
金属充填装置
【課題】処理後の被処理物上に形成される余剰金属からなる層の厚さを最小限の厚さにすることができるとともに、被処理物上に開口するように形成された微小空間(ビア,貫通孔)に溶融金属を充填することのできる金属充填装置を提供する。
【解決手段】金属充填装置1は、半導体ウェハを保持する保持台H、保持台Hに対向して設けられ、保持面Hに対向する側に金属から構成される押付部が形成されたピストンPを備え、保持台Hに保持された半導体ウェハKに対してピストンPを押付可能に設けられた押付機構5などを備えてなり、保持台Hに保持された半導体ウェハK、ハウジングC及びピストンPによって気密状の処理室2が形成される。また、処理室2内の気体を排気して、当該処理室2内を減圧する減圧機構3、処理室2内に溶融金属Mを供給する溶融金属供給機構4、処理室2内に不活性ガスを供給する加圧ガス供給機構7などを備える。
【解決手段】金属充填装置1は、半導体ウェハを保持する保持台H、保持台Hに対向して設けられ、保持面Hに対向する側に金属から構成される押付部が形成されたピストンPを備え、保持台Hに保持された半導体ウェハKに対してピストンPを押付可能に設けられた押付機構5などを備えてなり、保持台Hに保持された半導体ウェハK、ハウジングC及びピストンPによって気密状の処理室2が形成される。また、処理室2内の気体を排気して、当該処理室2内を減圧する減圧機構3、処理室2内に溶融金属Mを供給する溶融金属供給機構4、処理室2内に不活性ガスを供給する加圧ガス供給機構7などを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被処理物表面上に形成された微小空間内に溶融金属を充填する金属充填装置に関するものである。
【背景技術】
【0002】
近時、シリコン貫通電極(Through Silicon via)技術において、半導体ウェハ(被処理物)上に設けたビアや貫通孔(微小空間)に金属を充填する技術が求められている。シリコン貫通電極技術によれば、貫通電極を用いたチップ積層技術の開発が可能となることから、三次元実装による高機能・高速動作の半導体システムの実現が期待されている。
【0003】
そして、上記のように、被処理物上の微小空間内に金属を充填する方法としては、例えば、特開2002−368083号公報に開示された方法が知られている。
【0004】
特開2002−368083号公報に開示された方法は、減圧したチャンバ内で、金属を充填すべき微小空間が形成された試料の一面に、その微小空間を覆うように溶融金属を供給した後、真空チャンバ内を不活性ガスで大気圧以上に加圧することにより、溶融金属を微小空間内に真空吸引させる方法である。この方法によれば、被処理物上の微小空間内と真空チャンバ内との間に生じた圧力差によって、溶融金属を微小空間内に真空吸引させることができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−368083号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、被処理物と溶融金属との濡れ性が悪い場合、被処理物上に供給した溶融金属が表面張力によって弾かれるという問題がある。そのため、上記従来の金属充填方法において、微小空間を覆うように溶融金属を供給する際に、被処理物の一面を大量の溶融金属で覆う必要があった。しかしながら、このように被処理物上に大量の溶融金属を供給した場合、処理後の被処理物上に余剰金属からなる分厚い層が形成され、後工程においてこれを除去しなければならなかった。
【0007】
また、大量の溶融金属を供給するためには、加熱系の大容量化や溶融金属の性質維持手段の構築、材料の消費量増加などといった装置コストやランニングコストの増加を避けることができなかった。
【0008】
本発明は、以上の実情に鑑みなされたものであって、処理後の被処理物上に形成される余剰金属からなる層の厚さを最小限の厚さにすることができるとともに、被処理物上に開口するように形成された微小空間(ビア,貫通孔)に溶融金属を充填することのできる金属充填装置の提供をその目的とする。
【課題を解決するための手段】
【0009】
本発明は、被処理物表面の、当該表面に開口するように形成された微小空間内に、当該被処理物上に供給した溶融金属を充填する金属充填装置に関する。
【0010】
上記金属充填装置は、
前記被処理物を保持する保持部と、
内部空間を有し、一端が前記保持部と対向して設けられる筒状部材と、
前記筒状部材の内部空間内に進退自在に嵌入された押付部材と、
前記保持部に保持される被処理物に対して前記押付部材を進退させる押付機構と、
前記保持部及び筒状部材のうち少なくとも一方を、他方に対し接近、離反する方向に移動させる移動機構とを備え、
前記保持部に保持される被処理物又は前記保持部と、前記筒状部材及び前記押付部材とによって気密状の処理室が形成され、
更に、前記処理室内を減圧する減圧機構と、
前記処理室内に溶融金属を供給する溶融金属供給機構と、
前記処理室内に供給される溶融金属を加圧する加圧機構とを備えるとともに、
前記処理室は、前記押付部材の進退位置によってその容積が変化するように構成されている。
【0011】
この金属充填装置によれば、まず、移動機構によって保持部と筒状部材とを、両者が離反した状態にした上で、表面に微小空間が形成された被処理物を、その表面が押付部材と対向するように保持部に配置し、ついで、移動機構によって保持部と筒状部材とを接近させ、筒状部材の一端を保持部に保持された被処理物又は保持部に当接させる。これにより、被処理物又は保持部と、筒状部材及び押付部材とによって囲まれた気密状の処理室が形成される。尚、被処理物の比重よりも溶融金属の比重の方が大きい場合には、前記筒状部材の一端を被処理物に当接させた状態で、被処理物、筒状部材及び押付部材により処理室を形成することで、当該処理室内に溶融金属を供給した際に、被処理物が保持部上から浮き上がるのを防止することができる。
【0012】
しかる後、減圧機構によって処理室内の気体を排気して、処理室内を減圧した後、溶融金属供給機構によって、処理室内(被処理物と押付部材との間)に溶融金属を供給する。その後、加圧機構により処理室内に供給された溶融金属を加圧することで、微小空間内に溶融金属が充填される。尚、このように、処理室内を減圧した後に当該処理室内に溶融金属を供給することで、ボイドの発生を低減することができる。
【0013】
そして、上記金属充填装置においては、その後、押付機構によって押付部材を被処理物に向けて移動させ、当該押付部材を被処理物に押し当てる。これにより、処理室の容積が絞られる、言い換えれば、被処理物と押付部材との間の隙間が狭められるため、被処理物上の余剰溶融金属が当該被処理物と押付部材との間から押し出される。したがって、処理後の被処理物上に形成される余剰金属からなる層の厚さを最小限の厚さにすることができる。尚、この際、余剰溶融金属は、溶融金属供給機構に押し戻されるようにしても良いし、或いは、溶融金属を供給した後の処理室内に空間が残されている場合には、その残された空間内に押し出されるようにしても良い。
【0014】
また、上記金属充填装置における加圧機構は、処理室内に加圧気体を供給する加圧気体供給機構であっても良い。このようにすれば、溶融金属を供給した処理室内に加圧気体を供給することによって、当該処理室内に供給した溶融金属を気体により加圧することができ、所謂差圧充填によって溶融金属を微小空間内に充填することができる。更に、溶融金属を気体により加圧することによって、被処理物上で溶融金属が弾かれるのを防止することができる。
【0015】
また、上記金属充填装置において、溶融金属供給機構は、処理室内を溶融金属で完全に満たすように、当該処理室内に溶融金属を供給するように構成しても良い。このようにすれば、被処理物上で溶融金属が弾かれることがなく、被処理物上に溶融金属を均一に広げることができる。また、処理室内を溶融金属で完全に満たした状態で、前記押付部材を被処理物に向けて移動させることにより、押付部材によって処理室内に供給された溶融金属を加圧することができるため、被処理物上の微小空間内に溶融金属を押し込むことができる。この場合、前記押付機構は加圧機構としても機能する。また、前記押付部材を被処理物に向けて移動させることにより、押付部材と被処理物との間から余剰溶融金属を押し出すことができる。尚、押し出された余剰溶融金属は、溶融金属供給機構に戻される。また、予め押付部材を被処理物に接近させて、処理室の容積を極力小さくしてから溶融金属を供給するようにすることで、処理室内を完全に満たすために必要な溶融金属の量を減らすことができる。
【0016】
また、溶融金属供給機構は、処理室内を溶融金属で完全に満たすように、当該処理室内に溶融金属を加圧供給するように構成しても良い。このようにすれば、濡れ性が非常に悪く、弾く力が非常に強い場合でも、上述したように、被処理物上で溶融金属が弾かれることがなく、被処理物上に溶融金属を均一に広げることができ、また、処理室内に溶融金属を加圧供給し、溶融金属の供給圧によって処理室内に供給された溶融金属を加圧することができるため、被処理物上の微小空間内に溶融金属を押し込むことができる。この場合、前記溶融金属供給機構は、加圧機構としても機能する。
【0017】
更に、上記金属充填装置は、一端が筒状部材の内壁面に開口した通気路を備えるとともに、一端が筒状部材の内壁面に開口した供給路を備え、減圧機構は、通気路を介して処理室内の気体を排気して処理室内を減圧するように構成し、溶融金属供給機構は、供給路を介して処理室内に溶融金属を供給するように構成することが好ましい。
【0018】
また、上記金属充填装置は、一端が押付部材の前記保持部に対向する面に開口するように当該押付部材に形成された通気路を備えるとともに、一端が前記対向する面に開口するように押付部材に形成された供給路を備え、減圧機構は、前記通気路を介して処理室内の気体を排気し、当該処理室内を減圧するように構成し、溶融金属供給機構は、供給路を介して処理室内に溶融金属を供給するように構成しても良い。
【0019】
また、本発明においては、上記金属充填装置は、溶融金属供給機構によって供給された溶融金属を押付部材と被処理物表面との間に閉じ込める溶融金属封止部を押付部材に設けることが好ましい。このようにすれば、押付部材を被処理物表面に押し付けた際に、溶融金属封止部の働きにより、溶融金属を押付部材と被処理物表面との間に閉じ込めるので、被処理物の処理面全体に高い圧力をかけることが可能となり、溶融金属を被処理物上に形成された微小空間内に隙間なく充填することができる。
【0020】
即ち、前記溶融金属を前記押付部材と前記被処理物との間に閉じ込めることにより、溶融金属が被処理物上の概ね全領域において封止された状態となり、溶融金属に適切な圧力をかけて被処理物全体の微小空間内に当該溶融金属を押し込むことが可能となる。これにより、微小空間内に溶融金属を隙間なく押し込み、充填時におけるボイドの発生を回避し、高精度の金属充填を実現することができる。
【0021】
尚、本発明において、被処理物上に形成される微小空間の大きさは、典型的にはその直径が0.1μm〜数十μmのものを想定している。また、溶融金属が入り込むものであれば、その形成方法やアスペクト比などの形態は問わず、貫通孔であるか否かも問わない。また、その形状も限定されず、直線状、曲線状、クランク状など任意の形状であって良く、分岐の有無も問わない。更に、非貫通孔であれば、その深さは、被処理物の厚さに応じて数百μm以下で任意のものとすることができる。
【発明の効果】
【0022】
本発明に係る金属充填装置によれば、処理後の被処理物上に形成される余剰金属からなる層の厚さを最小限の厚さにすることができるとともに、被処理物上に開口するように形成された微小空間(ビア,貫通孔)に溶融金属を充填することができる。
【図面の簡単な説明】
【0023】
【図1】本発明の一実施形態に係る金属充填装置の概略構成を示した断面図である。
【図2】上記実施形態の金属充填装置の動作フローを示す説明図である。
【図3】上記実施形態の金属充填装置の動作フローを示す説明図である。
【図4】上記実施形態の金属充填装置の動作フローを示す説明図である。
【図5】上記実施形態の金属充填装置の動作フローを示す説明図である。
【図6】上記実施形態の金属充填装置の動作フローを示す説明図である。
【図7】上記実施形態の金属充填装置の動作フローを示す説明図である。
【図8】上記実施形態の金属充填装置の動作フローを示す説明図である。
【図9】(a)は、ピストンに、溶融金属封止部を設ける構成例を示す断面図であり、(b)は、(a)のピストンを半導体ウェハに向けて下降させたときの様子を示す断面図である。
【図10】ピストンに、溶融金属封止部を設ける更なる構成例を示す断面図であり、(b)は、(a)のピストンを半導体ウェハに向けて下降させたときの様子を示す断面図である。
【図11】(a)は、ピストンに設ける溶融金属封止部の更なる構成例を示す断面図であり、(b)は、(a)のピストンを半導体ウェハに向けて下降させたときの様子を示す断面図である。
【図12】(a)は、ピストンに設ける溶融金属封止部の更なる構成例を示す断面図であり、(b)は、(a)のピストンを半導体ウェハに向けて下降させたときの様子を示す断面図である。
【図13】(a)は、ピストンに設ける溶融金属封止部の更なる構成例を示す断面図であり、(b)は、(a)のピストンを半導体ウェハに向けて下降させたときの様子を示す断面図である。
【図14】(a)は、金属充填前の半導体ウェハ上の微小空間を示す断面図であり、(b)は、良好に金属充填された上記微小空間を示す断面図であり、(c)は充填不良を生じた上記微小空間を示す断面図である。
【図15】本発明の他の実施形態に係る金属充填装置の概略構成を示した断面図である。
【図16】本発明の他の実施形態に係る金属充填装置の概略構成を示した断面図である。
【図17】他の実施形態に係る金属充填装置の動作フローを示す説明図である。
【図18】他の実施形態に係る金属充填装置の動作フローを示す説明図である。
【図19】他の実施形態に係る金属充填装置の動作フローを示す説明図である。
【図20】他の実施形態に係る金属充填装置の動作フローを示す説明図である。
【図21】他の実施形態に係る金属充填装置の動作フローを示す説明図である。
【図22】本発明の他の実施形態に係る金属充填装置の概略構成を示した断面図である。
【発明を実施するための形態】
【0024】
以下、本発明の具体的な実施形態について、添付図面に基づき説明する。
【0025】
〔1.金属充填装置の構成〕
【0026】
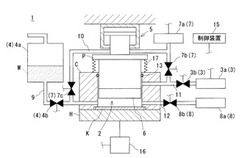
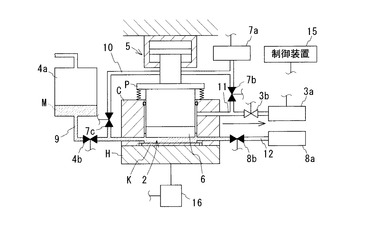
