
金属容器
【課題】 加工の際に内面塗膜剥離や内面塗膜割れを防止した金属容器
【解決手段】
ポリアミド樹脂:ポリイミド樹脂の配合比率(重量%)が、51.5〜57.5:48.5〜42.5であるポリアミドイミド樹脂の内面塗料を、金属容器の内面に塗装したことを特徴とする金属容器。
【解決手段】
ポリアミド樹脂:ポリイミド樹脂の配合比率(重量%)が、51.5〜57.5:48.5〜42.5であるポリアミドイミド樹脂の内面塗料を、金属容器の内面に塗装したことを特徴とする金属容器。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、内面にポリアミドイミド樹脂の内面塗料を塗装した、エアゾール容器等の金属容器に関する。
【背景技術】
【0002】
従来、市場において多数のエアゾール製品が製造、販売されており、一般消費者に使用されている。このようなエアゾール製品の金属容器であるエアゾール容器の内面には、内容物とエアゾール容器の直接的な接触を防止することにより、金属容器の腐食を防止するために、内面樹脂塗料が塗装されている。例えば、従来から多く使用されているフロン系噴射剤を用いるエアゾール容器の場合、エアゾール容器の内面には、密着性、耐薬品性が良好であるエポキシ樹脂塗料が塗装されている。しかし、エポキシ樹脂塗料を塗装したエアゾール容器に、DME (ジメチルエーテル)や浸透性の強い内容液(染毛剤、界面活性剤など)を充填すると、内面塗膜が膨れ、内面塗膜剥離が発生し、最終的に金属容器が腐食する欠点があった。又ビニル系樹脂塗料を塗装したエアゾール容器にあっては、耐熱性が低く、内面塗膜の軟化によって傷がつきやすいという欠点があり、同様に金属容器が腐食する欠点があった。そこで、従来開発されたのはポリアミドイミド樹脂の内面塗料を塗装した金属容器である。このポリアミドイミド樹脂の内面塗料を塗装した金属容器にあっては、DMEなどのように浸透性の高い噴射剤、染毛剤等の内容液を充填した場合、塗装した内面塗膜に、膨れや剥離が発生しないため、内容物によっては頗る効果的であった。このような従来のポリアミドイミド樹脂の内面塗料を塗装した文献としては、特許文献1がある。
【特許文献1】特願昭63−216961号
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、ポリアミドイミドの内面塗料においては、通常の円筒形状の缶の場合は、缶自体の加工度が低いため、加工の際に内面塗膜が、比較的金属に追随可能であり、内面塗膜と金属との密着性も良好であるが、缶胴部に大きな変形加工を施した場合やネッキング加工等により口部の絞り率を大きく、かつねじ加工を施した場合等においては、かかる部位の内面塗膜が金属に追随しなくなるため、ポリアミドイミドの内面塗料においても、加工の際に内面塗膜剥離や内面塗膜割れが発生する欠点があり、浸透性の高い噴射剤、染毛剤等の厳しい内容液を充填する金属容器として、十分なものでなかった。
本発明は、このような課題に着目してなされたものであり、柔軟性が高く、引張強度及び密着性に優れ、内面塗膜の割れ発生を防止することができると共に、加工度の大きな絞り加工、伸縮加工が施された場合でも、加工の際に内面塗膜剥離や内面塗膜割れ発生を防止した金属容器を提供することを目的とする。
【課題を解決するための手段】
【0004】
この課題を解決するため、請求項1記載の発明の解決手段は、ポリアミド樹脂:ポリイミド樹脂の配合比率(重量%)が、51.5〜57.5:48.5〜42.5であるポリアミドイミド樹脂の内面塗料を、金属容器の内面に塗装したことを特徴とする金属容器である。
【0005】
請求項2記載の発明の解決手段は、ポリアミド樹脂:ポリイミド樹脂の配合比率(重量%)が、54.5:45.5であるポリアミドイミド樹脂の内面塗料を、金属容器の内面に塗装したことを特徴とする金属容器である。
【0006】
請求項3記載の発明の解決手段は、
金属容器が、エアゾール容器、ねじ付金属ボトル容器又はアルミチューブ容器から選ばれる1つであることを特徴とする金属容器である。
【発明の効果】
【0007】
