
金属容器及びその製造方法
【課題】絞り−しごき加工による胴部外面の金属光沢面と、ベースコートによる金属下地の隠蔽を利用して印刷を行い、印刷像の加飾性を高めると共に印刷の多様化を図り、商品価値を向上させたシームレス金属缶を提供する。
【解決手段】絞り−しごき成形後に印刷が施されるシームレス金属缶において、前記シームレス金属缶1の胴部外面の全周にわたってストライプ状に延びるベースコート3を施し、このベースコート3の端部と絞り−しごき加工による胴部の金属光沢面2との境界部を全周にわたるストライプ状の印刷層5により隠蔽すると共に、ベースコート3及び金属光沢面2に印刷像4、6をそれぞれ設けたシームレス金属缶とする。
【解決手段】絞り−しごき成形後に印刷が施されるシームレス金属缶において、前記シームレス金属缶1の胴部外面の全周にわたってストライプ状に延びるベースコート3を施し、このベースコート3の端部と絞り−しごき加工による胴部の金属光沢面2との境界部を全周にわたるストライプ状の印刷層5により隠蔽すると共に、ベースコート3及び金属光沢面2に印刷像4、6をそれぞれ設けたシームレス金属缶とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、絞り−しごき成形後に印刷が施されるシームレス金属缶及びその製造方法に関するものであり、特に、絞り−しごき成形によって胴部外面に形成される金属光沢面と、前記胴部外面に施されるベースコートに印刷が施されているシームレス金属缶及びその製造方法に関するものである。
【背景技術】
【0002】
一般に、飲料用の金属缶として、アルミニウム、ブリキ等の金属板を、絞り加工(Drawing)と、次いで行われる複数回のしごき加工(Ironing)によって成形したシームレス金属缶、いわゆるDI缶が広く用いられており、前記DI缶においては、前記絞り−しごき加工した後にトリミング加工を行って缶胴の高さを揃え、その後に缶胴外面に印刷を行っている。
【0003】
そして、前記印刷においては、前記DI缶の缶胴外面に施される内容物表示のための文字や、商品価値を高めるための図柄等の印刷は、通常、印刷される図柄等が金属下地の影響を受けず、印刷インキの発色性を良くすることを目的として、缶胴の外面にベースコートを形成した後、このベースコート上に印刷によるインキ層を施している。一方、光沢感を伴う印刷を施す場合においては、前記ベースコートの塗装工程を省略して金属下地に直接前記印刷を施し、金属下地の光沢感を利用して光沢感を得ている。
【0004】
そして、DI缶等の容器本体の外周面に塗装される下地塗装を、加工度が高い口部の近辺を含む上部分に設けられる塗料と、加工度が低い下部分に設けられる塗料とに塗装分けし、前記上部分に設けられる塗料をサイジングニスとし、前記下部分に設けられる塗料をベースコートとした金属容器及びその製造方法が提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4218001号
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、前記金属容器においては容器本体の外周面全面に隙間無く塗装が施されるため、絞り−しごき加工によって形成された胴部外面の金属光沢を活かすと共に、ベースコートによる金属下地を隠蔽して印刷インキの発色性を良くした印刷を形成して、印刷像の加飾性を高めると共に印刷の多様化を図り、商品価値をより一層向上させることはできない。仮にベースコートを金属光沢面へ部分的に形成する場合、ウレタンゴム等の軟質材の塗布ロールによって塗装されるが、その組み付け精度や押付け力の精度によって、金属光沢面側のベースコートの端部位置にばらつきを生じる傾向がある。
【0007】
従って、本発明は、絞り−しごき加工による胴部外面の金属光沢面と、ベースコートによる金属下地の隠蔽を利用して印刷を行い、印刷像の加飾性を高めると共に印刷の多様化を図り、商品価値を向上させたシームレス金属缶を得ることを目的としている。
【課題を解決するための手段】
【0008】
本発明によれば、絞り−しごき成形後に印刷が施されるシームレス金属缶において、前記シームレス金属缶の胴部外面の全周にわたってストライプ状に延びるベースコートを形成し、前記ベースコートの端部と絞り−しごき加工による金属光沢面との境界部が全周にわたるストライプ状の印刷層により隠蔽されると共に、前記ベースコート及び金属光沢面に印刷像を形成したことを特徴とするシームレス金属缶が提供される。