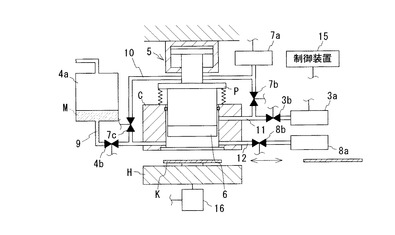
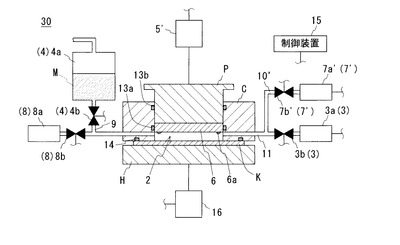
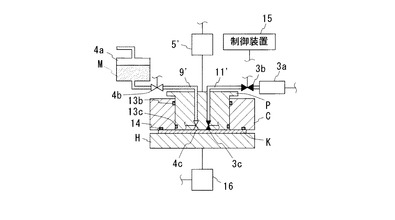
図1に示すように、本実施例の金属充填装置1は、半導体ウェハ(被処理物)K表面に開口するように形成された微小空間内に溶融金属Mを充填する金属充填装置であって、半導体ウェハKがその前記表面を上にして保持される保持台Hと、内部に空間が形成され、下端面が前記保持台Hと対向して配設された筒状のハウジングCと、保持台Hに保持される半導体ウェハKの表面に対して進退自在に設けられた押付部材たるピストンPと、前記保持台Hを前記ハウジングCに接近、離反させる昇降機構16と、前記ピストンPを進退させる押付機構5とを備えてなり、前記保持台Hに保持された半導体ウェハK、ハウジングC及びピストンPによって気密状の処理室2が形成される。
【0027】
また、当該金属充填装置1は、前記処理室2内の気体を排気して、当該処理室2内を減圧する減圧機構3と、処理室2内に溶融金属Mを供給する溶融金属供給機構4と、処理室2内に不活性ガスを供給するガス加圧機構7と、処理室2内に供給された溶融金属Mを回収する溶融金属回収機構8と、前記昇降機構16、押付機構5、減圧機構3、溶融金属供給機構4、ガス加圧機構7及び溶融金属回収機構8の作動を制御する制御装置15とを備えている。
【0028】
前記保持台Hは、前記昇降機構16によって昇降するようになっており、この保持台HをハウジングCに向けて上昇させ、保持台Hの上面をハウジングCの下端面に当接させることにより、気密状の処理室2が形成される。尚、前記昇降機構16は、トルクモータなどから構成されており、前記制御装置15によってその作動が制御される。
【0029】
前記ピストンPは、その保持台Hに対向する側に、耐熱性を有するステンレス440C(またはステンレス304)で構成された押付部6が設けられている。尚、ステンレスは、高温環境下で使用しても表面状態が安定しており、十分な硬さを有している点で押付部6の素材として優れている。また、ピストンPは、前記ハウジングCの上側開口部から嵌挿され、押付機構5によって軸線方向に進退するようになっている。尚、ピストンPの外周面とハウジングCの内周面との間には、Oリング13が介装されており、両者の間がこのOリング13によってシールされている。また、ピストンPのフランジ部とハウジングCの上端面との間には、ベローズシール17が設けられており、当該ベローズシール17によって、ピストンPとハウジングCとの間の気密性を更に高めている。
【0030】
また、押付部6の表面のうち、少なくとも溶融金属Mと接する領域は、電解研磨されて鏡面加工が施されている。このような鏡面加工処理の結果、試作した金属充填装置1において、押付部6の表面粗さは、十点平均粗さ(Rz)で0.3μm以下、最大高さ(Ry)で0.5μm以下、凹凸平均距離(Sm)で10μm以上となっている。このように、押付部6の表面粗さ(十点平均粗さ)を、0.3μm以下として、押付部6の金属表面を滑らかなものとしておけば、溶融金属Mが押付部6側に固着することを防ぐことができるので、押付部6を半導体ウェハKから引き離すときにも、冷却硬化した溶融金属Mは押付部6の金属表面から容易に剥離され、充填不良や半導体ウェハKの割れなどを効果的に回避することが可能となる。
【0031】
尚、本願で表面粗さというときは、JIS規格の十点平均粗さのことを指す。
【0032】
更に、押付部6の表面には、DLC皮膜処理(離型処理)が施されており、強い力で押付部6を溶融金属に押し付けたとしても、当該溶融金属Mが硬化しても容易に押付部6から剥離されるようになっている。
【0033】
離型処理としては、DLC処理の他、CrNコーティング処理、TiNコーティング処理、サーフ処理などを好適に用いることができる。また、押付部6は、前述の通り、ステンレスの金属製なので十分な硬度を有しており、試作した金属充填装置1においては、上述の鏡面加工処理ないし離型処理を施した状態で、そのマイクロビッカース硬さ(Hv)は1200より大きかった。
【0034】
また、金属製の押付部6は、加熱加圧による変形も比較的少なく、上記のように、十分な硬度を有しているので、その表面に施したコーティング処理が落ちにくく、コーティング処理の効果を長寿命化することができる。
【0035】
前記押付機構5は、所謂油圧シリンダ機構であって、ピストンPを進退させる駆動力を与える機構であり、ピストンPの押付部6を所定の押圧力で半導体ウェハKに押し付けることができる。尚、図示していないが、この押付機構5は、図中上側の部屋及び図中下側の部屋に圧油を供給する配管がそれぞれ接続され、当該各配管にはその作動が前記制御装置によって制御される切換弁が設けられており、前記ピストンPは、前記上側の部屋に圧油が供給されると下側に移動し、前記下側の部屋に圧油が供給されると上側に移動する。
【0036】
前記減圧機構3は、ハウジングCの上端側の側壁を貫通して設けられた配管11によって処理室2と接続された真空ポンプ3aと、配管11の、真空ポンプ3aと処理室2との間に設けられた制御弁3bとからなり、真空ポンプ3aによって処理室2内の空気を排気して、処理室2内を減圧する機構である。尚、前記真空ポンプの作動及び前記制御弁3bの開閉は、前記制御装置15によって制御されている。
【0037】
また、前記溶融金属供給機構4は、ハウジングCの下端側の側壁を貫通して設けられた配管9によって処理室2と接続された溶融金属供給部4aと、配管9の、溶融金属供給部4aと処理室2との間に設けられた制御弁4bとからなり、所定の供給圧でもって溶融金属供給部4aから処理室2内に溶融金属Mを供給する機構であり、前記制御弁4bはその開閉が前記制御装置15によって制御されている。
【0038】
溶融金属供給部4aには、金属充填に用いられる溶融金属Mがその融点より高い温度で熱せられており、液体状でストックされている。本実施例において、金属充填に用いられる溶融金属Mは、融点約200℃の鉛フリー半田である。半田のように比較的融点の低い金属は取り扱いが容易である点において優れているが、本発明における溶融金属Mの種類は、半田に限定されるものではなく、微小空間を埋める目的やその機能に応じて、Au,Ag,Cu,Pt,Pd,Ir,Al,Ni,Sn,In,Bi,Znやこれらの合金など任意のものを採用することができる。
【0039】
また、前記加圧ガス供給機構7は、配管10によって配管11及び配管9と接続された加圧ガス供給部7aと、配管10の、配管11と加圧ガス供給部7aとの間に設けられた制御弁7bと、配管9と加圧ガス供給部7aとの間に設けられた制御弁7cとからなり、配管9、配管10及び配管11を介して、加圧ガス供給部7aから処理室2内に不活性ガスを供給する機構である。尚、前記加圧ガス供給部7aの作動及び2つの制御弁7b,7cの開閉は、前記制御装置15によって制御される。
【0040】
前記溶融金属回収機構8は、ハウジングCの下端側の側壁を貫通して設けられた配管12によって処理室2に接続された溶融金属回収部8aと、配管12の、溶融金属回収部8aと処理室2との間に設けられた制御弁8bとからなり、処理室2内の溶融金属を回収する機構であって、制御弁8bは、その開閉が制御装置15により制御される。尚、溶融金属回収部8aとしては、回収タンクと、この回収タンクに接続された排気装置とからなる構成を例示することができる。
【0041】
〔2.金属充填の手順〕
【0042】
次に、図2乃至図8を用いて、本実施例の金属充填装置1における金属充填の手順を説明する。
【0043】
まず、制御装置15によって昇降機構16の作動を制御し、保持台Hを下降させることにより、保持台Hの上面をハウジングCの下端面から離反させた後、表面上に微小空間を形成した半導体ウェハKを、その表面を上にした状態で保持台H上に載置する。ついで、制御装置15によって昇降機構16の作動を制御し、保持台HをハウジングCに向けて上昇させ、保持台Hの上面をハウジングCの下端面に当接させることにより処理室2を形成する。尚、この際、前記ハウジングCの下端面を半導体ウェハKの表面に当接させ、半導体ウェハKを保持台H上に押さえ付けるようにしている。
【0044】
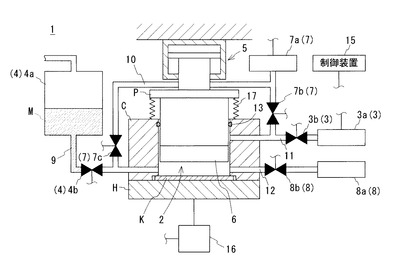
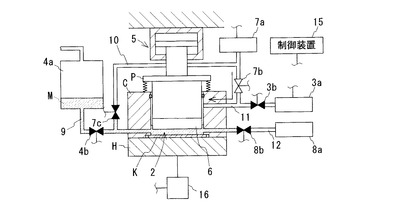
しかる後、図2に示すように、制御装置15による制御の下、真空ポンプ3aを作動させるとともに、配管11の制御弁3bを開いて、処理室2内の気体を排気し、処理室2内及び微小空間内を略真空状態にまで減圧する。
【0045】
次に、図3に示すように、真空ポンプ3aによる減圧を続け、処理室2内を略真空状態に保ったままの状態で、制御装置15によって配管9の制御弁4bを開き、溶融金属供給部4aから融点以上に熱した液体状の溶融金属Mを、半導体ウェハKの表面で弾かれることなく当該半導体ウェハKの全面を覆える量に達するまで、処理室2の内部に供給していく。尚、金属充填装置1においては、配管11をハウジングCの上端側に貫通して設けた、即ち、配管11を、供給される溶融金属の液面より十分上方に設けたことにより、真空ポンプ3aによる減圧を続けた状態で、溶融金属Mを供給することが可能となっているが、真空ポンプ3a内に溶融金属Mが吸引されてしまうことがないように、適切なタイミングで溶融金属Mの供給を停止するのが好ましい。また、上述したように、半導体ウェハKを保持台H上に押さえ付けるようにすることで、例えば、シリコン(比重:約2.5)からなる半導体ウェハ上に半田(比重:約9.0)を供給したとしても、半導体ウェハが保持台上から浮き上がらないようにしている。
【0046】
また、後述の押し付け工程に入る前に溶融金属Mが冷却硬化することは好ましくないので、この段階では、適宜加熱機構によって、処理室2の内部の温度を溶融金属Mの融点以上の温度に保っておき、溶融金属Mが液体のままであるようにしておく必要がある。
【0047】
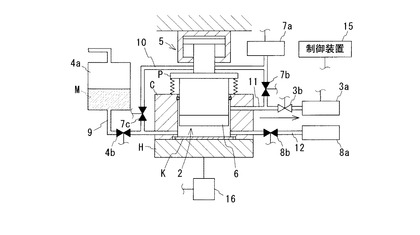
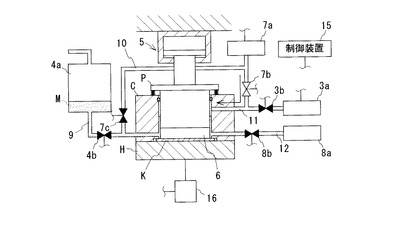
十分な分量の溶融金属Mを処理室2の内部に供給したならば、図4に示すように、制御装置15により配管9の制御弁4bを閉じ、ついで、制御装置15による制御の下、押付機構5を作動させて、処理室2内のピストンPを、半導体ウェハKに対してゆっくりと進めて近づけていき、押付部6の表面を処理室2の内部に供給された溶融金属M中に沈める。このように、処理室2内が略真空状態のまま、押付部6の表面を溶融金属M中に沈めることにより、押付部6と溶融金属Mとの間に気層ができることを回避することができる。
【0048】
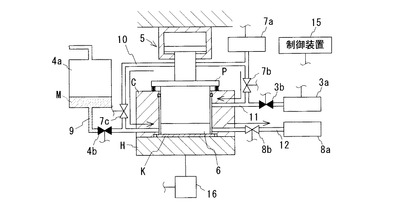
次に、図5に示すように、押付部6の表面を溶融金属M中に沈めたままの状態で、制御装置15により配管11の制御弁3bを閉じるとともに、真空ポンプ3aの作動を停止して減圧を中止する一方、制御装置15の制御の下、配管10の制御弁7bを開くとともに、加圧ガス供給部7aを作動させ、当該加圧ガス供給部7aから加圧用の窒素ガス等を処理室2内に供給し、このガス圧により溶融金属Mを加圧して、所謂差圧充填により溶融金属Mを微小空間内に充填する。
【0049】
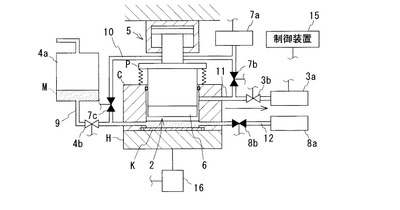
次に、図6に示すように、制御装置15によって押付機構5を作動させて、ピストンPを半導体ウェハKに向け更に移動させ押付部6を半導体ウェハKの表面に押し付ける。これにより、押付部6と半導体ウェハKとの間の余剰溶融金属が、半導体ウェハK上からハウジングCの内周面とピストンPの外周面との間の隙間に押し出される。したがって、処理後の半導体ウェハK表面に形成される残渣の量が減少する。尚、残渣とは、半導体ウェハK上で微小空間に入りきらなかった余剰溶融金属が半導体ウェハK上で硬化してできる層状の不要金属部分のことをいうが、当該金属部分は、全ての場合において不要という訳ではなく、配線層やコンタクト層として用いることができる場合もある。
【0050】
そして、押付部6を半導体ウェハKの表面に押し付けた状態でしばらく静止する。本実施例の金属充填装置1においては、上述したように、押付部6が溶融金属Mの液中に押し付けられた分、その分の溶融金属Mは、ハウジングCの内周面とピストンPの外周面との間の隙間へ移動するため、溶融金属Mの液面が上昇していく。この結果、半導体ウェハKは、溶融金属Mの液面から深い位置で溶融金属Mに浸漬される状態となるので、押付部6と半導体ウェハKとが接触し、溶融金属Mと半導体ウェハK及び押付部6との濡れ性の悪さによって、半導体ウェハK面で溶融金属Mが弾かれる力が強くなる状況になったとしても、半導体ウェハK面で溶融金属Mが膜切れする状態になり難い。尚、半導体ウェハKの表面に押付部6を押し付けている間も加圧ガス供給部7によるガス加圧は継続しておくことが好ましい。これにより、充填する力が維持されるとともに、上述した膜切れを効果的に防ぐことができる。
【0051】
次に、図7に示すように、押付部6を半導体ウェハKの表面に押し付けた状態で、制御装置15によって配管10の制御弁7cを開くとともに、配管12の制御弁8bを開いて、半導体ウェハKの微小空間内に充填しきれない余剰の溶融金属Mを溶融金属回収部8aへと回収する。余剰な溶融金属Mを回収しなければ、後述の冷却後、余剰溶融金属MがハウジングCと押付部6との隙間で硬化してピストンPの昇降動作を妨げる、或いは、半導体ウェハKと処理室2の壁面とが固着するなどの問題が生じる。ただし、押付部6と半導体ウェハKとの間にガスが入ると充填不良が発生するので、余剰金属を全て排出することはせず、押付部6の側壁とハウジングCの内壁の隙間には溶融金属Mを残した状態としておく。この隙間に溶融金属Mを残す分量は、半導体ウェハK及び押付部6と溶融金属Mとの濡れ性、隙間の大きさにもよるが、高さにして数mm程度分残しておくことが好ましい。
【0052】
そして、余剰な溶融金属Mを回収した後、制御装置15による制御の下、配管10の2つの制御弁7b,7cを閉じて加圧用ガスの供給を停止するとともに、配管12の制御弁8bを閉じる。しかる後、処理室2の内部の加熱又は保温を止め、溶融金属Mの温度が融点以下となるまで冷却し、半導体ウェハKの微小空間に充填された溶融金属Mが冷却硬化するまで待機する。
【0053】