本発明に係るポリアミドイミド樹脂の内面塗料によれば、柔軟性、引張強度及び密着性に優れるため、加工度の大きな絞り加工、伸縮加工等が施された場合でも、加工の際に、内面塗膜剥離や内面塗膜割れを防止できるというという効果を奏する。具体的には、インパクト成形により製造されるねじ付金属ボトル缶、胴部変形エアゾール容器等において、内面塗膜剥離及び微小な内面塗膜割れを防止することができ、金属チューブ容器においては、内面塗膜剥離を防止する効果を有する。したがって、浸透性の強い内容液(染毛剤、界面活性剤など)を充填した場合でも、金属容器の表面の腐食を効果的に防止することができる。
【発明を実施するための最良の形態】
【0008】
以下、本発明の実施例の一例を図面に基づいて説明する。
【実施例1】
【0009】
本発明に係る金属容器の内面には、以下の製法で造られる、ポリアミドイミド樹脂塗料が塗装されている。本発明に係るポリアミドイミドの樹脂塗料は、例えば、芳香族イソシアネート、ラクタム、ボリカルボン酸およびカルボキシル基、アミノ基又は水酸基を含む化合物を、クレゾール系溶媒の存在下で反応させて得られる、ポリアミドイミドの樹脂組成物をキシレン、N−メチルビロリドン、ジメチルホルムアミドなどの溶媒で希釈して得られるもので、これに限定されるものではない。そして、本発明に係るポリアミドイミド樹脂の内面塗料の特徴は、ポリアミド樹脂:ポリイミド樹脂の配合比率(重量%)が、51.5〜57.5:48.5〜42.5である点が特徴であり、中でも実施例1として、ポリアミド樹脂:ポリイミド樹脂の配合比率(重量%)が、54.5:45.5であるポリアミドイミド樹脂の内面塗料を、金属容器内面に塗装した場合、内面塗膜の性能がより良好である結果を得ることができた。
【0010】
発明者は、検討を重ねた結果、金属容器の加工度の大小により、内面塗膜の性能に差異が生じるのは、ポリアミドとポリイミドの微妙な配合割合の差異に起因していることを見出したのである。すなわち、ポリアミドの比率が多く、ポリイミドの比率が少ないと、内面塗料は柔軟性が高いが、引張強度、密着性が劣るため、絞り加工、延ばし加工が行われる缶において、加工の際に内面塗膜剥離や内面塗膜切れが発生する。又逆に、ポリアミドの比率が少なく、ポリイミドの比率が多いと、内面塗料の引張強度、密着性は優るが、柔軟性、密着性が劣り、内面塗料が金属容器の加工時に追随できない欠点がある。その結果微小な割れが発生する。そこで、発明者は、本発明である金属容器の内面塗料として、ポリアミドとポリイミドのより適性な配合割合を見出した。
【実施例2】
【0011】
実施例2として、ポリイミド樹脂の配合比率(重量%)が、57.5:42.5であるポリアミドイミド樹脂塗料を、金属容器の内面に塗装した場合においても、実施例1同様に近似する優れた効果を得ることができた。
【実施例3】
【0012】
実施例3として、ポリイミド樹脂の配合比率(重量%)が、51.5:48.5であるポリアミドイミド樹脂塗料を、金属容器の内面に塗装した場合においても、実施例1同様に近似する優れた効果を得ることができた。
【0013】
本発明において、内面塗装される金属容器の素材は、特に限定されるものではなく、一般にエアゾール容器等の素材として使用されるアルミニウム、スティール、これらの合金等である。又金属容器の肉厚も、特に限定されるものではなく、一般なエアゾール容器等の通常の肉厚の金属板であればよい。又金属製容器の大きさ、形状なども、特に限定されるものではなく、一般に知られている大きさ、形状等の金属製容器であれば使用し得る。金属製容器の製造の際、金属板の素材は下地処理を施されることにより、塗装される内面塗膜の密着性などを良好に保つことができる。下地処理は、内面又は/及び外面に施され、例えば、金属容器の素材がアルミニウムの場合には、一般に金属表面の汚れを取り除くために、アルカリ洗浄、溶剤洗浄等の処理が行なわれる。下地処理は内面塗膜の密着性等を改善するための処理である限り、その種類、方法などには、特に限定はない。
【0014】
