
金属容器及びその製造方法
【課題】胴部外面に複数の色調のベースコートが設けられている金属容器において、胴部外面での疵の発生が有効に防止された金属容器を提供することにある。
【解決手段】色調の異なる塗料によって形成された複数のベースコート3a,3bが胴部の外面に施されており、ベースコート3a、3bは、それぞれ、胴部外面の全周にわたってストライプ状に延びていると共に、隣り合うベースコートは、互いに重ならずに延びており、両者の間に帯状の隙間5が形成されていることを特徴とする。
【解決手段】色調の異なる塗料によって形成された複数のベースコート3a,3bが胴部の外面に施されており、ベースコート3a、3bは、それぞれ、胴部外面の全周にわたってストライプ状に延びていると共に、隣り合うベースコートは、互いに重ならずに延びており、両者の間に帯状の隙間5が形成されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、色調の異なる塗料によって形成された複数のベースコートが胴部の外面に施されている金属容器及びその製造方法に関するものである。
【背景技術】
【0002】
金属缶のような金属容器は、その胴部の外面に印刷を施すにあたり、ベースコートを設け、このベースコート上に印刷を施す手法が一般に採用されている。即ち、ベースコートにより、下地金属の表面を隠ぺいしておくことにより、印刷の加飾性を高めるためである。
【0003】
前記のようなベースコートは、塗装ローラ(アプリケーターローラ)を用いて金属缶の外面全体に施されるものであるが、従来においては、ベースコートは1種単独であり、例えば色の異なる2種以上のベースコートを設けるという手法はほとんど採用されていなかった。2種以上のベースコートを設けた場合、塗装ローラの塗布位置のばらつきが生じるため、色の異なるベースコートの境界部分にムラなどが生じてしまうためである。
【0004】
しかるに、最近では、塗装ローラの位置決め精度が向上しており、このため、複数のベースコートを設け、色の異なるバックグラウンド上に印刷を施す手法も提案されている(例えば特許文献1参照)。
複数のベースコートを設ける場合には、例えば、白色のベースコートにより印刷像を鮮明にすると同時に、シルバー色のベースコートを設けることによりメタリック感を付与し、これにより加飾性が一段と向上し、金属缶の商品価値を高めることができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4218001号
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、胴部外面に複数のベースコートが設けられている金属容器では外面疵が発生し易いという問題が発生しており、その改善が求められている。
【0007】
従って、本発明の目的は、胴部外面に複数の色調のベースコートが設けられている金属容器において、胴部外面での疵の発生が有効に防止された金属容器及びその製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明によれば、色調の異なる塗料によって形成された複数のベースコートが胴部の外面に施されており、各ベースコートは、それぞれ、胴部外面の全周にわたってストライプ状に延びていると共に、隣り合うベースコートは、互いに重ならずに延びており、両者の間に帯状の隙間が形成されていることを特徴とする金属容器が提供される。
【0009】
本発明の金属容器においては、
(1)前記複数のベースコートが、ホワイト塗料とシルバー塗料で形成されていること、
(2)前記隙間が印刷層により遮蔽されていること、
(3)前記ベースコートは、胴部の上端部分には形成されていないこと、
(4)前記胴部の外面にポリエステルフィルム層が設けられており、前記ベースコートが該ポリエステルフィルム層上に施されていること、
(5)前記ポリエステルフィルム層が、白色顔料含有ポリエステルフィルム層であること、
が好ましい。
【0010】
本発明によれば、また、色調の異なる塗料によって形成された複数のベースコートが胴部外面に施されている金属容器の製造方法において、複数の塗装ローラを用いて、金属容器の胴部外面の全周にわたってストライプ状に延びている複数のベースコートを、隣り合うベースコート同士が互いに重ならずに且つ両者の間に帯状の隙間が存在するように、順次、形成することを特徴とする金属容器の製造方法が提供される。
【0011】
本発明の製造方法においては、
(6)前記ベースコートを形成した後、印刷により、前記隙間を遮蔽すること、
(7)前記塗装ローラを、前記金属容器の胴部の上端部を避けて該胴部外面に接触させてベースコートを形成すること、
(8)前記金属容器は、胴部外面にポリエステルフィルム層が設けられていること、
(9)前記ポリエステルフィルム層が、白色顔料含有ポリエステルフィルム層であること、
(10)前記複数のベースコートを、ホワイト塗料とシルバー塗料を用いて形成すること、
という手段を好適に採用することができる。
【発明の効果】
【0012】
本発明の金属容器によれば、外面疵の発生が有効に防止されている。即ち、隣り合うベースコートの境界部分に帯状の隙間が形成されベースコート同士の重なり合いによる突出部が形成されておらず、この結果、金属容器の搬送時等における胴部外面同士の接触が有効に抑制され、このような接触の抑制が外面疵の発生防止をもたらしているものと思われる。
【0013】
また、本発明の金属容器においては、好適には複数のベースコートをホワイト塗料またはシルバー塗料により形成することにより、ホワイト塗料による白地上に形成される印刷像が鮮明となり、且つシルバー塗料によるシルバー色によって下地にメタリック感を付与し、印刷像の加飾性を高めることができる。
【0014】
また、本発明の金属容器においては、隣り合うベースコート同士の間に存在する隙間が印刷層で遮蔽されていることが最も好適であり、このような構成とすることによって隙間の下地金属の表面を隠ぺいし、隙間の存在による加飾性の低下を有効に回避することができる。
【0015】
また、本発明の金属容器においては、前記ベースコートが胴部の上端部分に形成されていないことが好適であり、このような構成とすることよって、胴部の上端との接触による塗装ローラの摩耗や傷付きを回避することができる。
【0016】
また、本発明の金属容器においては、胴部外面にポリエステルフィルム層を設け、前記ベースコートを該ポリエステルフィルム層上に設けることが好適であり、このような構成とすることよって、絞り−ストレッチドロー加工、絞り−ストレッチアイアニングドロー加工、或いは絞り−しごき加工等の成形により成形された金属容器の表面の荒れが防止され、且つ前記ベースコートが胴部の上端部分に形成されていない金属容器の後加工をスムーズに行うことができる。
