
金属張積層板、プリント配線基板、半導体パッケージ、半導体装置および金属張積層板の製造方法
【課題】実装時の反りが低減された金属張積層板を提供する。
【解決手段】熱硬化性樹脂と充填材と繊維基材とを含む絶縁層101の両面に金属箔103を有する金属張積層板積層板100であり、該金属張積層板100は、エッチングにより両面の金属箔103を除去後、(1)105℃で4時間の予備加熱処理と、(2)表面温度が260〜265℃で5秒のリフロー処理とからなる加熱処理をおこなったとき、下記式B−Aから算出される寸法変化率が金属張積層板100の縦方向105および横方向107ともに、−0.080%以上0%以下である。A(%)=(予備加熱処理後寸法−初期寸法)/初期寸法×100、B(%)=(リフロー処理後寸法−初期寸法)/初期寸法×100、寸法変化率(%)=B−Aなお、各段階における積層板の寸法はIPC−TM−650の2.4.39に準拠して室温で測定する。
【解決手段】熱硬化性樹脂と充填材と繊維基材とを含む絶縁層101の両面に金属箔103を有する金属張積層板積層板100であり、該金属張積層板100は、エッチングにより両面の金属箔103を除去後、(1)105℃で4時間の予備加熱処理と、(2)表面温度が260〜265℃で5秒のリフロー処理とからなる加熱処理をおこなったとき、下記式B−Aから算出される寸法変化率が金属張積層板100の縦方向105および横方向107ともに、−0.080%以上0%以下である。A(%)=(予備加熱処理後寸法−初期寸法)/初期寸法×100、B(%)=(リフロー処理後寸法−初期寸法)/初期寸法×100、寸法変化率(%)=B−Aなお、各段階における積層板の寸法はIPC−TM−650の2.4.39に準拠して室温で測定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属張積層板、プリント配線基板、半導体パッケージ、半導体装置および金属張積層板の製造方法に関する。
【背景技術】
【0002】
近年の電子機器の高機能化および軽薄短小化の要求にともなって、電子部品の高密度集積化、さらには高密度実装化が進んできており、これらの電子機器に使用される半導体装置の小型化が急速に進行している。
そのため、半導体素子を含めた電子部品を実装するプリント配線基板も薄型化される傾向にあり、プリント配線基板の内層コア基板(以下、単に積層板ともいう)は、厚みが約0.8mmのものが主流となっている。
さらに最近では、0.4mm以下のコア基板を用いた半導体パッケージ同士を積層するパッケージ・オン・パッケージ(以下、POPという。)がモバイル機器(例えば、携帯電話、スマートフォン、タブレット型PCなど)に搭載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−50599号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このように半導体装置の小型化が進むと、従来では半導体装置の剛性の大部分を担っていた半導体素子、封止材の厚みが極めて薄くなり、半導体装置の反りが発生しやすくなる。また、構成部材としてコア基板の占める割合が大きくなるため、コア基板の物性・挙動が半導体装置の反りに大きな影響を及ぼすようになってきている。
【0005】
一方、地球環境保護の観点から半田の鉛フリー化が進むにつれて、プリント配線基板へ半田ボールを搭載するときや、マザーボードへ半導体パッケージを実装するときにおこなうリフロー工程での最高温度が非常に高くなってきている。一般的に良く使われている鉛フリー半田の融点が約210度であることからリフロー工程中での最高温度は260度を超えるレベルとなっている。
そのため、加熱時にPOPの上下の半導体パッケージは、半導体素子と半導体素子が搭載されるプリント配線基板との熱膨張の差が非常に大きいため、大きく反ってしまう場合があった。
【0006】
このような問題を解決する手段として、特許文献1(特開2007−50599号公報)には、フレキシブル金属張積層板の製造工程において、熱ラミネート時に、熱可塑性ポリイミドを含有する接着層が形成されたフィルム状接合部材にかかる張力を0.3〜1N/mの範囲に規定することが記載されている。このような手段を取ると、フィルム状接合部材の厚みが5〜15μm以下と薄くても、寸法安定性が優れるフレキシブル金属張積層板が得られると記載されている。
【0007】
本発明は上述のような課題に鑑みてなされたものであり、実装時の反りが低減された金属張積層板を提供するものである。
【課題を解決するための手段】
【0008】
本発明者は金属張積層板に反りが発生するメカニズムを鋭意調べた。その結果、金属張積層板のリフロー処理前後での寸法変化率をある範囲に規定することにより、実装時の金属張積層板の反りが低減されることを見出し、本発明を完成するに至った。
【0009】
すなわち、本発明によれば、
熱硬化性樹脂と、充填材と、繊維基材とを含む絶縁層の両面に金属箔を有する金属張積層板であって、
エッチングにより両面の金属箔を除去後、
(1)105℃で4時間の予備加熱処理と、
(2)表面温度が260〜265℃で5秒のリフロー処理と
からなる加熱処理をおこなったとき、
IPC−TM−650の2.4.39に準拠して測定した室温での当該積層板の寸法において、
上記エッチング前から上記予備加熱処理後の上記寸法の変化率をAとし、
上記エッチング前から上記リフロー処理後の上記寸法の変化率をBとしたとき、
B−Aより算出される寸法変化率が、
当該金属張積層板の縦方向および横方向ともに、−0.080%以上0%以下である、金属張積層板が提供される。
【0010】
さらに、本発明によれば、上記金属張積層板を回路加工してなる、プリント配線基板が提供される。
【0011】
さらに、本発明によれば、上記プリント配線基板に半導体素子が搭載された、半導体パッケージが提供される。
【0012】
さらに、本発明によれば、上記半導体パッケージを含む半導体装置が提供される。
【0013】
さらに、本発明によれば、
(A)熱硬化性樹脂と充填材を含む樹脂組成物を繊維基材に含浸させる工程と、
(B)加熱により上記熱硬化性樹脂を半硬化させ、プリプレグを得る工程と、
(C)上記プリプレグの両面に金属箔を重ね合わせ、加熱加圧する工程と
を含み、
上記(A)工程において、上記繊維基材にかかる張力を25N/m以上350N/m以下とする、金属張積層板の製造方法が提供される。
【発明の効果】
【0014】
本発明によれば、実装時の反りが低減された金属張積層板を提供することができる。
【図面の簡単な説明】
【0015】
【図1】本実施形態における金属張積層板の構成の一例を示す断面図である。
【図2】本実施形態におけるプリプレグの製造方法の一例を示す断面図である。
【図3】本実施形態におけるプリプレグの製造方法に用いられる、支持基材、絶縁樹脂層、および、繊維基材について、各々の幅方向寸法の形態例を示す概略図である。
【図4】本実施形態におけるプリプレグの製造方法の一例を示す断面図である。
【図5】本実施形態におけるプリプレグの製造方法の一例を示す断面図である。
【図6】本実施形態におけるプリプレグの製造方法の一例を示す断面図である。
【図7】本実施形態における半導体パッケージの構成の一例を示す断面図である。
【図8】本実施形態における半導体装置の構成の一例を示す断面図である。
【発明を実施するための形態】
【0016】
以下に、本発明の実施形態について、図面を用いて説明する。なお、すべての図面において、同様な構成要素には共通の符号を付し、適宜説明を省略する。また、図は概略図であり、実際の寸法比率とは必ずしも一致していない。
【0017】
(金属張積層板)
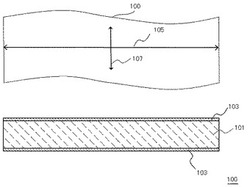
はじめに、本実施形態における金属張積層板100の構成について説明する。図1は、本実施形態における金属張積層板100の構成を示す断面図である。
金属張積層板100は、熱硬化性樹脂と、充填材と、繊維基材とを含む絶縁層101を有し、絶縁層101の両面に金属箔103を備えている。
そして、金属張積層板100はエッチングにより両面の金属箔103を除去後、(1)105℃で4時間の予備加熱処理と、(2)表面温度が260〜265℃で5秒のリフロー処理とからなる加熱処理をおこなったとき、下記式(1)〜(3)から算出される寸法変化率が、金属張積層板100の縦方向105および横方向107ともに、−0.080%以上0%以下であり、好ましくは−0.070%以上0%以下であり、さらに好ましくは−0.060%以上0%以下である。
A(%)=(予備加熱処理後寸法−初期寸法)/初期寸法×100 (1)
B(%)=(リフロー処理後寸法−初期寸法)/初期寸法×100 (2)
寸法変化率(%)=B−A (3)
各段階における積層板の寸法はIPC−TM−650の2.4.39に準拠して室温で測定する。また、上記式中の初期寸法とはエッチング前の積層板の寸法を示す。上記式(1)中の予備加熱処理後寸法とは予備加熱処理後の積層板の寸法を示す。上記式(2)中のリフロー処理後寸法とはリフロー処理後の積層板の寸法を示す。
ここで、縦方向105は積層板100の搬送方向(いわゆるMD)を指し、横方向107は、積層板の搬送方向と直交方向(いわゆるTD)を指す。なお、予備加熱処理の温度は雰囲気温度であり、リフロー処理の温度は積層板の表面の温度である。
【0018】
絶縁層の両面に金属箔を有する金属張積層板は、多くのプロセスを経て製造される複合材料であり、その内部には製造工程中に発生した歪みを内包している。
本発明者はこの内部歪みの発生メカニズムを鋭意調べたところ、製造工程中は線膨張係数が異なる金属箔によって絶縁層が拘束されているため、金属張積層板の内部に歪みがたまってしまうことを見出した。
この内部に発生した歪みは金属箔エッチング後のリフロー処理時に一気に開放され、積層板の寸法変化を引き起こす。そのため、リフロー工程においてとくに積層板の反りが起こってしまうと推察される。
【0019】
よって、上記の寸法変化率を満たす本実施形態における金属張積層板100は、リフローなどの加熱処理後の金属張積層板100の反りを低減することができる。さらに、その結果として、金属張積層板100を回路加工してなるプリント配線基板や、半導体パッケージ200、半導体装置300の反りも低減することができる。
【0020】
また、金属張積層板100の反りの防止効果をより効果的に得るためには、金属張積層板100の縦方向105および横方向107における寸法変化率の差の絶対値が、好ましくは0%以上0.03%以下であり、さらに好ましくは0%以上0.02%以下である。
縦方向105および横方向107における寸法変化率の差の絶対値が上記範囲を満たした金属張積層板100は、リフローなどの加熱処理したときの寸法変化の異方性が小さいため、実装時の金属張積層板100の反りをより一層低減することができる。
【0021】
また、金属張積層板100の反りの防止効果をより効果的に得るためには、とくに限定されないが、金属張積層板100の動的粘弾性測定による周波数1Hzでのガラス転移温度が、好ましくは200℃以上であり、より好ましくは220℃以上である。上限については、例えば、350℃以下が好ましい。
金属張積層板100は、動的粘弾性測定による周波数1Hzでのガラス転移温度が上記範囲を満たすと、金属張積層板100の剛性が高まり、実装時の金属張積層板100の反りをより一層低減することができる。
【0022】
また、金属張積層板100の反りの防止効果をより効果的に得るためには、とくに限定されないが、金属張積層板100の250℃での動的粘弾性測定による貯蔵弾性率E'が、好ましくは5GPa以上であり、より好ましくは10GPa以上である。上限値については、特に限定されるものではないが、例えば、50GPa以下とすることができる。
金属張積層板100は、150℃での貯蔵弾性率E'が上記範囲を満たすと、金属張積層板100の剛性が高まり、実装時の金属張積層板100の反りをより一層低減することができる。
【0023】
本実施形態における絶縁層101(金属張積層板100から金属箔103を除いた部分)の厚さは、好ましくは0.025mm以上0.6mm以下であり、より好ましくは0.04mm以上0.4mm以下であり、さらに好ましくは0.04mm以上0.3mm以下であり、とくに好ましくは0.05mm以上0.2mm以下である。絶縁層101の厚さが上記範囲内であると、機械的強度および生産性のバランスがとくに優れ、薄型回路基板に適した金属張積層板100を得ることができる。
【0024】
本実施形態における絶縁層101の面方向の線膨張係数は、好ましくは−11ppm/℃以上11ppm/℃以下であり、より好ましくは−9ppm/℃以上9ppm/℃以下であり、さらに好ましくは−7ppm/℃以上7ppm/℃以下である。絶縁層101の線膨張係数が上記範囲内であると、配線パターンを形成したプリント配線基板、半導体素子を搭載した半導体パッケージ200の反り抑制や温度サイクル信頼性の向上がより一層効果的に得られる。さらに半導体パッケージ200を二次実装した半導体装置300のマザーボードとの温度サイクル信頼性の向上がより一層効果的に得られる。
【0025】
(金属張積層板100の製造方法)
つづいて、本実施形態における金属張積層板100の製造方法について説明する。金属張積層板100は、熱硬化性樹脂、充填材および繊維基材を含むプリプレグを加熱硬化することによって得られる。ここで用いるプリプレグはシート状材料であり、誘電特性、高温多湿下での機械的、電気的接続信頼性などの各種特性に優れ、プリント配線基板用の金属張積層板100の製造に適しており好ましい。
【0026】
金属張積層板100は、上述したように多くのプロセスを経て製造される複合材料であり、その内部に製造工程中に発生した歪みを内包している。そのため、金属箔エッチング後のリフロー処理時にその歪みが開放され寸法変化が起こると推察される。
本発明者はプリプレグの製造の中で繊維基材に樹脂組成物を含浸させる工程で、繊維基材の張力を低圧に調節することによって、金属張積層板100内部に発生する歪みが緩和され、寸法変化率が上記の範囲を満たす金属張積層板100が得られることを見出した。
【0027】
したがって、本実施形態におけるプリプレグは、例えば、張力を低圧に調節した繊維基材に一または二以上の熱硬化性樹脂および充填材を含む樹脂組成物を含浸させ、その後、含浸させた樹脂組成物を半硬化させることによって得ることができる。
本実施形態において、樹脂組成物を繊維基材に含浸させる方法としては、繊維基材にかかる張力を低圧に調節できればとくに限定されないが、例えば、(1)支持基材付き絶縁樹脂層を繊維基材にラミネートする方法、(2)樹脂組成物を溶剤に溶かして樹脂ワニスを調製し、樹脂ワニスを繊維基材に塗布する方法、などが挙げられる。
【0028】
これらの中でも、(1)支持基材付き絶縁樹脂層を繊維基材にラミネートする方法がより好ましい。支持基材付き絶縁樹脂層を繊維基材にラミネートする方法は、繊維基材にかかる張力を低圧に調節することが容易であるため、絶縁層101に蓄積される応力をより一層低減させることができる。そのため、実装時の金属張積層板100の反りをより一層低減させることができる。
【0029】
とくに、繊維基材の厚さが0.2mm以下の場合、(1)支持基材付き絶縁樹脂層を繊維基材にラミネートする方法が好ましい。この方法によれば、繊維基材に対する樹脂組成物の含浸量を自在に調節でき、プリプレグの成形性をさらに向上させることができる。なお、支持基材付き絶縁樹脂層を繊維基材にラミネートする場合、真空のラミネート装置などを用いることがより好ましい。
【0030】
以下に、(1)支持基材付き絶縁樹脂層を繊維基材にラミネートする方法を用いたプリプレグの製造方法について説明し、金属張積層板100の構成材料についてもその都度説明する。図2は、プリプレグの製造方法を示す断面図である。図3は、本実施形態におけるプリプレグの製造方法に用いられる、支持基材13、絶縁樹脂層15a、15b、および、繊維基材11について、各々の幅方向寸法の形態例を示す概略図である。
(1)支持基材付き絶縁樹脂層をラミネートする方法を用いたプリプレグの製造方法は、(A)熱硬化性樹脂と充填材を含む絶縁樹脂層15aが支持基材13の片面に形成された第一キャリア材料5aと、熱硬化性樹脂と充填材を含む絶縁樹脂層15bが支持基材13の片面に形成された第二キャリア材料5bとをそれぞれ準備する工程と、(B)第一キャリア材料5aの絶縁樹脂層15a側と、第二キャリア材料5bの絶縁樹脂層15b側とを、繊維基材11の両面にそれぞれ重ね合わせ、減圧条件下でこれらをラミネートすることにより、絶縁樹脂層15aおよび絶縁樹脂層15bを繊維基材に含浸させる工程とを含んでいる。
【0031】
まず、上記(A)工程について説明する。
上記(A)工程においては、熱硬化性樹脂と充填材を含む絶縁樹脂層15aが支持基材13の片面に形成された第一キャリア材料5aと、熱硬化性樹脂と充填材を含む絶縁樹脂層15bが支持基材13の片面に形成された第二キャリア材料5bとをそれぞれ製造し、準備する。第一キャリア材料5aおよび第二キャリア材料5bは、支持基材13の片面側に、絶縁樹脂層15aおよび絶縁樹脂層15bが薄層状にそれぞれ形成されたものである。絶縁樹脂層15aおよび絶縁樹脂層15bは、支持基材13の片面側に所定厚みで形成することができる。
【0032】
第一キャリア材料5a、第二キャリア材料5bの製造方法としては、とくに限定されないが、例えばコンマコーター、ナイフコーター、ダイコーターなど各種コーター装置を用いて、樹脂組成物を支持基材13に塗工する方法、噴霧ノズルなどの各種スプレー装置を用いて、樹脂組成物を支持基材13に塗工する方法、などが挙げられる。
これらの中でも、各種コーター装置を用いて、樹脂組成物を支持基材13に塗工する方法が好ましい。これにより、簡易な装置で厚み精度に優れた絶縁樹脂層15a、15bを形成することができる。
【0033】
支持基材13に樹脂組成物を塗工後、必要に応じて、常温または加温下で乾燥させることができる。これにより、樹脂組成物を調製する際に有機溶媒や分散媒体などを用いた場合は、これらを実質的に除去して、絶縁樹脂層表面のタック性をなくし、取り扱い性に優れた第一キャリア材料5a、第二キャリア材料5bとすることができる。
また、熱硬化性樹脂の硬化反応を中途まで進め、後述する(B)工程または(C)工程における絶縁樹脂層15a、15bの流動性を調整することもできる。
上記加温下で乾燥させる方法としては、とくに限定されないが、熱風乾燥装置、赤外線加熱装置などを用いて連続的に処理する方法を好ましく適用することができる。
【0034】
本実施形態における第一キャリア材料5a、第二キャリア材料5bにおいて、絶縁樹脂層15a、15bの厚みは、用いる繊維基材11の厚みなどに応じて適宜設定することができる。例えば1μm以上100μm以下とすることができる。
なお、この絶縁樹脂層15a、15bは、同じ熱硬化性樹脂を用いて一回または複数回数の塗工で形成してもよいし、異なる熱硬化性樹脂を用いて複数回数の塗工で形成してもよい。
【0035】
このようにして第一キャリア材料5a、第二キャリア材料5bを製造後、絶縁樹脂層15a、15bを形成した上面側、すなわち、支持基材13と反対面側に、絶縁樹脂層表面の保護のために、保護フィルムを重ね合わせてもよい。
【0036】
支持基材13としては、例えば、長尺状のシート形態のものを好適に用いることができる。支持基材13の材質としてはとくに限定されないが、例えば、ポリエチレンテレフタレート、ポリエチレン、ポリイミドなどの熱可塑性樹脂から形成される熱可塑性樹脂フィルム、銅、銅合金、アルミ、アルミ合金、銀、銀合金などの金属から形成される金属箔などを好適に用いることができる。
これらの中でも、熱可塑性樹脂フィルムを形成する熱可塑性樹脂としては、耐熱性に優れ、安価であることから、ポリエチレンテレフタレートが好ましい。
また、金属箔を形成する金属としては、導電性に優れ、エッチングによる回路形成が容易であり、また安価であることから銅または銅合金が好ましい。
【0037】
上記支持基材13として熱可塑性樹脂フィルムシートを用いる場合は、絶縁樹脂層15a、15bが形成される面に剥離可能な処理が施されたものであることが好ましい。これにより、プリプレグの製造時または製造後に、絶縁樹脂層15a、15bと支持基材13とを容易に分離することができる。
【0038】
この熱可塑性樹脂フィルムシートの厚みとしては、例えば、15μm以上75μm以下のものを用いることができる。この場合、第一キャリア材料5a、第二キャリア材料5bを製造する際の作業性を良好なものとすることができる。
熱可塑性樹脂フィルムの厚みが上記下限値以上であると、第一キャリア材料5a、第二キャリア材料5bを製造する際の機械的強度を充分に確保することができる。また、上記上限値以下であると、第一キャリア材料5a、第二キャリア材料5bの生産性が向上することがある。
【0039】
支持基材13として金属箔を用いる場合は、絶縁樹脂層15a、15bが形成される面に剥離可能な処理が施されたものを用いてもよいし、このような処理が施されていないか、絶縁樹脂層15a、15bとの密着性を向上させる処理が施されたものを用いてもよい。
【0040】
支持基材13として、絶縁樹脂層15a、15bが形成される面に剥離可能な処理が施された金属箔を用いた場合は、上記熱可塑性樹脂フィルムを用いた場合と同様の効果を発現させることができる。
この金属箔の厚みは、例えば、1μm以上70μm以下である。これにより、第一キャリア材料5a、第二キャリア材料5bを製造する際の作業性を良好なものとすることができる。
金属箔の厚みが上記下限値以上であると、第一キャリア材料5a、第二キャリア材料5bを製造する際の機械的強度を充分に確保することができる。また、厚みが上記上限値以下であると、第一キャリア材料5a、第二キャリア材料5bの生産性が向上することがある。
【0041】
なお、支持基材として、熱可塑性樹脂フィルム、あるいは絶縁樹脂層15a、15bが形成される面に剥離可能な処理が施された金属箔を用いる場合、絶縁樹脂層15a、15bが形成される側の支持基材13表面の凹凸は、極力小さいものであることが好ましい。これにより、金属張積層板100を製造した場合に、絶縁層101の表面平滑性を高めることができるので、絶縁層101表面を粗化処理した後に金属メッキなどにより新たな導体層を形成する際に、微細な回路をより容易に加工形成することができる。
【0042】
一方、支持基材として、剥離可能な処理が施されていないか、絶縁樹脂層15a、15bとの密着性を向上させる処理が施された金属箔を用いる場合は、金属張積層板100の製造時に、この金属箔を回路形成のための導体層(図1での金属箔103)としてそのまま用いることができる。
このとき、絶縁樹脂層15a、15bが形成される側の支持基材表面の凹凸としては、とくに限定されないが、例えばRa:0.1μm以上1.5μm以下であるものを用いることができる。
【0043】
この場合は、絶縁層101と金属箔103との密着性を充分に確保できるとともに、この金属箔103をエッチング処理などを行うことにより、微細な回路を容易に加工形成することができる。
また、この金属箔103の厚みとしては、例えば、1μm以上35μm以下であるものを好適に用いることができる。この金属箔103の厚みが上記下限値以上であると、第一キャリア材料5a、第二キャリア材料5bを製造する際の機械的強度を充分に確保することができる。また、厚みが上記上限値以下であると、微細な回路を加工形成しやすくなる。
この金属箔103は、プリプレグを製造するのに用いる第一キャリア材料5a、第二キャリア材料5bのうちの少なくとも一方の支持基材13に用いて、プリプレグを製造することができる。
なお、この用途で用いる金属箔103としては、1つの層から形成される金属箔103を用いることもできるし、金属箔103どうしが剥離可能な2つ以上の層から構成される金属箔103を用いることもできる。例えば、絶縁層に密着させる側の第1の金属箔103と、絶縁層に密着させる側と反対側に第1の金属箔103を支持できるような第2の金属箔103とを、剥離可能に接合した2層構造の金属箔を用いることができる。
【0044】
つぎに、上記(B)工程について説明する。
上記(B)工程においては、絶縁樹脂層が支持基材の片面に形成された第一キャリア材料5a、第二キャリア材料5bの絶縁樹脂層側を、繊維基材11の両面にそれぞれ重ね合わせ、減圧条件下でこれらをラミネートする。図2は、第一キャリア材料5a、第二キャリア材料5bと繊維基材11を重ね合わせる際の一例を示したものである。
【0045】
あらかじめ第一樹脂組成物を基材に塗布した第一キャリア材料5aと、第二樹脂組成物を基材に塗布した第二キャリア材料5bを製造する。つぎに、真空ラミネート装置60を用いて、減圧下で繊維基材11の両面から第一キャリア材料5aおよび第二キャリア材料5bを重ね合わせて、必要により樹脂組成物が溶融する温度以上に加熱したラミネートロール61で接合し、基材上に塗布した樹脂組成物を繊維基材11に含浸させる。