次に、図8に示すように、制御装置15による制御の下、押付機構5を作動させてピストンPをゆっくり上昇させ、更に、昇降機構16を作動させて、保持台Hを下降させることにより、処理室2を解放する。そして、金属充填処理を終えた半導体ウェハKを保持台Hから取り出して、これから金属充填処理を行う新たな半導体ウェハKと入れ替える。複数枚の半導体ウェハKに金属充填を行う場合には、図2乃至図8に示した手順を適宜繰り返せばよい。
【0054】
〔3.溶融金属封止部を設けた態様〕
【0055】
次に、好ましい実施態様として、上記の構成において、溶融金属供給機構4によって供給された溶融金属Mを、押付部6と半導体ウェハKとの間に閉じ込める溶融金属封止部を設ける構成例について説明する。
【0056】
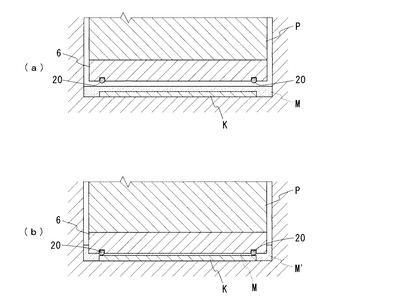
まず、溶融金属封止部を設ける第一の態様として、図9(a)に示すように、押付部6の下面に、円形の半導体ウェハKの外周に沿うように、弾性体からなるリング形状をしたの封止部20(溶融金属封止部)を設ける態様がある。同図においては、斜線を付した肉厚部の構成は省略してある(図10〜図13も同様である)。
【0057】
本構成によれば、押付部6を半導体ウェハKに接近させていったとき(図6参照)、余剰溶融金属Mを外部へと逃がして半導体ウェハK上で残渣となる余剰溶融金属Mの量を十分に減らすことができる。即ち、封止部20が半導体ウェハKと接触するまでは、封止部20の内側領域の溶融金属Mは、当該領域の外部へと逃げられるのに対し、封止部20が半導体ウェハKに更に近づいて、半導体ウェハKの表面と面接触(当接)すると、溶融金属Mは封止部20の内側領域に閉じ込められる(図9(b)参照)。
【0058】
封止部20、とりわけ弾性体からなる封止部20を設けることにより、良好な封止性が得られる。そして、押付部6の押し付けによって封止部20が変形し、封止領域が狭められるので、当該封止領域内の溶融金属Mに押付機構5の推力を用いて効率良く高い圧力をかけることができ、溶融金属Mを半導体ウェハK表面の微小空間の内部に隙間なく充填することができる。
【0059】
本実施形態では、ガス加圧と封止部20を備えた押付部6による加圧とを二段階で行うことにより、溶融金属Mと半導体ウェハKとの濡れ性が悪くとも金属充填を行うことが可能である。具体的には、まずガス加圧を行い、その時のガス圧は、溶融金属Mが半導体ウェハKと押付部6との隙間で膜切れすることがない程度の軽い圧力(例えば0.2MPa以下)としておく。そして、封止部20を備えた押付部6の押し付けによって、封止部20より内側にある半導体ウェハKの処理面上全体の溶融金属Mに高い圧力をかけて充填処理ができる。このような方法を採用すれば、処理室の圧力容器性能を極端に高いものとせずとも、ガス加圧と押付加圧との二段階加圧によって効果的な金属充填を実現することができる。
【0060】
更に、封止部20を備えた押付部6を用いれば、続く余剰金属排出工程において、封止範囲外の余剰溶融金属M’をガスブローや液体リンスなどを用いて排出したとしても、封止範囲内にある微小空間の充填性には影響が及ばないため、より効果的に余剰溶融金属を回収することができる。即ち、本実施形態では、封止部20が存在するので、金属充填装置1とは異なり、余剰溶融金属M’を全て排出したとしても、押付部6と半導体ウェハKとの間にガスが入って充填不良が発生することはないので、封止範囲外の領域を清浄に保つことが可能となる。
【0061】
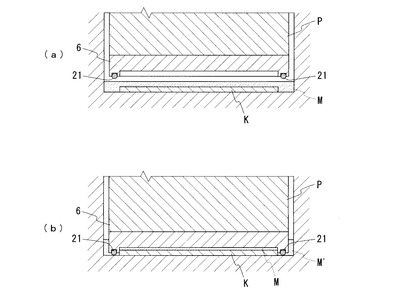
また、溶融金属封止部を設ける第二の態様としては、図10(a)に示すように、押付部6の下面において、半導体ウェハKの外側の保持台Hと対向する位置に、円形の半導体ウェハKと同心円状の弾性体からなる封止部21(溶融金属封止部)を設ける態様がある。
【0062】
本構成によれば、封止部21は半導体ウェハKの外部に設けられるので、封止部21は半導体ウェハKに接触することはなく、半導体ウェハKの全面において溶融金属Mの充填処理を行うことが可能となる(図10(b)参照)。
【0063】
以上の溶融金属封止部を形成する素材は、ある程度の弾力性と耐熱性などを備え、封止に適した素材であれば特に限定されないが、封止前の溶融金属Mが外部に逃げやすい素材や構造を採用することにより、封止される溶融金属Mの分量を必要最小限のものとして、半導体ウェハK上の残渣を薄くすることができる。
【0064】
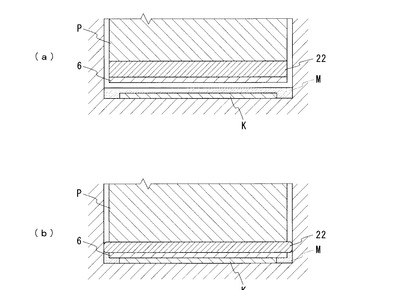
次に、溶融金属封止部を設ける第三の態様として、図11(a)に示すように、押付部6の、溶融金属Mと接する面と逆側に弾性体層22(溶融金属封止部)を積層しておく態様がある。この場合、押付機構5によって、ピストンPを半導体ウェハKに向けて移動させ、押付部6を溶融金属M及び半導体ウェハKに対して接近させていくと、同図(b)に示すように、弾性体層22が押付方向と垂直な平面状に広がり、この広がった弾性体層22が、ハウジングCと当接することにより、溶融金属Mが、弾性体層22で封止された空間内部に閉じ込められる。このような構成によれば、事前にガス加圧されていた溶融金属Mの圧力を保つように封止がなされる。
【0065】
また、このようにすれば、半導体ウェハK表面と押付部6表面との平行度が悪い場合にも、弾性体層22の変形によって半導体ウェハK表面と押付部6表面とを効率よく密着させることができる。更に、押付部6の金属部を変形しやすい薄板にすることで、半導体ウェハK表面の平坦度が悪い場合にも、弾性体層22及び金属薄板の変形によって半導体ウェハK表面と押付部6表面とを効率よく密着させさせて、保圧冷却し、溶融金属Mを硬化できるので、これらの密着効果によって半導体ウェハK上の残渣をより薄くすることができる。
【0066】
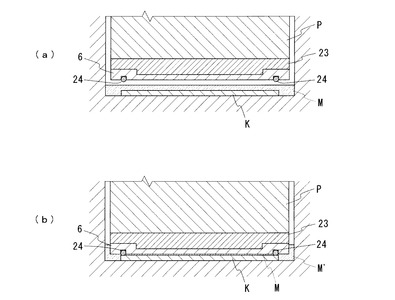
次に、溶融金属封止部を設ける第四の態様として、図12(a)に示すように、押付部6の、半導体ウェハKと接する面と逆側に弾性体層23(溶融金属封止部)を積層しておき、更に、押付部6の下面に、円形の半導体ウェハKの外周に沿うように、弾性体からなるリング形状をした封止部24(溶融金属封止部)を設ける態様がある。この場合、押付機構5によって、ピストンPを半導体ウェハKに向けて移動させ、押付部6を溶融金属M及び半導体ウェハKに対して接近させ、封止部24を半導体ウェハKに当接させると、同図(b)に示すように、封止部24が取り囲む領域内に溶融金属Mが封止される。この態様によれば、前記第三の態様と比較して、実効的な封止範囲を半導体ウェハKの領域に狭めることにより、封止部24が取り囲む領域外の溶融金属M’を溶融金属回収機構により適宜回収することで、余計な隙間に残留する残留金属の分量を低減することができる。
【0067】
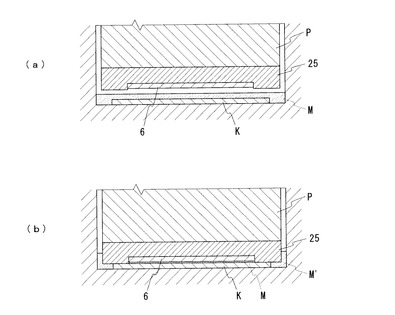
次に、溶融金属封止部を設ける第五の態様として、図13(a)に示すように、ピストンPのうち、押付部6の、溶融金属Mと接する面の外側領域から前記面の逆側にかけて、弾性体層25(溶融金属封止部)を積層しておく態様がある。この場合、押付機構5によって、ピストンPを半導体ウェハKに向けて移動させ、押付部6を溶融金属M及び半導体ウェハKに対して接近させて、弾性体層25を半導体ウェハKに当接させると、同図(b)に示すように、弾性体層25の当接領域内に溶融金属Mが封止される。尚、図11に示した形態とは異なり、ハウジングCとの間の隙間の溶融金属M’までは封止されない。
【0068】
以上のように、各種の溶融金属封止部を設けることにより、溶融金属Mを押付部6と半導体ウェハKとの間に閉じ込め、半導体ウェハK上の広領域において封止性を高めることができるので、溶融金属Mに適切な圧力をかけて、当該溶融金属Mを半導体ウェハKの微小空間内に押し込むことができる。また、半導体ウェハK上に生じる残渣を低減することができるとともに、溶融金属Mを半導体ウェハK上にのみ閉じ込める態様を採用した場合には、溶融金属封止部が取り囲む領域外の溶融金属M’を溶融金属回収機構によって回収することで、処理室内に残る余剰溶融金属を低減することができる。
【0069】
これにより、微小空間内に溶融金属を隙間なく押し込み、充填時におけるボイドの発生を回避し、高精度の金属充填を実現することが可能となる。
【0070】
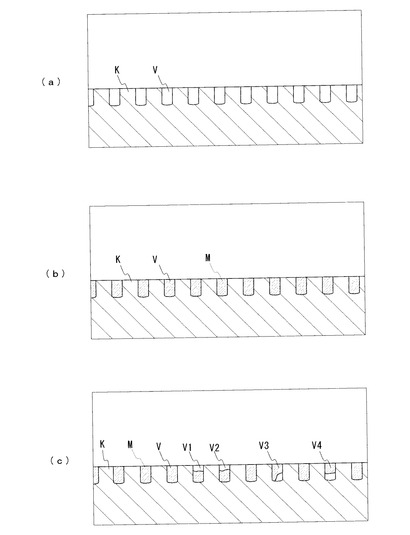
最後に、本発明により、金属充填が良好に行われた状態を図示しておく。図14(a)は、溶融金属Mを充填する前の半導体ウェハK上の微小空間Vを示す断面図であり、図中下部分が半導体ウェハKである。同図(a)において、半導体ウェハKの表面には無数の微小空間Vが規則正しく配置されている。図14(b)は、本発明により、半導体ウェハK上の微小空間Vに良好に溶融金属Mが充填された状態を示す断面図である。同図(b)では、微小空間Vに隙間なく溶融金属Mが充填されている様子がわかる。
【0071】
これに対して、図14(c)は、比較例として、溶融金属Mの充填不良を生じた微小空間V1〜V4を示す断面図である。同図(c)において、微小空間V1,V2では、底部側に溶融金属Mが充填されているもののその分量が十分でないので、微小空間を完全に充填できていない。また、微小空間V3,V4では、底部側まで溶融金属Mが到達しておらず、充填不良となっている様子がみてとれる。
【0072】
以上、本発明の実施形態について説明したが、本発明が採り得る具体的な態様は何らこれに限定されるものではない。
【0073】
例えば、上例においては、押付部6を半導体ウェハKに近づける構成を採用したが、これに限られるものではなく、半導体ウェハK(保持台H)の方を、押付部6の方へ近づける構成を採用してもよい。
【0074】
また、上例では、溶融金属Mの供給後に、ピストンPを半導体ウェハKに向けて移動させ、溶融金属Mの液面に押付部6を近づけていき、押付部6を溶融金属M中に沈めた状態にする方法を説明したが、液面に押付部6を近づけていくのではなく、押付部6の表面が溶融金属Mに浸されるまで当該溶融金属Mを供給していくことで、押付部6を溶融金属M中に沈めた状態にするようにしてもよい。
【0075】
また、押付部6による押付方向は、鉛直上方向から下方向に押し付ける形態に限られず、装置の構成により、鉛直下方向から上方向に押し付ける、或いは、水平横方向に押し付けるようにしても良い。更に、金属充填装置の向きは、図1に示した向きに限られるものではなく、図1の向きを横転させた向きであっても良いし、天地を反転させた向きであっても良い。
【0076】
また、上例の金属充填装置1においては、処理室2内に溶融金属Mをある程度多量に供給することで、半導体ウェハKの全面を溶融金属によって均一に覆うようにしているが、例えば、処理室2の容積を予め小さく設定し、この処理室2内を完全に満たすように当該処理室2内に溶融金属Mを供給することで、半導体ウェハKの全面を溶融金属によって均一に覆うようにしても良い。このように構成された金属充填装置について、図15を参照して、以下説明する。尚、金属充填装置1の構成と同じ構成要素については、同一の符号を付し、その詳しい説明は省略する。
【0077】
図15に示した金属充填装置30は、保持台H、ハウジングC、ピストンP、昇降機構16、減圧機構3、溶融金属供給機構4、溶融金属回収機構8、制御装置15に加え、前記ピストンを、前記保持台Hに保持される半導体ウェハKに対して進退させる押付加圧機構5’及び処理室2内に不活性ガスを供給する送気機構7’を備えている。尚、前記押付加圧機構5’及び送気機構7’の作動は、前記制御装置15によって制御される。また、押付加圧機構5’は、押付機構が加圧機構としても機能するものとして具現化したものである。
【0078】
前記ピストンPは、上記金属充填装置1におけるピストンPと同様に、保持台Hに対向する側にステンレス440Cで構成された押付部6が設けられており、更に、この押付部6には、保持台Hに対向する面の外周縁部に溶融金属封止部6aが設けられている。尚、当該ピストンPとハウジングCとの間には、2つのOリング13a,13bが介装されており、これら2つのOリング13a,13bは、ハウジングCに固定されている。
【0079】
また、前記送気機構7’は、処理室2内に不活性ガスを供給し、処理室2内の余剰溶融金属を溶融金属回収機構8の溶融金属回収部8aに送り出すための機構であり、不活性ガスを供給するガス供給部7a’と、ガス供給部7a’と配管11とを接続する配管10’と、配管10’の、ガス供給部7a’と配管11との間に設けられた制御弁7b’とから構成され、前記ガス供給部7a’の作動及び制御弁7b’の開閉は、前記制御装置15によって制御される。尚、金属充填装置30において、配管11は、ハウジングCの下端側の側壁を貫通して設けられている。
【0080】
また、金属充填装置30では、制御装置15により昇降機構16の作動を制御し、保持台Hを上昇させて、ハウジングCの下端面と保持台Hに保持された半導体ウェハKの表面とを当接させることで処理室2を形成する。尚、処理室2を形成した際、ハウジングCの下端面と半導体ウェハK表面との間は、Oリング14によって気密性が保たれる。
【0081】
尚、前記溶融金属回収機構8の制御弁8bは、閉鎖、絞りを介した開放、全開放の3つの状態に切り換えることができるようになっている。
【0082】
そして、この金属充填装置30によれば、まず、保持台HとハウジングCとを離反させた状態で、保持台H上に半導体ウェハKを載置し、制御装置15による制御の下、昇降機構16を作動させて保持台HをハウジングCに向け上昇させ、当該保持台H上に載置した半導体ウェハKの表面とハウジングCの下端面とを当接させることにより、処理室2を形成する。
【0083】
次に、制御装置15による制御の下、前記押付加圧機構5’を作動させて、処理室2の容積が極力小さな容積となるように、ピストンPを保持台H上に保持された半導体ウェハKに近づけた後、制御装置15によって制御弁3bを開くとともに、真空ポンプ3aを作動させて、処理室2内を略真空状態にまで減圧する。しかる後、制御装置15によって制御弁3bを閉じるとともに、真空ポンプ3aの作動を停止させる一方、制御弁4bを開いて、処理室2内に溶融金属Mを加圧供給する。そして、処理室2内を溶融金属Mで完全に満たした後、制御装置15によって制御弁4bを閉じ、処理室2内への溶融金属Mの供給を停止する。このようにすれば、処理室2内が溶融金属Mで完全に満たされるため、溶融金属Mが半導体ウェハKの表面で弾かれることがなく、半導体ウェハK表面が溶融金属Mによって均一に覆われた状態となる。尚、上述したように、ハウジングCの下端面と半導体ウェハKの表面との間にOリング14を介装して気密性を保つようにしているため、処理室2内に溶融金属Mを供給した際に、溶融金属Mが半導体ウェハKの裏面に回り込むのが防止される。
【0084】
