
金属容器の製造方法及び金属容器
【課題】 発泡性マイクロカプセルの発泡度合いを大きくし、美麗な艶消し感、顕著な触感を表現した金属容器の製造方法及び金属容器
【解決手段】
金属容器の表面に、ホワイトコート層又はサイズコート層から成るベースコート層を印刷した後乾燥し、次に発泡性マイクロカプセルを含有した印刷インキ層を印刷した後、印刷インキ層を半乾き状態で乾燥し、次に該半乾き状態の印刷インキ層の上に、トップコート層を印刷した後乾燥し、同時に発泡性マイクロカプセルを発泡させることを特徴とする発泡性インキを印刷した金属容器の製造方法。
【解決手段】
金属容器の表面に、ホワイトコート層又はサイズコート層から成るベースコート層を印刷した後乾燥し、次に発泡性マイクロカプセルを含有した印刷インキ層を印刷した後、印刷インキ層を半乾き状態で乾燥し、次に該半乾き状態の印刷インキ層の上に、トップコート層を印刷した後乾燥し、同時に発泡性マイクロカプセルを発泡させることを特徴とする発泡性インキを印刷した金属容器の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属容器の製造方法及び金属容器に関し、さらに詳しくは、発泡性インキにより模様を表現する場合において、発泡性マイクロカプセルの発泡度合いが大きく、美麗な艶消し感、顕著な触感を表現することができる発泡性インキを印刷した金属容器の製造方法及び金属容器に関する。
【背景技術】
【0002】
従来、ヘアースプレー、染毛剤等が収納されるエアゾール容器等の金属容器が市場で販売され、このようなエアゾール容器の素材はアルミニウム、スチール等で製造されている。そして、エアゾール容器の表面には、艶消し感を表現するために、オフセット印刷方法により発泡性マイクロカプセルを含有する印刷インキ層が印刷されている。従来のエアゾール容器の表面に、発泡性マイクロカプセルを含有する印刷インキ層を印刷する発明を開示した特許公報としては、例えば、特開平2002−166637号公報(特許文献1)がある。又発泡性マイクロカプセルを含有した有機溶剤が混合された印刷インキ層を印刷する発明を開示した特許公報としては、例えば特開2005−88341号公報(特許文献2)がある。そして、これらに共通する製造方法は、エアゾール容器の表面に、ベースコート層を印刷し、次に発泡性マイクロカプセルを含有する印刷インキ層が印刷され、その上にトップコート層が順次形成される製造方法である。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平2002−166637号公報
【特許文献2】特開2005−88341号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、従来のエアゾール容器の表面に、発泡性マイクロカプセルを含有する印刷インキ層を印刷する技術においては、発泡性マイクロカプセルの発泡度合いが小さいため、印刷の結果、艶消し感が美麗さに欠け、ざらざら感の顕著な触感が出ないという問題があった。発泡性インキによる美麗な艶消し感、顕著な触感を十分に発揮させるためには、発泡性マイクロカプセルの発泡度合いを大きくする必要があるが、従来発泡度合いを大きくするための印刷インキ層の乾燥条件や、トップコート層の樹脂成分、肉厚等の技術を特定した技術的文献、特許公報は皆無であった。
この発明は、このような課題に着目してなされたものであり、発泡性インキにより模様を表現する場合において、発泡性マイクロカプセルの発泡度合いを大きくすることにより、美麗な艶消し感、顕著な触感を表現することができる発泡性インキを印刷した金属容器の製造方法及び金属容器を提供することを目的とする。
【課題を解決するための手段】
【0005】