【0009】
本発明のシームレス金属缶においては、1.前記ベースコートを胴部の上端部に形成しないこと、2.前記ベースコートがホワイト塗料であること、が好ましい。
【0010】
本発明によれば、また、絞り−しごき成形後に印刷が施されるシームレス金属缶の製造方法において、塗装ローラを用いてシームレス金属缶胴部外面の全周にわたってストライプ状に延びているベースコートを形成し、前記ベースコートを形成した後、全周にわたるストライプ状の印刷により、前記ベースコートの端部と絞り−しごき加工による金属光沢面との境界部を隠蔽すると共に、前記ベースコート及び金属光沢面に印刷を行うことを特徴とするシームレス金属缶の製造方法が提供される。
【0011】
本発明のシームレス金属缶の製造方法においては、1.前記塗装ローラを、前記シームレス金属缶の胴部の上端部を避けてベースコートを形成すること、2.前記ベースコートを、ホワイト塗料を用いて形成すること、が好ましい。
【発明の効果】
【0012】
本発明のシームレス金属缶によれば、前記金属缶の胴部外面に施される印刷が、ホワイト塗料等のベースコートによる鮮明な印刷像と、絞り−しごき加工による金属光沢を活かした印刷像が形成され、前記ベースコートの端部と金属光沢面の境界部を印刷層で隠蔽することにより、印刷像の加飾性が高まり、印刷の多様化、美粧性に優れ、商品価値を向上させたシームレス金属缶とすることができる。また、ベースコートを胴部の上端部に形成しないことより、塗布ロールの摩耗、傷付き等が防止される。また、ベースコートをホワイト塗料とすることにより、ホワイト塗料による白地上に形成される印刷像が鮮明となり印刷像の加飾性を高めることができる。
【0013】
さらに、本発明のシームレス金属缶の製造方法によれば、ホワイト塗料等のベースコートによる鮮明な印刷像と、シルバーコート等のベースコートを施すことなく容易に金属光沢を活かした印刷像が形成され、印刷像の加飾性が高まり、印刷の多様化、美粧性に優れ、商品価値を向上させたシームレス金属缶を容易に製造することができる。
【図面の簡単な説明】
【0014】
【図1】本発明のシームレス金属缶の実施形態を示す図である。
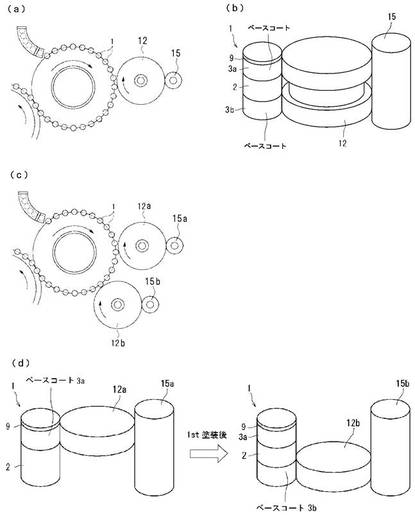
【図2】図1のシームレス金属缶を製造する工程におけるベースコートの塗布工程を示す図である。
【図3】本発明のシームレス金属缶の他の形態を示す図である。
【図4】図3のシームレス金属缶を製造する工程におけるベースコートの塗布工程を示す図である。
【発明を実施するための形態】
【0015】
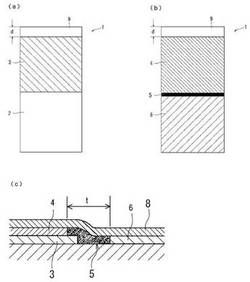
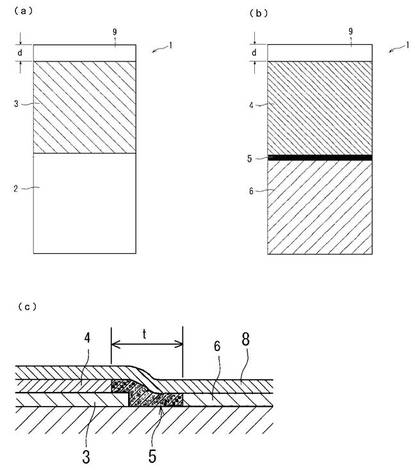
図1は、本発明のシームレス金属缶の実施形態を示す図であって、図1(a)はベースコート後のシームレス金属缶を示し、前述したアルミニウムやブリキ等の金属板を、絞り−しごき加工によって成形したシームレス金属缶1の胴部外面の高さ方向において、部分的に全周にわたってストライプ状に延びるベースコート3が形成されている。本実施形態では、図1(a)に示すように、シームレス金属缶1の胴部外面の高さ方向の略下方半分を絞り−しごき加工による金属光沢面2とし、一方、略上方半分をホワイト塗料等によるベースコート3で塗装したものである。そして、前記ベースコート3は、前記シームレス金属缶1の胴部外面の上端部9を避けて形成されており、このように形成することにより後述するように、塗布ロールの摩耗、傷付き等が防止される。
【0016】
また、前記ベースコート3は、シームレス金属缶1の下地金属の表面を隠蔽するために形成されたものであり、後述する塗布ロールを用いて形成され、その厚みは一般に1乃至15μm程度である。前記ベースコート3は、例えば、熱硬化性、紫外線硬化性或いは電子線硬化性の樹脂成分、例えば、ポリエステル樹脂、アクリル樹脂、エポキシ樹脂、ポリウレタン樹脂等や、イソシアネート或いはメラミン樹脂などの硬化剤成分、ラジカル重合開始剤、所定の色調を有する各種の顔料を、所定の有機溶剤に分散乃至溶解して適宜の粘度に調整した塗料を塗布し、乾燥し、さらに、樹脂成分のタイプに応じて、加熱、紫外線照射、電子線照射等により硬化することにより形成される。
