
金属フィラー、はんだペースト、及び接続構造体
【課題】通常の鉛フリーはんだのリフロー熱処理条件で溶融接合でき、接合後は耐熱性に優れ、かつ室温で良好な接合強度を与える金属フィラーを提供する。
【解決手段】 第1の金属粒子と第2の金属粒子との混合体を主成分として含む金属フィラーであって、該混合体が第1の金属粒子100質量部に対し第2の金属粒子が55〜400質量部であり、該第1の金属粒子はCu粒子もしくはCu合金粒子であり、該第2の金属粒子は、4.3μm以下の粒子の含有率が16%以下のSn粒子又はSn合金粒子である、金属フィラー。
【解決手段】 第1の金属粒子と第2の金属粒子との混合体を主成分として含む金属フィラーであって、該混合体が第1の金属粒子100質量部に対し第2の金属粒子が55〜400質量部であり、該第1の金属粒子はCu粒子もしくはCu合金粒子であり、該第2の金属粒子は、4.3μm以下の粒子の含有率が16%以下のSn粒子又はSn合金粒子である、金属フィラー。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属フィラー、はんだペースト、及び接続構造体等に関する。
【背景技術】
【0002】
携帯電話に代表される電子機器の小型化、軽量化、高機能化の流れは目覚しく、これに追従して、高密度実装技術も急速な進歩を続けている。
部品を基板中に内蔵したり、複数のLSIを1パッケージ化したり、限られた容積を有効利用するため、多様な実装技術が開発されている。一方、高密度化が進めば進むほど、基板内部やパッケージ内部に組み込まれた部品のはんだ接続部は、後工程で熱処理を受ける回数が多くなり、部品と封止樹脂の隙間で起こる、はんだ再溶融によるショート問題が顕在化してきている。
その為、基板内部やパッケージ内部に組み込まれた部品の接続において、後工程で複数回の熱処理を受けても、溶融しない鉛フリーはんだ材料の開発が望まれている。
【0003】
本発明者等は、鉛フリーはんだのリフロー熱処理条件で溶融接合でき、接合後は、同じ熱処理条件では溶融しない鉛フリーはんだ材料を提案した(以下、特許文献1参照)。
鉛フリーはんだのリフロー熱処理条件とは、代表的なSn−3.0Ag−0.5Cu(融点217℃)で、はんだ接続する場合の一般的なリフロー熱処理条件であり、ピーク温度240〜260℃の範囲のことである。
該はんだ材料の導電性フィラーは、Cuが主成分の第1の金属粒子とリフロー熱処理において溶融する第2の金属粒子との混合体からなり、リフロー熱処理において、新たな安定合金相を形成することで、再度のリフロー熱処理においても、溶融しない特徴を有するものであった。
該はんだ材料では、リフロー熱処理において、第1の金属粒子と溶融した第2の金属粒子の熱拡散反応を促進させる観点から、接触面積を大きくする必要があり、平均粒径で6μm以下の微粒子が使用されている。
【0004】
一方で、該はんだ材料に対して、平均粒径30μmのCu粒子とSn粒子の混合体を導電性フィラーとするはんだ材料が提案されている(以下、特許文献2参照)。
該はんだ材料は、熱処理により、Cu6Sn5を含むCuSn化合物とCu粒子を有する接続部により接続され、且つCu粒子同士は、該CuSn化合物で連結されていることを特徴としている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開第2006/109573号パンフレット
【特許文献2】特許第3414388号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載される技術においては、該はんだ材料は、平均粒径で6μm以下の微粒子を用いることで、再度のリフロー熱処理においても、再び溶融しない(以下、再溶融しない)特徴を有しているが、接合時の接合強度にはなお改善の余地があった。
また、特許文献2に記載のはんだ材料においても、接合時の接合強度にはなお改善の余地があった。
【0007】
本発明は、上記問題を鑑みて成されたものであり、鉛フリーはんだのリフロー熱処理条件で溶融接合でき、接合後は、後工程で複数回の熱処理を受けても溶融せず、高い部品接合強度を示し、接続信頼性の優れた、金属フィラーを提供することを目的とする。さらに、本発明は、該金属フィラーを含む鉛フリーはんだ又は導電性接着剤、該鉛フリーはんだ又は導電性接着剤を用いて得られる接続構造体、並びに基板及び該接続構造体を含む部品搭載基板を提供することも目的とする。
【課題を解決するための手段】
【0008】
本発明者等は、上記課題を解決すべく鋭意検討し、実験を重ねた結果、本発明を成すに至った。
【0009】
すなわち、本発明は、以下のとおりものである。
[1]第1の金属粒子と第2の金属粒子との混合体を主成分として含む金属フィラーであって、該混合体が第1の金属粒子100質量部に対し第2の金属粒子が55〜400質量部であり、該第1の金属粒子はCu粒子もしくはCu合金粒子であり、該第2の金属粒子は、4.3μm以下の粒子の含有率が16%以下のSn粒子又はSn合金粒子である、金属フィラー。
[2]前記Cu合金粒子が、Sn13.5〜16.5質量%、Ag9〜11質量%、Bi4.5〜5.5質量%、In0.1〜5質量%、残部にCuを主成分として含むCu合金粒子、もしくはAg15〜25質量%、残部にCuを主成分として含むCu合金粒子である前記[1]に記載の金属フィラー。
[3]前記[1]または[2]に記載の金属フィラーを含むはんだペースト。
[4]前記[1]または[2]に記載の金属フィラーを含む導電性接着剤。
[5]第1の電子部品、第2の電子部品、及び前記第1の電子部品と前記第2の電子部品とを接合するはんだ接合部とを有し、前記はんだ接合部が前記[3]又は[4]に記載のはんだペースト、または導電性接着剤を、リフロー熱処理することによって形成される、接続構造体。
[6]基板と、前記基板の上に搭載された前記[5]に記載の接続構造体とを有する、部品搭載基板。
[7]基板と、前記基板の上に搭載された前記[5]に記載の接続構造体とを有する、部品内蔵基板。
【発明の効果】
【0010】
本発明の金属フィラー、及びそれを含むはんだペーストをリフロー熱処理して得られる接続構造体は、部品との接合強度が高く、後工程で複数回の鉛フリーはんだのリフロー熱処理を受けても、はんだ接続部が溶融しない特性を両立させるので、接続信頼性に優れるという効果を有する。
【図面の簡単な説明】
【0011】
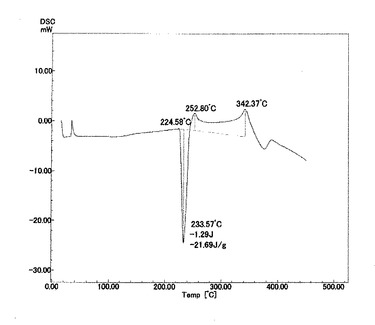
【図1】実施例1で製造した金属フィラーの示差走査熱量測定により得られたDSCチャートである。
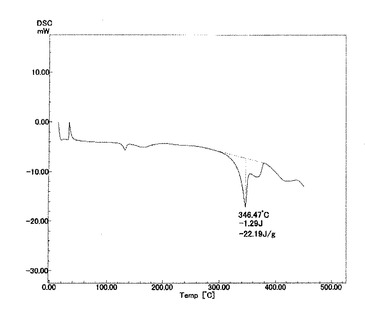
【図2】実施例1で作成した加熱後サンプルの示差走査熱量測定により得られたDSCチャートである。
【発明を実施するための形態】
【0012】
以下に、本発明を実施するための形態(以下、実態の形態と略記する)について詳細に説明する。尚、本発明は、以下の実施の形態に限定されるものではなく、その要旨の範囲内で変形して実施することができる。
【0013】
<金属フィラー>
本実施の形態の金属フィラーは、第1の金属粒子100質量部に対し第2の金属粒子が55〜400質量部である混合体を主成分とする金属フィラーであって、該第1の金属粒子はCu粒子もしくはCu合金粒子であり、該第2の金属粒子は、4.3μm以下の粒子の含有率が16%以下のSn粒子又はSn合金粒子であることを特徴とする。
【0014】
金属フィラーの好適組成を例示すると、第1の金属粒子と第2の金属粒子の混合比は、耐熱性の観点から、第1の金属粒子100質量部に対し第2の金属粒子が400質量部以下であり、一方、初期の接合状態が向上するという観点から、下限は、第1の金属粒子100質量部に対し第2の金属粒子が55質量部以上である。
【0015】
また、前記第1の金属粒子の成分としては、Cuでも良いが、第2の金属粒子との熱拡散による合金化の観点から、Cu合金がさらに好ましい。好ましい一つの態様としては、Sn13.5〜16.5質量%、Ag9〜11質量%、Bi4.5〜5.5質量%、In0.1〜5質量%、残部にCuを主成分として含むCu合金が挙げられる。また、他の好ましい態様として、Ag15〜25質量%、残部にCuを主成分として含むCu合金が挙げられる。なお、本実施の形態において主成分とは、特定成分が当該特定成分を含むマトリックス成分中に占める割合が、好ましくは50質量%であり、より好ましくは80質量%であり、100質量%であってもよいことを示す。
【0016】
第1の金属粒子の形状とサイズは、用途に応じて定めることができる。例えば、はんだペースト用途では、印刷性を重視して、平均粒径で2〜40μmの比較的真球度の高い粒子を使う事が好ましい。また、導電性接着剤用途では、粒子の接触面積を増やすため、異形粒子を使う事が好ましい。
【0017】