この課題を解決するため、請求項1記載の発明の解決手段は、金属容器の表面に、ホワイトコート層又はサイズコート層から成るベースコート層を印刷した後乾燥し、次に発泡性マイクロカプセルを含有した印刷インキ層を印刷した後、印刷インキ層を半乾き状態で乾燥し、次に該半乾き状態の印刷インキ層の上に、トップコート層を印刷した後乾燥し、同時に発泡性マイクロカプセルを発泡させることを特徴とする発泡性インキを印刷した金属容器の製造方法である。
【0006】
この課題を解決するため、請求項2記載の発明の解決手段は、ベースコート層の乾燥温度が、160〜170℃、発泡性マイクロカプセルを含有した印刷インキ層の乾燥温度が、140〜160℃で半乾き状態に乾燥し、最後にトップコート層を190〜220℃で乾燥すると同時に、発泡性マイクロカプセルを発泡させることを特徴とする金属容器の製造方法である。
【0007】
この課題を解決するため、請求項3記載の発明の解決手段は、トップコート層が酸触媒を含む樹脂であり、肉厚が2〜5μmであることを特徴とする金属容器の製造方法である。
【0008】
この課題を解決するため、請求項4記載の発明の解決手段は、トップコート層を省いたことを特徴とする金属容器の製造方法である。
【0009】
この課題を解決するため、請求項5記載の発明の解決手段は、上記した製造方法により製造されたことを特徴とする金属容器である。
【0010】
この課題を解決するため、請求項6記載の発明の解決手段は、金属容器がエアゾール容器又はチューブ容器であることを特徴とするものである。
【発明の効果】
【0011】
本発明に係る金属容器の製造方法によれば、発泡性マイクロカプセルの発泡度合いを大きくすることができるので、より美麗な艶消し感及び顕著な触感を表現することができる効果を有する。
【図面の簡単な説明】
【0012】
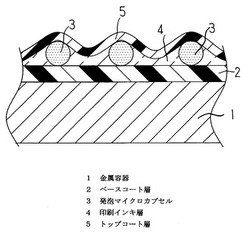
【図1】本発明に係る実施例1の発泡前の金属容器表面の層構成を示した拡大断面図。
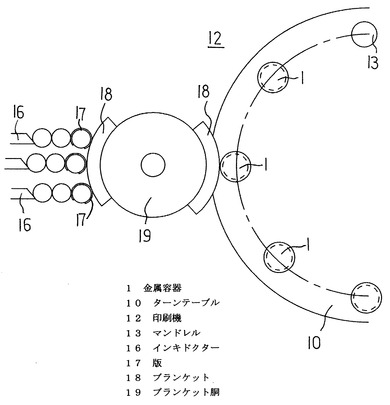
【図2】本発明に係る金属容器表面に、印刷機により印刷を施した正面図。
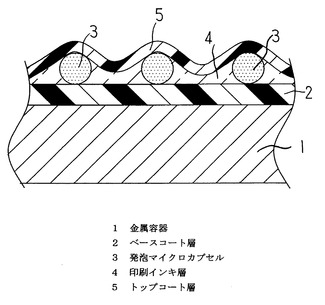
【図3】本発明に係る実施例1の発泡後の金属容器表面の層構成を示した拡大断面図。
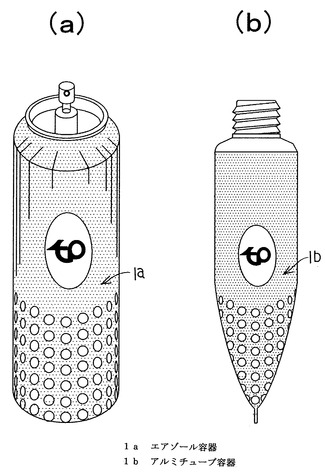
【図4】本発明に係る製造方法により製造された金属容器の実施例を示す図面。
【発明を実施するための形態】
【0013】
以下、本発明の実施例の一例を図面に基づいて説明する。
【実施例1】
【0014】
図1〜図3は、本発明の実施例1を示す金属容器の製造方法を示した図面である。すなわち、図1は、発泡マイクロカプセル3を印刷インキ層4に混合し、印刷機12により印刷された、発泡マイクロカプセル3が発泡する前の状態を示す金属容器の表面の拡大断面図である。本発明に係る金属容器の製造方法においては、印刷インキ層4に対して発泡マイクロカプセル3の混合割合は、4〜10重量%であり、好ましくは6〜10重量%が適する。発泡性マイクロカプセル3は、樹脂を素材とする球状の中空体内に、ブタン、イソペンタン等の炭化水素が封入され、粒径が通常6〜15μmであり、6〜7μm程度のものが好ましい。粒径が前記範囲を越えると、印刷インキ層4の印刷不良を招く。発泡性マイクロカプセル3は、一般に加熱されると外側の中空体を構成する樹脂が軟化し、封入されている炭化水素等が熱膨張により体積が膨張する。
【0015】
この製造方法を順次説明すると、まず、アルミニウム等の金属容器1の表面に、ホワイトコート又はサイズコートと呼ばれるベースコート層2が印刷される。ベースコート層2の肉厚aは、ホワイトコートの場合は10〜12μm、サイズコートの場合は4〜6μmである。このベースコート層2は金属容器1との接着性に優れ、かつ耐光性、光沢性を考慮した樹脂として、ポリエステル系樹脂が適する。金属容器1の表面に、通常印刷を施す前に、表面全体に塗布される下地塗装である。その他のベースコート層2としては、アルキッド系樹脂、フェノール系樹脂、塩化ビニル系樹脂、エポキシ系樹脂、アクリル系樹脂等が用いられてもよい。このベースコート層2を介して、金属容器1とその上の印刷層4とは堅固に接着される。その後、乾燥炉にて160〜170℃、好ましくは165℃で