本発明に係る内面塗料が塗装される金属容器は、図1に示すようにエアゾール容器1、図2に示す金属チューブ容器2、図3に示すインパクト加工により製造されるねじ付金属ボトル容器3又は図4に示すDI加工により製造されるねじ付金属ボトル容器4等である。その他金属を素材とする容器であれば、適宜適用できることはいうまでもない。そして、エアゾール容器1、金属チューブ容器2又はねじ付金属ボトル容器3、4の各々の金属容器の内面に、実施例1のポリアミドイミド樹脂の内面塗料が塗装されることにより、金属容器の内面に内面塗膜5、6、7、8が形成され、内容物の金属表面への浸透を確実に防止できる効果を得ることができる。内面塗膜の厚みは、例えば、エアゾール容器1における内面塗膜5の厚みは、3〜15μm、好ましくは5〜13μmが適する。又金属チューブ容器2における内面塗膜6の厚さは、2〜12μm、好ましくは3〜5μmが適し、さらに、インパクト成形で造られる、ねじ付金属ボトル容器3の場合の内面塗膜7の厚さは、4〜10μm、好ましくは5〜8μmが適する。又、DI加工により造られる、ねじ付金属ボトル容器4場合の内面塗膜8の厚さは、3〜10μmが適する。
【0015】
本発明に係るポリアミドイミド樹脂の内面塗料の塗装方法は、公知のスプレー塗装、乾燥は、ポリアミドイミド系樹脂の内面塗料の場合は、230〜270℃の炉内で、5〜15分載置することにより行われる。この乾燥により有機溶媒を蒸発させ、樹脂の乾燥を促進し硬化させることができる。乾燥の条件は、過度の乾燥により内面塗料の表面に気泡が発生しないよう、かつ逆に不十分な乾燥部分が残らないように行われる。内面塗装の回数は通常は、1回であるが、内容物に対応して2回以上行われてもよい。
【0016】
前記金属容器に充填される内容物としては、例えば染毛剤、脱色剤、保湿剤、鎮痛剤、制汗剤、育毛剤等の成分や、殺虫剤、消臭剤、芳香剤等の金属に対して腐食性の強い内容液が充填される他、一般的な薬剤、飲料等の内容物が充填されてもよい。エアゾール容器にあっては、内容物を噴射するためのプロペラント、圧縮ガス等の噴射剤が混合又は内筒により分離された状態で充填される。
【0017】
次に、本発明に係るポリアミドイミド樹脂の内面塗料の実施例1と、従来のポリアミドイミド樹脂の内面塗料のTベント−通電値試験結果を比較し、以下の表1に示す。
Tベント−通電値試験を、以下の試験条件で行う。
(1)目的
ポリアミドイミド樹脂の内面塗料の内面塗膜の加工性を通電値にて調べる。
(2)試験装置
・30mm×50mmの平板に、ポリアミドイミド樹脂の内面塗料を塗装した試料
(※恒温器焼付温度:275°C×10分、内面塗膜の厚み:6〜7μm)
・通電計(電圧DC6.3V)
・1%食塩水
・スポンジ(20mm幅)
・落下式衝撃試験機(荷重3kg,高さ120mm,スポンジ20mm幅)
・保護フイルム
(3)試験方法
・試料を保護フイルムに包み、落下試験機に設置し、3kgの錘を120cmの高さから落下させ、試料に衝撃を加える。
・衝撃を加えた試料を、1%食塩水を含ませたスポンジに4秒間接触させ、通電値計で
最大の電流値を読みとる。
・試料に電圧をかけ、電流値がより小さければ、内面塗膜は良好である。
【表1】

【0018】
表1のTベント−通電値試験結果から、本発明に係るポリアミドイミド樹脂の内面塗料の実施例1と従来のポリアミドイミド樹脂の内面塗料の通電値を比較した場合、本発明に係る実施例1のポリアミドイミド樹脂の内面塗料は、従来のポリアミドイミド樹脂の内面塗料より、Tベント−通電値における平均値及び最大値が共に良好であるという結果を得ることができた。
【0019】
次に、本発明に係るポリアミドイミド樹脂の内面塗料の実施例1と、従来のポリアミドイミド樹脂の内面塗料の塗膜基本的特性を比較したものを、以下の表2に示す。
Tベント−曲げ性試験、クロスカットテープ剥離試験を以下の試験条件で行う。
A.Tベント−曲げ性試験条件
(1)目的
・曲げ部の内面塗膜剥離及び微小な割れの有無を目視で観察し判定する。
(2)試験装置
・30mm×50mmの平板に、ポリアミドイミド樹脂の内面塗料を塗装した試料
(※恒温器焼付温度:275°C×10分、内面塗膜の厚み:6〜7μm)
・スペーサー(厚み0.5mm、50mm×50mmのアルミニウム板)
(3)試験方法
・試料の内面塗膜の面を外側にして、スペーサーを挟んで2つに折り曲げる。
・スペーサーを挟まずに、又はスペーサー1枚を挟んで、試料を2枚に折り曲げた場合において、曲げ部の内面塗膜の剥離及び微小な内面塗膜割れの有無を目視する。
・Tベント−曲げ性試験=1は、スペーサーを全く挟まなかった(スペーサー=0)