前記第2の金属粒子の成分としては、Snでも良いが、第1の金属粒子や基板表面との濡れ性向上や第1の金属粒子との熱拡散による合金化促進の観点から、Sn合金がさらに好ましい。これらはSnよりも融点が低下するため、一般的には高温での第1の金属粒子との合金化反応が早くなる傾向がある。具体的には、Sn合金粒子はSn−Cu共晶系はんだ粒子、Sn−Ag共晶系はんだ粒子、Sn−Ag−Cu共晶系はんだ粒子が好ましく、若しくはこれらにIn、Zn、Bi等のいずれか1つ以上を添加したはんだ粒子を用いることもできる。Inは、その添加により合金の金属特性をあまり低下させないで融点を低下させる事ができる。ZnやBiも、In同様にその添加により融点を低下させる効果がある。Sn合金の組成としては例えば、Sn0.3Ag0.7Cu、Sn0.7Cu、Sn3.0Ag0.5Cu、Sn3.5Ag、Sn4.0Ag0.5Cu等が挙げられる。また、これらは1種を単独で、又は2種以上を混合して用いても良い。
【0018】
第2の金属粒子は、4.3μm以下の粒子の含有量が16%以下の粉体を用いることに特徴がある。第2の金属粒子における4.3μm以下の粒子の含有量は、16%以下が好ましく、10%以下であることがより好ましく、5%以下であることがさらに好ましく、1%以下であることが一層好ましい。4.3μm以下の粒子が16%以下であることで、第1の金属粒子との熱拡散による合金化反応が適度な速度で進行し、部品との接合強度を高くすることができる傾向があり好ましい。なお、本実施の形態における4.3μm以下の粒子の含有率が16%以下の粉体とは、粒度分布を測定した際に得られる累積分布において、4.3μm以下の粒子の累積分布が16%以下であることをいう。
第2の金属粒子の平均粒径は10〜40μmであることが好ましく、10〜30μmであることが更に好ましい。
【0019】
本実施の形態の金属フィラーは、後述するように、例えばフラックスと組合わされることによって、ペースト状の鉛フリーはんだを形成できる。このはんだペーストを用いて部品実装を行なう場合、リフロー熱処理によって形成されるはんだ接合部(特にフィレット部分)の表面に、薄いフラックス層が形成される場合がある。第2の金属粒子の平均粒径が10μm以上であることで、部品実装時に該フラックス層中に第2の金属粒子の微粒子が同伴されにくく、フラックス層中の浮遊粒子の発生を抑制できるため、洗浄液中に流れ出す粒子の数を低減でき好ましい。一方、平均粒径が40μm以下である場合、はんだペーストの粘着力が損なわれ難くなるので好ましい。
【0020】
第1の金属粒子、及び第2の金属粒子の粒度分布は、ペースト用途に応じて定めることができる。例えば、スクリーン印刷用途では、版抜け性を重視して、粒度分布はブロードにするのが好ましく、ディスペンス用途では、吐出流動性を重視して、粒度分布はシャープにするのが好ましい。
【0021】
前記第1の金属粒子として用いる事ができる、Sn13.5〜16.5質量%、Ag9〜11質量%、Bi4.5〜5.5質量%、In0.1〜5質量%、残部にCuを主成分として含むCu合金粒子は、示差走査熱量測定(DSC)で発熱ピークとして観測される準安定合金相を230〜300℃に少なくとも1つと、吸熱ピークとして観測される融点を480〜530℃に少なくとも1つ有していることが好ましい。示差走査熱量測定(DSC)における発熱は、新たな合金相が形成される際に発生する潜熱の検出であり、合金粒子に準安定合金相が存在することを示す。
【0022】
第1の金属粒子および第2の金属粒子の製造法としては、急冷凝固法が好ましい。急冷凝固法による微粉末の製造法としては、水噴霧法、ガス噴霧法、遠心噴霧法等が挙げられ、粒子の酸素含有量を抑えることができる点から、ガス噴霧法、遠心噴霧法がより好ましい。ガス噴霧法では、通常、窒素ガス、アルゴンガス、ヘリウムガス等の不活性ガスを使用することができるが、ガス噴霧時の線速を高くし、冷却速度を速くするため、比重の軽いヘリウムガスを用いることが好ましい。冷却速度は、500〜5000℃/秒の範囲であることが好ましい。遠心噴霧法では、回転ディスク上面に均一な溶融膜を形成する観点から、材質は、サイアロンであることが好ましく、ディスク回転速度は、6万〜12万rpmの範囲であることが好ましい。
【0023】
前記第1の金属粒子として用いる事ができる、Sn13.5〜16.5質量%、Ag9〜11質量%、Bi4.5〜5.5質量%、In0.1〜5質量%、残部にCuを主成分として含むCu合金粒子は、Cu−Sn合金相、又はCu−In合金相の結晶粒を含み、該合金相の界面にAg又はBiが存在することが好ましい。内部にCu−Sn合金相、Cu−In合金相等の反応性が高い準安定合金相を有することで、リフロー熱処理において、溶融したSn粒子、若しくはSn合金粒子との合金化を迅速に行うことができる傾向があり好ましい。
【0024】
なお、本明細書で規定する第1の金属粒子及び第2の金属粒子の元素組成は、例えば、誘導結合プラズマ(ICP)発光分析等で確認することができる。また、粒子断面の元素組成は、SEM−EDX(特性X線分析装置)を用いることによって解析することができる。
【0025】
<はんだペースト>
本実施の形態は、上述した本実施の形態の金属フィラーを含むはんだペーストも提供する。当該はんだペーストは、鉛フリーとすることができる。本実施の形態において、鉛フリーとは、EUの環境規制に準じ、鉛の含有量が0.1質量%以下であることを意味する。前記はんだペーストは、金属フィラー成分及びフラックス成分を含むことが好ましく、典型的には、金属フィラー成分及びフラックス成分から成る。金属フィラー成分は、上述した金属フィラーであるが、効果を損なわない範囲で、他の金属フィラーを少量含んでもよい。
【0026】
前記はんだペースト中の金属フィラー成分の含有量は、ペースト特性の観点から、はんだペーストの全質量(すなわち、100質量%)を基準として、84〜94質量%の範囲であることが好ましい。はんだペースト中の金属フィラー成分の含有量のより好ましい範囲は、ペーストの用途に応じて定めることができる。例えば、スクリーン印刷用途では、版抜け性が重視されるので、はんだペースト中の金属フィラー成分の含有量は、はんだペーストの全質量を基準として、好ましくは、87〜92質量%の範囲であり、より好ましくは、88〜91質量%の範囲である。例えば、ディスペンス用途では、吐出流動性が重視されるので、はんだペースト中の金属フィラー成分の含有量は、はんだペーストの全質量を基準として、好ましくは、85〜89質量%の範囲であり、より好ましくは、86〜88質量%の範囲である。
【0027】
一般に、フラックスとは、はんだより速く溶融して、金属表面を洗浄する材料をいう。本実施の形態で使用されるフラックス成分は、ロジン、溶剤、活性剤及びチクソ剤を含むことが好ましい。そのようなフラックス成分は、金属フィラーの表面処理に好適である。すなわち、フラックス成分は、リフロー熱処理時にはんだペースト中の金属フィラー成分の酸化膜を除去し、再酸化を抑制することで、金属の溶融及び熱拡散による合金化を促進する。フラックス成分としては、既知の材料を使用することができる。
【0028】
<導電性接着剤>
本実施の形態は、上述した本実施の形態の金属フィラーを含む導電性接着剤も提供する。一般に、導電性接着剤とは、銀、銅、カーボンファイバー等の導電性の良い材料を含む接着剤をいう。前記導電性接着剤中の金属フィラー成分の含有量は、特性の観点から、
導電性接着剤の全質量(すなわち、100質量%)を基準として、70〜90質量%の範囲であることが好ましく、75〜85質量%の範囲であることがより好ましい。
【0029】
一般に、導電性接着剤は、鉛フリー、揮発性有機化合物(VOC)フリー、フラックスレス、容易な低温実装等の特徴を有するので、本実施の形態の導電性接着剤は、電気接続したいがはんだ付けできない部品(例えば、半導体チップ、液晶、有機EL、LED等に関連するデバイス)に適する。また、本実施の形態の導電性接着剤は、上記鉛フリーはんだと同じ組成を有することができる。ただし、本実施の形態の導電性接着剤は、フラックス成分を含んでもよいし、含まなくてもよい。
【0030】
<接続構造体>
本実施の形態は、第1の電子部品、第2の電子部品、並びに該第1の電子部品及び該第2の電子部品を接合しているはんだ接合部又は該第1の電子部品及び該第2の電子部品を接着している接着部を含む接続構造体も提供する。前記はんだペーストにおいて、電子デバイス等の搭載部品電極と基板電極とを接続する場合、鉛フリーはんだのリフロー熱処理条件において、前記第2の金属粒子の融点以上の熱履歴が与えられると、該第2の金属粒子は溶融し、前記第1の金属粒子を介して搭載部品電極と基板電極とを接合する。これにより金属間の熱拡散反応が加速的に進み、該第2の金属粒子の融点よりも高融点の新たな安定合金相が形成され、該第1の金属粒子を介して搭載部品電極と基板電極とを接続する接続構造体を形成する。
この新たな安定合金相の融点は、鉛フリーはんだのリフロー熱処理温度より高く、後工程で複数回の熱処理を受けても溶融しないので、はんだ再溶融によるショートを抑制することができる。
【0031】
第1の電子部品及び第2の電子部品の組合せとしては、基板電極と搭載部品電極との組み合わせ等が挙げられる。本実施の形態の接続構造体を形成するための第1の電子部品と第2の電子部品との接合方法としては、基板電極にはんだペーストを塗布した後に搭載部品電極を載せてリフロー熱処理により接合する方法、搭載部品電極又は基板電極にはんだペーストを塗布し、リフロー熱処理によるバンプ形成後、搭載部品電極と基板電極とを重ね合せて再度リフロー熱処理で接合する方法等が挙げられる。上記の場合、電極間のはんだ接合により該電極間を接続できる。