【0017】
そして、本発明において、前記ベースコート3として最も好適に使用されるものは、白地のベースコートを形成するホワイト塗料であり、ホワイト塗料は、前記の顔料として、酸化チタンや酸化亜鉛等の白色顔料を含むものである。
【0018】
図1(b)に示すように、ベースコート3が形成されたシームレス金属缶1は、前記ベースコート3の表面と絞り−しごき加工による金属光沢面2にそれぞれ印刷が行われ、ベースコート3に鮮明な印刷像4が、一方、金属光沢面2に金属光沢を活かした印刷像6がそれぞれ形成される。即ち、ベースコート3の表面に形成される印刷像4は下地金属の影響を抑制した図柄であり、下地金属の表面を遮蔽して印刷の加飾性を高め、一方、金属光沢面2に形成される印刷像6は、絞り−しごき加工により金属光沢面とした下地金属に直接印刷を施すことで光沢感が得られる。従って、シームレス金属缶1の胴部外面に全周にわたってストライプ状に延びるベースコート3を形成することによる下地金属の影響を抑制した鮮明な印刷像4と、金属光沢面2の光沢感を持たせた印刷像6を有するシームレス金属缶1とすることが可能となる。
【0019】
そして、前記ベースコート3は、ウレタンゴム等の軟質材の塗布ロールによって塗装されるが、その組み付け精度や押付け力の精度によって、前記金属光沢面側のベースコート3の端部位置にばらつきを生じる傾向がある。このため、図1(c)において拡大断面図で示すように、ベースコート3の端部位置、即ち、本実施形態(図1(b)参照)ではベースコート3の下方の端部を全周にわたるストライプ状の印刷層5によって隠蔽し、前記境界部付近のベースコート3上に形成される鮮明な印刷像4の下方部分の加飾性を高めている。また、前記印刷層5の幅tは、ベースコート3aの塗布ロールの組み付け精度や押付け力の精度、印刷像4、6の加飾性が低下しない範囲で決定すれば良く、さらに、前記印刷層5の色調は、印刷像4、6のデザイン、色調等に応じて適宜の色に設定されるが、一般的には、濃い色調とすることが好ましく、色調としては黒,紺,茶,臙脂系統が好ましい。尚、前記印刷像4、6は、ベースコート3上或いは金属光沢面2上の全て覆う必要はなく、それぞれの一部が見えるように部分印刷を行っても良い。そして、前記したストライプ状の印刷層5は、印刷像4、6を印刷する際に適宜印刷され、図1(c)においては、詳細な説明は省略するが、通常施される公知の印刷工程の後、印刷像を保護するために仕上げニス8が施されている。尚、前記ベースコート3の上方の端部は、シームレス金属缶の缶胴の上端部には通常、印刷像は形成されず、前記印刷像4の加飾性の低下が目立たないため、必要に応じてストライプ状の印刷層5によって隠蔽すれば良い。
【0020】
そして、このような印刷は、各色の顔料乃至染料を、バインダー樹脂成分及び分散剤と共に所定の溶剤に溶解乃至分散させた油性或いは水性インキを用いて行われる。バインダー樹脂成分は、基本的にはベースコートを形成するための塗料と同じものであってよい。印刷手法としては、スクリーン印刷、フレキソ印刷、グラビアローラを用いたグラビア印刷、オフセット印刷、インキジェットプリンタを用いてのインキジェット方式による印刷などの手段により行うことができる。
【0021】
また、本発明においては、前記上端部9にベースコート3を形成する際に、絞り−しごき加工後の高さ寸法を揃えるトリミング加工後の鋭利な端部と、前記ベースコート3を形成する塗布ロールが接触し、前記塗布ロールの摩耗、或いは傷つきを生じる恐れがあるため、図1(a)、(b)に示したように、シームレス金属缶1の胴部の上端部9にベースコート3を形成しないことが好ましい。尚、本実施形態のように、ベースコート3を少なくともシームレス金属缶1の缶胴の上方部分に形成する場合、前記ベースコート3の上端と上端部9の端縁との幅dは、1.5乃至3.5mm程度とするのが塗布ロールの摩耗、傷付き等を確実に防止できる点で好ましい。
【0022】
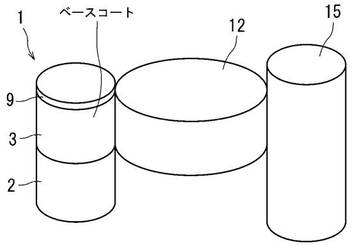