【0017】
さらに、本発明の金属容器においては、前記ポリエステルフィルム層を白色顔料含有ポリエステルフィルム層とすることが好適であり、このような構成とすることよって、より一層、下地金属の表面が有効に隠ぺいされ、印刷像の鮮明化と加飾性が向上する。
【0018】
本発明の金属容器の製造方法によれば、ベースコート同士の重なり合いによる突出部が形成されず、金属容器の搬送時等における胴部外面同士の接触による外面疵の発生が有効に防止され、また、印刷像の加飾性を高めた金属容器を容易に得ることができる。
【図面の簡単な説明】
【0019】
【図1】本発明の金属容器の代表的な形態を示す図である。
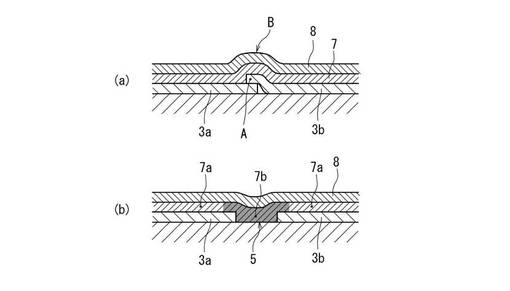
【図2】2種のベースコートの境界部分の断面図であり、(a)は、従来公知の金属容器でのベースコート境界部分を示し、(b)は、本発明の金属容器におけるベースコート境界部分を示す。
【図3】本発明の金属容器の他の形態を示す図である。
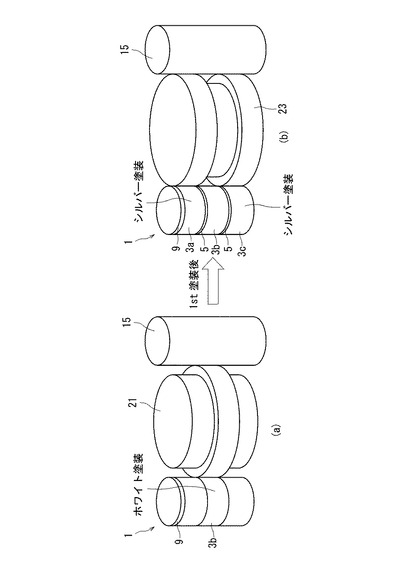
【図4】図1の金属容器を製造する工程でのベースコートの塗布工程を示す図である。
【図5】図3の金属容器を製造する工程でのベースコートの塗布工程を示す図である。
【発明を実施するための形態】
【0020】
本発明の金属容器及びその製造方法においては、色調の異なる塗料によって胴部外面の全周にわたってストライプ状に延びているベースコートが複数形成され、複数のベースコートの内、隣り合うベースコートは互いに重ならずに延びており、両者の間に隙間が形成されるように設けられている点に顕著な特徴を有するものである。
【0021】
即ち、色の異なる塗料によって複数のベースコートが胴部外面に形成されている金属容器について、その外面に発生する疵を観察した結果、このような疵は、その殆んどが隣り合うベースコートの境界部分に発生していること及びベースコートが紫外線硬化型の塗料の場合には、特に疵の発生が顕著であることが認められた。このベースコートは、金属容器の下地の金属素材の表面を隠ぺいするために設けられる塗装であり、低粘度の塗料を使用し、塗装ローラにより重ねて塗布され、塗布後、乾燥及び硬化を行うことによって形成される。
従って、ベースコートの厚みは、印刷により形成される印刷層に比してかなり厚く、このため、複数のベースコートを隙間無く胴部外面に設けた場合、隣り合うベースコートの境界部分には、両者の重なりによって線状の突出部が厚く形成されてしまう。そして、このような厚い突出部が胴部外面に形成されていると、金属容器の搬送時等において、この突出部が他の金属容器の胴部外面に頻繁に接触し、この結果、この部分に疵が発生するものと思われる。特に、ベースコートの硬化が紫外線照射により行われる場合には、ベースコート同士が重なり合った突出部での硬化が不十分となり、膜強度が低く且つ密着性も不十分となり、この結果、疵の発生が顕著になるものと考えられる。
【0022】
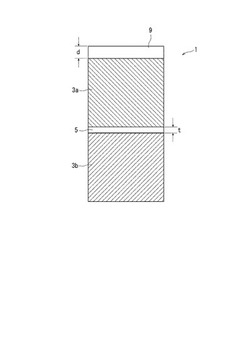
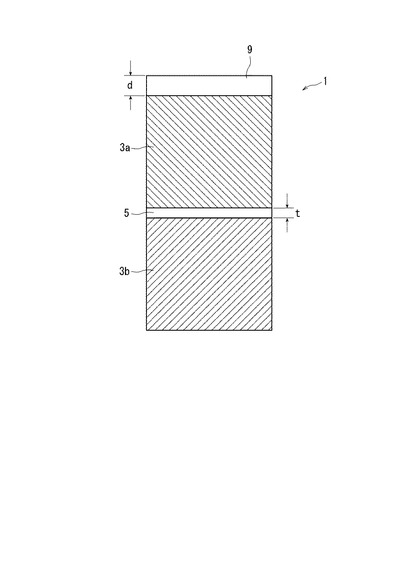
図1は、本発明の金属容器の代表的な形態を示す図であり、全体として1で示す金属容器の胴部外面には、互いに異なる色調を有する2種のベースコート3a,3bが設けられており、これらのベースコート3a,3bは、それぞれ、胴部外面の全周にわたってストライプ状に延びており、さらに、これらのベースコート3a,3bは、互いに重ならずに延びており、両者の間に隙間5が形成されている。
【0023】
即ち、互いに色調の異なる2種のベースコート3a,3bを金属容器1の胴部外面に形成しておくことにより、この上に印刷像(図示せず)を形成したとき、下地金属の表面が隠ぺいされているため、印刷像がより鮮明になるなど、印刷像の加飾性が高められるわけである。
【0024】
ところで、ベースコート3a,3bは、下地金属の表面を隠ぺいするために設けられるものであり、後述する塗布ローラを用いて施され、その厚みは一般に1乃至10μm程度である。
通常、このようにしてベースコート3a,3bを設ける場合には、胴部外面の下地金属の表面を完全に隠ぺいするために、ベースコート3a,3bを隙間なく形成することとなる。従って、図2(a)に示されているように、塗布ローラの塗布位置のばらつき等の理由からベースコート3a,3bの境界部には、オーバーラップ部Aが形成され、オーバーラップ部Aでの塗膜が厚くなってしまう。即ち、ベースコート3a,3b上には、一般に印刷層7が設けられ、更にその上に透明なニス層8が設けられるが、オーバーラップ部Aに対応して線状の突出部Bが形成されてしまう。このため、このような金属容器1の搬送時等において、その突出部Bが他の金属容器1の胴部外面に接触してしまい、この結果、その境界部に外面疵が頻繁に発生するようになってしまう。特に、ベースコート3a,3bの硬化が紫外線照射により行われている場合には、この突出部Bで硬化不良を生じ易く、突出部Bでの強度が低く且つ胴部外面との密着性も低下してしまい、このため、突出部B(オーバーラップ部A)自体が剥がれ易くなっており、この結果、外面疵の発生が一層顕著になってしまう。
しかるに、本発明では、図2(b)に示されているように、ベースコート3a,3bの間に隙間5(ベースコートが施されていない部分)が帯状に形成されており、ベースコート3a,3bは、全く重なり合っていない。即ち、ベースコート3a,3bのオーバーラップ部Aは全く形成されておらず、従って、オーバーラップ部Aに由来する突出部Bも形成されず、この結果、金属容器1の搬送時等における外面疵の発生を確実に防止することができる。
【0025】
本発明において、前記のような隙間5の幅tの大きさは(図1参照)、後述する塗装ローラの位置決め精度に応じて、ベースコート3a,3bの重なりが確実に防止されるような大きさに設定されていればよいが、必要以上に幅tを大きくすると、ベースコート3a,3bによる加飾性向上効果が低減してしまうこととなる。従って、この幅tは、一般に0.5乃至5.0mm、特に1.0乃至3.0mm程度の大きさに設定されることが好ましい。
【0026】
