
金属充填微細構造体およびその製造方法
【課題】反りが低減し、機械的強度が高くなり、平坦性が向上する金属充填微細構造体、および、その製造方法の提供。
【解決手段】1×106〜1×1010/mm2の密度で、孔径10〜5000nm、深さ50〜1000μmの貫通孔を有する絶縁性基材からなる貫通構造体の貫通孔内部に、貫通孔の深さの80%以上の深さまで金属が充填されている金属充填微細構造体とその製造方法。
【解決手段】1×106〜1×1010/mm2の密度で、孔径10〜5000nm、深さ50〜1000μmの貫通孔を有する絶縁性基材からなる貫通構造体の貫通孔内部に、貫通孔の深さの80%以上の深さまで金属が充填されている金属充填微細構造体とその製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属充填微細構造体およびその製造方法に関する。より具体的には、マイクロポア貫通孔を有する絶縁性基材からなる微細構造体であって、該マイクロポア貫通孔に金属が深さ方向に高い充填率で充填された金属充填微細構造体およびその製造方法に関する。
【背景技術】
【0002】
異方導電性部材は、半導体素子等の電子部品と回路基板との間に挿入し、加圧するだけで電子部品と回路基板間の電気的接続が得られるため、半導体素子等の電子部品等の接続部材及び機能検査を行う際の検査用コネクタ等、広く使用されているほか、光伝送素材の用途としても応用が期待でき、注目度が高い部材である。
【0003】
特に半導体素子等の電子接続部材は、そのダウンサイジング化が顕著であり、従来のワイヤーボンディングのような直接配線基板を接続するような方式では、接続の安定性を十分に保証することができない。これに代わり近年注目されているのが異方導電性部材であり、絶縁素材の皮膜中に導電性部材が貫通林立したタイプや、金属球を配置したタイプのものが注目されている。
【0004】
また、半導体素子等の電子部品を、実装時と同様のポジションで回路基板に異方導電性部材を検査用コネクタとして介して接触させて機能検査を行うことで、電子部品を回路基板上に実装せずに、機能検査を実施でき、実装した後に電子部品が不良であった場合に、回路基板も共に処分されるという問題を回避することができる。
【0005】
このような異方導電性部材として、特許文献1には、「接着性絶縁材料からなるフィルム基板中に、導電性材料からなる複数の導通路が、互いに絶縁された状態で、かつ該フィルム基板を厚み方向に貫通した状態で配置され、フィルム基板の長手方向と平行な導通路の断面における形状の外周上の2点間の最大長の平均が10〜30μmであり、隣接する導通路の間隔が、上記最大長の平均の0.5〜3倍であることを特徴とする異方導電性フィルム。」が開示されている。
【0006】
また、特許文献2には、「絶縁性樹脂よりなるフィルム基材中に、複数の導通路が、互いに絶縁されて、該フィルム基材を厚み方向に貫通し、かつ、千鳥配列で配置されている、異方導電性フィルムであって、導通路列内の導通路間距離よりも、隣り合う導通路列間での導通路間距離が小さいことを特徴とする、異方導電性フィルム。」が開示されている。
【0007】
このような異方導電性フィルムの製造方法として、特許文献1および2には、異方導電性材料の細線を絶縁性フィルム上に挟み込んだ後、加熱及び加圧により一体化し、厚み方向にスクライブする方法が開示されている。
また、特許文献3には、レジストとマスクを用いて導電性の柱を電鋳で作製し、これに絶縁性素材を流し込み硬化させることで異方導電性フィルムを製造する方法が検討されている。
【0008】
近年、半導体素子等の電子部品は、高集積化が一層進むことに伴い、電極(端子)サイズはより小さくなり、電極(端子)数はより増加し、端子間の距離もより狭くなってきている。また、狭ピッチで多数配置されている各端子の表面が本体表面よりも奥まった位置にある表面構造の電子部品も現れてきている。
そのため、このような電子部品に対応できるよう、異方導電性部材における導通路もその外径(太さ)をより小さくし、かつ、狭ピッチで配列させる必要が生じている。
しかしながら、上記特許文献1〜3等に記載されている異方導電性フィルムを製造する方法では、導通路のサイズを小さくすることは非常に困難であり、狭ピッチでサイズが小さい導通路を得るのは困難である。
一方、狭ピッチでサイズが小さいマイクロポアを有する微細構造体に金属を充填することは知られているが、マイクロポアの深さ方向に高い充填率で金属を充填した材料およびその製造方法は知られていない。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2000−012619号公報
【特許文献2】特開2005−085634号公報
【特許文献3】特開2002−134570号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
したがって、本発明は、導通路の設置密度を飛躍的に向上させ、高集積化が一層進んだ現在においても半導体素子等の電子部品の検査用コネクタ等として使用することができる狭ピッチに対応した異方導電性部材として使用可能な、マイクロポア貫通孔を有する絶縁性基材からなり、該マイクロポア貫通孔に金属が深さ方向に高い充填率で充填された微細構造体、および、その製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者は、上記目的を達成すべく鋭意研究した結果、マイクロポア貫通孔を有する絶縁性基材に金属を充填させる際に、充填金属の高さが貫通孔の深さの0.01%〜1%めっきした非常に初期のめっき状態の高さの誤差が所定範囲以下であれば、その後の深さ方向の金属のめっき充填率が高くなることを知見した。また、めっきしようとする部分以上の被めっき部分を所定範囲設けてめっきすれば、初期のめっき高さの誤差も少なくなり、マイクロポア貫通孔の深さ方向の金属の充填のバラツキが少なくなり、従来得られなかった深さ方向の充填率の高い金属充填微細構造体が得られることを知見し、本発明を完成させた。
【0012】
すなわち、本発明は、以下の(1)〜(9)を提供する。
(1)1×106〜1×1010/mm2の密度で、孔径10〜5000nm、深さ50〜1000μmの貫通孔を有する絶縁性基材からなる貫通構造体の貫通孔内部に、貫通孔の深さの80%以上の深さまで金属が充填されていることを特徴とする金属充填微細構造体。
(2)前記貫通孔のアスペクト比が100以上である、(1)に記載の金属充填微細構造体。
(3)前記貫通構造体がアルミナを主とした成分である、(1)または(2)に記載の金属充填微細構造体。
(4)前記貫通構造体がアルミニウムの陽極酸化により得られた微細構造体である(1)〜(3)のいずれかに記載の金属充填微細構造体。
(5)前記(1)〜(4)のいずれかの金属充填微細構造体を製造する金属充填微細構造体の製造方法であって、少なくとも、
前記貫通孔への金属の充填が電解めっき方法により施され、
前記電解めっき処理時において、該電解めっきが少なくとも下記工程(A)、(B)の順で行われる、金属充填微細構造体の製造方法。
電解めっき工程(A):充填金属の高さが貫通孔の深さの0.01%〜1%まで電解めっきを行い、その時点で、充填金属の高さの平均値からの誤差が30%以内である、
電解めっき工程(B):工程(A)で行った電解めっき時よりも低い電流密度で、電解めっきする。
(6)前記電解めっき工程において、前記貫通構造体の周囲に下記式(i)により定義される最低面積以上の被めっき部分を設ける、(5)に記載の金属充填微細構造体の製造方法:
最低面積(mm2)=C(mm)×1(mm) (i)
前記式(i)中、Cは、貫通構造体の外周長を表す。
(7)前記貫通構造体の底面に形成した電極膜に接する陰極と、該陰極に対抗する対抗電極とを用いて前記貫通構造体をめっきする際に、前記貫通構造体のめっきされる平面の面積より前記最低面積以上大きな陰極を用いて、前記貫通構造体の周囲に前記最低面積以上の被めっき部分を設ける(6)に記載の金属充填微細構造体の製造方法。
(8)前記電解めっきにおいて、めっき液の平均流速が3cm/sec〜200cm/secである、(5)〜(7)のいずれかに記載の金属充填微細構造体の製造方法。
(9)前記電解めっきにおいて、前記貫通構造体が少なくとも回転、または移動、もしくは振動する、(5)〜(8)のいずれかに記載の金属充填微細構造体の製造方法。
(10)前記貫通構造体の底面に形成した電極膜に接する陰極と、該陰極に対抗する対抗電極とを用いて前記貫通構造体をめっきする際に、前記貫通構造体のめっきされる平面の面積と前記貫通構造体の周囲に設けた被めっき部分の面積との和より小さい面積を持つ対抗電極を用いてめっきする(6)〜(9)のいずれかに記載の金属充填微細構造体の製造方法。
(11)上記(5)〜(10)のいずれかに記載の製造方法で得られた1×106〜1×1010/mm2の密度で、孔径10〜5000nm、深さ50〜1000μmの貫通孔を有する絶縁性基材からなる貫通構造体の貫通孔内部に、貫通孔の深さの80%以上の深さまで金属が充填されている金属充填微細構造体。
【発明の効果】
【0013】
以下に示すように、本発明によれば、マイクロポアを有する貫通構造体の金属の深さ方向の充填率を向上させ、未充填部分の体積が大幅に減ることで、金属充填微細構造体の反りが低減し、機械的強度が高くなり、平坦性が向上するという効果が得られる。
また、未充填部分への異物混入量が低減し、洗浄の簡略化が可能となる。
【図面の簡単な説明】
【0014】
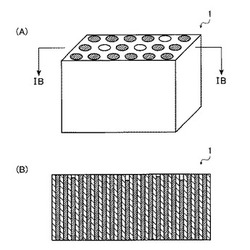
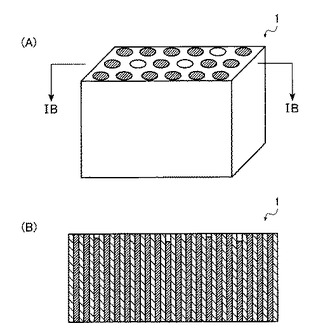
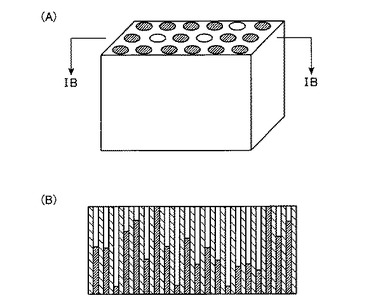
【図1】図1(A),(B)は、本発明の金属充填微細構造体の好適な実施態様の一例を示す概略図であり、図1(A)は斜視図、図1(B)は図1(A)の切断面線IB−IBからみた断面を説明する概略図である。
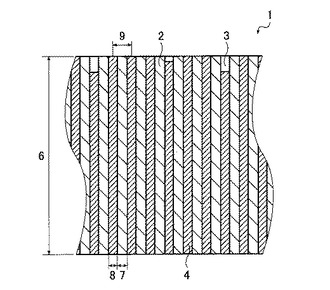
【図2】図2は、図1(B)の部分拡大説明図である。
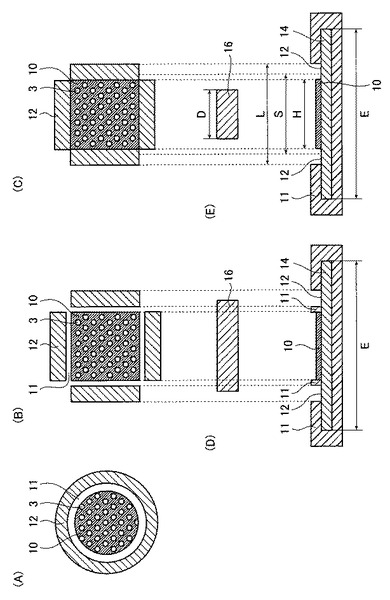
【図3】図3(A)は、めっきされる部分を説明する平面図であり、図3(B)と(D)および図3(C)と(E)は、本発明の製造方法におけるめっきされる部分とめっき時の配置の関係を説明する模式的な平面図と立面断面図である。
【図4】図4は、貫通孔としてのマイクロポアの密度の計算方法を説明する図である。
【図5】図5(A),(B)は、従来の微細構造体に金属を充填した状態を示す概略図であり、図5(A)は斜視図、図5(B)は図5(A)の切断面線IB−IBからみた断面を説明する概略図である。
【発明を実施するための形態】
【0015】
以下に、本発明の金属充填微細構造体およびその製造方法について詳細に説明する。
本発明の金属充填微細構造体は、1×106〜1×1010/mm2の密度で、孔径10〜5000nm、深さ50〜1000μmの貫通孔を有する絶縁性基材からなる微細構造体であって、該マイクロポア貫通孔内部に、深さ方向の充填率80%以上で金属が充填されている。
【0016】
本出願人は先に特願2008−189799号出願明細書(特開2009‐283431号公報)で、マイクロポア貫通孔内部に、充填率80%以上で金属が充填されている微細構造体を記載した。この明細書の段落0030で、「ここで金属の充填率は、絶縁性基材の表面をSEMで観察し、視野内における全マイクロポア貫通孔の数に対する、金属が充填されているマイクロポア貫通孔の数を比率計算することで求めることができる。」と記載される。すなわちここでの充填率は、微細構造体の表面での平面方向で見た充填率であり、貫通孔の深さ方向の充填率を示す未充填部分の高さは検討されていない。従来貫通孔の表面での平面方向で見た充填率や深さ方向やでの充填率は検討されていないので、模式的な図では100%充填されているような図が記載されている例があるが、実際には深さ方向の充填率を上げることは非常に困難であった。たとえば図5(A)はこのような微細構造体の一例の斜視図であり、図5(B)はその深さ方向の断面を説明する概略図を示す。図5(B)の場合は、すべてのマイクロポアが金属で充填されているので、表面での平面方向で見た充填率(以下、平面充填率という)であらわすと全マイクロポア貫通孔の数に対する、金属が充填されているマイクロポア貫通孔の数である平面充填率は100%になる。しかし図5(B)に示す深さ方向の充填率は満足できるものではなかった。
【0017】
図1は、本発明の金属充填微細構造体の好適な実施態様の一例を示す斜視図と深さ方向の断面図を示す。図1(A)は斜視図、図1(B)は図1(A)の切断面線IB−IBからみた断面を説明する概略図である。
本発明の金属充填微細構造体1は、図2に拡大説明図で示すように、マイクロポア貫通孔3を有する絶縁性基材2において、該マイクロポア貫通孔3には、深さ方向に80%以上の深さまで金属4が充填されている。図2の金属充填微細構造体1の場合、金属充填微細構造体の平面充填率は100%である。
ここで、マイクロポア貫通孔の深さ方向の金属の充填率(以下、深さ充填率という)は、金属充填微細構造体を貫通孔の深さ方向に対してFIBで切削加工し、その切削面をFE−SEMで観察し、充填高さを所定数の個所で観察し、充填高さの平均値を計算して、当該所定数個の貫通孔の深さの平均値で割り、%を求めることができる。
本発明の金属充填微細構造体1を異方導電性部材として用いる場合、金属4が充填されたマイクロポア貫通孔3が該異方導電性部材の導通路をなす。
【0018】
次に、微細構造体の各構成要素について、材料、寸法等について説明する。以下で複数のものの寸法その他の記載は特に断らない限り所望の範囲の平均値を意味する。
【0019】
[貫通構造体]
本発明の金属充填微細構造体1は、貫通構造体10のマイクロポア貫通孔3内に金属が充填されたものである。貫通構造体10は、マイクロポア貫通孔3を有する絶縁性基材2で構成されている。マイクロポア貫通孔3は、好ましくは孔径10〜5000nm、深さ50〜1000μm、密度1×106〜1×1010/mm2で絶縁性基材2中の厚さ方向に存在する。ここで、絶縁性基材は、従来公知の異方導電性フィルム等を構成する絶縁性基材(例えば、熱可塑性エラストマー等)と同程度の電気抵抗率(1014Ω・cm)を有するものであればよい。
絶縁性基材は、上記を満たす限り特に限定されないが、所望の孔径を有する独立したマイクロポア貫通孔3が得られ、しかも、高アスペクト比のマイクロポア貫通孔3を得られることから、金属の陽極酸化により形成される酸化皮膜が好ましく、陽極酸化される金属はいわゆるバルブ金属と呼ばれる。アルミニウム、タンタル、チタン、ニオブ、亜鉛、ジルコニウム、ハフニウム、タングステン、ビスマスが例示され、その中でも寸法安定性がよく、比較的安価であることからアルミニウムの陽極酸化により得られるアルミナ基材が特に好ましい。
【0020】
また、本発明の金属充填微細構造体1において、金属4が充填されるマイクロポア貫通孔3は、絶縁性基材2によって互いに絶縁された状態で存在するものであるが、その密度は1×106〜1×1010/mm2である。
マイクロポア貫通孔3の密度がこの範囲にあることにより、本発明の微細構造体は高集積化が一層進んだ現在においても半導体素子等の電子部品の検査用コネクタ等として使用することができる。
マイクロポア貫通孔3の密度が、2×106〜8×109/mm2であるのが好ましく、5×106〜5×109/mm2であるのがより好ましい。
【0021】
本発明の金属充填微細構造体1において、マイクロポア貫通孔3の孔径(図2においては符号8で表される部分)が10〜5000nmである。
マイクロポア貫通孔3の孔径がこの範囲であると、電気信号を流した際に十分な応答を得ることができるため、本発明の金属充填微細構造体1を電子部品の検査用コネクタとして好適に用いることができる。