2分〜2分30秒の乾燥が施され、ベースコート層2が乾燥される(一次乾燥)。
【0016】
次に、印刷機12により、発泡性マイクロカプセル3を含有する印刷インキ層4が印刷される。印刷インキ層4の肉厚は、1〜3μmである。図2に示す印刷機12に基づいて説明すると、インキドクター16に収納された発泡マイクロカプセル3を混合された印刷インキが、版17からブランケット胴19によって回転するブランケット18に転写され、ブランケット18から金属容器1の表面に印刷される。金属容器1は、ターンテーブル10に固設されたマンドレル13に保持されて回転する。この印刷インキにより所望する模様等が金属容器1表面に表現される。印刷インキ層4は、通常、ポリ塩化ビニル等のビニル系樹脂の他、ウレタン系、塩ビアクリル系、アミノアルキッド系、メラミン系等の樹脂インキが用いられる。印刷インキ層4には、この発泡性マイクロカプセル3の他、必要に応じて、接着性樹脂、顔料、安定剤、可塑剤、触媒、染料等の添加剤等が混合される。接着性樹脂を混合することにより、印刷インキ層4が、金属容器1及びベースコート層2の表面から剥離するのを防止される。又炭化水素系の有機溶剤が混合されることにより、発泡を促進させる働きがある。
【0017】
印刷インキ層4の乾燥温度は、130〜170℃が適し、好ましくは140℃〜160℃の低温印刷が適する(二次乾燥)。すなわち、半乾き状態である。このように、印刷インキ層4を半乾き状態にすることで、上層のトップコート層5の酸触媒を含む樹脂が、発泡マイクロカプセル3と化学反応し、発泡を促進すると考えられる。5重量%未満の添加が望ましい。実施例1では酸化重合タイプを使用している。酸触媒は、例えばアルキルベンゼンスルホン酸系の樹脂がある。二次乾燥において、印刷インキ層4の乾燥温度を180〜200℃と高くすると、印刷インキ層4が完全に乾燥するため、トップコート層5の酸触媒入り樹脂が、発泡マイクロカプセル3の発泡の促進に影響を与えなくなり、発泡マイクロカプセル3の発泡が抑えられる。その結果、十分な発泡が妨げられるのである。又二次乾燥の温度が高いと、その後の三次乾燥前に発泡マイクロカプセルが発泡、収縮してしまうという欠点がある。発明者等は、上層のトップコート層5のポリエステル樹脂を、発泡マイクロカプセル3に化学反応させると共に、三次乾燥においてトップコート層2の乾燥及び発泡マイクロカプセル3の発泡を、一気に200〜220℃、好ましくは210℃にすることで、その相乗効果により発泡マイクロカプセル3の発泡度合いを大きくすることができることを見出した。
【0018】
次に、印刷インキ層4の上には、トップコート層5を構成する樹脂が印刷される。このトップコート層5を構成する樹脂は透明であり、ポリエステル系樹脂、エポキシ系樹脂、アクリル系樹脂、フェノール系樹脂等が適する。トップコート層5の肉厚cは、1〜6μm、好ましくは2〜5μmが適する。トップコート層5の肉厚cが7μm以上に厚くなると、同様に下層の発泡マイクロカプセル3の熱膨張による発泡を妨げる弊害がある。すなわち、トップコート層5の肉厚cが7μm以上厚くなると、三次乾燥において、乾燥炉における熱が、印刷インキ層4まで伝導し難くなり、発泡マイクロカプセル3の発泡が不十分となる欠点がある。
【0019】
トップコート層5の乾燥及び発泡マイクロカプセル3の発泡温度は、190〜220℃であり、好ましく200〜210℃が適する。これにより、トップコート層5が完全に硬化され、かつ発泡マイクロカプセル3は十分に発泡し発泡度合いが大きくなる。図3は、発泡マイクロカプセル3が発泡した後の層構成を示した拡大断面図である。発泡マイクロカプセル3が、熱膨張により体積が膨張し、表面のトップコート層5が波打つ状態を示している。これにより、印刷表面のざらざら感(触感)及び艶消し感(視覚)が発揮されるのである。