ここで、減圧下で接合することにより、第一キャリア材料5a、第二キャリア材料5bの絶縁樹脂層と繊維基材11とを接合する際に、繊維基材11の内部、あるいは、第一キャリア材料5a、第二キャリア材料5bの絶縁樹脂層と繊維基材11との接合部位に非充填部分が存在しても、これを減圧ボイドあるいは実質的な真空ボイドとすることができる。この減圧下での接合は、7000Pa以下で実施することが好ましい。さらに好ましくは3000Pa以下である。これにより、上記効果を高く発現させることができる。
このような減圧下で繊維基材11と第一キャリア材料5a、第二キャリア材料5bとを接合する他の装置としては、例えば、真空ボックス装置、真空ベクレル装置などが挙げられる。
【0046】
繊維基材11は、第一キャリア材料5a、第二キャリア材料5bの搬送方向と同じ方向に連続的に供給・搬送することができるものであり、幅方向に寸法を有している。ここで、幅方向の寸法とは、繊維基材11の搬送方向と直交方向における繊維基材11の寸法を指す。このような繊維基材11としては、例えば、長尺状のシート形態のものを好適に用いることができる。
【0047】
第一キャリア材料5a、第二キャリア材料5bと繊維基材11をラミネートする際に、絶縁樹脂層が溶融可能な温度に加温することが好ましい。これにより、第一キャリア材料5a、第二キャリア材料5bと繊維基材11とを容易に接合することができる。また、絶縁樹脂層の少なくとも一部が溶融して繊維基材11内部に含浸することにより、含浸性の良好なプリプレグを得やすくなる。
ここで、加温する方法としてはとくに限定されないが、例えば、接合する際に所定温度に加熱したラミネートロールを用いる方法などを好適に用いることができる。
ここで、加温する温度( 以下、「ラミネート温度」ともいう)としては、絶縁樹脂層を形成する樹脂の種類や配合により異なるためとくに限定されないが、絶縁樹脂層を形成する樹脂の軟化点+10℃以上の温度が好ましく、軟化点+30℃ 以上がより好ましい。これにより、繊維基材11と絶縁樹脂層とを容易に接合することができる。また、ラミネート速度を上昇させて、金属張積層板100の生産性をより向上させることができる。例えば、60℃以上150℃以下で実施することができる。軟化点は、例えば、動的粘弾性試験における、G'/G"のピーク温度で規定することができる。
【0048】
また、ラミネート時におけるラミネート速度は、0.5m/分以上10m/分以下であることが好ましく、1.0m/分以上10m/分以下であることがより好ましい。0.5m/分以上であれば、十分なラミネートが可能になり、さらに、1.0m/分以上であれば、生産性をより一層向上することができる。
【0049】
また、ラミネート時における加圧する他の方法としてはとくに限定されないが、例えば、油圧方式、空気圧方式、ギャップ間圧力方式など、所定の圧力を加えることができる従来公知の方式を採用することができる。
これらの中でも、上記接合したものに実質的に圧力を作用させることなく実施する方法が好ましい。この方法によれば、(B)工程で樹脂成分を過剰に流動させることがないので、所望とする絶縁層厚みを有し、かつ、この絶縁層厚みにおいて高い均一性を有したプリプレグを効率良く製造することができる。
また、樹脂成分の流動に伴って繊維基材11に作用する応力を最小限とすることができるので、内部歪みを非常に少ないものとすることができる。さらには、樹脂成分が溶融した際に、実質的に圧力が作用していないので、この工程における打痕不良の発生を実質的になくすことができる。
【0050】
そのため、ラミネート圧力は、とくに限定されないが、15N/cm2以上250N/cm2以下の範囲内であることが好ましく、20N/cm2以上100N/cm2以下の範囲内であることがより好ましい。この範囲内であれば、生産性をより一層向上させることができ、上記の寸法変化率の範囲を満たす金属張積層板100をより一層効率良く得ることができる。
【0051】
また、ラミネート時において、繊維基材11にかかる張力はしわ等の外観上の不具合を発生させることがない程度で、可能な限り小さくすることが好ましい。具体的には、25N/m以上350N/m以下の範囲内であることが好ましく、35N/m以上250N/m以下の範囲内であることがより好ましく、55N/m以上150N/m以下の範囲内であることがとくに好ましい。張力を上記範囲内とすることにより、プリプレグ内部に発生する歪みが緩和され、その結果、上記の寸法変化率の範囲を満たす金属張積層板100をより一層効率良く得ることができる。
【0052】
また、本実施形態においては、ラミネートする工程の前に、繊維基材11にかかる張力の張力カットを行う工程をおこなってもよい。これにより、低張力でラミネートする時に発生するしわ等の外観上不具合を解消することができる。
【0053】
張力カットの方法は、とくに限定されるものではなく、例えば、ニップロール、S字ニップロールなどの既知の張力カット法を用いることができる。また、張力カットは、ラミネート前に、張力カット装置を導入することによって達成することができる。上記例示したような方法で、張力カットを行うことによって、繊維基材11の搬送性を損なわずに、限りなく張力を減少させることができる。それゆえ、ラミネート時に発生し、寸法変化の原因となる歪みの発生をより一層抑制することができる。
【0054】
本実施形態において、ラミネートを実施する手段の具体的な構成はとくに限定されないが、得られる金属張積層板100の外観を良好なものとするために、加圧面と支持基材11との間に保護フィルムを配置してもよい。
【0055】
つぎに、各々の幅方向寸法の関係について、図3(1)〜(3)を用いて説明する。図3は、本実施形態におけるプリプレグの製造方法に用いられる、支持基材、絶縁樹脂層、および繊維基材について、各々の幅方向寸法の形態例を示す概略図である。
図3(1)〜(3)においては、第一キャリア材料5a、第二キャリア材料5bとして、繊維基材11よりも幅方向寸法が大きい支持基材13を有するとともに、繊維基材11よりも幅方向寸法が大きい絶縁樹脂層15を有するものを用いている。ここで、支持基材13、絶縁樹脂層15a、15b、繊維布の各々の幅方向寸法の関係を図3(1)に示す。
この形態では、上記(B)工程において、繊維基材11の幅方向寸法の内側領域、すなわち、幅方向で繊維基材11が存在する領域においては、第一キャリア材料5aの絶縁樹脂層15aと繊維基材11、および、第二キャリア材料5bの絶縁樹脂層15bと繊維基材11とをそれぞれ接合することができる。
また、繊維基材11の幅方向寸法の外側領域、すなわち、繊維基材11が存在していない領域においては、第一キャリア材料5aの絶縁樹脂層15a面と、第二キャリア材料5bの絶縁樹脂層15b面とを直接接合することができる。この状態を図3(2)に示す。
そして、これらの接合を減圧下で実施するため、繊維基材11の内部、あるいは、第一キャリア材料5a、第二キャリア材料5bの絶縁樹脂層15a、15bと繊維基材11との接合面などに非充填部分が残存していても、これらを減圧ボイドあるいは実質的な真空ボイドとすることができるので、(B)工程後の(C)工程で、樹脂の溶融温度以上の温度域で加熱処理した場合、これを容易に消失させることができる。そして、(C)工程において、幅方向の周辺部から空気が侵入して新たなボイドが形成されるのを防ぐことができる。この状態を図3(3)に示す。
【0056】
また、第一キャリア材料5a、第二キャリア材料5bとして、繊維基材11よりも幅方向寸法が大きい支持基材13を有するとともに、第一キャリア材料5a、第二キャリア材料5bのうちの一方、例えば、第一キャリア材料5aとして、繊維基材11よりも幅方向寸法が大きい絶縁樹脂層15aを有するものを用い、第二キャリア材料5bとして、繊維基材11と幅方向寸法が同じ絶縁樹脂層15bを有するものを用いてもよい。
【0057】
また、第一キャリア材料5a、第二キャリア材料5bとして、繊維基材11と幅方向寸法が同じ絶縁樹脂層15a、15bを有するものを用いてもよい。
【0058】
上記の(B)工程の後に、(C)熱風乾燥装置62を用いて絶縁樹脂の溶融温度以上の温度で加熱処理する工程をおこなってもよい。これにより、減圧下での接合工程で発生していた減圧ボイドなどをほぼ消し去ることができる。
加熱処理する他の方法としてはとくに限定されないが、例えば、赤外線加熱装置、加熱ロール装置、平板状の熱盤プレス装置、熱循環加熱装置、誘導加熱装置など所定の温度で加熱しうる従来公知の加熱装置を用いて実施することができる。これらの中でも、上記接合したものに実質的に圧力を作用させることなく実施する方法が好ましい。
熱風乾燥装置、赤外線加熱装置を用いた場合は、上記接合したものに実質的に圧力を作用させることなく実施することができる。この方法によれば、樹脂成分を過剰に流動させることがないので、所望とする絶縁層厚みを有し、かつ、この絶縁層厚みにおいて高い均一性を有したプリプレグをより一層効率良く製造することができる。
また、加熱ロール装置、平板状の熱盤プレス装置を用いた場合は、上記接合したものに所定の圧力を作用させることで実施することができる。また、樹脂成分の流動に伴って繊維基材に作用する応力を最小限とすることができるので、内部歪みを非常に少ないものとすることができる。
さらには、樹脂成分が溶融した際に、実質的に圧力が作用していないので、この工程における打痕不良の発生を実質的になくすことができる。
加熱温度は、樹脂層を形成する樹脂の種類や配合により異なるためとくに限定されないが、用いる熱硬化性樹脂が溶融し、かつ、熱硬化性樹脂の硬化反応が急速に進行しないような温度域とすることが好ましい。
また、加熱処理する時間は、用いる熱硬化性樹脂の種類などにより異なるためとくに限定されないが、例えば、1〜10分間処理することにより実施することができる。
【0059】
本実施形態におけるプリプレグの製造方法においては、上記(B)工程または(C)工程の後に、必要に応じて、上記で得られたプリプレグを連続して巻き取る工程をおこなってもよい。これにより、プリプレグを巻物形態とすることができるため、プリプレグを用いて金属張積層板100などを製造する際の取り扱い作業性を向上させることができる。
【0060】
また、上記の方法以外の本実施形態におけるプリプレグの製造方法には、(2)樹脂組成物を溶剤に溶かして樹脂ワニスを調製し、樹脂ワニスを繊維基材に塗布する方法などが挙げられる。例えば、参考文献1(特開2010−275337号公報)の段落0022〜0041に記載された方法である。以下、図4を参照しながら、具体的に説明する。
【0061】
ダイコーターである第1塗工装置1aと第2塗工装置1bとを備えた塗布機の間を通るように、繊維基材3が搬送されることにより、繊維基材3の両面に片面ずつそれぞれ樹脂ワニス4が塗工される。第1塗工装置1aと第2塗工装置1bは、同一のダイコーターを用いても、異なるダイコーターを用いてもよい。また、図5に示すように、第1塗工装置1aと第2塗工装置1bはロールコーターを用いてもよい。また、塗工間距離Lおよび先端重複距離Dは、図4および図5の示すように一定の距離を有するのが好ましいが、図6に示すように、一定の距離を有さなくてもよい。
【0062】
第1塗工装置1aおよび第2塗工装置1bはそれぞれ塗工先端部2を有しており、それぞれの塗工先端部2は、繊維基材3の幅方向に細長く形成されている。そして、第1塗工装置1aの塗工先端部である第1塗工先端部2aは繊維基材3の一方の面に向けて突出し、第2塗工装置1bの塗工先端部である第2塗工先端部2bは繊維基材3の他方の面に向けて突出している。それにより、樹脂ワニス4の塗工の際には、第1塗工先端部2aは繊維基材3の一方の面に樹脂ワニス4を介して接触し、第2塗工先端部2bは繊維基材3の他方の面に樹脂ワニス4を介して接触することとなる。
【0063】
第1塗工装置1aと第2塗工装置1bとから吐出される樹脂ワニス4の単位時間当たりの吐出量は、同じであってもよく、異なっていてもよい。樹脂ワニスの単位時間当たりの吐出量を異ならせることにより、塗工する樹脂ワニス4の厚みを繊維基材3の一方の面と他方の面とで個別に制御することができ、樹脂層の層厚の調整を容易に行うことができる。
乾燥機で所定の温度で加熱して、塗布された樹脂ワニス4の溶剤を揮発させると共に樹脂組成物を半硬化させてプリプレグを製造する。このように、必要な樹脂量のみを繊維基材11に供給することで、繊維基材11に作用する応力を最小限することができ、プリプレグ内部に発生する歪みが緩和される。
なお、(2)樹脂組成物を溶剤に溶かして樹脂ワニスを調製し、樹脂ワニスを繊維基材に塗布する方法では、使用する材料や加工条件は上述した(1)支持基材付き絶縁樹脂層をラミネートする方法を用いたプリプレグの製造方法に準じた材料や加工条件を使用することが好ましい。
【0064】
また、樹脂ワニスに用いられる溶剤は、樹脂組成物中の樹脂成分に対して良好な溶解性を示すことが好ましいが、悪影響を及ぼさない範囲で貧溶媒を使用しても構わない。良好な溶解性を示す溶剤としては、例えばアセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン、テトラヒドロフラン、ジメチルホルムアミド、ジメチルアセトアミド、ジメチルスルホキシド、エチレングリコール、セルソルブ系、カルビトール系などが挙げられる。
【0065】
樹脂ワニスの固形分は、とくに限定されないが、40質量%以上80質量%以下が好ましく、50質量%以上65質量%以下がより好ましい。これにより、樹脂ワニスの繊維基材への含浸性をさらに向上させることができる。繊維基材に樹脂組成物を含浸させ、所定温度、例えば80℃以上200℃以下などで乾燥させることによりプリプレグを得ることができる。
【0066】
つづいて、上記で得られたプリプレグを用いた金属張積層板100の製造方法について説明する。プリプレグを用いた金属張積層板100の製造方法は、とくに限定されないが、例えば以下の通りである。
得られたプリプレグから支持基材を剥離後、プリプレグの外側の上下両面または片面に金属箔103を重ね、ラミネーター装置やベクレル装置を用いて高真空条件下でこれらを接合する、あるいはそのままプリプレグの外側の上下両面または片面に金属箔を重ねる。
つぎに、プリプレグに金属箔を重ねたものを真空プレス機で加熱、加圧するかあるいは乾燥機で加熱することにより、金属張積層板100を得ることができる。
金属箔103の厚みは、例えば、1μm以上35μm以下である。この金属箔103の厚みが上記下限値以上であると、第一キャリア材料5a、第二キャリア材料5bを製造する際の機械的強度を充分に確保することができる。また、厚みが上記上限値以下であると、微細な回路を加工形成しやすくなる。
なお、支持基材として金属箔を使用した場合は、支持基材を剥離せずにそのまま金属張積層板100として使用することができる。
【0067】
金属箔103を構成する金属としては、例えば、銅、銅系合金、アルミ、アルミ系合金、銀、銀系合金、金、金系合金、亜鉛、亜鉛系合金、ニッケル、ニッケル系合金、錫、錫系合金、鉄、鉄系合金、コバール(商標名)、42アロイ、インバーまたはスーパーインバーなどのFe−Ni系の合金、タングステン、モリブデンなどが挙げられる。また、キャリア付電解銅箔なども使用することができる。
【0068】
(金属張積層板の構成材料)
以下、金属張積層板100を製造する際に使用する各材料について詳細に説明する。
【0069】
(熱硬化性樹脂)
熱硬化性樹脂としては、とくに限定されないが、低線膨張率および高弾性率を有し、熱衝撃性の信頼性に優れたものであることが好ましい。
また、熱硬化性樹脂の動的粘弾性測定による周波数1Hzでのガラス転移温度は、好ましくは160℃以上であり、さらに好ましくは200℃以上である。このようなガラス転移温度を有する樹脂組成物を用いることにより、鉛フリー半田リフロー耐熱性がさらに向上するという効果を得ることができる。また、樹脂組成物の動的粘弾性測定による周波数1Hzでのガラス転移温度の上限については、とくに限定するものではないが、350℃以下とすることができる。
【0070】
具体的な熱硬化性樹脂として、例えばフェノールノボラック樹脂、クレゾールノボラック樹脂、ビスフェノールAノボラック樹脂などのノボラック型フェノール樹脂、未変性のレゾールフェノール樹脂、桐油、アマニ油、クルミ油などで変性した油変性レゾールフェノール樹脂などのレゾール型フェノール樹脂などのフェノール樹脂、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビスフェノールE型エポキシ樹脂、ビスフェノールM型エポキシ樹脂、ビスフェノールP型エポキシ樹脂、ビスフェノールZ型エポキシ樹脂などのビスフェノール型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂などのノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、ビフェニルアラルキル型エポキシ樹脂、アリールアルキレン型エポキシ樹脂、ナフタレン型エポキシ樹脂、アントラセン型エポキシ樹脂、フェノキシ型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、ノルボルネン型エポキシ樹脂、アダマンタン型エポキシ樹脂、フルオレン型エポキシ樹脂などのエポキシ樹脂、ユリア(尿素)樹脂、メラミン樹脂などのトリアジン環を有する樹脂、不飽和ポリエステル樹脂、ビスマレイミド樹脂、ポリウレタン樹脂、ジアリルフタレート樹脂、シリコーン樹脂、ベンゾオキサジン環を有する樹脂、シアネート樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、ベンゾシクロブテン樹脂などが挙げられる。
これらの中の1種類を単独で用いてもよいし、異なる重量平均分子量を有する2種類以上を併用して用いてもよく、1種類または2種類以上と、それらのプレポリマーを併用して用いてもよい。
【0071】
これらの中でも、とくにシアネート樹脂(シアネート樹脂のプレポリマーを含む)が好ましい。シアネート樹脂を用いることにより、絶縁層101の線膨張係数を小さくすることができる。さらに、シアネート樹脂を用いることにより、絶縁層101の電気特性(低誘電率、低誘電正接)、機械強度などを向上させることができる。
【0072】
シアネート樹脂は、例えば、ハロゲン化シアン化合物とフェノール類とを反応させたものや、必要に応じて加熱などの方法でプレポリマー化したものなどを用いることができる。具体的には、ノボラック型シアネート樹脂、ビスフェノールA型シアネート樹脂、ビスフェノールE型シアネート樹脂、テトラメチルビスフェノールF型シアネート樹脂などのビスフェノール型シアネート樹脂、ナフトールアラルキル型の多価ナフトール類と、ハロゲン化シアンとの反応で得られるシアネート樹脂、ジシクロペンタジエン型シアネート樹脂、ビフェニルアルキル型シアネート樹脂などを挙げることができる。これらの中でもノボラック型シアネート樹脂が好ましい。ノボラック型シアネート樹脂を用いることにより、絶縁層101の架橋密度が増加し、絶縁層101の耐熱性が向上する。したがって、絶縁層101の難燃性を向上させることができる。
【0073】
この理由としては、ノボラック型シアネート樹脂は、硬化反応後にトリアジン環を形成することが挙げられる。さらに、ノボラック型シアネート樹脂は、その構造上ベンゼン環の割合が高く、炭化しやすいためと考えられる。さらに、絶縁層101の厚さを0.6mm以下にした場合であっても、ノボラック型シアネート樹脂を硬化させて作製した絶縁層101を含む金属張積層板100は優れた剛性を有する。とくに、このような金属張積層板100は加熱時における剛性に優れるので、半導体素子実装時の信頼性にも優れる。
ノボラック型シアネート樹脂としては、例えば、下記一般式(I)で示されるものを使用することができる。
【0074】
【化1】

【0075】
一般式(I)で示されるノボラック型シアネート樹脂の平均繰り返し単位nは任意の整数である。nの下限は、とくに限定されないが、1以上が好ましく、2以上がより好ましい。nが上記下限値以上であると、ノボラック型シアネート樹脂の耐熱性が向上し、加熱時に低量体が脱離、揮発することを抑制できる。また、nの上限は、とくに限定されないが、10以下が好ましく、7以下がより好ましい。nが上記上限値以下であると、溶融粘度が高くなるのを抑制でき、絶縁層101の成形性が低下することを抑制することができる。
【0076】
また、シアネート樹脂としては、下記一般式(II)で表わされるナフトール型シアネート樹脂も好適に用いられる。下記一般式(II)で表わされるナフトール型シアネート樹脂は、例えば、α−ナフトールあるいはβ−ナフトールなどのナフトール類とp−キシリレングリコール、α,α'−ジメトキシ−p−キシレン、1,4−ジ(2−ヒドロキシ−2−プロピル)ベンゼンなどとの反応により得られるナフトールアラルキル樹脂とシアン酸とを縮合させて得られるものである。一般式(II)のnは10以下であることがより好ましい。nが10以下の場合、樹脂粘度が高くならず、繊維基材への含浸性が良好で、金属張積層板100としての性能を低下させない傾向がある。また、合成時に分子内重合が起こりにくく、水洗時の分液性が向上し、収量の低下を防止できる傾向がある。
【0077】
【化2】
(式中、Rは水素原子またはメチル基を示し、nは1以上の整数を示す。)
【0078】
また、シアネート樹脂としては、下記一般式(III)で表わされるジシクロペンタジエン型シアネート樹脂も好適に用いられる。下記一般式(III)で表わされジシクロペンタジエン型シアネート樹脂は、下記一般式(III)のnが0以上8以下であることが好ましい。nが8以下の場合、樹脂粘度が高くならず、繊維基材への含浸性が良好で、金属張積層板100としての性能の低下を防止できる。また、ジシクロペンタジエン型シアネート樹脂を用いることで、積層板の低吸湿性および耐薬品性を向上させることができる。
【0079】
【化3】
(nは0以上8以下の整数を示す。)
【0080】
シアネート樹脂の重量平均分子量(Mw)の下限は、とくに限定されないが、Mw500以上が好ましく、Mw600以上がより好ましい。Mwが上記下限値以上であると、樹脂層を作製した場合にタック性の発生を抑制でき、樹脂層同士が接触したとき互いに付着したり、樹脂の転写が生じたりするのを抑制することができる。また、Mwの上限は、とくに限定されないが、Mw4,500以下が好ましく、Mw3,000以下がより好ましい。また、Mwが上記上限値以下であると、反応が速くなるのを抑制でき、プリント配線基板とした場合に、成形不良が生じたり、層間ピール強度が低下したりするのを抑制することができる。
シアネート樹脂などのMwは、例えば、GPC(ゲルパーミエーションクロマトグラフィー、標準物質:ポリスチレン換算)で測定することができる。
【0081】
また、とくに限定されないが、シアネート樹脂は1種類を単独で用いてもよいし、異なるMwを有するものを2種類以上併用して用いてもよく、1種類または2種類以上と、それらのプレポリマーとを併用して用いてもよい。
【0082】
樹脂組成物中に含まれる熱硬化性樹脂の含有量は、その目的に応じて適宜調整されれば良くとくに限定されないが、樹脂組成物全体に基づいて5質量%以上90質量%以下が好ましく、10質量%以上80質量%以下がより好ましく、20質量%以上50質量%以下がとくに好ましい。熱硬化性樹脂の含有量が上記下限値以上であると、樹脂組成物のハンドリング性が向上し、樹脂層を形成するのが容易となる。熱硬化性樹脂の含有量が上記上限値以下であると、絶縁層101の強度や難燃性が向上したり、絶縁層101の線膨張係数が低下し積層板の反りの低減効果が向上したりする場合がある。
【0083】
熱硬化性樹脂としてシアネート樹脂(とくにノボラック型シアネート樹脂、ナフトール型シアネート樹脂、ジシクロペンタジエン型シアネート樹脂)を用いる以外に、エポキシ樹脂(実質的にハロゲン原子を含まない)を用いてもよいし、併用してもよい。エポキシ樹脂としては、例えばビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールE型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビスフェノールM型エポキシ樹脂、ビスフェノールP型エポキシ樹脂、ビスフェノールZ型エポキシ樹脂などのビスフェノール型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂などのノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、キシリレン型エポキシ樹脂、ビフェニルアラルキル型エポキシ樹脂などのアリールアルキレン型エポキシ樹脂、ナフトール型エポキシ樹脂、ナフタレンジオール型エポキシ樹脂、2官能ないし4官能エポキシ型ナフタレン樹脂、ナフチレンエーテル型エポキシ樹脂、ビナフチル型エポキシ樹脂、ナフタレンアラルキル型エポキシ樹脂などのナフタレン型エポキシ樹脂、アントラセン型エポキシ樹脂、フェノキシ型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、ノルボルネン型エポキシ樹脂、アダマンタン型エポキシ樹脂、フルオレン型エポキシ樹脂などが挙げられる。
