム構造は、特に製造が容易であり、自動車の内燃機関の排気システムにおけるその後の使用中の効率が高く一定である。特に、ハニカム構造は耐久性のある設計であり、たとえば内燃機関のすぐ近傍における過酷な周囲条件に特に適している。
【図面の簡単な説明】
【0046】
【図1】この発明に従ったハニカム体の具体的な実施例の製造を概略的に示す図である。
【図2】この発明に従ったハニカム構造のさらなる具体的な実施例を示す縦断面図である。
【図3】この発明に従ったプロセスによって製造可能なハニカム構造の具体的な実施例を示す正面図である。
【図4】先行技術に従った公知のハニカム構造の構造を概略的に示す図である。
【図5】この発明に従ったハニカム構造の異なる具体的な実施例のさまざまな断面を概略的に示す図である。
【符号の説明】
【0047】
1 ハニカム構造、2 通路、3 層、4 滑らかなシート金属箔、5 構造化されたシート金属箔、6 ハウジング、7 小区域、8 端部、9 セクタ、10 スリーブ、11 ゾーン、12 範囲、13 断面、14 成形工具、15 成形ジョー、16 巻きピン、17 内側、18 長さ、19 内面、20 小領域、21 ホルダ、22 切断装置、23 ローラ、24 構造化装置、25 コイル、26 巻き点、27 ハニカム体、28 接触領域。
【技術分野】
【0001】
この発明は、互いに対して実質的に平行に配置された多数の通路を有するハニカム構造に関する。当該ハニカム構造は、少なくとも部分的に構造化されたシート金属箔の少なくとも1つの層とハウジングとを含む。この発明はまた、この種類のハニカム構造を製造するためのプロセスに関する。この種類のハニカム構造は、好ましくは、自動車の内燃機関からの排気ガスを処理するための構成要素として用いられる。
【背景技術】
【0002】
自動車、芝刈り機、電動鋸、オートバイなどにおける内燃機関(たとえば、火花点火機関またはディーゼルエンジン)の排気システムにおける排気ガス浄化構成要素は、一般に、排気ガス中に含まれる汚染物質を(少なくともある一定の期間にわたって)変換または蓄積する目的を有する。この種類の排気ガス構成要素の公知の種類には、触媒コンバータ、フィルタ、吸収器または分離器が含まれる。ハニカム構造は非常に大きな表面積を設けており、当該表面積は、そこを通って流れるかまたはそこを流れ過ぎる排気ガスに接触し得る。結果として排気ガスに密に接触することにより、排気ガス浄化構成要素の部分の効率が高くなる。
【0003】
セラミックまたは金属材料で作られるこの種類のハニカム構造は基本的に公知である。当業者は、このようなハニカム体を製造するための多くのさまざまな製造プロセス、特に押出、またはシート金属、繊維層、格子構造などの部分的な構成要素の接合による接続を認識している。この種類の排気ガス浄化構成要素が常に内燃機関の(たとえば種類または設計に関する)要件に適合されるので、この種類のハニカム構造の多くの異なる変形例が単純な製造プロセスで製造可能であることが望ましい。過去において、たとえば少なくとも部分的に構造化されたシート金属箔から構成された金属ハニカム体が、必要とされている製造プロセスに過度の変更を加えることなしに多種多様に実現され得ることが判明した。
【0004】
この種類の金属ハニカム構造に関して、公知のさまざまな構成オプションおよび製造プロセスが数多く存在する。特に2つの典型的な設計には区別がつけられる。DE 29 02 779 A1に典型的な例が示される初期の設計は螺旋状の設計であり、実質的に1つの滑らかなシート金属層と1つの波形のシート金属層が重なって配置され、螺旋状に巻かれている。別の設計では、ハニカム体は、交互に配置された多数の滑らかなシート金属層と波形または異なる波形のシート金属層とから構成され、当該シート金属層は初めに1つ以上の積重ねを形成し、次いで絡み合わされる。この場合、すべてのシート金属層の端部が外側にきて、ハウジングまたは管状のケーシングに接続されてもよく、こうして多くの接続部をもたらして、ハニカム体の耐久性を高め得る。これらの設計の典型的な例がEP 0 245 737 B1またはWO 90/03220に記載される。流れに影響を及ぼすために、および/または、個々の流路間に相互の混合をもたらすために、シート金属層に付加的な構造を備えることも長い間公知であった。これらの構成の典型的な例には、WO 91/01178、WO 91/01807およびWO 90/08249が含まれる。最後に、円錐形のハニカム体も挙げられるが、これも、流れに影響を及ぼすためのさらに付加的な構造を随意に備えている。この種類のハニカム体は、たとえばWO
97/49905に記載される。さらに、特にラムダセンサに対応するためにハニカム体にはセンサのための切欠き(cutout)を無いままにしておくことも公知である。このような一例がDE 88 16 154 U1に記載される。この種類のハニカム構造の製造について、特に次の公報、WO 98/34725、WO 97/06358、WO 97/00725、 WO 97/00135が参照される。
【0005】
列挙された公報に関して、構造化されたシート金属箔および滑らかなシート金属箔は概して交互に積重ねられ、次いで、後に実質的に挿入されるハウジングの形状に実質的に対応する外部構成をとるように巻かれ、かつ/またはねじられる。ある状況下では、これらの構造化されたシート金属箔および滑らかなシート金属箔は積重ねおよび/または層になるよう配置され、いずれの場合も、滑らかなシート金属箔と構造化されたシート金属箔とが同じ数だけ設けられる。このように互いに支え合うシート金属箔が、2つの側部の各々の上に通路を形成し、排気ガスがこれらの通路を通って流れ得る。
【0006】