【0020】
図4は、この製造方法によって製造される金属容器1の実施例を示した図面である。1aはエアゾール容器に適用した実施態様、1bはアルミチューブ容器に適用した実施態様である。特に、アルミチューブ容器1bにおいては、トップコート層5を削除した状態の実施態様である。この場合、発泡マイクロカプセル3を含有する印刷インキに、酸触媒を10%未満添加することが必要である。また、二次乾燥においては160℃にすることで、発泡マイクロカプセル3の発泡度合いを大きくすることができる。一次乾燥温度は、エアゾール容器と同様である。本発明に係る金属容器の製造方法によれば、金属容器の表面に、全面印刷又は所望する部位へ部分印刷とすることができ、任意の印刷が可能となる。
【0021】
A.次に、本発明に係る金属容器の製造工程における各層の乾燥温度条件と、発泡マイクロカプセルの発泡度合いを表1に示す。発泡インキ10重量%混合した印刷インキ層を、金属容器の表面に印刷し、艶消し感の良好、艶消し感の不良を目視で観察し、発泡マイクロカプセルの発泡の具合を評価した。
【表1】

B.同様に、本発明に係る金属容器の製造工程におけるトップコート層の肉厚と発泡マイクロカプセルの発泡度合いを、表2に示す。発泡インキ10重量%混合した印刷インキ層を、金属容器の表面に印刷し、艶消し感の良好、艶消し感の不良を目視で観察し、発泡マイクロカプセルの発泡の具合を評価した。
【表2】
以上から、印刷インキ層4の乾燥温度が140℃〜160℃で、印刷インキ層4を半乾き状態にすることで、上層のトップコート層5の酸触媒を含む樹脂と、発泡マイクロカプセル3が化学反応を生じ易くすることで発泡し易くなることが判明した。又トップコート層5の肉厚を2〜5μmが適し、それ以上厚くなると発泡し難くいことが判明した。又最後の三次乾燥乾においては、トップコート層5の乾燥及び発泡マイクロカプセル3の発泡温度は、200〜210℃が適することが判明した。本発明に係る製造工程において、乾燥炉において3回の乾燥工程(一次、二次、三次)を行うが、その各工程の乾燥温度を適宜調整することで、発泡インキの乾燥度合いを大きくすることができることを見出した。
【産業上の利用可能性】
【0022】
本発明に係る金属容器の製造方法及び金属容器によれば、発泡性マイクロカプセルの発泡度合いが大きく、表面の模様として美麗な艶消し感、顕著なざらざら感を表現したエアゾール容器又はチューブ容器を提供できるので、染毛剤、化粧品、食品、接着剤等の内容物を充填する金属容器として広く利用することができる。
【符号の説明】
【0023】
1 金属容器
2 ベースコート層
3 発泡性マイクロカプセル
4 印刷インキ層
5 トップコート層
1a エアゾール容器
1b チューブ容器
【技術分野】
【0001】
本発明は、金属容器の製造方法及び金属容器に関し、さらに詳しくは、発泡性インキにより模様を表現する場合において、発泡性マイクロカプセルの発泡度合いが大きく、美麗な艶消し感、顕著な触感を表現することができる発泡性インキを印刷した金属容器の製造方法及び金属容器に関する。
【背景技術】
【0002】