【0084】
エポキシ樹脂として、これらの中の1種類を単独で用いてもよいし、異なる重量平均分子量を有する2種類以上を併用して用いてもよく、1種類または2種類以上と、それらのプレポリマーとを併用して用いてもよい。
【0085】
これらエポキシ樹脂の中でもとくにアリールアルキレン型エポキシ樹脂が好ましい。これにより、絶縁層101の吸湿半田耐熱性および難燃性をさらに向上させることができる。
【0086】
アリールアルキレン型エポキシ樹脂とは、繰り返し単位中に一つ以上のアリールアルキレン基を有するエポキシ樹脂をいう。例えばキシリレン型エポキシ樹脂、ビフェニルジメチレン型エポキシ樹脂などが挙げられる。これらの中でもビフェニルジメチレン型エポキシ樹脂が好ましい。ビフェニルジメチレン型エポキシ樹脂は、例えば下記一般式(IV)で示すことができる。
【0087】
【化4】
【0088】
上記一般式(IV)で示されるビフェニルジメチレン型エポキシ樹脂の平均繰り返し単位nは任意の整数である。nの下限は、とくに限定されないが、1以上が好ましく、2以上がより好ましい。nが上記下限値以上であると、ビフェニルジメチレン型エポキシ樹脂の結晶化を抑制でき、汎用溶媒に対する溶解性が向上するため、取り扱いが容易となる。nの上限は、とくに限定されないが、10以下が好ましく、5以下がより好ましい。nが上記上限値以下であると、樹脂の流動性が向上し、絶縁層101の成形不良などの発生を抑制することができる。
【0089】
上記以外のエポキシ樹脂としては縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂が好ましい。これにより、絶縁層101の耐熱性、低熱膨張性をさらに向上させることができる。
【0090】
縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂は、ナフタレン、アントラセン、フェナントレン、テトラセン、クリセン、ピレン、トリフェニレン、およびテトラフェン、その他の縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂である。縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂は、複数の芳香環が規則的に配列することができるため低熱膨張性に優れる。また、ガラス転移温度も高いため耐熱性に優れる。さらに、繰返し構造の分子量が大きいため従来のノボラック型エポキシに比べ難燃性に優れ、シアネート樹脂と組合せることでシアネート樹脂の弱点の脆弱性を改善することができる。したがって、シアネート樹脂と併用して用いることで、樹脂層101のガラス転移温度はさらに高くなるため鉛フリー対応の実装信頼性を向上させることができる。
【0091】
縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂は、フェノール類化合物とホルムアルデヒド類化合物、および縮合環芳香族炭化水素化合物から合成された、ノボラック型フェノール樹脂をエポキシ化したものである。
【0092】
フェノール類化合物は、とくに限定されないが、例えば、フェノール、o−クレゾール、m−クレゾール、p−クレゾールなどのクレゾール類、2,3−キシレノール、2,4−キシレノール、2,5−キシレノール、2,6−キシレノール、3,4−キシレノール、3,5−キシレノールなどのキシレノール類、2,3,5トリメチルフェノールなどのトリメチルフェノール類、o−エチルフェノール、m−エチルフェノール、p−エチルフェノールなどのエチルフェノール類、イソプロピルフェノール、ブチルフェノール、t−ブチルフェノールなどのアルキルフェノール類、o−フェニルフェノール、m−フェニルフェノール、p−フェニルフェノール、カテコール、1,5−ジヒドロキシナフタレン、1,6−ジヒドロキシナフタレン、2,7−ジヒドロキシナフタレンなどのナフタレンジオール類、レゾルシン、カテコール、ハイドロキノン、ピロガロール、フルオログルシンなどの多価フェノール類、アルキルレゾルシン、アルキルカテコール、アルキルハイドロキノンなどのアルキル多価フェノール類が挙げられる。これらの中でも、コスト面および分解反応に与える効果から、フェノールが好ましい。
【0093】
アルデヒド類化合物は、とくに限定されないが、例えば、ホルムアルデヒド、パラホルムアルデヒド、トリオキサン、アセトアルデヒド、プロピオンアルデヒド、ポリオキシメチレン、クロラール、ヘキサメチレンテトラミン、フルフラール、グリオキザール、n-ブチルアルデヒド、カプロアルデヒド、アリルアルデヒド、ベンズアルデヒド、クロトンアルデヒド、アクロレイン、テトラオキシメチレン、フェニルアセトアルデヒド、o-トルアルデヒド、サリチルアルデヒド、ジヒドロキシベンズアルデヒド、トリヒドロキシベンズアルデヒド、4−ヒドロキシ−3−メトキシアルデヒドパラホルムアルデヒドなどが挙げられる。
【0094】
縮合環芳香族炭化水素化合物は、とくに限定されないが、例えば、メトキシナフタレン、ブトキシナフタレンなどのナフタレン誘導体、メトキシアントラセンなどのアントラセン誘導体、メトキシフェナントレンなどのフェナントレン誘導体、その他テトラセン誘導体、クリセン誘導体、ピレン誘導体、誘導体トリフェニレン、テトラフェン誘導体などが挙げられる。
【0095】
縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂はとくに限定されないが、例えば、メトキシナフタレン変性オルトクレゾールノボラックエポキシ樹脂、ブトキシナフタレン変性メタ(パラ)クレゾールノボラックエポキシ樹脂、およびメトキシナフタレン変性ノボラックエポキシ樹脂などが挙げられる。これらの中でも、下記式(V)で表される縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂が好ましい。
【0096】
【化5】
【0097】
(式中、Arは縮合環芳香族炭化水素基である。Rは互いに同一であっても異なっていてもよく、水素原子、炭素数1以上10以下の炭化水素基、ハロゲン元素、フェニル基、ベンジル基などのアリール基、およびグリシジルエーテルを含む有機基から選ばれる基である。n、p、およびqは1以上の整数である。p、qの値は、繰り返し単位毎に同一でも、異なっていてもよい。)
【0098】
【化6】
【0099】
(式(V)中のArは、式(VI)中の(Ar1)〜(Ar4)で表される構造である。式(VI)中のRは、互いに同一であっても異なっていてもよく、水素原子、炭素数1以上10以下の炭化水素基、ハロゲン元素、フェニル基、ベンジル基などのアリール基、およびグリシジルエーテルを含む有機基から選ばれる基である。)
【0100】
さらに上記以外のエポキシ樹脂としてはナフトール型エポキシ樹脂、ナフタレンジオール型エポキシ樹脂、2官能ないし4官能エポキシ型ナフタレン樹脂、ナフチレンエーテル型エポキシ樹脂などのナフタレン型エポキシ樹脂が好ましい。これにより、絶縁層101の耐熱性、低熱膨張性をさらに向上させることができる。
また、ベンゼン環に比べナフタレン環のπ−πスタッキン効果が高いため、特に、低熱膨張性、低熱収縮性に優れる。さらに、多環構造のため剛直効果が高く、ガラス転移温度が特に高いため、リフロー前後の熱収縮変化が小さい。
ナフトール型エポキシ樹脂としては、例えば、下記一般式(VII−1)、ナフタレンジオール型エポキシ樹脂としては下記式(VII−2)、2官能ないし4官能エポキシ型ナフタレン樹脂としては下記式(VII−3)(VII−4)(VII−5)、ナフチレンエーテル型エポキシ樹脂としては、例えば、下記一般式(VII−6)で示すことができる。
【0101】
【化7】
(nは平均1以上6以下の数を示す。Rはグリシジル基または炭素数1以上10以下の炭化水素基を示す。)
【0102】
【化8】
【0103】
【化9】
【0104】
【化10】
(式中、R1は水素原子またはメチル基を表す。R2はそれぞれ独立的に水素原子、炭素原子数1〜4のアルキル基、アラルキル基、ナフタレン基、またはグリシジルエーテル基含有ナフタレン基を表す。oおよびmはそれぞれ0〜2の整数であって、かつ、oまたはmのいずれか一方は1以上である。)
【0105】
エポキシ樹脂の含有量の下限は、とくに限定されないが、樹脂組成物全体において1質量%以上が好ましく、2質量%以上がより好ましい。含有量が上記下限値以上であると、シアネート樹脂の反応性が向上し、得られる製品の耐湿性を向上させることができる。エポキシ樹脂の含有量の上限は、とくに限定されないが、55質量%以下が好ましく、40質量%以下がより好ましい。含有量が上記上限値以下であると、絶縁層101の耐熱性をより向上させることができる。
【0106】
エポキシ樹脂の重量平均分子量(Mw)の下限は、とくに限定されないが、Mw500以上が好ましく、Mw800以上がより好ましい。Mwが上記下限値以上であると、樹脂層にタック性が生じるのを抑制することができる。Mwの上限は、とくに限定されないが、Mw20,000以下が好ましく、Mw15,000以下がより好ましい。Mwが上記上限値以下であると、プリプレグ作製時、繊維基材への樹脂組成物の含浸性が向上し、より均一な製品を得ることができる。エポキシ樹脂のMwは、例えばGPCで測定することができる。
【0107】
熱硬化性樹脂としてシアネート樹脂(とくにノボラック型シアネート樹脂、ナフトール型シアネート樹脂、ジシクロペンタジエン型シアネート樹脂)やエポキシ樹脂(アリールアルキレン型エポキシ樹脂、とくにビフェニルジメチレン型エポキシ樹脂、縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂、ナフタレン型エポキシ樹脂)を用いる場合、さらにフェノール樹脂を用いることが好ましい。
フェノール樹脂としては、例えば、ノボラック型フェノール樹脂、レゾール型フェノール樹脂、アリールアルキレン型フェノール樹脂などが挙げられる。フェノール樹脂として、これらの中の1種類を単独で用いてよいし、異なる重量平均分子量を有する2種類以上を併用して用いてもよく、1種類または2種類以上と、それらのプレポリマーとを併用して用いてもよい。これらの中でも、とくにアリールアルキレン型フェノール樹脂が好ましい。これにより、金属張積層板100の吸湿半田耐熱性をさらに向上させることができる。
【0108】
アリールアルキレン型フェノール樹脂としては、例えば、キシリレン型フェノール樹脂、ビフェニルジメチレン型フェノール樹脂などが挙げられる。ビフェニルジメチレン型フェノール樹脂は、例えば、下記一般式(VIII)で示すことができる。
【0109】
【化11】
【0110】
上記一般式(VIII)で示されるビフェニルジメチレン型フェノール樹脂の繰り返し単位nは任意の整数である。nの下限は、とくに限定されないが、1以上が好ましく、2以上がより好ましい。nが上記下限値以上であると、絶縁層101の耐熱性をより向上させることができる。また、繰り返し単位nの上限は、とくに限定されないが、12以下が好ましく、とくに8以下が好ましい。また、nが上記上限値以下であると、他の樹脂との相溶性が向上し、樹脂組成物の作業性を向上させることができる。
【0111】
前述のシアネート樹脂(とくにノボラック型シアネート樹脂、ナフトール型シアネート樹脂、ジシクロペンタジエン型シアネート樹脂)やエポキシ樹脂(アリールアルキレン型エポキシ樹脂、とくにビフェニルジメチレン型エポキシ樹脂、縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂、ナフタレン型エポキシ樹脂)とアリールアルキレン型フェノール樹脂との組合せにより、樹脂層の架橋密度をコントロールし、樹脂組成物の反応性を容易に制御することができる。
【0112】
フェノール樹脂の含有量の下限は、とくに限定されないが、樹脂組成物全体において1質量%以上が好ましく、5質量%以上がより好ましい。フェノール樹脂の含有量が上記下限値以上であると、絶縁層101の耐熱性を向上させることができる。また、フェノール樹脂の含有量の上限は、とくに限定されないが、樹脂組成物全体において55質量%以下が好ましく、40質量%以下がより好ましい。フェノール樹脂の含有量が上記上限値以下であると、絶縁層101の低熱膨張の特性を向上させることができる。
【0113】
フェノール樹脂の重量平均分子量(Mw)の下限は、とくに限定されないが、Mw400以上が好ましく、Mw500以上がより好ましい。Mwが上記下限以上であると、樹脂層にタック性が生じるのを抑制することができる。また、フェノール樹脂のMwの上限は、とくに限定されないが、Mw18,000以下が好ましく、Mw15,000以下がより好ましい。Mwが上記上限以下であるとプリプレグの作製時、繊維基材への樹脂組成物の含浸性が向上し、より均一な製品を得ることができる。フェノール樹脂のMwは、例えばGPCで測定することができる。
【0114】
さらに、シアネート樹脂(とくにノボラック型シアネート樹脂、ナフトール型シアネート樹脂、ジシクロペンタジエン型シアネート樹脂)とフェノール樹脂(アリールアルキレン型フェノール樹脂、とくにビフェニルジメチレン型フェノール樹脂)とエポキシ樹脂(アリールアルキレン型エポキシ樹脂、とくにビフェニルジメチレン型エポキシ樹脂、縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂、ナフタレン型エポキシ樹脂)との組合せを用いて基板(とくにプリント配線基板)を作製した場合、とくに優れた寸法安定性を得ることができる。
【0115】
また、樹脂組成物は充填材をさらに含んでいる。これにより、金属張積層板100を薄型化しても、より一層優れた機械的強度を付与することができる。さらに、金属張積層板100の低熱膨張化をより一層向上させることができる。
【0116】
(充填材)
充填材としては、例えば、タルク、焼成クレー、未焼成クレー、マイカ、ガラスなどのケイ酸塩、酸化チタン、アルミナ、ベーマイト、シリカ、溶融シリカなどの酸化物、炭酸カルシウム、炭酸マグネシウム、ハイドロタルサイトなどの炭酸塩、水酸化アルミニウム、水酸化マグネシウム、水酸化カルシウムなどの水酸化物、硫酸バリウム、硫酸カルシウム、亜硫酸カルシウムなどの硫酸塩または亜硫酸塩、ホウ酸亜鉛、メタホウ酸バリウム、ホウ酸アルミニウム、ホウ酸カルシウム、ホウ酸ナトリウムなどのホウ酸塩、窒化アルミニウム、窒化ホウ素、窒化ケイ素、窒化炭素などの窒化物、チタン酸ストロンチウム、チタン酸バリウムなどのチタン酸塩などを挙げることができる。
【0117】
充填材として、これらの中の1種類を単独で用いてもよく、2種類以上を併用して用いてもよい。これらの中でも、シリカが好ましく、溶融シリカ(とくに球状溶融シリカ)が低熱膨張性に優れる点でより好ましい。溶融シリカの形状には破砕状および球状がある。繊維基材への含浸性を確保するためには、樹脂組成物の溶融粘度を下げるため球状シリカを使うなど、その目的にあわせた使用方法を採用することができる。
【0118】
充填材の平均粒子径の下限は、とくに限定されないが、0.01μm以上が好ましく、0.1μm以上がより好ましい。充填材の粒径が上記下限値以上であると、ワニスの粘度が高くなるのを抑制でき、プリプレグ作製時の作業性を向上させることができる。また、平均粒子径の上限は、とくに限定されないが、5.0μm以下が好ましく、2.0μm以下がより好ましい。充填材の粒径が上記上限値以下であると、ワニス中で充填剤の沈降などの現象を抑制でき、より均一な絶縁層101を得ることができる。また、内層基板の導体回路がL/Sが20/20μmを下回る際には、配線間の絶縁性に影響を与えるのを抑制することができる。
【0119】
充填材の平均粒子径は、例えば、レーザー回折式粒度分布測定装置(HORIBA製、LA−500)により、粒子の粒度分布を体積基準で測定し、そのメディアン径(D50)を平均粒子径とする。
【0120】
また、充填材は、とくに限定されないが、平均粒子径が単分散の充填材を用いてもよいし、平均粒子径が多分散の充填材を用いてもよい。さらに平均粒子径が単分散および/または多分散の充填材を1種類または2種類以上で併用して用いてもよい。
【0121】
また、本実施形態の樹脂組成物は、レーザー回折散乱式粒度分布測定法による体積基準粒度分布におけるメディアン径d50が100nm以下のナノシリカ(とくに球状ナノシリカ)を含むのが好ましい。上記ナノシリカは、粒径の大きい充填材の隙間や繊維基材のストランド中に存在できるため、ナノシリカを含むことにより、充填材の充填性をさらに向上させることができる。
【0122】
充填材の含有量は、とくに限定されないが、樹脂組成物全体において20質量%以上80質量%以下が好ましく、30質量%以上75質量%以下がより好ましい。含有量が上記範囲内であると、とくに絶縁層101をより一層低熱膨張、低吸水とすることができる。
【0123】
また、本実施の形態に用いる樹脂組成物は、ゴム成分も配合することができ、例えば、ゴム粒子を用いることができる。ゴム粒子の好ましい例としては、コアシェル型ゴム粒子、架橋アクリロニトリルブタジエンゴム粒子、架橋スチレンブタジエンゴム粒子、アクリルゴム粒子、シリコーン粒子などが挙げられる。
【0124】
コアシェル型ゴム粒子は、コア層とシェル層とを有するゴム粒子であり、例えば、外層のシェル層がガラス状ポリマーで構成され、内層のコア層がゴム状ポリマーで構成される2層構造、または外層のシェル層がガラス状ポリマーで構成され、中間層がゴム状ポリマーで構成され、コア層がガラス状ポリマーで構成される3層構造のものなどが挙げられる。ガラス状ポリマー層は、例えば、メタクリル酸メチルの重合物などで構成され、ゴム状ポリマー層は、例えば、ブチルアクリレート重合物(ブチルゴム)などで構成される。コアシェル型ゴム粒子の具体例としては、スタフィロイドAC3832、AC3816N(商品名、ガンツ化成社製)、メタブレンKW−4426(商品名、三菱レイヨン社製)が挙げられる。架橋アクリロニトリルブタジエンゴム(NBR)粒子の具体例としては、XER−91(平均粒子径0.5μm、JSR社製)などが挙げられる。
【0125】
架橋スチレンブタジエンゴム(SBR)粒子の具体例としては、XSK−500(平均粒子径0.5μm、JSR社製)などが挙げられる。アクリルゴム粒子の具体例としては、メタブレンW300A(平均粒子径0.1μm)、W450A(平均粒子径0.2μm)(三菱レイヨン社製)などが挙げられる。
【0126】
シリコーン粒子は、オルガノポリシロキサンで形成されたゴム弾性微粒子であればとくに限定されず、例えば、シリコーンゴム(オルガノポリシロキサン架橋エラストマー)そのものからなる微粒子、および二次元架橋主体のシリコーンからなるコア部を三次元架橋型主体のシリコーンで被覆したコアシェル構造粒子などが挙げられる。シリコーンゴム微粒子としては、KMP−605、KMP−600、KMP−597、KMP−594(信越化学社製)、トレフィルE−500、トレフィルE−600(東レ・ダウコーニング社製)などの市販品を用いることができる。
【0127】
ゴム粒子の含有量は、とくに限定されないが、上記の充填材を合わせて、樹脂組成物全体に基づいて20質量%以上80質量%以下が好ましく、とくに30質量%以上75質量%以下が好ましい。含有量が範囲内であると、絶縁層101をより一層低吸水とすることができる。
【0128】
(その他の添加剤)
このほか、必要に応じて、樹脂組成物にはカップリング剤、硬化促進剤、硬化剤、熱可塑性樹脂、有機充填材などの添加剤を適宜配合することができる。本実施形態で用いられる樹脂組成物は、上記成分を有機溶剤などにより溶解および/または分散させた液状形態で好適に用いることができる。
【0129】
カップリング剤の使用により、熱硬化性樹脂と充填材との界面の濡れ性が向上し、繊維基材に対して樹脂組成物を均一に定着させることができる。したがって、カップリング剤を使用することにより、金属張積層板100の耐熱性、とくに吸湿後の半田耐熱性を改良することができる。
【0130】
カップリング剤としては、カップリング剤として通常用いられるものであれば使用できるが、具体的にはエポキシシランカップリング剤、カチオニックシランカップリング剤、アミノシランカップリング剤、チタネート系カップリング剤およびシリコーンオイル型カップリング剤の中から選ばれる1種以上のカップリング剤を使用することが好ましい。これにより、熱硬化性樹脂と充填材との界面の濡れ性を向上させることができ、その結果、絶縁層101の耐熱性をより一層向上させることができる。
【0131】
カップリング剤の含有量の下限は、充填材の比表面積に依存するのでとくに限定されないが、充填材100質量部に対して0.05質量部以上が好ましく、0.1質量部以上がより好ましい。カップリング剤の含有量が上記下限値以上であると、充填材を十分に被覆することができるため、熱硬化性樹脂と充填材との界面の濡れ性をより一層向上させることができ、その結果、絶縁層101の耐熱性をより一層向上させることができる。また、カップリング剤の含有量の上限は、とくに限定されないが、3質量部以下が好ましく、2質量部以下がより好ましい。カップリング剤の含有量が上記上限値以下であると、カップリング剤が熱硬化性樹脂の反応に影響を与えるのを抑制でき、得られる金属張積層板100の曲げ強度などの低下を抑制することができる。
【0132】
硬化促進剤としては公知のものを用いることができる。例えば、ナフテン酸亜鉛、ナフテン酸コバルト、オクチル酸スズ、オクチル酸コバルト、ビスアセチルアセトナートコバルト(II)、トリスアセチルアセトナートコバルト(III)などの有機金属塩、トリエチルアミン、トリブチルアミン、ジアザビシクロ[2,2,2]オクタンなどの3級アミン類、2−フェニル−4−メチルイミダゾール、2−エチル−4−エチルイミダゾール、2−フェニル−4−エチルイミダゾール、2−フェニル−4−メチル−5−ヒドロキシイミダゾール、2−フェニル−4,5−ジヒドロキシイミダゾールなどのイミダゾール類、フェノール、ビスフェノールA、ノニルフェノールなどのフェノール化合物、酢酸、安息香酸、サリチル酸、パラトルエンスルホン酸などの有機酸、オニウム塩化合物、またはこれらの混合物などが挙げられる。硬化促進剤として、これらの中の誘導体も含めて1種類を単独で用いてもよいし、これらの誘導体も含めて2種類以上を併用して用いてもよい。
オニウム塩化合物は、とくに限定されないが、例えば、下記一般式(IX)で表されるオニウム塩化合物を用いることができる。
【0133】
【化12】
【0134】
(式中、Pはリン原子である。R1、R2、R3およびR4は、それぞれ、置換もしくは無置換の芳香環または複素環を有する有機基、あるいは置換もしくは無置換の脂肪族基を示し、互いに同一であっても異なっていてもよい。A−は分子外に放出しうるプロトンを少なくとも1個以上分子内に有するn(n≧1)価のプロトン供与体のアニオン、またはその錯アニオンを示す。)
【0135】
硬化促進剤の含有量の下限は、とくに限定されないが、樹脂組成物全体の0.005質量%以上が好ましく、0.01質量%以上がより好ましい。含有量が上記下限値以上であると、硬化を促進する効果を十分に発揮することができる。硬化促進剤の含有量の上限は、とくに限定されないが、樹脂組成物全体の5質量%以下が好ましく、2質量%以下がより好ましい。含有量が上記上限値以下であるとプリプレグの保存性をより向上させることができる。
【0136】
樹脂組成物では、フェノキシ樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、ポリフェニレンオキサイド樹脂、ポリエーテルスルホン樹脂、ポリエステル樹脂、ポリエチレン樹脂、ポリスチレン樹脂などの熱可塑性樹脂、スチレン−ブタジエン共重合体、スチレン−イソプレン共重合体などのポリスチレン系熱可塑性エラストマー、ポリオレフィン系熱可塑性エラストマー、ポリアミド系エラストマー、ポリエステル系エラストマーなどの熱可塑性エラストマー、ポリブタジエン、エポキシ変性ポリブタジエン、アクリル変性ポリブタジエン、メタクリル変性ポリブタジエンなどのジエン系エラストマーを併用して用いてもよい。
【0137】
フェノキシ樹脂としては、例えば、ビスフェノール骨格を有するフェノキシ樹脂、ナフタレン骨格を有するフェノキシ樹脂、アントラセン骨格を有するフェノキシ樹脂、ビフェニル骨格を有するフェノキシ樹脂などが挙げられる。また、これらの骨格を複数種有した構造のフェノキシ樹脂を用いることもできる。
【0138】