マイクロポア貫通孔3の孔径は、10〜3000nmであるのが好ましく、10〜1000nmであるのがより好ましく、20〜1000nmであるのが更に好ましい。
【0022】
本発明の金属充填微細構造体1を構成する絶縁性基材2は、マイクロポア貫通孔3について下記式(ii)により定義される規則化度が50%以上であることが、マイクロポア貫通孔の密度を高めることができることから好ましい。
【0023】
規則化度(%)=B/A×100 (ii)
【0024】
上記式(ii)中、Aは、測定範囲におけるマイクロポア貫通孔の全数を表す。Bは、一のマイクロポア貫通孔の断面の重心を中心とし、他のマイクロポア貫通孔の縁に内接する最も半径が短い円を描いた場合に、その円の内部に上記一のマイクロポア貫通孔以外のマイクロポア貫通孔の断面の重心を6個含むことになる上記一のマイクロポア貫通孔の測定範囲における数を表す。
【0025】
マイクロポア貫通孔の規則化度を算出する方法のより具体的な説明は、特開2009−132974号公報等に記載されている。
【0026】
本発明の金属充填微細構造体1を構成するマイクロポア貫通孔3を有する絶縁性基材2は、厚さ(深さ、図2においては符号6で表される部分)が、50〜1000μmであるのが好ましく、50〜700μmであるのがより好ましく、さらには50〜200μmである。絶縁性基材の厚さがこの範囲であると、機械的強度が向上して絶縁性基材の取り扱い性が良好となる。
貫通孔の孔径に対する深さの比、すなわち貫通孔のアスペクト比は100以上が好ましく、100〜100000がより好ましく、200〜10000がより好ましい。
【0027】
また、本発明の金属充填微細構造体1を構成する絶縁性基材2において、マイクロポア貫通孔3間の幅(図2においては符号7で表される部分)は、10nm以上であるのが好ましく、20〜100nmであるのがより好ましく、20〜50nmであるのが更に好ましい。絶縁性基材2において、金属4が充填されるマイクロポア貫通孔3間の幅がこの範囲であると、絶縁性基材2が絶縁性の隔壁として十分に機能する。
【0028】
また、本発明の金属充填微細構造体1において、隣接するマイクロポア貫通孔3の中心間距離(図2においては符号9で表される部分。以下、「周期」ともいう。)は、20〜5000nmであるのが好ましく、30〜500nmであるのがより好ましく、40〜200nmであるのがさらに好ましく、50〜140nmであるのが特に好ましい。周期がこの範囲であると、マイクロポア貫通孔3の直径とマイクロポア貫通孔3間の幅(絶縁性の隔壁厚)とのバランスがとりやすい。
【0029】
[金属]
本発明の金属充填微細構造体1において、マイクロポア貫通孔3に充填される金属4は、電気抵抗率が103Ω・cm以下の金属であれば特に限定されず、その具体例としては、金(Au)、銀(Ag)、銅(Cu)、アルミニウム(Al)、マグネシウム(Mg)、ニッケル(Ni)、モリブデン(Mo)、鉄(Fe)、パラジウム(Pd)、ベリリウム(Be)、レニウム(Re)、タングステン(W)等が好適に例示される。これらの金属のうちいずれか一種をマイクロポア貫通孔3に充填してもよいし、これらの金属のうち2種以上の合金をマイクロポア貫通孔3に充填してもよい。
中でも、電気伝導性の観点から、銅、金、アルミニウム、ニッケルが好ましく、銅、金がより好ましい。
なお、コストの観点から、マイクロポア貫通孔3内部に充填される金属4としては、金以外の材料(例えば、銅)を使用し、さらに絶縁性基材2の両面から露出した面や突出した面(以下、「端面」ともいう。)の表面を金で形成してもよい。
【0030】
図1に示す本発明の金属充填微細構造体1は、絶縁性基材2に存在する全てのマイクロポア貫通孔3に金属4が充填され、貫通孔中への金属4の深さ充填率が80%以上である。
本発明の金属充填微細構造体は、貫通孔中への金属の深さ充填率が80%以上であり、85%以上であることが好ましく、90%以上であることがより好ましい。
また、本発明の金属充填微細構造体は、貫通孔中への金属の平面充填率が80%以上であるのが好ましく、90%以上がより好ましく、特には95%以上が好ましい。
【0031】
本発明の金属充填微細構造体は、その製造方法は限定されないが、以下に述べる本発明の微細構造体の製造方法(以下、単に「本発明の製造方法」ともいう。)により好ましくは製造することができる。
【0032】
本発明の製造方法は、
(1)1×106〜1×1010/mm2の密度で、孔径10〜5000nm、深さ50μm以上のマイクロポア貫通孔を有する絶縁性基材を製造し、
(2)前記貫通孔への金属の充填が電解めっき方法により施され、少なくとも貫通孔の深さの80%以上の深さまで金属を充填する製造方法である。
ここで、電解めっきが少なくとも下記工程(A)、(B)の順で行われる、金属充填微細構造体の製造方法が好ましい。
電解めっき工程(A):充填金属の高さが貫通孔の深さの0.01%〜1%まで電解めっきを行い、その時点で、充填金属の高さの平均値からの誤差が30%以内である、
電解めっき工程(B):工程(A)で行った電解めっき時よりも低い電流密度で、電解めっきする。
【0033】
マイクロポア貫通孔を有する絶縁性基材は、上記したようにアルミニウムの陽極酸化により得られるアルミナ基材が好ましい。
マイクロポア貫通孔を有する絶縁性基材として、アルミニウムの陽極酸化によるアルミナ基材を用いる場合、アルミニウム基板に、少なくとも、
(a)陽極酸化により、マイクロポアを有する酸化皮膜を形成する処理(陽極酸化処理)、および、
(b)前記(a)処理で得られた酸化皮膜から、アルミニウムを除去する処理(アルミニウム除去処理)、
(c)前記(b)処理でアルミニウムが除去された酸化皮膜に存在するマイクロポアを貫通化させる処理(貫通化処理)、をこの順に施すことにより得ることができる。
【0034】
次に、上記の手順でマイクロポア貫通孔を有する絶縁性基材を製造する際に用いられるアルミニウム基板、および該アルミニウム基板に施す各処理について詳述する。
【0035】
〔アルミニウム基板〕
アルミニウム基板は、特に限定されず、その具体例としては、純アルミニウム板;アルミニウムを主成分とし微量の異元素を含む合金板;低純度のアルミニウム(例えば、リサイクル材料)に高純度アルミニウムを蒸着させた基板;シリコンウエハー、石英、ガラス等の表面に蒸着、スパッタ等の方法により高純度アルミニウムを被覆させた基板;アルミニウムをラミネートした樹脂基板;等が挙げられる。
【0036】
本発明においては、アルミニウム基板のうち、後述する陽極酸化処理を施す表面は、アルミニウム純度が、99.5質量%以上であるのが好ましく、99.9質量%以上であるのがより好ましく、99.99質量%以上であるのが更に好ましい。アルミニウム純度が上記範囲であると、マイクロポアの独立性が十分となり、該マイクロポアを貫通化させて得たマイクロポア貫通孔に金属を充填した際の独立性が保持され、本発明の微細構造体を異方導電性部材として用いた場合に、漏れ電流等の影響がなくなるため好ましい。
【0037】
また、本発明においては、アルミニウム基板のうち、後述する陽極酸化処理を施す表面は、あらかじめ脱脂処理および鏡面仕上げ処理が施されるのが好ましく、特に、マイクロポアの独立性を向上させる観点から、熱処理が施されるのが好ましい。
【0038】
<熱処理>
熱処理を施す場合は、200〜350℃で30秒〜2分程度施すのが好ましい。具体的には、例えば、アルミニウム基板を加熱オーブンに入れる方法等が挙げられる。
このような熱処理を施すことにより、後述する陽極酸化処理により生成するマイクロポアの独立性が向上する。
また、熱処理後のアルミニウム基板は、急速に冷却するのが好ましい。冷却する方法としては、例えば、水等に直接投入する方法等が挙げられる。
【0039】
<脱脂処理>
脱脂処理は、酸、アルカリ、有機溶剤等を用いて、アルミニウム基板表面に付着した、ほこり、脂、樹脂等の有機成分等を溶解させて除去し、有機成分を原因とする後述の各処理における欠陥の発生を防止することを目的として行われる。
【0040】
脱脂処理としては、具体的には、例えば、各種アルコール(例えば、メタノール等)、各種ケトン(例えば、メチルエチルケトン等)、ベンジン、揮発油等の有機溶剤を常温でアルミニウム基板表面に接触させる方法(有機溶剤法);石けん、中性洗剤等の界面活性剤を含有する液を常温から80℃までの温度でアルミニウム基板表面に接触させ、その後、水洗する方法(界面活性剤法);濃度10〜200g/Lの硫酸水溶液を常温から70℃までの温度でアルミニウム基板表面に30〜80秒間接触させ、その後、水洗する方法;濃度5〜20g/Lの水酸化ナトリウム水溶液を常温でアルミニウム基板表面に30秒間程度接触させつつ、アルミニウム基板表面を陰極にして電流密度1〜10A/dm2の直流電流を流して電解し、その後、濃度100〜500g/Lの硝酸水溶液を接触させて中和する方法;各種公知の陽極酸化処理用電解液を常温でアルミニウム基板表面に接触させつつ、アルミニウム基板表面を陰極にして電流密度1〜10A/dm2の直流電流を流して、または、交流電流を流して電解する方法;濃度10〜200g/Lのアルカリ水溶液を40〜50℃でアルミニウム基板表面に15〜60秒間接触させ、その後、濃度100〜500g/Lの硝酸水溶液を接触させて中和する方法;軽油、灯油等に界面活性剤、水等を混合させた乳化液を常温から50℃までの温度でアルミニウム基板表面に接触させ、その後、水洗する方法(乳化脱脂法);炭酸ナトリウム、リン酸塩類、界面活性剤等の混合液を常温から50℃までの温度でアルミニウム基板表面に30〜180秒間接触させ、その後、水洗する方法(リン酸塩法);等が挙げられる。
【0041】
これらのうち、アルミニウム表面の脂分を除去しうる一方で、アルミニウムの溶解がほとんど起こらない観点から、有機溶剤法、界面活性剤法、乳化脱脂法、リン酸塩法が好ましい。
【0042】
また、脱脂処理には、従来公知の脱脂剤を用いることができる。具体的には、例えば、市販されている各種脱脂剤を所定の方法で用いることにより行うことができる。
【0043】
<鏡面仕上げ処理>
鏡面仕上げ処理は、アルミニウム基板の表面の凹凸、例えば、アルミニウム基板の圧延時に発生した圧延筋等をなくして、電着法等による封孔処理の均一性や再現性を向上させるために行われる。
本発明において、鏡面仕上げ処理は、特に限定されず、従来公知の方法を用いることができる。例えば、機械研磨、化学研磨、電解研磨が挙げられる。
【0044】
機械研磨としては、例えば、各種市販の研磨布で研磨する方法、市販の各種研磨剤(例えば、ダイヤ、アルミナ)とバフとを組み合わせた方法等が挙げられる。具体的には、研磨剤を用いる場合、使用する研磨剤を粗い粒子から細かい粒子へと経時的に変更して行う方法が好適に例示される。この場合、最終的に用いる研磨剤としては、#1500のものが好ましい。これにより、光沢度を50%以上(圧延アルミニウムである場合、その圧延方向および幅方向ともに50%以上)とすることができる。
【0045】
化学研磨としては、例えば、「アルミニウムハンドブック」,第6版,(社)日本アルミニウム協会編,2001年,p.164−165に記載されている各種の方法等が挙げられる。
また、リン酸−硝酸法、Alupol I法、Alupol V法、Alcoa R5法、H3PO4−CH3COOH−Cu法、H3PO4−HNO3−CH3COOH法が好適に挙げられる。中でも、リン酸−硝酸法、H3PO4−CH3COOH−Cu法、H3PO4−HNO3−CH3COOH法が好ましい。
化学研磨により、光沢度を70%以上(圧延アルミニウムである場合、その圧延方向および幅方向ともに70%以上)とすることができる。
【0046】
電解研磨としては、例えば、「アルミニウムハンドブック」,第6版,(社)日本アルミニウム協会編,2001年,p.164−165に記載されている各種の方法;米国特許第2708655号明細書に記載されている方法;「実務表面技術」,vol.33,No.3,1986年,p.32−38に記載されている方法;等が好適に挙げられる。
電解研磨により、光沢度を70%以上(圧延アルミニウムである場合、その圧延方向および幅方向ともに70%以上)とすることができる。
【0047】
これらの方法は、適宜組み合わせて用いることができる。具体的には、例えば、研磨剤を粗い粒子から細かい粒子へと経時的に変更する機械研磨を施し、その後、電解研磨を施す方法が好適に挙げられる。
【0048】
鏡面仕上げ処理により、例えば、平均表面粗さRa0.1μm以下、光沢度50%以上の表面を得ることができる。平均表面粗さRaは、0.03μm以下であるのが好ましく、0.02μm以下であるのがより好ましい。また、光沢度は70%以上であるのが好ましく、80%以上であるのがより好ましい。
なお、光沢度は、圧延方向に垂直な方向において、JIS Z8741−1997の「方法3 60度鏡面光沢」の規定に準じて求められる正反射率である。具体的には、変角光沢度計(例えば、VG−1D、日本電色工業社製)を用いて、正反射率70%以下の場合には入反射角度60度で、正反射率70%を超える場合には入反射角度20度で、測定する。
【0049】
(a)陽極酸化処理
アルミニウム基板を陽極酸化することにより、該アルミニウム基板表面にマイクロポアを有する酸化皮膜を形成する。
陽極酸化処理としては、従来公知の方法を用いることができる。本発明の微細構造体を異方導電性部材として用いる場合、マイクロポアの独立性が重要であるため、例えば、特許第3,714,507号、特開2002−285382号公報、特開2006−124827号公報、特開2007−204802号公報、特開2007−231339号公報、特開2007−231405公報、特開2007−231340号公報、特開2007−231340号公報、特開2007−238988号公報、等に記載されている、自己規則化法による陽極酸化処理が好ましい。これらの処理は、各特許および公報の処理条件にて記載されている処理が好ましい。
【0050】
また、独立のマイクロポアを形成するその他の方法としては、例えばインプリント法(突起を有する基板またはロールをアルミニウム板に圧接し、凹部を形成する、転写法、プレスパターニング法)を用いる方法が挙げられる。具体的には、複数の突起を表面に有する基板をアルミニウム基板表面に押し付けて窪みを形成させる方法が挙げられる。例えば、特開平10−121292号公報に記載されている方法を用いることができる。
また、アルミニウム基板表面にポリスチレン球を稠密状態で配列させ、その上からSiO2を蒸着した後、ポリスチレン球を除去し、蒸着されたSiO2をマスクとして基板をエッチングして窪みを形成させる方法も挙げられる。
【0051】
また、その他の方法として粒子線法が挙げられる。粒子線法は、アルミニウム基板表面に粒子線を照射して窪みを形成させる方法である。粒子線法は、窪みの位置を自由に制御することができるという利点を有する。
粒子線としては、例えば、荷電粒子ビーム、集束イオンビーム(FIB:Focused Ion Beam)、電子ビームが挙げられる。
粒子線法としては、例えば、特開2001−105400号公報に記載されている方法を用いることもできる。
【0052】
そのほか、ブロックコポリマー法も挙げられる。ブロックコポリマー法は、アルミニウム基板表面にブロックコポリマー層を形成させ、熱アニールによりブロックコポリマー層に海島構造を形成させた後、島部分を除去して窪みを形成させる方法である。
ブロックコポリマー法としては、例えば、特開2003−129288号公報に記載されている方法を用いることができる。
【0053】
そのほか、レジストパターン・露光・エッチング法も挙げられる。レジストパターン・露光・エッチング法は、フォトリソグラフィあるいは電子ビームリソグラフィ法によりアルミニウム基板表面にレジスト膜を形成し、該レジスト膜に露光および現像を施し、レジストパターンを形成した後これをエッチングすることにより、アルミニウム基板表面まで貫通した窪みを形成させる方法である。