図2は、前述した図1のシームレス金属缶を製造する工程におけるベースコートの塗布工程を示す図であり、シームレス金属缶1にベースコート3を形成するホワイト塗料等を塗布する塗布ロール12と、塗布ロール12へ前記ホワイト塗料等を供給する塗料供給ロール15を用い、シームレス金属缶1の胴部外面に前記ホワイト塗料等を塗布すればよく、この際、前述したように、トリミング加工による鋭利な胴部上端部9の端縁との接触による摩耗、傷つき等を避けるため、前記胴部上端部9に塗布ロール12の塗布面が接触しないように前記塗布ロール12の位置調整を行うのが好ましい。そして、図示しないが、前記ベースコート3の塗布工程の後、前述した公知の印刷手法によって印刷像4、6及びストライプ状の印刷層5の印刷が行われる。
【0023】
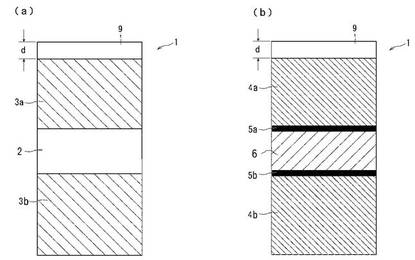
図3は本発明のシームレス金属缶の他の実施形態を示し、図3(a)はベースコート後のシームレス金属缶を示し、絞り−しごき加工によって成形したシームレス金属缶1の胴部の中間部を残して上方部と下方部に、それぞれホワイト塗料等によるベースコート3a、3bを前記胴部の外面に全周にわたってストライプ状に延びるように形成したものである。そして、図3(b)に示すように、ベースコート3a及びベースコート3bが形成されたシームレス金属缶1は、そのベースコート3a、3bの表面と、絞り−しごき加工による金属光沢面2にそれぞれ印刷が行われ、前記ベースコート3a、3bに鮮明な印刷像4a、4bが、一方、金属光沢面2に金属光沢を活かした印刷像6がそれぞれ形成される。この際、ベースコート3aの下方の端部、及びベースコート3bの上方の端部を、それぞれ全周にわたるストライプ状の印刷層5a、5bによって隠蔽し、ベースコート3a、3bと金属光沢面2との境界部付近のベースコート3a、3b上に形成される鮮明な印刷像4aの下方部分、印刷像4bの上方部分の加飾性を高めている。印刷層5a、5bは、同じ色調でも、異なる色調であってもよい。尚、他の構成は前述した実施形態と同様のため説明は省略する。
【0024】
図4は、前述した図3のシームレス金属缶を製造する工程におけるベースコートの塗布工程を示す図であり、図4(a)、(b)に示すように、一つの塗布ロール12、塗料供給ロール15を用いて同じ色調のベースコート3a、3bが形成される。また、図4(c)、(d)に示すように、2つの塗布ロール12a、12b、塗料供給ロール15a、15bを用いて色調の異なる2つのベースコート3a、3bを施しても良い。そして、図示しないが、前記ベースコート3a、3bの塗布工程の後、前述した公知の印刷手法によって、ベースコート3a、3bに適した印刷像4a、4b、絞り−しごき加工による金属光沢面2に適した印刷像6及びストライプ状の印刷層5a、5bの印刷が行われる。
【0025】
以上、本発明のシームレス金属缶及びその製造方法の実施形態について説明したが、本発明はこれらの実施形態に限定されることなく、ストライプ状に延びるベースコート数、幅及び位置等は、シームレス金属缶の缶胴表面のベースコート上に形成される印刷像の形態等、或いは金属光沢面の形態等に応じて適宜の形態とすることができる。
【符号の説明】
【0026】
1:シームレス金属缶 2:金属光沢面 3:ベースコート4:印刷像 5:ストライプ状の印刷層 6:印刷像 8:仕上げニス 9:上端部12:塗布ロール15:塗料供給ロール
【技術分野】
【0001】
本発明は、絞り−しごき成形後に印刷が施されるシームレス金属缶及びその製造方法に関するものであり、特に、絞り−しごき成形によって胴部外面に形成される金属光沢面と、前記胴部外面に施されるベースコートに印刷が施されているシームレス金属缶及びその製造方法に関するものである。
【背景技術】
【0002】
一般に、飲料用の金属缶として、アルミニウム、ブリキ等の金属板を、絞り加工(Drawing)と、次いで行われる複数回のしごき加工(Ironing)によって成形したシームレス金属缶、いわゆるDI缶が広く用いられており、前記DI缶においては、前記絞り−しごき加工した後にトリミング加工を行って缶胴の高さを揃え、その後に缶胴外面に印刷を行っている。
【0003】
