
金属メッシュ強化された採光ドーム形状の成形体
金属メッシュ強化プラスチックから成る採光ドーム形状の成形体、並びに該成形体の製造法。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、軽量の構造エレメントとして適しており、かつ好ましくは透光性である成形体に関する。この種類の成形部材は、例えば、アクリルガラスシート製の採光ドーム(Lichtkuppeln)又は半円筒ヴォールトである。それらは、好ましくは透光性の屋根エレメントとして用いられる。オーストリア国内では、屋根作業員が、例えば、空調設備、衛星設備の修理、除雪、メンテナンス等を行う場合に、透明プラスチック製の採光ドームによって落下し、重傷を負う事故が年間平均して35件起こっている。驚くべきことに、これらの事故の10〜20パーセントが死に至っている。ドイツ国内でも、採光ドームからの落下事故が原因で犠牲者が毎年出ている。
【0002】
従来技術
DE7931201U1は、少なくとも1mmの厚みで、そのエッジが平面上にない二軸延伸されたシート形状のプラスチック製の剛性の一体成形体を記載する。これらのボディは、屋根エレメントして用いられる。
【0003】
DE9316382.7U1は、若干丸みを帯びたエッジ面に隣接する、直線的に範囲を定められた多数の平らな錐体面を含む、プラスチック製の平らなピラミッドドームを記載する。
【0004】
US4,223,493は、積層板と、該積層板を介して配置された中実の湾曲板より成る屋根エレメントを記載する。中実の湾曲板と積層板とは、スペーサーによって10mm〜40mmの間隔があけられている。
【0005】
前述の全ての成形体は、たしかに屋根エレメントとしてされるが、しかしながら、今日の安全基準を遵守するために追加的な保護を要する。これらの安全措置には以下のものが含まれる:
− 取付け用の縁部材(Aufsatzkranz)の内部に構造用鋼格子を有する全面格子構造
− 格子若しくは穴あき薄板による構造の外側全面のカバー
− ロープの固定によって屋根にいる人の落下を防ぐ、個々のストッパーポイント若しくは水平軌条を有するストッパー装置
− 全面格子構造、例えば採光ドームの周りを取り囲む四つ目垣。
【0006】
屋根へのガラス取付け若しくはガラスエレメントにおける前述の安全装置は、非常に煩雑であり、高価であるか、又は安全性が不十分である。
【0007】
追加的な安全措置を省く1つの可能性が、落下保護装置を備え付けている採光ドームの開発によって実現されていた。このために、金属フレームに留められている目の粗い金属ネットが使用されていた(図1を参照されたい)。金属フレームに設置されたこの金属ネットは、外部シェルと内部シェルとの間に留められ、該シェル間で緩められた状態にある。金属フレームの固定は、採光ドームを取付け用の縁部材と繋ぐことにより行われる。このタイプの落下保護装置は、例えば、オーストリア国内のSadler社から販売されている。
【0008】
金属ワイヤー製の上記の落下保護装置の欠点として見なされるのは、採光ドームのこれまで公知の加工法が二軸成形に限られていることである。つまり、設計家や建築家の創作の余地は著しく制限されている。更なる欠点として見られるのは、採光ドーム内の金属格子がはっきりと目に見えることである(図1を参照されたい)。
【0009】
そのうえ、採光ドームの外部シェルと内部シェルとの間に組み込まれる金属メッシュの例では、大幅な追加コストが目に見えてわかる。そのため、各々の屋根エレメントのために相応する金属メッシュ構造が作製されなければならない。さらになお、加工若しくは組立てが完全とはならないリスクも常に存在する。
【0010】
EP1029984A1には、ポリマーマトリックス中に流し込まれたプラスチックフィラメントを包含する熱可塑性プラスチック製の成形体が記載される。これらの成形体は騒音防止壁として使用され、その際、フィラメントは、衝撃を受けた際の剥落を回避するという目的に適っている。これは、剥離破片がフィラメントに付着することによって達成される。騒音防止壁内では、バードストライク問題を回避するために、良く目に見える着色フィラメントが使用される。この原則に従った成形体は屋根材として適しておらず、それというのも、それらは、あまりにも重く、はっきりとした陰影を生み、屋根材のための安全要件も満たさないからである。
【0011】
課題
それゆえ、上で議論した従来技術に鑑みて、屋根材若しくは危険エリア内での分離エレメントの製造のために使用されることができ、かつ前で議論した欠点を有さないか又は僅かな程度でしか有さない成形体を提供する課題が存在していた。特別な課題は、追加的に安全措置なしに安全要件を満たす成形体を開発することにあった。更なる特別な課題は、追加的な安全措置なしに安全要件を満たし、かつ同時に軽量であり、かつ加工し易く、並びに公知の成形体と比較して減少した陰影を示す成形体を開発することであった。
【0012】
明示されていない更なる課題は、あとに続く実施例、発明の詳細な説明及び特許請求の範囲の全コンテクストから明らかになる。
【0013】
これらの課題は、あとに続く発明の詳細な説明、実施例及び特許請求の範囲において詳細に定義された成形体によって解決される。
【0014】
意想外にも、発明者は、耐引裂性の適した配置物を、特別な手法で、薄いポリマーマトリックス中に組み込み、ひいては落下に対してより安全な成形体を製造することにより、屋根材のための安全要件を満たす軽量の成形体の製造が可能であることを見つけ出した。
【0015】
その際、発明者は、本発明により使用された耐引裂性の配置物が、EN 1873に従った成形体に影響を及ぼす衝撃エネルギーを吸収するために、衝撃エネルギーの方向に向かってポリマーマトリックスから切り離されることができ、かつ十分な運動自由度を有している必要があることを見出した。これは、本発明により、耐引裂性の配置物が、成形体の最長辺とその次に長い辺に沿ってネット若しくは格子若しくは織物を形成するように配置されているフィラメント及び/又はロープ及び/又はテープを包含することによって達成される。"最長辺とその次に長い辺に沿って"とは、フィラメント及び/又はロープ及び/又はテープがこれらの側と平行に配置されていなければならないことを意味しない。斜め若しくはそれ以外の配置も可能である。この文言によって、耐引裂性の配置物が存在する平面が単に定義される。
【0016】
そのうえまた、本発明により、フィラメント及び/又はロープ及び/又はテープは、可能な限り少ない交点で互いにしっかりとつながれており、有利にはどの交点でも互いにしっかりとつながれておらず、すなわち、それらは成形体が力の作用を受けたときに相互に動き合うことができるように配置されていることが保証されなければならない。換言すれば、フィラメント若しくはロープ若しくはテープは、少数の交点でのみ互いに結び付けられていてよいか又は接着されていてよいか又は他の方法でしっかりつながれていてよく、有利にはいかなる交点とも互いに結び付けられていなくてよいか又は接着されていなくてよいか又は他の方法でしっかりつながれていなくてよい。有利には、ロープ、テープ若しくはフィラメントは、交点が50%のみで、特に有利には25%未満で、極めて有利には10%未満で、殊のほか有利には5%未満で、極めて特に0%で互いにつながれている。
【0017】
それにより、本発明により使用された耐引裂性の配置物は、成形体が相応する力の作用を受けたときに、内部での及び成形体の全ての寸法においての高い運動自由度の点で際立っており、それにより、例えば、固定したネットとは著しく異なる。
【0018】
本発明による成形体は、幅広く多岐にわたった創作可能性を提供し、それというのも、耐引裂性の配置物は、有利なポリアミド以外に、他の材料、例えばPE、PP、ポリエステル等からも成っていてよいからである。
【0019】
本発明による成形体は、簡単な形状として、例えばシートとしてのみならず、二次元又は三次元に成形された形でも製造されることができる。それにより、煩雑に三次元に成形された物体、例えば採光ドームも製造されることができる。いずれの場合も、本発明による成形体は、非常に軽量であり、かつ落下に対して安全であるという点で際立っている。これは、三次元に成形された物体においては特に驚くべきことであり、それというのも、形状付与プロセスの影響を補うことに成功しているからである。
【0020】
二次元に成形された物体とは、本発明の範囲において、シート形状の成形体を1つの軸の周りで規則的に又は不規則的に曲げること及び/又は折ることによって得られる成形体と解される。その際、この軸の周りで前方や後方へ何度か湾曲させること(例えば波形)及び/又は屈曲させることも可能である。二次元に成形された成形体の例は、EP1029984A1に見出される。相応して、三次元に成形された成形体とは、シート形状の成形体を2つの軸の周りで規則的に又は不規則的に曲げること及び/又は折ることによって得られる成形体と解される(例えば採光ドーム)。その際、当然の事ながら、物体の延伸及び圧縮も行ってよい。しかしながら、本発明の意味において物体が二次元又は三次元に成形されたものと見なされるか否かを定めるために上記の定義が適用される。
【0021】