また、図2(b)の断面図を参照して、前記のような隙間5による金属容器1の外観低下を回避するために、ベースコート3a,3b上に印刷層7aを形成すると共に、隙間5(即ち、下地金属の表面)を印刷層7bにより遮蔽しておくことが好適である。この場合、印刷層7bとベースコート3a,3bとの重なりを生じるが、印刷層7a,7bは、所定の版型を用いての印刷インキの転写等により形成されるものであり、その厚みは、例えば1乃至4μm程度であり、この印刷インキは、ベースコート3a、3bの間の隙間5(凹部)に入りこみ、さらに外面ニス(仕上げニス)が塗装されてニス層8が形成されるため、ベースコート3a,3bの隙間に生じる凹凸は緩和され、外面疵が発生することはない。
【0027】
尚、隙間5の遮蔽のために形成される印刷層7bの色調は、ベースコート3a,3b上に形成される印刷像の形態に応じて適宜の色に設定されるが、一般的には、濃い色調とし、隙間5での下地金属の表面を隠ぺいすることが好ましい。
【0028】
さらに、本発明においては、図1に示されているように、金属容器1の胴部の上端部9には、ベースコートを施さないことが好適である。即ち、この上端部9にベースコートを施すと、塗装ローラが鋭利な端部と接触して摩耗したり或いは傷が付いたりなどの不都合を生じるおそれがあるが、この部分にベースコートを設けないことにより、このような不都合を確実に回避することができる。
尚、この上端部9の幅d(図1において、上方のベースコート3aの上端と胴部上端との間隔)は、通常、1.5乃至3.5mm程度である。
【0029】
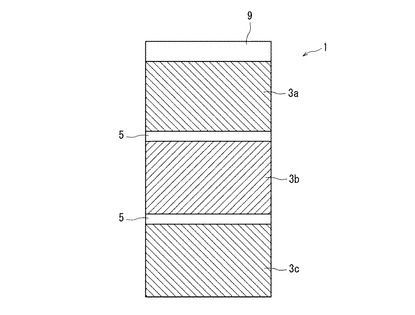
上述した本発明において、色調の異なるベースコートの数や大きさ等は、ベースコートの上に形成される印刷像の形態等に応じて適宜のものとすることができる。例えば、図1の例では、色調の異なる2つのベースコート3a,3bが形成されているが、図3に示すように、3つのベースコート3a,3b,3cを形成することもできる。この場合、3つのベースコート3a,3b,3cの全てが色調の異なる塗料により形成されていてもよいし、また、ベースコート3a,3cを同一の塗料により同じ色調のものとし、中間のベースコート3bを他の塗料により、色調の異なるものとすることもできる。何れにしろ、隣り合うベースコートの色調が異なるように、各ベースコートの色調を設定することができる。
【0030】
勿論、図3の態様においても、隣り合うベースコートの境界部分、具体的には、ベースコート3a,3bの間及びベースコート3b,3cの間には、図1の態様と全く同様、隙間5を形成することが必要であり、さらに、この隙間5を遮蔽するように印刷層(図示せず)を設けること及び胴部上端部9には、ベースコートを設けないことが好ましい。
【0031】
上述したベースコートは、例えば、熱硬化性、紫外線硬化性或いは電子線硬化性の樹脂成分、例えば、ポリエステル樹脂、アクリル樹脂、エポキシ樹脂、ポリウレタン樹脂等や、イソシアネート或いはメラミン樹脂などの硬化剤成分、ラジカル重合開始剤、所定の色調を有する各種の顔料を、所定の有機溶剤に分散乃至溶解して適宜の粘度に調整した塗料を塗布し、乾燥し、さらに、樹脂成分のタイプに応じて、加熱、紫外線照射、電子線照射等により硬化することにより形成される。
【0032】
本発明において、最も好適に使用されるものは、白地のベースコートを形成するホワイト塗料及びメタリックなシルバー色のベースコートを形成するシルバー塗料である。
即ち、ホワイト塗料は、前記の顔料として、酸化チタンや酸化亜鉛等の白色顔料を含むものであり、また、シルバー塗料は、前記の顔料として、アルミニウム粉などの金属粉顔料、薄板状の雲母粒子の表面を二酸化チタンや酸化鉄などによりコートして得られるパール顔料、或いはガラスフレークやそれに金属などをコーテイングしたガラスフレーク顔料などを含むものであり、特にはアルミニウム粉を用いたものが好適である。
【0033】
例えば、図1の例では、ベースコート3aをホワイト塗料で形成して白地のベースコートとし、ベースコート3bをシルバー塗料により形成し、メタリックなシルバー色とする。勿論、この逆に、上方のベースコート3aをシルバー塗料により形成し、下方のベースコート3bをホワイト塗料により形成することもできる。
また、図3の例では、上方及び下方のベースコート3a,3cをシルバー塗料により形成し、中間のベースコート3bを、ホワイト塗料に形成することが好適であり、この逆の形態とすることも好適である。
特に、従来においては、ベースコートの数が多くなるほどベースコートの境界部分に突出部が形成され、疵の発生頻度が増える傾向があるが、本発明においては、図3のように、ベースコートの数を3つとした場合においても、或いはさらにベースコートの数を増やした場合においても、色調の異なるベースコートの境界部に隙間5を形成することにより、疵の発生を確実に防止することができる。
【0034】
前記のようなベースコートが施される金属容器としては、特に制限されず、各種金属板、例えばアルミニウム板、アルミニウム合金板、ティンフリースチールなどの表面処理鋼板、ブリキ板、クロムメッキ鋼板、アルミメッキ鋼板、ニッケルメッキ鋼板、スズニッケルメッキ鋼板、その各種の合金メッキ鋼板などを、絞り−ストレッチドロー加工、絞り−ストレッチアイアニングドロー加工、或いは絞り−しごき加工などによって成形したシームレス缶など、各種のタイプの金属缶であってよいが、特に、内外面にポリエステルフィルム層が形成されているシームレス缶に本発明を適用することが最適である。
即ち、絞り−ストレッチ加工、絞り−ストレッチアイアニング加工、或いは絞り−しごき加工より極薄肉化されたシームレス缶の内面には耐食性、飲料等の内容物保護の観点から、一方外面には、成形性を向上させ且つ成形時における金属素材の表面の荒れ等を防止するためにポリエステルフィルム層がラミネートされている。
そして、胴部外面にポリエステルフィルム層を設け、前記ベースコートを該ポリエステルフィルム層上に設けることにより、前記ベースコートが胴部の上端部分に形成されていない金属容器の後加工をスムーズに行うことができる。
さらに、前記シームレス缶の外面のポリエステルフィルム層は、従来公知の酸化チタン等の着色剤粒子からなる白色顔料を含有するポリエステルフィルム層とすることより、より一層、シームレス缶の下地金属の表面が有効に隠ぺいされ、上述したベースコートによる印刷像の鮮明化と加飾性を向上させることができる。尚、このような白色顔料は、通常、ポリエステル樹脂100重量部当り、3乃至40重量部の量で配合するのがよい。
【0035】
上述した本発明の金属容器において、ベースコートの形成は、塗布ローラを用いて、色の異なるベースコートを順次塗布し、乾燥し、硬化することによって行われる。
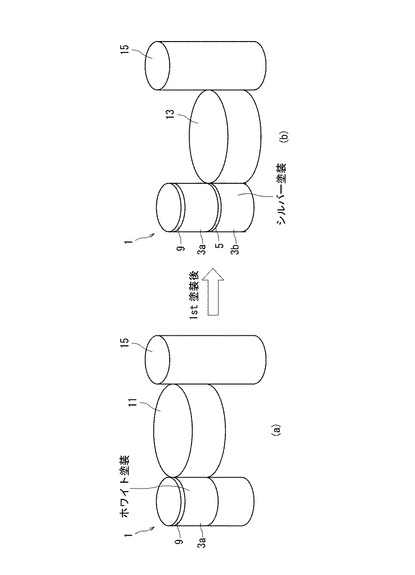