そして、前記印刷においては、前記DI缶の缶胴外面に施される内容物表示のための文字や、商品価値を高めるための図柄等の印刷は、通常、印刷される図柄等が金属下地の影響を受けず、印刷インキの発色性を良くすることを目的として、缶胴の外面にベースコートを形成した後、このベースコート上に印刷によるインキ層を施している。一方、光沢感を伴う印刷を施す場合においては、前記ベースコートの塗装工程を省略して金属下地に直接前記印刷を施し、金属下地の光沢感を利用して光沢感を得ている。
【0004】
そして、DI缶等の容器本体の外周面に塗装される下地塗装を、加工度が高い口部の近辺を含む上部分に設けられる塗料と、加工度が低い下部分に設けられる塗料とに塗装分けし、前記上部分に設けられる塗料をサイジングニスとし、前記下部分に設けられる塗料をベースコートとした金属容器及びその製造方法が提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4218001号
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、前記金属容器においては容器本体の外周面全面に隙間無く塗装が施されるため、絞り−しごき加工によって形成された胴部外面の金属光沢を活かすと共に、ベースコートによる金属下地を隠蔽して印刷インキの発色性を良くした印刷を形成して、印刷像の加飾性を高めると共に印刷の多様化を図り、商品価値をより一層向上させることはできない。仮にベースコートを金属光沢面へ部分的に形成する場合、ウレタンゴム等の軟質材の塗布ロールによって塗装されるが、その組み付け精度や押付け力の精度によって、金属光沢面側のベースコートの端部位置にばらつきを生じる傾向がある。
【0007】
従って、本発明は、絞り−しごき加工による胴部外面の金属光沢面と、ベースコートによる金属下地の隠蔽を利用して印刷を行い、印刷像の加飾性を高めると共に印刷の多様化を図り、商品価値を向上させたシームレス金属缶を得ることを目的としている。
【課題を解決するための手段】
【0008】
本発明によれば、絞り−しごき成形後に印刷が施されるシームレス金属缶において、前記シームレス金属缶の胴部外面の全周にわたってストライプ状に延びるベースコートを形成し、前記ベースコートの端部と絞り−しごき加工による金属光沢面との境界部が全周にわたるストライプ状の印刷層により隠蔽されると共に、前記ベースコート及び金属光沢面に印刷像を形成したことを特徴とするシームレス金属缶が提供される。
【0009】
本発明のシームレス金属缶においては、1.前記ベースコートを胴部の上端部に形成しないこと、2.前記ベースコートがホワイト塗料であること、が好ましい。
【0010】
本発明によれば、また、絞り−しごき成形後に印刷が施されるシームレス金属缶の製造方法において、塗装ローラを用いてシームレス金属缶胴部外面の全周にわたってストライプ状に延びているベースコートを形成し、前記ベースコートを形成した後、全周にわたるストライプ状の印刷により、前記ベースコートの端部と絞り−しごき加工による金属光沢面との境界部を隠蔽すると共に、前記ベースコート及び金属光沢面に印刷を行うことを特徴とするシームレス金属缶の製造方法が提供される。
【0011】
本発明のシームレス金属缶の製造方法においては、1.前記塗装ローラを、前記シームレス金属缶の胴部の上端部を避けてベースコートを形成すること、2.前記ベースコートを、ホワイト塗料を用いて形成すること、が好ましい。
【発明の効果】
【0012】
本発明のシームレス金属缶によれば、前記金属缶の胴部外面に施される印刷が、ホワイト塗料等のベースコートによる鮮明な印刷像と、絞り−しごき加工による金属光沢を活かした印刷像が形成され、前記ベースコートの端部と金属光沢面の境界部を印刷層で隠蔽することにより、印刷像の加飾性が高まり、印刷の多様化、美粧性に優れ、商品価値を向上させたシームレス金属缶とすることができる。また、ベースコートを胴部の上端部に形成しないことより、塗布ロールの摩耗、傷付き等が防止される。また、ベースコートをホワイト塗料とすることにより、ホワイト塗料による白地上に形成される印刷像が鮮明となり印刷像の加飾性を高めることができる。
【0013】
さらに、本発明のシームレス金属缶の製造方法によれば、ホワイト塗料等のベースコートによる鮮明な印刷像と、シルバーコート等のベースコートを施すことなく容易に金属光沢を活かした印刷像が形成され、印刷像の加飾性が高まり、印刷の多様化、美粧性に優れ、商品価値を向上させたシームレス金属缶を容易に製造することができる。