【0032】
リフロー時の熱処理ピーク温度は、好ましくは、240〜270℃の範囲であり、より好ましくは250〜260℃の範囲である。この熱処理時のピーク温度は、典型的には、第2の金属粒子の融点以上に設定される。本実施の形態に係る鉛フリーはんだを用いて、電子デバイス等の搭載部品電極と基板電極とを接続する場合、第2の金属粒子の融点以上の熱履歴が与えられると第2の金属粒子は溶融し、第1の金属粒子と第2の金属粒子との間で熱拡散による合金化反応が進み、第2の金属粒子の融点よりも高い融点を有する安定合金相が形成される。この新たな安定合金相の融点は、Sn−3.0Ag−0.5Cuから成る鉛フリーはんだのリフロー熱処理温度(例えば260℃程度)より高く、後工程で複数回の熱処理を受けてもはんだが溶融しない。したがって、本実施の形態によれば、はんだの再溶融によって部品電極間で発生するショートを防止できる。
【0033】
<部品搭載基板>
本実施の形態は、基板上に搭載された本実施の形態の接続構造体を含む部品搭載基板も提供する。上記の部品搭載基板は、好ましくは、電子部品が搭載されている基板であり、そして各種の電子機器の製造に使用することができる。
【0034】
<部品内蔵基板>
本実施の形態は、基板内部に内蔵された本実施の形態の接続構造体を含む部品内蔵基板も提供する。上記の部品内蔵基板は、好ましくは、電子部品が内蔵されている基板であり、そして各種の電子機器の製造に使用することができる。
【0035】
なお、上述した各種パラメータについては特段の記載のない限り、後述する実施例における測定方法に準じて測定される。
【実施例】
【0036】
次に実施例及び比較例を挙げて本実施の形態をより具体例に説明するが、本実施の形態はその要旨を超えない限り、以下の実施例に限定されるものではない。
各金属粒子および金属フィラー、はんだペーストの物性は、下記に示す方法で評価した。
(a)平均粒径
Sympatec社(ドイツ)製レーザー回折式粒子径分布測定装置「HELOS&RODOS」により体積積算平均値を測定し、平均粒径値とした。
(b)粒度分布
Sympatec社(ドイツ)製レーザー回折式粒子径分布測定装置「HELOS&RODOS」を用いて測定した。測定レンジは、累積分布を0.9μmから175μmの範囲で測定できる[R3:0.5/0.9...175μm]を選択し、トリガー条件を乾式標準に設定したのち、分散器をRODOSに設定し、分散圧力を3.0barとした。また、計算モードをLDとし、形状係数を1.0とした。HELOS検出器のエレメントが10%以上であることを確認し、測定濃度5〜10%になるようにして行った。
(c)示差走査熱量測定(DSC)
島津製作所株式会社製「DSC−60」を用い、窒素雰囲気下、昇温温度10℃/分の条件で、温度範囲30〜600℃の範囲で行った。発熱量または吸熱量が±1.5J/g以上あるものを測定対象物由来のピークとして定量し、それ未満のピークは分析精度の観点から除外した。
【0037】
<実施例1>
(1)第1の金属粒子であるCu合金粒子の製造
Cu32.5kg(純度99質量%以上)、Sn7.5kg(純度99質量%以上)、Ag5.0kg(純度99質量%以上)、Bi2.5kg(純度99質量%以上)、及びIn2.5kg(純度99質量%以上)を、黒鉛坩堝に入れ、99体積%以上のヘリウム雰囲気で、高周波誘導加熱装置により1442℃まで加熱、融解した。
次に、この溶融金属を坩堝の先端より、ヘリウムガス雰囲気の噴霧槽内に導入した後、坩堝先端付近に設けられたガスノズルから、ヘリウムガス(純度99体積%以上、酸素濃度0.185体積%、圧力2.61MPa)を噴出してアトマイズを行い、Cu合金粒子を作製した。この時の冷却速度は、2600℃/秒であった。
【0038】
得られたCu合金粒子を株式会社日立製作所製走査型電子顕微鏡「S−3400N」で観察したところ球状であった。
このCu合金粒子を日清エンジニアリング株式会社製気流式分級機「TC−15N」を用いて、1.6μm設定で分級し、大粒子側を回収後、もう一度10μm設定で分級し、小粒子側を回収した。回収した合金粒子の平均粒径を測定したところ、2.69μmであった。
【0039】
次にCu合金粒子の示差走査熱量測定をしたところ、499℃、519℃で吸熱ピークが検出され、複数の融点から、複数の合金相の存在を確認することができた。また、255℃では発熱ピークが検出され、準安定合金相の存在を確認した。
【0040】
(2)第2の金属粒子
第2の金属粒子として山石金属株式会社製Sn粒子「Y−Sn100−Q2510」を用いた。この粒子の平均粒径を測定したところ、21.2μmであった。また、粒度分布を測定し、4.3μm以下の粒子の累積分布を求めたところ、0%であった。
次に、この粒子の示差走査熱量測定を行った。その結果、この粒子は示差走査熱量測定による242℃の吸熱ピークが存在し、融点232℃を有することが確認できた。また、特徴的な発熱ピークは存在しなかった。
【0041】
(3)金属フィラーの製造
前記Cu合金粒子とSn粒子を重量比100:83で混合し、金属フィラーとした。この金属フィラーを試料として、示差走査熱量測定を行った。この測定により得られたDSCチャートを図1に示す。この図に示すように、234℃に吸熱ピークが存在する事が確認された。234℃の吸熱ピークは融点225℃で、吸熱量は、21.7J/gであった。また、特徴的に252℃と342℃に発熱ピークが存在していた。
【0042】
(4)鉛フリーはんだペーストの作製
次に金属フィラー90.7質量%、ロジン系フラックス9.3質量%を混合し、株式会社マルコム製ソルダーソフナー「SPS−1」、松尾産業株式会社製脱泡混練機「SNB−350」に順次かけてはんだペーストを作製した。このようにして得られたはんだペーストを株式会社マルコム製スパイラル粘度計「PCU−205」で測定したところ、粘度186Pa・s、チクソ指数0.44であった。
【0043】
(5)加熱後サンプルのDSC測定
得られたはんだペーストをアルミナ基板に載せ、窒素雰囲気下にて、ピーク温度260℃でリフロー熱処理を行った。熱処理装置は、株式会社マルコム製リフローシミュレータ「SRS−1C」を使用した。温度プロファイルは、熱処理開始(常温)から140℃までを1.5℃/秒で昇温し、140℃から170℃までを110秒かけて徐々に昇温後、2.0℃/秒で昇温し、ピーク温度250℃で15秒間保持する条件を採用した。
【0044】
この熱処理したはんだペーストを試料とし、示差走査熱量測定を行ったところ、346℃に吸熱ピークが存在し、234℃の吸熱ピークは消失していることが確認された(吸熱量は0J/gとする)。この測定により得られたDSCチャートを図2に示す。この図に示すように、DSC吸熱量において、金属フィラー状態での吸熱量(熱処理前)と加熱後サンプルの吸熱量(熱処理後)の比を熱処理後の吸熱残存率とすると、このサンプルの熱処理後の吸熱残存率は0.0%となった。
【0045】
(6)1005サイズ抵抗部品の接合強度の測定
上記はんだペーストを用いて1005サイズの0Ω抵抗部品(1005R)を両面に厚さ18μm銅箔を張り合わせたガラス布エポキシ樹脂含浸銅張積層板(FR-4グレード)100mm×100mmの片面に1005サイズ(1.0mm×0.5mm)抵抗部品が実装できるようにCu電極部分をフォトリソにより作製した基板に実装し、その後、N2雰囲気で、ピーク温度250℃のリフロー条件で熱処理に供して、1005R、45個のデイジーチェーンを作製した。
【0046】
熱処理装置は、株式会社マルコム製リフローシミュレータ「SRS−1C」を使用した。温度プロファイルは、熱処理開始(常温)から140℃までを1.5℃/秒で昇温し、140℃から170℃までを110秒かけて徐々に昇温した後、2.0℃/秒で昇温し、ピーク温度250℃で15秒間保持する条件を採用した。
【0047】
印刷パターン形成には、マイクロ・テック株式会社製スクリーン印刷機「MT−320TV」を用いた。印刷マスクはメタル製であり、スキージはウレタン製である。マスクは1005R電極部分に合わせて各印刷開口サイズを400μm×500μmと設定し、厚み0.08mmとした。印刷条件は、速度50mm/秒、印圧0.1MPa、スキージ圧0.2MPa、背圧0.1MPa、アタック角度20°、クリアランス0mm、及び印刷回数1回とした。
その後、部品の長手方向より荷重をかけ15個の部品接合強度を測定し、平均値を計算したところ、部品接合強度の平均値は、8.9Nであった。評価結果を表1に示す。
【0048】
<実施例2>
第2の金属粒子として、Sn粒子を選択し、以下の方法で製造した。
Sn10.0kg(純度99質量%以上)を黒鉛坩堝に入れ、99体積%以上のヘリウム雰囲気で、高周波誘導加熱装置により1400℃まで加熱、融解した。