【0054】
このような、インプリント法、粒子線法、ブロックコポリマー法、レジストパターン・露光・エッチング法を使用する場合には、これらの処理でアルミニウムの基板表面に電解起点を与えた後に陽極酸化処理することにより、アルミニウム基板表面に独立したマイクロポアを有する酸化皮膜を形成することができる。
【0055】
(b)アルミニウム除去処理。
上記(a)処理で得られた酸化皮膜から、アルミニウム基板を溶解して除去する。
【0056】
アルミニウム基板の溶解には、酸化皮膜(アルミナ)は溶解しにくく、アルミニウムを溶解しやすい処理液を用いる。
即ち、アルミニウム溶解速度1μm/分以上、好ましくは3μm/分以上、より好ましくは5μm/分以上、および、酸化皮膜(アルミナ)溶解速度0.1nm/分以下、好ましくは0.05nm/分以下、より好ましくは0.01nm/分以下の条件を有する処理液を用いる。
具体的には、アルミニウムよりもイオン化傾向の低い金属化合物を少なくとも1種含み、かつ、pHが4以下8以上、好ましくは3以下9以上、より好ましくは2以下10以上の処理液を使用する。
【0057】
このような処理液としては、酸化皮膜(アルミナ)は溶解せず、アルミニウムを溶解する液であれば特に限定されないが、例えば、塩化水銀、臭素/メタノール混合物、臭素/エタノール混合物、王水、塩酸/塩化銅混合物等の水溶液等が挙げられる。
濃度としては、0.01〜10mol/Lが好ましく、0.05〜5mol/Lがより好ましい。
処理温度としては、−10℃〜80℃が好ましく、0℃〜60℃が好ましい。
【0058】
アルミニウム基板の溶解は、上記(A)処理の後のアルミニウム基板を上述した処理液に接触させることにより行う。接触させる方法は、特に限定されず、例えば、浸せき法、スプレー法が挙げられる。中でも、浸せき法が好ましい。このときの接触時間としては、10秒〜5時間が好ましく、1分〜3時間がより好ましい。
【0059】
アルミニウム基板の溶解後の酸化皮膜の膜厚は、10〜10000μmであるのが好ましく、50〜1500μmであるのが更に好ましい。
【0060】
アルミニウム基板の溶解後、後述する手順でマイクロポアを貫通化させる前に、酸化皮膜を水洗処理するのが好ましい。水和によるマイクロポアのポア径の変化を抑制するため、水洗処理は30℃以下で実施することが好ましい。
【0061】
(c)貫通化処理
上記(b)処理でアルミニウム基板が除去された酸化皮膜について、酸化皮膜の底部のみを除去することにより、酸化皮膜に存在するマイクロポアを貫通化させる。
この処理は、酸化皮膜の底部のみを酸水溶液またはアルカリ水溶液に接することにより行う。酸化皮膜の底部が除去されることにより、マイクロポアが貫通する(マイクロポア貫通孔が形成される)。
【0062】
酸化皮膜底部の除去は、予めpH緩衝液に浸漬させてマイクロポアによる孔の開口側から孔内にpH緩衝液を充填した後に、開口部の逆面、即ち、酸化皮膜の底部に酸水溶液またはアルカリ水溶液に接触させる方法により行うのが好ましい。
【0063】
この処理に酸水溶液を用いる場合は、硫酸、リン酸、硝酸、塩酸等の無機酸またはこれらの混合物の水溶液を用いることが好ましい。酸水溶液の濃度は1〜10質量%であるのが好ましい。酸水溶液の温度は、25〜40℃であるのが好ましい。
この処理にアルカリ水溶液を用いる場合は、水酸化ナトリウム、水酸化カリウムおよび水酸化リチウムからなる群から選ばれる少なくとも一つのアルカリの水溶液を用いることが好ましい。アルカリ水溶液の濃度は0.1〜5質量%であるのが好ましい。アルカリ水溶液の温度は、20〜35℃であるのが好ましい。
具体的には、例えば、50g/L、40℃のリン酸水溶液、0.5g/L、30℃の水酸化ナトリウム水溶液または0.5g/L、30℃の水酸化カリウム水溶液が好適に用いられる。
酸水溶液またはアルカリ水溶液への浸せき時間は、8〜120分であるのが好ましく、10〜90分であるのがより好ましく、15〜60分であるのが更に好ましい。
【0064】
マイクロポアを貫通化させた後の酸化皮膜の膜厚は、1〜1000μmであるのが好ましく、10〜500μmであるのが更に好ましい。
【0065】
マイクロポアを貫通化させた後、酸化皮膜を水洗処理する。水和によるマイクロポア貫通孔のポア径の変化を抑制するため、水洗処理は30℃以下で実施することが好ましい。
【0066】
貫通化処理では、上記(a)陽極酸化処理で生じたマイクロポアを貫通化させることができる限り上述した処理以外の処理を用いてもよい。上述した処理では、上記(a)陽極酸化処理により、マイクロポアを有する酸化皮膜が形成されたアルミニウム基板から、上記(b)アルミニウム除去処理によりアルミニウム基板を溶解させた後、上記(c)貫通化処理により酸化皮膜を部分的に溶解させて、酸化皮膜の底部を除去することでマイクロポアを貫通化させたが、アルミニウム基板の除去とマイクロポアの貫通化を同時に行う処理を用いてもよい。
具体的には、上記(a)処理により形成した酸化皮膜の下方、即ち、酸化皮膜におけるアルミニウム基板側の部分を、レーザー等による切削処理や種々の研磨処理等を用いて物理的に除去し、マイクロポア貫通孔を有する酸化皮膜とする方法が好適に例示される。
【0067】
次に、本発明の製造方法の電極膜形成処理および金属充填処理について詳述する。
【0068】
〔電極膜形成処理〕
電極形成処理は、上記(c)処理の後に、マイクロポア貫通孔を有する酸化皮膜の一方の表面に空隙のない電極膜を形成する処理である。
酸化皮膜の表面には、マイクロポア貫通孔による開口部が存在しているが、本処理により該酸化皮膜の表面に空隙のない電極膜を形成することにより、該開口部が電極膜で覆われた状態となる。
電極膜を形成する方法としては、マイクロポア貫通孔を有する酸化皮膜の一方の表面に空隙のない電極膜を形成することができる限り特に限定されない。具体的な形成方法としては、導電性材料、例えば、金属、の無電解めっき処理、導電性材料、例えば、金属、の直接塗布、等が好ましく、これらの中でも電極膜の均一性、及び操作の簡便性の観点から、無電解めっき処理が好ましい。
【0069】
電極膜形成処理に関して、無電解めっき処理を用いる際には、そのめっき核を酸化皮膜の一方の表面に付与することが好ましい。具体的には、無電解めっきにより付与するべき金属と同種の金属又は金属化合物、あるいは無電解めっきにより付与するべき金属よりもイオン化傾向の高い金属又は金属化合物を、酸化皮膜の一方の表面に付与する方法が好ましい。付与方法としては、金属又は金属化合物を蒸着、スパッタリング、あるいは直接塗布する方法が挙げられるが、特に限定されない。
上記のようにめっき核を付与したのち、無電解めっき処理により電極膜を形成する。処理方法は温度、時間により電極層の厚さを制御できる観点から、浸漬法が好ましい。
無電解めっき液の種類としては、従来公知のものを使用することができるが、濃度は、1〜300g/Lであるのが好ましく、100〜200g/Lであるのがより好ましい。
また、形成される電極膜の通電性を高める観点から、金めっき液、銅めっき液、銀めっき液等、貴金属を有するめっき液が好ましく、経時による電極の安定性すなわち、酸化による劣化を防ぐ観点から、金めっき液がより好ましい。
【0070】
また、形成する電極膜の厚さとしては、0.05μm〜100μmが好ましく、0.1μm〜50μmがより好ましく、0.2μm〜20μmが特に好ましい。この範囲より厚さが薄いと、電極膜としての導電性が不十分となる可能性があり、この範囲より厚いと、その形成に時間を要してしまう可能性がある。
また、無電解めっきの処理温度、処理時間としては、形成しうる電極の厚さに依存するが、0℃〜90℃、1分〜10時間が好ましく、5℃〜75℃、10分〜7時間がより好ましく、10℃〜60℃、30分〜5時間が特に好ましい。
【0071】
[金属充填工程]
上記金属充填工程は、上記電極膜形成処理の後に、形成された電極膜を用いた電解めっき処理により、上記酸化皮膜のマイクロポア貫通孔の内部に導電性部材である金属を充填して上記した本発明の微細構造体を得る工程である。
ここで、充填する金属は、本発明の微細構造体において説明したものと同様である。
【0072】
本発明の製造方法においては、金属の充填方法として、電解めっき処理を用いる。電解めっきが少なくとも下記工程(A)、(B)の順で行われる、金属充填微細構造体の製造方法である。
電解めっき工程(A):充填金属の高さが貫通孔の深さの0.01%〜1%まで電解めっきを行い、その時点で、充填金属の高さの平均値からの誤差が30%以内とする。
電解めっき工程(B):工程(A)で行った電解めっき時よりも低い電流密度で、電解めっきする。
上記の二段階、工程(A)と工程(B)とのめっきを行うと該酸化皮膜に存在するマイクロポア貫通孔に対して深さ方向に高い充填率で金属を充填することができる。
【0073】
電解めっき方法は特に限定されるものではなく以下で説明する金属めっきをすることができる。電解めっき工程(A)が終了し、次の電解めっき工程(B)とするタイミングは、予めめっき試験を行って以下のようにして求める。貫通孔の深さを測定し、その値が既知のマイクロポア貫通孔を有する絶縁性基材を所定の条件で電解めっきし、めっき時間を変化させてサンプリングし、金属充填微細構造体を貫通孔の深さ方向に対してFIBで切削加工し、その切削面をFE−SEMで観察し、金属の充填高さが貫通孔の深さの0.01%〜1%までの範囲であって、かつ充填高さを所定数の個所で観察し、充填高さの平均値を計算して、各貫通孔の充填金属の高さの平均値からの誤差を計算し、検量線を求めて、充填金属の高さの平均値からの誤差が30%以内であるめっき条件を算定する。その後に同じ条件で電解めっきを行えばよい。めっき条件には、めっき電圧、電流密度、めっき時間の他に、後に説明する各種の条件を検討する。例えば、貫通構造体の回転、移動、もしくは振動、めっき液流速、陰極の位置や面積、対抗電極の位置や面積が含まれる。
電解めっき工程(B)は、工程(A)で行った電解めっき時よりも低い電流密度で、貫通孔の深さ方向の残りの79%〜79.99%以上99%〜99.99%まで金属を充填する電解めっきをする。工程(A)で電流密度が変化した場合は、変化した電流密度の平均値よりさらに低い電流密度で電解めっき工程(B)を行う。
電流密度を低くする割合は限定されないが、3/4〜1/40が好ましく、1/2〜1/20がより好ましい。
この二段階の電解めっきを行えば、貫通孔の深さ方向の80%以上が金属充填された金属充填微細構造体を得ることができる。
【0074】
ここで、着色などに用いられる従来公知の電解めっき処理では、選択的に孔中に金属を高アスペクトで析出(成長)させることは困難である。これは、析出金属が孔内で消費され一定時間以上電解を行ってもめっきが成長しないためと考えられる。
【0075】
そのため、本発明の製造方法においては、電解めっき処理により金属を充填する際に、パルス電解または定電位電解の際に休止時間をもうけることが好ましい。休止時間は、10秒以上必要で、30〜60秒あるのが好ましい。
また、電解液のかくはんを促進するため、超音波を加えることも望ましい。
更に、電解電圧は、通常20V以下であって望ましくは10V以下であるが、使用する電解液における目的金属の析出電位を予め測定し、その電位+1V以内で定電位電解を行うことが好ましい。なお、定電位電解を行う際には、サイクリックボルタンメトリを併用できるものが望ましく、Solartron社、BAS社、北斗電工社、IVIUM社等のポテンショスタット装置を用いることができる。
定電流電解で行なう場合の電流密度の好ましい範囲は、電解液濃度、細孔径、細孔密度、金属種別によって異なるが、銅めっきの場合、0.05〜50A/dm2が好ましく、0.2〜20A/dm2が更に好ましい。金めっきの場合、0.05〜40A/dm2が好ましく、0.1〜5A/dm2が更に好ましい。ニッケルめっきの場合、0.05〜50A/dm2が好ましく、0.1〜10A/dm2が更に好ましい。
【0076】
めっき液は、従来公知のめっき液を用いることができる。
具体的には、銅を析出させる場合には硫酸銅水溶液が一般的に用いられるが、硫酸銅の濃度は、1〜300g/Lであるのが好ましく、50〜200g/Lであるのがより好ましい。また、電解液中に塩酸を添加すると析出を促進することができる。この場合、塩酸濃度は10〜20g/Lであるのが好ましい。
また、金を析出させる場合、テトラクロロ金の硫酸溶液を用い、交流電解でめっき処理を行なうのが望ましい。
ニッケルを析出させる場合には、硫酸浴、ワット浴、塩化物浴、スルファミン酸ニッケル浴など公知の電解液が使用できる。
【0077】
なお、電解めっき処理の際、めっき液をマイクロポア貫通孔内により充填させやすくするため、マイクロポア貫通孔の内表面を予め親水化処理しておくことが好ましい。この場合、シリケート処理と称されるSi元素をマイクロポア貫通孔の内表面に付与しておく方法が好適に例示される。
Si元素をマイクロポア貫通孔の内表面に付与する方法は特に限定されないが、例えば、アルカリ金属ケイ酸塩が溶解している水溶液に直接浸せきして処理する方法が一般的である。アルカリ金属ケイ酸塩の水溶液は、ケイ酸塩の成分である酸化ケイ素SiO2とアルカリ金属酸化物M2Oの比率(一般に〔SiO2〕/〔M2O〕のモル比で表す。)と濃度によって保護膜厚の調節が可能である。
ここで、Mとしては、特にナトリウム、カリウムが好適に用いられる。
また、モル比は、〔SiO2〕/〔M2O〕が0.1〜5.0が好ましく、0.5〜3.0がより好ましい。
更に、SiO2の含有量は、0.1〜20質量%が好ましく、0.5〜10質量%がより好ましい。
【0078】
[被めっき部分を設ける電解めっき方法―電極配置方法]
(1)被めっき部分
また、以下で説明する被めっき部分を設けるめっき方法を用いて電極を配置して電解めっきを行えば、上記の電解めっき工程(A)および・または電解めっき工程(B)を容易に行うことができる。また、以下で説明する電極配置方法、特に陰極および・または対抗電極配置方法を用いるのが好ましい。
被めっき部分は、貫通構造体のめっきされる表面積以外の部分で、めっきしたい部分の周囲に設けられる追加のめっき部分である。
図3(A)〜(C)は、本発明の製造方法におけるめっきされる部分の配置の例を説明する模式的な平面図であり、(D)、(E)は(B)、(C)の立面断面図である。
被めっき部分を、図3(C)およびその立面断面図である図3(E)を用いて説明する。図3(C)は、貫通構造体10とその周りに設けられた被めっき部分12のみを示している。図3(E)は、めっき時の電極の配置を示し、めっきされる貫通構造体10に接して配置される陰極14と陰極のマスク部分11と、対向電極16を示す。めっきされる貫通構造体の表面積は、図3(C)で、マイクロポア貫通孔3を有する貫通構造体10で示され、この例では正方形であるが、図3(E)では矢印Hでその一辺が示される。図3(C)では、被めっき部分12が、貫通構造体の周囲に設けられる追加のめっき部分として示される。図3(C)の被めっき部分12は、図3(E)でその一辺が矢印Lで示される。
被めっき部分は、図3(E)に示されるように、陰極の一部がめっきされ、陰極の一部である場合が例示できるが、貫通構造体のめっきされる部分の周囲に存在する貫通構造体であって製品としてはトリミングされて除去される部分であってもよい。
被めっき部分の面積は、具体的には、前記電解めっき工程(A)および・または(B)において、前記貫通構造体の周囲に下記式(i)により定義される最低面積以上の被めっき部分を設けるのが好ましい。図3(E)では最低面積の一辺が矢印Sで示される。
最低面積(mm2)=C(mm)×1(mm) (i)
前記式(i)中、Cは、貫通構造体の外周長を表す。
【0079】
(2)対抗電極
[対抗電極の面積]