本発明による成形体、殊に三次元に成形された成形体の利点は、次のようにまとめることができる:
・ 落下安全装置が金属ワイヤー製である採光ドームとは対照的に、本発明による成形体の組立ては二軸固定に制限されていないため、設計家や建築家の創作余地がずっと広がる。
【0022】
・ 従来技術の採光ドームにおける金属格子ははっきり目に見えることから、その結果、格子の陰影によって(殊にドーム下にある作業場において)視覚上の煩わしさが生じるという問題を最小限にすることができた。
【0023】
・ 従来技術において、金属フレームの保護、例えば取付け用の縁部材とのボルト締付けは非常に慎重に行われなければならない。さもなければ、相応する保護が得られなくなるからである。これは本発明による成形部材の場合には省かれる。
【0024】
・ 従来技術の採光ドームの本質的な欠点は、試験体が衝撃を受けた後に破片が生じることである。この試験片は、たしかに金属ワイヤーによって捕捉され、抜け落ちることはできない。しかし、それにも関わらず、採光ドームの砕けた先の部分や尖った部分によって、捕捉が保証されず危険な事故につながる可能性がある。この問題も解決された。
【0025】
・ 本発明による成形体の重さは、金属フレームの重さより明らかに小さい。
【0026】
・ これまで使用されてきた金属ネットの製造プロセス若しくは組み立てプロセスは構造的にはるかに煩雑で高コストである。
【0027】
・ 本発明による成形部材は、砕けたドーム部分による落下に際して負傷する危険から最適に守り、それにより事故を起こす危険や死亡事故を回避する。
【0028】
・ 本発明による成形体は、落下を防止するにも関わらず、ほぼ完全な透光性を提供する。
【0029】
・ 採光ドーム/屋根エレメント/ガラスエレメントにおける落下安全装置の製造プロセス/組立てプロセスの簡素化による高い経済性及びコスト節約が、本発明による成形体の場合に保証されている。
【0030】
・ 本発明による成形部材は、組立てにおける総体的な解決手段であり、すなわち、落下保護のための追加的な作業工程が実施される必要はない。それというのも、相応する捕捉手段がシートに組み込まれているからである。
【0031】
・ EN 1873 class SB 450及びドイツ労災組合中央団体のGS Bau 18に則った落下保護の現行規格に適合される。
【0032】
・ 保護装置全体は、本発明による成形体の場合、単一ユニットとして単一製造業者から製造される。
【0033】
・ ドーム採光/屋根エレメント/ガラスエレメントの開閉機構は、落下保護装置によって損なわれない。
【0034】
・ 洗浄及びメンテナンスは、金属格子の特別な取り扱いが省かれることによって簡素化される。
【0035】
・ ポリマーマトリックス及び組み込まれた捕捉手段によって作り出された複合体のおかげで、裂け目が出来た場合でも材料の細分化はほとんど生じない。
【0036】
・ 本発明により使用された落下保護装置は、全方向で容易に変形させることができ、それゆえ創作自由度の点で制限はほとんど設けられない。
【0037】
・ 本発明による成形体は、単一品での解決手段を表す。金属とプラスチックとからの混合物が省かれることによって、環境に優しく、かつ再利用可能である。
【0038】
・ 本発明による成形体は、個体性及び美的に富んだ外観、並びに形状、構造及び色に関する自由なデザイン可能性を提供する。
【0039】
・ 耐久性、耐荷性及び長期耐用性、並びに屋外曝露及びUV抵抗性に対する落下保護性アクリルガラスシートの何年間にもわたる保護が保証される。
【0040】
・ 屋根エレメント以外の他の安全装置における使用可能性も保証されている。
【0041】
本発明による成形体、有利にはシート又は三次元に成形された成形体、殊に屋根エレメント、採光ドーム又は半円筒ヴォールトは、有利には熱可塑性プラスチック、特に有利にはポリ(メタ)アクリレート(PMMA)又はポリカーボネート(PC)から成る。それらは、透明、不透明、無光沢、光沢色又は着色されていてもよい。殊に有利には、それらは透明な熱可塑性プラスチックを包含する。該プラスチックは、当業者に公知の相応する添加剤、例えば耐衝撃性改良剤又は充填剤を有していてよい。
【0042】
プラスチックからの耐引裂性の配置物は、フィラメント及び/又はロープ及び/又はテープを包含し、これらは、上記の通り、成形体の面全体にわたり二次元でネット又は格子又は織物を形成するように配置されている。同様にすでに言及したように、フィラメント及び/又はロープ及び/又はテープは、いくつかの交点でのみ互いにしっかりとつながれていてよく、有利にはどの交点でも互いにしっかりとつながれていなくてもよい。さらに、耐引裂性の配置物が、一層良好な柔軟性と減衰作用とを保証するために、(DIN EN ISO 13934に従って測定して)1〜60%、特に有利には10〜60%、極めて有利には20〜50%の破断伸び率を有する場合に特に好ましいことが判明した。
【0043】
本発明により使用されたフィラメント若しくはロープは、0.001〜1.5mm、有利には0.01〜1.5mm、特に有利には0.1〜1.3mm、極めて有利には0.5〜1.2mm、殊に有利には0.7〜1.2mmの直径を有する。直径0.1mm未満の直径を有する非常に薄いフィラメントは、その際、相応する直径を有するロープへと加工される。それによって、なかでも、光が透過する際の妨げとなる陰影を最適化し、かつコストを下げることができる。そのうえ、このように非常に小さい直径が、落下保護装置を部分的にそれどころか一層改善することは意想外であった。
【0044】
本発明の第一の特別な実施形態において、本発明により使用された耐引裂性の配置物は、(DIN EN ISO 13934に従って測定して)10〜60%、有利には20〜50%の破断伸び率を有するポリアミドからの上記で定義された形態における配置物を包含する。これに関する例は、SEFAR社のネット(例えばNITEX 06)、LECO WERKE社のネット(例えば商品番号02/09000000/000/103)、Filkemp社のフィラメント(製品PA、KJ2S型、製品コード:MEADA 6000M)又はMonofil−Technik GmbH社又はPerlon Monofil GmbH社のフィラメントである。
【0045】
第二の特別な実施形態において、本発明により使用された耐引裂性の配置物は、(DIN EN ISO 13934に従って測定して)10〜60%、有利には20〜50%の破断伸び率を有するポリプロピレン(PP)からの上記で定義された形態における配置物を包含する。これに関する例は、SEFAR社のネット(例えばPROPYLTEX 05)、LECO WERKE社のPP製のネット、相応する製造業者のフィラメントである。
【0046】
第三の特別な実施形態において、本発明により使用された耐引裂性の配置物は、(DIN EN ISO 13934に従って測定して)1〜50%、有利には10〜40%の破断伸び率を有するポリエチレン(PE)からの上記で定義された形態における配置物を包含する。これに関する例は、LECO WERKE社のPE製のネットである。
【0047】
第四の特別な実施形態において、本発明により使用された耐引裂性の配置物は、(DIN EN ISO 13934に従って測定して)10〜60%、有利には20〜50%の破断伸び率を有するポリエステルからの上記で定義された形態における配置物を包含する。これに関する例は、Schilgen社のループ状メッシュ(Netz Schlingen)(例えばMonofil 161800)である。
【0048】
すでに説明したように、耐引裂性の配置物は、フィラメント及び/又はロープ及び/又はテープを包含する。ロープは、本発明によれば、公知の方法に従ってフィラメントからロープへと加工された製品を包含する。テープは、例えば、円形を有さない上記プラスチック製の押出品を包含する。
【0049】
同様にすでに言及したように、フィラメント及び/又はロープ及び/又はテープは、本発明により、成形体の面全体にわたり二次元でネット又は格子又は織物を形成するように配置されており、その際、それらは交点の一部でのみ互いにしっかりとつながれており、有利にはどの交点でも互いにしっかりとつながれていない。
【0050】
これは、例えば、本発明によるフィラメント及び/又はロープ及び/又はテープが格子を形成するように張ることによって達成され、該格子は、引き続きポリマーマトリックスで包囲する。しかし、フィラメント及び/又はロープ及び/又はテープを、公知の方法に従って、目の粗い相応する織物へと加工し、引き続きポリマーマトリックスに埋め込むことも可能である。
【0051】
ネットの場合には、交点で接着されているか又は結び付けられているネットではなく、例えば個々のフィラメントが交点で相互に動き合うことができるループ状メッシュが包含されていることを考慮する必要がある。
【0052】
フィラメント及び/又はロープ及び/又はテープは、その間隔が、そのつど1〜25mm、有利には2〜15mm、特に有利には5〜1.5mmとなるように配置されていなければならない。その際、方形のメッシュが生じる必要はない。長方形又は別様に形作られたメッシュも同様に可能である。それぞれの軸における間隔は変化してよく、軸に沿った間隔も変化してよい。これにより相応して創作の余地が大いに広がる。狭い間隔は、安全要件を遵守するのに本質的に寄与する。メッシュ幅若しくはフィラメント間隔は、成形体の大きさ及び要求に応じて適合させることができる。