例えば、図1に示す態様の金属容器1にベースコート3a,3bを形成するには、図4に示すように、ベースコート3aを形成するための塗料(例えばホワイト塗料)を塗布するための塗布ローラ11とベースコート3bを形成するための塗料(例えばシルバー塗料)を塗布するための塗布ローラ13とを用いて、各塗料を、金属容器1の胴部外面に順次塗布していけばよい。
【0036】
即ち、塗料供給ローラ15を塗布ローラ11に圧接して塗料を供給しながら塗布ローラ11を金属容器1の胴部外面に回転下に接触させて塗布し、未硬化のベースコート3aを形成する(図4(a)参照)。この際、塗装ローラ11が鋭利な金属容器1の胴部上端部9の端縁と接触して摩耗や傷つきを防止するため、金属容器1の胴部上端部9には、塗布ローラ11の塗布面が接触しないように、塗布ローラ11の位置調整を行っておく。
次いで、同様にして、塗料供給ローラ15を塗布ローラ13に圧接して塗料を供給しながら塗布ローラ13を金属容器1の胴部外面に回転下に接触させて塗布し、未硬化のベースコート3bを形成する(図4(b)参照)。この際には、先に形成された未硬化のベースコート3aとの間に所定の隙間5が形成されるようにして塗布ローラ13を金属容器1の胴部外面に接触させることが必要である。
【0037】
前記のようにしてベースコート3a用の塗料及びベースコート3b用の塗料を順次塗布した後、加熱、紫外線照射或いは電子線照射等、塗料中のバインダー樹脂成分のタイプに応じて硬化を行うことにより、ベースコート3a及び3bを形成することができる。
【0038】
また、図3に示す態様の金属容器1にベースコート3a〜3cを形成するには、例えば図5に示すように、ベースコート3bを形成するための塗料(例えばホワイト塗料)を塗布するための塗布ローラ21と、ベースコート3a、3cを形成するための塗料(例えばシルバー塗料)を塗布するための塗布ローラ23と用いて、上述した場合と同様に、各塗料を、塗料供給ローラ15から塗布ローラ21,23に供給しながら、金属容器1の胴部外面に順次塗布していく。この場合、塗布ローラ23は、塗料供給面を2つ有しており、ベースコート3a、3c用の塗料(両者は同一塗料である)を同時に塗布することができる(図5(a)、(b)参照)。
尚、塗布ローラ23を用いての塗布にあたっては、金属容器1の胴部上端部9に、その塗布面が接触しないように位置調整を行っておき、且つ予め塗布されたベースコート3bの塗布層との間に所定の隙間5が形成されるように塗布を行うことは、上述した図4の例と全く同様である。
【0039】
ベースコート3b用の塗料及びベースコート3a,3c用の塗料を順次塗布した後、乾燥を行い、次いで、加熱、紫外線照射或いは電子線照射等によって硬化を行うことにより、ベースコート3a〜3cを形成することができる。
【0040】
本発明においては、金属容器1の胴部外面の所定の位置にベースコートを形成した後は、印刷により、色調の異なるベースコートの間の隙間5に印刷を施して印刷層7bを形成すると同時に、各ベースコートの上に所定の印刷像(7a)が形成される。この印刷像(7a)は、ベースコート上全て覆うようにする必要はなく、ベースコートの一部がそのまま見える部分印刷であってもよい。このような印刷は、各色の顔料乃至染料を、バインダー樹脂成分及び分散剤と共に所定の溶剤に溶解乃至分散させた油性或いは水性インキを用いて行われる。バインダー樹脂成分は、基本的には、ベースコートを形成するための塗料と同じものであってよい。
印刷手法としては、スクリーン印刷、フレキソ印刷、グラビアローラを用いたグラビア印刷、オフセット印刷、インキジェットプリンタを用いてのインキジェット方式による印刷などの手段により行うことができる。
【0041】
前記のようにして印刷が行われた後は、必要により、艶出しや印刷像保護のために仕上げニスを塗布して乾燥硬化させてニス層8を形成した後(図2(b)参照)、胴部の上端部9に、ネッキング、フランジング等の後加工を行い、ツーピース缶用の缶胴とし、内容物の充填後、蓋体を装着し、市販に供される。
尚、仕上げニスとしては、従来公知の透明な熱硬化性樹脂が使用され、例えば、熱硬化性のポリエステル樹脂、アクリル樹脂、エポキシ樹脂などを熱硬化性樹脂成分として含み、さらに、硬化剤成分としてフェノール樹脂やメラミン樹脂などのアミノ樹脂或いはイソシアネート樹脂等を含有しているものであり、これらの樹脂成分を、適宜、有機溶剤に溶解させたものである。
【0042】
上述した本発明の金属容器では、複数色のベースコートが胴部外面に施されているため、その加飾性が極めて高いと同時に、従来、この種のタイプの金属容器に頻繁に生じていた外面疵の発生が有効に防止される。
【符号の説明】
【0043】
1:金属容器
3a,3b,3c:ベースコート
5:隙間
7:印刷層
9:上端部
【技術分野】
【0001】
本発明は、色調の異なる塗料によって形成された複数のベースコートが胴部の外面に施されている金属容器及びその製造方法に関するものである。
【背景技術】
【0002】
金属缶のような金属容器は、その胴部の外面に印刷を施すにあたり、ベースコートを設け、このベースコート上に印刷を施す手法が一般に採用されている。即ち、ベースコートにより、下地金属の表面を隠ぺいしておくことにより、印刷の加飾性を高めるためである。
【0003】
前記のようなベースコートは、塗装ローラ(アプリケーターローラ)を用いて金属缶の外面全体に施されるものであるが、従来においては、ベースコートは1種単独であり、例えば色の異なる2種以上のベースコートを設けるという手法はほとんど採用されていなかった。2種以上のベースコートを設けた場合、塗装ローラの塗布位置のばらつきが生じるため、色の異なるベースコートの境界部分にムラなどが生じてしまうためである。
【0004】
しかるに、最近では、塗装ローラの位置決め精度が向上しており、このため、複数のベースコートを設け、色の異なるバックグラウンド上に印刷を施す手法も提案されている(例えば特許文献1参照)。
複数のベースコートを設ける場合には、例えば、白色のベースコートにより印刷像を鮮明にすると同時に、シルバー色のベースコートを設けることによりメタリック感を付与し、これにより加飾性が一段と向上し、金属缶の商品価値を高めることができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4218001号
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、胴部外面に複数のベースコートが設けられている金属容器では外面疵が発生し易いという問題が発生しており、その改善が求められている。