場合に、内面塗膜の剥離及び微小な内面塗膜割れが発生し、スペーサー1枚挟んだときに、内面塗膜の剥離及び微小な内面塗膜割れが発生しなかったことを意味する。)スペーサー=0<1<2・・・・枚数が多くなればなるほど、曲げ部の条件が緩和される。
B.クロスカットテープ剥離試験条件
(1)目的
ポリアミドイミド樹脂の内面塗料の内面塗膜の密着性を目視で判定する。
(2)試験装置
・30mm×50mmの平板に、ポリアミドイミド樹脂の内面塗料を塗装した試料
(※恒温器焼付温度:275°C×10分、内面塗膜の厚み:6〜7μm)
・クロスカットゲージ
・カッター
・セロテープ
(3)試験方法
・クロスカットゲージとカッターを用いて、1mm間隔の縦横合計100マスの切り跡を付け、セロテープを付着し、一気に剥離させる。目視判定により判定する。
【表2】
【0020】
表2より、本発明に係るポリアミドイミド樹脂の内面塗料の実施例1と従来のポリアミドイミド樹脂の内面塗料の塗膜を比較した場合、本発明に係るポリアミドイミド樹脂の内面塗料は、Tベント−曲げ性試験において、0であり良好であった。又クロスカットテープ剥離試験においても、従来のポリアミドイミド樹脂の内面塗料の塗膜より良好な結果を得ることができた。
【0021】
さらに、本発明に係るポリアミドイミド樹脂の内面塗料の実施例1と従来のポリアミドイミド樹脂の内面塗料を、実際にねじ付金属ボトル容器に塗装し内面塗膜とし、そのねじ部内側の内面塗料の剥離の発生率及び通電値を測定し比較した。その結果を以下の表3に示す。
試験条件
・58φ×200高さのねじ付金属ボトル容器
・ねじ外径;30.98mm
・ねじ谷径;29.30mm
・恒温器焼付温度:215°〜260°C、内面塗膜の厚み:6〜7μm
【表3】
【0022】
表3より、本発明に係るポリアミドイミド樹脂の内面塗料の実施例1と、従来のポリアミドイミド樹脂の内面塗料の塗膜を比較した場合、本発明に係るポリアミドイミド樹脂の内面塗料は、ねじ部剥離の発生率が著しく低く良好であった。又通電値測定結果においても、従来のポリアミドイミド樹脂の内面塗料の塗膜より著しく低く、良好な結果が得られた。
【産業上の利用可能性】
【0023】
本発明において、インパクト成形により製造されるねじ付金属ボトル容器、胴部変形エアゾール容器等において、加工による内面塗膜の剥離及び内面塗膜割れの発生を防止することができるので、金属容器の表面が内容物により腐食するのを確実に防止することができ、例えば染毛剤、脱色剤、保湿剤、鎮痛剤、制汗剤、育毛剤、さらには殺虫剤、消臭剤、芳香剤等の腐食性の強い内容物用途に広く利用することができる。
【図面の簡単な説明】
【0024】
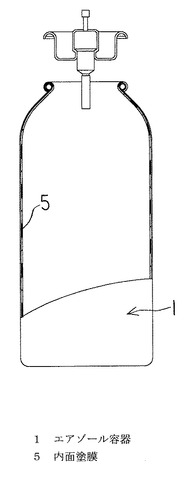
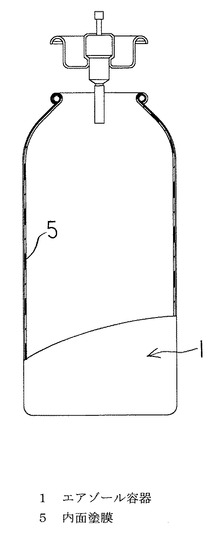
【図1】本発明に係る内面塗料が塗装されたエアゾール容器を示す正面断面図。
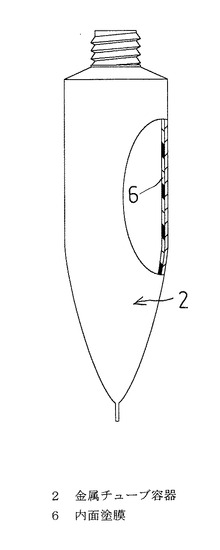
【図2】本発明に係る内面塗料が塗装された金属チューブ容器を示す正面断面図。
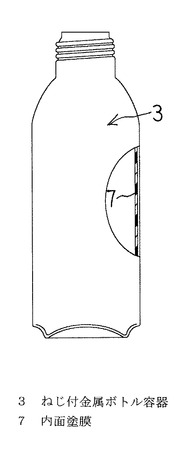
【図3】本発明に係る内面塗料が塗装されたインパクト加工により製造される、ねじ付金属ボトル容器を示す正面断面図。
【図4】本発明に係る内面塗料が塗装されたDI加工により製造される、ねじ付金属ボトル容器を示す正面断面図。
【符号の説明】
【0025】
1 エアゾール容器
2 金属チューブ容器
3 ねじ付金属ボトル容器
4 ねじ付金属ボトル容器
5、6、7、8 内面塗膜
【技術分野】
【0001】
本発明は、内面にポリアミドイミド樹脂の内面塗料を塗装した、エアゾール容器等の金属容器に関する。
【背景技術】
【0002】