【0053】
ポリマーマトリックス中への耐引裂性の配置物の導入は、有利には、まず成形体を引裂性の配置物が埋め込まれたポリマーシートの形態で製造することによって行われる。この成形体を、引き続き、複雑な形を有する成形体へと変形してよい。その際、有利な方法において、成形体は、相応する加熱装置、例えばIR放射器、空気循環炉で、又は相応する加熱板で、有利には160〜200℃の温度にもたらされる。そのようにして加熱された成形体は、その後、有利にはブロー成形によって又は真空深絞り法によって所望の二次元若しくは三次元の形状にもたらされる。その後、成形体は冷却され、かつ型から取り出される。熱源、殊にIR放射器は、片面又は両面で使用してもよい。当然の事ながら、当業者に公知の他の成形法も使用されることができる。
【0054】
ポリマーシートは、有利には流し込み法に従って製造される。
【0055】
本発明による成形体は、どちらからといえば薄壁であり、それにより軽量かつ低コストである。それゆえ、有利には、それらは最厚部で1〜15mmの厚みを有し、特に有利には2〜12mmの厚み、極めて有利には3〜10mmの厚みを有する。
【0056】
安全性をなお一層改善するために、本発明による成形体は、有利には最厚部での成形体の厚み対フィラメント/ロープの直径若しくはテープの厚みからの比を、20:1〜5:1、有利には15:1〜5:1の範囲で有する。
【0057】
さらに、本発明による成形体を用いて、落下に対して安全な、小さい半径と同時に僅かな厚みを有する三次元に成形された物体を製造することに成功する。上昇高さ(Stichhoehe)対成形体の厚みからの比は、最厚部で150:1、有利には100:1、特に有利には75:1の範囲にある。
【0058】
メタ(アクリレート)
(メタ)アクリレートモノマーの特に有利な群は(メタ)アクリレートである(メタ)アクリレートとの言い回しは、メタクリレート及びアクリレート並びに双方からの混合物を包含する。これらのモノマーは広く知られている。これらに属しているのは、なかでも、飽和アルコール類から誘導されている(メタ)アクリレート、例えばメチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、t−ブチル(メタ)アクリレート、ブトキシメチル(メタ)アクリレート、ペンチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、ヘプチル(メタ)アクリレート、オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、イソデシル(メタ)アクリレート、テトラヒドロフルフリル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート及び2−エチルヘキシル(メタ)アクリレート;不飽和アルコール類から誘導されている(メタ)アクリレート、例えばオレイル(メタ)アクリレート、2−プロピニル(メタ)アクリレート、アリル(メタ)アクリレート、ビニル(メタ)アクリレート;アリール(メタ)アクリレート、例えばベンジル(メタ)アクリレート又はフェニル(メタ)アクリレート、その際、アリール基は、そのつど置換されていないか又は4箇所まで置換されていてよい;シクロアルキル(メタ)アクリレート、例えば3−ビニルシクロヘキシル(メタ)アクリレート、ボルニル(メタ)アクリレート;イソボルニル(メタ)アクリレート、ヒドロキシアルキル(メタ)アクリレート、例えば3−ヒドロキシプロピル(メタ)アクリレート、3,4−ジヒドロキシブチル(メタ)アクリレート、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート;グリコールジ(メタ)アクリレート、例えば1,4−ブタンジオール(メタ)アクリレート、エーテルアルコールの(メタ)アクリレート、例えばテトラヒドロフルフリル(メタ)アクリレート、ビニルオキシエトキシエチル(メタ)アクリレート;(メタ)アクリル酸のアミド及びニトリル、例えばN−(3−ジメチルアミノプロピル)(メタ)アクリルアミド、N−(ジエチルホスホノ)(メタ)アクリルアミド、1−メタクリロイルアミド−2−メチル−2−プロパノール;硫黄含有メタクリレート、例えばエチルスルフィニル(メタ)アクリレート、4−チオシアナトブチル(メタ)アクリレート、エチルスルホニルエチル(メタ)アクリレート、チオシアナトメチル(メタ)アクリレート、メチルスルフィニルメチル(メタ)アクリレート、ビス((メタ)アクリロイルオキシエチル)スルフィド;多価(メタ)アクリレート、例えばトリメチロイルプロパントリ(メタ)アクリレートである。これらのモノマーは、単独で又は混合物として使用されることができる。この場合、メタクリレート及びアクリル酸エステルを含有する混合物が特に有利である。
【0059】
ポリカーボネート
特に有利な更なるモノマーはポリカーボネートである。ポリカーボネートは専門家達に公知である。ポリカーボネートは、形式上、炭酸と脂肪族又は芳香族のジヒドロキシ化合物とからのポリエステルと見なすことができる。それらは、ジグリコール又はビスフェノールとホスゲン若しくは炭酸ジエステルとを重縮合若しくはエステル交換反応によって反応させることにより容易に入手される。この場合、ビスフェノール類から誘導されているポリカーボナートが有利である。これらのビスフェノール類に属しているのは、殊に2,2−ビス−(4−ヒドロキシフェニル)−プロパン(ビスフェノール A)、2,2−ビス−(4−ヒドロキシフェニル)−ブタン(ビスフェノール B)、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン(ビスフェノール C)、2,2'−メチレンジフェノール(ビスフェノール F)、2,2−ビス(3,5−ジブロモ−4−ヒドロキシフェニル)プロパン(テトラブロモビスフェノール A)及び2,2−ビス(3,5−ジメチル−4−ヒドロキシフェニル)プロパン(テトラメチルビスフェノール A)である。
【0060】
通常、このような芳香族ポリカーボネートは、界面重縮合又はエステル交換反応によって製造され、その際、詳細はEncycl.Polym.Sci.Engng.11,648頁〜718頁に、又はUllmann's Encyclopedia of Industrial Chemistry,7th edition(2009)の記事"Polycarbonates"に記されている。
【0061】
界面重縮合の場合、ビスフェノールは、アルカリ水溶液として、不活性有機溶剤、例えばメチレンクロリド、クロロベンゼン又はテトラヒドロフラン中で乳化させられ、そして多段反応においてホスゲンと反応させられる。触媒としてアミンが用いられ、立体障害ビスフェノールの場合、相間移動触媒も用いられる。結果生じるポリマーは、使用された有機溶剤中に溶ける。
【0062】
ビスフェノール類の選択により、ポリマーの特性は幅広く変化させられることができる。種々のビスフェノール類が同時に使用される場合、多段重縮合においてブロックポリマーも合成させることができる。
【0063】
ポリカーボネートは、例えば、商標MAKROLON(R)の名称でBayer MaterialScience社より又は商標LEXAN(R)の名称でSabic社より販売されている。ポリカーボネートはアモルファスの熱可塑性成形材料であり、かつ熱可塑性樹脂にとって慣例の全ての方法、例えば射出成形又は押出成形により加工することができる。加工温度は、射出成形の場合、摂氏約280度〜摂氏320度であり、かつ押出成形の場合、摂氏約240度〜摂氏約280度である。成形材料の加工前に、成形材料の残留湿分が乾燥によって0.01質量%を下回る値にもたらされなければならない。
【0064】
本発明による成形体は、すでに言及したように、プラスチックからの耐引裂性の配置物をマトリックス材料のプラスチック中に流し込むことによって製造されることができる。
【0065】
好ましくは、耐引裂性の配置物は、そのつどの測定点での成形体の厚みを基準として、中心から±50%、有利には±25%、特に有利には±10%、極めて有利には±5%によって定義された範囲に挿入される。
【0066】
選択的な実施形態において、耐引裂性の配置物は、本発明による成形体の外側表面の1mm下側に挿入される。
【0067】
プラスチックからの耐引裂性の配置物の正しい位置を保証できるように、スペーサーが、有利には+/−0.1mmの許容誤差で製造及び導入されることができる。
【0068】
本発明による成形体は、すでに流し込まれた耐引裂性の配置物とともに二次元又は三次元の変形が可能であり、かつ同時に落下に対する安全性を保証できるという特別な利点を有する。
【0069】