【0007】
従って、本発明の目的は、胴部外面に複数の色調のベースコートが設けられている金属容器において、胴部外面での疵の発生が有効に防止された金属容器及びその製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明によれば、色調の異なる塗料によって形成された複数のベースコートが胴部の外面に施されており、各ベースコートは、それぞれ、胴部外面の全周にわたってストライプ状に延びていると共に、隣り合うベースコートは、互いに重ならずに延びており、両者の間に帯状の隙間が形成されていることを特徴とする金属容器が提供される。
【0009】
本発明の金属容器においては、
(1)前記複数のベースコートが、ホワイト塗料とシルバー塗料で形成されていること、
(2)前記隙間が印刷層により遮蔽されていること、
(3)前記ベースコートは、胴部の上端部分には形成されていないこと、
(4)前記胴部の外面にポリエステルフィルム層が設けられており、前記ベースコートが該ポリエステルフィルム層上に施されていること、
(5)前記ポリエステルフィルム層が、白色顔料含有ポリエステルフィルム層であること、
が好ましい。
【0010】
本発明によれば、また、色調の異なる塗料によって形成された複数のベースコートが胴部外面に施されている金属容器の製造方法において、複数の塗装ローラを用いて、金属容器の胴部外面の全周にわたってストライプ状に延びている複数のベースコートを、隣り合うベースコート同士が互いに重ならずに且つ両者の間に帯状の隙間が存在するように、順次、形成することを特徴とする金属容器の製造方法が提供される。
【0011】
本発明の製造方法においては、
(6)前記ベースコートを形成した後、印刷により、前記隙間を遮蔽すること、
(7)前記塗装ローラを、前記金属容器の胴部の上端部を避けて該胴部外面に接触させてベースコートを形成すること、
(8)前記金属容器は、胴部外面にポリエステルフィルム層が設けられていること、
(9)前記ポリエステルフィルム層が、白色顔料含有ポリエステルフィルム層であること、
(10)前記複数のベースコートを、ホワイト塗料とシルバー塗料を用いて形成すること、
という手段を好適に採用することができる。
【発明の効果】
【0012】
本発明の金属容器によれば、外面疵の発生が有効に防止されている。即ち、隣り合うベースコートの境界部分に帯状の隙間が形成されベースコート同士の重なり合いによる突出部が形成されておらず、この結果、金属容器の搬送時等における胴部外面同士の接触が有効に抑制され、このような接触の抑制が外面疵の発生防止をもたらしているものと思われる。
【0013】
また、本発明の金属容器においては、好適には複数のベースコートをホワイト塗料またはシルバー塗料により形成することにより、ホワイト塗料による白地上に形成される印刷像が鮮明となり、且つシルバー塗料によるシルバー色によって下地にメタリック感を付与し、印刷像の加飾性を高めることができる。
【0014】
また、本発明の金属容器においては、隣り合うベースコート同士の間に存在する隙間が印刷層で遮蔽されていることが最も好適であり、このような構成とすることによって隙間の下地金属の表面を隠ぺいし、隙間の存在による加飾性の低下を有効に回避することができる。
【0015】
また、本発明の金属容器においては、前記ベースコートが胴部の上端部分に形成されていないことが好適であり、このような構成とすることよって、胴部の上端との接触による塗装ローラの摩耗や傷付きを回避することができる。
【0016】
また、本発明の金属容器においては、胴部外面にポリエステルフィルム層を設け、前記ベースコートを該ポリエステルフィルム層上に設けることが好適であり、このような構成とすることよって、絞り−ストレッチドロー加工、絞り−ストレッチアイアニングドロー加工、或いは絞り−しごき加工等の成形により成形された金属容器の表面の荒れが防止され、且つ前記ベースコートが胴部の上端部分に形成されていない金属容器の後加工をスムーズに行うことができる。
【0017】
さらに、本発明の金属容器においては、前記ポリエステルフィルム層を白色顔料含有ポリエステルフィルム層とすることが好適であり、このような構成とすることよって、より一層、下地金属の表面が有効に隠ぺいされ、印刷像の鮮明化と加飾性が向上する。
【0018】
本発明の金属容器の製造方法によれば、ベースコート同士の重なり合いによる突出部が形成されず、金属容器の搬送時等における胴部外面同士の接触による外面疵の発生が有効に防止され、また、印刷像の加飾性を高めた金属容器を容易に得ることができる。
【図面の簡単な説明】
【0019】
【図1】本発明の金属容器の代表的な形態を示す図である。
【図2】2種のベースコートの境界部分の断面図であり、(a)は、従来公知の金属容器でのベースコート境界部分を示し、(b)は、本発明の金属容器におけるベースコート境界部分を示す。
【図3】本発明の金属容器の他の形態を示す図である。
【図4】図1の金属容器を製造する工程でのベースコートの塗布工程を示す図である。
【図5】図3の金属容器を製造する工程でのベースコートの塗布工程を示す図である。
【発明を実施するための形態】
【0020】
本発明の金属容器及びその製造方法においては、色調の異なる塗料によって胴部外面の全周にわたってストライプ状に延びているベースコートが複数形成され、複数のベースコートの内、隣り合うベースコートは互いに重ならずに延びており、両者の間に隙間が形成されるように設けられている点に顕著な特徴を有するものである。
【0021】
即ち、色の異なる塗料によって複数のベースコートが胴部外面に形成されている金属容器について、その外面に発生する疵を観察した結果、このような疵は、その殆んどが隣り合うベースコートの境界部分に発生していること及びベースコートが紫外線硬化型の塗料の場合には、特に疵の発生が顕著であることが認められた。このベースコートは、金属容器の下地の金属素材の表面を隠ぺいするために設けられる塗装であり、低粘度の塗料を使用し、塗装ローラにより重ねて塗布され、塗布後、乾燥及び硬化を行うことによって形成される。
従って、ベースコートの厚みは、印刷により形成される印刷層に比してかなり厚く、このため、複数のベースコートを隙間無く胴部外面に設けた場合、隣り合うベースコートの境界部分には、両者の重なりによって線状の突出部が厚く形成されてしまう。そして、このような厚い突出部が胴部外面に形成されていると、金属容器の搬送時等において、この突出部が他の金属容器の胴部外面に頻繁に接触し、この結果、この部分に疵が発生するものと思われる。特に、ベースコートの硬化が紫外線照射により行われる場合には、ベースコート同士が重なり合った突出部での硬化が不十分となり、膜強度が低く且つ密着性も不十分となり、この結果、疵の発生が顕著になるものと考えられる。