従来、市場において多数のエアゾール製品が製造、販売されており、一般消費者に使用されている。このようなエアゾール製品の金属容器であるエアゾール容器の内面には、内容物とエアゾール容器の直接的な接触を防止することにより、金属容器の腐食を防止するために、内面樹脂塗料が塗装されている。例えば、従来から多く使用されているフロン系噴射剤を用いるエアゾール容器の場合、エアゾール容器の内面には、密着性、耐薬品性が良好であるエポキシ樹脂塗料が塗装されている。しかし、エポキシ樹脂塗料を塗装したエアゾール容器に、DME (ジメチルエーテル)や浸透性の強い内容液(染毛剤、界面活性剤など)を充填すると、内面塗膜が膨れ、内面塗膜剥離が発生し、最終的に金属容器が腐食する欠点があった。又ビニル系樹脂塗料を塗装したエアゾール容器にあっては、耐熱性が低く、内面塗膜の軟化によって傷がつきやすいという欠点があり、同様に金属容器が腐食する欠点があった。そこで、従来開発されたのはポリアミドイミド樹脂の内面塗料を塗装した金属容器である。このポリアミドイミド樹脂の内面塗料を塗装した金属容器にあっては、DMEなどのように浸透性の高い噴射剤、染毛剤等の内容液を充填した場合、塗装した内面塗膜に、膨れや剥離が発生しないため、内容物によっては頗る効果的であった。このような従来のポリアミドイミド樹脂の内面塗料を塗装した文献としては、特許文献1がある。
【特許文献1】特願昭63−216961号
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、ポリアミドイミドの内面塗料においては、通常の円筒形状の缶の場合は、缶自体の加工度が低いため、加工の際に内面塗膜が、比較的金属に追随可能であり、内面塗膜と金属との密着性も良好であるが、缶胴部に大きな変形加工を施した場合やネッキング加工等により口部の絞り率を大きく、かつねじ加工を施した場合等においては、かかる部位の内面塗膜が金属に追随しなくなるため、ポリアミドイミドの内面塗料においても、加工の際に内面塗膜剥離や内面塗膜割れが発生する欠点があり、浸透性の高い噴射剤、染毛剤等の厳しい内容液を充填する金属容器として、十分なものでなかった。
本発明は、このような課題に着目してなされたものであり、柔軟性が高く、引張強度及び密着性に優れ、内面塗膜の割れ発生を防止することができると共に、加工度の大きな絞り加工、伸縮加工が施された場合でも、加工の際に内面塗膜剥離や内面塗膜割れ発生を防止した金属容器を提供することを目的とする。
【課題を解決するための手段】
【0004】
この課題を解決するため、請求項1記載の発明の解決手段は、ポリアミド樹脂:ポリイミド樹脂の配合比率(重量%)が、51.5〜57.5:48.5〜42.5であるポリアミドイミド樹脂の内面塗料を、金属容器の内面に塗装したことを特徴とする金属容器である。
【0005】
請求項2記載の発明の解決手段は、ポリアミド樹脂:ポリイミド樹脂の配合比率(重量%)が、54.5:45.5であるポリアミドイミド樹脂の内面塗料を、金属容器の内面に塗装したことを特徴とする金属容器である。
【0006】
請求項3記載の発明の解決手段は、
金属容器が、エアゾール容器、ねじ付金属ボトル容器又はアルミチューブ容器から選ばれる1つであることを特徴とする金属容器である。
【発明の効果】
【0007】
本発明に係るポリアミドイミド樹脂の内面塗料によれば、柔軟性、引張強度及び密着性に優れるため、加工度の大きな絞り加工、伸縮加工等が施された場合でも、加工の際に、内面塗膜剥離や内面塗膜割れを防止できるというという効果を奏する。具体的には、インパクト成形により製造されるねじ付金属ボトル缶、胴部変形エアゾール容器等において、内面塗膜剥離及び微小な内面塗膜割れを防止することができ、金属チューブ容器においては、内面塗膜剥離を防止する効果を有する。したがって、浸透性の強い内容液(染毛剤、界面活性剤など)を充填した場合でも、金属容器の表面の腐食を効果的に防止することができる。
【発明を実施するための最良の形態】
【0008】
以下、本発明の実施例の一例を図面に基づいて説明する。
【実施例1】
【0009】
本発明に係る金属容器の内面には、以下の製法で造られる、ポリアミドイミド樹脂塗料が塗装されている。本発明に係るポリアミドイミドの樹脂塗料は、例えば、芳香族イソシアネート、ラクタム、ボリカルボン酸およびカルボキシル基、アミノ基又は水酸基を含む化合物を、クレゾール系溶媒の存在下で反応させて得られる、ポリアミドイミドの樹脂組成物をキシレン、N−メチルビロリドン、ジメチルホルムアミドなどの溶媒で希釈して得られるもので、これに限定されるものではない。そして、本発明に係るポリアミドイミド樹脂の内面塗料の特徴は、ポリアミド樹脂:ポリイミド樹脂の配合比率(重量%)が、51.5〜57.5:48.5〜42.5である点が特徴であり、中でも実施例1として、ポリアミド樹脂:ポリイミド樹脂の配合比率(重量%)が、54.5:45.5であるポリアミドイミド樹脂の内面塗料を、金属容器内面に塗装した場合、内面塗膜の性能がより良好である結果を得ることができた。