本発明による成形体は、有利には屋根エレメント、特に有利には採光ドームである。しかし、本発明による成形体は、危険エリア内での分離エレメントとして、例えばバルコニー外装仕上げ、欄干外装仕上げ(点灯されているものも含む)、スキーリフト落下安全装置、ネットを有するファサードパネル、屋根用エレメント、バス用のパーティション、トラクターガラス、マシーン保護、プール用保護カバー、高速道路上の非常用電話のケーシング、工事現場用安全装置、スタジアム用安全バリアー装置、波形屋根、カーポート、安全屋根ガラス、キャビン用ガラス、船舶用安全ガラス、歩行橋、窓ふき用の安全キャビン、工作機械用ガラス、ロボット操作用セルとしても使用することができる。
【0070】
測定法:
落下安全性を、EN 1873 6.4.2.2.1の規格に則って試験する。この試験は、実験室環境内で、60cm〜240cmの規定の高さから落とされる50kgの重さの球状円錐形の袋によって衝撃を与えた場合の、成形体の特性を評価するという目的に適っている。>300mmの直径を有する球形の検定ゲージが、衝撃によって生じた隙間を抜け落ちてはならない。それにより、試験に際して>300mmの直径を有する開口部が採光ドーム内に生じてはならない。
【0071】
あとに続く例は、本発明をより理解し易くするのに適っているが、しかし、決して本発明を限定するものではない。
【図面の簡単な説明】
【0072】
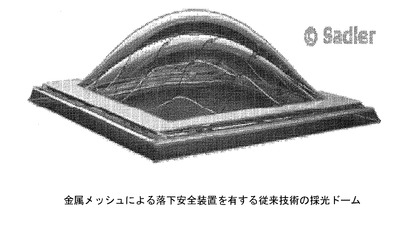
【図1】金属メッシュによる落下安全装置を有する従来技術の採光ドーム
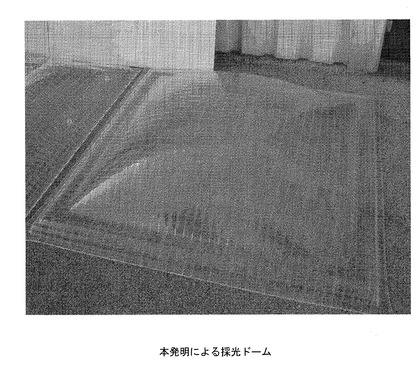
【図2】本発明による採光ドーム
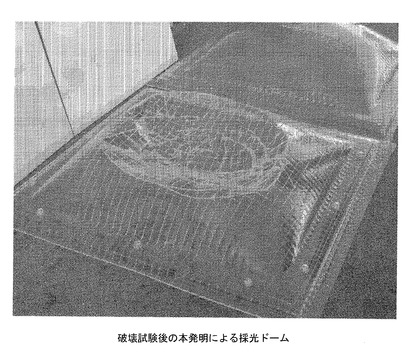
【図3】破壊試験後の本発明による採光ドーム
【0073】
実施例
例1:
落下安全装置を有する本発明によるプレキシガラスの水浴法における製造
【0074】
a)プロセスの全般的な説明
水浴法において、キャストアクリルガラスを製造する。その際、流し込みは2枚の成形ガラスシートの間で行う。まず、型をPVC(又はこれに類似するもの)製のシールストリップでシールし、クランプによって固定する。その後、この型にプレポリマー又はMMA(バッチ)を充填する。バッチには、重合のためによく用いられる添加剤が含まれていてよい。重合は、水槽又は強制空気炉内で行う。水浴中での重合の場合、プロセスは後重合のための炉内で終える。強制空気炉内では、全ての作業は手順を制御して行う。
【0075】
b)プロセスの詳細な説明
【0076】
b.a)型構造
【0077】
b.a.a)耐引裂性の配置物としてネットを備える
シールストリップを下方のガラスシートに施与する。その後、落下保護用のネットをガラスシート上に敷設し、完全したシート内で所望の位置を占めるように固定する。上方ガラスシートを下方ガラスシート上に位置決めし、そしてクランプを用いて型を閉ざす。
【0078】
b.a.b)耐引裂性の配置物としてのポリアミドフィラメントを備える
シールストリップを下方ガラスシートに施与する。その後、前もってバッテン(Leisten)に正確に定義された間隔で取り付けていたポリアミドフィラメントを、該バッテンによってガラスシートに張り出し、そしてガラスエッジ部で固定する。型を上方のガラスシートで閉じ、そしてラムによって固定する。ポリアミドフィラメントを、ガラスエッジ部でバッテンから切断し、バッテンをガラスシートから引き抜いた。型をクランプで固定する。
【0079】
c.)充填
型を、片側で押上シリンダー及び吸引装置によって引き上げ、そして型を傾斜した状態でバッチを充填した。型の組み立てに制限はないため、流し込みの全ての変形例が可能である。型構造の組み立ては手作業で行われる。この点については自動化は存在しないので、組み立ては融通が利く。流し込み品の種類と形状は、ガラスシートの大きさによってのみ制限されている。
【0080】
例2
0.9mmのフィラメント径及び5mmのメッシュ幅を有するSefar社のNitex 06のPAネット製の落下安全装置を有するPMMAシートを、例1に従って製造した。その後、以下の通り、それより4mmの厚みの採光ドームを作製した。シートの片面を、IR放射器を用いて180°に加熱し、張り枠に挟み込み、そして30cmの上昇高さに膨張させた。ドームの冷却後、これを型から取り出し、そしてEN 1873に従って衝撃負荷試験の準備をした(図2を参照されたい)。
【0081】
上述の規格EN 1873に従った破壊試験は、非常に良い結果を示した。−20℃の温度の場合も、破壊に対する安全性が保証されていた。
【0082】
その際、採光ドームを、0.6m、1.2m及び1.5mの異なる高さからの3回の落下試験に掛けた。
【0083】
ドームは一回目の落下試験に際してすでに破損していたにも関わらず、後続の落下試験でもドームを貫通させることはできなかった(図3を参照されたい)。
【技術分野】
【0001】
本発明は、軽量の構造エレメントとして適しており、かつ好ましくは透光性である成形体に関する。この種類の成形部材は、例えば、アクリルガラスシート製の採光ドーム(Lichtkuppeln)又は半円筒ヴォールトである。それらは、好ましくは透光性の屋根エレメントとして用いられる。オーストリア国内では、屋根作業員が、例えば、空調設備、衛星設備の修理、除雪、メンテナンス等を行う場合に、透明プラスチック製の採光ドームによって落下し、重傷を負う事故が年間平均して35件起こっている。驚くべきことに、これらの事故の10〜20パーセントが死に至っている。ドイツ国内でも、採光ドームからの落下事故が原因で犠牲者が毎年出ている。
【0002】
従来技術
DE7931201U1は、少なくとも1mmの厚みで、そのエッジが平面上にない二軸延伸されたシート形状のプラスチック製の剛性の一体成形体を記載する。これらのボディは、屋根エレメントして用いられる。
【0003】
DE9316382.7U1は、若干丸みを帯びたエッジ面に隣接する、直線的に範囲を定められた多数の平らな錐体面を含む、プラスチック製の平らなピラミッドドームを記載する。
【0004】
US4,223,493は、積層板と、該積層板を介して配置された中実の湾曲板より成る屋根エレメントを記載する。中実の湾曲板と積層板とは、スペーサーによって10mm〜40mmの間隔があけられている。
【0005】
前述の全ての成形体は、たしかに屋根エレメントとしてされるが、しかしながら、今日の安全基準を遵守するために追加的な保護を要する。これらの安全措置には以下のものが含まれる:
− 取付け用の縁部材(Aufsatzkranz)の内部に構造用鋼格子を有する全面格子構造
− 格子若しくは穴あき薄板による構造の外側全面のカバー
− ロープの固定によって屋根にいる人の落下を防ぐ、個々のストッパーポイント若しくは水平軌条を有するストッパー装置
− 全面格子構造、例えば採光ドームの周りを取り囲む四つ目垣。
【0006】
屋根へのガラス取付け若しくはガラスエレメントにおける前述の安全装置は、非常に煩雑であり、高価であるか、又は安全性が不十分である。
【0007】
追加的な安全措置を省く1つの可能性が、落下保護装置を備え付けている採光ドームの開発によって実現されていた。このために、金属フレームに留められている目の粗い金属ネットが使用されていた(図1を参照されたい)。金属フレームに設置されたこの金属ネットは、外部シェルと内部シェルとの間に留められ、該シェル間で緩められた状態にある。金属フレームの固定は、採光ドームを取付け用の縁部材と繋ぐことにより行われる。このタイプの落下保護装置は、例えば、オーストリア国内のSadler社から販売されている。
【0008】
金属ワイヤー製の上記の落下保護装置の欠点として見なされるのは、採光ドームのこれまで公知の加工法が二軸成形に限られていることである。つまり、設計家や建築家の創作の余地は著しく制限されている。更なる欠点として見られるのは、採光ドーム内の金属格子がはっきりと目に見えることである(図1を参照されたい)。
【0009】
そのうえ、採光ドームの外部シェルと内部シェルとの間に組み込まれる金属メッシュの例では、大幅な追加コストが目に見えてわかる。そのため、各々の屋根エレメントのために相応する金属メッシュ構造が作製されなければならない。さらになお、加工若しくは組立てが完全とはならないリスクも常に存在する。
【0010】
EP1029984A1には、ポリマーマトリックス中に流し込まれたプラスチックフィラメントを包含する熱可塑性プラスチック製の成形体が記載される。これらの成形体は騒音防止壁として使用され、その際、フィラメントは、衝撃を受けた際の剥落を回避するという目的に適っている。これは、剥離破片がフィラメントに付着することによって達成される。騒音防止壁内では、バードストライク問題を回避するために、良く目に見える着色フィラメントが使用される。この原則に従った成形体は屋根材として適しておらず、それというのも、それらは、あまりにも重く、はっきりとした陰影を生み、屋根材のための安全要件も満たさないからである。
【0011】
課題
それゆえ、上で議論した従来技術に鑑みて、屋根材若しくは危険エリア内での分離エレメントの製造のために使用されることができ、かつ前で議論した欠点を有さないか又は僅かな程度でしか有さない成形体を提供する課題が存在していた。特別な課題は、追加的に安全措置なしに安全要件を満たす成形体を開発することにあった。更なる特別な課題は、追加的な安全措置なしに安全要件を満たし、かつ同時に軽量であり、かつ加工し易く、並びに公知の成形体と比較して減少した陰影を示す成形体を開発することであった。