【図面の簡単な説明】
【0014】
【図1】本発明のシームレス金属缶の実施形態を示す図である。
【図2】図1のシームレス金属缶を製造する工程におけるベースコートの塗布工程を示す図である。
【図3】本発明のシームレス金属缶の他の形態を示す図である。
【図4】図3のシームレス金属缶を製造する工程におけるベースコートの塗布工程を示す図である。
【発明を実施するための形態】
【0015】
図1は、本発明のシームレス金属缶の実施形態を示す図であって、図1(a)はベースコート後のシームレス金属缶を示し、前述したアルミニウムやブリキ等の金属板を、絞り−しごき加工によって成形したシームレス金属缶1の胴部外面の高さ方向において、部分的に全周にわたってストライプ状に延びるベースコート3が形成されている。本実施形態では、図1(a)に示すように、シームレス金属缶1の胴部外面の高さ方向の略下方半分を絞り−しごき加工による金属光沢面2とし、一方、略上方半分をホワイト塗料等によるベースコート3で塗装したものである。そして、前記ベースコート3は、前記シームレス金属缶1の胴部外面の上端部9を避けて形成されており、このように形成することにより後述するように、塗布ロールの摩耗、傷付き等が防止される。
【0016】
また、前記ベースコート3は、シームレス金属缶1の下地金属の表面を隠蔽するために形成されたものであり、後述する塗布ロールを用いて形成され、その厚みは一般に1乃至15μm程度である。前記ベースコート3は、例えば、熱硬化性、紫外線硬化性或いは電子線硬化性の樹脂成分、例えば、ポリエステル樹脂、アクリル樹脂、エポキシ樹脂、ポリウレタン樹脂等や、イソシアネート或いはメラミン樹脂などの硬化剤成分、ラジカル重合開始剤、所定の色調を有する各種の顔料を、所定の有機溶剤に分散乃至溶解して適宜の粘度に調整した塗料を塗布し、乾燥し、さらに、樹脂成分のタイプに応じて、加熱、紫外線照射、電子線照射等により硬化することにより形成される。
【0017】
そして、本発明において、前記ベースコート3として最も好適に使用されるものは、白地のベースコートを形成するホワイト塗料であり、ホワイト塗料は、前記の顔料として、酸化チタンや酸化亜鉛等の白色顔料を含むものである。
【0018】
図1(b)に示すように、ベースコート3が形成されたシームレス金属缶1は、前記ベースコート3の表面と絞り−しごき加工による金属光沢面2にそれぞれ印刷が行われ、ベースコート3に鮮明な印刷像4が、一方、金属光沢面2に金属光沢を活かした印刷像6がそれぞれ形成される。即ち、ベースコート3の表面に形成される印刷像4は下地金属の影響を抑制した図柄であり、下地金属の表面を遮蔽して印刷の加飾性を高め、一方、金属光沢面2に形成される印刷像6は、絞り−しごき加工により金属光沢面とした下地金属に直接印刷を施すことで光沢感が得られる。従って、シームレス金属缶1の胴部外面に全周にわたってストライプ状に延びるベースコート3を形成することによる下地金属の影響を抑制した鮮明な印刷像4と、金属光沢面2の光沢感を持たせた印刷像6を有するシームレス金属缶1とすることが可能となる。
【0019】
そして、前記ベースコート3は、ウレタンゴム等の軟質材の塗布ロールによって塗装されるが、その組み付け精度や押付け力の精度によって、前記金属光沢面側のベースコート3の端部位置にばらつきを生じる傾向がある。このため、図1(c)において拡大断面図で示すように、ベースコート3の端部位置、即ち、本実施形態(図1(b)参照)ではベースコート3の下方の端部を全周にわたるストライプ状の印刷層5によって隠蔽し、前記境界部付近のベースコート3上に形成される鮮明な印刷像4の下方部分の加飾性を高めている。また、前記印刷層5の幅tは、ベースコート3aの塗布ロールの組み付け精度や押付け力の精度、印刷像4、6の加飾性が低下しない範囲で決定すれば良く、さらに、前記印刷層5の色調は、印刷像4、6のデザイン、色調等に応じて適宜の色に設定されるが、一般的には、濃い色調とすることが好ましく、色調としては黒,紺,茶,臙脂系統が好ましい。尚、前記印刷像4、6は、ベースコート3上或いは金属光沢面2上の全て覆う必要はなく、それぞれの一部が見えるように部分印刷を行っても良い。そして、前記したストライプ状の印刷層5は、印刷像4、6を印刷する際に適宜印刷され、図1(c)においては、詳細な説明は省略するが、通常施される公知の印刷工程の後、印刷像を保護するために仕上げニス8が施されている。尚、前記ベースコート3の上方の端部は、シームレス金属缶の缶胴の上端部には通常、印刷像は形成されず、前記印刷像4の加飾性の低下が目立たないため、必要に応じてストライプ状の印刷層5によって隠蔽すれば良い。