次に、この溶融金属を坩堝の先端より、ヘリウムガス雰囲気の噴霧槽内に導入した後、坩堝先端付近に設けられたガスノズルから、ヘリウムガス(純度99体積%以上、酸素濃度0.1体積%未満、圧力2.5MPa)を噴出してアトマイズを行い、Sn粒子を作製した。この時の冷却速度は、2600℃/秒であった。
【0049】
得られたSn粒子を株式会社日立製作所製走査型電子顕微鏡「S−3400N」で観察したところ球状であった。
このSn粒子を日清エンジニアリング株式会社製気流式分級機「TC−15N」を用いて、20μm設定で分級し、大粒子側を回収後、もう一度30μm設定で分級し、小粒子側を回収した。この粉体の平均粒径を測定したところ、15.5μmであった。粒度分布を測定し、4.3μm以下の粒子の累積分布を求めると0%であった。
得られたSn粒子を用いて、その他条件は実施例1と同様の方法で各評価を実施した。得られた評価結果を表1に示す。
【0050】
<実施例3>
実施例2で製造した分級前のSn粒子を日清エンジニアリング株式会社製気流式分級機「TC−15N」を用いて、20μm設定で分級し、大粒子側を回収後、もう一度40μm設定で分級し、小粒子側を回収した。この粒子の平均粒径を測定したところ、18.0μmであった。粒度分布を測定し、4.3μm以下の粒子の累積分布を求めると0%であった。
得られたSn粒子を用いて、その他条件は実施例1と同様の条件で各評価を実施した。得られた評価結果を表1に示す。
【0051】
<実施例4>
実施例2で製造した分級前のSn粒子を気流式分級機日清エンジニアリング株式会社製気流式分級機「TC−15N」を用いて、40μm設定で分級し、大粒子側を回収後、もう一度52μm設定で分級し、小粒子側を回収した。この粒子の平均粒径を測定したところ、37.0μmであった。粒度分布を測定し、4.3μm以下の粒子の累積分布を求めると0%であった。
得られたSn粒子を用いて、その他条件は実施例1と同様の条件で各評価を実施した。得られた評価結果を表1に示す。
【0052】
<実施例5>
実施例2で製造した分級前のSn粒子を日清エンジニアリング株式会社製気流式分級機「TC−15N」を用いて、5μm設定で分級し、大粒子側を回収後、もう一度40μm設定で分級し、小粒子側を回収した。この粒子の平均粒径を測定したところ、7.0μmであった。粒度分布を測定し、4.3μm以下の粒子の累積分布を求めると15.3%であった。
得られたSn粒子を用いて、その他条件は実施例1と同様の条件で各評価を実施した。得られた評価結果を表1に示す。
【0053】
<比較例1>
実施例2で製造した分級前のSn粒子を日清エンジニアリング株式会社製気流式分級機「TC−15N」を用いて、5μm設定で分級し、大粒子側を回収後、もう一度15μm設定で分級し、小粒子側を回収した。この粒子の平均粒径を測定したところ、5.6μmであった。粒度分布を測定し、4.3μm以下の粒子の累積分布を求めると20.6%であった。
得られたSn粒子を用いて、その他条件は実施例1と同様の条件で各評価を実施した。得られた評価結果を表1に示す。
【0054】
<比較例2>
実施例2で製造した分級前のSn粒子を日清エンジニアリング株式会社製気流式分級機「TC−15N」を用いて、5μm設定で分級し、大粒子側を回収後、もう一度10μm設定で分級し、小粒子側を回収した。この粒子の平均粒径を測定したところ、4.6μmであった。粒度分布を測定し、4.3μm以下の粒子の累積分布を求めると42.5%であった。
得られたSn粒子を用いて、その他条件は実施例1と同様の条件で各評価を実施した。得られた評価結果を表1に示す。
【0055】
<1005サイズ抵抗部品の接合強度>
表1の実施例1〜5及び比較例1〜2に示されるように、第2の金属粒子であるSn粒子の4.3μm以下の累積分布量が16%以下であるとき、高い部品接合強度が得られた。一方、Sn粒子の4.3μm以下の累積分布量が増大するに従って、部品接合強度が低下した。特に、Sn粒子の4.3μm以下の累積分布量が42.5%である比較例3では、部品接合強度が2.9Nとなった。よって、Sn粒子の4.3μm以下の累積分布量を16%以下とすることで、部品接続特性を改善できることが確認された。
【0056】
<熱処理によるDSC吸熱量の変化>
表1の実施例1〜5及び比較例1〜2より、第2の金属粒子であるSn粒子の4.3μm以下の累積分布量が0%であっても、熱処理後の吸熱残存率は0.0%であることが分かる。この結果により、Sn粒子の4.3μm以下の累積分布量が0%であっても再溶融に対して同様の耐性を示す、すなわち高い耐熱性を維持できていることが確認された。
【0057】
【表1】

【0058】
<実施例6〜9、比較例3>
第1の金属粒子と第2の金属粒子の混合質量比を表2に示した混合比に変えて、その他の条件は実施例1と同様の条件で評価した。部品接合強度は第2の金属粒子の混合比が増えるほど、高くなることがわかる。また、熱処理後の吸熱残存率から第1の金属粒子100質量部に対して400から55の範囲であれば、熱処理後の吸熱残存率が90%以下となり、再溶融に対して耐性を示す、すなわち高耐熱性を示していることが確認された。
【0059】
【表2】
【0060】
<実施例10〜14>
実施例1のSn粒子の代わりに、第2の金属粒子としてSn系合金粒子である、粒度10〜25μmのSn0.7Cu粒子(実施例9)、粒度25〜38μmのSn0.3Ag0.7Cu粒子(実施例10)、Sn−3.0Ag−0.5Cu粒子(実施例11)、粒度10〜25μmのSn−3.5Ag粒子(実施例12)、及び粒度10〜25μmのSn−4.0Ag−0.5Cu粒子(実施例13)を用いて、実施例1と同様の評価を行った結果を表2に示す。部品接合強度、熱処理後の吸熱残存率はいずれも、実施例1に近い値が得られた。
【0061】
【表3】
【0062】
<実施例15>
実施例1のCu65質量%、Ag10質量%、Bi5質量%、In5質量%、及びSn15質量%からなるCu合金粒子の代わりに、第1の金属粒子としてCu粒子である、福田金属箔粉株式会社製Cu粒子「Cu−HWQ 3μm」を用いた。このCu粒子の平均粒径を測定したところ、2.53μmであった。この粒子を用いて、実施例1と同様の評価を行った結果を表4に示す。部品接合強度、熱処理後の吸熱残存率はいずれも、実施例1に近い値が得られた。
【0063】
<実施例16>
実施例1のCu65質量%、Ag10質量%、Bi5質量%、In5質量%、及びSn15質量%からなるCu合金粒子の代わりに、第1の金属粒子としてCu80質量%、Ag20質量%粒子を用いた。
第1の金属粒子であるCu80質量%、Ag20質量%からなるCu合金の製造は、以下の方法で行った。Cu8.0kg(純度99質量%以上)、Ag2.0kg(純度99質量%以上)を、黒鉛坩堝に入れ、99体積%以上のヘリウム雰囲気で、高周波誘導加熱装置により1400℃まで加熱し、融解した。
【0064】
次に、この溶融金属を坩堝の先端より、ヘリウムガス雰囲気の噴霧槽内に導入した後、坩堝先端付近に設けられたガスノズルから、ヘリウムガス(純度99体積%以上、酸素濃度0.1体積%未満、圧力2.5MPa)を噴出してアトマイズを行い、Cu合金粒子を作製した。この時の冷却速度は、2600℃/秒であった。
【0065】
得られたCu合金粒子を株式会社日立製作所製走査型電子顕微鏡「S−3400N」で観察したところ球状であった。
このCu合金粒子を日清エンジニアリング株式会社製気流式分級機「TC−15N」を用いて、1.6μm設定で分級し、大粒子側を回収後、もう一度10μm設定で分級し、小粒子側を回収した。回収したCu合金粒子の平均粒径を測定したところ、3.47μmであった。
この粒子を用いて、実施例1と同様の評価を行った結果を表4に示す。部品接合強度、熱処理後の吸熱残存率はいずれも、実施例1に近い値が得られた。
【0066】
【表4】
【産業上の利用可能性】
【0067】
本発明の金属フィラー及びこれを含む鉛フリーはんだ又は導電性接着剤は、後工程で複数回の熱処理を受ける接続構造体の用途(例えば、部品内蔵基板、パッケージ等の電子デバイスの用途)に適用されることができ、かつ高密度実装を実現できる。
【技術分野】
【0001】
本発明は、金属フィラー、はんだペースト、及び接続構造体等に関する。
【背景技術】
【0002】
携帯電話に代表される電子機器の小型化、軽量化、高機能化の流れは目覚しく、これに追従して、高密度実装技術も急速な進歩を続けている。
部品を基板中に内蔵したり、複数のLSIを1パッケージ化したり、限られた容積を有効利用するため、多様な実装技術が開発されている。一方、高密度化が進めば進むほど、基板内部やパッケージ内部に組み込まれた部品のはんだ接続部は、後工程で熱処理を受ける回数が多くなり、部品と封止樹脂の隙間で起こる、はんだ再溶融によるショート問題が顕在化してきている。
その為、基板内部やパッケージ内部に組み込まれた部品の接続において、後工程で複数回の熱処理を受けても、溶融しない鉛フリーはんだ材料の開発が望まれている。
【0003】
本発明者等は、鉛フリーはんだのリフロー熱処理条件で溶融接合でき、接合後は、同じ熱処理条件では溶融しない鉛フリーはんだ材料を提案した(以下、特許文献1参照)。