特に、比較的短いシート金属箔を用いて形成されているハニカム構造の場合、接合によって接続部を形成することで技術的な問題が生じる恐れがある。たとえば、ハニカム構造の最大範囲が30mm未満である場合(この場合、シート金属箔は螺旋状に巻かれない)、これによって、構造化されたシート金属箔内および/または構造化されたシート金属箔間に接触領域が生じるという状況が発生する可能性がある。この問題は、特に当該層がS字型または同じ様に巻付けられる場合に発生する。この結果、当該構造が互いの内部に係合し、このため、少なくともいくつかの通路が変形してしまう。これにより、通路が詰まるか、または、後のハニカム構造のコーティング中に少なくとも厚さの異なる被膜が生じるリスクが高くなる。これは、たとえば、少なくとも小領域におけるハニカム構造の流れ抵抗の増大につながる可能性がある。これにより、異なる熱応力がもたらされるか、変換率が低くなるか、または、上流の内燃機関の出力が低下する可能性がある。さらなるリスクは、たとえばはんだなどの接合によって接続部を形成するための付加的な材料を加えることが難しい小区域が形成されてしまうことである。これらの小領域は、実質的には接続されていないかまたは完全には接続されておらず、排気システム中に発生する極めて高い熱負荷および動荷重のために構成要素の破損をまねく可能性がある。
【発明の開示】
【発明が解決しようとする課題】
【0007】
これに基づくと、この発明の目的は、特に上述される公知のハニカム構造の問題をなくすことである。特に、この発明の目的は、構成が単純で、製造技術の点で費用を抑えて製造することのできるハニカム構造を作り出すことである。他の重要な要因は、排気ガスが流れ得る通路を均一に形成すること、および、隣接するシート金属箔を互いに、そしてハウジングに確実に取付けることである。したがって、特に寸法が小さいハニカム構造を確実に製造することを可能にするプロセスを特定することも意図される。
【課題を解決するための手段】
【0008】
これらの目的は、請求項1の特徴を有するハニカム構造と、請求項8の特徴を有するハニカム構造の製造プロセスとによって達成される。さらに有利な構成がそれぞれの従属請求項に記載される。この文脈においては、この明細書中に詳細に記載される特徴がまた、互いに所望のとおりに組合されて有利な構成をもたらすことに留意されたい。
【0009】
したがって、この発明は、互いに対して実質的に平行に配置された多数の通路を有するハニカム構造に関し、当該ハニカム構造は、少なくとも部分的に構造化されたシート金属箔の層およびハウジングを含む。当該層がいくつか(N)の少なくとも部分的に構造化されたシート金属箔と、いくつか(N+1)の滑らかなシート金属箔とを含み、この数Nが1、2または3であり、2つの外側の滑らかなシート金属箔が設けられていることを特徴とする。すなわち、これは、特に1つの層が、2つの外側のシート金属箔が滑らかであるサンドイッチ型を形成することを意味する。シート金属箔は、特に波形、型押し(stamped)された構成物、折り目などを持たない場合、「滑らか」であると理解されるべきである。しかしながら、これは、滑らかなシート金属箔が特定の(たとえば特に低い)表面粗さを有すること、または、たとえばS字型もしくは同じ様に巻かれていないことを必ずし
も意味するわけではない。少なくとも1つの少なくとも部分的に「構造化された」シート金属箔が2つの外側の滑らかなシート金属箔の間に配置される。
【0010】
複数のシート金属箔を2つの外側の滑らかなシート金属箔の間に配置して層を形成することも基本的に可能であり、この場合、これらの付加的なシート金属箔のうち少なくとも1つが少なくとも部分的に構造化される。一例として、交互に配置された複数の滑らかなシート金属箔および構造化されたシート金属箔の積重ねを2つの外側の滑らかなシート金属箔の間に設けることも実用可能である。さらに、一例として、部分的にしか構造化されず同時に滑らかな部分をも備えたシート金属箔が考えられる。この場合、内部に配置された(滑らかな)構造化されたシート金属箔が両方の側部(すなわち面積の広い表面)上に少なくとも部分的に通路壁を形成する。対照的に、少なくとも1つの層の配置は、ハニカム構造を形成するために、外側の滑らかなシート金属箔が一方側のみに向かって、すなわち、内側に配置された少なくとも1つの少なくとも部分的に構造化されたシート金属箔に向かって通路を形成するようになされる。これらの外側の滑らかなシート金属箔は、外側に向かって、それら自体および/または隣接する外側の滑らかなシート金属箔および/またはハウジングに好ましくは少なくとも部分的に支えられる。これらの滑らかなシート金属箔は、排気ガスが流れ得る通路が形成されないように互いに寄せ合わされている。
【0011】
2つの外側の滑らかなシート金属箔を設けることにより、互いに隣接して配置された構造化されたシート金属箔の部分間が直接接触することが確実に回避される。これにより、ハニカム構造の構成に関する欠陥が低減することとなり、このため、ハニカム構造の断面にわたる通路が確実に均一に分散される。外側の滑らかなシート金属箔が互いに直接支え合うということは、たとえばはんだ付プロセスの一環としてのハニカム構造の熱処理中に、接合による接続部がこれらの滑らかなシート金属箔の間に形成されることをも意味する。これらの接続部は主に拡散現象に端を発し、これが局所的な拡散溶接を招く。これにより、層を互いに永久的に接続すること、および/または、外側の滑らかなシート金属箔を互いに隣接して配置することが確実にされる。
【0012】
これはまた、「入れ子(telescoping)」現象が起こるのを防ぐ。この現象によって、隣接する層が、排気システムにおいて生じる負荷のせいで相対的に移動する。互いに隣接して配置された外側の滑らかなシート金属箔が互いに押当てられるおよび/または熱処理前にハウジングに導入される圧力に応じて、この種類の拡散結合が接触面全体にわたって生じ得る。(特にこの種類のハニカム体の熱膨張特性に関して)完全な接合の形成を防ぐことが意図される場合、特に拡散結合の形成を抑制する物質を(滑らかなおよび/または構造化された)シート金属箔上に供給することが可能である。この目的のために、一例として、酸化チタン、酸化アルミニウムなどの特別な被膜が推奨される。しかしながら、この種類の不動態化(passivation)層は、外側の滑らかなシート金属箔の間だけではなく、たとえば滑らかなシート金属箔とハウジングとの間にも配置され得る。