そして、処理室2内への溶融金属Mの供給を停止した後、制御装置15によって制御弁8bを、絞りを介した開放状態にするとともに、制御装置15による制御の下、押付加圧機構5’を作動させてピストンPを半導体ウェハKに向けて移動させる。その際、制御弁8bを、絞りを介した開放状態にしているため、ピストンPを移動することにより、溶融金属Mが適切に加圧された状態のまま、余剰溶融金属Mが溶融金属回収部8aへ押し出される。そして、ピストンPを更に移動させて、溶融金属封止部6aを半導体ウェハKの表面に当接させることで、当該溶融金属封止部6aの内側領域に溶融金属Mが閉じ込められて半導体ウェハKの前記内側領域内により高い圧力がかかり、溶融金属Mが半導体ウェハKの微小空間内に押し込められる。
【0085】
しかる後、制御装置15によって制御弁8bを全開放の状態にするとともに、制御弁7b’を開き、ガス供給部7a’を作動させて、当該ガス供給部7a’から処理室2内に不活性ガスを供給し、溶融金属封止部6aの内側領域以外の部分に残留する余剰溶融金属M’を溶融金属回収部8aに排出する。尚、この排出工程においては、溶融金属回収部8aを略大気圧に維持するようにしているため、低いガス圧でも溶融金属回収部8aに余剰溶融金属Mが容易に排出されるようになっている。そして、余剰溶融金属Mを溶融金属回収部8aに排出した後、制御装置15によってガス供給部7a’の作動を停止させ、半導体ウェハKの微小空間内に充填された溶融金属Mが冷却硬化するまで待機する。
【0086】
その後、制御装置15による制御の下、押付加圧機構5’を作動させてピストンPを上昇させるとともに、昇降機構16を作動させて保持台Hを下降させ、最後に、保持台Hから半導体ウェハKを取り外す。
【0087】
このように、上記金属充填装置30によれば、処理室2内を溶融金属Mで完全に満たすようにすることで、半導体ウェハKの表面で溶融金属Mが弾かれるのが防止され、半導体ウェハKの全面を溶融金属Mによって均一に覆うことができる。また、処理室2内を溶融金属Mで完全に満たした状態でピストンPを半導体ウェハKに向けて移動させることで、溶融金属Mを半導体ウェハKの微小空間内に押し込めることができ、更に、押付部6を半導体ウェハKの表面に押し付けることで、溶融金属封止部6aの働きによっても溶融金属Mを微小空間内に押し込めることができるため、効果的に金属充填を行うことができる。
【0088】
更に、半導体ウェハKの表面に押付部6を押し付けることで、半導体ウェハK上から余剰溶融金属が押し出されるため、処理後の半導体ウェハK表面に形成される残渣の量を減少させることができる。
【0089】
また、溶融金属封止部6aを設けたことにより、当該溶融金属封止部6aの内側領域に溶融金属Mを閉じ込めることができるため、内側領域以外の余剰溶融金属M’だけを送気機構7’によって溶融金属回収部8aに排出することができ、処理後に、余剰溶融金属がハウジングCの内周面と押付部6の外周面との隙間で硬化してピストンPの昇降動作を妨げる、或いは、半導体ウェハKとハウジングCとが固着するという問題が発生するのを防止することができる。
【0090】
更に、上記金属充填装置30は、ピストンPを保持台H上に保持された半導体ウェハKに近づけることで、処理室2の容積を極力小さな容積に変化させることができるため、処理室2内に供給すべき溶融金属Mの量を抑えることができ、金属を液体状態で貯留しておくために必要な加熱系の大容量化、材料の消費量増加といった装置コストやランニングコストの増加を抑えることができる。
【0091】
尚、上記金属充填装置30においては、制御弁8bの絞りを介すことで、溶融金属Mの加圧状態を維持したまま、処理室2内から余剰溶融金属M’を押し出す構成を説明したが、これに限られるものではなく、例えば、処理室2内の溶融金属Mの加圧状態を維持するように溶融金属回収部8aを不活性ガスなどで平衡加圧した状態で、ピストンPを移動させて余剰溶融金属M’を押し出す構成としても良い。
【0092】
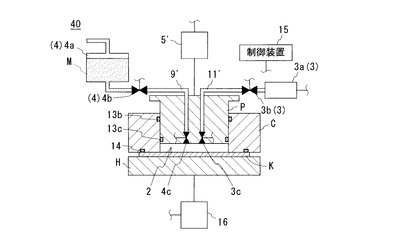
また、上記2つの金属充填装置1,30においては、ハウジングCの側壁を貫通して設けられた各配管を介して、処理室2内への溶融金属Mの供給及び処理室2内の排気を行う構成としたが、これに限られるものではなく、ピストンPにおける半導体ウェハKの表面と対向する面に開口するように当該ピストンPに形成された配管を介して、処理室2内への溶融金属Mの供給及び処理室2内の排気を行う構成としても良い。このような構成を備えた金属充填装置40について、図16〜図21を参照して、以下説明する。尚、金属充填装置1,30の構成と同じ構成要素には同じ符号を付し、その詳しい説明を省略する。
【0093】
図16に示すように、金属充填装置40は、保持台H、ハウジングC、ピストンP、昇降機構16、押付加圧機構5’、減圧機構3、溶融金属供給機構4及び制御装置15から構成されている。
【0094】
前記真空ポンプ3aと処理室2とは、ピストンPの、保持台Hに保持される半導体ウェハK表面と対向する面の中心近傍に一端が開口した配管11’によって接続されており、処理室2内の気体は、当該配管11’を介して排気される。また、溶融金属供給部4aと処理室2とは、同様に、一端がピストンPの前記対向する面の中心近傍に開口した配管9’によって接続されており、溶融金属Mは、当該配管9’を介して処理室2内に供給される。また、前記配管11’のピストンP側の開口部には、制御装置15によりその開閉が制御されるゲートバルブ3cが設けられ、前記配管9’のピストンP側の開口部には、同様に、制御装置15によりその開閉が制御されるゲートバルブ4cが設けられている。
【0095】
また、ピストンPとハウジングCとの間には、2つのOリング13b,13cが介装されており、Oリング13cはピストンPの下端側に固定され、Oリング13bはハウジングCの上端側に固定されている。
【0096】
尚、金属充填装置40におけるピストンPは、その保持台Hに対向する側に押付部を設けていない構成としたが、押付部を設けた場合には、前記2つの配管9’,11’の一端は、押付部の、保持台Hに保持される半導体ウェハK表面と対向する面の中心近傍に開口するようにすれば良い。
【0097】
次に、この金属充填装置40によって、半導体ウェハKの微小空間内に溶融金属Mを充填する過程について、図17〜図21を参照して説明する。
【0098】
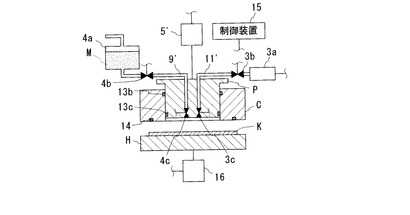
まず、制御装置15による制御の下、昇降機構16を作動させ保持台Hを下降させた後、半導体ウェハKを保持台H上に載置し、ついで、昇降機構16によって保持台Hを上昇させて、半導体ウェハKの表面とハウジングCの下端面とを当接させ、気密状の処理室2を形成する。その後、制御装置15による制御の下、前記押付加圧機構5’を作動させて、処理室2の容積が極力小さい容積となるように、ピストンPを保持台H上に保持された半導体ウェハKに近づける。しかる後、制御装置15により真空ポンプ3aを作動させるとともに、配管11’の制御弁3b及びゲートバルブ3cを開き、処理室2内の気体を排気して当該処理室2内を略真空状態にまで減圧する(図17参照)。
【0099】
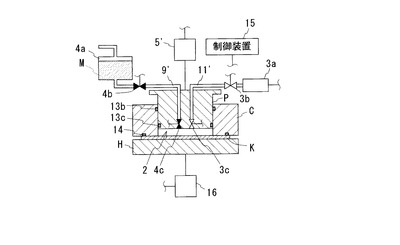
次に、図18に示すように、制御装置15によって制御弁3b及びゲートバルブ3cを閉じるとともに、真空ポンプ3aの作動を停止する。そして、処理室2内の減圧状態を維持したまま、制御装置15によって配管9’の制御弁4b及びゲートバルブ4cを開き、溶融金属供給部4aから溶融金属Mを加圧供給し、処理室2内を溶融金属Mで完全に満たす。このように、処理室2内を溶融金属Mで完全に満たすことによって、上述と同様、溶融金属Mが半導体ウェハKの表面で弾かれるのが防止され、半導体ウェハK表面が溶融金属Mによって均一に覆われる。
【0100】
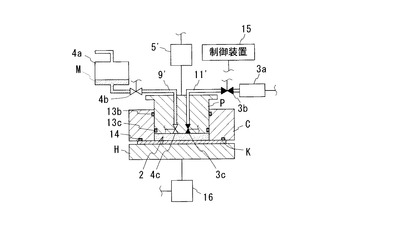
ついで、図19に示すように、制御弁4b及びゲートバルブ4cを開いた状態のまま、制御装置15による制御の下、押付加圧機構5’を作動させて、ピストンPを半導体ウェハKの表面に向けて移動させる。その際、溶融金属供給部4aにおける溶融金属Mの供給圧より大きい力でもってピストンPを移動させて処理室2の容積を狭め、処理室2内から溶融金属供給部4aに溶融金属Mを押し戻すように構成すれば、溶融金属Mが供給圧と同じ力で加圧された状態が維持される。また、上述したように、溶融金属Mの供給圧よりも大きな力でもってピストンPを移動させることで、余剰溶融金属Mが配管9’を介して溶融金属供給部4aに押し戻される。
【0101】
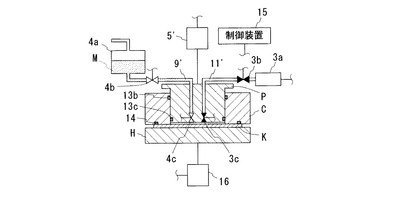
そして、ピストンPを更に移動させて当該ピストンPを半導体ウェハKに押し付けた状態で放置し(図20参照)、しかる後、制御装置15によって制御弁4b及びゲートバルブ4cを閉じ、溶融金属Mの温度が融点以下となるまで冷却して、半導体ウェハKの微小空間に充填された溶融金属Mが冷却硬化するまで待機する。
【0102】
尚、溶融金属供給部4aの供給圧力ではボイドを生じることなく微小空間内に金属充填する圧力が得られない場合には、ピストンPを半導体ウェハKに押し付ける前の段階でゲートバルブ4cを閉じ、処理室2内に閉じ込められた溶融金属MをピストンPで更に加圧することで、ボイドを生じずに微小空間内に金属充填する圧力を得ることができる。この場合、半導体ウェハK上の余剰溶融金属が必要最低限になるように、ゲートバルブ4cを閉じるタイミングを制御装置15によって制御する。そして、この状態で溶融金属Mの温度が融点以下となるまで冷却して、半導体ウェハKの微小空間内に充填された溶融金属Mが冷却硬化するまで待機すれば良い。
【0103】
その後、図21に示すように、制御装置15による制御の下、押付加圧機構5’を作動させてピストンPを上昇させ、更に、昇降機構16を作動させて保持台Hを下降させることにより処理室2を開放し、最後に保持台Hから半導体ウェハKを取り出す。
【0104】
このように、上記金属充填装置40においても、処理室2内を溶融金属Mで完全に満たすようにしているため、半導体ウェハKの表面で溶融金属Mが弾かれるのが防止され、半導体ウェハKの全面を溶融金属Mが均一に覆った状態にすることができる。また、処理室2内を溶融金属Mで完全に満たした状態で、ピストンPを半導体ウェハKに向けて移動させるようにしているため、当該溶融金属Mを微小空間内に充填することができる。また、半導体ウェハKの表面にピストンPを押し付け、半導体ウェハK上の余剰溶融金属Mを当該半導体ウェハK上から溶融金属供給部4aに向けて押し出すようにしているため、処理後の半導体ウェハK表面に形成される残渣の量を減少させることができる。
【0105】
更に、処理室2の容積を小さく設定するようにしておくことで、上述したように、処理室2内に供給すべき溶融金属Mの量を抑えることができ、装置コストやランニングコストの増加を抑えることができる。
【0106】
また、上記金属充填装置40においては、ハウジングCに配管が接続されていないため、Oリング13cをピストンPの押付面近傍に配置することが可能となり、処理室2におけるハウジングCとピストンPとの隙間を極めて小さく設定することができる。これにより、前記隙間に残留する溶融金属Mを排出する工程を省略しても、ハウジングCとピストンPとが硬化した金属によって固着する問題を回避することができ、更に、押付部に封止部を設けない構造として有効処理面積を拡大することができる。
【0107】
尚、上記金属充填装置40においては、ピストンPに2つの配管を設けた構成としたが、2つの配管の内、一方をピストンPに設け、他方をハウジングCに設けた構成としても良い。この場合、ピストンPに設けた配管を介して溶融金属の供給を行い、ハウジングCに設けた配管を介して処理室2内の排気を行うようにしても良いし、反対に、ピストンPに設けた配管を介して処理室2内の排気を行い、ハウジングCに設けた配管を介して溶融金属の供給を行うようにしても良い。
【0108】
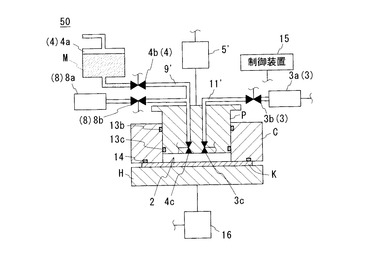
また、上記金属充填装置40において、処理室2内に供給された溶融金属Mを再利用することが好ましくない場合には、図22に示す金属充填装置50のように、溶融金属回収機構8を設けるようにしても良い。また、この場合、溶融金属回収機構8の溶融金属回収部8aは、配管9’を介して処理室2内の余剰溶融金属Mを回収するようにしても良いし、ピストンPに別途配管を形成し、当該配管を介して回収するようにしても良い。また、上記金属充填装置1,30において、溶融金属Mを再利用する場合には、溶融金属回収部を別途設けることなく、金属充填装置40のように、余剰溶融金属を溶融金属供給部に戻すようにしても良い。
【産業上の利用可能性】
【0109】
以上説明したように、本発明は、被処理物表面上の微小空間(ビア,貫通孔)に溶融金属を充填する金属充填装置に好適に利用できるものである。
【符号の説明】
【0110】
1 金属充填装置
2 処理室
3 減圧機構
4 溶融金属供給機構
5 押付機構
6 押付部
7 加圧ガス供給機構
8 溶融金属回収機構
15 制御装置
16 昇降機構
C ハウジング
H 保持台
K 半導体ウェハ
P ピストン
【技術分野】
【0001】
本発明は、被処理物表面上に形成された微小空間内に溶融金属を充填する金属充填装置に関するものである。
【背景技術】
【0002】
近時、シリコン貫通電極(Through Silicon via)技術において、半導体ウェハ(被処理物)上に設けたビアや貫通孔(微小空間)に金属を充填する技術が求められている。シリコン貫通電極技術によれば、貫通電極を用いたチップ積層技術の開発が可能となることから、三次元実装による高機能・高速動作の半導体システムの実現が期待されている。
【0003】
そして、上記のように、被処理物上の微小空間内に金属を充填する方法としては、例えば、特開2002−368083号公報に開示された方法が知られている。
【0004】
特開2002−368083号公報に開示された方法は、減圧したチャンバ内で、金属を充填すべき微小空間が形成された試料の一面に、その微小空間を覆うように溶融金属を供給した後、真空チャンバ内を不活性ガスで大気圧以上に加圧することにより、溶融金属を微小空間内に真空吸引させる方法である。この方法によれば、被処理物上の微小空間内と真空チャンバ内との間に生じた圧力差によって、溶融金属を微小空間内に真空吸引させることができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−368083号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、被処理物と溶融金属との濡れ性が悪い場合、被処理物上に供給した溶融金属が表面張力によって弾かれるという問題がある。そのため、上記従来の金属充填方法において、微小空間を覆うように溶融金属を供給する際に、被処理物の一面を大量の溶融金属で覆う必要があった。しかしながら、このように被処理物上に大量の溶融金属を供給した場合、処理後の被処理物上に余剰金属からなる分厚い層が形成され、後工程においてこれを除去しなければならなかった。