【0022】
図1は、本発明の金属容器の代表的な形態を示す図であり、全体として1で示す金属容器の胴部外面には、互いに異なる色調を有する2種のベースコート3a,3bが設けられており、これらのベースコート3a,3bは、それぞれ、胴部外面の全周にわたってストライプ状に延びており、さらに、これらのベースコート3a,3bは、互いに重ならずに延びており、両者の間に隙間5が形成されている。
【0023】
即ち、互いに色調の異なる2種のベースコート3a,3bを金属容器1の胴部外面に形成しておくことにより、この上に印刷像(図示せず)を形成したとき、下地金属の表面が隠ぺいされているため、印刷像がより鮮明になるなど、印刷像の加飾性が高められるわけである。
【0024】
ところで、ベースコート3a,3bは、下地金属の表面を隠ぺいするために設けられるものであり、後述する塗布ローラを用いて施され、その厚みは一般に1乃至10μm程度である。
通常、このようにしてベースコート3a,3bを設ける場合には、胴部外面の下地金属の表面を完全に隠ぺいするために、ベースコート3a,3bを隙間なく形成することとなる。従って、図2(a)に示されているように、塗布ローラの塗布位置のばらつき等の理由からベースコート3a,3bの境界部には、オーバーラップ部Aが形成され、オーバーラップ部Aでの塗膜が厚くなってしまう。即ち、ベースコート3a,3b上には、一般に印刷層7が設けられ、更にその上に透明なニス層8が設けられるが、オーバーラップ部Aに対応して線状の突出部Bが形成されてしまう。このため、このような金属容器1の搬送時等において、その突出部Bが他の金属容器1の胴部外面に接触してしまい、この結果、その境界部に外面疵が頻繁に発生するようになってしまう。特に、ベースコート3a,3bの硬化が紫外線照射により行われている場合には、この突出部Bで硬化不良を生じ易く、突出部Bでの強度が低く且つ胴部外面との密着性も低下してしまい、このため、突出部B(オーバーラップ部A)自体が剥がれ易くなっており、この結果、外面疵の発生が一層顕著になってしまう。
しかるに、本発明では、図2(b)に示されているように、ベースコート3a,3bの間に隙間5(ベースコートが施されていない部分)が帯状に形成されており、ベースコート3a,3bは、全く重なり合っていない。即ち、ベースコート3a,3bのオーバーラップ部Aは全く形成されておらず、従って、オーバーラップ部Aに由来する突出部Bも形成されず、この結果、金属容器1の搬送時等における外面疵の発生を確実に防止することができる。
【0025】
本発明において、前記のような隙間5の幅tの大きさは(図1参照)、後述する塗装ローラの位置決め精度に応じて、ベースコート3a,3bの重なりが確実に防止されるような大きさに設定されていればよいが、必要以上に幅tを大きくすると、ベースコート3a,3bによる加飾性向上効果が低減してしまうこととなる。従って、この幅tは、一般に0.5乃至5.0mm、特に1.0乃至3.0mm程度の大きさに設定されることが好ましい。
【0026】
また、図2(b)の断面図を参照して、前記のような隙間5による金属容器1の外観低下を回避するために、ベースコート3a,3b上に印刷層7aを形成すると共に、隙間5(即ち、下地金属の表面)を印刷層7bにより遮蔽しておくことが好適である。この場合、印刷層7bとベースコート3a,3bとの重なりを生じるが、印刷層7a,7bは、所定の版型を用いての印刷インキの転写等により形成されるものであり、その厚みは、例えば1乃至4μm程度であり、この印刷インキは、ベースコート3a、3bの間の隙間5(凹部)に入りこみ、さらに外面ニス(仕上げニス)が塗装されてニス層8が形成されるため、ベースコート3a,3bの隙間に生じる凹凸は緩和され、外面疵が発生することはない。
【0027】
尚、隙間5の遮蔽のために形成される印刷層7bの色調は、ベースコート3a,3b上に形成される印刷像の形態に応じて適宜の色に設定されるが、一般的には、濃い色調とし、隙間5での下地金属の表面を隠ぺいすることが好ましい。
【0028】
さらに、本発明においては、図1に示されているように、金属容器1の胴部の上端部9には、ベースコートを施さないことが好適である。即ち、この上端部9にベースコートを施すと、塗装ローラが鋭利な端部と接触して摩耗したり或いは傷が付いたりなどの不都合を生じるおそれがあるが、この部分にベースコートを設けないことにより、このような不都合を確実に回避することができる。
尚、この上端部9の幅d(図1において、上方のベースコート3aの上端と胴部上端との間隔)は、通常、1.5乃至3.5mm程度である。
【0029】
上述した本発明において、色調の異なるベースコートの数や大きさ等は、ベースコートの上に形成される印刷像の形態等に応じて適宜のものとすることができる。例えば、図1の例では、色調の異なる2つのベースコート3a,3bが形成されているが、図3に示すように、3つのベースコート3a,3b,3cを形成することもできる。この場合、3つのベースコート3a,3b,3cの全てが色調の異なる塗料により形成されていてもよいし、また、ベースコート3a,3cを同一の塗料により同じ色調のものとし、中間のベースコート3bを他の塗料により、色調の異なるものとすることもできる。何れにしろ、隣り合うベースコートの色調が異なるように、各ベースコートの色調を設定することができる。
【0030】
勿論、図3の態様においても、隣り合うベースコートの境界部分、具体的には、ベースコート3a,3bの間及びベースコート3b,3cの間には、図1の態様と全く同様、隙間5を形成することが必要であり、さらに、この隙間5を遮蔽するように印刷層(図示せず)を設けること及び胴部上端部9には、ベースコートを設けないことが好ましい。
【0031】
上述したベースコートは、例えば、熱硬化性、紫外線硬化性或いは電子線硬化性の樹脂成分、例えば、ポリエステル樹脂、アクリル樹脂、エポキシ樹脂、ポリウレタン樹脂等や、イソシアネート或いはメラミン樹脂などの硬化剤成分、ラジカル重合開始剤、所定の色調を有する各種の顔料を、所定の有機溶剤に分散乃至溶解して適宜の粘度に調整した塗料を塗布し、乾燥し、さらに、樹脂成分のタイプに応じて、加熱、紫外線照射、電子線照射等により硬化することにより形成される。
【0032】
本発明において、最も好適に使用されるものは、白地のベースコートを形成するホワイト塗料及びメタリックなシルバー色のベースコートを形成するシルバー塗料である。