【0013】
ハニカム構造の有利な構成に従うと、当該層は、少なくとも当該層の小区域において、外側の滑らかなシート金属箔が互いに直接隣接して配置されるようにハニカム体を形成するよう巻かれておよび/またはねじられて配置される。これは、特に、当該層を曲げるかまたは巻付ける度合が特に高いことを意味する。滑らかなシート金属箔がそれら自体で支え合うよう設計されているこのような極端な輪郭は、多角形の外部構成、すなわち円筒形とは異なる構成、を持つハニカム体において特に発生する。
【0014】
特にこの多角形の外部構成の隅領域にも届くように、これらの隅領域の奥まで貫通する特にきつく巻かれた小区域がなくてはならない。これはまた、特に、少なくとも1つの層が蛇行した形状に曲げられている、すなわち、一方向に、次に別の(逆の)方向に(適切な場合、さまざまな半径の湾曲で)交互に曲げられている断面を意味すると理解されるべ
きである。これらの極端な変形のために、公知のハニカム構造のシート金属箔が所望されるようには形成されないというリスクが常にあった。というのも、特に、公知のシート金属箔の積重ねが、製造設計時に互いに対して複雑に位置決めされ、次に接合によって互いに接続されなければならなかったからである。この技術的な問題は、外側の滑らかなシート金属箔を設けることによって解消される。
【0015】
さらに、さらなる滑らかなシート金属箔および構造化されたシート金属箔が外側の滑らかなシート金属箔の間に交互に層状に配置され、好ましくは、いずれの場合も、構造化されたシート金属箔が外側の滑らかなシート金属箔に隣接して配置されることが提案される。これは、外部に配置された2つの滑らかなシート金属箔と複数の内側のシート金属箔とを特徴とするサンドイッチ構造を特に意味すると理解されるべきである。内側のシート金属箔に関して、さらなる滑らかなシート金属箔と構造化されたシート金属箔とを交互に配置することがここで提案される。内側に配置されたこれらの滑らかなシート金属箔および構造化されたシート金属箔は、それらの2つの側部の各々の上にあり排気ガスが流れ得る通路を区切る。滑らかなシート金属箔と構造化されたシート金属箔とを交互にしたこの実質的に対称的な構成は、構造化されたシート金属箔の先端、特に波型の頂部または波型の谷部、の近傍において滑らかなシート金属箔と構造化されたシート金属箔との間に規定された接続部を作り出すことを確実にする。
【0016】
ハニカム構造のさらなる構成に従うと、シート金属箔の層は各々2つの端部を有し、これらの端部の少なくとも90%は少なくともセクタにおけるハウジングに接続され、好ましくは当該端部のすべてがハウジングに接続されている。このことから、特にハニカム構造が螺旋構造からずれた構成を有することが明らかである。層が螺旋状に巻かれている場合、通常、すべての端部のうちの半分はハニカム構造の中心に配置され、当該層またはシート金属箔の両端はハウジングに支えられる。ここに記載される特に好ましいハニカム構造の構成においては、シート金属箔またはシート金属層は、ハウジングからスタートして、ハニカム構造の内部領域に延在してから、最終的に、対向する端部によって再びハウジングの内面に当るように配置される。
【0017】
これらの端部が少なくともセクタにおいて接続されるかまたは接触することは、たとえば、ハウジングがより大きくまたはより小さく設計され、このため、ハウジングの内面すべてが必ずしもシート金属箔と接触しなくてもよいことを考慮に入れている。しかしながら、(たとえば、S字型の層の構成の場合)層の端部をハウジングまたはハニカム構造の円周にわたって均一に配置するのではなく、端部のすべてまたはいくつかが配置されている部分的な円周区域を設けることも可能であり、この場合、外側の滑らかなシート金属箔はそれらの間においてハウジングの内側に寄せ合わされている。
【0018】
端部をハウジングに接続するために接合技術を用いること、すなわち、端部がハウジングにはんだ付または溶接されることが好ましい。言及されているハウジングに接続される端部の割合は、次に大きな整数分の端部がハウジングに接続されることを特に意味すると理解されるべきである。たとえば、ハニカム構造が、各々が2つの滑らかなシート金属箔と1つの構造化されたシート金属箔とを含む(以下に記載されるプロセスを用いて作り出すことのできる)2つのシート金属層から形成される場合、層は合計12個の端部を有する。これらの端部のうち少なくとも90%がハウジングに接続されるという表現は、この文脈においては、これらの端部のうちの少なくとも11個がハウジングに接続されることを意味すると理解されるべきである(12×0.9=10.8 → 端部の数で次に大きな整数は11である)。
【0019】
ハニカム構造のさらに別の構成に従うと、少なくとも1つのスリーブがハウジングとシート金属箔との間に設けられ、層のシート金属箔が各々、2つの端部を有し、これらの端