【0007】
また、大量の溶融金属を供給するためには、加熱系の大容量化や溶融金属の性質維持手段の構築、材料の消費量増加などといった装置コストやランニングコストの増加を避けることができなかった。
【0008】
本発明は、以上の実情に鑑みなされたものであって、処理後の被処理物上に形成される余剰金属からなる層の厚さを最小限の厚さにすることができるとともに、被処理物上に開口するように形成された微小空間(ビア,貫通孔)に溶融金属を充填することのできる金属充填装置の提供をその目的とする。
【課題を解決するための手段】
【0009】
本発明は、被処理物表面の、当該表面に開口するように形成された微小空間内に、当該被処理物上に供給した溶融金属を充填する金属充填装置に関する。
【0010】
上記金属充填装置は、
前記被処理物を保持する保持部と、
内部空間を有し、一端が前記保持部と対向して設けられる筒状部材と、
前記筒状部材の内部空間内に進退自在に嵌入された押付部材と、
前記保持部に保持される被処理物に対して前記押付部材を進退させる押付機構と、
前記保持部及び筒状部材のうち少なくとも一方を、他方に対し接近、離反する方向に移動させる移動機構とを備え、
前記保持部に保持される被処理物又は前記保持部と、前記筒状部材及び前記押付部材とによって気密状の処理室が形成され、
更に、前記処理室内を減圧する減圧機構と、
前記処理室内に溶融金属を供給する溶融金属供給機構と、
前記処理室内に供給される溶融金属を加圧する加圧機構とを備えるとともに、
前記処理室は、前記押付部材の進退位置によってその容積が変化するように構成されている。
【0011】
この金属充填装置によれば、まず、移動機構によって保持部と筒状部材とを、両者が離反した状態にした上で、表面に微小空間が形成された被処理物を、その表面が押付部材と対向するように保持部に配置し、ついで、移動機構によって保持部と筒状部材とを接近させ、筒状部材の一端を保持部に保持された被処理物又は保持部に当接させる。これにより、被処理物又は保持部と、筒状部材及び押付部材とによって囲まれた気密状の処理室が形成される。尚、被処理物の比重よりも溶融金属の比重の方が大きい場合には、前記筒状部材の一端を被処理物に当接させた状態で、被処理物、筒状部材及び押付部材により処理室を形成することで、当該処理室内に溶融金属を供給した際に、被処理物が保持部上から浮き上がるのを防止することができる。
【0012】
しかる後、減圧機構によって処理室内の気体を排気して、処理室内を減圧した後、溶融金属供給機構によって、処理室内(被処理物と押付部材との間)に溶融金属を供給する。その後、加圧機構により処理室内に供給された溶融金属を加圧することで、微小空間内に溶融金属が充填される。尚、このように、処理室内を減圧した後に当該処理室内に溶融金属を供給することで、ボイドの発生を低減することができる。
【0013】
そして、上記金属充填装置においては、その後、押付機構によって押付部材を被処理物に向けて移動させ、当該押付部材を被処理物に押し当てる。これにより、処理室の容積が絞られる、言い換えれば、被処理物と押付部材との間の隙間が狭められるため、被処理物上の余剰溶融金属が当該被処理物と押付部材との間から押し出される。したがって、処理後の被処理物上に形成される余剰金属からなる層の厚さを最小限の厚さにすることができる。尚、この際、余剰溶融金属は、溶融金属供給機構に押し戻されるようにしても良いし、或いは、溶融金属を供給した後の処理室内に空間が残されている場合には、その残された空間内に押し出されるようにしても良い。
【0014】
また、上記金属充填装置における加圧機構は、処理室内に加圧気体を供給する加圧気体供給機構であっても良い。このようにすれば、溶融金属を供給した処理室内に加圧気体を供給することによって、当該処理室内に供給した溶融金属を気体により加圧することができ、所謂差圧充填によって溶融金属を微小空間内に充填することができる。更に、溶融金属を気体により加圧することによって、被処理物上で溶融金属が弾かれるのを防止することができる。
【0015】
また、上記金属充填装置において、溶融金属供給機構は、処理室内を溶融金属で完全に満たすように、当該処理室内に溶融金属を供給するように構成しても良い。このようにすれば、被処理物上で溶融金属が弾かれることがなく、被処理物上に溶融金属を均一に広げることができる。また、処理室内を溶融金属で完全に満たした状態で、前記押付部材を被処理物に向けて移動させることにより、押付部材によって処理室内に供給された溶融金属を加圧することができるため、被処理物上の微小空間内に溶融金属を押し込むことができる。この場合、前記押付機構は加圧機構としても機能する。また、前記押付部材を被処理物に向けて移動させることにより、押付部材と被処理物との間から余剰溶融金属を押し出すことができる。尚、押し出された余剰溶融金属は、溶融金属供給機構に戻される。また、予め押付部材を被処理物に接近させて、処理室の容積を極力小さくしてから溶融金属を供給するようにすることで、処理室内を完全に満たすために必要な溶融金属の量を減らすことができる。
【0016】
また、溶融金属供給機構は、処理室内を溶融金属で完全に満たすように、当該処理室内に溶融金属を加圧供給するように構成しても良い。このようにすれば、濡れ性が非常に悪く、弾く力が非常に強い場合でも、上述したように、被処理物上で溶融金属が弾かれることがなく、被処理物上に溶融金属を均一に広げることができ、また、処理室内に溶融金属を加圧供給し、溶融金属の供給圧によって処理室内に供給された溶融金属を加圧することができるため、被処理物上の微小空間内に溶融金属を押し込むことができる。この場合、前記溶融金属供給機構は、加圧機構としても機能する。
【0017】
更に、上記金属充填装置は、一端が筒状部材の内壁面に開口した通気路を備えるとともに、一端が筒状部材の内壁面に開口した供給路を備え、減圧機構は、通気路を介して処理室内の気体を排気して処理室内を減圧するように構成し、溶融金属供給機構は、供給路を介して処理室内に溶融金属を供給するように構成することが好ましい。
【0018】
また、上記金属充填装置は、一端が押付部材の前記保持部に対向する面に開口するように当該押付部材に形成された通気路を備えるとともに、一端が前記対向する面に開口するように押付部材に形成された供給路を備え、減圧機構は、前記通気路を介して処理室内の気体を排気し、当該処理室内を減圧するように構成し、溶融金属供給機構は、供給路を介して処理室内に溶融金属を供給するように構成しても良い。
【0019】
また、本発明においては、上記金属充填装置は、溶融金属供給機構によって供給された溶融金属を押付部材と被処理物表面との間に閉じ込める溶融金属封止部を押付部材に設けることが好ましい。このようにすれば、押付部材を被処理物表面に押し付けた際に、溶融金属封止部の働きにより、溶融金属を押付部材と被処理物表面との間に閉じ込めるので、被処理物の処理面全体に高い圧力をかけることが可能となり、溶融金属を被処理物上に形成された微小空間内に隙間なく充填することができる。
【0020】
即ち、前記溶融金属を前記押付部材と前記被処理物との間に閉じ込めることにより、溶融金属が被処理物上の概ね全領域において封止された状態となり、溶融金属に適切な圧力をかけて被処理物全体の微小空間内に当該溶融金属を押し込むことが可能となる。これにより、微小空間内に溶融金属を隙間なく押し込み、充填時におけるボイドの発生を回避し、高精度の金属充填を実現することができる。
【0021】
尚、本発明において、被処理物上に形成される微小空間の大きさは、典型的にはその直径が0.1μm〜数十μmのものを想定している。また、溶融金属が入り込むものであれば、その形成方法やアスペクト比などの形態は問わず、貫通孔であるか否かも問わない。また、その形状も限定されず、直線状、曲線状、クランク状など任意の形状であって良く、分岐の有無も問わない。更に、非貫通孔であれば、その深さは、被処理物の厚さに応じて数百μm以下で任意のものとすることができる。
【発明の効果】
【0022】
本発明に係る金属充填装置によれば、処理後の被処理物上に形成される余剰金属からなる層の厚さを最小限の厚さにすることができるとともに、被処理物上に開口するように形成された微小空間(ビア,貫通孔)に溶融金属を充填することができる。
【図面の簡単な説明】
【0023】
【図1】本発明の一実施形態に係る金属充填装置の概略構成を示した断面図である。
【図2】上記実施形態の金属充填装置の動作フローを示す説明図である。
【図3】上記実施形態の金属充填装置の動作フローを示す説明図である。
【図4】上記実施形態の金属充填装置の動作フローを示す説明図である。
【図5】上記実施形態の金属充填装置の動作フローを示す説明図である。
【図6】上記実施形態の金属充填装置の動作フローを示す説明図である。
【図7】上記実施形態の金属充填装置の動作フローを示す説明図である。
【図8】上記実施形態の金属充填装置の動作フローを示す説明図である。
【図9】(a)は、ピストンに、溶融金属封止部を設ける構成例を示す断面図であり、(b)は、(a)のピストンを半導体ウェハに向けて下降させたときの様子を示す断面図である。
【図10】ピストンに、溶融金属封止部を設ける更なる構成例を示す断面図であり、(b)は、(a)のピストンを半導体ウェハに向けて下降させたときの様子を示す断面図である。
【図11】(a)は、ピストンに設ける溶融金属封止部の更なる構成例を示す断面図であり、(b)は、(a)のピストンを半導体ウェハに向けて下降させたときの様子を示す断面図である。
【図12】(a)は、ピストンに設ける溶融金属封止部の更なる構成例を示す断面図であり、(b)は、(a)のピストンを半導体ウェハに向けて下降させたときの様子を示す断面図である。
【図13】(a)は、ピストンに設ける溶融金属封止部の更なる構成例を示す断面図であり、(b)は、(a)のピストンを半導体ウェハに向けて下降させたときの様子を示す断面図である。
【図14】(a)は、金属充填前の半導体ウェハ上の微小空間を示す断面図であり、(b)は、良好に金属充填された上記微小空間を示す断面図であり、(c)は充填不良を生じた上記微小空間を示す断面図である。
【図15】本発明の他の実施形態に係る金属充填装置の概略構成を示した断面図である。
【図16】本発明の他の実施形態に係る金属充填装置の概略構成を示した断面図である。
【図17】他の実施形態に係る金属充填装置の動作フローを示す説明図である。
【図18】他の実施形態に係る金属充填装置の動作フローを示す説明図である。
【図19】他の実施形態に係る金属充填装置の動作フローを示す説明図である。
【図20】他の実施形態に係る金属充填装置の動作フローを示す説明図である。
【図21】他の実施形態に係る金属充填装置の動作フローを示す説明図である。
【図22】本発明の他の実施形態に係る金属充填装置の概略構成を示した断面図である。
【発明を実施するための形態】
【0024】
以下、本発明の具体的な実施形態について、添付図面に基づき説明する。
【0025】
〔1.金属充填装置の構成〕
【0026】
図1に示すように、本実施例の金属充填装置1は、半導体ウェハ(被処理物)K表面に開口するように形成された微小空間内に溶融金属Mを充填する金属充填装置であって、半導体ウェハKがその前記表面を上にして保持される保持台Hと、内部に空間が形成され、下端面が前記保持台Hと対向して配設された筒状のハウジングCと、保持台Hに保持される半導体ウェハKの表面に対して進退自在に設けられた押付部材たるピストンPと、前記保持台Hを前記ハウジングCに接近、離反させる昇降機構16と、前記ピストンPを進退させる押付機構5とを備えてなり、前記保持台Hに保持された半導体ウェハK、ハウジングC及びピストンPによって気密状の処理室2が形成される。
【0027】
また、当該金属充填装置1は、前記処理室2内の気体を排気して、当該処理室2内を減圧する減圧機構3と、処理室2内に溶融金属Mを供給する溶融金属供給機構4と、処理室2内に不活性ガスを供給するガス加圧機構7と、処理室2内に供給された溶融金属Mを回収する溶融金属回収機構8と、前記昇降機構16、押付機構5、減圧機構3、溶融金属供給機構4、ガス加圧機構7及び溶融金属回収機構8の作動を制御する制御装置15とを備えている。
【0028】
前記保持台Hは、前記昇降機構16によって昇降するようになっており、この保持台HをハウジングCに向けて上昇させ、保持台Hの上面をハウジングCの下端面に当接させることにより、気密状の処理室2が形成される。尚、前記昇降機構16は、トルクモータなどから構成されており、前記制御装置15によってその作動が制御される。
【0029】
前記ピストンPは、その保持台Hに対向する側に、耐熱性を有するステンレス440C(またはステンレス304)で構成された押付部6が設けられている。尚、ステンレスは、高温環境下で使用しても表面状態が安定しており、十分な硬さを有している点で押付部6の素材として優れている。また、ピストンPは、前記ハウジングCの上側開口部から嵌挿され、押付機構5によって軸線方向に進退するようになっている。尚、ピストンPの外周面とハウジングCの内周面との間には、Oリング13が介装されており、両者の間がこのOリング13によってシールされている。また、ピストンPのフランジ部とハウジングCの上端面との間には、ベローズシール17が設けられており、当該ベローズシール17によって、ピストンPとハウジングCとの間の気密性を更に高めている。
【0030】
また、押付部6の表面のうち、少なくとも溶融金属Mと接する領域は、電解研磨されて鏡面加工が施されている。このような鏡面加工処理の結果、試作した金属充填装置1において、押付部6の表面粗さは、十点平均粗さ(Rz)で0.3μm以下、最大高さ(Ry)で0.5μm以下、凹凸平均距離(Sm)で10μm以上となっている。このように、押付部6の表面粗さ(十点平均粗さ)を、0.3μm以下として、押付部6の金属表面を滑らかなものとしておけば、溶融金属Mが押付部6側に固着することを防ぐことができるので、押付部6を半導体ウェハKから引き離すときにも、冷却硬化した溶融金属Mは押付部6の金属表面から容易に剥離され、充填不良や半導体ウェハKの割れなどを効果的に回避することが可能となる。
【0031】