【0010】
発明者は、検討を重ねた結果、金属容器の加工度の大小により、内面塗膜の性能に差異が生じるのは、ポリアミドとポリイミドの微妙な配合割合の差異に起因していることを見出したのである。すなわち、ポリアミドの比率が多く、ポリイミドの比率が少ないと、内面塗料は柔軟性が高いが、引張強度、密着性が劣るため、絞り加工、延ばし加工が行われる缶において、加工の際に内面塗膜剥離や内面塗膜切れが発生する。又逆に、ポリアミドの比率が少なく、ポリイミドの比率が多いと、内面塗料の引張強度、密着性は優るが、柔軟性、密着性が劣り、内面塗料が金属容器の加工時に追随できない欠点がある。その結果微小な割れが発生する。そこで、発明者は、本発明である金属容器の内面塗料として、ポリアミドとポリイミドのより適性な配合割合を見出した。
【実施例2】
【0011】
実施例2として、ポリイミド樹脂の配合比率(重量%)が、57.5:42.5であるポリアミドイミド樹脂塗料を、金属容器の内面に塗装した場合においても、実施例1同様に近似する優れた効果を得ることができた。
【実施例3】
【0012】
実施例3として、ポリイミド樹脂の配合比率(重量%)が、51.5:48.5であるポリアミドイミド樹脂塗料を、金属容器の内面に塗装した場合においても、実施例1同様に近似する優れた効果を得ることができた。
【0013】
本発明において、内面塗装される金属容器の素材は、特に限定されるものではなく、一般にエアゾール容器等の素材として使用されるアルミニウム、スティール、これらの合金等である。又金属容器の肉厚も、特に限定されるものではなく、一般なエアゾール容器等の通常の肉厚の金属板であればよい。又金属製容器の大きさ、形状なども、特に限定されるものではなく、一般に知られている大きさ、形状等の金属製容器であれば使用し得る。金属製容器の製造の際、金属板の素材は下地処理を施されることにより、塗装される内面塗膜の密着性などを良好に保つことができる。下地処理は、内面又は/及び外面に施され、例えば、金属容器の素材がアルミニウムの場合には、一般に金属表面の汚れを取り除くために、アルカリ洗浄、溶剤洗浄等の処理が行なわれる。下地処理は内面塗膜の密着性等を改善するための処理である限り、その種類、方法などには、特に限定はない。
【0014】
本発明に係る内面塗料が塗装される金属容器は、図1に示すようにエアゾール容器1、図2に示す金属チューブ容器2、図3に示すインパクト加工により製造されるねじ付金属ボトル容器3又は図4に示すDI加工により製造されるねじ付金属ボトル容器4等である。その他金属を素材とする容器であれば、適宜適用できることはいうまでもない。そして、エアゾール容器1、金属チューブ容器2又はねじ付金属ボトル容器3、4の各々の金属容器の内面に、実施例1のポリアミドイミド樹脂の内面塗料が塗装されることにより、金属容器の内面に内面塗膜5、6、7、8が形成され、内容物の金属表面への浸透を確実に防止できる効果を得ることができる。内面塗膜の厚みは、例えば、エアゾール容器1における内面塗膜5の厚みは、3〜15μm、好ましくは5〜13μmが適する。又金属チューブ容器2における内面塗膜6の厚さは、2〜12μm、好ましくは3〜5μmが適し、さらに、インパクト成形で造られる、ねじ付金属ボトル容器3の場合の内面塗膜7の厚さは、4〜10μm、好ましくは5〜8μmが適する。又、DI加工により造られる、ねじ付金属ボトル容器4場合の内面塗膜8の厚さは、3〜10μmが適する。
【0015】
本発明に係るポリアミドイミド樹脂の内面塗料の塗装方法は、公知のスプレー塗装、乾燥は、ポリアミドイミド系樹脂の内面塗料の場合は、230〜270℃の炉内で、5〜15分載置することにより行われる。この乾燥により有機溶媒を蒸発させ、樹脂の乾燥を促進し硬化させることができる。乾燥の条件は、過度の乾燥により内面塗料の表面に気泡が発生しないよう、かつ逆に不十分な乾燥部分が残らないように行われる。内面塗装の回数は通常は、1回であるが、内容物に対応して2回以上行われてもよい。