即ち、ホワイト塗料は、前記の顔料として、酸化チタンや酸化亜鉛等の白色顔料を含むものであり、また、シルバー塗料は、前記の顔料として、アルミニウム粉などの金属粉顔料、薄板状の雲母粒子の表面を二酸化チタンや酸化鉄などによりコートして得られるパール顔料、或いはガラスフレークやそれに金属などをコーテイングしたガラスフレーク顔料などを含むものであり、特にはアルミニウム粉を用いたものが好適である。
【0033】
例えば、図1の例では、ベースコート3aをホワイト塗料で形成して白地のベースコートとし、ベースコート3bをシルバー塗料により形成し、メタリックなシルバー色とする。勿論、この逆に、上方のベースコート3aをシルバー塗料により形成し、下方のベースコート3bをホワイト塗料により形成することもできる。
また、図3の例では、上方及び下方のベースコート3a,3cをシルバー塗料により形成し、中間のベースコート3bを、ホワイト塗料に形成することが好適であり、この逆の形態とすることも好適である。
特に、従来においては、ベースコートの数が多くなるほどベースコートの境界部分に突出部が形成され、疵の発生頻度が増える傾向があるが、本発明においては、図3のように、ベースコートの数を3つとした場合においても、或いはさらにベースコートの数を増やした場合においても、色調の異なるベースコートの境界部に隙間5を形成することにより、疵の発生を確実に防止することができる。
【0034】
前記のようなベースコートが施される金属容器としては、特に制限されず、各種金属板、例えばアルミニウム板、アルミニウム合金板、ティンフリースチールなどの表面処理鋼板、ブリキ板、クロムメッキ鋼板、アルミメッキ鋼板、ニッケルメッキ鋼板、スズニッケルメッキ鋼板、その各種の合金メッキ鋼板などを、絞り−ストレッチドロー加工、絞り−ストレッチアイアニングドロー加工、或いは絞り−しごき加工などによって成形したシームレス缶など、各種のタイプの金属缶であってよいが、特に、内外面にポリエステルフィルム層が形成されているシームレス缶に本発明を適用することが最適である。
即ち、絞り−ストレッチ加工、絞り−ストレッチアイアニング加工、或いは絞り−しごき加工より極薄肉化されたシームレス缶の内面には耐食性、飲料等の内容物保護の観点から、一方外面には、成形性を向上させ且つ成形時における金属素材の表面の荒れ等を防止するためにポリエステルフィルム層がラミネートされている。
そして、胴部外面にポリエステルフィルム層を設け、前記ベースコートを該ポリエステルフィルム層上に設けることにより、前記ベースコートが胴部の上端部分に形成されていない金属容器の後加工をスムーズに行うことができる。
さらに、前記シームレス缶の外面のポリエステルフィルム層は、従来公知の酸化チタン等の着色剤粒子からなる白色顔料を含有するポリエステルフィルム層とすることより、より一層、シームレス缶の下地金属の表面が有効に隠ぺいされ、上述したベースコートによる印刷像の鮮明化と加飾性を向上させることができる。尚、このような白色顔料は、通常、ポリエステル樹脂100重量部当り、3乃至40重量部の量で配合するのがよい。
【0035】
上述した本発明の金属容器において、ベースコートの形成は、塗布ローラを用いて、色の異なるベースコートを順次塗布し、乾燥し、硬化することによって行われる。
例えば、図1に示す態様の金属容器1にベースコート3a,3bを形成するには、図4に示すように、ベースコート3aを形成するための塗料(例えばホワイト塗料)を塗布するための塗布ローラ11とベースコート3bを形成するための塗料(例えばシルバー塗料)を塗布するための塗布ローラ13とを用いて、各塗料を、金属容器1の胴部外面に順次塗布していけばよい。
【0036】
即ち、塗料供給ローラ15を塗布ローラ11に圧接して塗料を供給しながら塗布ローラ11を金属容器1の胴部外面に回転下に接触させて塗布し、未硬化のベースコート3aを形成する(図4(a)参照)。この際、塗装ローラ11が鋭利な金属容器1の胴部上端部9の端縁と接触して摩耗や傷つきを防止するため、金属容器1の胴部上端部9には、塗布ローラ11の塗布面が接触しないように、塗布ローラ11の位置調整を行っておく。
次いで、同様にして、塗料供給ローラ15を塗布ローラ13に圧接して塗料を供給しながら塗布ローラ13を金属容器1の胴部外面に回転下に接触させて塗布し、未硬化のベースコート3bを形成する(図4(b)参照)。この際には、先に形成された未硬化のベースコート3aとの間に所定の隙間5が形成されるようにして塗布ローラ13を金属容器1の胴部外面に接触させることが必要である。
【0037】
前記のようにしてベースコート3a用の塗料及びベースコート3b用の塗料を順次塗布した後、加熱、紫外線照射或いは電子線照射等、塗料中のバインダー樹脂成分のタイプに応じて硬化を行うことにより、ベースコート3a及び3bを形成することができる。
【0038】
また、図3に示す態様の金属容器1にベースコート3a〜3cを形成するには、例えば図5に示すように、ベースコート3bを形成するための塗料(例えばホワイト塗料)を塗布するための塗布ローラ21と、ベースコート3a、3cを形成するための塗料(例えばシルバー塗料)を塗布するための塗布ローラ23と用いて、上述した場合と同様に、各塗料を、塗料供給ローラ15から塗布ローラ21,23に供給しながら、金属容器1の胴部外面に順次塗布していく。この場合、塗布ローラ23は、塗料供給面を2つ有しており、ベースコート3a、3c用の塗料(両者は同一塗料である)を同時に塗布することができる(図5(a)、(b)参照)。
尚、塗布ローラ23を用いての塗布にあたっては、金属容器1の胴部上端部9に、その塗布面が接触しないように位置調整を行っておき、且つ予め塗布されたベースコート3bの塗布層との間に所定の隙間5が形成されるように塗布を行うことは、上述した図4の例と全く同様である。
【0039】
ベースコート3b用の塗料及びベースコート3a,3c用の塗料を順次塗布した後、乾燥を行い、次いで、加熱、紫外線照射或いは電子線照射等によって硬化を行うことにより、ベースコート3a〜3cを形成することができる。
【0040】
本発明においては、金属容器1の胴部外面の所定の位置にベースコートを形成した後は、印刷により、色調の異なるベースコートの間の隙間5に印刷を施して印刷層7bを形成すると同時に、各ベースコートの上に所定の印刷像(7a)が形成される。この印刷像(7a)は、ベースコート上全て覆うようにする必要はなく、ベースコートの一部がそのまま見える部分印刷であってもよい。このような印刷は、各色の顔料乃至染料を、バインダー樹脂成分及び分散剤と共に所定の溶剤に溶解乃至分散させた油性或いは水性インキを用いて行われる。バインダー樹脂成分は、基本的には、ベースコートを形成するための塗料と同じものであってよい。