鉛フリーはんだのリフロー熱処理条件とは、代表的なSn−3.0Ag−0.5Cu(融点217℃)で、はんだ接続する場合の一般的なリフロー熱処理条件であり、ピーク温度240〜260℃の範囲のことである。
該はんだ材料の導電性フィラーは、Cuが主成分の第1の金属粒子とリフロー熱処理において溶融する第2の金属粒子との混合体からなり、リフロー熱処理において、新たな安定合金相を形成することで、再度のリフロー熱処理においても、溶融しない特徴を有するものであった。
該はんだ材料では、リフロー熱処理において、第1の金属粒子と溶融した第2の金属粒子の熱拡散反応を促進させる観点から、接触面積を大きくする必要があり、平均粒径で6μm以下の微粒子が使用されている。
【0004】
一方で、該はんだ材料に対して、平均粒径30μmのCu粒子とSn粒子の混合体を導電性フィラーとするはんだ材料が提案されている(以下、特許文献2参照)。
該はんだ材料は、熱処理により、Cu6Sn5を含むCuSn化合物とCu粒子を有する接続部により接続され、且つCu粒子同士は、該CuSn化合物で連結されていることを特徴としている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開第2006/109573号パンフレット
【特許文献2】特許第3414388号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載される技術においては、該はんだ材料は、平均粒径で6μm以下の微粒子を用いることで、再度のリフロー熱処理においても、再び溶融しない(以下、再溶融しない)特徴を有しているが、接合時の接合強度にはなお改善の余地があった。
また、特許文献2に記載のはんだ材料においても、接合時の接合強度にはなお改善の余地があった。
【0007】
本発明は、上記問題を鑑みて成されたものであり、鉛フリーはんだのリフロー熱処理条件で溶融接合でき、接合後は、後工程で複数回の熱処理を受けても溶融せず、高い部品接合強度を示し、接続信頼性の優れた、金属フィラーを提供することを目的とする。さらに、本発明は、該金属フィラーを含む鉛フリーはんだ又は導電性接着剤、該鉛フリーはんだ又は導電性接着剤を用いて得られる接続構造体、並びに基板及び該接続構造体を含む部品搭載基板を提供することも目的とする。
【課題を解決するための手段】
【0008】
本発明者等は、上記課題を解決すべく鋭意検討し、実験を重ねた結果、本発明を成すに至った。
【0009】
すなわち、本発明は、以下のとおりものである。
[1]第1の金属粒子と第2の金属粒子との混合体を主成分として含む金属フィラーであって、該混合体が第1の金属粒子100質量部に対し第2の金属粒子が55〜400質量部であり、該第1の金属粒子はCu粒子もしくはCu合金粒子であり、該第2の金属粒子は、4.3μm以下の粒子の含有率が16%以下のSn粒子又はSn合金粒子である、金属フィラー。
[2]前記Cu合金粒子が、Sn13.5〜16.5質量%、Ag9〜11質量%、Bi4.5〜5.5質量%、In0.1〜5質量%、残部にCuを主成分として含むCu合金粒子、もしくはAg15〜25質量%、残部にCuを主成分として含むCu合金粒子である前記[1]に記載の金属フィラー。
[3]前記[1]または[2]に記載の金属フィラーを含むはんだペースト。
[4]前記[1]または[2]に記載の金属フィラーを含む導電性接着剤。
[5]第1の電子部品、第2の電子部品、及び前記第1の電子部品と前記第2の電子部品とを接合するはんだ接合部とを有し、前記はんだ接合部が前記[3]又は[4]に記載のはんだペースト、または導電性接着剤を、リフロー熱処理することによって形成される、接続構造体。
[6]基板と、前記基板の上に搭載された前記[5]に記載の接続構造体とを有する、部品搭載基板。
[7]基板と、前記基板の上に搭載された前記[5]に記載の接続構造体とを有する、部品内蔵基板。
【発明の効果】
【0010】
本発明の金属フィラー、及びそれを含むはんだペーストをリフロー熱処理して得られる接続構造体は、部品との接合強度が高く、後工程で複数回の鉛フリーはんだのリフロー熱処理を受けても、はんだ接続部が溶融しない特性を両立させるので、接続信頼性に優れるという効果を有する。
【図面の簡単な説明】
【0011】
【図1】実施例1で製造した金属フィラーの示差走査熱量測定により得られたDSCチャートである。
【図2】実施例1で作成した加熱後サンプルの示差走査熱量測定により得られたDSCチャートである。
【発明を実施するための形態】
【0012】
以下に、本発明を実施するための形態(以下、実態の形態と略記する)について詳細に説明する。尚、本発明は、以下の実施の形態に限定されるものではなく、その要旨の範囲内で変形して実施することができる。
【0013】
<金属フィラー>
本実施の形態の金属フィラーは、第1の金属粒子100質量部に対し第2の金属粒子が55〜400質量部である混合体を主成分とする金属フィラーであって、該第1の金属粒子はCu粒子もしくはCu合金粒子であり、該第2の金属粒子は、4.3μm以下の粒子の含有率が16%以下のSn粒子又はSn合金粒子であることを特徴とする。
【0014】
金属フィラーの好適組成を例示すると、第1の金属粒子と第2の金属粒子の混合比は、耐熱性の観点から、第1の金属粒子100質量部に対し第2の金属粒子が400質量部以下であり、一方、初期の接合状態が向上するという観点から、下限は、第1の金属粒子100質量部に対し第2の金属粒子が55質量部以上である。
【0015】
また、前記第1の金属粒子の成分としては、Cuでも良いが、第2の金属粒子との熱拡散による合金化の観点から、Cu合金がさらに好ましい。好ましい一つの態様としては、Sn13.5〜16.5質量%、Ag9〜11質量%、Bi4.5〜5.5質量%、In0.1〜5質量%、残部にCuを主成分として含むCu合金が挙げられる。また、他の好ましい態様として、Ag15〜25質量%、残部にCuを主成分として含むCu合金が挙げられる。なお、本実施の形態において主成分とは、特定成分が当該特定成分を含むマトリックス成分中に占める割合が、好ましくは50質量%であり、より好ましくは80質量%であり、100質量%であってもよいことを示す。
【0016】
第1の金属粒子の形状とサイズは、用途に応じて定めることができる。例えば、はんだペースト用途では、印刷性を重視して、平均粒径で2〜40μmの比較的真球度の高い粒子を使う事が好ましい。また、導電性接着剤用途では、粒子の接触面積を増やすため、異形粒子を使う事が好ましい。
【0017】
前記第2の金属粒子の成分としては、Snでも良いが、第1の金属粒子や基板表面との濡れ性向上や第1の金属粒子との熱拡散による合金化促進の観点から、Sn合金がさらに好ましい。これらはSnよりも融点が低下するため、一般的には高温での第1の金属粒子との合金化反応が早くなる傾向がある。具体的には、Sn合金粒子はSn−Cu共晶系はんだ粒子、Sn−Ag共晶系はんだ粒子、Sn−Ag−Cu共晶系はんだ粒子が好ましく、若しくはこれらにIn、Zn、Bi等のいずれか1つ以上を添加したはんだ粒子を用いることもできる。Inは、その添加により合金の金属特性をあまり低下させないで融点を低下させる事ができる。ZnやBiも、In同様にその添加により融点を低下させる効果がある。Sn合金の組成としては例えば、Sn0.3Ag0.7Cu、Sn0.7Cu、Sn3.0Ag0.5Cu、Sn3.5Ag、Sn4.0Ag0.5Cu等が挙げられる。また、これらは1種を単独で、又は2種以上を混合して用いても良い。
【0018】
第2の金属粒子は、4.3μm以下の粒子の含有量が16%以下の粉体を用いることに特徴がある。第2の金属粒子における4.3μm以下の粒子の含有量は、16%以下が好ましく、10%以下であることがより好ましく、5%以下であることがさらに好ましく、1%以下であることが一層好ましい。4.3μm以下の粒子が16%以下であることで、第1の金属粒子との熱拡散による合金化反応が適度な速度で進行し、部品との接合強度を高くすることができる傾向があり好ましい。なお、本実施の形態における4.3μm以下の粒子の含有率が16%以下の粉体とは、粒度分布を測定した際に得られる累積分布において、4.3μm以下の粒子の累積分布が16%以下であることをいう。
第2の金属粒子の平均粒径は10〜40μmであることが好ましく、10〜30μmであることが更に好ましい。
【0019】
本実施の形態の金属フィラーは、後述するように、例えばフラックスと組合わされることによって、ペースト状の鉛フリーはんだを形成できる。このはんだペーストを用いて部品実装を行なう場合、リフロー熱処理によって形成されるはんだ接合部(特にフィレット部分)の表面に、薄いフラックス層が形成される場合がある。第2の金属粒子の平均粒径が10μm以上であることで、部品実装時に該フラックス層中に第2の金属粒子の微粒子が同伴されにくく、フラックス層中の浮遊粒子の発生を抑制できるため、洗浄液中に流れ出す粒子の数を低減でき好ましい。一方、平均粒径が40μm以下である場合、はんだペーストの粘着力が損なわれ難くなるので好ましい。
【0020】
第1の金属粒子、及び第2の金属粒子の粒度分布は、ペースト用途に応じて定めることができる。例えば、スクリーン印刷用途では、版抜け性を重視して、粒度分布はブロードにするのが好ましく、ディスペンス用途では、吐出流動性を重視して、粒度分布はシャープにするのが好ましい。