【0012】
明示されていない更なる課題は、あとに続く実施例、発明の詳細な説明及び特許請求の範囲の全コンテクストから明らかになる。
【0013】
これらの課題は、あとに続く発明の詳細な説明、実施例及び特許請求の範囲において詳細に定義された成形体によって解決される。
【0014】
意想外にも、発明者は、耐引裂性の適した配置物を、特別な手法で、薄いポリマーマトリックス中に組み込み、ひいては落下に対してより安全な成形体を製造することにより、屋根材のための安全要件を満たす軽量の成形体の製造が可能であることを見つけ出した。
【0015】
その際、発明者は、本発明により使用された耐引裂性の配置物が、EN 1873に従った成形体に影響を及ぼす衝撃エネルギーを吸収するために、衝撃エネルギーの方向に向かってポリマーマトリックスから切り離されることができ、かつ十分な運動自由度を有している必要があることを見出した。これは、本発明により、耐引裂性の配置物が、成形体の最長辺とその次に長い辺に沿ってネット若しくは格子若しくは織物を形成するように配置されているフィラメント及び/又はロープ及び/又はテープを包含することによって達成される。"最長辺とその次に長い辺に沿って"とは、フィラメント及び/又はロープ及び/又はテープがこれらの側と平行に配置されていなければならないことを意味しない。斜め若しくはそれ以外の配置も可能である。この文言によって、耐引裂性の配置物が存在する平面が単に定義される。
【0016】
そのうえまた、本発明により、フィラメント及び/又はロープ及び/又はテープは、可能な限り少ない交点で互いにしっかりとつながれており、有利にはどの交点でも互いにしっかりとつながれておらず、すなわち、それらは成形体が力の作用を受けたときに相互に動き合うことができるように配置されていることが保証されなければならない。換言すれば、フィラメント若しくはロープ若しくはテープは、少数の交点でのみ互いに結び付けられていてよいか又は接着されていてよいか又は他の方法でしっかりつながれていてよく、有利にはいかなる交点とも互いに結び付けられていなくてよいか又は接着されていなくてよいか又は他の方法でしっかりつながれていなくてよい。有利には、ロープ、テープ若しくはフィラメントは、交点が50%のみで、特に有利には25%未満で、極めて有利には10%未満で、殊のほか有利には5%未満で、極めて特に0%で互いにつながれている。
【0017】
それにより、本発明により使用された耐引裂性の配置物は、成形体が相応する力の作用を受けたときに、内部での及び成形体の全ての寸法においての高い運動自由度の点で際立っており、それにより、例えば、固定したネットとは著しく異なる。
【0018】
本発明による成形体は、幅広く多岐にわたった創作可能性を提供し、それというのも、耐引裂性の配置物は、有利なポリアミド以外に、他の材料、例えばPE、PP、ポリエステル等からも成っていてよいからである。
【0019】
本発明による成形体は、簡単な形状として、例えばシートとしてのみならず、二次元又は三次元に成形された形でも製造されることができる。それにより、煩雑に三次元に成形された物体、例えば採光ドームも製造されることができる。いずれの場合も、本発明による成形体は、非常に軽量であり、かつ落下に対して安全であるという点で際立っている。これは、三次元に成形された物体においては特に驚くべきことであり、それというのも、形状付与プロセスの影響を補うことに成功しているからである。
【0020】
二次元に成形された物体とは、本発明の範囲において、シート形状の成形体を1つの軸の周りで規則的に又は不規則的に曲げること及び/又は折ることによって得られる成形体と解される。その際、この軸の周りで前方や後方へ何度か湾曲させること(例えば波形)及び/又は屈曲させることも可能である。二次元に成形された成形体の例は、EP1029984A1に見出される。相応して、三次元に成形された成形体とは、シート形状の成形体を2つの軸の周りで規則的に又は不規則的に曲げること及び/又は折ることによって得られる成形体と解される(例えば採光ドーム)。その際、当然の事ながら、物体の延伸及び圧縮も行ってよい。しかしながら、本発明の意味において物体が二次元又は三次元に成形されたものと見なされるか否かを定めるために上記の定義が適用される。
【0021】
本発明による成形体、殊に三次元に成形された成形体の利点は、次のようにまとめることができる:
・ 落下安全装置が金属ワイヤー製である採光ドームとは対照的に、本発明による成形体の組立ては二軸固定に制限されていないため、設計家や建築家の創作余地がずっと広がる。
【0022】
・ 従来技術の採光ドームにおける金属格子ははっきり目に見えることから、その結果、格子の陰影によって(殊にドーム下にある作業場において)視覚上の煩わしさが生じるという問題を最小限にすることができた。
【0023】
・ 従来技術において、金属フレームの保護、例えば取付け用の縁部材とのボルト締付けは非常に慎重に行われなければならない。さもなければ、相応する保護が得られなくなるからである。これは本発明による成形部材の場合には省かれる。
【0024】
・ 従来技術の採光ドームの本質的な欠点は、試験体が衝撃を受けた後に破片が生じることである。この試験片は、たしかに金属ワイヤーによって捕捉され、抜け落ちることはできない。しかし、それにも関わらず、採光ドームの砕けた先の部分や尖った部分によって、捕捉が保証されず危険な事故につながる可能性がある。この問題も解決された。
【0025】
・ 本発明による成形体の重さは、金属フレームの重さより明らかに小さい。
【0026】
・ これまで使用されてきた金属ネットの製造プロセス若しくは組み立てプロセスは構造的にはるかに煩雑で高コストである。
【0027】
・ 本発明による成形部材は、砕けたドーム部分による落下に際して負傷する危険から最適に守り、それにより事故を起こす危険や死亡事故を回避する。
【0028】
・ 本発明による成形体は、落下を防止するにも関わらず、ほぼ完全な透光性を提供する。
【0029】
・ 採光ドーム/屋根エレメント/ガラスエレメントにおける落下安全装置の製造プロセス/組立てプロセスの簡素化による高い経済性及びコスト節約が、本発明による成形体の場合に保証されている。
【0030】
・ 本発明による成形部材は、組立てにおける総体的な解決手段であり、すなわち、落下保護のための追加的な作業工程が実施される必要はない。それというのも、相応する捕捉手段がシートに組み込まれているからである。
【0031】
・ EN 1873 class SB 450及びドイツ労災組合中央団体のGS Bau 18に則った落下保護の現行規格に適合される。
【0032】
・ 保護装置全体は、本発明による成形体の場合、単一ユニットとして単一製造業者から製造される。
【0033】
・ ドーム採光/屋根エレメント/ガラスエレメントの開閉機構は、落下保護装置によって損なわれない。
【0034】
・ 洗浄及びメンテナンスは、金属格子の特別な取り扱いが省かれることによって簡素化される。
【0035】
・ ポリマーマトリックス及び組み込まれた捕捉手段によって作り出された複合体のおかげで、裂け目が出来た場合でも材料の細分化はほとんど生じない。
【0036】
・ 本発明により使用された落下保護装置は、全方向で容易に変形させることができ、それゆえ創作自由度の点で制限はほとんど設けられない。
【0037】
・ 本発明による成形体は、単一品での解決手段を表す。金属とプラスチックとからの混合物が省かれることによって、環境に優しく、かつ再利用可能である。
【0038】
・ 本発明による成形体は、個体性及び美的に富んだ外観、並びに形状、構造及び色に関する自由なデザイン可能性を提供する。
【0039】
・ 耐久性、耐荷性及び長期耐用性、並びに屋外曝露及びUV抵抗性に対する落下保護性アクリルガラスシートの何年間にもわたる保護が保証される。
【0040】
・ 屋根エレメント以外の他の安全装置における使用可能性も保証されている。
【0041】
本発明による成形体、有利にはシート又は三次元に成形された成形体、殊に屋根エレメント、採光ドーム又は半円筒ヴォールトは、有利には熱可塑性プラスチック、特に有利にはポリ(メタ)アクリレート(PMMA)又はポリカーボネート(PC)から成る。それらは、透明、不透明、無光沢、光沢色又は着色されていてもよい。殊に有利には、それらは透明な熱可塑性プラスチックを包含する。該プラスチックは、当業者に公知の相応する添加剤、例えば耐衝撃性改良剤又は充填剤を有していてよい。
【0042】
プラスチックからの耐引裂性の配置物は、フィラメント及び/又はロープ及び/又はテープを包含し、これらは、上記の通り、成形体の面全体にわたり二次元でネット又は格子又は織物を形成するように配置されている。同様にすでに言及したように、フィラメント及び/又はロープ及び/又はテープは、いくつかの交点でのみ互いにしっかりとつながれていてよく、有利にはどの交点でも互いにしっかりとつながれていなくてもよい。さらに、耐引裂性の配置物が、一層良好な柔軟性と減衰作用とを保証するために、(DIN EN ISO 13934に従って測定して)1〜60%、特に有利には10〜60%、極めて有利には20〜50%の破断伸び率を有する場合に特に好ましいことが判明した。