部のうち少なくとも90%が少なくとも1つのゾーンにおける少なくとも1つのスリーブに接続され、好ましくは端部がすべて少なくとも1つのスリーブに接続される。原則として、説明のために前述の段落が実質的に参照される。これらの2つの構成間の大きな違いは、この場合、スリーブがシート金属箔とハウジングとの間に設けられることである。このスリーブは、ハウジングに対してシート金属箔の様々な熱膨張特性を補償するという目的を有する。ハウジングは、主にハニカム構造の構造上の完全性を確実にするよう意図されているが、たとえば1mm〜3mmの厚さのハウジング壁を用いて比較的安定するようにされなければならない。対照的に、低い面積−比熱容量を実現し、可能な限り広い表面積を設けるために、非常に薄い、特に0.1mm未満、最も好ましくは0.03mm未満の厚さのシート金属箔が用いられる。面積−比熱容量が異なるために、シート金属箔とハウジングとの間の剛性の接続部は、シート金属箔が裂けるかまたは接続部が外れるといったリスクを伴うだろう。これを防ぐために、ハウジングに対するシート金属箔の相対運動を可能にするスリーブがシート金属箔とハウジングとの間に設けられる。この種類のスリーブの設計に関して、WO 03/008774がまた参照され、その開示の内容もこの明細書中にすべて参照される。
【0020】
さらに、この発明は、50mm未満、特に20mm〜30mmの範囲であり通路の断面に対して垂直である中間範囲を有するハニカム構造を提案する。これらの比較的小さなハニカム構造は、2つの外側の滑らかなシート金属箔を備えた層状の構造のために役立つ特定の分野である。これについての1つの理由は、外側のシート金属箔が構造化される場合、製造中にこの比較的短い層が処理しにくいことである。この層は場合によってはかなり変形させなければならず、この間に、構造化されたシート金属箔が、ある状況下で、それ自体またはそれに隣接して配置された箔に押込まれる可能性がある。したがって、特にハニカム構造が比較的小さい場合に、大幅に向上した確実な製造プロセスの実行が可能となる。
【0021】
さらに、500mm未満、特に100mm〜300mmの範囲の長さを有する層がまた提案される。ここに言及されるシート金属層の長さは、既知のシート金属層とは著しく異なっており、支持部の直径に用いられる層の長さの比率が著しく大きくなる。直径がたとえば10cmである公知のハニカム体は、少なくとも20倍の層の長さを有する。ここでは、かなり小さな比率、特に10未満またはさらには8未満の比率が好ましくは提案される。
【0022】
この発明のさらなる局面は、互いに対して実質的に平行に配置された多数の通路を備えたハニカム構造を製造するためのプロセスを提案する。当該ハニカム構造は、少なくとも部分的に構造化されたシート金属箔の少なくとも1つの層とハウジングとを含む。当該プロセスは、少なくとも、
− 2つの外側の滑らかなシート金属層の間に層ごとに配置されている少なくとも1つの少なくとも部分的に構造化されたシート金属箔によって少なくとも1つの層を形成するステップと、
− 少なくとも1つの層を巻くステップと、
− 少なくとも1つのねじられた層をハウジングに導入するステップとを含む。
【0023】
この場合、滑らかなシート金属箔、完全に構造化されたシート金属箔および別の滑らかなシート金属箔が交互に重なって配置されるように少なくとも1つの層を形成することが好ましい。しかしながら、2つの外側の滑らかなシート金属層を互いに接続するか、または、連続した滑らかなシート金属細片を、たとえばU字型のエンベロープを形成しつつ設けることも可能であり、この場合、構造化されたシート金属箔がその中に配置されている。複数の層を用いてハニカム構造を構成する場合、ここでも、1つの層の外側の滑らかなシート金属箔は、その上などに配置された隣接する層の外側の滑らかなシート金属箔を有
する。複数の層は、原則的に滑らかなシート金属箔によって区切られる積重ねを形成し得る。製造可能なハニカム構造に関して、基本的に上述の表現が参照され、このプロセスにより、複数の層、たとえば2〜5個の層を有するハニカム構造を製造することも可能となる。
【0024】
「巻く」プロセスステップは、少なくとも1つの層を曲げ、折り畳み、ねじり、および/または巻上げることを意味するものと理解されるべきである。この文脈においては、少なくとも1つの層は、ハウジングの構成に実質的に対応する外形または外側面を有する。巻かれた層または巻かれた層パッケージが、ハウジングによって囲まれた断面よりもわずかに大きな断面を有することが好ましい。これがプレストレスをもたらして、シート金属層の端部がハウジングの内面に同一平面上で支えられることを確実にする。この場合、面積ベースの差またはプレストレスはほぼ2%〜5%のオーダーに達する。
【0025】
最後に、このように巻かれた層が少なくとも部分的にハウジングに導入される。少なくとも1つの巻かれた層を部分的に導入することにより、少なくとも1つの層の外側の露出された端部にはんだの細片などの付加的な材料を供給する可能性が開かれる。次いで、このように準備された少なくとも1つの層が、完全にハウジング内において所望の位置に位置決めされ得る。
【0026】
当該プロセスのさらなる構成に従うと、2〜5個の層が形成され、一緒に巻かれ、ハウジングに導入される。
【0027】
さらに、少なくとも1つの層が、螺旋形、S字型、M字型、W字型、Z字型、U字型、V字型、蛇行状の断面のうちの1つに従って巻かれることも提案される。個々の断面は、添付の図面に関連して以下により詳細に説明される。これらの断面は、通常、ハニカム構造を真横から、すなわち通路方向から見ると認識され得る。特に、滑らかなシート金属箔はこの種類の断面を呈する。
【0028】
当該プロセスのさらに別の構成に従うと、シート金属箔の少なくとも1つの層は、さらなる滑らかなシート金属箔および構造化されたシート金属箔が外側の滑らかなシート金属箔の間に交互に配置されるように形成され、好ましくは、いずれの場合も、構造化されたシート金属箔は外側の滑らかなシート金属箔に隣接して配置される。こういった種類のシート金属箔の構成では、外側の滑らかなシート金属箔の間に配置されたシート金属箔は少なくとも部分的に両側の通路を区切り、外側の滑らかなシート金属箔は流体が一方側でしか流れ得ない通路を区切る。外側の滑らかなシート金属箔のもう一方側は、隣接した滑らかなシート金属箔、スリーブまたはハウジングに支えられる必要がある。