従来、ヘアースプレー、染毛剤等が収納されるエアゾール容器等の金属容器が市場で販売され、このようなエアゾール容器の素材はアルミニウム、スチール等で製造されている。そして、エアゾール容器の表面には、艶消し感を表現するために、オフセット印刷方法により発泡性マイクロカプセルを含有する印刷インキ層が印刷されている。従来のエアゾール容器の表面に、発泡性マイクロカプセルを含有する印刷インキ層を印刷する発明を開示した特許公報としては、例えば、特開平2002−166637号公報(特許文献1)がある。又発泡性マイクロカプセルを含有した有機溶剤が混合された印刷インキ層を印刷する発明を開示した特許公報としては、例えば特開2005−88341号公報(特許文献2)がある。そして、これらに共通する製造方法は、エアゾール容器の表面に、ベースコート層を印刷し、次に発泡性マイクロカプセルを含有する印刷インキ層が印刷され、その上にトップコート層が順次形成される製造方法である。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平2002−166637号公報
【特許文献2】特開2005−88341号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、従来のエアゾール容器の表面に、発泡性マイクロカプセルを含有する印刷インキ層を印刷する技術においては、発泡性マイクロカプセルの発泡度合いが小さいため、印刷の結果、艶消し感が美麗さに欠け、ざらざら感の顕著な触感が出ないという問題があった。発泡性インキによる美麗な艶消し感、顕著な触感を十分に発揮させるためには、発泡性マイクロカプセルの発泡度合いを大きくする必要があるが、従来発泡度合いを大きくするための印刷インキ層の乾燥条件や、トップコート層の樹脂成分、肉厚等の技術を特定した技術的文献、特許公報は皆無であった。
この発明は、このような課題に着目してなされたものであり、発泡性インキにより模様を表現する場合において、発泡性マイクロカプセルの発泡度合いを大きくすることにより、美麗な艶消し感、顕著な触感を表現することができる発泡性インキを印刷した金属容器の製造方法及び金属容器を提供することを目的とする。
【課題を解決するための手段】
【0005】
この課題を解決するため、請求項1記載の発明の解決手段は、金属容器の表面に、ホワイトコート層又はサイズコート層から成るベースコート層を印刷した後乾燥し、次に発泡性マイクロカプセルを含有した印刷インキ層を印刷した後、印刷インキ層を半乾き状態で乾燥し、次に該半乾き状態の印刷インキ層の上に、トップコート層を印刷した後乾燥し、同時に発泡性マイクロカプセルを発泡させることを特徴とする発泡性インキを印刷した金属容器の製造方法である。
【0006】
この課題を解決するため、請求項2記載の発明の解決手段は、ベースコート層の乾燥温度が、160〜170℃、発泡性マイクロカプセルを含有した印刷インキ層の乾燥温度が、140〜160℃で半乾き状態に乾燥し、最後にトップコート層を190〜220℃で乾燥すると同時に、発泡性マイクロカプセルを発泡させることを特徴とする金属容器の製造方法である。
【0007】
この課題を解決するため、請求項3記載の発明の解決手段は、トップコート層が酸触媒を含む樹脂であり、肉厚が2〜5μmであることを特徴とする金属容器の製造方法である。
【0008】
この課題を解決するため、請求項4記載の発明の解決手段は、トップコート層を省いたことを特徴とする金属容器の製造方法である。
【0009】
この課題を解決するため、請求項5記載の発明の解決手段は、上記した製造方法により製造されたことを特徴とする金属容器である。
【0010】
この課題を解決するため、請求項6記載の発明の解決手段は、金属容器がエアゾール容器又はチューブ容器であることを特徴とするものである。
【発明の効果】
【0011】
本発明に係る金属容器の製造方法によれば、発泡性マイクロカプセルの発泡度合いを大きくすることができるので、より美麗な艶消し感及び顕著な触感を表現することができる効果を有する。
【図面の簡単な説明】
【0012】
【図1】本発明に係る実施例1の発泡前の金属容器表面の層構成を示した拡大断面図。
【図2】本発明に係る金属容器表面に、印刷機により印刷を施した正面図。
【図3】本発明に係る実施例1の発泡後の金属容器表面の層構成を示した拡大断面図。
【図4】本発明に係る製造方法により製造された金属容器の実施例を示す図面。