また、以下で説明する対抗電極の面積で電解めっきを行えば、電流がめっきされる貫通構造体のエッジ部分に集中することが防げて金属の深さ充填率が高くなり、上記の電解めっき工程(A)および・または電解めっき工程(B)を容易に行うことができる。めっきされる面内の電流密度分布を均一化することで面内の充填を均一にすることが可能となる。この観点から、対抗電極の面積が、貫通構造体のめっきされる平面の面積と該貫通構造体の周囲に設けた被めっき部分の面積の和よりも小さいことが好ましい。但し、対抗電極が小さすぎると対抗電極側の電流密度が大きくなりすぎることから一定以上の大きさである必要がある。具体的には、対抗電極の面積が貫通構造体のめっきされる平面の面積と該貫通構造体の周囲に設けた被めっき部分の面積の和の3/4〜1/100が好ましく、1/2〜1/75が更に好ましい。
図3(E)では、対向電極16の一辺が、矢印Dで示される。
以下で説明する、図3(B)、図3(D)のように貫通構造体のめっきされる部分の周囲にマスク部分11が設けられている場合は、対抗電極16の面積は、貫通構造体のめっきされる平面の面積+該貫通構造体の周囲に設けたマスク部分の面積+被めっき部分の面積の和の3/4〜1/100が好ましく、1/2〜1/75が更に好ましい。
【0080】
(3)陰極
図3(A)、図3(B)は、平面図であり、図3(D)は、図3(B)の立面断面図である。本発明の陰極の配置をこれらの図を用いて説明する。図3(A)、(B)の場合は紙面に示されるのはめっきされる貫通構造体10の表面と、その周囲のめっきされないマスク部分11と被めっき部分12である。図3(E)は、めっき時の電極の配置を示し、めっきされる貫通構造体10に接して配置される陰極14と、貫通構造体10の周囲に設けられたマスク部分と陰極のマスク部分11とを示し、陰極14に対して設けられる対抗電極16を示す。被めっき部分12はめっきされる貫通構造体10の周囲[図3(C)]またはマスク部分11の周囲[図3(A)、(B)]に、上記の最低面積以上で設けられる。陰極14は、めっきされる貫通構造体10より所定面積以上の大きさ(面積)であることが好ましい。
【0081】
図3(D)では、被めっき部分12と貫通構造体10の周囲にマスク部分11が設けられ、被めっき部分12と貫通構造体10が離れている場合は、上記式(i)の最低面積を算出するには、貫通構造体の外周長Cに変えて、マスク部分11の外周長を用いる。
本発明の好ましいめっき方法では、貫通構造体10の周囲に上記式(i)により定義される最低面積以上の被めっき部分12を設ける。そのためには貫通構造体10のめっきされる平面の面積より前記最低面積以上大きな面積の陰極14を用いて、貫通構造体10の周囲に前記最低面積以上の被めっき部分12を設ける。
被めっき部分は上記式(i)により定義される最低面積以上であればよいが、あまりに広い被めっき部分を設けるのは経済的ではないのでその上限は、上限面積(mm2)=C(mm)×200(mm)としてもよい。
【0082】
[めっき液流速]
本発明の製造方法に用いる電解めっき工程は、めっき液の平均流速が3cm/sec〜200cm/secであるのが好ましい。めっき液流速は、加振装置、攪拌装置でめっき液を攪拌してもよいし、ポンプ等で連続的にめっき液を還流してもよい。電解液のかくはんを促進するため、超音波を加えてもよい。めっき液流の方向は特に限定されないが、貫通孔の深さ方向と平行な方向にめっき液流が生じているのが好ましい。
【0083】
[貫通構造体の回転、移動または振動]
本発明の製造方法に用いる電解めっき工程では、めっきされる貫通構造体が回転、移動または振動しているのが好ましい。めっきされる貫通構造体が、少なくとも、回転、移動または振動していると、貫通構造体の深さ方向への金属充填率がより高くなる。回転数は限定されないが例えば10〜80回転/分が好ましい。
【0084】
上記金属充填工程の後、酸化皮膜表面から電極膜を除去することで、本発明の金属充填微細構造体が得られる。
本発明の製造方法では、該酸化皮膜に存在するマイクロポア貫通孔に対して深さ方向に高い充填率で金属を充填することができ、金属の貫通孔深さ充填率が80%以上の金属充填微細構造体を得ることができる。
上記酸化皮膜表面から電極膜を除去する方法としては、以下に述べる表面平滑化処理を行うことができる。
【0085】
[表面平滑化処理]
本発明の製造方法においては、上記金属充填工程の後に、化学機械研磨(CMP:Chemical Mechanical Polishing)処理によって、酸化皮膜の表面および裏面を平滑化する表面平滑処理を行うことが好ましい。
表面平滑化処理を行うことにより、酸化皮膜の一方の表面に形成された電極膜が除去される。また、金属を充填させた後の酸化皮膜の表面および裏面の平滑化と表面に付着した余分な金属を除去することができる。
CMP処理には、フジミインコーポレイテッド社製のPLANERLITE−7000、日立化成社製のGPX HSC800、旭硝子(セイミケミカル)社製のCL−1000等のCMPスラリーを用いることができる。
【0086】
また、表面平滑化処理には機械的研磨処理を用いてもよい。この場合、CMP処理と機械的研磨処理を併用してもよいし、機械的研磨処理のみを実施してもよい。表面平滑化処理として機械的研磨処理を施す場合、例えば、表面平滑化処理する対象を平坦性の高い金属板あるいはセラミック板等の試料台にワックスあるいは接着剤で貼り付けた状態で、回転台に貼り付けたサンドペーパー、あるいは研磨剤を塗布した研磨布を用いて荷重を加えて研磨する方法が好適に用いられる。
機械的研磨処理に用いる試料台としては、その耐久性から、例えばセラミック製冶具(ケメット・ジャパン株式会社製)を用いることができる。また、表面平滑化処理する対象を試料台に貼り付ける材料としては、接合/剥離の容易性からワックスが好ましく、例えばアルコワックス(日化精工株式会社製)、アクアワックス(日化精工株式会社製)を用いることができる。また、研磨剤としては、研磨対象がアルミナであることからダイヤモンド砥粒を有するものが好ましく、例えばDP−懸濁液P−6μm・3μm・1μm・1/4μm(ストルアス製)を所望により用いることができる。
【0087】
上記の手順で得られた金属充填微細構造体は、その用途に応じて所望の大きさにカットしてもよい。金属充填微細構造体をカットする方法としては、炭酸ガスレーザ、YAGレーザ、YVO系レーザ、エキシマ系レーザ等を用いたレーザ加工、ダイヤモンドカッター等のダイシング加工、ウォータジェット加工等を用いることができる。これらの中でも、その切削面状の観点から、レーザ加工、ダイシング加工が好ましい。
【実施例】
【0088】
以下に実施例を示して本発明を具体的に説明する。ただし、本発明はこれらに限定されない。
【0089】
(1)鏡面仕上げ処理(電解研磨処理)
高純度アルミニウム基板(住友軽金属社製、純度99.99質量%、厚さ0.4mm)を10cm四方の面積で陽極酸化処理できるようカットし、以下組成の電解研磨液を用い、電圧25V、液温度65℃、液流速3.0m/minの条件で電解研磨処理を施した。
陰極はカーボン電極とし、電源は、GP0110−30R(高砂製作所社製)を用いた。また、電解液の流速は渦式フローモニターFLM22−10PCW(AS ONE製)を用いて計測した。
【0090】
(電解研磨液組成)
・85質量%リン酸(和光純薬社製試薬) 660mL
・純水 160mL
・硫酸 150mL
・エチレングリコール 30mL
【0091】
(2)陽極酸化処理
次いで、電解研磨処理後のアルミニウム基板に、特開2007−204802号公報に記載の手順にしたがって自己規則化法による陽極酸化処理を施した。
電解研磨処理後のアルミニウム基板に、0.50mol/Lシュウ酸の電解液で、電圧40V、液温度15℃、液流速3.0m/minの条件で、5時間のプレ陽極酸化処理を施した。
その後、プレ陽極酸化処理後のアルミニウム基板を、0.2mol/L無水クロム酸、0.6mol/Lリン酸の混合水溶液(液温:50℃)に12時間浸漬させる脱膜処理を施した。
その後、0.50mol/Lシュウ酸の電解液で、電圧40V、液温度15℃、液流速3.0m/minの条件で、16時間の再陽極酸化処理を施し、膜厚130μmの酸化皮膜を得た。
なお、プレ陽極酸化処理および再陽極酸化処理は、いずれも陰極はステンレス電極とし、電源はGP0110−30R(高砂製作所社製)を用いた。また、冷却装置にはNeoCool BD36(ヤマト科学社製)、かくはん加温装置にはペアスターラー PS−100(EYELA社製)を用いた。更に、電解液の流速は渦式フローモニターFLM22−10PCW(AS ONE製)を用いて計測した。
【0092】
(3)貫通化処理
次いで、20質量%塩化水銀水溶液(昇汞)に20℃、3時間浸漬させることによりアルミニウム基板を溶解し、更に、5質量%リン酸に30℃、30分間浸漬させることにより酸化皮膜の底部を除去し、マイクロポア貫通孔を有する酸化皮膜を作製した。
【0093】
ここで、貫通孔としてのマイクロポアの平均孔径は、30nmであった。平均孔径は、FE−SEMにより表面写真(倍率50000倍)を撮影し、50点測定した平均値として算出した。
【0094】
また、貫通孔としてのマイクロポアの平均深さは、130μmであった。ここで、平均深さは、上記で得られた微細構造体をマイクロポアの部分で厚さ方向に対してFIBで切削加工し、その断面をFE−SEMにより表面写真(倍率50000倍)を撮影し、10点測定した平均値として算出した。
【0095】
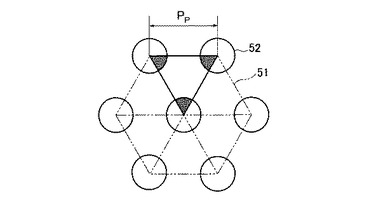
また、貫通孔としてのマイクロポアの密度は、約1.5億個/mm2であった。ここで、密度は、図4に示すように、先に説明した式(ii)により定義される規則化度が50%以上となるように配列するマイクロポアの単位格子51中に1/2個のマイクロポア52があるとして、下記式により計算した。下記式中、Ppはマイクロポアの周期を表す。
密度(個/μm2)=(1/2個)/{Pp(μm)×Pp(μm)×√3×(1/2)}
【0096】
更に、貫通孔としてのマイクロポアの規則化度は、92%であった。ここで、規則化度は、FE−SEMにより表面写真(倍率20000倍)を撮影し、2μm×2μmの視野で、マイクロポアについて上記式(ii)により定義される規則化度を測定した。
【0097】
(4)加熱処理
次いで、上記で得られた貫通構造体に、温度400℃で1時間の加熱処理を施した。
【0098】
(5)電極膜形成処理
次いで、上記加熱処理後の貫通構造体の一方の表面に電極膜を形成する処理を施した。
すなわち、0.7g/L塩化金酸水溶液を、一方の表面に塗布し、140℃/1分で乾燥させ、更に500℃/1時間で焼成処理し、金のめっき核を作成した。
その後、無電解めっき液としてプレシャスファブACG2000基本液/還元液(日本エレクトロプレイティング・エンジニヤース(株)製)を用いて、50℃/1時間浸漬処理し、表面との空隙のない電極膜を形成した。
【0099】
(6)金属充填処理工程(電解めっき処理)
次いで、上記電極膜を形成した面に銅電極を密着させ、該銅電極を陰極にし、白金を正極にして電解めっき処理を施した。
以下の組成のめっき液を使用し、定電流電解を施すことにより、マイクロポアに金属が充填された金属充填微細構造体を作製した。
ここで、定電流電解は、山本鍍金社製のめっき装置を用い、北斗電工社製の電源(HZ−3000)を用い、めっき液中でサイクリックボルタンメトリを行って析出電位を確認した後に、下記表1に示す条件で処理を施し、実施例1〜14の金属充填微細構造体を得た。貫通構造体を回転してめっきする場合はめっきされる面の中心を軸として回転した。
【0100】
銅めっき液組成
・硫酸銅 100g/L
・硫酸 50g/L
・塩酸 15g/L
・温度 25℃
【0101】
ニッケルめっき液組成
・硫酸ニッケル 300g/L
・塩化ニッケル 60g/L
・ホウ酸 40g/L
・温度 50℃
【0102】
(実施例13)
10時間の再陽極酸化処理を施し、膜厚80μmの酸化皮膜を得たことと、得られた貫通孔としてのマイクロポアの平均深さが、80μmであったこと、以外は上記実施例1〜12と同様にして表1に示す金属充填微細構造体を得た。
(実施例14)
20時間の再陽極酸化処理を施し、膜厚160μmの酸化皮膜を得たことと、得られた貫通孔としてのマイクロポアの平均深さが、160μmであったこと、以外は上記実施例1〜12と同様にして表1に示す金属充填微細構造体を得た。
【0103】
(比較例1〜4)
上記処理(6)金属充填処理工程において、下記表1記載の条件で処理した以外は、実施例1と同様の方法で、比較例1〜4の微細構造体を作製した。
【0104】
上記のようにして作製した実施例1〜14および比較例1〜4の金属充填微細構造体の充填高さを、電解めっき工程(A)後と、電解めっき工程(A)、電解めっき工程(B)、化学機械研磨処理の順に行った後について評価した。
具体的には、作製した実施例および比較例の金属充填微細構造体を厚さ方向に対してFIBで切削加工し、その切削面をFE−SEMで観察し、充填高さを100個所で観察し、充填高さの平均値と最低値を計算した。結果を表1に示す。なお、実施例の金属充填微細構造体の平面充填率はいずれも100%であった。
【0105】
【表1】

【符号の説明】
【0106】
1 金属充填微細構造体
2 絶縁性基材
3 マイクロポア貫通孔
4 金属
6 絶縁性基材の厚み
7 マイクロポア貫通孔間の幅
8 マイクロポア貫通孔の直径
9 マイクロポア貫通孔の中心間距離(周期)
10 貫通構造体
11 マスク部分
12 被めっき部分
14 陰極
16 対抗電極
51 マイクロポアの単位格子
52 マイクロポア
【技術分野】
【0001】
本発明は、金属充填微細構造体およびその製造方法に関する。より具体的には、マイクロポア貫通孔を有する絶縁性基材からなる微細構造体であって、該マイクロポア貫通孔に金属が深さ方向に高い充填率で充填された金属充填微細構造体およびその製造方法に関する。
【背景技術】
【0002】
異方導電性部材は、半導体素子等の電子部品と回路基板との間に挿入し、加圧するだけで電子部品と回路基板間の電気的接続が得られるため、半導体素子等の電子部品等の接続部材及び機能検査を行う際の検査用コネクタ等、広く使用されているほか、光伝送素材の用途としても応用が期待でき、注目度が高い部材である。
【0003】
特に半導体素子等の電子接続部材は、そのダウンサイジング化が顕著であり、従来のワイヤーボンディングのような直接配線基板を接続するような方式では、接続の安定性を十分に保証することができない。これに代わり近年注目されているのが異方導電性部材であり、絶縁素材の皮膜中に導電性部材が貫通林立したタイプや、金属球を配置したタイプのものが注目されている。
【0004】
また、半導体素子等の電子部品を、実装時と同様のポジションで回路基板に異方導電性部材を検査用コネクタとして介して接触させて機能検査を行うことで、電子部品を回路基板上に実装せずに、機能検査を実施でき、実装した後に電子部品が不良であった場合に、回路基板も共に処分されるという問題を回避することができる。
【0005】
このような異方導電性部材として、特許文献1には、「接着性絶縁材料からなるフィルム基板中に、導電性材料からなる複数の導通路が、互いに絶縁された状態で、かつ該フィルム基板を厚み方向に貫通した状態で配置され、フィルム基板の長手方向と平行な導通路の断面における形状の外周上の2点間の最大長の平均が10〜30μmであり、隣接する導通路の間隔が、上記最大長の平均の0.5〜3倍であることを特徴とする異方導電性フィルム。」が開示されている。
【0006】
また、特許文献2には、「絶縁性樹脂よりなるフィルム基材中に、複数の導通路が、互いに絶縁されて、該フィルム基材を厚み方向に貫通し、かつ、千鳥配列で配置されている、異方導電性フィルムであって、導通路列内の導通路間距離よりも、隣り合う導通路列間での導通路間距離が小さいことを特徴とする、異方導電性フィルム。」が開示されている。
【0007】