【0029】
当該プロセスの特に好ましい構成においては、少なくとも2つの成形ジョーおよび少なくとも1つの巻きピンを有する成形工具を用いて巻付けが実行されるが、少なくとも1つの層は、少なくとも1つの巻きピンが少なくとも1つの層に対して好ましくはほぼ中心に位置決めされ、少なくとも1つの層と接触するように成形工具に送り込まれる。次いで、少なくとも1つの層のシート金属箔の端部がすべて成形ジョーの少なくとも1つの内側に当るまで、少なくとも1つの巻きピンを回転させる。このようにして、特にS字型の断面の層を迅速かつ確実に製造することが可能となる。
【0030】
このプロセスステップは、添付の図面に関連して以下により詳細に説明される。この時点では、成形ジョーが、ハウジングに挿入されるべき場合、シート金属層の最終的な外部構成に対応する外形を実質的に少なくとも部分的に囲むように形成されることにも留意されたい。巻きピンをほぼ中心に配置するということは、回転中に、層の両端が同時に向きを変えられ、その結果、巻きプロセスまたはねじりプロセスが、たとえば層またはシート
金属箔の一方の端部近傍に配置される巻きピンを用いて層を螺旋状に巻く場合よりも迅速に実行され得ることを意味する。
【0031】
さらに、少なくとも1つの層が巻かれる前に規定された長さに切断されることが提案されるが、この長さは、500mm未満、特に100mm〜300mmの範囲とされる。ここで提案される長さは、特に小規模のハニカム体に用いられる。ハニカム構造を製造するのに用いられる層またはシート金属層をすべて同じ長さにすることが好ましい。
【0032】
さらに、少なくとも1つの層を、切断動作の前に、巻き動作のために成形工具に位置決めすることが特に有利である。すなわち、シート金属層がまず成形工具に導入され、それによって保持または固定される。これは、少なくとも1つの層がもはや切断動作後に搬送される必要がなく、既に巻きプロセスを実行するための適切な位置にあるという利点を有する。これは、製造に関する時間の大幅な節約や、さらに処理費用の削減にもつながる。
【0033】
当該プロセスのさらなる構成に従うと、少なくとも1つの巻かれた層をハウジングに導入する前に、少なくとも1つのスリーブを少なくとも1つの層の周りおよび/またはハウジングの内面に位置決めすることも提案される。この場合、スリーブが、層またはシート金属箔の軸の範囲に対して実質的に中心に配置されるように位置決めされることが好ましい。巻かれた層の円周またはハウジングの内面へのスリーブの仮の固定は接着剤などの補助物質によって行なわれてもよい。
【0034】
最後に、少なくとも1つの層がハウジングに導入された後に、ハニカム構造の構成要素間における接合によって接続部を形成することも提案されるが、この場合、これらの構成要素は好ましくは少なくとも小領域において互いにはんだ付されている。スリーブが少なくとも1つの層とハウジングとの間に配置される場合、このスリーブはハウジングに面する比較的小さな接続区域を有する一方で、好ましくは内側全体にわたって少なくとも1つの層にはんだ付される。
【発明を実施するための最良の形態】
【0035】
この発明およびこの発明の関連分野は、添付の図面に関連してより詳細に説明される。当該図面はこの発明の特に好ましい具体的な実施例を部分的に示すが、これらの実施例には限定されない。
【0036】
図1は、互いに対して実質的に平行に配置された多数の通路2を有するハニカム構造1(図示せず)を製造するためのプロセスを概略的に示す。当該ハニカム構造1は、少なくとも部分的に構造化されたシート金属箔4、5の少なくとも1つの層3ならびにハウジング6(図示せず)を含む。
【0037】
図1の右側から分かるように、シート金属箔4、5はコイル25から巻きが解かれ、シート金属箔5は構造化装置24に送り込まれる。構造化されたシート金属箔5の構造は、構造化装置24において予め滑らかなシート金属細片に導入される。上方および下方のコイル25からの滑らかなシート金属箔4は構造化されたシート金属箔5の両側に配置され、当該シート金属は2つのローラ23に通される。この動作により層3が形成され、当該層3は2つの外側の滑らかなシート金属箔4を含んでおり、その間に、少なくとも1つの少なくとも部分的に構造化されたシート金属箔5が配置される。ローラ23は、シート金属箔4、5を成形工具14の方に進ませる役割を果たす。シート金属箔4、5を成形工具14に向けて送り込むことに関して、各々のシート金属箔4、5を別個のコイル25から解いてローラ23の間に通すことが好ましい。すなわち、いくつか(x)の構造化されたシート金属箔5といくつか(x+1)の滑らかなシート金属箔4とを含む層3の製造中に、合計でいくつか(2x+1)のコイル25が設けられ、同時に、かつ随意に連続してシ
ート金属箔4、5を成形工具14に送り込む。
【0038】
成形工具14は、当該成形工具14に対してシート金属層3を方向付けるホルダ21を有する。当該層3は、巻きピン16または成形ジョー15に対して単純な巻きプロセス中に巻かれ得るように方向付けられる。成形ジョー15はこの場合開いており、層3は成形ジョー15を通って延在する。
【0039】
切断装置22は、成形ジョー15の、ホルダ21とは反対の側に設けられるが、シート金属箔4、5を所定の長さ18に切断できるように位置決めされている。切断プロセス中に、巻きピン16は、好ましくは、さらなる保持点を形成するように層3に接触させられる。シート金属箔3、4が切断された後、ある種の回転台を有する図示の成形工具14が、積重ねられたシート金属箔4、5を次のホルダ21または次の成形ジョー15に送り込めるようにさらにずれをもたらす。
【0040】