尚、本願で表面粗さというときは、JIS規格の十点平均粗さのことを指す。
【0032】
更に、押付部6の表面には、DLC皮膜処理(離型処理)が施されており、強い力で押付部6を溶融金属に押し付けたとしても、当該溶融金属Mが硬化しても容易に押付部6から剥離されるようになっている。
【0033】
離型処理としては、DLC処理の他、CrNコーティング処理、TiNコーティング処理、サーフ処理などを好適に用いることができる。また、押付部6は、前述の通り、ステンレスの金属製なので十分な硬度を有しており、試作した金属充填装置1においては、上述の鏡面加工処理ないし離型処理を施した状態で、そのマイクロビッカース硬さ(Hv)は1200より大きかった。
【0034】
また、金属製の押付部6は、加熱加圧による変形も比較的少なく、上記のように、十分な硬度を有しているので、その表面に施したコーティング処理が落ちにくく、コーティング処理の効果を長寿命化することができる。
【0035】
前記押付機構5は、所謂油圧シリンダ機構であって、ピストンPを進退させる駆動力を与える機構であり、ピストンPの押付部6を所定の押圧力で半導体ウェハKに押し付けることができる。尚、図示していないが、この押付機構5は、図中上側の部屋及び図中下側の部屋に圧油を供給する配管がそれぞれ接続され、当該各配管にはその作動が前記制御装置によって制御される切換弁が設けられており、前記ピストンPは、前記上側の部屋に圧油が供給されると下側に移動し、前記下側の部屋に圧油が供給されると上側に移動する。
【0036】
前記減圧機構3は、ハウジングCの上端側の側壁を貫通して設けられた配管11によって処理室2と接続された真空ポンプ3aと、配管11の、真空ポンプ3aと処理室2との間に設けられた制御弁3bとからなり、真空ポンプ3aによって処理室2内の空気を排気して、処理室2内を減圧する機構である。尚、前記真空ポンプの作動及び前記制御弁3bの開閉は、前記制御装置15によって制御されている。
【0037】
また、前記溶融金属供給機構4は、ハウジングCの下端側の側壁を貫通して設けられた配管9によって処理室2と接続された溶融金属供給部4aと、配管9の、溶融金属供給部4aと処理室2との間に設けられた制御弁4bとからなり、所定の供給圧でもって溶融金属供給部4aから処理室2内に溶融金属Mを供給する機構であり、前記制御弁4bはその開閉が前記制御装置15によって制御されている。
【0038】
溶融金属供給部4aには、金属充填に用いられる溶融金属Mがその融点より高い温度で熱せられており、液体状でストックされている。本実施例において、金属充填に用いられる溶融金属Mは、融点約200℃の鉛フリー半田である。半田のように比較的融点の低い金属は取り扱いが容易である点において優れているが、本発明における溶融金属Mの種類は、半田に限定されるものではなく、微小空間を埋める目的やその機能に応じて、Au,Ag,Cu,Pt,Pd,Ir,Al,Ni,Sn,In,Bi,Znやこれらの合金など任意のものを採用することができる。
【0039】
また、前記加圧ガス供給機構7は、配管10によって配管11及び配管9と接続された加圧ガス供給部7aと、配管10の、配管11と加圧ガス供給部7aとの間に設けられた制御弁7bと、配管9と加圧ガス供給部7aとの間に設けられた制御弁7cとからなり、配管9、配管10及び配管11を介して、加圧ガス供給部7aから処理室2内に不活性ガスを供給する機構である。尚、前記加圧ガス供給部7aの作動及び2つの制御弁7b,7cの開閉は、前記制御装置15によって制御される。
【0040】
前記溶融金属回収機構8は、ハウジングCの下端側の側壁を貫通して設けられた配管12によって処理室2に接続された溶融金属回収部8aと、配管12の、溶融金属回収部8aと処理室2との間に設けられた制御弁8bとからなり、処理室2内の溶融金属を回収する機構であって、制御弁8bは、その開閉が制御装置15により制御される。尚、溶融金属回収部8aとしては、回収タンクと、この回収タンクに接続された排気装置とからなる構成を例示することができる。
【0041】
〔2.金属充填の手順〕
【0042】
次に、図2乃至図8を用いて、本実施例の金属充填装置1における金属充填の手順を説明する。
【0043】
まず、制御装置15によって昇降機構16の作動を制御し、保持台Hを下降させることにより、保持台Hの上面をハウジングCの下端面から離反させた後、表面上に微小空間を形成した半導体ウェハKを、その表面を上にした状態で保持台H上に載置する。ついで、制御装置15によって昇降機構16の作動を制御し、保持台HをハウジングCに向けて上昇させ、保持台Hの上面をハウジングCの下端面に当接させることにより処理室2を形成する。尚、この際、前記ハウジングCの下端面を半導体ウェハKの表面に当接させ、半導体ウェハKを保持台H上に押さえ付けるようにしている。
【0044】
しかる後、図2に示すように、制御装置15による制御の下、真空ポンプ3aを作動させるとともに、配管11の制御弁3bを開いて、処理室2内の気体を排気し、処理室2内及び微小空間内を略真空状態にまで減圧する。
【0045】
次に、図3に示すように、真空ポンプ3aによる減圧を続け、処理室2内を略真空状態に保ったままの状態で、制御装置15によって配管9の制御弁4bを開き、溶融金属供給部4aから融点以上に熱した液体状の溶融金属Mを、半導体ウェハKの表面で弾かれることなく当該半導体ウェハKの全面を覆える量に達するまで、処理室2の内部に供給していく。尚、金属充填装置1においては、配管11をハウジングCの上端側に貫通して設けた、即ち、配管11を、供給される溶融金属の液面より十分上方に設けたことにより、真空ポンプ3aによる減圧を続けた状態で、溶融金属Mを供給することが可能となっているが、真空ポンプ3a内に溶融金属Mが吸引されてしまうことがないように、適切なタイミングで溶融金属Mの供給を停止するのが好ましい。また、上述したように、半導体ウェハKを保持台H上に押さえ付けるようにすることで、例えば、シリコン(比重:約2.5)からなる半導体ウェハ上に半田(比重:約9.0)を供給したとしても、半導体ウェハが保持台上から浮き上がらないようにしている。
【0046】
また、後述の押し付け工程に入る前に溶融金属Mが冷却硬化することは好ましくないので、この段階では、適宜加熱機構によって、処理室2の内部の温度を溶融金属Mの融点以上の温度に保っておき、溶融金属Mが液体のままであるようにしておく必要がある。
【0047】
十分な分量の溶融金属Mを処理室2の内部に供給したならば、図4に示すように、制御装置15により配管9の制御弁4bを閉じ、ついで、制御装置15による制御の下、押付機構5を作動させて、処理室2内のピストンPを、半導体ウェハKに対してゆっくりと進めて近づけていき、押付部6の表面を処理室2の内部に供給された溶融金属M中に沈める。このように、処理室2内が略真空状態のまま、押付部6の表面を溶融金属M中に沈めることにより、押付部6と溶融金属Mとの間に気層ができることを回避することができる。
【0048】
次に、図5に示すように、押付部6の表面を溶融金属M中に沈めたままの状態で、制御装置15により配管11の制御弁3bを閉じるとともに、真空ポンプ3aの作動を停止して減圧を中止する一方、制御装置15の制御の下、配管10の制御弁7bを開くとともに、加圧ガス供給部7aを作動させ、当該加圧ガス供給部7aから加圧用の窒素ガス等を処理室2内に供給し、このガス圧により溶融金属Mを加圧して、所謂差圧充填により溶融金属Mを微小空間内に充填する。
【0049】
次に、図6に示すように、制御装置15によって押付機構5を作動させて、ピストンPを半導体ウェハKに向け更に移動させ押付部6を半導体ウェハKの表面に押し付ける。これにより、押付部6と半導体ウェハKとの間の余剰溶融金属が、半導体ウェハK上からハウジングCの内周面とピストンPの外周面との間の隙間に押し出される。したがって、処理後の半導体ウェハK表面に形成される残渣の量が減少する。尚、残渣とは、半導体ウェハK上で微小空間に入りきらなかった余剰溶融金属が半導体ウェハK上で硬化してできる層状の不要金属部分のことをいうが、当該金属部分は、全ての場合において不要という訳ではなく、配線層やコンタクト層として用いることができる場合もある。
【0050】
そして、押付部6を半導体ウェハKの表面に押し付けた状態でしばらく静止する。本実施例の金属充填装置1においては、上述したように、押付部6が溶融金属Mの液中に押し付けられた分、その分の溶融金属Mは、ハウジングCの内周面とピストンPの外周面との間の隙間へ移動するため、溶融金属Mの液面が上昇していく。この結果、半導体ウェハKは、溶融金属Mの液面から深い位置で溶融金属Mに浸漬される状態となるので、押付部6と半導体ウェハKとが接触し、溶融金属Mと半導体ウェハK及び押付部6との濡れ性の悪さによって、半導体ウェハK面で溶融金属Mが弾かれる力が強くなる状況になったとしても、半導体ウェハK面で溶融金属Mが膜切れする状態になり難い。尚、半導体ウェハKの表面に押付部6を押し付けている間も加圧ガス供給部7によるガス加圧は継続しておくことが好ましい。これにより、充填する力が維持されるとともに、上述した膜切れを効果的に防ぐことができる。
【0051】
次に、図7に示すように、押付部6を半導体ウェハKの表面に押し付けた状態で、制御装置15によって配管10の制御弁7cを開くとともに、配管12の制御弁8bを開いて、半導体ウェハKの微小空間内に充填しきれない余剰の溶融金属Mを溶融金属回収部8aへと回収する。余剰な溶融金属Mを回収しなければ、後述の冷却後、余剰溶融金属MがハウジングCと押付部6との隙間で硬化してピストンPの昇降動作を妨げる、或いは、半導体ウェハKと処理室2の壁面とが固着するなどの問題が生じる。ただし、押付部6と半導体ウェハKとの間にガスが入ると充填不良が発生するので、余剰金属を全て排出することはせず、押付部6の側壁とハウジングCの内壁の隙間には溶融金属Mを残した状態としておく。この隙間に溶融金属Mを残す分量は、半導体ウェハK及び押付部6と溶融金属Mとの濡れ性、隙間の大きさにもよるが、高さにして数mm程度分残しておくことが好ましい。
【0052】
そして、余剰な溶融金属Mを回収した後、制御装置15による制御の下、配管10の2つの制御弁7b,7cを閉じて加圧用ガスの供給を停止するとともに、配管12の制御弁8bを閉じる。しかる後、処理室2の内部の加熱又は保温を止め、溶融金属Mの温度が融点以下となるまで冷却し、半導体ウェハKの微小空間に充填された溶融金属Mが冷却硬化するまで待機する。
【0053】
次に、図8に示すように、制御装置15による制御の下、押付機構5を作動させてピストンPをゆっくり上昇させ、更に、昇降機構16を作動させて、保持台Hを下降させることにより、処理室2を解放する。そして、金属充填処理を終えた半導体ウェハKを保持台Hから取り出して、これから金属充填処理を行う新たな半導体ウェハKと入れ替える。複数枚の半導体ウェハKに金属充填を行う場合には、図2乃至図8に示した手順を適宜繰り返せばよい。
【0054】
〔3.溶融金属封止部を設けた態様〕
【0055】
次に、好ましい実施態様として、上記の構成において、溶融金属供給機構4によって供給された溶融金属Mを、押付部6と半導体ウェハKとの間に閉じ込める溶融金属封止部を設ける構成例について説明する。
【0056】
まず、溶融金属封止部を設ける第一の態様として、図9(a)に示すように、押付部6の下面に、円形の半導体ウェハKの外周に沿うように、弾性体からなるリング形状をしたの封止部20(溶融金属封止部)を設ける態様がある。同図においては、斜線を付した肉厚部の構成は省略してある(図10〜図13も同様である)。
【0057】
本構成によれば、押付部6を半導体ウェハKに接近させていったとき(図6参照)、余剰溶融金属Mを外部へと逃がして半導体ウェハK上で残渣となる余剰溶融金属Mの量を十分に減らすことができる。即ち、封止部20が半導体ウェハKと接触するまでは、封止部20の内側領域の溶融金属Mは、当該領域の外部へと逃げられるのに対し、封止部20が半導体ウェハKに更に近づいて、半導体ウェハKの表面と面接触(当接)すると、溶融金属Mは封止部20の内側領域に閉じ込められる(図9(b)参照)。
【0058】
封止部20、とりわけ弾性体からなる封止部20を設けることにより、良好な封止性が得られる。そして、押付部6の押し付けによって封止部20が変形し、封止領域が狭められるので、当該封止領域内の溶融金属Mに押付機構5の推力を用いて効率良く高い圧力をかけることができ、溶融金属Mを半導体ウェハK表面の微小空間の内部に隙間なく充填することができる。
【0059】
本実施形態では、ガス加圧と封止部20を備えた押付部6による加圧とを二段階で行うことにより、溶融金属Mと半導体ウェハKとの濡れ性が悪くとも金属充填を行うことが可能である。具体的には、まずガス加圧を行い、その時のガス圧は、溶融金属Mが半導体ウェハKと押付部6との隙間で膜切れすることがない程度の軽い圧力(例えば0.2MPa以下)としておく。そして、封止部20を備えた押付部6の押し付けによって、封止部20より内側にある半導体ウェハKの処理面上全体の溶融金属Mに高い圧力をかけて充填処理ができる。このような方法を採用すれば、処理室の圧力容器性能を極端に高いものとせずとも、ガス加圧と押付加圧との二段階加圧によって効果的な金属充填を実現することができる。
【0060】
更に、封止部20を備えた押付部6を用いれば、続く余剰金属排出工程において、封止範囲外の余剰溶融金属M’をガスブローや液体リンスなどを用いて排出したとしても、封止範囲内にある微小空間の充填性には影響が及ばないため、より効果的に余剰溶融金属を回収することができる。即ち、本実施形態では、封止部20が存在するので、金属充填装置1とは異なり、余剰溶融金属M’を全て排出したとしても、押付部6と半導体ウェハKとの間にガスが入って充填不良が発生することはないので、封止範囲外の領域を清浄に保つことが可能となる。
【0061】
また、溶融金属封止部を設ける第二の態様としては、図10(a)に示すように、押付部6の下面において、半導体ウェハKの外側の保持台Hと対向する位置に、円形の半導体ウェハKと同心円状の弾性体からなる封止部21(溶融金属封止部)を設ける態様がある。
【0062】
本構成によれば、封止部21は半導体ウェハKの外部に設けられるので、封止部21は半導体ウェハKに接触することはなく、半導体ウェハKの全面において溶融金属Mの充填処理を行うことが可能となる(図10(b)参照)。
【0063】
以上の溶融金属封止部を形成する素材は、ある程度の弾力性と耐熱性などを備え、封止に適した素材であれば特に限定されないが、封止前の溶融金属Mが外部に逃げやすい素材や構造を採用することにより、封止される溶融金属Mの分量を必要最小限のものとして、半導体ウェハK上の残渣を薄くすることができる。