このような異方導電性フィルムの製造方法として、特許文献1および2には、異方導電性材料の細線を絶縁性フィルム上に挟み込んだ後、加熱及び加圧により一体化し、厚み方向にスクライブする方法が開示されている。
また、特許文献3には、レジストとマスクを用いて導電性の柱を電鋳で作製し、これに絶縁性素材を流し込み硬化させることで異方導電性フィルムを製造する方法が検討されている。
【0008】
近年、半導体素子等の電子部品は、高集積化が一層進むことに伴い、電極(端子)サイズはより小さくなり、電極(端子)数はより増加し、端子間の距離もより狭くなってきている。また、狭ピッチで多数配置されている各端子の表面が本体表面よりも奥まった位置にある表面構造の電子部品も現れてきている。
そのため、このような電子部品に対応できるよう、異方導電性部材における導通路もその外径(太さ)をより小さくし、かつ、狭ピッチで配列させる必要が生じている。
しかしながら、上記特許文献1〜3等に記載されている異方導電性フィルムを製造する方法では、導通路のサイズを小さくすることは非常に困難であり、狭ピッチでサイズが小さい導通路を得るのは困難である。
一方、狭ピッチでサイズが小さいマイクロポアを有する微細構造体に金属を充填することは知られているが、マイクロポアの深さ方向に高い充填率で金属を充填した材料およびその製造方法は知られていない。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2000−012619号公報
【特許文献2】特開2005−085634号公報
【特許文献3】特開2002−134570号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
したがって、本発明は、導通路の設置密度を飛躍的に向上させ、高集積化が一層進んだ現在においても半導体素子等の電子部品の検査用コネクタ等として使用することができる狭ピッチに対応した異方導電性部材として使用可能な、マイクロポア貫通孔を有する絶縁性基材からなり、該マイクロポア貫通孔に金属が深さ方向に高い充填率で充填された微細構造体、および、その製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者は、上記目的を達成すべく鋭意研究した結果、マイクロポア貫通孔を有する絶縁性基材に金属を充填させる際に、充填金属の高さが貫通孔の深さの0.01%〜1%めっきした非常に初期のめっき状態の高さの誤差が所定範囲以下であれば、その後の深さ方向の金属のめっき充填率が高くなることを知見した。また、めっきしようとする部分以上の被めっき部分を所定範囲設けてめっきすれば、初期のめっき高さの誤差も少なくなり、マイクロポア貫通孔の深さ方向の金属の充填のバラツキが少なくなり、従来得られなかった深さ方向の充填率の高い金属充填微細構造体が得られることを知見し、本発明を完成させた。
【0012】
すなわち、本発明は、以下の(1)〜(9)を提供する。
(1)1×106〜1×1010/mm2の密度で、孔径10〜5000nm、深さ50〜1000μmの貫通孔を有する絶縁性基材からなる貫通構造体の貫通孔内部に、貫通孔の深さの80%以上の深さまで金属が充填されていることを特徴とする金属充填微細構造体。
(2)前記貫通孔のアスペクト比が100以上である、(1)に記載の金属充填微細構造体。
(3)前記貫通構造体がアルミナを主とした成分である、(1)または(2)に記載の金属充填微細構造体。
(4)前記貫通構造体がアルミニウムの陽極酸化により得られた微細構造体である(1)〜(3)のいずれかに記載の金属充填微細構造体。
(5)前記(1)〜(4)のいずれかの金属充填微細構造体を製造する金属充填微細構造体の製造方法であって、少なくとも、
前記貫通孔への金属の充填が電解めっき方法により施され、
前記電解めっき処理時において、該電解めっきが少なくとも下記工程(A)、(B)の順で行われる、金属充填微細構造体の製造方法。
電解めっき工程(A):充填金属の高さが貫通孔の深さの0.01%〜1%まで電解めっきを行い、その時点で、充填金属の高さの平均値からの誤差が30%以内である、
電解めっき工程(B):工程(A)で行った電解めっき時よりも低い電流密度で、電解めっきする。
(6)前記電解めっき工程において、前記貫通構造体の周囲に下記式(i)により定義される最低面積以上の被めっき部分を設ける、(5)に記載の金属充填微細構造体の製造方法:
最低面積(mm2)=C(mm)×1(mm) (i)
前記式(i)中、Cは、貫通構造体の外周長を表す。
(7)前記貫通構造体の底面に形成した電極膜に接する陰極と、該陰極に対抗する対抗電極とを用いて前記貫通構造体をめっきする際に、前記貫通構造体のめっきされる平面の面積より前記最低面積以上大きな陰極を用いて、前記貫通構造体の周囲に前記最低面積以上の被めっき部分を設ける(6)に記載の金属充填微細構造体の製造方法。
(8)前記電解めっきにおいて、めっき液の平均流速が3cm/sec〜200cm/secである、(5)〜(7)のいずれかに記載の金属充填微細構造体の製造方法。
(9)前記電解めっきにおいて、前記貫通構造体が少なくとも回転、または移動、もしくは振動する、(5)〜(8)のいずれかに記載の金属充填微細構造体の製造方法。
(10)前記貫通構造体の底面に形成した電極膜に接する陰極と、該陰極に対抗する対抗電極とを用いて前記貫通構造体をめっきする際に、前記貫通構造体のめっきされる平面の面積と前記貫通構造体の周囲に設けた被めっき部分の面積との和より小さい面積を持つ対抗電極を用いてめっきする(6)〜(9)のいずれかに記載の金属充填微細構造体の製造方法。
(11)上記(5)〜(10)のいずれかに記載の製造方法で得られた1×106〜1×1010/mm2の密度で、孔径10〜5000nm、深さ50〜1000μmの貫通孔を有する絶縁性基材からなる貫通構造体の貫通孔内部に、貫通孔の深さの80%以上の深さまで金属が充填されている金属充填微細構造体。
【発明の効果】
【0013】
以下に示すように、本発明によれば、マイクロポアを有する貫通構造体の金属の深さ方向の充填率を向上させ、未充填部分の体積が大幅に減ることで、金属充填微細構造体の反りが低減し、機械的強度が高くなり、平坦性が向上するという効果が得られる。
また、未充填部分への異物混入量が低減し、洗浄の簡略化が可能となる。
【図面の簡単な説明】
【0014】
【図1】図1(A),(B)は、本発明の金属充填微細構造体の好適な実施態様の一例を示す概略図であり、図1(A)は斜視図、図1(B)は図1(A)の切断面線IB−IBからみた断面を説明する概略図である。
【図2】図2は、図1(B)の部分拡大説明図である。
【図3】図3(A)は、めっきされる部分を説明する平面図であり、図3(B)と(D)および図3(C)と(E)は、本発明の製造方法におけるめっきされる部分とめっき時の配置の関係を説明する模式的な平面図と立面断面図である。
【図4】図4は、貫通孔としてのマイクロポアの密度の計算方法を説明する図である。
【図5】図5(A),(B)は、従来の微細構造体に金属を充填した状態を示す概略図であり、図5(A)は斜視図、図5(B)は図5(A)の切断面線IB−IBからみた断面を説明する概略図である。
【発明を実施するための形態】
【0015】
以下に、本発明の金属充填微細構造体およびその製造方法について詳細に説明する。
本発明の金属充填微細構造体は、1×106〜1×1010/mm2の密度で、孔径10〜5000nm、深さ50〜1000μmの貫通孔を有する絶縁性基材からなる微細構造体であって、該マイクロポア貫通孔内部に、深さ方向の充填率80%以上で金属が充填されている。
【0016】
本出願人は先に特願2008−189799号出願明細書(特開2009‐283431号公報)で、マイクロポア貫通孔内部に、充填率80%以上で金属が充填されている微細構造体を記載した。この明細書の段落0030で、「ここで金属の充填率は、絶縁性基材の表面をSEMで観察し、視野内における全マイクロポア貫通孔の数に対する、金属が充填されているマイクロポア貫通孔の数を比率計算することで求めることができる。」と記載される。すなわちここでの充填率は、微細構造体の表面での平面方向で見た充填率であり、貫通孔の深さ方向の充填率を示す未充填部分の高さは検討されていない。従来貫通孔の表面での平面方向で見た充填率や深さ方向やでの充填率は検討されていないので、模式的な図では100%充填されているような図が記載されている例があるが、実際には深さ方向の充填率を上げることは非常に困難であった。たとえば図5(A)はこのような微細構造体の一例の斜視図であり、図5(B)はその深さ方向の断面を説明する概略図を示す。図5(B)の場合は、すべてのマイクロポアが金属で充填されているので、表面での平面方向で見た充填率(以下、平面充填率という)であらわすと全マイクロポア貫通孔の数に対する、金属が充填されているマイクロポア貫通孔の数である平面充填率は100%になる。しかし図5(B)に示す深さ方向の充填率は満足できるものではなかった。
【0017】
図1は、本発明の金属充填微細構造体の好適な実施態様の一例を示す斜視図と深さ方向の断面図を示す。図1(A)は斜視図、図1(B)は図1(A)の切断面線IB−IBからみた断面を説明する概略図である。
本発明の金属充填微細構造体1は、図2に拡大説明図で示すように、マイクロポア貫通孔3を有する絶縁性基材2において、該マイクロポア貫通孔3には、深さ方向に80%以上の深さまで金属4が充填されている。図2の金属充填微細構造体1の場合、金属充填微細構造体の平面充填率は100%である。
ここで、マイクロポア貫通孔の深さ方向の金属の充填率(以下、深さ充填率という)は、金属充填微細構造体を貫通孔の深さ方向に対してFIBで切削加工し、その切削面をFE−SEMで観察し、充填高さを所定数の個所で観察し、充填高さの平均値を計算して、当該所定数個の貫通孔の深さの平均値で割り、%を求めることができる。
本発明の金属充填微細構造体1を異方導電性部材として用いる場合、金属4が充填されたマイクロポア貫通孔3が該異方導電性部材の導通路をなす。
【0018】
次に、微細構造体の各構成要素について、材料、寸法等について説明する。以下で複数のものの寸法その他の記載は特に断らない限り所望の範囲の平均値を意味する。
【0019】
[貫通構造体]
本発明の金属充填微細構造体1は、貫通構造体10のマイクロポア貫通孔3内に金属が充填されたものである。貫通構造体10は、マイクロポア貫通孔3を有する絶縁性基材2で構成されている。マイクロポア貫通孔3は、好ましくは孔径10〜5000nm、深さ50〜1000μm、密度1×106〜1×1010/mm2で絶縁性基材2中の厚さ方向に存在する。ここで、絶縁性基材は、従来公知の異方導電性フィルム等を構成する絶縁性基材(例えば、熱可塑性エラストマー等)と同程度の電気抵抗率(1014Ω・cm)を有するものであればよい。
絶縁性基材は、上記を満たす限り特に限定されないが、所望の孔径を有する独立したマイクロポア貫通孔3が得られ、しかも、高アスペクト比のマイクロポア貫通孔3を得られることから、金属の陽極酸化により形成される酸化皮膜が好ましく、陽極酸化される金属はいわゆるバルブ金属と呼ばれる。アルミニウム、タンタル、チタン、ニオブ、亜鉛、ジルコニウム、ハフニウム、タングステン、ビスマスが例示され、その中でも寸法安定性がよく、比較的安価であることからアルミニウムの陽極酸化により得られるアルミナ基材が特に好ましい。
【0020】
また、本発明の金属充填微細構造体1において、金属4が充填されるマイクロポア貫通孔3は、絶縁性基材2によって互いに絶縁された状態で存在するものであるが、その密度は1×106〜1×1010/mm2である。
マイクロポア貫通孔3の密度がこの範囲にあることにより、本発明の微細構造体は高集積化が一層進んだ現在においても半導体素子等の電子部品の検査用コネクタ等として使用することができる。
マイクロポア貫通孔3の密度が、2×106〜8×109/mm2であるのが好ましく、5×106〜5×109/mm2であるのがより好ましい。
【0021】
本発明の金属充填微細構造体1において、マイクロポア貫通孔3の孔径(図2においては符号8で表される部分)が10〜5000nmである。
マイクロポア貫通孔3の孔径がこの範囲であると、電気信号を流した際に十分な応答を得ることができるため、本発明の金属充填微細構造体1を電子部品の検査用コネクタとして好適に用いることができる。
マイクロポア貫通孔3の孔径は、10〜3000nmであるのが好ましく、10〜1000nmであるのがより好ましく、20〜1000nmであるのが更に好ましい。
【0022】
本発明の金属充填微細構造体1を構成する絶縁性基材2は、マイクロポア貫通孔3について下記式(ii)により定義される規則化度が50%以上であることが、マイクロポア貫通孔の密度を高めることができることから好ましい。
【0023】
規則化度(%)=B/A×100 (ii)
【0024】
上記式(ii)中、Aは、測定範囲におけるマイクロポア貫通孔の全数を表す。Bは、一のマイクロポア貫通孔の断面の重心を中心とし、他のマイクロポア貫通孔の縁に内接する最も半径が短い円を描いた場合に、その円の内部に上記一のマイクロポア貫通孔以外のマイクロポア貫通孔の断面の重心を6個含むことになる上記一のマイクロポア貫通孔の測定範囲における数を表す。
【0025】
マイクロポア貫通孔の規則化度を算出する方法のより具体的な説明は、特開2009−132974号公報等に記載されている。
【0026】
本発明の金属充填微細構造体1を構成するマイクロポア貫通孔3を有する絶縁性基材2は、厚さ(深さ、図2においては符号6で表される部分)が、50〜1000μmであるのが好ましく、50〜700μmであるのがより好ましく、さらには50〜200μmである。絶縁性基材の厚さがこの範囲であると、機械的強度が向上して絶縁性基材の取り扱い性が良好となる。
貫通孔の孔径に対する深さの比、すなわち貫通孔のアスペクト比は100以上が好ましく、100〜100000がより好ましく、200〜10000がより好ましい。
【0027】
また、本発明の金属充填微細構造体1を構成する絶縁性基材2において、マイクロポア貫通孔3間の幅(図2においては符号7で表される部分)は、10nm以上であるのが好ましく、20〜100nmであるのがより好ましく、20〜50nmであるのが更に好ましい。絶縁性基材2において、金属4が充填されるマイクロポア貫通孔3間の幅がこの範囲であると、絶縁性基材2が絶縁性の隔壁として十分に機能する。
【0028】
また、本発明の金属充填微細構造体1において、隣接するマイクロポア貫通孔3の中心間距離(図2においては符号9で表される部分。以下、「周期」ともいう。)は、20〜5000nmであるのが好ましく、30〜500nmであるのがより好ましく、40〜200nmであるのがさらに好ましく、50〜140nmであるのが特に好ましい。周期がこの範囲であると、マイクロポア貫通孔3の直径とマイクロポア貫通孔3間の幅(絶縁性の隔壁厚)とのバランスがとりやすい。
【0029】
[金属]
本発明の金属充填微細構造体1において、マイクロポア貫通孔3に充填される金属4は、電気抵抗率が103Ω・cm以下の金属であれば特に限定されず、その具体例としては、金(Au)、銀(Ag)、銅(Cu)、アルミニウム(Al)、マグネシウム(Mg)、ニッケル(Ni)、モリブデン(Mo)、鉄(Fe)、パラジウム(Pd)、ベリリウム(Be)、レニウム(Re)、タングステン(W)等が好適に例示される。これらの金属のうちいずれか一種をマイクロポア貫通孔3に充填してもよいし、これらの金属のうち2種以上の合金をマイクロポア貫通孔3に充填してもよい。
中でも、電気伝導性の観点から、銅、金、アルミニウム、ニッケルが好ましく、銅、金がより好ましい。
なお、コストの観点から、マイクロポア貫通孔3内部に充填される金属4としては、金以外の材料(例えば、銅)を使用し、さらに絶縁性基材2の両面から露出した面や突出した面(以下、「端面」ともいう。)の表面を金で形成してもよい。
【0030】