これらの中でも、フェノキシ樹脂には、ビフェニル骨格およびビスフェノールS骨格を有するフェノキシ樹脂を用いるのが好ましい。これにより、ビフェニル骨格が有する剛直性により、フェノキシ樹脂のガラス転移温度を高くすることができるとともに、ビスフェノールS骨格の存在により、フェノキシ樹脂と金属との密着性を向上させることができる。その結果、金属張積層板100の耐熱性の向上を図ることができるとともに、プリント配線基板を製造する際に、積層板に対する配線層の密着性を向上させることができる。また、フェノキシ樹脂には、ビスフェノールA骨格およびビスフェノールF骨格を有するフェノキシ樹脂を用いるのも好ましい。これにより、プリント配線基板の製造時に、配線層の積層板への密着性をさらに向上させることができる。
また、下記一般式(X)で表されるビスフェノールアセトフェノン構造を有するフェノキシ樹脂を用いるのも好ましい。
【0139】
【化13】
【0140】
(式中、R1は互いに同一であっても異なっていてもよく、水素原子、炭素数1以上10以下の炭化水素基またはハロゲン元素から選ばれる基である。R2は、水素原子、炭素数1以上10以下の炭化水素基またはハロゲン元素から選ばれる基である。R3 は、水素原子または炭素数1以上10以下の炭化水素基であり、mは0以上5以下の整数である。)
【0141】
ビスフェノールアセトフェノン構造を含むフェノキシ樹脂は、嵩高い構造を持っているため、溶剤溶解性や、配合する熱硬化性樹脂成分との相溶性に優れる。また、ビスフェノールアセトフェノン構造を含むフェノキシ樹脂を含むと、低粗度で均一な粗面を有する絶縁層101を形成することができるため、金属張積層板100の微細配線形成性をより向上させることができる。
【0142】
ビスフェノールアセトフェノン構造を有するフェノキシ樹脂は、エポキシ樹脂とフェノール樹脂を触媒で高分子量化させる方法などの公知の方法で合成することができる。
【0143】
ビスフェノールアセトフェノン構造を有するフェノキシ樹脂は、一般式(X)のビスフェノールアセトフェノン構造以外の構造が含まれていても良く、その構造はとくに限定されないが、ビスフェノールA型、ビスフェノールF型、ビスフェノールS型、ビフェニル型、フェノールノボラック型、クレゾールノボラック型の構造などが挙げられる。これらの中でも、ビフェニル型の構造を含むものが、絶縁層101のガラス転移温度をより向上させることができる点から好ましい。
【0144】
ビスフェノールアセトフェノン構造を含むフェノキシ樹脂中の一般式(X)のビスフェノールアセトフェノン構造の含有量はとくに限定されないが、好ましくは5モル%以上95モル%以下であり、より好ましくは10モル%以上85モル%以下であり、さらに好ましくは15モル%以上75モル%以下である。含有量が上記下限値以上であると、絶縁層101の耐熱性およびプリント配線基板の耐湿信頼性を向上させる効果を十分に発揮させることができる。また、含有量が上記上限値以下であると、フェノキシ樹脂の溶剤溶解性を向上させることができる。
【0145】
フェノキシ樹脂の重量平均分子量(Mw)は、とくに限定されないが、Mw5,000以上100,000以下が好ましく、10,000以上70,000以下がより好ましく、20,000以上50,000以下がとくに好ましい。Mwが上記上限値以下であると、他の樹脂との相溶性や溶剤への溶解性を向上させることができる。上記下限値以上であると、製膜性が向上し、プリント配線基板の製造に用いる場合に不具合が発生するのを抑制することができる。
【0146】
フェノキシ樹脂の含有量は、とくに限定されないが、充填材を除く樹脂組成物の0.5質量%以上40質量%以下が好ましく、とくに1質量%以上20質量%以下が好ましい。含有量が上記下限値以上であると絶縁層101の機械強度の低下や、導体回路とのメッキ密着性の低下を抑制することができる。上記上限値以下であると、絶縁層101の熱膨張率の増加を抑制でき、耐熱性を低下させることができる。
【0147】
さらに、樹脂組成物には、必要に応じて、顔料、染料、消泡剤、レベリング剤、紫外線吸収剤、発泡剤、酸化防止剤、難燃剤、イオン捕捉剤などの上記成分以外の添加物を添加してもよい。
【0148】
顔料としては、カオリン、合成酸化鉄赤、カドミウム黄、ニッケルチタン黄、ストロンチウム黄、含水酸化クロム、酸化クロム、アルミ酸コバルト、合成ウルトラマリン青などの無機顔料、フタロシアニンなどの多環顔料、アゾ顔料などが挙げられる。
【0149】
染料としては、イソインドリノン、イソインドリン、キノフタロン、キサンテン 、ジケトピロロピロール、ペリレン、ペリノン 、アントラキノン、インジゴイド 、オキサジン、キナクリドン、ベンツイミダゾロン、ビオランスロン 、フタロシアニン、アゾメチンなどが挙げられる。
【0150】
(繊維基材)
繊維基材としては、とくに限定されないが、ガラスクロスなどのガラス繊維基材、ポリベンゾオキサゾール樹脂繊維、ポリアミド樹脂繊維、芳香族ポリアミド樹脂繊維、全芳香族ポリアミド樹脂繊維などのポリアミド系樹脂繊維、ポリエステル樹脂繊維、芳香族ポリエステル樹脂繊維、全芳香族ポリエステル樹脂繊維などのポリエステル系樹脂繊維、ポリイミド樹脂繊維、フッ素樹脂繊維などを主成分として構成される合成繊維基材、クラフト紙、コットンリンター紙、リンターとクラフトパルプの混抄紙などを主成分とする紙基材などの有機繊維基材などが挙げられる。これらの中でも、強度、吸水率の点からガラス繊維基材がとくに好ましい。また、ガラス繊維基材を用いることにより、絶縁層101の線膨張係数をさらに小さくすることができる。
【0151】
本実施形態で用いるガラス繊維基材としては、坪量(1m2あたりの繊維基材の重量)が4g/m2以上150g/m2以下のものが好ましく、8g/m2以上110g/m2以下のものがより好ましく、12g/m2以上60g/m2以下のものがさらに好ましく、12g/m2以上30g/m2以下のものがとくに好ましく、12g/m2以上24g/m2以下のものが最も好ましい。
【0152】
坪量が上記上限値以下であると、ガラス繊維基材中の樹脂組成物の含浸性が向上し、ストランドボイドや絶縁信頼性の低下の発生を抑制することができる。また炭酸ガス、UV、エキシマなどのレーザーによるスルーホールの形成を容易にすることができる。また、坪量が上記下限値以上であると、ガラス繊維基材やプリプレグの強度を向上させることができる。その結果、ハンドリング性が向上したり、プリプレグの作製が容易となったり、積層板の反りの低減効果の低下を抑制したりすることができる。
【0153】
上記ガラス繊維基材の中でも、とくに、線膨張係数が6ppm以下のガラス繊維基材であることが好ましく、3.5ppm以下のガラス繊維基材であることがより好ましい。このような線膨張係数を有するガラス繊維基材を用いることにより、本実施形態の金属張積層板100の反りをさらに抑制することができる。
【0154】
さらに、本実施形態で用いるガラス繊維基材を構成する材料の引張弾性率が好ましくは60GPa以上100GPa以下であり、より好ましくは65GPa以上92GPa以下であり、とくに好ましくは86GPa以上92GPa以下である。このような引張弾性率を有する繊維基材を用いることにより、例えば半導体実装時のリフロー熱による配線板の変形を効果的に抑制することができるので、電子部品の接続信頼性がさらに向上する。
【0155】
また、本実施形態で用いるガラス繊維基材は、1MHzでの誘電率が好ましくは3.8以上7.0以下であり、より好ましくは3.8以上6.8以下であり、とくに好ましくは3.8以上5.5以下である。このような誘電率を有するガラス繊維基材を用いることにより、金属張積層板100の誘電率をさらに低減することができるため、金属張積層板100は高速信号を用いた半導体パッケージに好適に用いることができる。
【0156】
上記のような線膨張係数、引張弾性率および誘電率を有するガラス繊維基材として、例えば、Eガラス、Sガラス、Dガラス、Tガラス、NEガラス、石英ガラス、UNガラスからなる群から選ばれる少なくとも一種を含むガラス繊維基材が好適に用いられる。
【0157】
繊維基材の厚みはとくに限定されないが、好ましくは5μm以上150μm以下であり、より好ましくは10μm以上100μm以下であり、さらに好ましくは12μm以上60μm以下である。このような厚みを有する繊維基材を用いることにより、プリプレグ製造時のハンドリング性をさらに向上させることができ、また、金属張積層板100の反り低減効果を向上させることができる。
【0158】
繊維基材の厚みが上記上限値以下であると、繊維基材中の樹脂組成物の含浸性が向上し、ストランドボイドや絶縁信頼性の低下の発生を抑制することができる。また炭酸ガス、UV、エキシマなどのレーザーによるスルーホールの形成を容易にすることができる。また、繊維基材の厚みが上記下限値以上であると、繊維基材やプリプレグの強度を向上させることができる。その結果、ハンドリング性が向上したり、プリプレグの作製が容易となったり、金属張積層板100の反りの低減効果の低下を抑制したりすることができる。
【0159】
また、繊維基材の使用枚数は、一枚に限らず、薄い繊維基材を複数枚重ねて使用することも可能である。なお、繊維基材を複数枚重ねて使用する場合は、その合計の厚みが上記の範囲を満たせばよい。
【0160】
また、本実施形態における絶縁層101に含まれる繊維基材と充填材との合計が、55質量%以上90質量%以下であることが好ましく、70質量%以上85質量%以下であることがより好ましい。繊維基材と充填材との合計が上記範囲内であると、繊維基材への樹脂の含浸性、成形性のバランスをとりながら、金属張積層板100の剛性を高めることができるため、実装時の金属張積層板100の反りをより一層低減することができる。
【0161】
(プリント配線基板および半導体パッケージ)
つづいて、本実施形態におけるプリント配線基板および半導体パッケージ200について説明する。
金属張積層板100は、図7に示すような半導体パッケージ200に用いることができる。プリント配線基板および半導体パッケージ200の製造方法としては、とくに限定されないが、例えば以下のような方法がある。
金属張積層板100に層間接続用のスルーホールを形成し、サブトラクティブ工法、セミアディティブ工法などにより配線層を作製する。その後、必要に応じてビルドアップ層(図7では図示しない)を積層して、アディティブ工法により層間接続および回路形成する工程を繰り返す。そして、必要に応じてソルダーレジスト層201を積層して、上記に準じた方法で回路形成することにより、プリント配線基板を得ることができる。ここで、一部あるいは全てのビルドアップ層およびソルダーレジスト層201は繊維基材を含んでも構わないし、含まなくても構わない。
【0162】
つぎに、ソルダーレジスト層201全面にフォトレジストを塗布した後に、フォトレジストの一部を除去してソルダーレジスト層201の一部を露出させる。なお、ソルダーレジスト層201には、フォトレジストの機能を持ったレジストを使用することもできる。この場合は、フォトレジストの塗布の工程を省略できる。つぎに、露出したソルダーレジスト層201の除去をおこなって、開口部209を形成する。
【0163】
つづいて、リフロー処理をおこなうことによって、半導体素子203を配線パターンの一部である接続端子205上に半田バンプ207を介して固着させる。その後、半導体素子203、半田バンプ207などを封止材211で封止することによって、図7に示す様な半導体パッケージ200を得ることができる。
【0164】
(半導体装置)
つづいて、本実施形態における半導体装置300について説明する。
半導体パッケージ200は、図8に示すような半導体装置300に用いることができる。半導体装置300の製造方法としては、とくに限定されないが、例えば以下のような方法がある。
はじめに、得られた半導体パッケージ200のソルダーレジスト層201の開口部209に半田ペーストを供給し、リフロー処理を行なうことによって半田バンプ301を形成する。また、半田バンプ301は、あらかじめ作製した半田ボールを開口部209に取り付けることによっても形成できる。
【0165】
つぎに、実装基板303の接続端子305と半田バンプ301とを接合することによって半導体パッケージ200を実装基板303に実装し、図8に示した半導体装置300が得られる。
【0166】
以上に説明したように、本実施形態によれば、実装時の反りが低減された金属張積層板100を提供することができる。とくに、厚みが薄い金属張積層板100とした場合でも、反りの発生を効果的に抑制することができる。そして、本実施形態における金属張積層板100を用いたプリント配線基板は、反り、寸法安定性などの機械的特性、成形性に優れたものである。したがって、本実施形態における金属張積層板100は、高密度化、高多層化が要求されるプリント配線板など、信頼性が要求される用途に好適に用いることができる。
【0167】
本実施形態における金属張積層板100は、上述の回路加工およびそれ以後の各プロセスにおいても反りの発生が低減される。また、本実施形態における半導体パッケージ200は、反りおよびクラックが発生しにくく、薄型化が可能である。したがって半導体パッケージ200を含む半導体装置300は、接続信頼性を向上させることができる。
【0168】
以上、本発明の実施形態について述べたが、これらは本発明の例示であり、上記以外の様々な構成を採用することもできる。例えば、本実施形態では、プリプレグが一層の場合を示したが、プリプレグを二層以上積層したものを用いて金属張積層板100を作製してもよい。
本実施形態における金属張積層板100にビルドアップ層をさらに積層した構成を取ることもできる。
【実施例】
【0169】
以下、本発明を実施例および比較例により説明するが、本発明はこれらに限定されるものではない。なお、実施例では、部はとくに特定しない限り質量部を表す。また、それぞれの厚みは平均膜厚で表わされている。
【0170】
実施例および比較例では、以下の原料を用いた。
エポキシ樹脂A:ビフェニルアラルキル型ノボラックエポキシ樹脂(日本化薬社製、NC−3000)
エポキシ樹脂B:ビフェニルアラルキル型エポキシ樹脂(日本化薬社製、NC−3000FH)
エポキシ樹脂C:ナフタレンジオールジグリシジルエーテル(DIC社製、エピクロンHP−4032D)
エポキシ樹脂D:ナフチレンエーテル型エポキシ樹脂(DIC社製、エピクロンHP−6000)
【0171】
シアネート樹脂A:ノボラック型シアネート樹脂(ロンザジャパン社製、プリマセットPT−30)
シアネート樹脂B:一般式(II)で表わされるp−キシレン変性ナフトールアラルキル型シアネート樹脂(ナフトールアラルキル型フェノール樹脂(東都化成社製、「SN−485誘導体」)と塩化シアンの反応物)
【0172】
フェノール樹脂A:ビフェニルジメチレン型フェノール樹脂(日本化薬社製、GPH−103)
アミン化合物:4,4'−ジアミノジフェニルメタン
ビスマレイミド化合物(ケイアイ化成工業社製、BMI−70)
【0173】
フェノキシ樹脂A:ビスフェノールアセトフェノン構造を含むフェノキシ樹脂(三菱化学社製、YX−6954BH30)
【0174】
充填材A:球状シリカ(アドマテックス社製、SO−25R、平均粒径0.5μm)
充填材B:球状シリカ(アドマテックス社製、SO−31R、平均粒径1.0μm)
充填材C:球状シリカ(トクヤマ社製、NSS−5N、平均粒径75nm)
充填材D:ベーマイト(ナバルテック社製、AOH−30)
充填材E:シリコーン粒子(信越化学工業社製、KMP−600、平均粒径5μm)
【0175】
カップリング剤A:γ−グリシドキシプロピルトリメトキシシラン(GE東芝シリコーン社製、A−187)
カップリング剤B:N−フェニル−γ−アミノプロピルトリメトキシシラン(信越化学工業社製、KBM−573)
硬化促進剤A:上記一般式(IX)に該当するオニウム塩化合物のリン系触媒(住友ベークライト社製、C05−MB)
硬化促進剤B:オクチル酸亜鉛
【0176】
(実施例)
以下の手順を用いて、本実施形態における金属張積層板を作製した。
まず、プリプレグの製造について説明する。使用した樹脂ワニスの組成を表1に示し、得られたプリプレグ1〜16が有する各層の厚みを表2に示す。なお、表2、3に記載のP1〜P16とはプリプレグ1〜プリプレグ16を意味し、表2に記載のユニチカとはユニチカグラスファイバー社製、日東紡とは日東紡社製を意味する。
【0177】
(プリプレグ1)
1.樹脂組成物のワニス1の調製
エポキシ樹脂Aとしてビフェニルアラルキル型ノボラックエポキシ樹脂(日本化薬社製、NC−3000)11.0質量部、アミン化合物として4,4'−ジアミノジフェニルメタン3.5質量部、ビスマレイミド化合物としてビス−(3−エチル−5−メチル−4−マレイミドフェニル)メタン(ケイアイ化成工業社製、BMI−70)20.0質量部、をメチルエチルケトンに溶解、分散させた。さらに、充填材Aとして球状シリカ(アドマテックス社製、SO−25R、平均粒径0.5μm)20.0質量部、充填材Bとしてベーマイト(ナバルテック社製、AOH−30)45.0質量部とカップリング剤Aとしてγ−グリシドキシプロピルトリメトキシシラン(GE東芝シリコーン社製、A−187)0.5質量部を添加し、高速撹拌装置を用いて30分間撹拌して、不揮発分65質量%の樹脂組成物のワニス1(樹脂ワニス1)を調製した。
【0178】
2.キャリア材料の製造
樹脂ワニス1を、支持基材であるキャリア箔付き極薄銅箔(三井金属鉱業社製、マイクロシンEx、1.5μm)上に、ダイコーター装置を用いて乾燥後の樹脂層の厚さが30μmとなるように塗工した。次いで、これを160℃の乾燥装置で5分間乾燥して、第一樹脂層用の銅箔付き樹脂シート1A(キャリア材料1A)を得た。
【0179】
また、樹脂ワニス1をキャリア箔付き極薄銅箔(三井金属鉱業社製、マイクロシンEx、1.5μm)上に同様に塗工し、乾燥後の樹脂層の厚さが30μmになるように、160℃の乾燥機で5分間乾燥して、第二樹脂層用の銅箔付き樹脂シート1B(キャリア材料1B)を得た。
【0180】
3.プリプレグの製造
(プリプレグ1)
第一樹脂層用のキャリア材料1A、および第二樹脂層用のキャリア材料1Bをガラス繊維基材(厚さ91μm、日東紡社製Tガラス織布、WTX−116E、IPC規格2116T、線膨張係数:2.8ppm/℃)の両面に樹脂層が繊維基材と向き合うように配し、図2に示す真空ラミネート装置および熱風乾燥装置により樹脂組成物を含浸させ、銅箔が積層されたプリプレグ1を得た。
【0181】
具体的には、ガラス繊維基材の両面にキャリア材料Aおよびキャリア材料Bがガラス繊維基材の幅方向の中心に位置するように、それぞれ重ね合わせ、常圧より9.999×104Pa(約750Torr)以上減圧した条件下で、ラミネート速度2m/分、ガラス繊維基材にかかる張力140N/mに設定し、100℃のラミネートロールを用いて接合した。
【0182】
ここで、ガラス繊維基材の幅方向寸法の内側領域においては、キャリア材料1Aおよびキャリア材料1Bの樹脂層をガラス繊維基材の両面側にそれぞれ接合するとともに、ガラス繊維基材の幅方向寸法の外側領域においては、キャリア材料1Aおよびキャリア材料1Bの樹脂層同士を接合した。
【0183】
つぎに、上記接合したものを、120℃に設定した横搬送型の熱風乾燥装置内を2分間通すことによって、圧力を作用させることなく加熱処理してプリプレグ1(P1)を得た。
【0184】
(プリプレグ2〜7)
プリプレグ2〜7は、樹脂ワニスの種類、第一および第二樹脂層の厚み、用いたガラス繊維基材、ラミネート速度、およびガラス繊維基材にかかる張力を表2のように変えた以外は、プリプレグ1と同様にして製造した。
【0185】
(プリプレグ8)
プリプレグ8は、支持基材としてPETフィルム(ポリエチレンテレフタレート、帝人デュポンフィルム社製ピューレックス、厚さ36μm)を用い、樹脂ワニスの種類、第一および第二樹脂層の厚み、用いたガラス繊維基材、ラミネート速度、およびガラス繊維基材にかかる張力を表2のように変えたこと以外は、プリプレグ1と同様にして製造した。
【0186】
(プリプレグ9)
プリプレグ9は、樹脂ワニス4を、ガラス繊維基材(厚さ91μm、日東紡社製Tガラス織布、WTX−116E、IPC規格2116T、線膨張係数:2.8ppm/℃)に塗布装置で含浸させ、180℃の加熱炉で2分間乾燥して、厚さ100μmのプリプレグを製造した。なお、塗布速度、ガラス繊維基材にかかる張力を表2の条件で行った。
【0187】
(プリプレグ10〜11)
プリプレグ10〜11は、樹脂ワニス4を、ガラス繊維基材(厚さ43μm、日東紡社製Tガラス織布、WTX−1078T、IPC規格1078T、線膨張係数:2.8ppm/℃)に塗布装置で含浸させ、180℃の加熱炉で2分間乾燥して、厚さ50μmのプリプレグを製造した。なお、塗布速度、ガラス繊維基材にかかる張力を表2の条件で行った。
【0188】
(プリプレグ12〜13)
プリプレグ12〜13は、樹脂ワニス4をPETフィルム(ポリエチレンテレフタレート、帝人デュポンフィルム社製ピューレックス、厚さ36μm)上に塗工し、第一および第二樹脂層の厚み、用いたガラス繊維基材、ラミネート速度、およびガラス繊維基材にかかる張力を表2のように変えたこと以外は、プリプレグ1と同様にして製造した。
【0189】
(プリプレグ14)
プリプレグ14は、樹脂ワニス4をキャリア箔付き極薄銅箔(三井金属鉱業社製、マイクロシンEx、1.5μm)上に同様に塗工し、第一および第二樹脂層の厚み、用いたガラス繊維基材、ラミネート速度、およびガラス繊維基材にかかる張力を表2のように変えたこと以外は、プリプレグ1と同様にして製造した。
【0190】
(プリプレグ15)
プリプレグ15は、樹脂ワニス4を、ガラス繊維基材(厚さ43μm、ユニチカ社製Eガラス織布、E06E、IPC規格1078、線膨張係数:5.5ppm/℃)に塗布装置で含浸させ、180℃の加熱炉で2分間乾燥して、厚さ50μmのプリプレグを製造した。なお、塗布速度、ガラス繊維基材にかかる張力を表2の条件で行った。
【0191】
(プリプレグ16)
プリプレグ16は、樹脂ワニス4を、ガラス繊維基材(厚さ91μm、ユニチカ社製Eガラス織布、E10T、IPC規格2116、線膨張係数:5.5ppm/℃)に塗布装置で含浸させ、180℃の加熱炉で2分間乾燥して、厚さ100μmのプリプレグを製造した。なお、塗布速度、ガラス繊維基材にかかる張力を表2の条件で行った。
【0192】
(実施例1)
1.金属張積層板の製造
銅箔が積層されたプリプレグ1を平滑な金属板に挟み、220℃、1.5MPaで2時間加熱加圧成形することにより、金属張積層板を得た。得られた金属張積層板のコア層(絶縁層からなる部分)の厚みは、0.10mmであった。
【0193】
2.プリント配線基板の製造
上記で得られた金属張積層板をコア基板として用い、その両面にセミアディティブ法で微細回路パターン形成(残銅率70%、L/S=25/25μm)した内層回路基板を作成した。その両面に、銅箔付き樹脂シート(キャリア材料1A)を真空ラミネートで積層した後、熱風乾燥装置にて220℃で60分間加熱硬化をおこなった。次いで、キャリア箔を剥離後、炭酸レーザーによりブラインドビアホール(非貫通孔)を形成した。つぎにビア内に、60℃の膨潤液(アトテックジャパン社製、スウェリングディップ セキュリガント P)を5分間浸漬させ、さらに80℃の過マンガン酸カリウム水溶液(アトテックジャパン社製、コンセントレート コンパクト CP)を10分浸漬させた後、中和して粗化処理をおこなった。
【0194】
脱脂、触媒付与、活性化の工程を経た後、無電解銅めっき皮膜を約0.5μm形成し、めっきレジストを形成した。次いで、無電解銅めっき皮膜を給電層としてパターン電気めっき銅20μm形成させ、L/S=25/25μmの微細回路加工を施した。つぎに、熱風乾燥装置にて、200℃、60分間アニール処理を行った後、フラッシュエッチングで給電層を除去した。
【0195】
つぎに、ソルダーレジスト層を積層し、次いで半導体素子搭載パッドなどが露出するように炭酸レーザーによりブラインドビアホール(非貫通孔)を形成した。
【0196】
最後に、ソルダーレジスト層から露出した回路層上へ、無電解ニッケルめっき層3μmと、さらにその上へ、無電解金めっき層0.1μmとからなるめっき層を形成し、得られた基板を50mm×50mmサイズに切断し、半導体パッケージ用のプリント配線基板を得た。
【0197】
3.半導体パッケージの製造
半導体パッケージ用のプリント配線基板上に、半田バンプを有する半導体素子(TEGチップ、サイズ20mm×20mm、厚み725μm)を、フリップチップボンダー装置により、加熱圧着により搭載した。つぎに、IRリフロー炉で半田バンプを溶融接合した後、液状封止樹脂(住友ベークライト社製、CRP−X4800B)を充填し、当該液状封止樹脂を硬化させることで半導体パッケージを得た。なお、液状封止樹脂は、温度150℃、120分の条件で硬化させた。また、半導体素子の半田バンプは、Sn/Ag/Cu組成の鉛フリー半田で形成されたものを用いた。
【0198】
(実施例2〜7、比較例3)
プリプレグの種類を変えた以外は実施例1と同様に金属張積層板および半導体パッケージを製造した。
【0199】
(実施例8、比較例1,2)