【0016】
前記金属容器に充填される内容物としては、例えば染毛剤、脱色剤、保湿剤、鎮痛剤、制汗剤、育毛剤等の成分や、殺虫剤、消臭剤、芳香剤等の金属に対して腐食性の強い内容液が充填される他、一般的な薬剤、飲料等の内容物が充填されてもよい。エアゾール容器にあっては、内容物を噴射するためのプロペラント、圧縮ガス等の噴射剤が混合又は内筒により分離された状態で充填される。
【0017】
次に、本発明に係るポリアミドイミド樹脂の内面塗料の実施例1と、従来のポリアミドイミド樹脂の内面塗料のTベント−通電値試験結果を比較し、以下の表1に示す。
Tベント−通電値試験を、以下の試験条件で行う。
(1)目的
ポリアミドイミド樹脂の内面塗料の内面塗膜の加工性を通電値にて調べる。
(2)試験装置
・30mm×50mmの平板に、ポリアミドイミド樹脂の内面塗料を塗装した試料
(※恒温器焼付温度:275°C×10分、内面塗膜の厚み:6〜7μm)
・通電計(電圧DC6.3V)
・1%食塩水
・スポンジ(20mm幅)
・落下式衝撃試験機(荷重3kg,高さ120mm,スポンジ20mm幅)
・保護フイルム
(3)試験方法
・試料を保護フイルムに包み、落下試験機に設置し、3kgの錘を120cmの高さから落下させ、試料に衝撃を加える。
・衝撃を加えた試料を、1%食塩水を含ませたスポンジに4秒間接触させ、通電値計で
最大の電流値を読みとる。
・試料に電圧をかけ、電流値がより小さければ、内面塗膜は良好である。
【表1】
【0018】
表1のTベント−通電値試験結果から、本発明に係るポリアミドイミド樹脂の内面塗料の実施例1と従来のポリアミドイミド樹脂の内面塗料の通電値を比較した場合、本発明に係る実施例1のポリアミドイミド樹脂の内面塗料は、従来のポリアミドイミド樹脂の内面塗料より、Tベント−通電値における平均値及び最大値が共に良好であるという結果を得ることができた。
【0019】
次に、本発明に係るポリアミドイミド樹脂の内面塗料の実施例1と、従来のポリアミドイミド樹脂の内面塗料の塗膜基本的特性を比較したものを、以下の表2に示す。
Tベント−曲げ性試験、クロスカットテープ剥離試験を以下の試験条件で行う。
A.Tベント−曲げ性試験条件
(1)目的
・曲げ部の内面塗膜剥離及び微小な割れの有無を目視で観察し判定する。
(2)試験装置
・30mm×50mmの平板に、ポリアミドイミド樹脂の内面塗料を塗装した試料
(※恒温器焼付温度:275°C×10分、内面塗膜の厚み:6〜7μm)
・スペーサー(厚み0.5mm、50mm×50mmのアルミニウム板)
(3)試験方法
・試料の内面塗膜の面を外側にして、スペーサーを挟んで2つに折り曲げる。
・スペーサーを挟まずに、又はスペーサー1枚を挟んで、試料を2枚に折り曲げた場合において、曲げ部の内面塗膜の剥離及び微小な内面塗膜割れの有無を目視する。
・Tベント−曲げ性試験=1は、スペーサーを全く挟まなかった(スペーサー=0)
場合に、内面塗膜の剥離及び微小な内面塗膜割れが発生し、スペーサー1枚挟んだときに、内面塗膜の剥離及び微小な内面塗膜割れが発生しなかったことを意味する。)スペーサー=0<1<2・・・・枚数が多くなればなるほど、曲げ部の条件が緩和される。
B.クロスカットテープ剥離試験条件
(1)目的
ポリアミドイミド樹脂の内面塗料の内面塗膜の密着性を目視で判定する。
(2)試験装置
・30mm×50mmの平板に、ポリアミドイミド樹脂の内面塗料を塗装した試料
(※恒温器焼付温度:275°C×10分、内面塗膜の厚み:6〜7μm)
・クロスカットゲージ
・カッター
・セロテープ
(3)試験方法
・クロスカットゲージとカッターを用いて、1mm間隔の縦横合計100マスの切り跡を付け、セロテープを付着し、一気に剥離させる。目視判定により判定する。
【表2】
【0020】
表2より、本発明に係るポリアミドイミド樹脂の内面塗料の実施例1と従来のポリアミドイミド樹脂の内面塗料の塗膜を比較した場合、本発明に係るポリアミドイミド樹脂の内面塗料は、Tベント−曲げ性試験において、0であり良好であった。又クロスカットテープ剥離試験においても、従来のポリアミドイミド樹脂の内面塗料の塗膜より良好な結果を得ることができた。
【0021】