図1に示す本発明の金属充填微細構造体1は、絶縁性基材2に存在する全てのマイクロポア貫通孔3に金属4が充填され、貫通孔中への金属4の深さ充填率が80%以上である。
本発明の金属充填微細構造体は、貫通孔中への金属の深さ充填率が80%以上であり、85%以上であることが好ましく、90%以上であることがより好ましい。
また、本発明の金属充填微細構造体は、貫通孔中への金属の平面充填率が80%以上であるのが好ましく、90%以上がより好ましく、特には95%以上が好ましい。
【0031】
本発明の金属充填微細構造体は、その製造方法は限定されないが、以下に述べる本発明の微細構造体の製造方法(以下、単に「本発明の製造方法」ともいう。)により好ましくは製造することができる。
【0032】
本発明の製造方法は、
(1)1×106〜1×1010/mm2の密度で、孔径10〜5000nm、深さ50μm以上のマイクロポア貫通孔を有する絶縁性基材を製造し、
(2)前記貫通孔への金属の充填が電解めっき方法により施され、少なくとも貫通孔の深さの80%以上の深さまで金属を充填する製造方法である。
ここで、電解めっきが少なくとも下記工程(A)、(B)の順で行われる、金属充填微細構造体の製造方法が好ましい。
電解めっき工程(A):充填金属の高さが貫通孔の深さの0.01%〜1%まで電解めっきを行い、その時点で、充填金属の高さの平均値からの誤差が30%以内である、
電解めっき工程(B):工程(A)で行った電解めっき時よりも低い電流密度で、電解めっきする。
【0033】
マイクロポア貫通孔を有する絶縁性基材は、上記したようにアルミニウムの陽極酸化により得られるアルミナ基材が好ましい。
マイクロポア貫通孔を有する絶縁性基材として、アルミニウムの陽極酸化によるアルミナ基材を用いる場合、アルミニウム基板に、少なくとも、
(a)陽極酸化により、マイクロポアを有する酸化皮膜を形成する処理(陽極酸化処理)、および、
(b)前記(a)処理で得られた酸化皮膜から、アルミニウムを除去する処理(アルミニウム除去処理)、
(c)前記(b)処理でアルミニウムが除去された酸化皮膜に存在するマイクロポアを貫通化させる処理(貫通化処理)、をこの順に施すことにより得ることができる。
【0034】
次に、上記の手順でマイクロポア貫通孔を有する絶縁性基材を製造する際に用いられるアルミニウム基板、および該アルミニウム基板に施す各処理について詳述する。
【0035】
〔アルミニウム基板〕
アルミニウム基板は、特に限定されず、その具体例としては、純アルミニウム板;アルミニウムを主成分とし微量の異元素を含む合金板;低純度のアルミニウム(例えば、リサイクル材料)に高純度アルミニウムを蒸着させた基板;シリコンウエハー、石英、ガラス等の表面に蒸着、スパッタ等の方法により高純度アルミニウムを被覆させた基板;アルミニウムをラミネートした樹脂基板;等が挙げられる。
【0036】
本発明においては、アルミニウム基板のうち、後述する陽極酸化処理を施す表面は、アルミニウム純度が、99.5質量%以上であるのが好ましく、99.9質量%以上であるのがより好ましく、99.99質量%以上であるのが更に好ましい。アルミニウム純度が上記範囲であると、マイクロポアの独立性が十分となり、該マイクロポアを貫通化させて得たマイクロポア貫通孔に金属を充填した際の独立性が保持され、本発明の微細構造体を異方導電性部材として用いた場合に、漏れ電流等の影響がなくなるため好ましい。
【0037】
また、本発明においては、アルミニウム基板のうち、後述する陽極酸化処理を施す表面は、あらかじめ脱脂処理および鏡面仕上げ処理が施されるのが好ましく、特に、マイクロポアの独立性を向上させる観点から、熱処理が施されるのが好ましい。
【0038】
<熱処理>
熱処理を施す場合は、200〜350℃で30秒〜2分程度施すのが好ましい。具体的には、例えば、アルミニウム基板を加熱オーブンに入れる方法等が挙げられる。
このような熱処理を施すことにより、後述する陽極酸化処理により生成するマイクロポアの独立性が向上する。
また、熱処理後のアルミニウム基板は、急速に冷却するのが好ましい。冷却する方法としては、例えば、水等に直接投入する方法等が挙げられる。
【0039】
<脱脂処理>
脱脂処理は、酸、アルカリ、有機溶剤等を用いて、アルミニウム基板表面に付着した、ほこり、脂、樹脂等の有機成分等を溶解させて除去し、有機成分を原因とする後述の各処理における欠陥の発生を防止することを目的として行われる。
【0040】
脱脂処理としては、具体的には、例えば、各種アルコール(例えば、メタノール等)、各種ケトン(例えば、メチルエチルケトン等)、ベンジン、揮発油等の有機溶剤を常温でアルミニウム基板表面に接触させる方法(有機溶剤法);石けん、中性洗剤等の界面活性剤を含有する液を常温から80℃までの温度でアルミニウム基板表面に接触させ、その後、水洗する方法(界面活性剤法);濃度10〜200g/Lの硫酸水溶液を常温から70℃までの温度でアルミニウム基板表面に30〜80秒間接触させ、その後、水洗する方法;濃度5〜20g/Lの水酸化ナトリウム水溶液を常温でアルミニウム基板表面に30秒間程度接触させつつ、アルミニウム基板表面を陰極にして電流密度1〜10A/dm2の直流電流を流して電解し、その後、濃度100〜500g/Lの硝酸水溶液を接触させて中和する方法;各種公知の陽極酸化処理用電解液を常温でアルミニウム基板表面に接触させつつ、アルミニウム基板表面を陰極にして電流密度1〜10A/dm2の直流電流を流して、または、交流電流を流して電解する方法;濃度10〜200g/Lのアルカリ水溶液を40〜50℃でアルミニウム基板表面に15〜60秒間接触させ、その後、濃度100〜500g/Lの硝酸水溶液を接触させて中和する方法;軽油、灯油等に界面活性剤、水等を混合させた乳化液を常温から50℃までの温度でアルミニウム基板表面に接触させ、その後、水洗する方法(乳化脱脂法);炭酸ナトリウム、リン酸塩類、界面活性剤等の混合液を常温から50℃までの温度でアルミニウム基板表面に30〜180秒間接触させ、その後、水洗する方法(リン酸塩法);等が挙げられる。
【0041】
これらのうち、アルミニウム表面の脂分を除去しうる一方で、アルミニウムの溶解がほとんど起こらない観点から、有機溶剤法、界面活性剤法、乳化脱脂法、リン酸塩法が好ましい。
【0042】
また、脱脂処理には、従来公知の脱脂剤を用いることができる。具体的には、例えば、市販されている各種脱脂剤を所定の方法で用いることにより行うことができる。
【0043】
<鏡面仕上げ処理>
鏡面仕上げ処理は、アルミニウム基板の表面の凹凸、例えば、アルミニウム基板の圧延時に発生した圧延筋等をなくして、電着法等による封孔処理の均一性や再現性を向上させるために行われる。
本発明において、鏡面仕上げ処理は、特に限定されず、従来公知の方法を用いることができる。例えば、機械研磨、化学研磨、電解研磨が挙げられる。
【0044】
機械研磨としては、例えば、各種市販の研磨布で研磨する方法、市販の各種研磨剤(例えば、ダイヤ、アルミナ)とバフとを組み合わせた方法等が挙げられる。具体的には、研磨剤を用いる場合、使用する研磨剤を粗い粒子から細かい粒子へと経時的に変更して行う方法が好適に例示される。この場合、最終的に用いる研磨剤としては、#1500のものが好ましい。これにより、光沢度を50%以上(圧延アルミニウムである場合、その圧延方向および幅方向ともに50%以上)とすることができる。
【0045】
化学研磨としては、例えば、「アルミニウムハンドブック」,第6版,(社)日本アルミニウム協会編,2001年,p.164−165に記載されている各種の方法等が挙げられる。
また、リン酸−硝酸法、Alupol I法、Alupol V法、Alcoa R5法、H3PO4−CH3COOH−Cu法、H3PO4−HNO3−CH3COOH法が好適に挙げられる。中でも、リン酸−硝酸法、H3PO4−CH3COOH−Cu法、H3PO4−HNO3−CH3COOH法が好ましい。
化学研磨により、光沢度を70%以上(圧延アルミニウムである場合、その圧延方向および幅方向ともに70%以上)とすることができる。
【0046】
電解研磨としては、例えば、「アルミニウムハンドブック」,第6版,(社)日本アルミニウム協会編,2001年,p.164−165に記載されている各種の方法;米国特許第2708655号明細書に記載されている方法;「実務表面技術」,vol.33,No.3,1986年,p.32−38に記載されている方法;等が好適に挙げられる。
電解研磨により、光沢度を70%以上(圧延アルミニウムである場合、その圧延方向および幅方向ともに70%以上)とすることができる。
【0047】
これらの方法は、適宜組み合わせて用いることができる。具体的には、例えば、研磨剤を粗い粒子から細かい粒子へと経時的に変更する機械研磨を施し、その後、電解研磨を施す方法が好適に挙げられる。
【0048】
鏡面仕上げ処理により、例えば、平均表面粗さRa0.1μm以下、光沢度50%以上の表面を得ることができる。平均表面粗さRaは、0.03μm以下であるのが好ましく、0.02μm以下であるのがより好ましい。また、光沢度は70%以上であるのが好ましく、80%以上であるのがより好ましい。
なお、光沢度は、圧延方向に垂直な方向において、JIS Z8741−1997の「方法3 60度鏡面光沢」の規定に準じて求められる正反射率である。具体的には、変角光沢度計(例えば、VG−1D、日本電色工業社製)を用いて、正反射率70%以下の場合には入反射角度60度で、正反射率70%を超える場合には入反射角度20度で、測定する。
【0049】
(a)陽極酸化処理
アルミニウム基板を陽極酸化することにより、該アルミニウム基板表面にマイクロポアを有する酸化皮膜を形成する。
陽極酸化処理としては、従来公知の方法を用いることができる。本発明の微細構造体を異方導電性部材として用いる場合、マイクロポアの独立性が重要であるため、例えば、特許第3,714,507号、特開2002−285382号公報、特開2006−124827号公報、特開2007−204802号公報、特開2007−231339号公報、特開2007−231405公報、特開2007−231340号公報、特開2007−231340号公報、特開2007−238988号公報、等に記載されている、自己規則化法による陽極酸化処理が好ましい。これらの処理は、各特許および公報の処理条件にて記載されている処理が好ましい。
【0050】
また、独立のマイクロポアを形成するその他の方法としては、例えばインプリント法(突起を有する基板またはロールをアルミニウム板に圧接し、凹部を形成する、転写法、プレスパターニング法)を用いる方法が挙げられる。具体的には、複数の突起を表面に有する基板をアルミニウム基板表面に押し付けて窪みを形成させる方法が挙げられる。例えば、特開平10−121292号公報に記載されている方法を用いることができる。
また、アルミニウム基板表面にポリスチレン球を稠密状態で配列させ、その上からSiO2を蒸着した後、ポリスチレン球を除去し、蒸着されたSiO2をマスクとして基板をエッチングして窪みを形成させる方法も挙げられる。
【0051】
また、その他の方法として粒子線法が挙げられる。粒子線法は、アルミニウム基板表面に粒子線を照射して窪みを形成させる方法である。粒子線法は、窪みの位置を自由に制御することができるという利点を有する。
粒子線としては、例えば、荷電粒子ビーム、集束イオンビーム(FIB:Focused Ion Beam)、電子ビームが挙げられる。
粒子線法としては、例えば、特開2001−105400号公報に記載されている方法を用いることもできる。
【0052】
そのほか、ブロックコポリマー法も挙げられる。ブロックコポリマー法は、アルミニウム基板表面にブロックコポリマー層を形成させ、熱アニールによりブロックコポリマー層に海島構造を形成させた後、島部分を除去して窪みを形成させる方法である。
ブロックコポリマー法としては、例えば、特開2003−129288号公報に記載されている方法を用いることができる。
【0053】
そのほか、レジストパターン・露光・エッチング法も挙げられる。レジストパターン・露光・エッチング法は、フォトリソグラフィあるいは電子ビームリソグラフィ法によりアルミニウム基板表面にレジスト膜を形成し、該レジスト膜に露光および現像を施し、レジストパターンを形成した後これをエッチングすることにより、アルミニウム基板表面まで貫通した窪みを形成させる方法である。
【0054】
このような、インプリント法、粒子線法、ブロックコポリマー法、レジストパターン・露光・エッチング法を使用する場合には、これらの処理でアルミニウムの基板表面に電解起点を与えた後に陽極酸化処理することにより、アルミニウム基板表面に独立したマイクロポアを有する酸化皮膜を形成することができる。
【0055】
(b)アルミニウム除去処理。
上記(a)処理で得られた酸化皮膜から、アルミニウム基板を溶解して除去する。
【0056】
アルミニウム基板の溶解には、酸化皮膜(アルミナ)は溶解しにくく、アルミニウムを溶解しやすい処理液を用いる。
即ち、アルミニウム溶解速度1μm/分以上、好ましくは3μm/分以上、より好ましくは5μm/分以上、および、酸化皮膜(アルミナ)溶解速度0.1nm/分以下、好ましくは0.05nm/分以下、より好ましくは0.01nm/分以下の条件を有する処理液を用いる。
具体的には、アルミニウムよりもイオン化傾向の低い金属化合物を少なくとも1種含み、かつ、pHが4以下8以上、好ましくは3以下9以上、より好ましくは2以下10以上の処理液を使用する。
【0057】
このような処理液としては、酸化皮膜(アルミナ)は溶解せず、アルミニウムを溶解する液であれば特に限定されないが、例えば、塩化水銀、臭素/メタノール混合物、臭素/エタノール混合物、王水、塩酸/塩化銅混合物等の水溶液等が挙げられる。
濃度としては、0.01〜10mol/Lが好ましく、0.05〜5mol/Lがより好ましい。
処理温度としては、−10℃〜80℃が好ましく、0℃〜60℃が好ましい。
【0058】
アルミニウム基板の溶解は、上記(A)処理の後のアルミニウム基板を上述した処理液に接触させることにより行う。接触させる方法は、特に限定されず、例えば、浸せき法、スプレー法が挙げられる。中でも、浸せき法が好ましい。このときの接触時間としては、10秒〜5時間が好ましく、1分〜3時間がより好ましい。
【0059】
アルミニウム基板の溶解後の酸化皮膜の膜厚は、10〜10000μmであるのが好ましく、50〜1500μmであるのが更に好ましい。
【0060】
アルミニウム基板の溶解後、後述する手順でマイクロポアを貫通化させる前に、酸化皮膜を水洗処理するのが好ましい。水和によるマイクロポアのポア径の変化を抑制するため、水洗処理は30℃以下で実施することが好ましい。
【0061】
(c)貫通化処理
上記(b)処理でアルミニウム基板が除去された酸化皮膜について、酸化皮膜の底部のみを除去することにより、酸化皮膜に存在するマイクロポアを貫通化させる。
この処理は、酸化皮膜の底部のみを酸水溶液またはアルカリ水溶液に接することにより行う。酸化皮膜の底部が除去されることにより、マイクロポアが貫通する(マイクロポア貫通孔が形成される)。
【0062】
酸化皮膜底部の除去は、予めpH緩衝液に浸漬させてマイクロポアによる孔の開口側から孔内にpH緩衝液を充填した後に、開口部の逆面、即ち、酸化皮膜の底部に酸水溶液またはアルカリ水溶液に接触させる方法により行うのが好ましい。
【0063】
この処理に酸水溶液を用いる場合は、硫酸、リン酸、硝酸、塩酸等の無機酸またはこれらの混合物の水溶液を用いることが好ましい。酸水溶液の濃度は1〜10質量%であるのが好ましい。酸水溶液の温度は、25〜40℃であるのが好ましい。
この処理にアルカリ水溶液を用いる場合は、水酸化ナトリウム、水酸化カリウムおよび水酸化リチウムからなる群から選ばれる少なくとも一つのアルカリの水溶液を用いることが好ましい。アルカリ水溶液の濃度は0.1〜5質量%であるのが好ましい。アルカリ水溶液の温度は、20〜35℃であるのが好ましい。