PETが積層されたプリプレグの両面のPETフィルムを剥離した2枚のプリプレグの両面に、極薄銅箔(三井金属鉱業社製、マイクロシンEx、1.5μm)を重ね合わせ、220℃、3.0MPaで2時間加熱加圧成形することにより、金属張積層板を得た。得られた金属張積層板のコア層(絶縁層からなる部分)の厚みは、0.10mmであった。表2のキャリア材料を用いた以外は、実施例1と同様に半導体パッケージを製造した。
【0200】
(実施例9〜11、比較例4および5)
所定枚数のプリプレグの両面に極薄銅箔(三井金属鉱業社製、マイクロシンEx、1.5μm)を重ね合わせ、220℃、3.0MPaで2時間加熱加圧成形することにより、金属張積層板を得た。得られた金属張積層板のコア層(絶縁層からなる部分)の厚みは、0.10mmであった。表2のキャリア材料を用いた以外は、実施例1と同様に半導体パッケージを製造した。
【0201】
各実施例および比較例により得られた金属張積層板および半導体パッケージについて、つぎの各評価を行った。各評価を、評価方法と共に以下に示す。得られた結果を表3に示す。
【0202】
(1)寸法変化率
実施例および比較例で作製した金属張積層板の中心付近を270mm×350mmサイズで切断し、IPC−TM−650の2.4.39に準拠した室温での初期寸法を測定した。
つぎに、エッチング液(第二塩化鉄溶液、35℃)で銅箔を除去した。次いで、加熱オーブンを用いて105℃で4時間の予備加熱処理をおこなった後、IPC−TM−650の2.4.39に準拠した室温での予備加熱処理後寸法を測定した。つづいて、エアーリフロー炉(タムラ製作所社製、TAR−30−36LH)を用いて、金属張積層板に260〜265℃で5秒のリフロー処理をおこなった。その後、室温まで冷まし、IPC−TM−650の2.4.39に準拠した室温でのリフロー処理後寸法を測定した。下記式(1)〜(3)から金属張積層板の縦方向および横方向の寸法変化率を算出した。
A(%)=(予備加熱処理後寸法−初期寸法)/初期寸法×100 (1)
B(%)=(リフロー処理後寸法−初期寸法)/初期寸法×100 (2)
寸法変化率(%)=B−A (3)
【0203】
(2)基板反り量
実施例および比較例で作製した金属張積層板の中心付近を270mm×350mmサイズで切断し、エッチング液で金属箔を剥離後、30mm間隔で50mm×50mmサイズに切断し、合計12ピースの基板反り用サンプルを得た。得られたサンプルの基板反りは、温度可変レーザー三次元測定機(LS200−MT100MT50:ティーテック社製)を用いて、常温(25℃)における基板の反りの測定をおこなった。
【0204】
測定範囲は、48mm×48mmの範囲で、基板の一方の面にレーザーを当てて測定を行い、レーザーヘッドからの距離が、最遠点と最近点の差を各ピースの反り量とし、各ピースの反り量の平均を基板反り量とした。
【0205】
(3)導通試験
実施例および比較例で作製した半導体パッケージ3個をフライングチェッカー(1116X−YC ハイテスタ:日置電機社製)を用い、半田バンプを介して半導体素子とプリント配線基板との間を通る回路端子の導通の測定をおこない、初期値とした。つぎに、60℃、60%の吸湿条件下で40時間処理後、IRリフロー炉(ピーク温度:260℃)で3回処理し、同様に導通を測定して初期値より抵抗値が5%以上上昇したものを実装時の断線と判定した。ここで、初期値で断線が生じていた場合は、回路作製上の不具合と判断しカウントしていない。なお、半導体パッケージ1個につき測定箇所は61箇所、計183箇所を測定した。
各符号は、以下の通りである。
◎:断線箇所が無かった。
○:断線箇所が1%以上11%未満であった。
△:断線箇所が11%以上51%未満であった。
×:断線箇所が51%以上であった。
【0206】
(4)温度サイクル(TC)試験
実施例および比較例で作製した半導体パッケージ4個を60℃、60%の条件下で40時間処理後、IRリフロー炉(ピーク温度:260℃)で3回処理し、大気中で、−55℃(15分)、125℃(15分)で500サイクル処理した。つぎに、超音波映像装置(日立建機ファインテック社製、FS300)を用いて、半導体素子、半田バンプに異常がないか観察した。
◎:半導体素子、半田バンプともに異常なし。
○:半導体素子および/または半田バンプの一部にクラックが見られるが実用上問題なし。
△:半導体素子および/または半田バンプの一部にクラックが見られ実用上問題あり。
×:半導体素子、半田バンプともにクラックが見られ使用できない。
【0207】
表3からわかるように、実施例1〜11は、比較例2〜5よりも寸法変化率および基板反り量が減少していた。
これにより、実施例1〜11の積層板は、比較例2〜5の積層板に比べて、基板反りが軽減されることが明らかとなった。
【0208】
また、表3からわかるように、比較例2〜5で得られた半導体パッケージは、導通試験での断線箇所が多くなり、また、温度サイクル試験での半導体素子や半田バンプにクラックの発生が増加し、接続信頼性に劣っていた。一方、実施例1〜11で得られた半導体パッケージは、導通試験での断線箇所がないまたは少なく、さらに、温度サイクル試験での半導体素子や半田バンプにクラックの発生が無いまたは少なく、接続信頼性に優れていた。
【0209】
【表1】
【0210】
【表2】
【0211】
【表3】
【符号の説明】
【0212】
100 金属張積層板
101 絶縁層
103 金属箔
105 縦方向
107 横方向
5a 第一キャリア材料
5b 第二キャリア材料
11 繊維基材
21 プリプレグ
60 真空ラミネート装置
61 ラミネートロール
62 熱風乾燥装置
13 支持基材
15a 絶縁樹脂層
15b 絶縁樹脂層
1 塗工装置
1a 第1塗工装置
1b 第2塗工装置
2 塗工先端部
2a 第1塗工先端部
2b 第2塗工先端部
3 繊維基材
4 樹脂ワニス
200 半導体パッケージ
201 ソルダーレジスト層
203 半導体素子
205 接続端子
207 半田バンプ
209 開口部
211 封止材
300 半導体装置
301 半田バンプ
303 実装基板
305 接続端子
【技術分野】
【0001】
本発明は、金属張積層板、プリント配線基板、半導体パッケージ、半導体装置および金属張積層板の製造方法に関する。
【背景技術】
【0002】
近年の電子機器の高機能化および軽薄短小化の要求にともなって、電子部品の高密度集積化、さらには高密度実装化が進んできており、これらの電子機器に使用される半導体装置の小型化が急速に進行している。
そのため、半導体素子を含めた電子部品を実装するプリント配線基板も薄型化される傾向にあり、プリント配線基板の内層コア基板(以下、単に積層板ともいう)は、厚みが約0.8mmのものが主流となっている。
さらに最近では、0.4mm以下のコア基板を用いた半導体パッケージ同士を積層するパッケージ・オン・パッケージ(以下、POPという。)がモバイル機器(例えば、携帯電話、スマートフォン、タブレット型PCなど)に搭載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−50599号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このように半導体装置の小型化が進むと、従来では半導体装置の剛性の大部分を担っていた半導体素子、封止材の厚みが極めて薄くなり、半導体装置の反りが発生しやすくなる。また、構成部材としてコア基板の占める割合が大きくなるため、コア基板の物性・挙動が半導体装置の反りに大きな影響を及ぼすようになってきている。
【0005】
一方、地球環境保護の観点から半田の鉛フリー化が進むにつれて、プリント配線基板へ半田ボールを搭載するときや、マザーボードへ半導体パッケージを実装するときにおこなうリフロー工程での最高温度が非常に高くなってきている。一般的に良く使われている鉛フリー半田の融点が約210度であることからリフロー工程中での最高温度は260度を超えるレベルとなっている。
そのため、加熱時にPOPの上下の半導体パッケージは、半導体素子と半導体素子が搭載されるプリント配線基板との熱膨張の差が非常に大きいため、大きく反ってしまう場合があった。
【0006】
このような問題を解決する手段として、特許文献1(特開2007−50599号公報)には、フレキシブル金属張積層板の製造工程において、熱ラミネート時に、熱可塑性ポリイミドを含有する接着層が形成されたフィルム状接合部材にかかる張力を0.3〜1N/mの範囲に規定することが記載されている。このような手段を取ると、フィルム状接合部材の厚みが5〜15μm以下と薄くても、寸法安定性が優れるフレキシブル金属張積層板が得られると記載されている。
【0007】
本発明は上述のような課題に鑑みてなされたものであり、実装時の反りが低減された金属張積層板を提供するものである。
【課題を解決するための手段】
【0008】
本発明者は金属張積層板に反りが発生するメカニズムを鋭意調べた。その結果、金属張積層板のリフロー処理前後での寸法変化率をある範囲に規定することにより、実装時の金属張積層板の反りが低減されることを見出し、本発明を完成するに至った。
【0009】
すなわち、本発明によれば、
熱硬化性樹脂と、充填材と、繊維基材とを含む絶縁層の両面に金属箔を有する金属張積層板であって、
エッチングにより両面の金属箔を除去後、
(1)105℃で4時間の予備加熱処理と、
(2)表面温度が260〜265℃で5秒のリフロー処理と
からなる加熱処理をおこなったとき、
IPC−TM−650の2.4.39に準拠して測定した室温での当該積層板の寸法において、
上記エッチング前から上記予備加熱処理後の上記寸法の変化率をAとし、
上記エッチング前から上記リフロー処理後の上記寸法の変化率をBとしたとき、
B−Aより算出される寸法変化率が、
当該金属張積層板の縦方向および横方向ともに、−0.080%以上0%以下である、金属張積層板が提供される。
【0010】
さらに、本発明によれば、上記金属張積層板を回路加工してなる、プリント配線基板が提供される。
【0011】
さらに、本発明によれば、上記プリント配線基板に半導体素子が搭載された、半導体パッケージが提供される。
【0012】
さらに、本発明によれば、上記半導体パッケージを含む半導体装置が提供される。
【0013】
さらに、本発明によれば、
(A)熱硬化性樹脂と充填材を含む樹脂組成物を繊維基材に含浸させる工程と、
(B)加熱により上記熱硬化性樹脂を半硬化させ、プリプレグを得る工程と、
(C)上記プリプレグの両面に金属箔を重ね合わせ、加熱加圧する工程と
を含み、
上記(A)工程において、上記繊維基材にかかる張力を25N/m以上350N/m以下とする、金属張積層板の製造方法が提供される。
【発明の効果】
【0014】
本発明によれば、実装時の反りが低減された金属張積層板を提供することができる。
【図面の簡単な説明】
【0015】
【図1】本実施形態における金属張積層板の構成の一例を示す断面図である。
【図2】本実施形態におけるプリプレグの製造方法の一例を示す断面図である。
【図3】本実施形態におけるプリプレグの製造方法に用いられる、支持基材、絶縁樹脂層、および、繊維基材について、各々の幅方向寸法の形態例を示す概略図である。
【図4】本実施形態におけるプリプレグの製造方法の一例を示す断面図である。
【図5】本実施形態におけるプリプレグの製造方法の一例を示す断面図である。
【図6】本実施形態におけるプリプレグの製造方法の一例を示す断面図である。
【図7】本実施形態における半導体パッケージの構成の一例を示す断面図である。
【図8】本実施形態における半導体装置の構成の一例を示す断面図である。
【発明を実施するための形態】
【0016】
以下に、本発明の実施形態について、図面を用いて説明する。なお、すべての図面において、同様な構成要素には共通の符号を付し、適宜説明を省略する。また、図は概略図であり、実際の寸法比率とは必ずしも一致していない。
【0017】
(金属張積層板)
はじめに、本実施形態における金属張積層板100の構成について説明する。図1は、本実施形態における金属張積層板100の構成を示す断面図である。
金属張積層板100は、熱硬化性樹脂と、充填材と、繊維基材とを含む絶縁層101を有し、絶縁層101の両面に金属箔103を備えている。
そして、金属張積層板100はエッチングにより両面の金属箔103を除去後、(1)105℃で4時間の予備加熱処理と、(2)表面温度が260〜265℃で5秒のリフロー処理とからなる加熱処理をおこなったとき、下記式(1)〜(3)から算出される寸法変化率が、金属張積層板100の縦方向105および横方向107ともに、−0.080%以上0%以下であり、好ましくは−0.070%以上0%以下であり、さらに好ましくは−0.060%以上0%以下である。
A(%)=(予備加熱処理後寸法−初期寸法)/初期寸法×100 (1)
B(%)=(リフロー処理後寸法−初期寸法)/初期寸法×100 (2)
寸法変化率(%)=B−A (3)
各段階における積層板の寸法はIPC−TM−650の2.4.39に準拠して室温で測定する。また、上記式中の初期寸法とはエッチング前の積層板の寸法を示す。上記式(1)中の予備加熱処理後寸法とは予備加熱処理後の積層板の寸法を示す。上記式(2)中のリフロー処理後寸法とはリフロー処理後の積層板の寸法を示す。
ここで、縦方向105は積層板100の搬送方向(いわゆるMD)を指し、横方向107は、積層板の搬送方向と直交方向(いわゆるTD)を指す。なお、予備加熱処理の温度は雰囲気温度であり、リフロー処理の温度は積層板の表面の温度である。
【0018】
絶縁層の両面に金属箔を有する金属張積層板は、多くのプロセスを経て製造される複合材料であり、その内部には製造工程中に発生した歪みを内包している。
本発明者はこの内部歪みの発生メカニズムを鋭意調べたところ、製造工程中は線膨張係数が異なる金属箔によって絶縁層が拘束されているため、金属張積層板の内部に歪みがたまってしまうことを見出した。
この内部に発生した歪みは金属箔エッチング後のリフロー処理時に一気に開放され、積層板の寸法変化を引き起こす。そのため、リフロー工程においてとくに積層板の反りが起こってしまうと推察される。
【0019】
よって、上記の寸法変化率を満たす本実施形態における金属張積層板100は、リフローなどの加熱処理後の金属張積層板100の反りを低減することができる。さらに、その結果として、金属張積層板100を回路加工してなるプリント配線基板や、半導体パッケージ200、半導体装置300の反りも低減することができる。
【0020】
また、金属張積層板100の反りの防止効果をより効果的に得るためには、金属張積層板100の縦方向105および横方向107における寸法変化率の差の絶対値が、好ましくは0%以上0.03%以下であり、さらに好ましくは0%以上0.02%以下である。
縦方向105および横方向107における寸法変化率の差の絶対値が上記範囲を満たした金属張積層板100は、リフローなどの加熱処理したときの寸法変化の異方性が小さいため、実装時の金属張積層板100の反りをより一層低減することができる。
【0021】
また、金属張積層板100の反りの防止効果をより効果的に得るためには、とくに限定されないが、金属張積層板100の動的粘弾性測定による周波数1Hzでのガラス転移温度が、好ましくは200℃以上であり、より好ましくは220℃以上である。上限については、例えば、350℃以下が好ましい。
金属張積層板100は、動的粘弾性測定による周波数1Hzでのガラス転移温度が上記範囲を満たすと、金属張積層板100の剛性が高まり、実装時の金属張積層板100の反りをより一層低減することができる。
【0022】
また、金属張積層板100の反りの防止効果をより効果的に得るためには、とくに限定されないが、金属張積層板100の250℃での動的粘弾性測定による貯蔵弾性率E'が、好ましくは5GPa以上であり、より好ましくは10GPa以上である。上限値については、特に限定されるものではないが、例えば、50GPa以下とすることができる。
金属張積層板100は、150℃での貯蔵弾性率E'が上記範囲を満たすと、金属張積層板100の剛性が高まり、実装時の金属張積層板100の反りをより一層低減することができる。
【0023】
本実施形態における絶縁層101(金属張積層板100から金属箔103を除いた部分)の厚さは、好ましくは0.025mm以上0.6mm以下であり、より好ましくは0.04mm以上0.4mm以下であり、さらに好ましくは0.04mm以上0.3mm以下であり、とくに好ましくは0.05mm以上0.2mm以下である。絶縁層101の厚さが上記範囲内であると、機械的強度および生産性のバランスがとくに優れ、薄型回路基板に適した金属張積層板100を得ることができる。
【0024】
本実施形態における絶縁層101の面方向の線膨張係数は、好ましくは−11ppm/℃以上11ppm/℃以下であり、より好ましくは−9ppm/℃以上9ppm/℃以下であり、さらに好ましくは−7ppm/℃以上7ppm/℃以下である。絶縁層101の線膨張係数が上記範囲内であると、配線パターンを形成したプリント配線基板、半導体素子を搭載した半導体パッケージ200の反り抑制や温度サイクル信頼性の向上がより一層効果的に得られる。さらに半導体パッケージ200を二次実装した半導体装置300のマザーボードとの温度サイクル信頼性の向上がより一層効果的に得られる。
【0025】
(金属張積層板100の製造方法)
つづいて、本実施形態における金属張積層板100の製造方法について説明する。金属張積層板100は、熱硬化性樹脂、充填材および繊維基材を含むプリプレグを加熱硬化することによって得られる。ここで用いるプリプレグはシート状材料であり、誘電特性、高温多湿下での機械的、電気的接続信頼性などの各種特性に優れ、プリント配線基板用の金属張積層板100の製造に適しており好ましい。
【0026】
金属張積層板100は、上述したように多くのプロセスを経て製造される複合材料であり、その内部に製造工程中に発生した歪みを内包している。そのため、金属箔エッチング後のリフロー処理時にその歪みが開放され寸法変化が起こると推察される。
本発明者はプリプレグの製造の中で繊維基材に樹脂組成物を含浸させる工程で、繊維基材の張力を低圧に調節することによって、金属張積層板100内部に発生する歪みが緩和され、寸法変化率が上記の範囲を満たす金属張積層板100が得られることを見出した。
【0027】
したがって、本実施形態におけるプリプレグは、例えば、張力を低圧に調節した繊維基材に一または二以上の熱硬化性樹脂および充填材を含む樹脂組成物を含浸させ、その後、含浸させた樹脂組成物を半硬化させることによって得ることができる。
本実施形態において、樹脂組成物を繊維基材に含浸させる方法としては、繊維基材にかかる張力を低圧に調節できればとくに限定されないが、例えば、(1)支持基材付き絶縁樹脂層を繊維基材にラミネートする方法、(2)樹脂組成物を溶剤に溶かして樹脂ワニスを調製し、樹脂ワニスを繊維基材に塗布する方法、などが挙げられる。
【0028】
これらの中でも、(1)支持基材付き絶縁樹脂層を繊維基材にラミネートする方法がより好ましい。支持基材付き絶縁樹脂層を繊維基材にラミネートする方法は、繊維基材にかかる張力を低圧に調節することが容易であるため、絶縁層101に蓄積される応力をより一層低減させることができる。そのため、実装時の金属張積層板100の反りをより一層低減させることができる。
【0029】
とくに、繊維基材の厚さが0.2mm以下の場合、(1)支持基材付き絶縁樹脂層を繊維基材にラミネートする方法が好ましい。この方法によれば、繊維基材に対する樹脂組成物の含浸量を自在に調節でき、プリプレグの成形性をさらに向上させることができる。なお、支持基材付き絶縁樹脂層を繊維基材にラミネートする場合、真空のラミネート装置などを用いることがより好ましい。
【0030】
以下に、(1)支持基材付き絶縁樹脂層を繊維基材にラミネートする方法を用いたプリプレグの製造方法について説明し、金属張積層板100の構成材料についてもその都度説明する。図2は、プリプレグの製造方法を示す断面図である。図3は、本実施形態におけるプリプレグの製造方法に用いられる、支持基材13、絶縁樹脂層15a、15b、および、繊維基材11について、各々の幅方向寸法の形態例を示す概略図である。
(1)支持基材付き絶縁樹脂層をラミネートする方法を用いたプリプレグの製造方法は、(A)熱硬化性樹脂と充填材を含む絶縁樹脂層15aが支持基材13の片面に形成された第一キャリア材料5aと、熱硬化性樹脂と充填材を含む絶縁樹脂層15bが支持基材13の片面に形成された第二キャリア材料5bとをそれぞれ準備する工程と、(B)第一キャリア材料5aの絶縁樹脂層15a側と、第二キャリア材料5bの絶縁樹脂層15b側とを、繊維基材11の両面にそれぞれ重ね合わせ、減圧条件下でこれらをラミネートすることにより、絶縁樹脂層15aおよび絶縁樹脂層15bを繊維基材に含浸させる工程とを含んでいる。
【0031】
まず、上記(A)工程について説明する。
上記(A)工程においては、熱硬化性樹脂と充填材を含む絶縁樹脂層15aが支持基材13の片面に形成された第一キャリア材料5aと、熱硬化性樹脂と充填材を含む絶縁樹脂層15bが支持基材13の片面に形成された第二キャリア材料5bとをそれぞれ製造し、準備する。第一キャリア材料5aおよび第二キャリア材料5bは、支持基材13の片面側に、絶縁樹脂層15aおよび絶縁樹脂層15bが薄層状にそれぞれ形成されたものである。絶縁樹脂層15aおよび絶縁樹脂層15bは、支持基材13の片面側に所定厚みで形成することができる。
【0032】
第一キャリア材料5a、第二キャリア材料5bの製造方法としては、とくに限定されないが、例えばコンマコーター、ナイフコーター、ダイコーターなど各種コーター装置を用いて、樹脂組成物を支持基材13に塗工する方法、噴霧ノズルなどの各種スプレー装置を用いて、樹脂組成物を支持基材13に塗工する方法、などが挙げられる。
これらの中でも、各種コーター装置を用いて、樹脂組成物を支持基材13に塗工する方法が好ましい。これにより、簡易な装置で厚み精度に優れた絶縁樹脂層15a、15bを形成することができる。
【0033】
支持基材13に樹脂組成物を塗工後、必要に応じて、常温または加温下で乾燥させることができる。これにより、樹脂組成物を調製する際に有機溶媒や分散媒体などを用いた場合は、これらを実質的に除去して、絶縁樹脂層表面のタック性をなくし、取り扱い性に優れた第一キャリア材料5a、第二キャリア材料5bとすることができる。
また、熱硬化性樹脂の硬化反応を中途まで進め、後述する(B)工程または(C)工程における絶縁樹脂層15a、15bの流動性を調整することもできる。
上記加温下で乾燥させる方法としては、とくに限定されないが、熱風乾燥装置、赤外線加熱装置などを用いて連続的に処理する方法を好ましく適用することができる。
【0034】
本実施形態における第一キャリア材料5a、第二キャリア材料5bにおいて、絶縁樹脂層15a、15bの厚みは、用いる繊維基材11の厚みなどに応じて適宜設定することができる。例えば1μm以上100μm以下とすることができる。
なお、この絶縁樹脂層15a、15bは、同じ熱硬化性樹脂を用いて一回または複数回数の塗工で形成してもよいし、異なる熱硬化性樹脂を用いて複数回数の塗工で形成してもよい。
【0035】
このようにして第一キャリア材料5a、第二キャリア材料5bを製造後、絶縁樹脂層15a、15bを形成した上面側、すなわち、支持基材13と反対面側に、絶縁樹脂層表面の保護のために、保護フィルムを重ね合わせてもよい。
【0036】
支持基材13としては、例えば、長尺状のシート形態のものを好適に用いることができる。支持基材13の材質としてはとくに限定されないが、例えば、ポリエチレンテレフタレート、ポリエチレン、ポリイミドなどの熱可塑性樹脂から形成される熱可塑性樹脂フィルム、銅、銅合金、アルミ、アルミ合金、銀、銀合金などの金属から形成される金属箔などを好適に用いることができる。
これらの中でも、熱可塑性樹脂フィルムを形成する熱可塑性樹脂としては、耐熱性に優れ、安価であることから、ポリエチレンテレフタレートが好ましい。
また、金属箔を形成する金属としては、導電性に優れ、エッチングによる回路形成が容易であり、また安価であることから銅または銅合金が好ましい。
【0037】
上記支持基材13として熱可塑性樹脂フィルムシートを用いる場合は、絶縁樹脂層15a、15bが形成される面に剥離可能な処理が施されたものであることが好ましい。これにより、プリプレグの製造時または製造後に、絶縁樹脂層15a、15bと支持基材13とを容易に分離することができる。
【0038】
この熱可塑性樹脂フィルムシートの厚みとしては、例えば、15μm以上75μm以下のものを用いることができる。この場合、第一キャリア材料5a、第二キャリア材料5bを製造する際の作業性を良好なものとすることができる。
熱可塑性樹脂フィルムの厚みが上記下限値以上であると、第一キャリア材料5a、第二キャリア材料5bを製造する際の機械的強度を充分に確保することができる。また、上記上限値以下であると、第一キャリア材料5a、第二キャリア材料5bの生産性が向上することがある。
【0039】
支持基材13として金属箔を用いる場合は、絶縁樹脂層15a、15bが形成される面に剥離可能な処理が施されたものを用いてもよいし、このような処理が施されていないか、絶縁樹脂層15a、15bとの密着性を向上させる処理が施されたものを用いてもよい。