【0021】
前記第1の金属粒子として用いる事ができる、Sn13.5〜16.5質量%、Ag9〜11質量%、Bi4.5〜5.5質量%、In0.1〜5質量%、残部にCuを主成分として含むCu合金粒子は、示差走査熱量測定(DSC)で発熱ピークとして観測される準安定合金相を230〜300℃に少なくとも1つと、吸熱ピークとして観測される融点を480〜530℃に少なくとも1つ有していることが好ましい。示差走査熱量測定(DSC)における発熱は、新たな合金相が形成される際に発生する潜熱の検出であり、合金粒子に準安定合金相が存在することを示す。
【0022】
第1の金属粒子および第2の金属粒子の製造法としては、急冷凝固法が好ましい。急冷凝固法による微粉末の製造法としては、水噴霧法、ガス噴霧法、遠心噴霧法等が挙げられ、粒子の酸素含有量を抑えることができる点から、ガス噴霧法、遠心噴霧法がより好ましい。ガス噴霧法では、通常、窒素ガス、アルゴンガス、ヘリウムガス等の不活性ガスを使用することができるが、ガス噴霧時の線速を高くし、冷却速度を速くするため、比重の軽いヘリウムガスを用いることが好ましい。冷却速度は、500〜5000℃/秒の範囲であることが好ましい。遠心噴霧法では、回転ディスク上面に均一な溶融膜を形成する観点から、材質は、サイアロンであることが好ましく、ディスク回転速度は、6万〜12万rpmの範囲であることが好ましい。
【0023】
前記第1の金属粒子として用いる事ができる、Sn13.5〜16.5質量%、Ag9〜11質量%、Bi4.5〜5.5質量%、In0.1〜5質量%、残部にCuを主成分として含むCu合金粒子は、Cu−Sn合金相、又はCu−In合金相の結晶粒を含み、該合金相の界面にAg又はBiが存在することが好ましい。内部にCu−Sn合金相、Cu−In合金相等の反応性が高い準安定合金相を有することで、リフロー熱処理において、溶融したSn粒子、若しくはSn合金粒子との合金化を迅速に行うことができる傾向があり好ましい。
【0024】
なお、本明細書で規定する第1の金属粒子及び第2の金属粒子の元素組成は、例えば、誘導結合プラズマ(ICP)発光分析等で確認することができる。また、粒子断面の元素組成は、SEM−EDX(特性X線分析装置)を用いることによって解析することができる。
【0025】
<はんだペースト>
本実施の形態は、上述した本実施の形態の金属フィラーを含むはんだペーストも提供する。当該はんだペーストは、鉛フリーとすることができる。本実施の形態において、鉛フリーとは、EUの環境規制に準じ、鉛の含有量が0.1質量%以下であることを意味する。前記はんだペーストは、金属フィラー成分及びフラックス成分を含むことが好ましく、典型的には、金属フィラー成分及びフラックス成分から成る。金属フィラー成分は、上述した金属フィラーであるが、効果を損なわない範囲で、他の金属フィラーを少量含んでもよい。
【0026】
前記はんだペースト中の金属フィラー成分の含有量は、ペースト特性の観点から、はんだペーストの全質量(すなわち、100質量%)を基準として、84〜94質量%の範囲であることが好ましい。はんだペースト中の金属フィラー成分の含有量のより好ましい範囲は、ペーストの用途に応じて定めることができる。例えば、スクリーン印刷用途では、版抜け性が重視されるので、はんだペースト中の金属フィラー成分の含有量は、はんだペーストの全質量を基準として、好ましくは、87〜92質量%の範囲であり、より好ましくは、88〜91質量%の範囲である。例えば、ディスペンス用途では、吐出流動性が重視されるので、はんだペースト中の金属フィラー成分の含有量は、はんだペーストの全質量を基準として、好ましくは、85〜89質量%の範囲であり、より好ましくは、86〜88質量%の範囲である。
【0027】
一般に、フラックスとは、はんだより速く溶融して、金属表面を洗浄する材料をいう。本実施の形態で使用されるフラックス成分は、ロジン、溶剤、活性剤及びチクソ剤を含むことが好ましい。そのようなフラックス成分は、金属フィラーの表面処理に好適である。すなわち、フラックス成分は、リフロー熱処理時にはんだペースト中の金属フィラー成分の酸化膜を除去し、再酸化を抑制することで、金属の溶融及び熱拡散による合金化を促進する。フラックス成分としては、既知の材料を使用することができる。
【0028】
<導電性接着剤>
本実施の形態は、上述した本実施の形態の金属フィラーを含む導電性接着剤も提供する。一般に、導電性接着剤とは、銀、銅、カーボンファイバー等の導電性の良い材料を含む接着剤をいう。前記導電性接着剤中の金属フィラー成分の含有量は、特性の観点から、
導電性接着剤の全質量(すなわち、100質量%)を基準として、70〜90質量%の範囲であることが好ましく、75〜85質量%の範囲であることがより好ましい。
【0029】
一般に、導電性接着剤は、鉛フリー、揮発性有機化合物(VOC)フリー、フラックスレス、容易な低温実装等の特徴を有するので、本実施の形態の導電性接着剤は、電気接続したいがはんだ付けできない部品(例えば、半導体チップ、液晶、有機EL、LED等に関連するデバイス)に適する。また、本実施の形態の導電性接着剤は、上記鉛フリーはんだと同じ組成を有することができる。ただし、本実施の形態の導電性接着剤は、フラックス成分を含んでもよいし、含まなくてもよい。
【0030】
<接続構造体>
本実施の形態は、第1の電子部品、第2の電子部品、並びに該第1の電子部品及び該第2の電子部品を接合しているはんだ接合部又は該第1の電子部品及び該第2の電子部品を接着している接着部を含む接続構造体も提供する。前記はんだペーストにおいて、電子デバイス等の搭載部品電極と基板電極とを接続する場合、鉛フリーはんだのリフロー熱処理条件において、前記第2の金属粒子の融点以上の熱履歴が与えられると、該第2の金属粒子は溶融し、前記第1の金属粒子を介して搭載部品電極と基板電極とを接合する。これにより金属間の熱拡散反応が加速的に進み、該第2の金属粒子の融点よりも高融点の新たな安定合金相が形成され、該第1の金属粒子を介して搭載部品電極と基板電極とを接続する接続構造体を形成する。
この新たな安定合金相の融点は、鉛フリーはんだのリフロー熱処理温度より高く、後工程で複数回の熱処理を受けても溶融しないので、はんだ再溶融によるショートを抑制することができる。
【0031】
第1の電子部品及び第2の電子部品の組合せとしては、基板電極と搭載部品電極との組み合わせ等が挙げられる。本実施の形態の接続構造体を形成するための第1の電子部品と第2の電子部品との接合方法としては、基板電極にはんだペーストを塗布した後に搭載部品電極を載せてリフロー熱処理により接合する方法、搭載部品電極又は基板電極にはんだペーストを塗布し、リフロー熱処理によるバンプ形成後、搭載部品電極と基板電極とを重ね合せて再度リフロー熱処理で接合する方法等が挙げられる。上記の場合、電極間のはんだ接合により該電極間を接続できる。
【0032】
リフロー時の熱処理ピーク温度は、好ましくは、240〜270℃の範囲であり、より好ましくは250〜260℃の範囲である。この熱処理時のピーク温度は、典型的には、第2の金属粒子の融点以上に設定される。本実施の形態に係る鉛フリーはんだを用いて、電子デバイス等の搭載部品電極と基板電極とを接続する場合、第2の金属粒子の融点以上の熱履歴が与えられると第2の金属粒子は溶融し、第1の金属粒子と第2の金属粒子との間で熱拡散による合金化反応が進み、第2の金属粒子の融点よりも高い融点を有する安定合金相が形成される。この新たな安定合金相の融点は、Sn−3.0Ag−0.5Cuから成る鉛フリーはんだのリフロー熱処理温度(例えば260℃程度)より高く、後工程で複数回の熱処理を受けてもはんだが溶融しない。したがって、本実施の形態によれば、はんだの再溶融によって部品電極間で発生するショートを防止できる。
【0033】
<部品搭載基板>
本実施の形態は、基板上に搭載された本実施の形態の接続構造体を含む部品搭載基板も提供する。上記の部品搭載基板は、好ましくは、電子部品が搭載されている基板であり、そして各種の電子機器の製造に使用することができる。
【0034】
<部品内蔵基板>
本実施の形態は、基板内部に内蔵された本実施の形態の接続構造体を含む部品内蔵基板も提供する。上記の部品内蔵基板は、好ましくは、電子部品が内蔵されている基板であり、そして各種の電子機器の製造に使用することができる。
【0035】
なお、上述した各種パラメータについては特段の記載のない限り、後述する実施例における測定方法に準じて測定される。
【実施例】
【0036】
次に実施例及び比較例を挙げて本実施の形態をより具体例に説明するが、本実施の形態はその要旨を超えない限り、以下の実施例に限定されるものではない。
各金属粒子および金属フィラー、はんだペーストの物性は、下記に示す方法で評価した。
(a)平均粒径
Sympatec社(ドイツ)製レーザー回折式粒子径分布測定装置「HELOS&RODOS」により体積積算平均値を測定し、平均粒径値とした。
(b)粒度分布