既に長さに切断された層3が、上部に示される成形工具14の部分に示される。ここで、巻きピン16が外側の滑らかなシート金属箔4と接触する。矢印で示されるように、次に、シート金属箔4、5の端部8すべてが成形ジョー15の内側17で支えられるように層3を回転させる。このために、成形ジョー15はまた、最終的に層3を完全に囲むように互いの方に動かされてもよい。次いで、最終的な曲げられた層3が成形ジョー15から取外され、ハウジング6(図示せず)に組込まれる。最後に、たとえばはんだ付プロセス中にシート金属箔4、5とハウジング6との間の接合によって接続部が形成される。
【0041】
図2は、ハウジング6を備え、シート金属箔4、5が互いに対して実質的に平行に配置された多数の通路2を形成するこの発明に従ったハニカム構造1の具体的な実施例の縦断面図を概略的に示す。スリーブ10はシート金属箔4、5とハウジング6との間に配置される。ハニカム構造1は範囲12を有する。ハウジング6は、この場合、シート金属箔4、5の端部側を越えて突き出る。接合による接続部は、シート金属箔4、5の端部8(図示せず)の少なくとも90%がスリーブ10のゾーン11に接続されるように形成される。このスリーブ10を介して、シート金属箔4、5が間接的にハウジングのセクタ9に接続される。スリーブ10とハウジング9との間の接合による接続部は、この場合、ゾーン11よりも小さな面積の領域において形成される。
【0042】
図3は、この発明に従ったハニカム構造1のさらなる具体的な実施例を真横から見た図を示す。ハニカム構造1は、通路2を形成する滑らかなシート金属箔4と完全に構造化されたシート金属箔5とを備えた複数の層3を有する。すべてのシート金属箔4、5の端部8はハウジング6の内面19に当る。小区域7において外側の滑らかなシート金属箔4が互いに対して直接隣接して配置されるように層3を巻いてハニカム体1にする。特に層3のS字型の断面が2つの巻き点26のまわりに形成されている。層3がハウジング6に導入された後、ハニカム構造1の構成要素間における接合によって接続部が形成されるが、これらの接続部は、この場合、端部側の外側の小領域20に設けられる。
【0043】
図4は、先行技術の公知のハニカム体がいかに製造されたかを概略的に示す。この場合、滑らかなシート金属箔4および構造化されたシート金属箔5は交互に組合されて層3を形成し、いずれの場合も、同じ数の滑らかなシート金属箔4と波型のまたは構造化されたシート金属箔5とが各層3に存在した(すなわち、滑らかなシート金属箔と構造化されたシート金属箔との比率が1:1であった)。右側の図から分かるように、これらの層3の変形が接触領域28の形成につながり、この場合、構造化されたシート金属箔領域は互いに支え合い、および/または、そこから形成されるハニカム体27において互いに直接隣接して配置される。これは、特にS字型の断面13が選択され、範囲12が比較的小さい場合に起こった。図4から分かるように、これにより通路2が比較的不規則に形成される
こととなり、その後の所期の使用に関するこの種類のハニカム体の効率に悪影響を及ぼす。これは、この発明に従ったハニカム構造1によって回避される。
【0044】
図5は、この発明に従ったさまざまなハニカム構造1のいくつかの断面13の例を概略的に示す。これらは、昇順に、S字型、W字型、螺旋型、Z字型、U字型、V字型の断面13を表わす。
【0045】
ここに提案されるハニカム構造は、特に製造が容易であり、自動車の内燃機関の排気システムにおけるその後の使用中の効率が高く一定である。特に、ハニカム構造は耐久性のある設計であり、たとえば内燃機関のすぐ近傍における過酷な周囲条件に特に適している。
【図面の簡単な説明】
【0046】
【図1】この発明に従ったハニカム体の具体的な実施例の製造を概略的に示す図である。
【図2】この発明に従ったハニカム構造のさらなる具体的な実施例を示す縦断面図である。
【図3】この発明に従ったプロセスによって製造可能なハニカム構造の具体的な実施例を示す正面図である。
【図4】先行技術に従った公知のハニカム構造の構造を概略的に示す図である。
【図5】この発明に従ったハニカム構造の異なる具体的な実施例のさまざまな断面を概略的に示す図である。
【符号の説明】
【0047】
1 ハニカム構造、2 通路、3 層、4 滑らかなシート金属箔、5 構造化されたシート金属箔、6 ハウジング、7 小区域、8 端部、9 セクタ、10 スリーブ、11 ゾーン、12 範囲、13 断面、14 成形工具、15 成形ジョー、16 巻きピン、17 内側、18 長さ、19 内面、20 小領域、21 ホルダ、22 切断装置、23 ローラ、24 構造化装置、25 コイル、26 巻き点、27 ハニカム体、28 接触領域。
【特許請求の範囲】
【請求項1】
互いに対して実質的に平行に配置された多数の通路(2)を有するハニカム構造(1)であって、少なくとも部分的に構造化されたシート金属箔(4、5)の層(3)とハウジング(6)とを含み、前記層(3)は、いくつか(N)の少なくとも部分的に構造化されたシート金属箔(5)といくつか(N+1)の滑らかなシート金属箔(4)とを含み、数Nは1、2または3であり、2つの外側の滑らかなシート金属箔(4)が設けられていることを特徴とする、ハニカム構造(1)。
【請求項2】
前記層(3)は、少なくとも前記層(3)の小区域(7)において、外側の滑らかなシート金属箔(4)が互いに直接隣接して配置されるように前記ハニカム体(1)を形成するよう巻かれておよび/またはねじられて配置されることを特徴とする、請求項1に記載のハニカム構造(1)。
【請求項3】
さらなる滑らかなシート金属箔(4)および構造化されたシート金属箔(5)が前記層(3)における前記外側の滑らかなシート金属箔(4)の間に交互に配置され、好ましくは、いずれの場合も、構造化されたシート金属箔(5)が前記外側の滑らかなシート金属箔(5)に隣接して配置されることを特徴とする、請求項1または2に記載のハニカム構造(1)。
【請求項4】