【0040】
支持基材13として、絶縁樹脂層15a、15bが形成される面に剥離可能な処理が施された金属箔を用いた場合は、上記熱可塑性樹脂フィルムを用いた場合と同様の効果を発現させることができる。
この金属箔の厚みは、例えば、1μm以上70μm以下である。これにより、第一キャリア材料5a、第二キャリア材料5bを製造する際の作業性を良好なものとすることができる。
金属箔の厚みが上記下限値以上であると、第一キャリア材料5a、第二キャリア材料5bを製造する際の機械的強度を充分に確保することができる。また、厚みが上記上限値以下であると、第一キャリア材料5a、第二キャリア材料5bの生産性が向上することがある。
【0041】
なお、支持基材として、熱可塑性樹脂フィルム、あるいは絶縁樹脂層15a、15bが形成される面に剥離可能な処理が施された金属箔を用いる場合、絶縁樹脂層15a、15bが形成される側の支持基材13表面の凹凸は、極力小さいものであることが好ましい。これにより、金属張積層板100を製造した場合に、絶縁層101の表面平滑性を高めることができるので、絶縁層101表面を粗化処理した後に金属メッキなどにより新たな導体層を形成する際に、微細な回路をより容易に加工形成することができる。
【0042】
一方、支持基材として、剥離可能な処理が施されていないか、絶縁樹脂層15a、15bとの密着性を向上させる処理が施された金属箔を用いる場合は、金属張積層板100の製造時に、この金属箔を回路形成のための導体層(図1での金属箔103)としてそのまま用いることができる。
このとき、絶縁樹脂層15a、15bが形成される側の支持基材表面の凹凸としては、とくに限定されないが、例えばRa:0.1μm以上1.5μm以下であるものを用いることができる。
【0043】
この場合は、絶縁層101と金属箔103との密着性を充分に確保できるとともに、この金属箔103をエッチング処理などを行うことにより、微細な回路を容易に加工形成することができる。
また、この金属箔103の厚みとしては、例えば、1μm以上35μm以下であるものを好適に用いることができる。この金属箔103の厚みが上記下限値以上であると、第一キャリア材料5a、第二キャリア材料5bを製造する際の機械的強度を充分に確保することができる。また、厚みが上記上限値以下であると、微細な回路を加工形成しやすくなる。
この金属箔103は、プリプレグを製造するのに用いる第一キャリア材料5a、第二キャリア材料5bのうちの少なくとも一方の支持基材13に用いて、プリプレグを製造することができる。
なお、この用途で用いる金属箔103としては、1つの層から形成される金属箔103を用いることもできるし、金属箔103どうしが剥離可能な2つ以上の層から構成される金属箔103を用いることもできる。例えば、絶縁層に密着させる側の第1の金属箔103と、絶縁層に密着させる側と反対側に第1の金属箔103を支持できるような第2の金属箔103とを、剥離可能に接合した2層構造の金属箔を用いることができる。
【0044】
つぎに、上記(B)工程について説明する。
上記(B)工程においては、絶縁樹脂層が支持基材の片面に形成された第一キャリア材料5a、第二キャリア材料5bの絶縁樹脂層側を、繊維基材11の両面にそれぞれ重ね合わせ、減圧条件下でこれらをラミネートする。図2は、第一キャリア材料5a、第二キャリア材料5bと繊維基材11を重ね合わせる際の一例を示したものである。
【0045】
あらかじめ第一樹脂組成物を基材に塗布した第一キャリア材料5aと、第二樹脂組成物を基材に塗布した第二キャリア材料5bを製造する。つぎに、真空ラミネート装置60を用いて、減圧下で繊維基材11の両面から第一キャリア材料5aおよび第二キャリア材料5bを重ね合わせて、必要により樹脂組成物が溶融する温度以上に加熱したラミネートロール61で接合し、基材上に塗布した樹脂組成物を繊維基材11に含浸させる。
ここで、減圧下で接合することにより、第一キャリア材料5a、第二キャリア材料5bの絶縁樹脂層と繊維基材11とを接合する際に、繊維基材11の内部、あるいは、第一キャリア材料5a、第二キャリア材料5bの絶縁樹脂層と繊維基材11との接合部位に非充填部分が存在しても、これを減圧ボイドあるいは実質的な真空ボイドとすることができる。この減圧下での接合は、7000Pa以下で実施することが好ましい。さらに好ましくは3000Pa以下である。これにより、上記効果を高く発現させることができる。
このような減圧下で繊維基材11と第一キャリア材料5a、第二キャリア材料5bとを接合する他の装置としては、例えば、真空ボックス装置、真空ベクレル装置などが挙げられる。
【0046】
繊維基材11は、第一キャリア材料5a、第二キャリア材料5bの搬送方向と同じ方向に連続的に供給・搬送することができるものであり、幅方向に寸法を有している。ここで、幅方向の寸法とは、繊維基材11の搬送方向と直交方向における繊維基材11の寸法を指す。このような繊維基材11としては、例えば、長尺状のシート形態のものを好適に用いることができる。
【0047】
第一キャリア材料5a、第二キャリア材料5bと繊維基材11をラミネートする際に、絶縁樹脂層が溶融可能な温度に加温することが好ましい。これにより、第一キャリア材料5a、第二キャリア材料5bと繊維基材11とを容易に接合することができる。また、絶縁樹脂層の少なくとも一部が溶融して繊維基材11内部に含浸することにより、含浸性の良好なプリプレグを得やすくなる。
ここで、加温する方法としてはとくに限定されないが、例えば、接合する際に所定温度に加熱したラミネートロールを用いる方法などを好適に用いることができる。
ここで、加温する温度( 以下、「ラミネート温度」ともいう)としては、絶縁樹脂層を形成する樹脂の種類や配合により異なるためとくに限定されないが、絶縁樹脂層を形成する樹脂の軟化点+10℃以上の温度が好ましく、軟化点+30℃ 以上がより好ましい。これにより、繊維基材11と絶縁樹脂層とを容易に接合することができる。また、ラミネート速度を上昇させて、金属張積層板100の生産性をより向上させることができる。例えば、60℃以上150℃以下で実施することができる。軟化点は、例えば、動的粘弾性試験における、G'/G"のピーク温度で規定することができる。
【0048】
また、ラミネート時におけるラミネート速度は、0.5m/分以上10m/分以下であることが好ましく、1.0m/分以上10m/分以下であることがより好ましい。0.5m/分以上であれば、十分なラミネートが可能になり、さらに、1.0m/分以上であれば、生産性をより一層向上することができる。
【0049】
また、ラミネート時における加圧する他の方法としてはとくに限定されないが、例えば、油圧方式、空気圧方式、ギャップ間圧力方式など、所定の圧力を加えることができる従来公知の方式を採用することができる。
これらの中でも、上記接合したものに実質的に圧力を作用させることなく実施する方法が好ましい。この方法によれば、(B)工程で樹脂成分を過剰に流動させることがないので、所望とする絶縁層厚みを有し、かつ、この絶縁層厚みにおいて高い均一性を有したプリプレグを効率良く製造することができる。
また、樹脂成分の流動に伴って繊維基材11に作用する応力を最小限とすることができるので、内部歪みを非常に少ないものとすることができる。さらには、樹脂成分が溶融した際に、実質的に圧力が作用していないので、この工程における打痕不良の発生を実質的になくすことができる。
【0050】
そのため、ラミネート圧力は、とくに限定されないが、15N/cm2以上250N/cm2以下の範囲内であることが好ましく、20N/cm2以上100N/cm2以下の範囲内であることがより好ましい。この範囲内であれば、生産性をより一層向上させることができ、上記の寸法変化率の範囲を満たす金属張積層板100をより一層効率良く得ることができる。
【0051】
また、ラミネート時において、繊維基材11にかかる張力はしわ等の外観上の不具合を発生させることがない程度で、可能な限り小さくすることが好ましい。具体的には、25N/m以上350N/m以下の範囲内であることが好ましく、35N/m以上250N/m以下の範囲内であることがより好ましく、55N/m以上150N/m以下の範囲内であることがとくに好ましい。張力を上記範囲内とすることにより、プリプレグ内部に発生する歪みが緩和され、その結果、上記の寸法変化率の範囲を満たす金属張積層板100をより一層効率良く得ることができる。
【0052】
また、本実施形態においては、ラミネートする工程の前に、繊維基材11にかかる張力の張力カットを行う工程をおこなってもよい。これにより、低張力でラミネートする時に発生するしわ等の外観上不具合を解消することができる。
【0053】
張力カットの方法は、とくに限定されるものではなく、例えば、ニップロール、S字ニップロールなどの既知の張力カット法を用いることができる。また、張力カットは、ラミネート前に、張力カット装置を導入することによって達成することができる。上記例示したような方法で、張力カットを行うことによって、繊維基材11の搬送性を損なわずに、限りなく張力を減少させることができる。それゆえ、ラミネート時に発生し、寸法変化の原因となる歪みの発生をより一層抑制することができる。
【0054】
本実施形態において、ラミネートを実施する手段の具体的な構成はとくに限定されないが、得られる金属張積層板100の外観を良好なものとするために、加圧面と支持基材11との間に保護フィルムを配置してもよい。
【0055】
つぎに、各々の幅方向寸法の関係について、図3(1)〜(3)を用いて説明する。図3は、本実施形態におけるプリプレグの製造方法に用いられる、支持基材、絶縁樹脂層、および繊維基材について、各々の幅方向寸法の形態例を示す概略図である。
図3(1)〜(3)においては、第一キャリア材料5a、第二キャリア材料5bとして、繊維基材11よりも幅方向寸法が大きい支持基材13を有するとともに、繊維基材11よりも幅方向寸法が大きい絶縁樹脂層15を有するものを用いている。ここで、支持基材13、絶縁樹脂層15a、15b、繊維布の各々の幅方向寸法の関係を図3(1)に示す。
この形態では、上記(B)工程において、繊維基材11の幅方向寸法の内側領域、すなわち、幅方向で繊維基材11が存在する領域においては、第一キャリア材料5aの絶縁樹脂層15aと繊維基材11、および、第二キャリア材料5bの絶縁樹脂層15bと繊維基材11とをそれぞれ接合することができる。
また、繊維基材11の幅方向寸法の外側領域、すなわち、繊維基材11が存在していない領域においては、第一キャリア材料5aの絶縁樹脂層15a面と、第二キャリア材料5bの絶縁樹脂層15b面とを直接接合することができる。この状態を図3(2)に示す。
そして、これらの接合を減圧下で実施するため、繊維基材11の内部、あるいは、第一キャリア材料5a、第二キャリア材料5bの絶縁樹脂層15a、15bと繊維基材11との接合面などに非充填部分が残存していても、これらを減圧ボイドあるいは実質的な真空ボイドとすることができるので、(B)工程後の(C)工程で、樹脂の溶融温度以上の温度域で加熱処理した場合、これを容易に消失させることができる。そして、(C)工程において、幅方向の周辺部から空気が侵入して新たなボイドが形成されるのを防ぐことができる。この状態を図3(3)に示す。
【0056】
また、第一キャリア材料5a、第二キャリア材料5bとして、繊維基材11よりも幅方向寸法が大きい支持基材13を有するとともに、第一キャリア材料5a、第二キャリア材料5bのうちの一方、例えば、第一キャリア材料5aとして、繊維基材11よりも幅方向寸法が大きい絶縁樹脂層15aを有するものを用い、第二キャリア材料5bとして、繊維基材11と幅方向寸法が同じ絶縁樹脂層15bを有するものを用いてもよい。
【0057】
また、第一キャリア材料5a、第二キャリア材料5bとして、繊維基材11と幅方向寸法が同じ絶縁樹脂層15a、15bを有するものを用いてもよい。
【0058】
上記の(B)工程の後に、(C)熱風乾燥装置62を用いて絶縁樹脂の溶融温度以上の温度で加熱処理する工程をおこなってもよい。これにより、減圧下での接合工程で発生していた減圧ボイドなどをほぼ消し去ることができる。
加熱処理する他の方法としてはとくに限定されないが、例えば、赤外線加熱装置、加熱ロール装置、平板状の熱盤プレス装置、熱循環加熱装置、誘導加熱装置など所定の温度で加熱しうる従来公知の加熱装置を用いて実施することができる。これらの中でも、上記接合したものに実質的に圧力を作用させることなく実施する方法が好ましい。
熱風乾燥装置、赤外線加熱装置を用いた場合は、上記接合したものに実質的に圧力を作用させることなく実施することができる。この方法によれば、樹脂成分を過剰に流動させることがないので、所望とする絶縁層厚みを有し、かつ、この絶縁層厚みにおいて高い均一性を有したプリプレグをより一層効率良く製造することができる。
また、加熱ロール装置、平板状の熱盤プレス装置を用いた場合は、上記接合したものに所定の圧力を作用させることで実施することができる。また、樹脂成分の流動に伴って繊維基材に作用する応力を最小限とすることができるので、内部歪みを非常に少ないものとすることができる。
さらには、樹脂成分が溶融した際に、実質的に圧力が作用していないので、この工程における打痕不良の発生を実質的になくすことができる。
加熱温度は、樹脂層を形成する樹脂の種類や配合により異なるためとくに限定されないが、用いる熱硬化性樹脂が溶融し、かつ、熱硬化性樹脂の硬化反応が急速に進行しないような温度域とすることが好ましい。
また、加熱処理する時間は、用いる熱硬化性樹脂の種類などにより異なるためとくに限定されないが、例えば、1〜10分間処理することにより実施することができる。
【0059】
本実施形態におけるプリプレグの製造方法においては、上記(B)工程または(C)工程の後に、必要に応じて、上記で得られたプリプレグを連続して巻き取る工程をおこなってもよい。これにより、プリプレグを巻物形態とすることができるため、プリプレグを用いて金属張積層板100などを製造する際の取り扱い作業性を向上させることができる。
【0060】
また、上記の方法以外の本実施形態におけるプリプレグの製造方法には、(2)樹脂組成物を溶剤に溶かして樹脂ワニスを調製し、樹脂ワニスを繊維基材に塗布する方法などが挙げられる。例えば、参考文献1(特開2010−275337号公報)の段落0022〜0041に記載された方法である。以下、図4を参照しながら、具体的に説明する。
【0061】
ダイコーターである第1塗工装置1aと第2塗工装置1bとを備えた塗布機の間を通るように、繊維基材3が搬送されることにより、繊維基材3の両面に片面ずつそれぞれ樹脂ワニス4が塗工される。第1塗工装置1aと第2塗工装置1bは、同一のダイコーターを用いても、異なるダイコーターを用いてもよい。また、図5に示すように、第1塗工装置1aと第2塗工装置1bはロールコーターを用いてもよい。また、塗工間距離Lおよび先端重複距離Dは、図4および図5の示すように一定の距離を有するのが好ましいが、図6に示すように、一定の距離を有さなくてもよい。
【0062】
第1塗工装置1aおよび第2塗工装置1bはそれぞれ塗工先端部2を有しており、それぞれの塗工先端部2は、繊維基材3の幅方向に細長く形成されている。そして、第1塗工装置1aの塗工先端部である第1塗工先端部2aは繊維基材3の一方の面に向けて突出し、第2塗工装置1bの塗工先端部である第2塗工先端部2bは繊維基材3の他方の面に向けて突出している。それにより、樹脂ワニス4の塗工の際には、第1塗工先端部2aは繊維基材3の一方の面に樹脂ワニス4を介して接触し、第2塗工先端部2bは繊維基材3の他方の面に樹脂ワニス4を介して接触することとなる。
【0063】
第1塗工装置1aと第2塗工装置1bとから吐出される樹脂ワニス4の単位時間当たりの吐出量は、同じであってもよく、異なっていてもよい。樹脂ワニスの単位時間当たりの吐出量を異ならせることにより、塗工する樹脂ワニス4の厚みを繊維基材3の一方の面と他方の面とで個別に制御することができ、樹脂層の層厚の調整を容易に行うことができる。
乾燥機で所定の温度で加熱して、塗布された樹脂ワニス4の溶剤を揮発させると共に樹脂組成物を半硬化させてプリプレグを製造する。このように、必要な樹脂量のみを繊維基材11に供給することで、繊維基材11に作用する応力を最小限することができ、プリプレグ内部に発生する歪みが緩和される。
なお、(2)樹脂組成物を溶剤に溶かして樹脂ワニスを調製し、樹脂ワニスを繊維基材に塗布する方法では、使用する材料や加工条件は上述した(1)支持基材付き絶縁樹脂層をラミネートする方法を用いたプリプレグの製造方法に準じた材料や加工条件を使用することが好ましい。
【0064】
また、樹脂ワニスに用いられる溶剤は、樹脂組成物中の樹脂成分に対して良好な溶解性を示すことが好ましいが、悪影響を及ぼさない範囲で貧溶媒を使用しても構わない。良好な溶解性を示す溶剤としては、例えばアセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン、テトラヒドロフラン、ジメチルホルムアミド、ジメチルアセトアミド、ジメチルスルホキシド、エチレングリコール、セルソルブ系、カルビトール系などが挙げられる。
【0065】
樹脂ワニスの固形分は、とくに限定されないが、40質量%以上80質量%以下が好ましく、50質量%以上65質量%以下がより好ましい。これにより、樹脂ワニスの繊維基材への含浸性をさらに向上させることができる。繊維基材に樹脂組成物を含浸させ、所定温度、例えば80℃以上200℃以下などで乾燥させることによりプリプレグを得ることができる。
【0066】
つづいて、上記で得られたプリプレグを用いた金属張積層板100の製造方法について説明する。プリプレグを用いた金属張積層板100の製造方法は、とくに限定されないが、例えば以下の通りである。
得られたプリプレグから支持基材を剥離後、プリプレグの外側の上下両面または片面に金属箔103を重ね、ラミネーター装置やベクレル装置を用いて高真空条件下でこれらを接合する、あるいはそのままプリプレグの外側の上下両面または片面に金属箔を重ねる。
つぎに、プリプレグに金属箔を重ねたものを真空プレス機で加熱、加圧するかあるいは乾燥機で加熱することにより、金属張積層板100を得ることができる。
金属箔103の厚みは、例えば、1μm以上35μm以下である。この金属箔103の厚みが上記下限値以上であると、第一キャリア材料5a、第二キャリア材料5bを製造する際の機械的強度を充分に確保することができる。また、厚みが上記上限値以下であると、微細な回路を加工形成しやすくなる。
なお、支持基材として金属箔を使用した場合は、支持基材を剥離せずにそのまま金属張積層板100として使用することができる。
【0067】
金属箔103を構成する金属としては、例えば、銅、銅系合金、アルミ、アルミ系合金、銀、銀系合金、金、金系合金、亜鉛、亜鉛系合金、ニッケル、ニッケル系合金、錫、錫系合金、鉄、鉄系合金、コバール(商標名)、42アロイ、インバーまたはスーパーインバーなどのFe−Ni系の合金、タングステン、モリブデンなどが挙げられる。また、キャリア付電解銅箔なども使用することができる。
【0068】
(金属張積層板の構成材料)
以下、金属張積層板100を製造する際に使用する各材料について詳細に説明する。
【0069】
(熱硬化性樹脂)
熱硬化性樹脂としては、とくに限定されないが、低線膨張率および高弾性率を有し、熱衝撃性の信頼性に優れたものであることが好ましい。
また、熱硬化性樹脂の動的粘弾性測定による周波数1Hzでのガラス転移温度は、好ましくは160℃以上であり、さらに好ましくは200℃以上である。このようなガラス転移温度を有する樹脂組成物を用いることにより、鉛フリー半田リフロー耐熱性がさらに向上するという効果を得ることができる。また、樹脂組成物の動的粘弾性測定による周波数1Hzでのガラス転移温度の上限については、とくに限定するものではないが、350℃以下とすることができる。
【0070】
具体的な熱硬化性樹脂として、例えばフェノールノボラック樹脂、クレゾールノボラック樹脂、ビスフェノールAノボラック樹脂などのノボラック型フェノール樹脂、未変性のレゾールフェノール樹脂、桐油、アマニ油、クルミ油などで変性した油変性レゾールフェノール樹脂などのレゾール型フェノール樹脂などのフェノール樹脂、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビスフェノールE型エポキシ樹脂、ビスフェノールM型エポキシ樹脂、ビスフェノールP型エポキシ樹脂、ビスフェノールZ型エポキシ樹脂などのビスフェノール型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂などのノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、ビフェニルアラルキル型エポキシ樹脂、アリールアルキレン型エポキシ樹脂、ナフタレン型エポキシ樹脂、アントラセン型エポキシ樹脂、フェノキシ型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、ノルボルネン型エポキシ樹脂、アダマンタン型エポキシ樹脂、フルオレン型エポキシ樹脂などのエポキシ樹脂、ユリア(尿素)樹脂、メラミン樹脂などのトリアジン環を有する樹脂、不飽和ポリエステル樹脂、ビスマレイミド樹脂、ポリウレタン樹脂、ジアリルフタレート樹脂、シリコーン樹脂、ベンゾオキサジン環を有する樹脂、シアネート樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、ベンゾシクロブテン樹脂などが挙げられる。
これらの中の1種類を単独で用いてもよいし、異なる重量平均分子量を有する2種類以上を併用して用いてもよく、1種類または2種類以上と、それらのプレポリマーを併用して用いてもよい。
【0071】
これらの中でも、とくにシアネート樹脂(シアネート樹脂のプレポリマーを含む)が好ましい。シアネート樹脂を用いることにより、絶縁層101の線膨張係数を小さくすることができる。さらに、シアネート樹脂を用いることにより、絶縁層101の電気特性(低誘電率、低誘電正接)、機械強度などを向上させることができる。
【0072】
シアネート樹脂は、例えば、ハロゲン化シアン化合物とフェノール類とを反応させたものや、必要に応じて加熱などの方法でプレポリマー化したものなどを用いることができる。具体的には、ノボラック型シアネート樹脂、ビスフェノールA型シアネート樹脂、ビスフェノールE型シアネート樹脂、テトラメチルビスフェノールF型シアネート樹脂などのビスフェノール型シアネート樹脂、ナフトールアラルキル型の多価ナフトール類と、ハロゲン化シアンとの反応で得られるシアネート樹脂、ジシクロペンタジエン型シアネート樹脂、ビフェニルアルキル型シアネート樹脂などを挙げることができる。これらの中でもノボラック型シアネート樹脂が好ましい。ノボラック型シアネート樹脂を用いることにより、絶縁層101の架橋密度が増加し、絶縁層101の耐熱性が向上する。したがって、絶縁層101の難燃性を向上させることができる。
【0073】
この理由としては、ノボラック型シアネート樹脂は、硬化反応後にトリアジン環を形成することが挙げられる。さらに、ノボラック型シアネート樹脂は、その構造上ベンゼン環の割合が高く、炭化しやすいためと考えられる。さらに、絶縁層101の厚さを0.6mm以下にした場合であっても、ノボラック型シアネート樹脂を硬化させて作製した絶縁層101を含む金属張積層板100は優れた剛性を有する。とくに、このような金属張積層板100は加熱時における剛性に優れるので、半導体素子実装時の信頼性にも優れる。
ノボラック型シアネート樹脂としては、例えば、下記一般式(I)で示されるものを使用することができる。
【0074】
【化1】
【0075】
一般式(I)で示されるノボラック型シアネート樹脂の平均繰り返し単位nは任意の整数である。nの下限は、とくに限定されないが、1以上が好ましく、2以上がより好ましい。nが上記下限値以上であると、ノボラック型シアネート樹脂の耐熱性が向上し、加熱時に低量体が脱離、揮発することを抑制できる。また、nの上限は、とくに限定されないが、10以下が好ましく、7以下がより好ましい。nが上記上限値以下であると、溶融粘度が高くなるのを抑制でき、絶縁層101の成形性が低下することを抑制することができる。
【0076】
また、シアネート樹脂としては、下記一般式(II)で表わされるナフトール型シアネート樹脂も好適に用いられる。下記一般式(II)で表わされるナフトール型シアネート樹脂は、例えば、α−ナフトールあるいはβ−ナフトールなどのナフトール類とp−キシリレングリコール、α,α'−ジメトキシ−p−キシレン、1,4−ジ(2−ヒドロキシ−2−プロピル)ベンゼンなどとの反応により得られるナフトールアラルキル樹脂とシアン酸とを縮合させて得られるものである。一般式(II)のnは10以下であることがより好ましい。nが10以下の場合、樹脂粘度が高くならず、繊維基材への含浸性が良好で、金属張積層板100としての性能を低下させない傾向がある。また、合成時に分子内重合が起こりにくく、水洗時の分液性が向上し、収量の低下を防止できる傾向がある。