Sympatec社(ドイツ)製レーザー回折式粒子径分布測定装置「HELOS&RODOS」を用いて測定した。測定レンジは、累積分布を0.9μmから175μmの範囲で測定できる[R3:0.5/0.9...175μm]を選択し、トリガー条件を乾式標準に設定したのち、分散器をRODOSに設定し、分散圧力を3.0barとした。また、計算モードをLDとし、形状係数を1.0とした。HELOS検出器のエレメントが10%以上であることを確認し、測定濃度5〜10%になるようにして行った。
(c)示差走査熱量測定(DSC)
島津製作所株式会社製「DSC−60」を用い、窒素雰囲気下、昇温温度10℃/分の条件で、温度範囲30〜600℃の範囲で行った。発熱量または吸熱量が±1.5J/g以上あるものを測定対象物由来のピークとして定量し、それ未満のピークは分析精度の観点から除外した。
【0037】
<実施例1>
(1)第1の金属粒子であるCu合金粒子の製造
Cu32.5kg(純度99質量%以上)、Sn7.5kg(純度99質量%以上)、Ag5.0kg(純度99質量%以上)、Bi2.5kg(純度99質量%以上)、及びIn2.5kg(純度99質量%以上)を、黒鉛坩堝に入れ、99体積%以上のヘリウム雰囲気で、高周波誘導加熱装置により1442℃まで加熱、融解した。
次に、この溶融金属を坩堝の先端より、ヘリウムガス雰囲気の噴霧槽内に導入した後、坩堝先端付近に設けられたガスノズルから、ヘリウムガス(純度99体積%以上、酸素濃度0.185体積%、圧力2.61MPa)を噴出してアトマイズを行い、Cu合金粒子を作製した。この時の冷却速度は、2600℃/秒であった。
【0038】
得られたCu合金粒子を株式会社日立製作所製走査型電子顕微鏡「S−3400N」で観察したところ球状であった。
このCu合金粒子を日清エンジニアリング株式会社製気流式分級機「TC−15N」を用いて、1.6μm設定で分級し、大粒子側を回収後、もう一度10μm設定で分級し、小粒子側を回収した。回収した合金粒子の平均粒径を測定したところ、2.69μmであった。
【0039】
次にCu合金粒子の示差走査熱量測定をしたところ、499℃、519℃で吸熱ピークが検出され、複数の融点から、複数の合金相の存在を確認することができた。また、255℃では発熱ピークが検出され、準安定合金相の存在を確認した。
【0040】
(2)第2の金属粒子
第2の金属粒子として山石金属株式会社製Sn粒子「Y−Sn100−Q2510」を用いた。この粒子の平均粒径を測定したところ、21.2μmであった。また、粒度分布を測定し、4.3μm以下の粒子の累積分布を求めたところ、0%であった。
次に、この粒子の示差走査熱量測定を行った。その結果、この粒子は示差走査熱量測定による242℃の吸熱ピークが存在し、融点232℃を有することが確認できた。また、特徴的な発熱ピークは存在しなかった。
【0041】
(3)金属フィラーの製造
前記Cu合金粒子とSn粒子を重量比100:83で混合し、金属フィラーとした。この金属フィラーを試料として、示差走査熱量測定を行った。この測定により得られたDSCチャートを図1に示す。この図に示すように、234℃に吸熱ピークが存在する事が確認された。234℃の吸熱ピークは融点225℃で、吸熱量は、21.7J/gであった。また、特徴的に252℃と342℃に発熱ピークが存在していた。
【0042】
(4)鉛フリーはんだペーストの作製
次に金属フィラー90.7質量%、ロジン系フラックス9.3質量%を混合し、株式会社マルコム製ソルダーソフナー「SPS−1」、松尾産業株式会社製脱泡混練機「SNB−350」に順次かけてはんだペーストを作製した。このようにして得られたはんだペーストを株式会社マルコム製スパイラル粘度計「PCU−205」で測定したところ、粘度186Pa・s、チクソ指数0.44であった。
【0043】
(5)加熱後サンプルのDSC測定
得られたはんだペーストをアルミナ基板に載せ、窒素雰囲気下にて、ピーク温度260℃でリフロー熱処理を行った。熱処理装置は、株式会社マルコム製リフローシミュレータ「SRS−1C」を使用した。温度プロファイルは、熱処理開始(常温)から140℃までを1.5℃/秒で昇温し、140℃から170℃までを110秒かけて徐々に昇温後、2.0℃/秒で昇温し、ピーク温度250℃で15秒間保持する条件を採用した。
【0044】
この熱処理したはんだペーストを試料とし、示差走査熱量測定を行ったところ、346℃に吸熱ピークが存在し、234℃の吸熱ピークは消失していることが確認された(吸熱量は0J/gとする)。この測定により得られたDSCチャートを図2に示す。この図に示すように、DSC吸熱量において、金属フィラー状態での吸熱量(熱処理前)と加熱後サンプルの吸熱量(熱処理後)の比を熱処理後の吸熱残存率とすると、このサンプルの熱処理後の吸熱残存率は0.0%となった。
【0045】
(6)1005サイズ抵抗部品の接合強度の測定
上記はんだペーストを用いて1005サイズの0Ω抵抗部品(1005R)を両面に厚さ18μm銅箔を張り合わせたガラス布エポキシ樹脂含浸銅張積層板(FR-4グレード)100mm×100mmの片面に1005サイズ(1.0mm×0.5mm)抵抗部品が実装できるようにCu電極部分をフォトリソにより作製した基板に実装し、その後、N2雰囲気で、ピーク温度250℃のリフロー条件で熱処理に供して、1005R、45個のデイジーチェーンを作製した。
【0046】
熱処理装置は、株式会社マルコム製リフローシミュレータ「SRS−1C」を使用した。温度プロファイルは、熱処理開始(常温)から140℃までを1.5℃/秒で昇温し、140℃から170℃までを110秒かけて徐々に昇温した後、2.0℃/秒で昇温し、ピーク温度250℃で15秒間保持する条件を採用した。
【0047】
印刷パターン形成には、マイクロ・テック株式会社製スクリーン印刷機「MT−320TV」を用いた。印刷マスクはメタル製であり、スキージはウレタン製である。マスクは1005R電極部分に合わせて各印刷開口サイズを400μm×500μmと設定し、厚み0.08mmとした。印刷条件は、速度50mm/秒、印圧0.1MPa、スキージ圧0.2MPa、背圧0.1MPa、アタック角度20°、クリアランス0mm、及び印刷回数1回とした。
その後、部品の長手方向より荷重をかけ15個の部品接合強度を測定し、平均値を計算したところ、部品接合強度の平均値は、8.9Nであった。評価結果を表1に示す。
【0048】
<実施例2>
第2の金属粒子として、Sn粒子を選択し、以下の方法で製造した。
Sn10.0kg(純度99質量%以上)を黒鉛坩堝に入れ、99体積%以上のヘリウム雰囲気で、高周波誘導加熱装置により1400℃まで加熱、融解した。
次に、この溶融金属を坩堝の先端より、ヘリウムガス雰囲気の噴霧槽内に導入した後、坩堝先端付近に設けられたガスノズルから、ヘリウムガス(純度99体積%以上、酸素濃度0.1体積%未満、圧力2.5MPa)を噴出してアトマイズを行い、Sn粒子を作製した。この時の冷却速度は、2600℃/秒であった。
【0049】
得られたSn粒子を株式会社日立製作所製走査型電子顕微鏡「S−3400N」で観察したところ球状であった。
このSn粒子を日清エンジニアリング株式会社製気流式分級機「TC−15N」を用いて、20μm設定で分級し、大粒子側を回収後、もう一度30μm設定で分級し、小粒子側を回収した。この粉体の平均粒径を測定したところ、15.5μmであった。粒度分布を測定し、4.3μm以下の粒子の累積分布を求めると0%であった。
得られたSn粒子を用いて、その他条件は実施例1と同様の方法で各評価を実施した。得られた評価結果を表1に示す。
【0050】
<実施例3>
実施例2で製造した分級前のSn粒子を日清エンジニアリング株式会社製気流式分級機「TC−15N」を用いて、20μm設定で分級し、大粒子側を回収後、もう一度40μm設定で分級し、小粒子側を回収した。この粒子の平均粒径を測定したところ、18.0μmであった。粒度分布を測定し、4.3μm以下の粒子の累積分布を求めると0%であった。
得られたSn粒子を用いて、その他条件は実施例1と同様の条件で各評価を実施した。得られた評価結果を表1に示す。
【0051】
<実施例4>
実施例2で製造した分級前のSn粒子を気流式分級機日清エンジニアリング株式会社製気流式分級機「TC−15N」を用いて、40μm設定で分級し、大粒子側を回収後、もう一度52μm設定で分級し、小粒子側を回収した。この粒子の平均粒径を測定したところ、37.0μmであった。粒度分布を測定し、4.3μm以下の粒子の累積分布を求めると0%であった。
得られたSn粒子を用いて、その他条件は実施例1と同様の条件で各評価を実施した。得られた評価結果を表1に示す。
【0052】
<実施例5>
実施例2で製造した分級前のSn粒子を日清エンジニアリング株式会社製気流式分級機「TC−15N」を用いて、5μm設定で分級し、大粒子側を回収後、もう一度40μm設定で分級し、小粒子側を回収した。この粒子の平均粒径を測定したところ、7.0μmであった。粒度分布を測定し、4.3μm以下の粒子の累積分布を求めると15.3%であった。
得られたSn粒子を用いて、その他条件は実施例1と同様の条件で各評価を実施した。得られた評価結果を表1に示す。
【0053】