さらに、本発明に係るポリアミドイミド樹脂の内面塗料の実施例1と従来のポリアミドイミド樹脂の内面塗料を、実際にねじ付金属ボトル容器に塗装し内面塗膜とし、そのねじ部内側の内面塗料の剥離の発生率及び通電値を測定し比較した。その結果を以下の表3に示す。
試験条件
・58φ×200高さのねじ付金属ボトル容器
・ねじ外径;30.98mm
・ねじ谷径;29.30mm
・恒温器焼付温度:215°〜260°C、内面塗膜の厚み:6〜7μm
【表3】
【0022】
表3より、本発明に係るポリアミドイミド樹脂の内面塗料の実施例1と、従来のポリアミドイミド樹脂の内面塗料の塗膜を比較した場合、本発明に係るポリアミドイミド樹脂の内面塗料は、ねじ部剥離の発生率が著しく低く良好であった。又通電値測定結果においても、従来のポリアミドイミド樹脂の内面塗料の塗膜より著しく低く、良好な結果が得られた。
【産業上の利用可能性】
【0023】
本発明において、インパクト成形により製造されるねじ付金属ボトル容器、胴部変形エアゾール容器等において、加工による内面塗膜の剥離及び内面塗膜割れの発生を防止することができるので、金属容器の表面が内容物により腐食するのを確実に防止することができ、例えば染毛剤、脱色剤、保湿剤、鎮痛剤、制汗剤、育毛剤、さらには殺虫剤、消臭剤、芳香剤等の腐食性の強い内容物用途に広く利用することができる。
【図面の簡単な説明】
【0024】
【図1】本発明に係る内面塗料が塗装されたエアゾール容器を示す正面断面図。
【図2】本発明に係る内面塗料が塗装された金属チューブ容器を示す正面断面図。
【図3】本発明に係る内面塗料が塗装されたインパクト加工により製造される、ねじ付金属ボトル容器を示す正面断面図。
【図4】本発明に係る内面塗料が塗装されたDI加工により製造される、ねじ付金属ボトル容器を示す正面断面図。
【符号の説明】
【0025】
1 エアゾール容器
2 金属チューブ容器
3 ねじ付金属ボトル容器
4 ねじ付金属ボトル容器
5、6、7、8 内面塗膜
【特許請求の範囲】
【請求項1】
ポリアミド樹脂:ポリイミド樹脂の配合比率(重量%)が、51.5〜57.5:48.5〜42.5であるポリアミドイミド樹脂の内面塗料を、金属容器の内面に塗装したことを特徴とする金属容器。
【請求項2】
ポリアミド樹脂:ポリイミド樹脂の配合比率(重量%)が、54.5:45.5であるポリアミドイミド樹脂の内面塗料を、金属容器の内面に塗装したことを特徴とする請求項1記載の金属容器。
【請求項3】
金属容器が、エアゾール容器、アルミチューブ容器又はねじ付金属ボトル容器から選ばれる1つであることを特徴とする請求項1又は2記載の金属容器。
【請求項1】
ポリアミド樹脂:ポリイミド樹脂の配合比率(重量%)が、51.5〜57.5:48.5〜42.5であるポリアミドイミド樹脂の内面塗料を、金属容器の内面に塗装したことを特徴とする金属容器。
【請求項2】
ポリアミド樹脂:ポリイミド樹脂の配合比率(重量%)が、54.5:45.5であるポリアミドイミド樹脂の内面塗料を、金属容器の内面に塗装したことを特徴とする請求項1記載の金属容器。
【請求項3】
金属容器が、エアゾール容器、アルミチューブ容器又はねじ付金属ボトル容器から選ばれる1つであることを特徴とする請求項1又は2記載の金属容器。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−13172(P2010−13172A)
【公開日】平成22年1月21日(2010.1.21)
【国際特許分類】
【出願番号】特願2008−176703(P2008−176703)
【出願日】平成20年7月7日(2008.7.7)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.セロテープ
【出願人】(000238614)武内プレス工業株式会社 (72)
【Fターム(参考)】
【公開日】平成22年1月21日(2010.1.21)
【国際特許分類】
【出願日】平成20年7月7日(2008.7.7)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.セロテープ
【出願人】(000238614)武内プレス工業株式会社 (72)
【Fターム(参考)】
[ Back to top ]