【0077】
【化2】
(式中、Rは水素原子またはメチル基を示し、nは1以上の整数を示す。)
【0078】
また、シアネート樹脂としては、下記一般式(III)で表わされるジシクロペンタジエン型シアネート樹脂も好適に用いられる。下記一般式(III)で表わされジシクロペンタジエン型シアネート樹脂は、下記一般式(III)のnが0以上8以下であることが好ましい。nが8以下の場合、樹脂粘度が高くならず、繊維基材への含浸性が良好で、金属張積層板100としての性能の低下を防止できる。また、ジシクロペンタジエン型シアネート樹脂を用いることで、積層板の低吸湿性および耐薬品性を向上させることができる。
【0079】
【化3】
(nは0以上8以下の整数を示す。)
【0080】
シアネート樹脂の重量平均分子量(Mw)の下限は、とくに限定されないが、Mw500以上が好ましく、Mw600以上がより好ましい。Mwが上記下限値以上であると、樹脂層を作製した場合にタック性の発生を抑制でき、樹脂層同士が接触したとき互いに付着したり、樹脂の転写が生じたりするのを抑制することができる。また、Mwの上限は、とくに限定されないが、Mw4,500以下が好ましく、Mw3,000以下がより好ましい。また、Mwが上記上限値以下であると、反応が速くなるのを抑制でき、プリント配線基板とした場合に、成形不良が生じたり、層間ピール強度が低下したりするのを抑制することができる。
シアネート樹脂などのMwは、例えば、GPC(ゲルパーミエーションクロマトグラフィー、標準物質:ポリスチレン換算)で測定することができる。
【0081】
また、とくに限定されないが、シアネート樹脂は1種類を単独で用いてもよいし、異なるMwを有するものを2種類以上併用して用いてもよく、1種類または2種類以上と、それらのプレポリマーとを併用して用いてもよい。
【0082】
樹脂組成物中に含まれる熱硬化性樹脂の含有量は、その目的に応じて適宜調整されれば良くとくに限定されないが、樹脂組成物全体に基づいて5質量%以上90質量%以下が好ましく、10質量%以上80質量%以下がより好ましく、20質量%以上50質量%以下がとくに好ましい。熱硬化性樹脂の含有量が上記下限値以上であると、樹脂組成物のハンドリング性が向上し、樹脂層を形成するのが容易となる。熱硬化性樹脂の含有量が上記上限値以下であると、絶縁層101の強度や難燃性が向上したり、絶縁層101の線膨張係数が低下し積層板の反りの低減効果が向上したりする場合がある。
【0083】
熱硬化性樹脂としてシアネート樹脂(とくにノボラック型シアネート樹脂、ナフトール型シアネート樹脂、ジシクロペンタジエン型シアネート樹脂)を用いる以外に、エポキシ樹脂(実質的にハロゲン原子を含まない)を用いてもよいし、併用してもよい。エポキシ樹脂としては、例えばビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールE型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビスフェノールM型エポキシ樹脂、ビスフェノールP型エポキシ樹脂、ビスフェノールZ型エポキシ樹脂などのビスフェノール型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂などのノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、キシリレン型エポキシ樹脂、ビフェニルアラルキル型エポキシ樹脂などのアリールアルキレン型エポキシ樹脂、ナフトール型エポキシ樹脂、ナフタレンジオール型エポキシ樹脂、2官能ないし4官能エポキシ型ナフタレン樹脂、ナフチレンエーテル型エポキシ樹脂、ビナフチル型エポキシ樹脂、ナフタレンアラルキル型エポキシ樹脂などのナフタレン型エポキシ樹脂、アントラセン型エポキシ樹脂、フェノキシ型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、ノルボルネン型エポキシ樹脂、アダマンタン型エポキシ樹脂、フルオレン型エポキシ樹脂などが挙げられる。
【0084】
エポキシ樹脂として、これらの中の1種類を単独で用いてもよいし、異なる重量平均分子量を有する2種類以上を併用して用いてもよく、1種類または2種類以上と、それらのプレポリマーとを併用して用いてもよい。
【0085】
これらエポキシ樹脂の中でもとくにアリールアルキレン型エポキシ樹脂が好ましい。これにより、絶縁層101の吸湿半田耐熱性および難燃性をさらに向上させることができる。
【0086】
アリールアルキレン型エポキシ樹脂とは、繰り返し単位中に一つ以上のアリールアルキレン基を有するエポキシ樹脂をいう。例えばキシリレン型エポキシ樹脂、ビフェニルジメチレン型エポキシ樹脂などが挙げられる。これらの中でもビフェニルジメチレン型エポキシ樹脂が好ましい。ビフェニルジメチレン型エポキシ樹脂は、例えば下記一般式(IV)で示すことができる。
【0087】
【化4】
【0088】
上記一般式(IV)で示されるビフェニルジメチレン型エポキシ樹脂の平均繰り返し単位nは任意の整数である。nの下限は、とくに限定されないが、1以上が好ましく、2以上がより好ましい。nが上記下限値以上であると、ビフェニルジメチレン型エポキシ樹脂の結晶化を抑制でき、汎用溶媒に対する溶解性が向上するため、取り扱いが容易となる。nの上限は、とくに限定されないが、10以下が好ましく、5以下がより好ましい。nが上記上限値以下であると、樹脂の流動性が向上し、絶縁層101の成形不良などの発生を抑制することができる。
【0089】
上記以外のエポキシ樹脂としては縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂が好ましい。これにより、絶縁層101の耐熱性、低熱膨張性をさらに向上させることができる。
【0090】
縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂は、ナフタレン、アントラセン、フェナントレン、テトラセン、クリセン、ピレン、トリフェニレン、およびテトラフェン、その他の縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂である。縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂は、複数の芳香環が規則的に配列することができるため低熱膨張性に優れる。また、ガラス転移温度も高いため耐熱性に優れる。さらに、繰返し構造の分子量が大きいため従来のノボラック型エポキシに比べ難燃性に優れ、シアネート樹脂と組合せることでシアネート樹脂の弱点の脆弱性を改善することができる。したがって、シアネート樹脂と併用して用いることで、樹脂層101のガラス転移温度はさらに高くなるため鉛フリー対応の実装信頼性を向上させることができる。
【0091】
縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂は、フェノール類化合物とホルムアルデヒド類化合物、および縮合環芳香族炭化水素化合物から合成された、ノボラック型フェノール樹脂をエポキシ化したものである。
【0092】
フェノール類化合物は、とくに限定されないが、例えば、フェノール、o−クレゾール、m−クレゾール、p−クレゾールなどのクレゾール類、2,3−キシレノール、2,4−キシレノール、2,5−キシレノール、2,6−キシレノール、3,4−キシレノール、3,5−キシレノールなどのキシレノール類、2,3,5トリメチルフェノールなどのトリメチルフェノール類、o−エチルフェノール、m−エチルフェノール、p−エチルフェノールなどのエチルフェノール類、イソプロピルフェノール、ブチルフェノール、t−ブチルフェノールなどのアルキルフェノール類、o−フェニルフェノール、m−フェニルフェノール、p−フェニルフェノール、カテコール、1,5−ジヒドロキシナフタレン、1,6−ジヒドロキシナフタレン、2,7−ジヒドロキシナフタレンなどのナフタレンジオール類、レゾルシン、カテコール、ハイドロキノン、ピロガロール、フルオログルシンなどの多価フェノール類、アルキルレゾルシン、アルキルカテコール、アルキルハイドロキノンなどのアルキル多価フェノール類が挙げられる。これらの中でも、コスト面および分解反応に与える効果から、フェノールが好ましい。
【0093】
アルデヒド類化合物は、とくに限定されないが、例えば、ホルムアルデヒド、パラホルムアルデヒド、トリオキサン、アセトアルデヒド、プロピオンアルデヒド、ポリオキシメチレン、クロラール、ヘキサメチレンテトラミン、フルフラール、グリオキザール、n-ブチルアルデヒド、カプロアルデヒド、アリルアルデヒド、ベンズアルデヒド、クロトンアルデヒド、アクロレイン、テトラオキシメチレン、フェニルアセトアルデヒド、o-トルアルデヒド、サリチルアルデヒド、ジヒドロキシベンズアルデヒド、トリヒドロキシベンズアルデヒド、4−ヒドロキシ−3−メトキシアルデヒドパラホルムアルデヒドなどが挙げられる。
【0094】
縮合環芳香族炭化水素化合物は、とくに限定されないが、例えば、メトキシナフタレン、ブトキシナフタレンなどのナフタレン誘導体、メトキシアントラセンなどのアントラセン誘導体、メトキシフェナントレンなどのフェナントレン誘導体、その他テトラセン誘導体、クリセン誘導体、ピレン誘導体、誘導体トリフェニレン、テトラフェン誘導体などが挙げられる。
【0095】
縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂はとくに限定されないが、例えば、メトキシナフタレン変性オルトクレゾールノボラックエポキシ樹脂、ブトキシナフタレン変性メタ(パラ)クレゾールノボラックエポキシ樹脂、およびメトキシナフタレン変性ノボラックエポキシ樹脂などが挙げられる。これらの中でも、下記式(V)で表される縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂が好ましい。
【0096】
【化5】
【0097】
(式中、Arは縮合環芳香族炭化水素基である。Rは互いに同一であっても異なっていてもよく、水素原子、炭素数1以上10以下の炭化水素基、ハロゲン元素、フェニル基、ベンジル基などのアリール基、およびグリシジルエーテルを含む有機基から選ばれる基である。n、p、およびqは1以上の整数である。p、qの値は、繰り返し単位毎に同一でも、異なっていてもよい。)
【0098】
【化6】
【0099】
(式(V)中のArは、式(VI)中の(Ar1)〜(Ar4)で表される構造である。式(VI)中のRは、互いに同一であっても異なっていてもよく、水素原子、炭素数1以上10以下の炭化水素基、ハロゲン元素、フェニル基、ベンジル基などのアリール基、およびグリシジルエーテルを含む有機基から選ばれる基である。)
【0100】
さらに上記以外のエポキシ樹脂としてはナフトール型エポキシ樹脂、ナフタレンジオール型エポキシ樹脂、2官能ないし4官能エポキシ型ナフタレン樹脂、ナフチレンエーテル型エポキシ樹脂などのナフタレン型エポキシ樹脂が好ましい。これにより、絶縁層101の耐熱性、低熱膨張性をさらに向上させることができる。
また、ベンゼン環に比べナフタレン環のπ−πスタッキン効果が高いため、特に、低熱膨張性、低熱収縮性に優れる。さらに、多環構造のため剛直効果が高く、ガラス転移温度が特に高いため、リフロー前後の熱収縮変化が小さい。
ナフトール型エポキシ樹脂としては、例えば、下記一般式(VII−1)、ナフタレンジオール型エポキシ樹脂としては下記式(VII−2)、2官能ないし4官能エポキシ型ナフタレン樹脂としては下記式(VII−3)(VII−4)(VII−5)、ナフチレンエーテル型エポキシ樹脂としては、例えば、下記一般式(VII−6)で示すことができる。
【0101】
【化7】
(nは平均1以上6以下の数を示す。Rはグリシジル基または炭素数1以上10以下の炭化水素基を示す。)
【0102】
【化8】
【0103】
【化9】
【0104】
【化10】
(式中、R1は水素原子またはメチル基を表す。R2はそれぞれ独立的に水素原子、炭素原子数1〜4のアルキル基、アラルキル基、ナフタレン基、またはグリシジルエーテル基含有ナフタレン基を表す。oおよびmはそれぞれ0〜2の整数であって、かつ、oまたはmのいずれか一方は1以上である。)
【0105】
エポキシ樹脂の含有量の下限は、とくに限定されないが、樹脂組成物全体において1質量%以上が好ましく、2質量%以上がより好ましい。含有量が上記下限値以上であると、シアネート樹脂の反応性が向上し、得られる製品の耐湿性を向上させることができる。エポキシ樹脂の含有量の上限は、とくに限定されないが、55質量%以下が好ましく、40質量%以下がより好ましい。含有量が上記上限値以下であると、絶縁層101の耐熱性をより向上させることができる。
【0106】
エポキシ樹脂の重量平均分子量(Mw)の下限は、とくに限定されないが、Mw500以上が好ましく、Mw800以上がより好ましい。Mwが上記下限値以上であると、樹脂層にタック性が生じるのを抑制することができる。Mwの上限は、とくに限定されないが、Mw20,000以下が好ましく、Mw15,000以下がより好ましい。Mwが上記上限値以下であると、プリプレグ作製時、繊維基材への樹脂組成物の含浸性が向上し、より均一な製品を得ることができる。エポキシ樹脂のMwは、例えばGPCで測定することができる。
【0107】
熱硬化性樹脂としてシアネート樹脂(とくにノボラック型シアネート樹脂、ナフトール型シアネート樹脂、ジシクロペンタジエン型シアネート樹脂)やエポキシ樹脂(アリールアルキレン型エポキシ樹脂、とくにビフェニルジメチレン型エポキシ樹脂、縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂、ナフタレン型エポキシ樹脂)を用いる場合、さらにフェノール樹脂を用いることが好ましい。
フェノール樹脂としては、例えば、ノボラック型フェノール樹脂、レゾール型フェノール樹脂、アリールアルキレン型フェノール樹脂などが挙げられる。フェノール樹脂として、これらの中の1種類を単独で用いてよいし、異なる重量平均分子量を有する2種類以上を併用して用いてもよく、1種類または2種類以上と、それらのプレポリマーとを併用して用いてもよい。これらの中でも、とくにアリールアルキレン型フェノール樹脂が好ましい。これにより、金属張積層板100の吸湿半田耐熱性をさらに向上させることができる。
【0108】
アリールアルキレン型フェノール樹脂としては、例えば、キシリレン型フェノール樹脂、ビフェニルジメチレン型フェノール樹脂などが挙げられる。ビフェニルジメチレン型フェノール樹脂は、例えば、下記一般式(VIII)で示すことができる。
【0109】
【化11】
【0110】
上記一般式(VIII)で示されるビフェニルジメチレン型フェノール樹脂の繰り返し単位nは任意の整数である。nの下限は、とくに限定されないが、1以上が好ましく、2以上がより好ましい。nが上記下限値以上であると、絶縁層101の耐熱性をより向上させることができる。また、繰り返し単位nの上限は、とくに限定されないが、12以下が好ましく、とくに8以下が好ましい。また、nが上記上限値以下であると、他の樹脂との相溶性が向上し、樹脂組成物の作業性を向上させることができる。
【0111】
前述のシアネート樹脂(とくにノボラック型シアネート樹脂、ナフトール型シアネート樹脂、ジシクロペンタジエン型シアネート樹脂)やエポキシ樹脂(アリールアルキレン型エポキシ樹脂、とくにビフェニルジメチレン型エポキシ樹脂、縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂、ナフタレン型エポキシ樹脂)とアリールアルキレン型フェノール樹脂との組合せにより、樹脂層の架橋密度をコントロールし、樹脂組成物の反応性を容易に制御することができる。
【0112】
フェノール樹脂の含有量の下限は、とくに限定されないが、樹脂組成物全体において1質量%以上が好ましく、5質量%以上がより好ましい。フェノール樹脂の含有量が上記下限値以上であると、絶縁層101の耐熱性を向上させることができる。また、フェノール樹脂の含有量の上限は、とくに限定されないが、樹脂組成物全体において55質量%以下が好ましく、40質量%以下がより好ましい。フェノール樹脂の含有量が上記上限値以下であると、絶縁層101の低熱膨張の特性を向上させることができる。
【0113】
フェノール樹脂の重量平均分子量(Mw)の下限は、とくに限定されないが、Mw400以上が好ましく、Mw500以上がより好ましい。Mwが上記下限以上であると、樹脂層にタック性が生じるのを抑制することができる。また、フェノール樹脂のMwの上限は、とくに限定されないが、Mw18,000以下が好ましく、Mw15,000以下がより好ましい。Mwが上記上限以下であるとプリプレグの作製時、繊維基材への樹脂組成物の含浸性が向上し、より均一な製品を得ることができる。フェノール樹脂のMwは、例えばGPCで測定することができる。
【0114】
さらに、シアネート樹脂(とくにノボラック型シアネート樹脂、ナフトール型シアネート樹脂、ジシクロペンタジエン型シアネート樹脂)とフェノール樹脂(アリールアルキレン型フェノール樹脂、とくにビフェニルジメチレン型フェノール樹脂)とエポキシ樹脂(アリールアルキレン型エポキシ樹脂、とくにビフェニルジメチレン型エポキシ樹脂、縮合環芳香族炭化水素構造を有するノボラック型エポキシ樹脂、ナフタレン型エポキシ樹脂)との組合せを用いて基板(とくにプリント配線基板)を作製した場合、とくに優れた寸法安定性を得ることができる。
【0115】
また、樹脂組成物は充填材をさらに含んでいる。これにより、金属張積層板100を薄型化しても、より一層優れた機械的強度を付与することができる。さらに、金属張積層板100の低熱膨張化をより一層向上させることができる。
【0116】
(充填材)
充填材としては、例えば、タルク、焼成クレー、未焼成クレー、マイカ、ガラスなどのケイ酸塩、酸化チタン、アルミナ、ベーマイト、シリカ、溶融シリカなどの酸化物、炭酸カルシウム、炭酸マグネシウム、ハイドロタルサイトなどの炭酸塩、水酸化アルミニウム、水酸化マグネシウム、水酸化カルシウムなどの水酸化物、硫酸バリウム、硫酸カルシウム、亜硫酸カルシウムなどの硫酸塩または亜硫酸塩、ホウ酸亜鉛、メタホウ酸バリウム、ホウ酸アルミニウム、ホウ酸カルシウム、ホウ酸ナトリウムなどのホウ酸塩、窒化アルミニウム、窒化ホウ素、窒化ケイ素、窒化炭素などの窒化物、チタン酸ストロンチウム、チタン酸バリウムなどのチタン酸塩などを挙げることができる。
【0117】
充填材として、これらの中の1種類を単独で用いてもよく、2種類以上を併用して用いてもよい。これらの中でも、シリカが好ましく、溶融シリカ(とくに球状溶融シリカ)が低熱膨張性に優れる点でより好ましい。溶融シリカの形状には破砕状および球状がある。繊維基材への含浸性を確保するためには、樹脂組成物の溶融粘度を下げるため球状シリカを使うなど、その目的にあわせた使用方法を採用することができる。
【0118】
充填材の平均粒子径の下限は、とくに限定されないが、0.01μm以上が好ましく、0.1μm以上がより好ましい。充填材の粒径が上記下限値以上であると、ワニスの粘度が高くなるのを抑制でき、プリプレグ作製時の作業性を向上させることができる。また、平均粒子径の上限は、とくに限定されないが、5.0μm以下が好ましく、2.0μm以下がより好ましい。充填材の粒径が上記上限値以下であると、ワニス中で充填剤の沈降などの現象を抑制でき、より均一な絶縁層101を得ることができる。また、内層基板の導体回路がL/Sが20/20μmを下回る際には、配線間の絶縁性に影響を与えるのを抑制することができる。
【0119】
充填材の平均粒子径は、例えば、レーザー回折式粒度分布測定装置(HORIBA製、LA−500)により、粒子の粒度分布を体積基準で測定し、そのメディアン径(D50)を平均粒子径とする。
【0120】
また、充填材は、とくに限定されないが、平均粒子径が単分散の充填材を用いてもよいし、平均粒子径が多分散の充填材を用いてもよい。さらに平均粒子径が単分散および/または多分散の充填材を1種類または2種類以上で併用して用いてもよい。
【0121】
また、本実施形態の樹脂組成物は、レーザー回折散乱式粒度分布測定法による体積基準粒度分布におけるメディアン径d50が100nm以下のナノシリカ(とくに球状ナノシリカ)を含むのが好ましい。上記ナノシリカは、粒径の大きい充填材の隙間や繊維基材のストランド中に存在できるため、ナノシリカを含むことにより、充填材の充填性をさらに向上させることができる。
【0122】
充填材の含有量は、とくに限定されないが、樹脂組成物全体において20質量%以上80質量%以下が好ましく、30質量%以上75質量%以下がより好ましい。含有量が上記範囲内であると、とくに絶縁層101をより一層低熱膨張、低吸水とすることができる。
【0123】
また、本実施の形態に用いる樹脂組成物は、ゴム成分も配合することができ、例えば、ゴム粒子を用いることができる。ゴム粒子の好ましい例としては、コアシェル型ゴム粒子、架橋アクリロニトリルブタジエンゴム粒子、架橋スチレンブタジエンゴム粒子、アクリルゴム粒子、シリコーン粒子などが挙げられる。
【0124】
コアシェル型ゴム粒子は、コア層とシェル層とを有するゴム粒子であり、例えば、外層のシェル層がガラス状ポリマーで構成され、内層のコア層がゴム状ポリマーで構成される2層構造、または外層のシェル層がガラス状ポリマーで構成され、中間層がゴム状ポリマーで構成され、コア層がガラス状ポリマーで構成される3層構造のものなどが挙げられる。ガラス状ポリマー層は、例えば、メタクリル酸メチルの重合物などで構成され、ゴム状ポリマー層は、例えば、ブチルアクリレート重合物(ブチルゴム)などで構成される。コアシェル型ゴム粒子の具体例としては、スタフィロイドAC3832、AC3816N(商品名、ガンツ化成社製)、メタブレンKW−4426(商品名、三菱レイヨン社製)が挙げられる。架橋アクリロニトリルブタジエンゴム(NBR)粒子の具体例としては、XER−91(平均粒子径0.5μm、JSR社製)などが挙げられる。
【0125】
架橋スチレンブタジエンゴム(SBR)粒子の具体例としては、XSK−500(平均粒子径0.5μm、JSR社製)などが挙げられる。アクリルゴム粒子の具体例としては、メタブレンW300A(平均粒子径0.1μm)、W450A(平均粒子径0.2μm)(三菱レイヨン社製)などが挙げられる。
【0126】
シリコーン粒子は、オルガノポリシロキサンで形成されたゴム弾性微粒子であればとくに限定されず、例えば、シリコーンゴム(オルガノポリシロキサン架橋エラストマー)そのものからなる微粒子、および二次元架橋主体のシリコーンからなるコア部を三次元架橋型主体のシリコーンで被覆したコアシェル構造粒子などが挙げられる。シリコーンゴム微粒子としては、KMP−605、KMP−600、KMP−597、KMP−594(信越化学社製)、トレフィルE−500、トレフィルE−600(東レ・ダウコーニング社製)などの市販品を用いることができる。
【0127】
ゴム粒子の含有量は、とくに限定されないが、上記の充填材を合わせて、樹脂組成物全体に基づいて20質量%以上80質量%以下が好ましく、とくに30質量%以上75質量%以下が好ましい。含有量が範囲内であると、絶縁層101をより一層低吸水とすることができる。
【0128】
(その他の添加剤)
このほか、必要に応じて、樹脂組成物にはカップリング剤、硬化促進剤、硬化剤、熱可塑性樹脂、有機充填材などの添加剤を適宜配合することができる。本実施形態で用いられる樹脂組成物は、上記成分を有機溶剤などにより溶解および/または分散させた液状形態で好適に用いることができる。
【0129】
カップリング剤の使用により、熱硬化性樹脂と充填材との界面の濡れ性が向上し、繊維基材に対して樹脂組成物を均一に定着させることができる。したがって、カップリング剤を使用することにより、金属張積層板100の耐熱性、とくに吸湿後の半田耐熱性を改良することができる。
【0130】
カップリング剤としては、カップリング剤として通常用いられるものであれば使用できるが、具体的にはエポキシシランカップリング剤、カチオニックシランカップリング剤、アミノシランカップリング剤、チタネート系カップリング剤およびシリコーンオイル型カップリング剤の中から選ばれる1種以上のカップリング剤を使用することが好ましい。これにより、熱硬化性樹脂と充填材との界面の濡れ性を向上させることができ、その結果、絶縁層101の耐熱性をより一層向上させることができる。
【0131】
カップリング剤の含有量の下限は、充填材の比表面積に依存するのでとくに限定されないが、充填材100質量部に対して0.05質量部以上が好ましく、0.1質量部以上がより好ましい。カップリング剤の含有量が上記下限値以上であると、充填材を十分に被覆することができるため、熱硬化性樹脂と充填材との界面の濡れ性をより一層向上させることができ、その結果、絶縁層101の耐熱性をより一層向上させることができる。また、カップリング剤の含有量の上限は、とくに限定されないが、3質量部以下が好ましく、2質量部以下がより好ましい。カップリング剤の含有量が上記上限値以下であると、カップリング剤が熱硬化性樹脂の反応に影響を与えるのを抑制でき、得られる金属張積層板100の曲げ強度などの低下を抑制することができる。