【0043】
本発明により使用されたフィラメント若しくはロープは、0.001〜1.5mm、有利には0.01〜1.5mm、特に有利には0.1〜1.3mm、極めて有利には0.5〜1.2mm、殊に有利には0.7〜1.2mmの直径を有する。直径0.1mm未満の直径を有する非常に薄いフィラメントは、その際、相応する直径を有するロープへと加工される。それによって、なかでも、光が透過する際の妨げとなる陰影を最適化し、かつコストを下げることができる。そのうえ、このように非常に小さい直径が、落下保護装置を部分的にそれどころか一層改善することは意想外であった。
【0044】
本発明の第一の特別な実施形態において、本発明により使用された耐引裂性の配置物は、(DIN EN ISO 13934に従って測定して)10〜60%、有利には20〜50%の破断伸び率を有するポリアミドからの上記で定義された形態における配置物を包含する。これに関する例は、SEFAR社のネット(例えばNITEX 06)、LECO WERKE社のネット(例えば商品番号02/09000000/000/103)、Filkemp社のフィラメント(製品PA、KJ2S型、製品コード:MEADA 6000M)又はMonofil−Technik GmbH社又はPerlon Monofil GmbH社のフィラメントである。
【0045】
第二の特別な実施形態において、本発明により使用された耐引裂性の配置物は、(DIN EN ISO 13934に従って測定して)10〜60%、有利には20〜50%の破断伸び率を有するポリプロピレン(PP)からの上記で定義された形態における配置物を包含する。これに関する例は、SEFAR社のネット(例えばPROPYLTEX 05)、LECO WERKE社のPP製のネット、相応する製造業者のフィラメントである。
【0046】
第三の特別な実施形態において、本発明により使用された耐引裂性の配置物は、(DIN EN ISO 13934に従って測定して)1〜50%、有利には10〜40%の破断伸び率を有するポリエチレン(PE)からの上記で定義された形態における配置物を包含する。これに関する例は、LECO WERKE社のPE製のネットである。
【0047】
第四の特別な実施形態において、本発明により使用された耐引裂性の配置物は、(DIN EN ISO 13934に従って測定して)10〜60%、有利には20〜50%の破断伸び率を有するポリエステルからの上記で定義された形態における配置物を包含する。これに関する例は、Schilgen社のループ状メッシュ(Netz Schlingen)(例えばMonofil 161800)である。
【0048】
すでに説明したように、耐引裂性の配置物は、フィラメント及び/又はロープ及び/又はテープを包含する。ロープは、本発明によれば、公知の方法に従ってフィラメントからロープへと加工された製品を包含する。テープは、例えば、円形を有さない上記プラスチック製の押出品を包含する。
【0049】
同様にすでに言及したように、フィラメント及び/又はロープ及び/又はテープは、本発明により、成形体の面全体にわたり二次元でネット又は格子又は織物を形成するように配置されており、その際、それらは交点の一部でのみ互いにしっかりとつながれており、有利にはどの交点でも互いにしっかりとつながれていない。
【0050】
これは、例えば、本発明によるフィラメント及び/又はロープ及び/又はテープが格子を形成するように張ることによって達成され、該格子は、引き続きポリマーマトリックスで包囲する。しかし、フィラメント及び/又はロープ及び/又はテープを、公知の方法に従って、目の粗い相応する織物へと加工し、引き続きポリマーマトリックスに埋め込むことも可能である。
【0051】
ネットの場合には、交点で接着されているか又は結び付けられているネットではなく、例えば個々のフィラメントが交点で相互に動き合うことができるループ状メッシュが包含されていることを考慮する必要がある。
【0052】
フィラメント及び/又はロープ及び/又はテープは、その間隔が、そのつど1〜25mm、有利には2〜15mm、特に有利には5〜1.5mmとなるように配置されていなければならない。その際、方形のメッシュが生じる必要はない。長方形又は別様に形作られたメッシュも同様に可能である。それぞれの軸における間隔は変化してよく、軸に沿った間隔も変化してよい。これにより相応して創作の余地が大いに広がる。狭い間隔は、安全要件を遵守するのに本質的に寄与する。メッシュ幅若しくはフィラメント間隔は、成形体の大きさ及び要求に応じて適合させることができる。
【0053】
ポリマーマトリックス中への耐引裂性の配置物の導入は、有利には、まず成形体を引裂性の配置物が埋め込まれたポリマーシートの形態で製造することによって行われる。この成形体を、引き続き、複雑な形を有する成形体へと変形してよい。その際、有利な方法において、成形体は、相応する加熱装置、例えばIR放射器、空気循環炉で、又は相応する加熱板で、有利には160〜200℃の温度にもたらされる。そのようにして加熱された成形体は、その後、有利にはブロー成形によって又は真空深絞り法によって所望の二次元若しくは三次元の形状にもたらされる。その後、成形体は冷却され、かつ型から取り出される。熱源、殊にIR放射器は、片面又は両面で使用してもよい。当然の事ながら、当業者に公知の他の成形法も使用されることができる。
【0054】
ポリマーシートは、有利には流し込み法に従って製造される。
【0055】
本発明による成形体は、どちらからといえば薄壁であり、それにより軽量かつ低コストである。それゆえ、有利には、それらは最厚部で1〜15mmの厚みを有し、特に有利には2〜12mmの厚み、極めて有利には3〜10mmの厚みを有する。
【0056】
安全性をなお一層改善するために、本発明による成形体は、有利には最厚部での成形体の厚み対フィラメント/ロープの直径若しくはテープの厚みからの比を、20:1〜5:1、有利には15:1〜5:1の範囲で有する。
【0057】
さらに、本発明による成形体を用いて、落下に対して安全な、小さい半径と同時に僅かな厚みを有する三次元に成形された物体を製造することに成功する。上昇高さ(Stichhoehe)対成形体の厚みからの比は、最厚部で150:1、有利には100:1、特に有利には75:1の範囲にある。
【0058】
メタ(アクリレート)
(メタ)アクリレートモノマーの特に有利な群は(メタ)アクリレートである(メタ)アクリレートとの言い回しは、メタクリレート及びアクリレート並びに双方からの混合物を包含する。これらのモノマーは広く知られている。これらに属しているのは、なかでも、飽和アルコール類から誘導されている(メタ)アクリレート、例えばメチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、t−ブチル(メタ)アクリレート、ブトキシメチル(メタ)アクリレート、ペンチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、ヘプチル(メタ)アクリレート、オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、イソデシル(メタ)アクリレート、テトラヒドロフルフリル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート及び2−エチルヘキシル(メタ)アクリレート;不飽和アルコール類から誘導されている(メタ)アクリレート、例えばオレイル(メタ)アクリレート、2−プロピニル(メタ)アクリレート、アリル(メタ)アクリレート、ビニル(メタ)アクリレート;アリール(メタ)アクリレート、例えばベンジル(メタ)アクリレート又はフェニル(メタ)アクリレート、その際、アリール基は、そのつど置換されていないか又は4箇所まで置換されていてよい;シクロアルキル(メタ)アクリレート、例えば3−ビニルシクロヘキシル(メタ)アクリレート、ボルニル(メタ)アクリレート;イソボルニル(メタ)アクリレート、ヒドロキシアルキル(メタ)アクリレート、例えば3−ヒドロキシプロピル(メタ)アクリレート、3,4−ジヒドロキシブチル(メタ)アクリレート、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート;グリコールジ(メタ)アクリレート、例えば1,4−ブタンジオール(メタ)アクリレート、エーテルアルコールの(メタ)アクリレート、例えばテトラヒドロフルフリル(メタ)アクリレート、ビニルオキシエトキシエチル(メタ)アクリレート;(メタ)アクリル酸のアミド及びニトリル、例えばN−(3−ジメチルアミノプロピル)(メタ)アクリルアミド、N−(ジエチルホスホノ)(メタ)アクリルアミド、1−メタクリロイルアミド−2−メチル−2−プロパノール;硫黄含有メタクリレート、例えばエチルスルフィニル(メタ)アクリレート、4−チオシアナトブチル(メタ)アクリレート、エチルスルホニルエチル(メタ)アクリレート、チオシアナトメチル(メタ)アクリレート、メチルスルフィニルメチル(メタ)アクリレート、ビス((メタ)アクリロイルオキシエチル)スルフィド;多価(メタ)アクリレート、例えばトリメチロイルプロパントリ(メタ)アクリレートである。これらのモノマーは、単独で又は混合物として使用されることができる。この場合、メタクリレート及びアクリル酸エステルを含有する混合物が特に有利である。