【発明を実施するための形態】
【0013】
以下、本発明の実施例の一例を図面に基づいて説明する。
【実施例1】
【0014】
図1〜図3は、本発明の実施例1を示す金属容器の製造方法を示した図面である。すなわち、図1は、発泡マイクロカプセル3を印刷インキ層4に混合し、印刷機12により印刷された、発泡マイクロカプセル3が発泡する前の状態を示す金属容器の表面の拡大断面図である。本発明に係る金属容器の製造方法においては、印刷インキ層4に対して発泡マイクロカプセル3の混合割合は、4〜10重量%であり、好ましくは6〜10重量%が適する。発泡性マイクロカプセル3は、樹脂を素材とする球状の中空体内に、ブタン、イソペンタン等の炭化水素が封入され、粒径が通常6〜15μmであり、6〜7μm程度のものが好ましい。粒径が前記範囲を越えると、印刷インキ層4の印刷不良を招く。発泡性マイクロカプセル3は、一般に加熱されると外側の中空体を構成する樹脂が軟化し、封入されている炭化水素等が熱膨張により体積が膨張する。
【0015】
この製造方法を順次説明すると、まず、アルミニウム等の金属容器1の表面に、ホワイトコート又はサイズコートと呼ばれるベースコート層2が印刷される。ベースコート層2の肉厚aは、ホワイトコートの場合は10〜12μm、サイズコートの場合は4〜6μmである。このベースコート層2は金属容器1との接着性に優れ、かつ耐光性、光沢性を考慮した樹脂として、ポリエステル系樹脂が適する。金属容器1の表面に、通常印刷を施す前に、表面全体に塗布される下地塗装である。その他のベースコート層2としては、アルキッド系樹脂、フェノール系樹脂、塩化ビニル系樹脂、エポキシ系樹脂、アクリル系樹脂等が用いられてもよい。このベースコート層2を介して、金属容器1とその上の印刷層4とは堅固に接着される。その後、乾燥炉にて160〜170℃、好ましくは165℃で
2分〜2分30秒の乾燥が施され、ベースコート層2が乾燥される(一次乾燥)。
【0016】
次に、印刷機12により、発泡性マイクロカプセル3を含有する印刷インキ層4が印刷される。印刷インキ層4の肉厚は、1〜3μmである。図2に示す印刷機12に基づいて説明すると、インキドクター16に収納された発泡マイクロカプセル3を混合された印刷インキが、版17からブランケット胴19によって回転するブランケット18に転写され、ブランケット18から金属容器1の表面に印刷される。金属容器1は、ターンテーブル10に固設されたマンドレル13に保持されて回転する。この印刷インキにより所望する模様等が金属容器1表面に表現される。印刷インキ層4は、通常、ポリ塩化ビニル等のビニル系樹脂の他、ウレタン系、塩ビアクリル系、アミノアルキッド系、メラミン系等の樹脂インキが用いられる。印刷インキ層4には、この発泡性マイクロカプセル3の他、必要に応じて、接着性樹脂、顔料、安定剤、可塑剤、触媒、染料等の添加剤等が混合される。接着性樹脂を混合することにより、印刷インキ層4が、金属容器1及びベースコート層2の表面から剥離するのを防止される。又炭化水素系の有機溶剤が混合されることにより、発泡を促進させる働きがある。
【0017】
印刷インキ層4の乾燥温度は、130〜170℃が適し、好ましくは140℃〜160℃の低温印刷が適する(二次乾燥)。すなわち、半乾き状態である。このように、印刷インキ層4を半乾き状態にすることで、上層のトップコート層5の酸触媒を含む樹脂が、発泡マイクロカプセル3と化学反応し、発泡を促進すると考えられる。5重量%未満の添加が望ましい。実施例1では酸化重合タイプを使用している。酸触媒は、例えばアルキルベンゼンスルホン酸系の樹脂がある。二次乾燥において、印刷インキ層4の乾燥温度を180〜200℃と高くすると、印刷インキ層4が完全に乾燥するため、トップコート層5の酸触媒入り樹脂が、発泡マイクロカプセル3の発泡の促進に影響を与えなくなり、発泡マイクロカプセル3の発泡が抑えられる。その結果、十分な発泡が妨げられるのである。又二次乾燥の温度が高いと、その後の三次乾燥前に発泡マイクロカプセルが発泡、収縮してしまうという欠点がある。発明者等は、上層のトップコート層5のポリエステル樹脂を、発泡マイクロカプセル3に化学反応させると共に、三次乾燥においてトップコート層2の乾燥及び発泡マイクロカプセル3の発泡を、一気に200〜220℃、好ましくは210℃にすることで、その相乗効果により発泡マイクロカプセル3の発泡度合いを大きくすることができることを見出した。