<比較例1>
実施例2で製造した分級前のSn粒子を日清エンジニアリング株式会社製気流式分級機「TC−15N」を用いて、5μm設定で分級し、大粒子側を回収後、もう一度15μm設定で分級し、小粒子側を回収した。この粒子の平均粒径を測定したところ、5.6μmであった。粒度分布を測定し、4.3μm以下の粒子の累積分布を求めると20.6%であった。
得られたSn粒子を用いて、その他条件は実施例1と同様の条件で各評価を実施した。得られた評価結果を表1に示す。
【0054】
<比較例2>
実施例2で製造した分級前のSn粒子を日清エンジニアリング株式会社製気流式分級機「TC−15N」を用いて、5μm設定で分級し、大粒子側を回収後、もう一度10μm設定で分級し、小粒子側を回収した。この粒子の平均粒径を測定したところ、4.6μmであった。粒度分布を測定し、4.3μm以下の粒子の累積分布を求めると42.5%であった。
得られたSn粒子を用いて、その他条件は実施例1と同様の条件で各評価を実施した。得られた評価結果を表1に示す。
【0055】
<1005サイズ抵抗部品の接合強度>
表1の実施例1〜5及び比較例1〜2に示されるように、第2の金属粒子であるSn粒子の4.3μm以下の累積分布量が16%以下であるとき、高い部品接合強度が得られた。一方、Sn粒子の4.3μm以下の累積分布量が増大するに従って、部品接合強度が低下した。特に、Sn粒子の4.3μm以下の累積分布量が42.5%である比較例3では、部品接合強度が2.9Nとなった。よって、Sn粒子の4.3μm以下の累積分布量を16%以下とすることで、部品接続特性を改善できることが確認された。
【0056】
<熱処理によるDSC吸熱量の変化>
表1の実施例1〜5及び比較例1〜2より、第2の金属粒子であるSn粒子の4.3μm以下の累積分布量が0%であっても、熱処理後の吸熱残存率は0.0%であることが分かる。この結果により、Sn粒子の4.3μm以下の累積分布量が0%であっても再溶融に対して同様の耐性を示す、すなわち高い耐熱性を維持できていることが確認された。
【0057】
【表1】
【0058】
<実施例6〜9、比較例3>
第1の金属粒子と第2の金属粒子の混合質量比を表2に示した混合比に変えて、その他の条件は実施例1と同様の条件で評価した。部品接合強度は第2の金属粒子の混合比が増えるほど、高くなることがわかる。また、熱処理後の吸熱残存率から第1の金属粒子100質量部に対して400から55の範囲であれば、熱処理後の吸熱残存率が90%以下となり、再溶融に対して耐性を示す、すなわち高耐熱性を示していることが確認された。
【0059】
【表2】
【0060】
<実施例10〜14>
実施例1のSn粒子の代わりに、第2の金属粒子としてSn系合金粒子である、粒度10〜25μmのSn0.7Cu粒子(実施例9)、粒度25〜38μmのSn0.3Ag0.7Cu粒子(実施例10)、Sn−3.0Ag−0.5Cu粒子(実施例11)、粒度10〜25μmのSn−3.5Ag粒子(実施例12)、及び粒度10〜25μmのSn−4.0Ag−0.5Cu粒子(実施例13)を用いて、実施例1と同様の評価を行った結果を表2に示す。部品接合強度、熱処理後の吸熱残存率はいずれも、実施例1に近い値が得られた。
【0061】
【表3】
【0062】
<実施例15>
実施例1のCu65質量%、Ag10質量%、Bi5質量%、In5質量%、及びSn15質量%からなるCu合金粒子の代わりに、第1の金属粒子としてCu粒子である、福田金属箔粉株式会社製Cu粒子「Cu−HWQ 3μm」を用いた。このCu粒子の平均粒径を測定したところ、2.53μmであった。この粒子を用いて、実施例1と同様の評価を行った結果を表4に示す。部品接合強度、熱処理後の吸熱残存率はいずれも、実施例1に近い値が得られた。
【0063】
<実施例16>
実施例1のCu65質量%、Ag10質量%、Bi5質量%、In5質量%、及びSn15質量%からなるCu合金粒子の代わりに、第1の金属粒子としてCu80質量%、Ag20質量%粒子を用いた。
第1の金属粒子であるCu80質量%、Ag20質量%からなるCu合金の製造は、以下の方法で行った。Cu8.0kg(純度99質量%以上)、Ag2.0kg(純度99質量%以上)を、黒鉛坩堝に入れ、99体積%以上のヘリウム雰囲気で、高周波誘導加熱装置により1400℃まで加熱し、融解した。
【0064】
次に、この溶融金属を坩堝の先端より、ヘリウムガス雰囲気の噴霧槽内に導入した後、坩堝先端付近に設けられたガスノズルから、ヘリウムガス(純度99体積%以上、酸素濃度0.1体積%未満、圧力2.5MPa)を噴出してアトマイズを行い、Cu合金粒子を作製した。この時の冷却速度は、2600℃/秒であった。
【0065】
得られたCu合金粒子を株式会社日立製作所製走査型電子顕微鏡「S−3400N」で観察したところ球状であった。
このCu合金粒子を日清エンジニアリング株式会社製気流式分級機「TC−15N」を用いて、1.6μm設定で分級し、大粒子側を回収後、もう一度10μm設定で分級し、小粒子側を回収した。回収したCu合金粒子の平均粒径を測定したところ、3.47μmであった。
この粒子を用いて、実施例1と同様の評価を行った結果を表4に示す。部品接合強度、熱処理後の吸熱残存率はいずれも、実施例1に近い値が得られた。
【0066】
【表4】
【産業上の利用可能性】
【0067】
本発明の金属フィラー及びこれを含む鉛フリーはんだ又は導電性接着剤は、後工程で複数回の熱処理を受ける接続構造体の用途(例えば、部品内蔵基板、パッケージ等の電子デバイスの用途)に適用されることができ、かつ高密度実装を実現できる。
【特許請求の範囲】
【請求項1】
第1の金属粒子と第2の金属粒子との混合体を主成分として含む金属フィラーであって、該混合体が第1の金属粒子100質量部に対し第2の金属粒子が55〜400質量部であり、該第1の金属粒子はCu粒子もしくはCu合金粒子であり、該第2の金属粒子は、4.3μm以下の粒子の含有率が16%以下のSn粒子又はSn合金粒子である、金属フィラー。
【請求項2】
前記Cu合金粒子が、Sn13.5〜16.5質量%、Ag9〜11質量%、Bi4.5〜5.5質量%、In0.1〜5質量%、残部にCuを主成分として含むCu合金粒子、もしくはAg15〜25質量%、残部にCuを主成分として含むCu合金粒子である請求項1に記載の金属フィラー。
【請求項3】
請求項1または2に記載の金属フィラーを含むはんだペースト。
【請求項4】
請求項1または2に記載の金属フィラーを含む導電性接着剤。
【請求項5】
第1の電子部品、第2の電子部品、及び前記第1の電子部品と前記第2の電子部品とを接合するはんだ接合部とを有し、前記はんだ接合部が請求項3又は請求項4に記載のはんだペースト、または導電性接着剤を、リフロー熱処理することによって形成される、接続構造体。
【請求項6】
基板と、前記基板の上に搭載された請求項5に記載の接続構造体とを有する、部品搭載基板。
【請求項7】
基板と、前記基板の上に搭載された請求項5に記載の接続構造体とを有する、部品内蔵基板。
【請求項1】
第1の金属粒子と第2の金属粒子との混合体を主成分として含む金属フィラーであって、該混合体が第1の金属粒子100質量部に対し第2の金属粒子が55〜400質量部であり、該第1の金属粒子はCu粒子もしくはCu合金粒子であり、該第2の金属粒子は、4.3μm以下の粒子の含有率が16%以下のSn粒子又はSn合金粒子である、金属フィラー。
【請求項2】
前記Cu合金粒子が、Sn13.5〜16.5質量%、Ag9〜11質量%、Bi4.5〜5.5質量%、In0.1〜5質量%、残部にCuを主成分として含むCu合金粒子、もしくはAg15〜25質量%、残部にCuを主成分として含むCu合金粒子である請求項1に記載の金属フィラー。
【請求項3】
請求項1または2に記載の金属フィラーを含むはんだペースト。
【請求項4】
請求項1または2に記載の金属フィラーを含む導電性接着剤。
【請求項5】
第1の電子部品、第2の電子部品、及び前記第1の電子部品と前記第2の電子部品とを接合するはんだ接合部とを有し、前記はんだ接合部が請求項3又は請求項4に記載のはんだペースト、または導電性接着剤を、リフロー熱処理することによって形成される、接続構造体。
【請求項6】
基板と、前記基板の上に搭載された請求項5に記載の接続構造体とを有する、部品搭載基板。
【請求項7】
基板と、前記基板の上に搭載された請求項5に記載の接続構造体とを有する、部品内蔵基板。
【図1】

【図2】
【図2】
【公開番号】特開2012−250239(P2012−250239A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−122422(P2011−122422)
【出願日】平成23年5月31日(2011.5.31)
【出願人】(309002329)旭化成イーマテリアルズ株式会社 (771)
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年5月31日(2011.5.31)
【出願人】(309002329)旭化成イーマテリアルズ株式会社 (771)
【Fターム(参考)】
[ Back to top ]