【0059】
ポリカーボネート
特に有利な更なるモノマーはポリカーボネートである。ポリカーボネートは専門家達に公知である。ポリカーボネートは、形式上、炭酸と脂肪族又は芳香族のジヒドロキシ化合物とからのポリエステルと見なすことができる。それらは、ジグリコール又はビスフェノールとホスゲン若しくは炭酸ジエステルとを重縮合若しくはエステル交換反応によって反応させることにより容易に入手される。この場合、ビスフェノール類から誘導されているポリカーボナートが有利である。これらのビスフェノール類に属しているのは、殊に2,2−ビス−(4−ヒドロキシフェニル)−プロパン(ビスフェノール A)、2,2−ビス−(4−ヒドロキシフェニル)−ブタン(ビスフェノール B)、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン(ビスフェノール C)、2,2'−メチレンジフェノール(ビスフェノール F)、2,2−ビス(3,5−ジブロモ−4−ヒドロキシフェニル)プロパン(テトラブロモビスフェノール A)及び2,2−ビス(3,5−ジメチル−4−ヒドロキシフェニル)プロパン(テトラメチルビスフェノール A)である。
【0060】
通常、このような芳香族ポリカーボネートは、界面重縮合又はエステル交換反応によって製造され、その際、詳細はEncycl.Polym.Sci.Engng.11,648頁〜718頁に、又はUllmann's Encyclopedia of Industrial Chemistry,7th edition(2009)の記事"Polycarbonates"に記されている。
【0061】
界面重縮合の場合、ビスフェノールは、アルカリ水溶液として、不活性有機溶剤、例えばメチレンクロリド、クロロベンゼン又はテトラヒドロフラン中で乳化させられ、そして多段反応においてホスゲンと反応させられる。触媒としてアミンが用いられ、立体障害ビスフェノールの場合、相間移動触媒も用いられる。結果生じるポリマーは、使用された有機溶剤中に溶ける。
【0062】
ビスフェノール類の選択により、ポリマーの特性は幅広く変化させられることができる。種々のビスフェノール類が同時に使用される場合、多段重縮合においてブロックポリマーも合成させることができる。
【0063】
ポリカーボネートは、例えば、商標MAKROLON(R)の名称でBayer MaterialScience社より又は商標LEXAN(R)の名称でSabic社より販売されている。ポリカーボネートはアモルファスの熱可塑性成形材料であり、かつ熱可塑性樹脂にとって慣例の全ての方法、例えば射出成形又は押出成形により加工することができる。加工温度は、射出成形の場合、摂氏約280度〜摂氏320度であり、かつ押出成形の場合、摂氏約240度〜摂氏約280度である。成形材料の加工前に、成形材料の残留湿分が乾燥によって0.01質量%を下回る値にもたらされなければならない。
【0064】
本発明による成形体は、すでに言及したように、プラスチックからの耐引裂性の配置物をマトリックス材料のプラスチック中に流し込むことによって製造されることができる。
【0065】
好ましくは、耐引裂性の配置物は、そのつどの測定点での成形体の厚みを基準として、中心から±50%、有利には±25%、特に有利には±10%、極めて有利には±5%によって定義された範囲に挿入される。
【0066】
選択的な実施形態において、耐引裂性の配置物は、本発明による成形体の外側表面の1mm下側に挿入される。
【0067】
プラスチックからの耐引裂性の配置物の正しい位置を保証できるように、スペーサーが、有利には+/−0.1mmの許容誤差で製造及び導入されることができる。
【0068】
本発明による成形体は、すでに流し込まれた耐引裂性の配置物とともに二次元又は三次元の変形が可能であり、かつ同時に落下に対する安全性を保証できるという特別な利点を有する。
【0069】
本発明による成形体は、有利には屋根エレメント、特に有利には採光ドームである。しかし、本発明による成形体は、危険エリア内での分離エレメントとして、例えばバルコニー外装仕上げ、欄干外装仕上げ(点灯されているものも含む)、スキーリフト落下安全装置、ネットを有するファサードパネル、屋根用エレメント、バス用のパーティション、トラクターガラス、マシーン保護、プール用保護カバー、高速道路上の非常用電話のケーシング、工事現場用安全装置、スタジアム用安全バリアー装置、波形屋根、カーポート、安全屋根ガラス、キャビン用ガラス、船舶用安全ガラス、歩行橋、窓ふき用の安全キャビン、工作機械用ガラス、ロボット操作用セルとしても使用することができる。
【0070】
測定法:
落下安全性を、EN 1873 6.4.2.2.1の規格に則って試験する。この試験は、実験室環境内で、60cm〜240cmの規定の高さから落とされる50kgの重さの球状円錐形の袋によって衝撃を与えた場合の、成形体の特性を評価するという目的に適っている。>300mmの直径を有する球形の検定ゲージが、衝撃によって生じた隙間を抜け落ちてはならない。それにより、試験に際して>300mmの直径を有する開口部が採光ドーム内に生じてはならない。
【0071】
あとに続く例は、本発明をより理解し易くするのに適っているが、しかし、決して本発明を限定するものではない。
【図面の簡単な説明】
【0072】
【図1】金属メッシュによる落下安全装置を有する従来技術の採光ドーム
【図2】本発明による採光ドーム
【図3】破壊試験後の本発明による採光ドーム
【0073】
実施例
例1:
落下安全装置を有する本発明によるプレキシガラスの水浴法における製造
【0074】
a)プロセスの全般的な説明
水浴法において、キャストアクリルガラスを製造する。その際、流し込みは2枚の成形ガラスシートの間で行う。まず、型をPVC(又はこれに類似するもの)製のシールストリップでシールし、クランプによって固定する。その後、この型にプレポリマー又はMMA(バッチ)を充填する。バッチには、重合のためによく用いられる添加剤が含まれていてよい。重合は、水槽又は強制空気炉内で行う。水浴中での重合の場合、プロセスは後重合のための炉内で終える。強制空気炉内では、全ての作業は手順を制御して行う。
【0075】
b)プロセスの詳細な説明
【0076】
b.a)型構造
【0077】
b.a.a)耐引裂性の配置物としてネットを備える
シールストリップを下方のガラスシートに施与する。その後、落下保護用のネットをガラスシート上に敷設し、完全したシート内で所望の位置を占めるように固定する。上方ガラスシートを下方ガラスシート上に位置決めし、そしてクランプを用いて型を閉ざす。
【0078】
b.a.b)耐引裂性の配置物としてのポリアミドフィラメントを備える
シールストリップを下方ガラスシートに施与する。その後、前もってバッテン(Leisten)に正確に定義された間隔で取り付けていたポリアミドフィラメントを、該バッテンによってガラスシートに張り出し、そしてガラスエッジ部で固定する。型を上方のガラスシートで閉じ、そしてラムによって固定する。ポリアミドフィラメントを、ガラスエッジ部でバッテンから切断し、バッテンをガラスシートから引き抜いた。型をクランプで固定する。
【0079】
c.)充填
型を、片側で押上シリンダー及び吸引装置によって引き上げ、そして型を傾斜した状態でバッチを充填した。型の組み立てに制限はないため、流し込みの全ての変形例が可能である。型構造の組み立ては手作業で行われる。この点については自動化は存在しないので、組み立ては融通が利く。流し込み品の種類と形状は、ガラスシートの大きさによってのみ制限されている。
【0080】
例2
0.9mmのフィラメント径及び5mmのメッシュ幅を有するSefar社のNitex 06のPAネット製の落下安全装置を有するPMMAシートを、例1に従って製造した。その後、以下の通り、それより4mmの厚みの採光ドームを作製した。シートの片面を、IR放射器を用いて180°に加熱し、張り枠に挟み込み、そして30cmの上昇高さに膨張させた。ドームの冷却後、これを型から取り出し、そしてEN 1873に従って衝撃負荷試験の準備をした(図2を参照されたい)。
【0081】
上述の規格EN 1873に従った破壊試験は、非常に良い結果を示した。−20℃の温度の場合も、破壊に対する安全性が保証されていた。
【0082】
その際、採光ドームを、0.6m、1.2m及び1.5mの異なる高さからの3回の落下試験に掛けた。
【0083】
ドームは一回目の落下試験に際してすでに破損していたにも関わらず、後続の落下試験でもドームを貫通させることはできなかった(図3を参照されたい)。
【特許請求の範囲】
【請求項1】
成形体であって、該成形体が、
− 1〜15mmの厚みを有し、
− 落下を防止するように形が整えられており、
− 熱可塑性プラスチックからのマトリックス中に埋め込まれている、プラスチックからの耐引裂性の配置物を有する成形体において、その際、