前記層(3)の前記シート金属箔(4、5)は各々、2つの端部(8)を有し、これらの端部(8)の少なくとも90%が少なくともセクタ(9)における前記ハウジング(6)に接続され、好ましくは前記端部(8)がすべて前記ハウジング(6)に接続されることを特徴とする、請求項1から3のいずれかに記載のハニカム構造(1)。
【請求項5】
少なくとも1つのスリーブ(10)が前記ハウジング(6)と前記シート金属箔(4、5)との間に設けられ、前記層(3)の前記シート金属箔(4、5)が各々、2つの端部(8)を有し、これらの端部(8)の少なくとも90%が少なくとも1つのゾーン(11)における前記少なくとも1つのスリーブ(10)に接続され、好ましくは前記端部(8)がすべて前記少なくとも1つのスリーブ(10)に接続されることを特徴とする、請求項1から4のいずれかに記載のハニカム構造(1)。
【請求項6】
前記ハニカム構造(1)は、50mm未満、特に20mm〜30mmの範囲であり前記通路(2)の断面に対して垂直である中間範囲(12)を有することを特徴とする、請求項1から5のいずれかに記載のハニカム構造(1)。
【請求項7】
前記層(3)は、500mm未満、特に100mm〜300mmの範囲の長さ(18)を有することを特徴とする、請求項1から6のいずれかに記載のハニカム構造(1)。
【請求項8】
互いに対して実質的に平行に配置された多数の通路(2)を有するハニカム構造(1)を製造するためのプロセスであって、前記ハニカム構造(1)は少なくとも部分的に構造化されたシート金属箔(4、5)の少なくとも1つの層(3)ならびにハウジング(6)を含み、前記プロセスは、少なくとも、
− 2つの外側の滑らかなシート金属箔(4)の間に層(3)ごとに配置された少なくとも1つの少なくとも部分的に構造化されたシート金属箔(5)によって少なくとも1つの層(3)を形成するステップと、
− 前記少なくとも1つの層(3)を巻くステップと、
− 前記少なくとも1つのねじられた層(3)をハウジング(6)に導入するステップとを含む、プロセス。
【請求項9】
2〜5個の層(3)が形成され、一緒に巻かれ、ハウジング(6)に導入される、請求項8に記載のプロセス。
【請求項10】
前記少なくとも1つの層(3)は、螺旋状、S字型、M字型、W字型、Z字型、U字型、V字型、蛇行状の断面(13)のうちの1つに従って巻かれる、請求項8または9に記載のプロセス。
【請求項11】
前記少なくとも1つの層(3)は、さらなる滑らかなシート金属箔および構造化されたシート金属箔(4、5)が前記外側の滑らかなシート金属箔(4)の間に交互に配置され、好ましくは、いずれの場合も、構造化されたシート金属箔(5)が前記外側の滑らかなシート金属箔(4)に隣接して配置されるように形成される、請求項8から10のいずれかに記載のプロセス。
【請求項12】
前記巻くステップは、少なくとも2つの成形ジョー(15)と少なくとも1つの巻きピン(16)とを有する成形工具(14)を用いて実行され、前記少なくとも1つの層(3)は、前記少なくとも1つの巻きピン(16)が前記少なくとも1つの層(3)に対して好ましくはほぼ中心に位置決めされ前記少なくとも1つの層(3)と接触するように前記成形工具(14)に送り込まれ、次いで、前記少なくとも1つの巻きピン(16)は、前記少なくとも1つの層(3)の前記シート金属箔(4、5)の前記端部(8)がすべて前記成形ジョー(15)の少なくとも1つの内側(17)に当るまで回転する、請求項8から11のいずれかに記載のプロセス。
【請求項13】
前記少なくとも1つの層(3)は、巻かれる前に、規定された長さ(18)に切断され、この長さ(18)は500mm未満であり、特に100mm〜300mmの範囲である、請求項8から12のいずれかに記載のプロセス。
【請求項14】
前記少なくとも1つの層(3)は、切断動作の前に、巻き動作のために成形工具(14)に位置決めされる、請求項13に記載のプロセス。
【請求項15】
前記少なくとも1つの巻かれた層(3)が前記ハウジング(6)に導入される前に、少なくとも1つのスリーブ(10)が前記少なくとも1つの層(3)の周りおよび/または前記ハウジング(6)の内面(19)上に位置決めされる、請求項8から14のいずれかに記載のプロセス。
【請求項16】
前記少なくとも1つの層(3)が前記ハウジング(6)に導入された後、前記ハニカム構造(1)の構成要素(3、4、5、6、10)間における接合によって接続部が形成され、これらの構成要素は好ましくは少なくとも小領域(20)において互いにはんだ付される、請求項8から15のいずれかに記載のプロセス。
【請求項1】
互いに対して実質的に平行に配置された多数の通路(2)を有するハニカム構造(1)であって、少なくとも部分的に構造化されたシート金属箔(4、5)の層(3)とハウジング(6)とを含み、前記層(3)は、いくつか(N)の少なくとも部分的に構造化されたシート金属箔(5)といくつか(N+1)の滑らかなシート金属箔(4)とを含み、数Nは1、2または3であり、2つの外側の滑らかなシート金属箔(4)が設けられていることを特徴とする、ハニカム構造(1)。
【請求項2】
前記層(3)は、少なくとも前記層(3)の小区域(7)において、外側の滑らかなシート金属箔(4)が互いに直接隣接して配置されるように前記ハニカム体(1)を形成するよう巻かれておよび/またはねじられて配置されることを特徴とする、請求項1に記載のハニカム構造(1)。
【請求項3】
さらなる滑らかなシート金属箔(4)および構造化されたシート金属箔(5)が前記層(3)における前記外側の滑らかなシート金属箔(4)の間に交互に配置され、好ましくは、いずれの場合も、構造化されたシート金属箔(5)が前記外側の滑らかなシート金属箔(5)に隣接して配置されることを特徴とする、請求項1または2に記載のハニカム構造(1)。
【請求項4】