【0064】
次に、溶融金属封止部を設ける第三の態様として、図11(a)に示すように、押付部6の、溶融金属Mと接する面と逆側に弾性体層22(溶融金属封止部)を積層しておく態様がある。この場合、押付機構5によって、ピストンPを半導体ウェハKに向けて移動させ、押付部6を溶融金属M及び半導体ウェハKに対して接近させていくと、同図(b)に示すように、弾性体層22が押付方向と垂直な平面状に広がり、この広がった弾性体層22が、ハウジングCと当接することにより、溶融金属Mが、弾性体層22で封止された空間内部に閉じ込められる。このような構成によれば、事前にガス加圧されていた溶融金属Mの圧力を保つように封止がなされる。
【0065】
また、このようにすれば、半導体ウェハK表面と押付部6表面との平行度が悪い場合にも、弾性体層22の変形によって半導体ウェハK表面と押付部6表面とを効率よく密着させることができる。更に、押付部6の金属部を変形しやすい薄板にすることで、半導体ウェハK表面の平坦度が悪い場合にも、弾性体層22及び金属薄板の変形によって半導体ウェハK表面と押付部6表面とを効率よく密着させさせて、保圧冷却し、溶融金属Mを硬化できるので、これらの密着効果によって半導体ウェハK上の残渣をより薄くすることができる。
【0066】
次に、溶融金属封止部を設ける第四の態様として、図12(a)に示すように、押付部6の、半導体ウェハKと接する面と逆側に弾性体層23(溶融金属封止部)を積層しておき、更に、押付部6の下面に、円形の半導体ウェハKの外周に沿うように、弾性体からなるリング形状をした封止部24(溶融金属封止部)を設ける態様がある。この場合、押付機構5によって、ピストンPを半導体ウェハKに向けて移動させ、押付部6を溶融金属M及び半導体ウェハKに対して接近させ、封止部24を半導体ウェハKに当接させると、同図(b)に示すように、封止部24が取り囲む領域内に溶融金属Mが封止される。この態様によれば、前記第三の態様と比較して、実効的な封止範囲を半導体ウェハKの領域に狭めることにより、封止部24が取り囲む領域外の溶融金属M’を溶融金属回収機構により適宜回収することで、余計な隙間に残留する残留金属の分量を低減することができる。
【0067】
次に、溶融金属封止部を設ける第五の態様として、図13(a)に示すように、ピストンPのうち、押付部6の、溶融金属Mと接する面の外側領域から前記面の逆側にかけて、弾性体層25(溶融金属封止部)を積層しておく態様がある。この場合、押付機構5によって、ピストンPを半導体ウェハKに向けて移動させ、押付部6を溶融金属M及び半導体ウェハKに対して接近させて、弾性体層25を半導体ウェハKに当接させると、同図(b)に示すように、弾性体層25の当接領域内に溶融金属Mが封止される。尚、図11に示した形態とは異なり、ハウジングCとの間の隙間の溶融金属M’までは封止されない。
【0068】
以上のように、各種の溶融金属封止部を設けることにより、溶融金属Mを押付部6と半導体ウェハKとの間に閉じ込め、半導体ウェハK上の広領域において封止性を高めることができるので、溶融金属Mに適切な圧力をかけて、当該溶融金属Mを半導体ウェハKの微小空間内に押し込むことができる。また、半導体ウェハK上に生じる残渣を低減することができるとともに、溶融金属Mを半導体ウェハK上にのみ閉じ込める態様を採用した場合には、溶融金属封止部が取り囲む領域外の溶融金属M’を溶融金属回収機構によって回収することで、処理室内に残る余剰溶融金属を低減することができる。
【0069】
これにより、微小空間内に溶融金属を隙間なく押し込み、充填時におけるボイドの発生を回避し、高精度の金属充填を実現することが可能となる。
【0070】
最後に、本発明により、金属充填が良好に行われた状態を図示しておく。図14(a)は、溶融金属Mを充填する前の半導体ウェハK上の微小空間Vを示す断面図であり、図中下部分が半導体ウェハKである。同図(a)において、半導体ウェハKの表面には無数の微小空間Vが規則正しく配置されている。図14(b)は、本発明により、半導体ウェハK上の微小空間Vに良好に溶融金属Mが充填された状態を示す断面図である。同図(b)では、微小空間Vに隙間なく溶融金属Mが充填されている様子がわかる。
【0071】
これに対して、図14(c)は、比較例として、溶融金属Mの充填不良を生じた微小空間V1〜V4を示す断面図である。同図(c)において、微小空間V1,V2では、底部側に溶融金属Mが充填されているもののその分量が十分でないので、微小空間を完全に充填できていない。また、微小空間V3,V4では、底部側まで溶融金属Mが到達しておらず、充填不良となっている様子がみてとれる。
【0072】
以上、本発明の実施形態について説明したが、本発明が採り得る具体的な態様は何らこれに限定されるものではない。
【0073】
例えば、上例においては、押付部6を半導体ウェハKに近づける構成を採用したが、これに限られるものではなく、半導体ウェハK(保持台H)の方を、押付部6の方へ近づける構成を採用してもよい。
【0074】
また、上例では、溶融金属Mの供給後に、ピストンPを半導体ウェハKに向けて移動させ、溶融金属Mの液面に押付部6を近づけていき、押付部6を溶融金属M中に沈めた状態にする方法を説明したが、液面に押付部6を近づけていくのではなく、押付部6の表面が溶融金属Mに浸されるまで当該溶融金属Mを供給していくことで、押付部6を溶融金属M中に沈めた状態にするようにしてもよい。
【0075】
また、押付部6による押付方向は、鉛直上方向から下方向に押し付ける形態に限られず、装置の構成により、鉛直下方向から上方向に押し付ける、或いは、水平横方向に押し付けるようにしても良い。更に、金属充填装置の向きは、図1に示した向きに限られるものではなく、図1の向きを横転させた向きであっても良いし、天地を反転させた向きであっても良い。
【0076】
また、上例の金属充填装置1においては、処理室2内に溶融金属Mをある程度多量に供給することで、半導体ウェハKの全面を溶融金属によって均一に覆うようにしているが、例えば、処理室2の容積を予め小さく設定し、この処理室2内を完全に満たすように当該処理室2内に溶融金属Mを供給することで、半導体ウェハKの全面を溶融金属によって均一に覆うようにしても良い。このように構成された金属充填装置について、図15を参照して、以下説明する。尚、金属充填装置1の構成と同じ構成要素については、同一の符号を付し、その詳しい説明は省略する。
【0077】
図15に示した金属充填装置30は、保持台H、ハウジングC、ピストンP、昇降機構16、減圧機構3、溶融金属供給機構4、溶融金属回収機構8、制御装置15に加え、前記ピストンを、前記保持台Hに保持される半導体ウェハKに対して進退させる押付加圧機構5’及び処理室2内に不活性ガスを供給する送気機構7’を備えている。尚、前記押付加圧機構5’及び送気機構7’の作動は、前記制御装置15によって制御される。また、押付加圧機構5’は、押付機構が加圧機構としても機能するものとして具現化したものである。
【0078】
前記ピストンPは、上記金属充填装置1におけるピストンPと同様に、保持台Hに対向する側にステンレス440Cで構成された押付部6が設けられており、更に、この押付部6には、保持台Hに対向する面の外周縁部に溶融金属封止部6aが設けられている。尚、当該ピストンPとハウジングCとの間には、2つのOリング13a,13bが介装されており、これら2つのOリング13a,13bは、ハウジングCに固定されている。
【0079】
また、前記送気機構7’は、処理室2内に不活性ガスを供給し、処理室2内の余剰溶融金属を溶融金属回収機構8の溶融金属回収部8aに送り出すための機構であり、不活性ガスを供給するガス供給部7a’と、ガス供給部7a’と配管11とを接続する配管10’と、配管10’の、ガス供給部7a’と配管11との間に設けられた制御弁7b’とから構成され、前記ガス供給部7a’の作動及び制御弁7b’の開閉は、前記制御装置15によって制御される。尚、金属充填装置30において、配管11は、ハウジングCの下端側の側壁を貫通して設けられている。
【0080】
また、金属充填装置30では、制御装置15により昇降機構16の作動を制御し、保持台Hを上昇させて、ハウジングCの下端面と保持台Hに保持された半導体ウェハKの表面とを当接させることで処理室2を形成する。尚、処理室2を形成した際、ハウジングCの下端面と半導体ウェハK表面との間は、Oリング14によって気密性が保たれる。
【0081】
尚、前記溶融金属回収機構8の制御弁8bは、閉鎖、絞りを介した開放、全開放の3つの状態に切り換えることができるようになっている。
【0082】
そして、この金属充填装置30によれば、まず、保持台HとハウジングCとを離反させた状態で、保持台H上に半導体ウェハKを載置し、制御装置15による制御の下、昇降機構16を作動させて保持台HをハウジングCに向け上昇させ、当該保持台H上に載置した半導体ウェハKの表面とハウジングCの下端面とを当接させることにより、処理室2を形成する。
【0083】
次に、制御装置15による制御の下、前記押付加圧機構5’を作動させて、処理室2の容積が極力小さな容積となるように、ピストンPを保持台H上に保持された半導体ウェハKに近づけた後、制御装置15によって制御弁3bを開くとともに、真空ポンプ3aを作動させて、処理室2内を略真空状態にまで減圧する。しかる後、制御装置15によって制御弁3bを閉じるとともに、真空ポンプ3aの作動を停止させる一方、制御弁4bを開いて、処理室2内に溶融金属Mを加圧供給する。そして、処理室2内を溶融金属Mで完全に満たした後、制御装置15によって制御弁4bを閉じ、処理室2内への溶融金属Mの供給を停止する。このようにすれば、処理室2内が溶融金属Mで完全に満たされるため、溶融金属Mが半導体ウェハKの表面で弾かれることがなく、半導体ウェハK表面が溶融金属Mによって均一に覆われた状態となる。尚、上述したように、ハウジングCの下端面と半導体ウェハKの表面との間にOリング14を介装して気密性を保つようにしているため、処理室2内に溶融金属Mを供給した際に、溶融金属Mが半導体ウェハKの裏面に回り込むのが防止される。
【0084】
そして、処理室2内への溶融金属Mの供給を停止した後、制御装置15によって制御弁8bを、絞りを介した開放状態にするとともに、制御装置15による制御の下、押付加圧機構5’を作動させてピストンPを半導体ウェハKに向けて移動させる。その際、制御弁8bを、絞りを介した開放状態にしているため、ピストンPを移動することにより、溶融金属Mが適切に加圧された状態のまま、余剰溶融金属Mが溶融金属回収部8aへ押し出される。そして、ピストンPを更に移動させて、溶融金属封止部6aを半導体ウェハKの表面に当接させることで、当該溶融金属封止部6aの内側領域に溶融金属Mが閉じ込められて半導体ウェハKの前記内側領域内により高い圧力がかかり、溶融金属Mが半導体ウェハKの微小空間内に押し込められる。
【0085】
しかる後、制御装置15によって制御弁8bを全開放の状態にするとともに、制御弁7b’を開き、ガス供給部7a’を作動させて、当該ガス供給部7a’から処理室2内に不活性ガスを供給し、溶融金属封止部6aの内側領域以外の部分に残留する余剰溶融金属M’を溶融金属回収部8aに排出する。尚、この排出工程においては、溶融金属回収部8aを略大気圧に維持するようにしているため、低いガス圧でも溶融金属回収部8aに余剰溶融金属Mが容易に排出されるようになっている。そして、余剰溶融金属Mを溶融金属回収部8aに排出した後、制御装置15によってガス供給部7a’の作動を停止させ、半導体ウェハKの微小空間内に充填された溶融金属Mが冷却硬化するまで待機する。
【0086】
その後、制御装置15による制御の下、押付加圧機構5’を作動させてピストンPを上昇させるとともに、昇降機構16を作動させて保持台Hを下降させ、最後に、保持台Hから半導体ウェハKを取り外す。
【0087】
このように、上記金属充填装置30によれば、処理室2内を溶融金属Mで完全に満たすようにすることで、半導体ウェハKの表面で溶融金属Mが弾かれるのが防止され、半導体ウェハKの全面を溶融金属Mによって均一に覆うことができる。また、処理室2内を溶融金属Mで完全に満たした状態でピストンPを半導体ウェハKに向けて移動させることで、溶融金属Mを半導体ウェハKの微小空間内に押し込めることができ、更に、押付部6を半導体ウェハKの表面に押し付けることで、溶融金属封止部6aの働きによっても溶融金属Mを微小空間内に押し込めることができるため、効果的に金属充填を行うことができる。
【0088】
更に、半導体ウェハKの表面に押付部6を押し付けることで、半導体ウェハK上から余剰溶融金属が押し出されるため、処理後の半導体ウェハK表面に形成される残渣の量を減少させることができる。
【0089】
また、溶融金属封止部6aを設けたことにより、当該溶融金属封止部6aの内側領域に溶融金属Mを閉じ込めることができるため、内側領域以外の余剰溶融金属M’だけを送気機構7’によって溶融金属回収部8aに排出することができ、処理後に、余剰溶融金属がハウジングCの内周面と押付部6の外周面との隙間で硬化してピストンPの昇降動作を妨げる、或いは、半導体ウェハKとハウジングCとが固着するという問題が発生するのを防止することができる。
【0090】
更に、上記金属充填装置30は、ピストンPを保持台H上に保持された半導体ウェハKに近づけることで、処理室2の容積を極力小さな容積に変化させることができるため、処理室2内に供給すべき溶融金属Mの量を抑えることができ、金属を液体状態で貯留しておくために必要な加熱系の大容量化、材料の消費量増加といった装置コストやランニングコストの増加を抑えることができる。
【0091】
尚、上記金属充填装置30においては、制御弁8bの絞りを介すことで、溶融金属Mの加圧状態を維持したまま、処理室2内から余剰溶融金属M’を押し出す構成を説明したが、これに限られるものではなく、例えば、処理室2内の溶融金属Mの加圧状態を維持するように溶融金属回収部8aを不活性ガスなどで平衡加圧した状態で、ピストンPを移動させて余剰溶融金属M’を押し出す構成としても良い。
【0092】
また、上記2つの金属充填装置1,30においては、ハウジングCの側壁を貫通して設けられた各配管を介して、処理室2内への溶融金属Mの供給及び処理室2内の排気を行う構成としたが、これに限られるものではなく、ピストンPにおける半導体ウェハKの表面と対向する面に開口するように当該ピストンPに形成された配管を介して、処理室2内への溶融金属Mの供給及び処理室2内の排気を行う構成としても良い。このような構成を備えた金属充填装置40について、図16〜図21を参照して、以下説明する。尚、金属充填装置1,30の構成と同じ構成要素には同じ符号を付し、その詳しい説明を省略する。