具体的には、例えば、50g/L、40℃のリン酸水溶液、0.5g/L、30℃の水酸化ナトリウム水溶液または0.5g/L、30℃の水酸化カリウム水溶液が好適に用いられる。
酸水溶液またはアルカリ水溶液への浸せき時間は、8〜120分であるのが好ましく、10〜90分であるのがより好ましく、15〜60分であるのが更に好ましい。
【0064】
マイクロポアを貫通化させた後の酸化皮膜の膜厚は、1〜1000μmであるのが好ましく、10〜500μmであるのが更に好ましい。
【0065】
マイクロポアを貫通化させた後、酸化皮膜を水洗処理する。水和によるマイクロポア貫通孔のポア径の変化を抑制するため、水洗処理は30℃以下で実施することが好ましい。
【0066】
貫通化処理では、上記(a)陽極酸化処理で生じたマイクロポアを貫通化させることができる限り上述した処理以外の処理を用いてもよい。上述した処理では、上記(a)陽極酸化処理により、マイクロポアを有する酸化皮膜が形成されたアルミニウム基板から、上記(b)アルミニウム除去処理によりアルミニウム基板を溶解させた後、上記(c)貫通化処理により酸化皮膜を部分的に溶解させて、酸化皮膜の底部を除去することでマイクロポアを貫通化させたが、アルミニウム基板の除去とマイクロポアの貫通化を同時に行う処理を用いてもよい。
具体的には、上記(a)処理により形成した酸化皮膜の下方、即ち、酸化皮膜におけるアルミニウム基板側の部分を、レーザー等による切削処理や種々の研磨処理等を用いて物理的に除去し、マイクロポア貫通孔を有する酸化皮膜とする方法が好適に例示される。
【0067】
次に、本発明の製造方法の電極膜形成処理および金属充填処理について詳述する。
【0068】
〔電極膜形成処理〕
電極形成処理は、上記(c)処理の後に、マイクロポア貫通孔を有する酸化皮膜の一方の表面に空隙のない電極膜を形成する処理である。
酸化皮膜の表面には、マイクロポア貫通孔による開口部が存在しているが、本処理により該酸化皮膜の表面に空隙のない電極膜を形成することにより、該開口部が電極膜で覆われた状態となる。
電極膜を形成する方法としては、マイクロポア貫通孔を有する酸化皮膜の一方の表面に空隙のない電極膜を形成することができる限り特に限定されない。具体的な形成方法としては、導電性材料、例えば、金属、の無電解めっき処理、導電性材料、例えば、金属、の直接塗布、等が好ましく、これらの中でも電極膜の均一性、及び操作の簡便性の観点から、無電解めっき処理が好ましい。
【0069】
電極膜形成処理に関して、無電解めっき処理を用いる際には、そのめっき核を酸化皮膜の一方の表面に付与することが好ましい。具体的には、無電解めっきにより付与するべき金属と同種の金属又は金属化合物、あるいは無電解めっきにより付与するべき金属よりもイオン化傾向の高い金属又は金属化合物を、酸化皮膜の一方の表面に付与する方法が好ましい。付与方法としては、金属又は金属化合物を蒸着、スパッタリング、あるいは直接塗布する方法が挙げられるが、特に限定されない。
上記のようにめっき核を付与したのち、無電解めっき処理により電極膜を形成する。処理方法は温度、時間により電極層の厚さを制御できる観点から、浸漬法が好ましい。
無電解めっき液の種類としては、従来公知のものを使用することができるが、濃度は、1〜300g/Lであるのが好ましく、100〜200g/Lであるのがより好ましい。
また、形成される電極膜の通電性を高める観点から、金めっき液、銅めっき液、銀めっき液等、貴金属を有するめっき液が好ましく、経時による電極の安定性すなわち、酸化による劣化を防ぐ観点から、金めっき液がより好ましい。
【0070】
また、形成する電極膜の厚さとしては、0.05μm〜100μmが好ましく、0.1μm〜50μmがより好ましく、0.2μm〜20μmが特に好ましい。この範囲より厚さが薄いと、電極膜としての導電性が不十分となる可能性があり、この範囲より厚いと、その形成に時間を要してしまう可能性がある。
また、無電解めっきの処理温度、処理時間としては、形成しうる電極の厚さに依存するが、0℃〜90℃、1分〜10時間が好ましく、5℃〜75℃、10分〜7時間がより好ましく、10℃〜60℃、30分〜5時間が特に好ましい。
【0071】
[金属充填工程]
上記金属充填工程は、上記電極膜形成処理の後に、形成された電極膜を用いた電解めっき処理により、上記酸化皮膜のマイクロポア貫通孔の内部に導電性部材である金属を充填して上記した本発明の微細構造体を得る工程である。
ここで、充填する金属は、本発明の微細構造体において説明したものと同様である。
【0072】
本発明の製造方法においては、金属の充填方法として、電解めっき処理を用いる。電解めっきが少なくとも下記工程(A)、(B)の順で行われる、金属充填微細構造体の製造方法である。
電解めっき工程(A):充填金属の高さが貫通孔の深さの0.01%〜1%まで電解めっきを行い、その時点で、充填金属の高さの平均値からの誤差が30%以内とする。
電解めっき工程(B):工程(A)で行った電解めっき時よりも低い電流密度で、電解めっきする。
上記の二段階、工程(A)と工程(B)とのめっきを行うと該酸化皮膜に存在するマイクロポア貫通孔に対して深さ方向に高い充填率で金属を充填することができる。
【0073】
電解めっき方法は特に限定されるものではなく以下で説明する金属めっきをすることができる。電解めっき工程(A)が終了し、次の電解めっき工程(B)とするタイミングは、予めめっき試験を行って以下のようにして求める。貫通孔の深さを測定し、その値が既知のマイクロポア貫通孔を有する絶縁性基材を所定の条件で電解めっきし、めっき時間を変化させてサンプリングし、金属充填微細構造体を貫通孔の深さ方向に対してFIBで切削加工し、その切削面をFE−SEMで観察し、金属の充填高さが貫通孔の深さの0.01%〜1%までの範囲であって、かつ充填高さを所定数の個所で観察し、充填高さの平均値を計算して、各貫通孔の充填金属の高さの平均値からの誤差を計算し、検量線を求めて、充填金属の高さの平均値からの誤差が30%以内であるめっき条件を算定する。その後に同じ条件で電解めっきを行えばよい。めっき条件には、めっき電圧、電流密度、めっき時間の他に、後に説明する各種の条件を検討する。例えば、貫通構造体の回転、移動、もしくは振動、めっき液流速、陰極の位置や面積、対抗電極の位置や面積が含まれる。
電解めっき工程(B)は、工程(A)で行った電解めっき時よりも低い電流密度で、貫通孔の深さ方向の残りの79%〜79.99%以上99%〜99.99%まで金属を充填する電解めっきをする。工程(A)で電流密度が変化した場合は、変化した電流密度の平均値よりさらに低い電流密度で電解めっき工程(B)を行う。
電流密度を低くする割合は限定されないが、3/4〜1/40が好ましく、1/2〜1/20がより好ましい。
この二段階の電解めっきを行えば、貫通孔の深さ方向の80%以上が金属充填された金属充填微細構造体を得ることができる。
【0074】
ここで、着色などに用いられる従来公知の電解めっき処理では、選択的に孔中に金属を高アスペクトで析出(成長)させることは困難である。これは、析出金属が孔内で消費され一定時間以上電解を行ってもめっきが成長しないためと考えられる。
【0075】
そのため、本発明の製造方法においては、電解めっき処理により金属を充填する際に、パルス電解または定電位電解の際に休止時間をもうけることが好ましい。休止時間は、10秒以上必要で、30〜60秒あるのが好ましい。
また、電解液のかくはんを促進するため、超音波を加えることも望ましい。
更に、電解電圧は、通常20V以下であって望ましくは10V以下であるが、使用する電解液における目的金属の析出電位を予め測定し、その電位+1V以内で定電位電解を行うことが好ましい。なお、定電位電解を行う際には、サイクリックボルタンメトリを併用できるものが望ましく、Solartron社、BAS社、北斗電工社、IVIUM社等のポテンショスタット装置を用いることができる。
定電流電解で行なう場合の電流密度の好ましい範囲は、電解液濃度、細孔径、細孔密度、金属種別によって異なるが、銅めっきの場合、0.05〜50A/dm2が好ましく、0.2〜20A/dm2が更に好ましい。金めっきの場合、0.05〜40A/dm2が好ましく、0.1〜5A/dm2が更に好ましい。ニッケルめっきの場合、0.05〜50A/dm2が好ましく、0.1〜10A/dm2が更に好ましい。
【0076】
めっき液は、従来公知のめっき液を用いることができる。
具体的には、銅を析出させる場合には硫酸銅水溶液が一般的に用いられるが、硫酸銅の濃度は、1〜300g/Lであるのが好ましく、50〜200g/Lであるのがより好ましい。また、電解液中に塩酸を添加すると析出を促進することができる。この場合、塩酸濃度は10〜20g/Lであるのが好ましい。
また、金を析出させる場合、テトラクロロ金の硫酸溶液を用い、交流電解でめっき処理を行なうのが望ましい。
ニッケルを析出させる場合には、硫酸浴、ワット浴、塩化物浴、スルファミン酸ニッケル浴など公知の電解液が使用できる。
【0077】
なお、電解めっき処理の際、めっき液をマイクロポア貫通孔内により充填させやすくするため、マイクロポア貫通孔の内表面を予め親水化処理しておくことが好ましい。この場合、シリケート処理と称されるSi元素をマイクロポア貫通孔の内表面に付与しておく方法が好適に例示される。
Si元素をマイクロポア貫通孔の内表面に付与する方法は特に限定されないが、例えば、アルカリ金属ケイ酸塩が溶解している水溶液に直接浸せきして処理する方法が一般的である。アルカリ金属ケイ酸塩の水溶液は、ケイ酸塩の成分である酸化ケイ素SiO2とアルカリ金属酸化物M2Oの比率(一般に〔SiO2〕/〔M2O〕のモル比で表す。)と濃度によって保護膜厚の調節が可能である。
ここで、Mとしては、特にナトリウム、カリウムが好適に用いられる。
また、モル比は、〔SiO2〕/〔M2O〕が0.1〜5.0が好ましく、0.5〜3.0がより好ましい。
更に、SiO2の含有量は、0.1〜20質量%が好ましく、0.5〜10質量%がより好ましい。
【0078】
[被めっき部分を設ける電解めっき方法―電極配置方法]
(1)被めっき部分
また、以下で説明する被めっき部分を設けるめっき方法を用いて電極を配置して電解めっきを行えば、上記の電解めっき工程(A)および・または電解めっき工程(B)を容易に行うことができる。また、以下で説明する電極配置方法、特に陰極および・または対抗電極配置方法を用いるのが好ましい。
被めっき部分は、貫通構造体のめっきされる表面積以外の部分で、めっきしたい部分の周囲に設けられる追加のめっき部分である。
図3(A)〜(C)は、本発明の製造方法におけるめっきされる部分の配置の例を説明する模式的な平面図であり、(D)、(E)は(B)、(C)の立面断面図である。
被めっき部分を、図3(C)およびその立面断面図である図3(E)を用いて説明する。図3(C)は、貫通構造体10とその周りに設けられた被めっき部分12のみを示している。図3(E)は、めっき時の電極の配置を示し、めっきされる貫通構造体10に接して配置される陰極14と陰極のマスク部分11と、対向電極16を示す。めっきされる貫通構造体の表面積は、図3(C)で、マイクロポア貫通孔3を有する貫通構造体10で示され、この例では正方形であるが、図3(E)では矢印Hでその一辺が示される。図3(C)では、被めっき部分12が、貫通構造体の周囲に設けられる追加のめっき部分として示される。図3(C)の被めっき部分12は、図3(E)でその一辺が矢印Lで示される。
被めっき部分は、図3(E)に示されるように、陰極の一部がめっきされ、陰極の一部である場合が例示できるが、貫通構造体のめっきされる部分の周囲に存在する貫通構造体であって製品としてはトリミングされて除去される部分であってもよい。
被めっき部分の面積は、具体的には、前記電解めっき工程(A)および・または(B)において、前記貫通構造体の周囲に下記式(i)により定義される最低面積以上の被めっき部分を設けるのが好ましい。図3(E)では最低面積の一辺が矢印Sで示される。
最低面積(mm2)=C(mm)×1(mm) (i)
前記式(i)中、Cは、貫通構造体の外周長を表す。
【0079】
(2)対抗電極
[対抗電極の面積]
また、以下で説明する対抗電極の面積で電解めっきを行えば、電流がめっきされる貫通構造体のエッジ部分に集中することが防げて金属の深さ充填率が高くなり、上記の電解めっき工程(A)および・または電解めっき工程(B)を容易に行うことができる。めっきされる面内の電流密度分布を均一化することで面内の充填を均一にすることが可能となる。この観点から、対抗電極の面積が、貫通構造体のめっきされる平面の面積と該貫通構造体の周囲に設けた被めっき部分の面積の和よりも小さいことが好ましい。但し、対抗電極が小さすぎると対抗電極側の電流密度が大きくなりすぎることから一定以上の大きさである必要がある。具体的には、対抗電極の面積が貫通構造体のめっきされる平面の面積と該貫通構造体の周囲に設けた被めっき部分の面積の和の3/4〜1/100が好ましく、1/2〜1/75が更に好ましい。
図3(E)では、対向電極16の一辺が、矢印Dで示される。
以下で説明する、図3(B)、図3(D)のように貫通構造体のめっきされる部分の周囲にマスク部分11が設けられている場合は、対抗電極16の面積は、貫通構造体のめっきされる平面の面積+該貫通構造体の周囲に設けたマスク部分の面積+被めっき部分の面積の和の3/4〜1/100が好ましく、1/2〜1/75が更に好ましい。
【0080】
(3)陰極
図3(A)、図3(B)は、平面図であり、図3(D)は、図3(B)の立面断面図である。本発明の陰極の配置をこれらの図を用いて説明する。図3(A)、(B)の場合は紙面に示されるのはめっきされる貫通構造体10の表面と、その周囲のめっきされないマスク部分11と被めっき部分12である。図3(E)は、めっき時の電極の配置を示し、めっきされる貫通構造体10に接して配置される陰極14と、貫通構造体10の周囲に設けられたマスク部分と陰極のマスク部分11とを示し、陰極14に対して設けられる対抗電極16を示す。被めっき部分12はめっきされる貫通構造体10の周囲[図3(C)]またはマスク部分11の周囲[図3(A)、(B)]に、上記の最低面積以上で設けられる。陰極14は、めっきされる貫通構造体10より所定面積以上の大きさ(面積)であることが好ましい。
【0081】
図3(D)では、被めっき部分12と貫通構造体10の周囲にマスク部分11が設けられ、被めっき部分12と貫通構造体10が離れている場合は、上記式(i)の最低面積を算出するには、貫通構造体の外周長Cに変えて、マスク部分11の外周長を用いる。
本発明の好ましいめっき方法では、貫通構造体10の周囲に上記式(i)により定義される最低面積以上の被めっき部分12を設ける。そのためには貫通構造体10のめっきされる平面の面積より前記最低面積以上大きな面積の陰極14を用いて、貫通構造体10の周囲に前記最低面積以上の被めっき部分12を設ける。
被めっき部分は上記式(i)により定義される最低面積以上であればよいが、あまりに広い被めっき部分を設けるのは経済的ではないのでその上限は、上限面積(mm2)=C(mm)×200(mm)としてもよい。
【0082】
[めっき液流速]
本発明の製造方法に用いる電解めっき工程は、めっき液の平均流速が3cm/sec〜200cm/secであるのが好ましい。めっき液流速は、加振装置、攪拌装置でめっき液を攪拌してもよいし、ポンプ等で連続的にめっき液を還流してもよい。電解液のかくはんを促進するため、超音波を加えてもよい。めっき液流の方向は特に限定されないが、貫通孔の深さ方向と平行な方向にめっき液流が生じているのが好ましい。
【0083】
[貫通構造体の回転、移動または振動]
本発明の製造方法に用いる電解めっき工程では、めっきされる貫通構造体が回転、移動または振動しているのが好ましい。めっきされる貫通構造体が、少なくとも、回転、移動または振動していると、貫通構造体の深さ方向への金属充填率がより高くなる。回転数は限定されないが例えば10〜80回転/分が好ましい。
【0084】