前記層(3)の前記シート金属箔(4、5)は各々、2つの端部(8)を有し、これらの端部(8)の少なくとも90%が少なくともセクタ(9)における前記ハウジング(6)に接続され、好ましくは前記端部(8)がすべて前記ハウジング(6)に接続されることを特徴とする、請求項1から3のいずれかに記載のハニカム構造(1)。
【請求項5】
少なくとも1つのスリーブ(10)が前記ハウジング(6)と前記シート金属箔(4、5)との間に設けられ、前記層(3)の前記シート金属箔(4、5)が各々、2つの端部(8)を有し、これらの端部(8)の少なくとも90%が少なくとも1つのゾーン(11)における前記少なくとも1つのスリーブ(10)に接続され、好ましくは前記端部(8)がすべて前記少なくとも1つのスリーブ(10)に接続されることを特徴とする、請求項1から4のいずれかに記載のハニカム構造(1)。
【請求項6】
前記ハニカム構造(1)は、50mm未満、特に20mm〜30mmの範囲であり前記通路(2)の断面に対して垂直である中間範囲(12)を有することを特徴とする、請求項1から5のいずれかに記載のハニカム構造(1)。
【請求項7】
前記層(3)は、500mm未満、特に100mm〜300mmの範囲の長さ(18)を有することを特徴とする、請求項1から6のいずれかに記載のハニカム構造(1)。
【請求項8】
互いに対して実質的に平行に配置された多数の通路(2)を有するハニカム構造(1)を製造するためのプロセスであって、前記ハニカム構造(1)は少なくとも部分的に構造化されたシート金属箔(4、5)の少なくとも1つの層(3)ならびにハウジング(6)を含み、前記プロセスは、少なくとも、
− 2つの外側の滑らかなシート金属箔(4)の間に層(3)ごとに配置された少なくとも1つの少なくとも部分的に構造化されたシート金属箔(5)によって少なくとも1つの層(3)を形成するステップと、
− 前記少なくとも1つの層(3)を巻くステップと、
− 前記少なくとも1つのねじられた層(3)をハウジング(6)に導入するステップとを含む、プロセス。
【請求項9】
2〜5個の層(3)が形成され、一緒に巻かれ、ハウジング(6)に導入される、請求項8に記載のプロセス。
【請求項10】
前記少なくとも1つの層(3)は、螺旋状、S字型、M字型、W字型、Z字型、U字型、V字型、蛇行状の断面(13)のうちの1つに従って巻かれる、請求項8または9に記載のプロセス。
【請求項11】
前記少なくとも1つの層(3)は、さらなる滑らかなシート金属箔および構造化されたシート金属箔(4、5)が前記外側の滑らかなシート金属箔(4)の間に交互に配置され、好ましくは、いずれの場合も、構造化されたシート金属箔(5)が前記外側の滑らかなシート金属箔(4)に隣接して配置されるように形成される、請求項8から10のいずれかに記載のプロセス。
【請求項12】
前記巻くステップは、少なくとも2つの成形ジョー(15)と少なくとも1つの巻きピン(16)とを有する成形工具(14)を用いて実行され、前記少なくとも1つの層(3)は、前記少なくとも1つの巻きピン(16)が前記少なくとも1つの層(3)に対して好ましくはほぼ中心に位置決めされ前記少なくとも1つの層(3)と接触するように前記成形工具(14)に送り込まれ、次いで、前記少なくとも1つの巻きピン(16)は、前記少なくとも1つの層(3)の前記シート金属箔(4、5)の前記端部(8)がすべて前記成形ジョー(15)の少なくとも1つの内側(17)に当るまで回転する、請求項8から11のいずれかに記載のプロセス。
【請求項13】
前記少なくとも1つの層(3)は、巻かれる前に、規定された長さ(18)に切断され、この長さ(18)は500mm未満であり、特に100mm〜300mmの範囲である、請求項8から12のいずれかに記載のプロセス。
【請求項14】
前記少なくとも1つの層(3)は、切断動作の前に、巻き動作のために成形工具(14)に位置決めされる、請求項13に記載のプロセス。
【請求項15】
前記少なくとも1つの巻かれた層(3)が前記ハウジング(6)に導入される前に、少なくとも1つのスリーブ(10)が前記少なくとも1つの層(3)の周りおよび/または前記ハウジング(6)の内面(19)上に位置決めされる、請求項8から14のいずれかに記載のプロセス。
【請求項16】
前記少なくとも1つの層(3)が前記ハウジング(6)に導入された後、前記ハニカム構造(1)の構成要素(3、4、5、6、10)間における接合によって接続部が形成され、これらの構成要素は好ましくは少なくとも小領域(20)において互いにはんだ付される、請求項8から15のいずれかに記載のプロセス。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2007−526818(P2007−526818A)
【公表日】平成19年9月20日(2007.9.20)
【国際特許分類】
【出願番号】特願2006−515859(P2006−515859)
【出願日】平成16年6月9日(2004.6.9)
【国際出願番号】PCT/EP2004/006203
【国際公開番号】WO2005/001251
【国際公開日】平成17年1月6日(2005.1.6)
【出願人】(594174493)エミテク・ゲゼルシャフト・フュール・エミシオーンテクノロギー・ミット・ベシュレンクテル・ハフツング (27)
【Fターム(参考)】
【公表日】平成19年9月20日(2007.9.20)
【国際特許分類】
【出願日】平成16年6月9日(2004.6.9)
【国際出願番号】PCT/EP2004/006203
【国際公開番号】WO2005/001251
【国際公開日】平成17年1月6日(2005.1.6)
【出願人】(594174493)エミテク・ゲゼルシャフト・フュール・エミシオーンテクノロギー・ミット・ベシュレンクテル・ハフツング (27)
【Fターム(参考)】
[ Back to top ]