【0020】
そして、このような印刷は、各色の顔料乃至染料を、バインダー樹脂成分及び分散剤と共に所定の溶剤に溶解乃至分散させた油性或いは水性インキを用いて行われる。バインダー樹脂成分は、基本的にはベースコートを形成するための塗料と同じものであってよい。印刷手法としては、スクリーン印刷、フレキソ印刷、グラビアローラを用いたグラビア印刷、オフセット印刷、インキジェットプリンタを用いてのインキジェット方式による印刷などの手段により行うことができる。
【0021】
また、本発明においては、前記上端部9にベースコート3を形成する際に、絞り−しごき加工後の高さ寸法を揃えるトリミング加工後の鋭利な端部と、前記ベースコート3を形成する塗布ロールが接触し、前記塗布ロールの摩耗、或いは傷つきを生じる恐れがあるため、図1(a)、(b)に示したように、シームレス金属缶1の胴部の上端部9にベースコート3を形成しないことが好ましい。尚、本実施形態のように、ベースコート3を少なくともシームレス金属缶1の缶胴の上方部分に形成する場合、前記ベースコート3の上端と上端部9の端縁との幅dは、1.5乃至3.5mm程度とするのが塗布ロールの摩耗、傷付き等を確実に防止できる点で好ましい。
【0022】
図2は、前述した図1のシームレス金属缶を製造する工程におけるベースコートの塗布工程を示す図であり、シームレス金属缶1にベースコート3を形成するホワイト塗料等を塗布する塗布ロール12と、塗布ロール12へ前記ホワイト塗料等を供給する塗料供給ロール15を用い、シームレス金属缶1の胴部外面に前記ホワイト塗料等を塗布すればよく、この際、前述したように、トリミング加工による鋭利な胴部上端部9の端縁との接触による摩耗、傷つき等を避けるため、前記胴部上端部9に塗布ロール12の塗布面が接触しないように前記塗布ロール12の位置調整を行うのが好ましい。そして、図示しないが、前記ベースコート3の塗布工程の後、前述した公知の印刷手法によって印刷像4、6及びストライプ状の印刷層5の印刷が行われる。
【0023】
図3は本発明のシームレス金属缶の他の実施形態を示し、図3(a)はベースコート後のシームレス金属缶を示し、絞り−しごき加工によって成形したシームレス金属缶1の胴部の中間部を残して上方部と下方部に、それぞれホワイト塗料等によるベースコート3a、3bを前記胴部の外面に全周にわたってストライプ状に延びるように形成したものである。そして、図3(b)に示すように、ベースコート3a及びベースコート3bが形成されたシームレス金属缶1は、そのベースコート3a、3bの表面と、絞り−しごき加工による金属光沢面2にそれぞれ印刷が行われ、前記ベースコート3a、3bに鮮明な印刷像4a、4bが、一方、金属光沢面2に金属光沢を活かした印刷像6がそれぞれ形成される。この際、ベースコート3aの下方の端部、及びベースコート3bの上方の端部を、それぞれ全周にわたるストライプ状の印刷層5a、5bによって隠蔽し、ベースコート3a、3bと金属光沢面2との境界部付近のベースコート3a、3b上に形成される鮮明な印刷像4aの下方部分、印刷像4bの上方部分の加飾性を高めている。印刷層5a、5bは、同じ色調でも、異なる色調であってもよい。尚、他の構成は前述した実施形態と同様のため説明は省略する。
【0024】
図4は、前述した図3のシームレス金属缶を製造する工程におけるベースコートの塗布工程を示す図であり、図4(a)、(b)に示すように、一つの塗布ロール12、塗料供給ロール15を用いて同じ色調のベースコート3a、3bが形成される。また、図4(c)、(d)に示すように、2つの塗布ロール12a、12b、塗料供給ロール15a、15bを用いて色調の異なる2つのベースコート3a、3bを施しても良い。そして、図示しないが、前記ベースコート3a、3bの塗布工程の後、前述した公知の印刷手法によって、ベースコート3a、3bに適した印刷像4a、4b、絞り−しごき加工による金属光沢面2に適した印刷像6及びストライプ状の印刷層5a、5bの印刷が行われる。