上記金属充填工程の後、酸化皮膜表面から電極膜を除去することで、本発明の金属充填微細構造体が得られる。
本発明の製造方法では、該酸化皮膜に存在するマイクロポア貫通孔に対して深さ方向に高い充填率で金属を充填することができ、金属の貫通孔深さ充填率が80%以上の金属充填微細構造体を得ることができる。
上記酸化皮膜表面から電極膜を除去する方法としては、以下に述べる表面平滑化処理を行うことができる。
【0085】
[表面平滑化処理]
本発明の製造方法においては、上記金属充填工程の後に、化学機械研磨(CMP:Chemical Mechanical Polishing)処理によって、酸化皮膜の表面および裏面を平滑化する表面平滑処理を行うことが好ましい。
表面平滑化処理を行うことにより、酸化皮膜の一方の表面に形成された電極膜が除去される。また、金属を充填させた後の酸化皮膜の表面および裏面の平滑化と表面に付着した余分な金属を除去することができる。
CMP処理には、フジミインコーポレイテッド社製のPLANERLITE−7000、日立化成社製のGPX HSC800、旭硝子(セイミケミカル)社製のCL−1000等のCMPスラリーを用いることができる。
【0086】
また、表面平滑化処理には機械的研磨処理を用いてもよい。この場合、CMP処理と機械的研磨処理を併用してもよいし、機械的研磨処理のみを実施してもよい。表面平滑化処理として機械的研磨処理を施す場合、例えば、表面平滑化処理する対象を平坦性の高い金属板あるいはセラミック板等の試料台にワックスあるいは接着剤で貼り付けた状態で、回転台に貼り付けたサンドペーパー、あるいは研磨剤を塗布した研磨布を用いて荷重を加えて研磨する方法が好適に用いられる。
機械的研磨処理に用いる試料台としては、その耐久性から、例えばセラミック製冶具(ケメット・ジャパン株式会社製)を用いることができる。また、表面平滑化処理する対象を試料台に貼り付ける材料としては、接合/剥離の容易性からワックスが好ましく、例えばアルコワックス(日化精工株式会社製)、アクアワックス(日化精工株式会社製)を用いることができる。また、研磨剤としては、研磨対象がアルミナであることからダイヤモンド砥粒を有するものが好ましく、例えばDP−懸濁液P−6μm・3μm・1μm・1/4μm(ストルアス製)を所望により用いることができる。
【0087】
上記の手順で得られた金属充填微細構造体は、その用途に応じて所望の大きさにカットしてもよい。金属充填微細構造体をカットする方法としては、炭酸ガスレーザ、YAGレーザ、YVO系レーザ、エキシマ系レーザ等を用いたレーザ加工、ダイヤモンドカッター等のダイシング加工、ウォータジェット加工等を用いることができる。これらの中でも、その切削面状の観点から、レーザ加工、ダイシング加工が好ましい。
【実施例】
【0088】
以下に実施例を示して本発明を具体的に説明する。ただし、本発明はこれらに限定されない。
【0089】
(1)鏡面仕上げ処理(電解研磨処理)
高純度アルミニウム基板(住友軽金属社製、純度99.99質量%、厚さ0.4mm)を10cm四方の面積で陽極酸化処理できるようカットし、以下組成の電解研磨液を用い、電圧25V、液温度65℃、液流速3.0m/minの条件で電解研磨処理を施した。
陰極はカーボン電極とし、電源は、GP0110−30R(高砂製作所社製)を用いた。また、電解液の流速は渦式フローモニターFLM22−10PCW(AS ONE製)を用いて計測した。
【0090】
(電解研磨液組成)
・85質量%リン酸(和光純薬社製試薬) 660mL
・純水 160mL
・硫酸 150mL
・エチレングリコール 30mL
【0091】
(2)陽極酸化処理
次いで、電解研磨処理後のアルミニウム基板に、特開2007−204802号公報に記載の手順にしたがって自己規則化法による陽極酸化処理を施した。
電解研磨処理後のアルミニウム基板に、0.50mol/Lシュウ酸の電解液で、電圧40V、液温度15℃、液流速3.0m/minの条件で、5時間のプレ陽極酸化処理を施した。
その後、プレ陽極酸化処理後のアルミニウム基板を、0.2mol/L無水クロム酸、0.6mol/Lリン酸の混合水溶液(液温:50℃)に12時間浸漬させる脱膜処理を施した。
その後、0.50mol/Lシュウ酸の電解液で、電圧40V、液温度15℃、液流速3.0m/minの条件で、16時間の再陽極酸化処理を施し、膜厚130μmの酸化皮膜を得た。
なお、プレ陽極酸化処理および再陽極酸化処理は、いずれも陰極はステンレス電極とし、電源はGP0110−30R(高砂製作所社製)を用いた。また、冷却装置にはNeoCool BD36(ヤマト科学社製)、かくはん加温装置にはペアスターラー PS−100(EYELA社製)を用いた。更に、電解液の流速は渦式フローモニターFLM22−10PCW(AS ONE製)を用いて計測した。
【0092】
(3)貫通化処理
次いで、20質量%塩化水銀水溶液(昇汞)に20℃、3時間浸漬させることによりアルミニウム基板を溶解し、更に、5質量%リン酸に30℃、30分間浸漬させることにより酸化皮膜の底部を除去し、マイクロポア貫通孔を有する酸化皮膜を作製した。
【0093】
ここで、貫通孔としてのマイクロポアの平均孔径は、30nmであった。平均孔径は、FE−SEMにより表面写真(倍率50000倍)を撮影し、50点測定した平均値として算出した。
【0094】
また、貫通孔としてのマイクロポアの平均深さは、130μmであった。ここで、平均深さは、上記で得られた微細構造体をマイクロポアの部分で厚さ方向に対してFIBで切削加工し、その断面をFE−SEMにより表面写真(倍率50000倍)を撮影し、10点測定した平均値として算出した。
【0095】
また、貫通孔としてのマイクロポアの密度は、約1.5億個/mm2であった。ここで、密度は、図4に示すように、先に説明した式(ii)により定義される規則化度が50%以上となるように配列するマイクロポアの単位格子51中に1/2個のマイクロポア52があるとして、下記式により計算した。下記式中、Ppはマイクロポアの周期を表す。
密度(個/μm2)=(1/2個)/{Pp(μm)×Pp(μm)×√3×(1/2)}
【0096】
更に、貫通孔としてのマイクロポアの規則化度は、92%であった。ここで、規則化度は、FE−SEMにより表面写真(倍率20000倍)を撮影し、2μm×2μmの視野で、マイクロポアについて上記式(ii)により定義される規則化度を測定した。
【0097】
(4)加熱処理
次いで、上記で得られた貫通構造体に、温度400℃で1時間の加熱処理を施した。
【0098】
(5)電極膜形成処理
次いで、上記加熱処理後の貫通構造体の一方の表面に電極膜を形成する処理を施した。
すなわち、0.7g/L塩化金酸水溶液を、一方の表面に塗布し、140℃/1分で乾燥させ、更に500℃/1時間で焼成処理し、金のめっき核を作成した。
その後、無電解めっき液としてプレシャスファブACG2000基本液/還元液(日本エレクトロプレイティング・エンジニヤース(株)製)を用いて、50℃/1時間浸漬処理し、表面との空隙のない電極膜を形成した。
【0099】
(6)金属充填処理工程(電解めっき処理)
次いで、上記電極膜を形成した面に銅電極を密着させ、該銅電極を陰極にし、白金を正極にして電解めっき処理を施した。
以下の組成のめっき液を使用し、定電流電解を施すことにより、マイクロポアに金属が充填された金属充填微細構造体を作製した。
ここで、定電流電解は、山本鍍金社製のめっき装置を用い、北斗電工社製の電源(HZ−3000)を用い、めっき液中でサイクリックボルタンメトリを行って析出電位を確認した後に、下記表1に示す条件で処理を施し、実施例1〜14の金属充填微細構造体を得た。貫通構造体を回転してめっきする場合はめっきされる面の中心を軸として回転した。
【0100】
銅めっき液組成
・硫酸銅 100g/L
・硫酸 50g/L
・塩酸 15g/L
・温度 25℃
【0101】
ニッケルめっき液組成
・硫酸ニッケル 300g/L
・塩化ニッケル 60g/L
・ホウ酸 40g/L
・温度 50℃
【0102】
(実施例13)
10時間の再陽極酸化処理を施し、膜厚80μmの酸化皮膜を得たことと、得られた貫通孔としてのマイクロポアの平均深さが、80μmであったこと、以外は上記実施例1〜12と同様にして表1に示す金属充填微細構造体を得た。
(実施例14)
20時間の再陽極酸化処理を施し、膜厚160μmの酸化皮膜を得たことと、得られた貫通孔としてのマイクロポアの平均深さが、160μmであったこと、以外は上記実施例1〜12と同様にして表1に示す金属充填微細構造体を得た。
【0103】
(比較例1〜4)
上記処理(6)金属充填処理工程において、下記表1記載の条件で処理した以外は、実施例1と同様の方法で、比較例1〜4の微細構造体を作製した。
【0104】
上記のようにして作製した実施例1〜14および比較例1〜4の金属充填微細構造体の充填高さを、電解めっき工程(A)後と、電解めっき工程(A)、電解めっき工程(B)、化学機械研磨処理の順に行った後について評価した。
具体的には、作製した実施例および比較例の金属充填微細構造体を厚さ方向に対してFIBで切削加工し、その切削面をFE−SEMで観察し、充填高さを100個所で観察し、充填高さの平均値と最低値を計算した。結果を表1に示す。なお、実施例の金属充填微細構造体の平面充填率はいずれも100%であった。
【0105】
【表1】
【符号の説明】
【0106】
1 金属充填微細構造体
2 絶縁性基材
3 マイクロポア貫通孔
4 金属
6 絶縁性基材の厚み
7 マイクロポア貫通孔間の幅
8 マイクロポア貫通孔の直径
9 マイクロポア貫通孔の中心間距離(周期)
10 貫通構造体
11 マスク部分
12 被めっき部分
14 陰極
16 対抗電極
51 マイクロポアの単位格子
52 マイクロポア
【特許請求の範囲】
【請求項1】
1×106〜1×1010/mm2の密度で、孔径10〜5000nm、深さ50〜1000μmの貫通孔を有する絶縁性基材からなる貫通構造体の貫通孔内部に、貫通孔の深さの80%以上の深さまで金属が充填されていることを特徴とする金属充填微細構造体。
【請求項2】
前記貫通孔のアスペクト比が100以上である、請求項1に記載の金属充填微細構造体。
【請求項3】
前記貫通構造体がアルミナを主とした成分である、請求項1または請求項2に記載の金属充填微細構造体。
【請求項4】
前記貫通構造体がアルミニウムの陽極酸化により得られた微細構造体である請求項1〜3のいずれかに記載の金属充填微細構造体。
【請求項5】
請求項1〜4のいずれかの金属充填微細構造体を製造する金属充填微細構造体の製造方法であって、少なくとも、
前記貫通孔への金属の充填が電解めっき方法により施され、
前記電解めっき処理時において、該電解めっきが少なくとも下記工程(A)、(B)の順で行われる、金属充填微細構造体の製造方法:
電解めっき工程(A):充填金属の高さが貫通孔の深さの0.01%〜1%まで電解めっきを行い、その時点で、充填金属の高さの平均値からの誤差が30%以内である、
電解めっき工程(B):工程(A)で行った電解めっき時よりも低い電流密度で、電解めっきする。
【請求項6】
前記電解めっき工程において、前記貫通構造体の周囲に下記式(i)により定義される最低面積以上の被めっき部分を設ける、請求項5に記載の金属充填微細構造体の製造方法:
最低面積(mm2)=C(mm)×1(mm) (i)
前記式(i)中、Cは、貫通構造体の外周長を表す。
【請求項7】
前記貫通構造体の底面に形成した電極膜に接する陰極と、該陰極に対抗する対抗電極とを用いて前記貫通構造体をめっきする際に、前記貫通構造体のめっきされる平面の面積より前記最低面積以上大きな陰極を用いて、前記貫通構造体の周囲に前記最低面積以上の被めっき部分を設ける請求項6に記載の金属充填微細構造体の製造方法。
【請求項8】
前記電解めっきにおいて、めっき液の平均流速が3cm/sec〜200cm/secである、請求項5〜7のいずれかに記載の金属充填微細構造体の製造方法。
【請求項9】
前記電解めっきにおいて、前記貫通構造体が少なくとも回転、または移動、もしくは振動する、請求項5〜8のいずれかに記載の金属充填微細構造体の製造方法。
【請求項10】
前記貫通構造体の底面に形成した電極膜に接する陰極と、該陰極に対抗する対抗電極とを用いて前記貫通構造体をめっきする際に、前記貫通構造体のめっきされる平面の面積と前記貫通構造体の周囲に設けた被めっき部分の面積との和より小さい面積を持つ対抗電極を用いてめっきする請求項6〜請求項9のいずれかに記載の金属充填微細構造体の製造方法。
【請求項1】
1×106〜1×1010/mm2の密度で、孔径10〜5000nm、深さ50〜1000μmの貫通孔を有する絶縁性基材からなる貫通構造体の貫通孔内部に、貫通孔の深さの80%以上の深さまで金属が充填されていることを特徴とする金属充填微細構造体。
【請求項2】
前記貫通孔のアスペクト比が100以上である、請求項1に記載の金属充填微細構造体。
【請求項3】
前記貫通構造体がアルミナを主とした成分である、請求項1または請求項2に記載の金属充填微細構造体。
【請求項4】
前記貫通構造体がアルミニウムの陽極酸化により得られた微細構造体である請求項1〜3のいずれかに記載の金属充填微細構造体。
【請求項5】
請求項1〜4のいずれかの金属充填微細構造体を製造する金属充填微細構造体の製造方法であって、少なくとも、
前記貫通孔への金属の充填が電解めっき方法により施され、
前記電解めっき処理時において、該電解めっきが少なくとも下記工程(A)、(B)の順で行われる、金属充填微細構造体の製造方法:
電解めっき工程(A):充填金属の高さが貫通孔の深さの0.01%〜1%まで電解めっきを行い、その時点で、充填金属の高さの平均値からの誤差が30%以内である、
電解めっき工程(B):工程(A)で行った電解めっき時よりも低い電流密度で、電解めっきする。
【請求項6】
前記電解めっき工程において、前記貫通構造体の周囲に下記式(i)により定義される最低面積以上の被めっき部分を設ける、請求項5に記載の金属充填微細構造体の製造方法:
最低面積(mm2)=C(mm)×1(mm) (i)
前記式(i)中、Cは、貫通構造体の外周長を表す。
【請求項7】
前記貫通構造体の底面に形成した電極膜に接する陰極と、該陰極に対抗する対抗電極とを用いて前記貫通構造体をめっきする際に、前記貫通構造体のめっきされる平面の面積より前記最低面積以上大きな陰極を用いて、前記貫通構造体の周囲に前記最低面積以上の被めっき部分を設ける請求項6に記載の金属充填微細構造体の製造方法。
【請求項8】
前記電解めっきにおいて、めっき液の平均流速が3cm/sec〜200cm/secである、請求項5〜7のいずれかに記載の金属充填微細構造体の製造方法。
【請求項9】
前記電解めっきにおいて、前記貫通構造体が少なくとも回転、または移動、もしくは振動する、請求項5〜8のいずれかに記載の金属充填微細構造体の製造方法。
【請求項10】
前記貫通構造体の底面に形成した電極膜に接する陰極と、該陰極に対抗する対抗電極とを用いて前記貫通構造体をめっきする際に、前記貫通構造体のめっきされる平面の面積と前記貫通構造体の周囲に設けた被めっき部分の面積との和より小さい面積を持つ対抗電極を用いてめっきする請求項6〜請求項9のいずれかに記載の金属充填微細構造体の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−80139(P2011−80139A)
【公開日】平成23年4月21日(2011.4.21)
【国際特許分類】
【出願番号】特願2010−133736(P2010−133736)
【出願日】平成22年6月11日(2010.6.11)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成23年4月21日(2011.4.21)
【国際特許分類】
【出願日】平成22年6月11日(2010.6.11)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]