【0018】
次に、印刷インキ層4の上には、トップコート層5を構成する樹脂が印刷される。このトップコート層5を構成する樹脂は透明であり、ポリエステル系樹脂、エポキシ系樹脂、アクリル系樹脂、フェノール系樹脂等が適する。トップコート層5の肉厚cは、1〜6μm、好ましくは2〜5μmが適する。トップコート層5の肉厚cが7μm以上に厚くなると、同様に下層の発泡マイクロカプセル3の熱膨張による発泡を妨げる弊害がある。すなわち、トップコート層5の肉厚cが7μm以上厚くなると、三次乾燥において、乾燥炉における熱が、印刷インキ層4まで伝導し難くなり、発泡マイクロカプセル3の発泡が不十分となる欠点がある。
【0019】
トップコート層5の乾燥及び発泡マイクロカプセル3の発泡温度は、190〜220℃であり、好ましく200〜210℃が適する。これにより、トップコート層5が完全に硬化され、かつ発泡マイクロカプセル3は十分に発泡し発泡度合いが大きくなる。図3は、発泡マイクロカプセル3が発泡した後の層構成を示した拡大断面図である。発泡マイクロカプセル3が、熱膨張により体積が膨張し、表面のトップコート層5が波打つ状態を示している。これにより、印刷表面のざらざら感(触感)及び艶消し感(視覚)が発揮されるのである。
【0020】
図4は、この製造方法によって製造される金属容器1の実施例を示した図面である。1aはエアゾール容器に適用した実施態様、1bはアルミチューブ容器に適用した実施態様である。特に、アルミチューブ容器1bにおいては、トップコート層5を削除した状態の実施態様である。この場合、発泡マイクロカプセル3を含有する印刷インキに、酸触媒を10%未満添加することが必要である。また、二次乾燥においては160℃にすることで、発泡マイクロカプセル3の発泡度合いを大きくすることができる。一次乾燥温度は、エアゾール容器と同様である。本発明に係る金属容器の製造方法によれば、金属容器の表面に、全面印刷又は所望する部位へ部分印刷とすることができ、任意の印刷が可能となる。
【0021】
A.次に、本発明に係る金属容器の製造工程における各層の乾燥温度条件と、発泡マイクロカプセルの発泡度合いを表1に示す。発泡インキ10重量%混合した印刷インキ層を、金属容器の表面に印刷し、艶消し感の良好、艶消し感の不良を目視で観察し、発泡マイクロカプセルの発泡の具合を評価した。
【表1】
B.同様に、本発明に係る金属容器の製造工程におけるトップコート層の肉厚と発泡マイクロカプセルの発泡度合いを、表2に示す。発泡インキ10重量%混合した印刷インキ層を、金属容器の表面に印刷し、艶消し感の良好、艶消し感の不良を目視で観察し、発泡マイクロカプセルの発泡の具合を評価した。
【表2】
以上から、印刷インキ層4の乾燥温度が140℃〜160℃で、印刷インキ層4を半乾き状態にすることで、上層のトップコート層5の酸触媒を含む樹脂と、発泡マイクロカプセル3が化学反応を生じ易くすることで発泡し易くなることが判明した。又トップコート層5の肉厚を2〜5μmが適し、それ以上厚くなると発泡し難くいことが判明した。又最後の三次乾燥乾においては、トップコート層5の乾燥及び発泡マイクロカプセル3の発泡温度は、200〜210℃が適することが判明した。本発明に係る製造工程において、乾燥炉において3回の乾燥工程(一次、二次、三次)を行うが、その各工程の乾燥温度を適宜調整することで、発泡インキの乾燥度合いを大きくすることができることを見出した。