【0025】
以上、本発明のシームレス金属缶及びその製造方法の実施形態について説明したが、本発明はこれらの実施形態に限定されることなく、ストライプ状に延びるベースコート数、幅及び位置等は、シームレス金属缶の缶胴表面のベースコート上に形成される印刷像の形態等、或いは金属光沢面の形態等に応じて適宜の形態とすることができる。
【符号の説明】
【0026】
1:シームレス金属缶 2:金属光沢面 3:ベースコート4:印刷像 5:ストライプ状の印刷層 6:印刷像 8:仕上げニス 9:上端部12:塗布ロール15:塗料供給ロール
【特許請求の範囲】
【請求項1】
絞り−しごき成形後に印刷が施されるシームレス金属缶において、前記シームレス金属缶の胴部外面の全周にわたってストライプ状に延びるベースコートを形成し、前記ベースコートの端部と絞り−しごき加工による金属光沢面との境界部が帯全周にわたるストライプ状の印刷層により隠蔽されると共に、前記ベースコート及び金属光沢面に印刷像を形成したことを特徴とするシームレス金属缶。
【請求項2】
前記ベースコートを胴部の上端部に形成しない請求項1に記載のシームレス金属缶。
【請求項3】
前記ベースコートがホワイト塗料である請求項1又は2に記載のシームレス金属缶。
【請求項4】
絞り−しごき成形後に印刷が施されるシームレス金属缶の製造方法において、塗装ローラを用いてシームレス金属缶胴部外面の全周にわたってストライプ状に延びているベースコートを形成し、前記ベースコートを形成した後、全周にわたるストライプ状の印刷により前記ベースコートの端部と絞り−しごき加工による金属光沢面との境界部を隠蔽すると共に、前記ベースコート及び金属光沢面に印刷を行うことを特徴とするシームレス金属缶の製造方法。
【請求項5】
前記塗装ローラを、前記シームレス金属缶の胴部の上端部を避けてベースコートを形成する請求項4に記載のシームレス金属缶の製造方法。
【請求項6】
前記ベースコートを、ホワイト塗料を用いて形成する請求項4又は5に記載のシームレス金属缶の製造方法。
【請求項1】
絞り−しごき成形後に印刷が施されるシームレス金属缶において、前記シームレス金属缶の胴部外面の全周にわたってストライプ状に延びるベースコートを形成し、前記ベースコートの端部と絞り−しごき加工による金属光沢面との境界部が帯全周にわたるストライプ状の印刷層により隠蔽されると共に、前記ベースコート及び金属光沢面に印刷像を形成したことを特徴とするシームレス金属缶。
【請求項2】
前記ベースコートを胴部の上端部に形成しない請求項1に記載のシームレス金属缶。
【請求項3】
前記ベースコートがホワイト塗料である請求項1又は2に記載のシームレス金属缶。
【請求項4】
絞り−しごき成形後に印刷が施されるシームレス金属缶の製造方法において、塗装ローラを用いてシームレス金属缶胴部外面の全周にわたってストライプ状に延びているベースコートを形成し、前記ベースコートを形成した後、全周にわたるストライプ状の印刷により前記ベースコートの端部と絞り−しごき加工による金属光沢面との境界部を隠蔽すると共に、前記ベースコート及び金属光沢面に印刷を行うことを特徴とするシームレス金属缶の製造方法。
【請求項5】
前記塗装ローラを、前記シームレス金属缶の胴部の上端部を避けてベースコートを形成する請求項4に記載のシームレス金属缶の製造方法。
【請求項6】
前記ベースコートを、ホワイト塗料を用いて形成する請求項4又は5に記載のシームレス金属缶の製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−106758(P2012−106758A)
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願番号】特願2010−256094(P2010−256094)
【出願日】平成22年11月16日(2010.11.16)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願日】平成22年11月16日(2010.11.16)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]