印刷手法としては、スクリーン印刷、フレキソ印刷、グラビアローラを用いたグラビア印刷、オフセット印刷、インキジェットプリンタを用いてのインキジェット方式による印刷などの手段により行うことができる。
【0041】
前記のようにして印刷が行われた後は、必要により、艶出しや印刷像保護のために仕上げニスを塗布して乾燥硬化させてニス層8を形成した後(図2(b)参照)、胴部の上端部9に、ネッキング、フランジング等の後加工を行い、ツーピース缶用の缶胴とし、内容物の充填後、蓋体を装着し、市販に供される。
尚、仕上げニスとしては、従来公知の透明な熱硬化性樹脂が使用され、例えば、熱硬化性のポリエステル樹脂、アクリル樹脂、エポキシ樹脂などを熱硬化性樹脂成分として含み、さらに、硬化剤成分としてフェノール樹脂やメラミン樹脂などのアミノ樹脂或いはイソシアネート樹脂等を含有しているものであり、これらの樹脂成分を、適宜、有機溶剤に溶解させたものである。
【0042】
上述した本発明の金属容器では、複数色のベースコートが胴部外面に施されているため、その加飾性が極めて高いと同時に、従来、この種のタイプの金属容器に頻繁に生じていた外面疵の発生が有効に防止される。
【符号の説明】
【0043】
1:金属容器
3a,3b,3c:ベースコート
5:隙間
7:印刷層
9:上端部
【特許請求の範囲】
【請求項1】
色調の異なる塗料によって形成された複数のベースコートが胴部の外面に施されており、各ベースコートは、それぞれ、胴部外面の全周にわたってストライプ状に延びていると共に、隣り合うベースコートは、互いに重ならずに延びており、両者の間に帯状の隙間が形成されていることを特徴とする金属容器。
【請求項2】
前記複数のベースコートが、ホワイト塗料とシルバー塗料で形成されている請求項1に記載の金属容器。
【請求項3】
前記隙間が印刷層により遮蔽されている請求項1または2に記載の金属容器。
【請求項4】
前記ベースコートは、胴部の上端部分には形成されていない請求項1乃至3の何れかに記載の金属容器。
【請求項5】
前記胴部の外面にポリエステルフィルム層が設けられており、前記ベースコートが該ポリエステルフィルム層上に施されている請求項1乃至4の何れかに記載の金属容器。
【請求項6】
前記ポリエステルフィルム層が、白色顔料含有ポリエステルフィルム層である請求項5に記載の金属容器。
【請求項7】
色調の異なる塗料によって形成された複数のベースコートが胴部外面に施されている金属容器の製造方法において、複数の塗装ローラを用いて、金属容器の胴部外面の全周にわたってストライプ状に延びている複数のベースコートを、隣り合うベースコート同士が互いに重ならずに且つ両者の間に帯状の隙間が存在するように、順次、形成することを特徴とする金属容器の製造方法。
【請求項8】
前記ベースコートを形成した後、印刷により前記隙間を遮蔽する請求項7に記載の金属容器の製造方法。
【請求項9】
前記塗装ローラを、前記金属容器の胴部の上端部を避けて該胴部外面に接触させてベースコートを形成する請求項7または8に記載の金属容器の製造方法。
【請求項10】
前記金属容器は、胴部外面にポリエステルフィルム層が設けられている請求項7乃至9の何れかに記載の金属容器の製造方法。
【請求項11】
前記ポリエステルフィルム層が、白色顔料含有ポリエステルフィルム層である請求項10に記載の金属容器の製造方法。
【請求項12】
前記複数のベースコートを、ホワイト塗料とシルバー塗料を用いて形成する請求項7乃至の11の何れかに記載の製造方法。
【請求項1】
色調の異なる塗料によって形成された複数のベースコートが胴部の外面に施されており、各ベースコートは、それぞれ、胴部外面の全周にわたってストライプ状に延びていると共に、隣り合うベースコートは、互いに重ならずに延びており、両者の間に帯状の隙間が形成されていることを特徴とする金属容器。
【請求項2】
前記複数のベースコートが、ホワイト塗料とシルバー塗料で形成されている請求項1に記載の金属容器。
【請求項3】
前記隙間が印刷層により遮蔽されている請求項1または2に記載の金属容器。
【請求項4】
前記ベースコートは、胴部の上端部分には形成されていない請求項1乃至3の何れかに記載の金属容器。
【請求項5】
前記胴部の外面にポリエステルフィルム層が設けられており、前記ベースコートが該ポリエステルフィルム層上に施されている請求項1乃至4の何れかに記載の金属容器。
【請求項6】
前記ポリエステルフィルム層が、白色顔料含有ポリエステルフィルム層である請求項5に記載の金属容器。
【請求項7】
色調の異なる塗料によって形成された複数のベースコートが胴部外面に施されている金属容器の製造方法において、複数の塗装ローラを用いて、金属容器の胴部外面の全周にわたってストライプ状に延びている複数のベースコートを、隣り合うベースコート同士が互いに重ならずに且つ両者の間に帯状の隙間が存在するように、順次、形成することを特徴とする金属容器の製造方法。
【請求項8】
前記ベースコートを形成した後、印刷により前記隙間を遮蔽する請求項7に記載の金属容器の製造方法。
【請求項9】
前記塗装ローラを、前記金属容器の胴部の上端部を避けて該胴部外面に接触させてベースコートを形成する請求項7または8に記載の金属容器の製造方法。
【請求項10】
前記金属容器は、胴部外面にポリエステルフィルム層が設けられている請求項7乃至9の何れかに記載の金属容器の製造方法。
【請求項11】
前記ポリエステルフィルム層が、白色顔料含有ポリエステルフィルム層である請求項10に記載の金属容器の製造方法。
【請求項12】
前記複数のベースコートを、ホワイト塗料とシルバー塗料を用いて形成する請求項7乃至の11の何れかに記載の製造方法。
【図1】


【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【図2】
【公開番号】特開2012−56609(P2012−56609A)
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願番号】特願2010−203302(P2010−203302)
【出願日】平成22年9月10日(2010.9.10)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願日】平成22年9月10日(2010.9.10)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]