【産業上の利用可能性】
【0022】
本発明に係る金属容器の製造方法及び金属容器によれば、発泡性マイクロカプセルの発泡度合いが大きく、表面の模様として美麗な艶消し感、顕著なざらざら感を表現したエアゾール容器又はチューブ容器を提供できるので、染毛剤、化粧品、食品、接着剤等の内容物を充填する金属容器として広く利用することができる。
【符号の説明】
【0023】
1 金属容器
2 ベースコート層
3 発泡性マイクロカプセル
4 印刷インキ層
5 トップコート層
1a エアゾール容器
1b チューブ容器
【特許請求の範囲】
【請求項1】
金属容器の表面に、ホワイトコート層又はサイズコート層から成るベースコート層を印刷した後乾燥し、次に発泡性マイクロカプセルを含有した印刷インキ層を印刷した後、印刷インキ層を半乾き状態で乾燥し、次に該半乾き状態の印刷インキ層の上に、トップコート層を印刷した後乾燥し、同時に発泡性マイクロカプセルを発泡させることを特徴とする金属容器の製造方法。
【請求項2】
ベースコート層の乾燥温度が、160〜170℃、発泡性マイクロカプセルを含有した印刷インキ層の乾燥温度が、140〜160℃で半乾き状態に乾燥し、最後にトップコート層を190〜220℃で乾燥すると同時に、発泡性マイクロカプセルを発泡させることを特徴とする請求項1記載の金属容器の製造方法。
【請求項3】
トップコート層が酸触媒を含む樹脂であり、肉厚が2〜5μmであることを特徴とする請求項1又は2記載の金属容器の製造方法。
【請求項4】
前記トップコート層を省いたことを特徴とする請求項1〜3記載の金属容器の製造方法。
【請求項5】
請求項1〜4記載の製造方法により製造されたことを特徴とする金属容器
【請求項6】
前記金属容器がエアゾール容器又はチューブ容器であることを特徴とする請求項5記載の金属容器
【請求項1】
金属容器の表面に、ホワイトコート層又はサイズコート層から成るベースコート層を印刷した後乾燥し、次に発泡性マイクロカプセルを含有した印刷インキ層を印刷した後、印刷インキ層を半乾き状態で乾燥し、次に該半乾き状態の印刷インキ層の上に、トップコート層を印刷した後乾燥し、同時に発泡性マイクロカプセルを発泡させることを特徴とする金属容器の製造方法。
【請求項2】
ベースコート層の乾燥温度が、160〜170℃、発泡性マイクロカプセルを含有した印刷インキ層の乾燥温度が、140〜160℃で半乾き状態に乾燥し、最後にトップコート層を190〜220℃で乾燥すると同時に、発泡性マイクロカプセルを発泡させることを特徴とする請求項1記載の金属容器の製造方法。
【請求項3】
トップコート層が酸触媒を含む樹脂であり、肉厚が2〜5μmであることを特徴とする請求項1又は2記載の金属容器の製造方法。
【請求項4】
前記トップコート層を省いたことを特徴とする請求項1〜3記載の金属容器の製造方法。
【請求項5】
請求項1〜4記載の製造方法により製造されたことを特徴とする金属容器
【請求項6】
前記金属容器がエアゾール容器又はチューブ容器であることを特徴とする請求項5記載の金属容器
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−93571(P2011−93571A)
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願番号】特願2009−250090(P2009−250090)
【出願日】平成21年10月30日(2009.10.30)
【出願人】(000238614)武内プレス工業株式会社 (72)
【Fターム(参考)】
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願日】平成21年10月30日(2009.10.30)
【出願人】(000238614)武内プレス工業株式会社 (72)
【Fターム(参考)】
[ Back to top ]