【0093】
図16に示すように、金属充填装置40は、保持台H、ハウジングC、ピストンP、昇降機構16、押付加圧機構5’、減圧機構3、溶融金属供給機構4及び制御装置15から構成されている。
【0094】
前記真空ポンプ3aと処理室2とは、ピストンPの、保持台Hに保持される半導体ウェハK表面と対向する面の中心近傍に一端が開口した配管11’によって接続されており、処理室2内の気体は、当該配管11’を介して排気される。また、溶融金属供給部4aと処理室2とは、同様に、一端がピストンPの前記対向する面の中心近傍に開口した配管9’によって接続されており、溶融金属Mは、当該配管9’を介して処理室2内に供給される。また、前記配管11’のピストンP側の開口部には、制御装置15によりその開閉が制御されるゲートバルブ3cが設けられ、前記配管9’のピストンP側の開口部には、同様に、制御装置15によりその開閉が制御されるゲートバルブ4cが設けられている。
【0095】
また、ピストンPとハウジングCとの間には、2つのOリング13b,13cが介装されており、Oリング13cはピストンPの下端側に固定され、Oリング13bはハウジングCの上端側に固定されている。
【0096】
尚、金属充填装置40におけるピストンPは、その保持台Hに対向する側に押付部を設けていない構成としたが、押付部を設けた場合には、前記2つの配管9’,11’の一端は、押付部の、保持台Hに保持される半導体ウェハK表面と対向する面の中心近傍に開口するようにすれば良い。
【0097】
次に、この金属充填装置40によって、半導体ウェハKの微小空間内に溶融金属Mを充填する過程について、図17〜図21を参照して説明する。
【0098】
まず、制御装置15による制御の下、昇降機構16を作動させ保持台Hを下降させた後、半導体ウェハKを保持台H上に載置し、ついで、昇降機構16によって保持台Hを上昇させて、半導体ウェハKの表面とハウジングCの下端面とを当接させ、気密状の処理室2を形成する。その後、制御装置15による制御の下、前記押付加圧機構5’を作動させて、処理室2の容積が極力小さい容積となるように、ピストンPを保持台H上に保持された半導体ウェハKに近づける。しかる後、制御装置15により真空ポンプ3aを作動させるとともに、配管11’の制御弁3b及びゲートバルブ3cを開き、処理室2内の気体を排気して当該処理室2内を略真空状態にまで減圧する(図17参照)。
【0099】
次に、図18に示すように、制御装置15によって制御弁3b及びゲートバルブ3cを閉じるとともに、真空ポンプ3aの作動を停止する。そして、処理室2内の減圧状態を維持したまま、制御装置15によって配管9’の制御弁4b及びゲートバルブ4cを開き、溶融金属供給部4aから溶融金属Mを加圧供給し、処理室2内を溶融金属Mで完全に満たす。このように、処理室2内を溶融金属Mで完全に満たすことによって、上述と同様、溶融金属Mが半導体ウェハKの表面で弾かれるのが防止され、半導体ウェハK表面が溶融金属Mによって均一に覆われる。
【0100】
ついで、図19に示すように、制御弁4b及びゲートバルブ4cを開いた状態のまま、制御装置15による制御の下、押付加圧機構5’を作動させて、ピストンPを半導体ウェハKの表面に向けて移動させる。その際、溶融金属供給部4aにおける溶融金属Mの供給圧より大きい力でもってピストンPを移動させて処理室2の容積を狭め、処理室2内から溶融金属供給部4aに溶融金属Mを押し戻すように構成すれば、溶融金属Mが供給圧と同じ力で加圧された状態が維持される。また、上述したように、溶融金属Mの供給圧よりも大きな力でもってピストンPを移動させることで、余剰溶融金属Mが配管9’を介して溶融金属供給部4aに押し戻される。
【0101】
そして、ピストンPを更に移動させて当該ピストンPを半導体ウェハKに押し付けた状態で放置し(図20参照)、しかる後、制御装置15によって制御弁4b及びゲートバルブ4cを閉じ、溶融金属Mの温度が融点以下となるまで冷却して、半導体ウェハKの微小空間に充填された溶融金属Mが冷却硬化するまで待機する。
【0102】
尚、溶融金属供給部4aの供給圧力ではボイドを生じることなく微小空間内に金属充填する圧力が得られない場合には、ピストンPを半導体ウェハKに押し付ける前の段階でゲートバルブ4cを閉じ、処理室2内に閉じ込められた溶融金属MをピストンPで更に加圧することで、ボイドを生じずに微小空間内に金属充填する圧力を得ることができる。この場合、半導体ウェハK上の余剰溶融金属が必要最低限になるように、ゲートバルブ4cを閉じるタイミングを制御装置15によって制御する。そして、この状態で溶融金属Mの温度が融点以下となるまで冷却して、半導体ウェハKの微小空間内に充填された溶融金属Mが冷却硬化するまで待機すれば良い。
【0103】
その後、図21に示すように、制御装置15による制御の下、押付加圧機構5’を作動させてピストンPを上昇させ、更に、昇降機構16を作動させて保持台Hを下降させることにより処理室2を開放し、最後に保持台Hから半導体ウェハKを取り出す。
【0104】
このように、上記金属充填装置40においても、処理室2内を溶融金属Mで完全に満たすようにしているため、半導体ウェハKの表面で溶融金属Mが弾かれるのが防止され、半導体ウェハKの全面を溶融金属Mが均一に覆った状態にすることができる。また、処理室2内を溶融金属Mで完全に満たした状態で、ピストンPを半導体ウェハKに向けて移動させるようにしているため、当該溶融金属Mを微小空間内に充填することができる。また、半導体ウェハKの表面にピストンPを押し付け、半導体ウェハK上の余剰溶融金属Mを当該半導体ウェハK上から溶融金属供給部4aに向けて押し出すようにしているため、処理後の半導体ウェハK表面に形成される残渣の量を減少させることができる。
【0105】
更に、処理室2の容積を小さく設定するようにしておくことで、上述したように、処理室2内に供給すべき溶融金属Mの量を抑えることができ、装置コストやランニングコストの増加を抑えることができる。
【0106】
また、上記金属充填装置40においては、ハウジングCに配管が接続されていないため、Oリング13cをピストンPの押付面近傍に配置することが可能となり、処理室2におけるハウジングCとピストンPとの隙間を極めて小さく設定することができる。これにより、前記隙間に残留する溶融金属Mを排出する工程を省略しても、ハウジングCとピストンPとが硬化した金属によって固着する問題を回避することができ、更に、押付部に封止部を設けない構造として有効処理面積を拡大することができる。
【0107】
尚、上記金属充填装置40においては、ピストンPに2つの配管を設けた構成としたが、2つの配管の内、一方をピストンPに設け、他方をハウジングCに設けた構成としても良い。この場合、ピストンPに設けた配管を介して溶融金属の供給を行い、ハウジングCに設けた配管を介して処理室2内の排気を行うようにしても良いし、反対に、ピストンPに設けた配管を介して処理室2内の排気を行い、ハウジングCに設けた配管を介して溶融金属の供給を行うようにしても良い。
【0108】
また、上記金属充填装置40において、処理室2内に供給された溶融金属Mを再利用することが好ましくない場合には、図22に示す金属充填装置50のように、溶融金属回収機構8を設けるようにしても良い。また、この場合、溶融金属回収機構8の溶融金属回収部8aは、配管9’を介して処理室2内の余剰溶融金属Mを回収するようにしても良いし、ピストンPに別途配管を形成し、当該配管を介して回収するようにしても良い。また、上記金属充填装置1,30において、溶融金属Mを再利用する場合には、溶融金属回収部を別途設けることなく、金属充填装置40のように、余剰溶融金属を溶融金属供給部に戻すようにしても良い。
【産業上の利用可能性】
【0109】
以上説明したように、本発明は、被処理物表面上の微小空間(ビア,貫通孔)に溶融金属を充填する金属充填装置に好適に利用できるものである。
【符号の説明】
【0110】
1 金属充填装置
2 処理室
3 減圧機構
4 溶融金属供給機構
5 押付機構
6 押付部
7 加圧ガス供給機構
8 溶融金属回収機構
15 制御装置
16 昇降機構
C ハウジング
H 保持台
K 半導体ウェハ
P ピストン
【特許請求の範囲】
【請求項1】
被処理物表面の、該表面に開口するように形成された微小空間内に、該被処理物上に供給した溶融金属を充填する金属充填装置であって、
前記被処理物を保持する保持部と、
内部空間を有し、一端が前記保持部と対向して設けられる筒状部材と、
前記筒状部材の内部空間内に進退自在に嵌入された押付部材と、
前記保持部に保持される被処理物に対して前記押付部材を進退させる押付機構と、
前記保持部及び筒状部材のうち少なくとも一方を、他方に対し接近、離反する方向に移動させる移動機構とを備え、
前記保持部に保持される被処理物又は前記保持部と、前記筒状部材及び前記押付部材とによって気密状の処理室が形成され、
更に、前記処理室内を減圧する減圧機構と、
前記処理室内に溶融金属を供給する溶融金属供給機構と、
前記処理室内に供給される溶融金属を加圧する加圧機構とを備えるとともに、
前記処理室は、前記押付部材の進退位置によってその容積が変化するように構成されていることを特徴とする金属充填装置。
【請求項2】
前記加圧機構は、前記処理室内に加圧気体を供給する加圧気体供給機構であることを特徴とする請求項1記載の金属充填装置。
【請求項3】
前記溶融金属供給機構は、前記処理室内を溶融金属で完全に満たすように、該処理室内に溶融金属を供給するように構成され、前記押付機構は、前記加圧機構としても機能するように構成されていることを特徴とする請求項1記載の金属充填装置。
【請求項4】
前記溶融金属供給機構は、前記処理室内を溶融金属で完全に満たすように、該処理室内に溶融金属を加圧供給するように構成され、前記加圧機構としても機能するように構成されていることを特徴とする請求項1記載の金属充填装置。
【請求項5】
一端が前記筒状部材の内壁面に開口した通気路を備えるとともに、一端が前記筒状部材の内壁面に開口した供給路を備えており、
前記減圧機構は、前記通気路を介して処理室内の気体を排気し、該処理室内を減圧するように構成され、
前記溶融金属供給機構は、前記供給路を介して処理室内に溶融金属を供給するように構成されていることを特徴とする請求項1乃至4記載のいずれかの金属充填装置。
【請求項6】
一端が前記押付部材の前記保持部に対向する面に開口するように該押付部材に形成された通気路を備えるとともに、一端が押付部材の前記対向する面に開口するように該押付部材に形成された供給路を備えており、
前記減圧機構は、前記通気路を介して処理室内の気体を排気し、該処理室内を減圧するように構成され、
前記溶融金属供給機構は、前記供給路を介して処理室内に溶融金属を供給するように構成されていることを特徴とする請求項1乃至4記載のいずれかの金属充填装置。
【請求項7】
前記溶融金属供給機構によって供給された溶融金属を前記押付部材と前記被処理物表面との間に閉じ込める溶融金属封止部を、前記押付部材に設けたことを特徴とする請求項1乃至6記載のいずれかの金属充填装置。
【請求項1】
被処理物表面の、該表面に開口するように形成された微小空間内に、該被処理物上に供給した溶融金属を充填する金属充填装置であって、
前記被処理物を保持する保持部と、
内部空間を有し、一端が前記保持部と対向して設けられる筒状部材と、
前記筒状部材の内部空間内に進退自在に嵌入された押付部材と、
前記保持部に保持される被処理物に対して前記押付部材を進退させる押付機構と、
前記保持部及び筒状部材のうち少なくとも一方を、他方に対し接近、離反する方向に移動させる移動機構とを備え、
前記保持部に保持される被処理物又は前記保持部と、前記筒状部材及び前記押付部材とによって気密状の処理室が形成され、
更に、前記処理室内を減圧する減圧機構と、
前記処理室内に溶融金属を供給する溶融金属供給機構と、
前記処理室内に供給される溶融金属を加圧する加圧機構とを備えるとともに、
前記処理室は、前記押付部材の進退位置によってその容積が変化するように構成されていることを特徴とする金属充填装置。
【請求項2】
前記加圧機構は、前記処理室内に加圧気体を供給する加圧気体供給機構であることを特徴とする請求項1記載の金属充填装置。
【請求項3】
前記溶融金属供給機構は、前記処理室内を溶融金属で完全に満たすように、該処理室内に溶融金属を供給するように構成され、前記押付機構は、前記加圧機構としても機能するように構成されていることを特徴とする請求項1記載の金属充填装置。
【請求項4】
前記溶融金属供給機構は、前記処理室内を溶融金属で完全に満たすように、該処理室内に溶融金属を加圧供給するように構成され、前記加圧機構としても機能するように構成されていることを特徴とする請求項1記載の金属充填装置。
【請求項5】
一端が前記筒状部材の内壁面に開口した通気路を備えるとともに、一端が前記筒状部材の内壁面に開口した供給路を備えており、
前記減圧機構は、前記通気路を介して処理室内の気体を排気し、該処理室内を減圧するように構成され、
前記溶融金属供給機構は、前記供給路を介して処理室内に溶融金属を供給するように構成されていることを特徴とする請求項1乃至4記載のいずれかの金属充填装置。
【請求項6】
一端が前記押付部材の前記保持部に対向する面に開口するように該押付部材に形成された通気路を備えるとともに、一端が押付部材の前記対向する面に開口するように該押付部材に形成された供給路を備えており、
前記減圧機構は、前記通気路を介して処理室内の気体を排気し、該処理室内を減圧するように構成され、
前記溶融金属供給機構は、前記供給路を介して処理室内に溶融金属を供給するように構成されていることを特徴とする請求項1乃至4記載のいずれかの金属充填装置。
【請求項7】
前記溶融金属供給機構によって供給された溶融金属を前記押付部材と前記被処理物表面との間に閉じ込める溶融金属封止部を、前記押付部材に設けたことを特徴とする請求項1乃至6記載のいずれかの金属充填装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【公開番号】特開2013−75330(P2013−75330A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2012−167761(P2012−167761)
【出願日】平成24年7月27日(2012.7.27)
【出願人】(000183369)住友精密工業株式会社 (336)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成24年7月27日(2012.7.27)
【出願人】(000183369)住友精密工業株式会社 (336)
【Fターム(参考)】
[ Back to top ]