・ 耐引裂性の配置物が、フィラメント及び/又はロープ及び/又はテープを包含し、これらは、ネット又は格子又は織物を形成するように、成形体の最長辺とその次に長い辺に沿って二次元に配置されており、
・ フィラメント及び/又はロープ及び/又はテープの間隔が、そのつど1〜25mmであり、
・ フィラメント/ロープの直径若しくはテープの厚みが、0.1〜1.5mmであり、
・ フィラメント及び/又はロープ及び/又はテープが、交点の一部でのみ互いにしっかりとつながれており、有利にはどの交点でも互いにしっかりとつながれておらず、すなわち、フィラメント及び/又はロープ及び/又はテープは、成形体に力が作用したときに相互に動き合うことができる、ことを特徴とする成形体。
【請求項2】
透明な又は不透明な、着色された又は着色されていないシートであることを特徴とする、請求項1記載の成形体。
【請求項3】
透明な又は不透明な、着色された又は着色されていない二次元又は三次元に成形された成形体であることを特徴とする、請求項1記載の成形体。
【請求項4】
上昇高さと成形体の最厚部での厚みとからの比が、150:1、有利には100:1、特に有利には75:1の範囲にあることを特徴とする、請求項3記載の成形体。
【請求項5】
屋根エレメント、有利には採光ドーム又は半円筒ヴォールトであることを特徴とする、請求項3又は4記載の成形体。
【請求項6】
耐引裂性の配置物が、ポリアミド、PP、PE又はポリエステルから成ることを特徴とする、請求項1から5までのいずれか1項記載の成形体。
【請求項7】
成形体の最厚部での厚みとフィラメント/ロープの直径とからの比が、20:1〜5:1、有利には15:1〜5:1の範囲にあることを特徴とする、請求項1から6までのいずれか1項記載の成形体。
【請求項8】
(DIN EN ISO 13934に従って測定して)1〜60%、特に有利には10〜60%、極めて有利には20〜50%の破断伸び率を有することを特徴とする、請求項1から7までのいずれか1項記載の成形体。
【請求項9】
熱可塑性プラスチックが、(メタ)アクリレート又はポリカーボネートであることを特徴とする、請求項1から8までのいずれか1項記載の成形体。
【請求項10】
耐引裂性の配置物に熱可塑性プラスチックを流し込み、それによりシート又は二次元若しくは三次元に成形された成形体を得ることを特徴とする、請求項1から9までのいずれか1項記載の成形体の製造法。
【請求項11】
二次元又は三次元に成形された成形体を、耐引裂性の配置物がすでに流し込まれたシートから製造することを特徴とする、請求項10記載の方法。
【請求項12】
シートを有利には160〜200℃の温度に加熱し、その後、ブロー成形によって又は真空深絞り法によって所望の二次元又は三次元の形状をもたらし、引き続き冷却し、そして型から取り出すことを特徴とする、請求項11記載の方法。
【請求項13】
耐引裂性の配置物の位置を、スペーサーによって固定することを特徴とする、請求項10から12までのいずれか1項記載の方法。
【請求項14】
バルコニー外装仕上げ、欄干外装仕上げ(点灯されているものも含む)、スキーリフト落下安全装置、ネットを有するファサードパネル、屋根用エレメント、バス内のパーティション、トラクターガラス、マシーン保護物、プール用保護カバー、高速道路上の非常用電話のケーシング、工事現場用安全装置、スタジアムの安全バリアー装置、波形屋根、安全屋根ガラス、カーポート、キャビン用ガラス、船舶用安全ガラス、歩行橋、窓ふき用の安全キャビン、工作機械用ガラス、ロボット操作用セルとしての、請求項1から9までのいずれか1項記載の成形部材の使用。
【請求項1】
成形体であって、該成形体が、
− 1〜15mmの厚みを有し、
− 落下を防止するように形が整えられており、
− 熱可塑性プラスチックからのマトリックス中に埋め込まれている、プラスチックからの耐引裂性の配置物を有する成形体において、その際、
・ 耐引裂性の配置物が、フィラメント及び/又はロープ及び/又はテープを包含し、これらは、ネット又は格子又は織物を形成するように、成形体の最長辺とその次に長い辺に沿って二次元に配置されており、
・ フィラメント及び/又はロープ及び/又はテープの間隔が、そのつど1〜25mmであり、
・ フィラメント/ロープの直径若しくはテープの厚みが、0.1〜1.5mmであり、
・ フィラメント及び/又はロープ及び/又はテープが、交点の一部でのみ互いにしっかりとつながれており、有利にはどの交点でも互いにしっかりとつながれておらず、すなわち、フィラメント及び/又はロープ及び/又はテープは、成形体に力が作用したときに相互に動き合うことができる、ことを特徴とする成形体。
【請求項2】
透明な又は不透明な、着色された又は着色されていないシートであることを特徴とする、請求項1記載の成形体。
【請求項3】
透明な又は不透明な、着色された又は着色されていない二次元又は三次元に成形された成形体であることを特徴とする、請求項1記載の成形体。
【請求項4】
上昇高さと成形体の最厚部での厚みとからの比が、150:1、有利には100:1、特に有利には75:1の範囲にあることを特徴とする、請求項3記載の成形体。
【請求項5】
屋根エレメント、有利には採光ドーム又は半円筒ヴォールトであることを特徴とする、請求項3又は4記載の成形体。
【請求項6】
耐引裂性の配置物が、ポリアミド、PP、PE又はポリエステルから成ることを特徴とする、請求項1から5までのいずれか1項記載の成形体。
【請求項7】
成形体の最厚部での厚みとフィラメント/ロープの直径とからの比が、20:1〜5:1、有利には15:1〜5:1の範囲にあることを特徴とする、請求項1から6までのいずれか1項記載の成形体。
【請求項8】
(DIN EN ISO 13934に従って測定して)1〜60%、特に有利には10〜60%、極めて有利には20〜50%の破断伸び率を有することを特徴とする、請求項1から7までのいずれか1項記載の成形体。
【請求項9】
熱可塑性プラスチックが、(メタ)アクリレート又はポリカーボネートであることを特徴とする、請求項1から8までのいずれか1項記載の成形体。
【請求項10】
耐引裂性の配置物に熱可塑性プラスチックを流し込み、それによりシート又は二次元若しくは三次元に成形された成形体を得ることを特徴とする、請求項1から9までのいずれか1項記載の成形体の製造法。
【請求項11】
二次元又は三次元に成形された成形体を、耐引裂性の配置物がすでに流し込まれたシートから製造することを特徴とする、請求項10記載の方法。
【請求項12】
シートを有利には160〜200℃の温度に加熱し、その後、ブロー成形によって又は真空深絞り法によって所望の二次元又は三次元の形状をもたらし、引き続き冷却し、そして型から取り出すことを特徴とする、請求項11記載の方法。
【請求項13】
耐引裂性の配置物の位置を、スペーサーによって固定することを特徴とする、請求項10から12までのいずれか1項記載の方法。
【請求項14】
バルコニー外装仕上げ、欄干外装仕上げ(点灯されているものも含む)、スキーリフト落下安全装置、ネットを有するファサードパネル、屋根用エレメント、バス内のパーティション、トラクターガラス、マシーン保護物、プール用保護カバー、高速道路上の非常用電話のケーシング、工事現場用安全装置、スタジアムの安全バリアー装置、波形屋根、安全屋根ガラス、カーポート、キャビン用ガラス、船舶用安全ガラス、歩行橋、窓ふき用の安全キャビン、工作機械用ガラス、ロボット操作用セルとしての、請求項1から9までのいずれか1項記載の成形部材の使用。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2013−521152(P2013−521152A)
【公表日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2012−555344(P2012−555344)
【出願日】平成23年2月4日(2011.2.4)
【国際出願番号】PCT/EP2011/051648
【国際公開番号】WO2011/107315
【国際公開日】平成23年9月9日(2011.9.9)
【出願人】(390009128)エボニック レーム ゲゼルシャフト ミット ベシュレンクテル ハフツング (293)
【氏名又は名称原語表記】Evonik Roehm GmbH
【住所又は居所原語表記】Kirschenallee, D−64293 Darmstadt, Germany
【Fターム(参考)】
【公表日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年2月4日(2011.2.4)
【国際出願番号】PCT/EP2011/051648
【国際公開番号】WO2011/107315
【国際公開日】平成23年9月9日(2011.9.9)
【出願人】(390009128)エボニック レーム ゲゼルシャフト ミット ベシュレンクテル ハフツング (293)
【氏名又は名称原語表記】Evonik Roehm GmbH
【住所又は居所原語表記】Kirschenallee, D−64293 Darmstadt, Germany
【Fターム(参考)】
[ Back to top ]