【0132】
硬化促進剤としては公知のものを用いることができる。例えば、ナフテン酸亜鉛、ナフテン酸コバルト、オクチル酸スズ、オクチル酸コバルト、ビスアセチルアセトナートコバルト(II)、トリスアセチルアセトナートコバルト(III)などの有機金属塩、トリエチルアミン、トリブチルアミン、ジアザビシクロ[2,2,2]オクタンなどの3級アミン類、2−フェニル−4−メチルイミダゾール、2−エチル−4−エチルイミダゾール、2−フェニル−4−エチルイミダゾール、2−フェニル−4−メチル−5−ヒドロキシイミダゾール、2−フェニル−4,5−ジヒドロキシイミダゾールなどのイミダゾール類、フェノール、ビスフェノールA、ノニルフェノールなどのフェノール化合物、酢酸、安息香酸、サリチル酸、パラトルエンスルホン酸などの有機酸、オニウム塩化合物、またはこれらの混合物などが挙げられる。硬化促進剤として、これらの中の誘導体も含めて1種類を単独で用いてもよいし、これらの誘導体も含めて2種類以上を併用して用いてもよい。
オニウム塩化合物は、とくに限定されないが、例えば、下記一般式(IX)で表されるオニウム塩化合物を用いることができる。
【0133】
【化12】
【0134】
(式中、Pはリン原子である。R1、R2、R3およびR4は、それぞれ、置換もしくは無置換の芳香環または複素環を有する有機基、あるいは置換もしくは無置換の脂肪族基を示し、互いに同一であっても異なっていてもよい。A−は分子外に放出しうるプロトンを少なくとも1個以上分子内に有するn(n≧1)価のプロトン供与体のアニオン、またはその錯アニオンを示す。)
【0135】
硬化促進剤の含有量の下限は、とくに限定されないが、樹脂組成物全体の0.005質量%以上が好ましく、0.01質量%以上がより好ましい。含有量が上記下限値以上であると、硬化を促進する効果を十分に発揮することができる。硬化促進剤の含有量の上限は、とくに限定されないが、樹脂組成物全体の5質量%以下が好ましく、2質量%以下がより好ましい。含有量が上記上限値以下であるとプリプレグの保存性をより向上させることができる。
【0136】
樹脂組成物では、フェノキシ樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、ポリフェニレンオキサイド樹脂、ポリエーテルスルホン樹脂、ポリエステル樹脂、ポリエチレン樹脂、ポリスチレン樹脂などの熱可塑性樹脂、スチレン−ブタジエン共重合体、スチレン−イソプレン共重合体などのポリスチレン系熱可塑性エラストマー、ポリオレフィン系熱可塑性エラストマー、ポリアミド系エラストマー、ポリエステル系エラストマーなどの熱可塑性エラストマー、ポリブタジエン、エポキシ変性ポリブタジエン、アクリル変性ポリブタジエン、メタクリル変性ポリブタジエンなどのジエン系エラストマーを併用して用いてもよい。
【0137】
フェノキシ樹脂としては、例えば、ビスフェノール骨格を有するフェノキシ樹脂、ナフタレン骨格を有するフェノキシ樹脂、アントラセン骨格を有するフェノキシ樹脂、ビフェニル骨格を有するフェノキシ樹脂などが挙げられる。また、これらの骨格を複数種有した構造のフェノキシ樹脂を用いることもできる。
【0138】
これらの中でも、フェノキシ樹脂には、ビフェニル骨格およびビスフェノールS骨格を有するフェノキシ樹脂を用いるのが好ましい。これにより、ビフェニル骨格が有する剛直性により、フェノキシ樹脂のガラス転移温度を高くすることができるとともに、ビスフェノールS骨格の存在により、フェノキシ樹脂と金属との密着性を向上させることができる。その結果、金属張積層板100の耐熱性の向上を図ることができるとともに、プリント配線基板を製造する際に、積層板に対する配線層の密着性を向上させることができる。また、フェノキシ樹脂には、ビスフェノールA骨格およびビスフェノールF骨格を有するフェノキシ樹脂を用いるのも好ましい。これにより、プリント配線基板の製造時に、配線層の積層板への密着性をさらに向上させることができる。
また、下記一般式(X)で表されるビスフェノールアセトフェノン構造を有するフェノキシ樹脂を用いるのも好ましい。
【0139】
【化13】
【0140】
(式中、R1は互いに同一であっても異なっていてもよく、水素原子、炭素数1以上10以下の炭化水素基またはハロゲン元素から選ばれる基である。R2は、水素原子、炭素数1以上10以下の炭化水素基またはハロゲン元素から選ばれる基である。R3 は、水素原子または炭素数1以上10以下の炭化水素基であり、mは0以上5以下の整数である。)
【0141】
ビスフェノールアセトフェノン構造を含むフェノキシ樹脂は、嵩高い構造を持っているため、溶剤溶解性や、配合する熱硬化性樹脂成分との相溶性に優れる。また、ビスフェノールアセトフェノン構造を含むフェノキシ樹脂を含むと、低粗度で均一な粗面を有する絶縁層101を形成することができるため、金属張積層板100の微細配線形成性をより向上させることができる。
【0142】
ビスフェノールアセトフェノン構造を有するフェノキシ樹脂は、エポキシ樹脂とフェノール樹脂を触媒で高分子量化させる方法などの公知の方法で合成することができる。
【0143】
ビスフェノールアセトフェノン構造を有するフェノキシ樹脂は、一般式(X)のビスフェノールアセトフェノン構造以外の構造が含まれていても良く、その構造はとくに限定されないが、ビスフェノールA型、ビスフェノールF型、ビスフェノールS型、ビフェニル型、フェノールノボラック型、クレゾールノボラック型の構造などが挙げられる。これらの中でも、ビフェニル型の構造を含むものが、絶縁層101のガラス転移温度をより向上させることができる点から好ましい。
【0144】
ビスフェノールアセトフェノン構造を含むフェノキシ樹脂中の一般式(X)のビスフェノールアセトフェノン構造の含有量はとくに限定されないが、好ましくは5モル%以上95モル%以下であり、より好ましくは10モル%以上85モル%以下であり、さらに好ましくは15モル%以上75モル%以下である。含有量が上記下限値以上であると、絶縁層101の耐熱性およびプリント配線基板の耐湿信頼性を向上させる効果を十分に発揮させることができる。また、含有量が上記上限値以下であると、フェノキシ樹脂の溶剤溶解性を向上させることができる。
【0145】
フェノキシ樹脂の重量平均分子量(Mw)は、とくに限定されないが、Mw5,000以上100,000以下が好ましく、10,000以上70,000以下がより好ましく、20,000以上50,000以下がとくに好ましい。Mwが上記上限値以下であると、他の樹脂との相溶性や溶剤への溶解性を向上させることができる。上記下限値以上であると、製膜性が向上し、プリント配線基板の製造に用いる場合に不具合が発生するのを抑制することができる。
【0146】
フェノキシ樹脂の含有量は、とくに限定されないが、充填材を除く樹脂組成物の0.5質量%以上40質量%以下が好ましく、とくに1質量%以上20質量%以下が好ましい。含有量が上記下限値以上であると絶縁層101の機械強度の低下や、導体回路とのメッキ密着性の低下を抑制することができる。上記上限値以下であると、絶縁層101の熱膨張率の増加を抑制でき、耐熱性を低下させることができる。
【0147】
さらに、樹脂組成物には、必要に応じて、顔料、染料、消泡剤、レベリング剤、紫外線吸収剤、発泡剤、酸化防止剤、難燃剤、イオン捕捉剤などの上記成分以外の添加物を添加してもよい。
【0148】
顔料としては、カオリン、合成酸化鉄赤、カドミウム黄、ニッケルチタン黄、ストロンチウム黄、含水酸化クロム、酸化クロム、アルミ酸コバルト、合成ウルトラマリン青などの無機顔料、フタロシアニンなどの多環顔料、アゾ顔料などが挙げられる。
【0149】
染料としては、イソインドリノン、イソインドリン、キノフタロン、キサンテン 、ジケトピロロピロール、ペリレン、ペリノン 、アントラキノン、インジゴイド 、オキサジン、キナクリドン、ベンツイミダゾロン、ビオランスロン 、フタロシアニン、アゾメチンなどが挙げられる。
【0150】
(繊維基材)
繊維基材としては、とくに限定されないが、ガラスクロスなどのガラス繊維基材、ポリベンゾオキサゾール樹脂繊維、ポリアミド樹脂繊維、芳香族ポリアミド樹脂繊維、全芳香族ポリアミド樹脂繊維などのポリアミド系樹脂繊維、ポリエステル樹脂繊維、芳香族ポリエステル樹脂繊維、全芳香族ポリエステル樹脂繊維などのポリエステル系樹脂繊維、ポリイミド樹脂繊維、フッ素樹脂繊維などを主成分として構成される合成繊維基材、クラフト紙、コットンリンター紙、リンターとクラフトパルプの混抄紙などを主成分とする紙基材などの有機繊維基材などが挙げられる。これらの中でも、強度、吸水率の点からガラス繊維基材がとくに好ましい。また、ガラス繊維基材を用いることにより、絶縁層101の線膨張係数をさらに小さくすることができる。
【0151】
本実施形態で用いるガラス繊維基材としては、坪量(1m2あたりの繊維基材の重量)が4g/m2以上150g/m2以下のものが好ましく、8g/m2以上110g/m2以下のものがより好ましく、12g/m2以上60g/m2以下のものがさらに好ましく、12g/m2以上30g/m2以下のものがとくに好ましく、12g/m2以上24g/m2以下のものが最も好ましい。
【0152】
坪量が上記上限値以下であると、ガラス繊維基材中の樹脂組成物の含浸性が向上し、ストランドボイドや絶縁信頼性の低下の発生を抑制することができる。また炭酸ガス、UV、エキシマなどのレーザーによるスルーホールの形成を容易にすることができる。また、坪量が上記下限値以上であると、ガラス繊維基材やプリプレグの強度を向上させることができる。その結果、ハンドリング性が向上したり、プリプレグの作製が容易となったり、積層板の反りの低減効果の低下を抑制したりすることができる。
【0153】
上記ガラス繊維基材の中でも、とくに、線膨張係数が6ppm以下のガラス繊維基材であることが好ましく、3.5ppm以下のガラス繊維基材であることがより好ましい。このような線膨張係数を有するガラス繊維基材を用いることにより、本実施形態の金属張積層板100の反りをさらに抑制することができる。
【0154】
さらに、本実施形態で用いるガラス繊維基材を構成する材料の引張弾性率が好ましくは60GPa以上100GPa以下であり、より好ましくは65GPa以上92GPa以下であり、とくに好ましくは86GPa以上92GPa以下である。このような引張弾性率を有する繊維基材を用いることにより、例えば半導体実装時のリフロー熱による配線板の変形を効果的に抑制することができるので、電子部品の接続信頼性がさらに向上する。
【0155】
また、本実施形態で用いるガラス繊維基材は、1MHzでの誘電率が好ましくは3.8以上7.0以下であり、より好ましくは3.8以上6.8以下であり、とくに好ましくは3.8以上5.5以下である。このような誘電率を有するガラス繊維基材を用いることにより、金属張積層板100の誘電率をさらに低減することができるため、金属張積層板100は高速信号を用いた半導体パッケージに好適に用いることができる。
【0156】
上記のような線膨張係数、引張弾性率および誘電率を有するガラス繊維基材として、例えば、Eガラス、Sガラス、Dガラス、Tガラス、NEガラス、石英ガラス、UNガラスからなる群から選ばれる少なくとも一種を含むガラス繊維基材が好適に用いられる。
【0157】
繊維基材の厚みはとくに限定されないが、好ましくは5μm以上150μm以下であり、より好ましくは10μm以上100μm以下であり、さらに好ましくは12μm以上60μm以下である。このような厚みを有する繊維基材を用いることにより、プリプレグ製造時のハンドリング性をさらに向上させることができ、また、金属張積層板100の反り低減効果を向上させることができる。
【0158】
繊維基材の厚みが上記上限値以下であると、繊維基材中の樹脂組成物の含浸性が向上し、ストランドボイドや絶縁信頼性の低下の発生を抑制することができる。また炭酸ガス、UV、エキシマなどのレーザーによるスルーホールの形成を容易にすることができる。また、繊維基材の厚みが上記下限値以上であると、繊維基材やプリプレグの強度を向上させることができる。その結果、ハンドリング性が向上したり、プリプレグの作製が容易となったり、金属張積層板100の反りの低減効果の低下を抑制したりすることができる。
【0159】
また、繊維基材の使用枚数は、一枚に限らず、薄い繊維基材を複数枚重ねて使用することも可能である。なお、繊維基材を複数枚重ねて使用する場合は、その合計の厚みが上記の範囲を満たせばよい。
【0160】
また、本実施形態における絶縁層101に含まれる繊維基材と充填材との合計が、55質量%以上90質量%以下であることが好ましく、70質量%以上85質量%以下であることがより好ましい。繊維基材と充填材との合計が上記範囲内であると、繊維基材への樹脂の含浸性、成形性のバランスをとりながら、金属張積層板100の剛性を高めることができるため、実装時の金属張積層板100の反りをより一層低減することができる。
【0161】
(プリント配線基板および半導体パッケージ)
つづいて、本実施形態におけるプリント配線基板および半導体パッケージ200について説明する。
金属張積層板100は、図7に示すような半導体パッケージ200に用いることができる。プリント配線基板および半導体パッケージ200の製造方法としては、とくに限定されないが、例えば以下のような方法がある。
金属張積層板100に層間接続用のスルーホールを形成し、サブトラクティブ工法、セミアディティブ工法などにより配線層を作製する。その後、必要に応じてビルドアップ層(図7では図示しない)を積層して、アディティブ工法により層間接続および回路形成する工程を繰り返す。そして、必要に応じてソルダーレジスト層201を積層して、上記に準じた方法で回路形成することにより、プリント配線基板を得ることができる。ここで、一部あるいは全てのビルドアップ層およびソルダーレジスト層201は繊維基材を含んでも構わないし、含まなくても構わない。
【0162】
つぎに、ソルダーレジスト層201全面にフォトレジストを塗布した後に、フォトレジストの一部を除去してソルダーレジスト層201の一部を露出させる。なお、ソルダーレジスト層201には、フォトレジストの機能を持ったレジストを使用することもできる。この場合は、フォトレジストの塗布の工程を省略できる。つぎに、露出したソルダーレジスト層201の除去をおこなって、開口部209を形成する。
【0163】
つづいて、リフロー処理をおこなうことによって、半導体素子203を配線パターンの一部である接続端子205上に半田バンプ207を介して固着させる。その後、半導体素子203、半田バンプ207などを封止材211で封止することによって、図7に示す様な半導体パッケージ200を得ることができる。
【0164】
(半導体装置)
つづいて、本実施形態における半導体装置300について説明する。
半導体パッケージ200は、図8に示すような半導体装置300に用いることができる。半導体装置300の製造方法としては、とくに限定されないが、例えば以下のような方法がある。
はじめに、得られた半導体パッケージ200のソルダーレジスト層201の開口部209に半田ペーストを供給し、リフロー処理を行なうことによって半田バンプ301を形成する。また、半田バンプ301は、あらかじめ作製した半田ボールを開口部209に取り付けることによっても形成できる。
【0165】
つぎに、実装基板303の接続端子305と半田バンプ301とを接合することによって半導体パッケージ200を実装基板303に実装し、図8に示した半導体装置300が得られる。
【0166】
以上に説明したように、本実施形態によれば、実装時の反りが低減された金属張積層板100を提供することができる。とくに、厚みが薄い金属張積層板100とした場合でも、反りの発生を効果的に抑制することができる。そして、本実施形態における金属張積層板100を用いたプリント配線基板は、反り、寸法安定性などの機械的特性、成形性に優れたものである。したがって、本実施形態における金属張積層板100は、高密度化、高多層化が要求されるプリント配線板など、信頼性が要求される用途に好適に用いることができる。
【0167】
本実施形態における金属張積層板100は、上述の回路加工およびそれ以後の各プロセスにおいても反りの発生が低減される。また、本実施形態における半導体パッケージ200は、反りおよびクラックが発生しにくく、薄型化が可能である。したがって半導体パッケージ200を含む半導体装置300は、接続信頼性を向上させることができる。
【0168】
以上、本発明の実施形態について述べたが、これらは本発明の例示であり、上記以外の様々な構成を採用することもできる。例えば、本実施形態では、プリプレグが一層の場合を示したが、プリプレグを二層以上積層したものを用いて金属張積層板100を作製してもよい。
本実施形態における金属張積層板100にビルドアップ層をさらに積層した構成を取ることもできる。
【実施例】
【0169】
以下、本発明を実施例および比較例により説明するが、本発明はこれらに限定されるものではない。なお、実施例では、部はとくに特定しない限り質量部を表す。また、それぞれの厚みは平均膜厚で表わされている。
【0170】
実施例および比較例では、以下の原料を用いた。
エポキシ樹脂A:ビフェニルアラルキル型ノボラックエポキシ樹脂(日本化薬社製、NC−3000)
エポキシ樹脂B:ビフェニルアラルキル型エポキシ樹脂(日本化薬社製、NC−3000FH)
エポキシ樹脂C:ナフタレンジオールジグリシジルエーテル(DIC社製、エピクロンHP−4032D)
エポキシ樹脂D:ナフチレンエーテル型エポキシ樹脂(DIC社製、エピクロンHP−6000)
【0171】
シアネート樹脂A:ノボラック型シアネート樹脂(ロンザジャパン社製、プリマセットPT−30)
シアネート樹脂B:一般式(II)で表わされるp−キシレン変性ナフトールアラルキル型シアネート樹脂(ナフトールアラルキル型フェノール樹脂(東都化成社製、「SN−485誘導体」)と塩化シアンの反応物)
【0172】
フェノール樹脂A:ビフェニルジメチレン型フェノール樹脂(日本化薬社製、GPH−103)
アミン化合物:4,4'−ジアミノジフェニルメタン
ビスマレイミド化合物(ケイアイ化成工業社製、BMI−70)
【0173】
フェノキシ樹脂A:ビスフェノールアセトフェノン構造を含むフェノキシ樹脂(三菱化学社製、YX−6954BH30)
【0174】
充填材A:球状シリカ(アドマテックス社製、SO−25R、平均粒径0.5μm)
充填材B:球状シリカ(アドマテックス社製、SO−31R、平均粒径1.0μm)
充填材C:球状シリカ(トクヤマ社製、NSS−5N、平均粒径75nm)
充填材D:ベーマイト(ナバルテック社製、AOH−30)
充填材E:シリコーン粒子(信越化学工業社製、KMP−600、平均粒径5μm)
【0175】
カップリング剤A:γ−グリシドキシプロピルトリメトキシシラン(GE東芝シリコーン社製、A−187)
カップリング剤B:N−フェニル−γ−アミノプロピルトリメトキシシラン(信越化学工業社製、KBM−573)
硬化促進剤A:上記一般式(IX)に該当するオニウム塩化合物のリン系触媒(住友ベークライト社製、C05−MB)
硬化促進剤B:オクチル酸亜鉛
【0176】
(実施例)
以下の手順を用いて、本実施形態における金属張積層板を作製した。
まず、プリプレグの製造について説明する。使用した樹脂ワニスの組成を表1に示し、得られたプリプレグ1〜16が有する各層の厚みを表2に示す。なお、表2、3に記載のP1〜P16とはプリプレグ1〜プリプレグ16を意味し、表2に記載のユニチカとはユニチカグラスファイバー社製、日東紡とは日東紡社製を意味する。
【0177】
(プリプレグ1)
1.樹脂組成物のワニス1の調製
エポキシ樹脂Aとしてビフェニルアラルキル型ノボラックエポキシ樹脂(日本化薬社製、NC−3000)11.0質量部、アミン化合物として4,4'−ジアミノジフェニルメタン3.5質量部、ビスマレイミド化合物としてビス−(3−エチル−5−メチル−4−マレイミドフェニル)メタン(ケイアイ化成工業社製、BMI−70)20.0質量部、をメチルエチルケトンに溶解、分散させた。さらに、充填材Aとして球状シリカ(アドマテックス社製、SO−25R、平均粒径0.5μm)20.0質量部、充填材Bとしてベーマイト(ナバルテック社製、AOH−30)45.0質量部とカップリング剤Aとしてγ−グリシドキシプロピルトリメトキシシラン(GE東芝シリコーン社製、A−187)0.5質量部を添加し、高速撹拌装置を用いて30分間撹拌して、不揮発分65質量%の樹脂組成物のワニス1(樹脂ワニス1)を調製した。
【0178】
2.キャリア材料の製造
樹脂ワニス1を、支持基材であるキャリア箔付き極薄銅箔(三井金属鉱業社製、マイクロシンEx、1.5μm)上に、ダイコーター装置を用いて乾燥後の樹脂層の厚さが30μmとなるように塗工した。次いで、これを160℃の乾燥装置で5分間乾燥して、第一樹脂層用の銅箔付き樹脂シート1A(キャリア材料1A)を得た。
【0179】
また、樹脂ワニス1をキャリア箔付き極薄銅箔(三井金属鉱業社製、マイクロシンEx、1.5μm)上に同様に塗工し、乾燥後の樹脂層の厚さが30μmになるように、160℃の乾燥機で5分間乾燥して、第二樹脂層用の銅箔付き樹脂シート1B(キャリア材料1B)を得た。
【0180】
3.プリプレグの製造
(プリプレグ1)
第一樹脂層用のキャリア材料1A、および第二樹脂層用のキャリア材料1Bをガラス繊維基材(厚さ91μm、日東紡社製Tガラス織布、WTX−116E、IPC規格2116T、線膨張係数:2.8ppm/℃)の両面に樹脂層が繊維基材と向き合うように配し、図2に示す真空ラミネート装置および熱風乾燥装置により樹脂組成物を含浸させ、銅箔が積層されたプリプレグ1を得た。
【0181】
具体的には、ガラス繊維基材の両面にキャリア材料Aおよびキャリア材料Bがガラス繊維基材の幅方向の中心に位置するように、それぞれ重ね合わせ、常圧より9.999×104Pa(約750Torr)以上減圧した条件下で、ラミネート速度2m/分、ガラス繊維基材にかかる張力140N/mに設定し、100℃のラミネートロールを用いて接合した。
【0182】
ここで、ガラス繊維基材の幅方向寸法の内側領域においては、キャリア材料1Aおよびキャリア材料1Bの樹脂層をガラス繊維基材の両面側にそれぞれ接合するとともに、ガラス繊維基材の幅方向寸法の外側領域においては、キャリア材料1Aおよびキャリア材料1Bの樹脂層同士を接合した。
【0183】
つぎに、上記接合したものを、120℃に設定した横搬送型の熱風乾燥装置内を2分間通すことによって、圧力を作用させることなく加熱処理してプリプレグ1(P1)を得た。
【0184】
(プリプレグ2〜7)
プリプレグ2〜7は、樹脂ワニスの種類、第一および第二樹脂層の厚み、用いたガラス繊維基材、ラミネート速度、およびガラス繊維基材にかかる張力を表2のように変えた以外は、プリプレグ1と同様にして製造した。
【0185】
(プリプレグ8)
プリプレグ8は、支持基材としてPETフィルム(ポリエチレンテレフタレート、帝人デュポンフィルム社製ピューレックス、厚さ36μm)を用い、樹脂ワニスの種類、第一および第二樹脂層の厚み、用いたガラス繊維基材、ラミネート速度、およびガラス繊維基材にかかる張力を表2のように変えたこと以外は、プリプレグ1と同様にして製造した。
【0186】
(プリプレグ9)
プリプレグ9は、樹脂ワニス4を、ガラス繊維基材(厚さ91μm、日東紡社製Tガラス織布、WTX−116E、IPC規格2116T、線膨張係数:2.8ppm/℃)に塗布装置で含浸させ、180℃の加熱炉で2分間乾燥して、厚さ100μmのプリプレグを製造した。なお、塗布速度、ガラス繊維基材にかかる張力を表2の条件で行った。
【0187】
(プリプレグ10〜11)
プリプレグ10〜11は、樹脂ワニス4を、ガラス繊維基材(厚さ43μm、日東紡社製Tガラス織布、WTX−1078T、IPC規格1078T、線膨張係数:2.8ppm/℃)に塗布装置で含浸させ、180℃の加熱炉で2分間乾燥して、厚さ50μmのプリプレグを製造した。なお、塗布速度、ガラス繊維基材にかかる張力を表2の条件で行った。
【0188】
(プリプレグ12〜13)
プリプレグ12〜13は、樹脂ワニス4をPETフィルム(ポリエチレンテレフタレート、帝人デュポンフィルム社製ピューレックス、厚さ36μm)上に塗工し、第一および第二樹脂層の厚み、用いたガラス繊維基材、ラミネート速度、およびガラス繊維基材にかかる張力を表2のように変えたこと以外は、プリプレグ1と同様にして製造した。
【0189】
(プリプレグ14)
プリプレグ14は、樹脂ワニス4をキャリア箔付き極薄銅箔(三井金属鉱業社製、マイクロシンEx、1.5μm)上に同様に塗工し、第一および第二樹脂層の厚み、用いたガラス繊維基材、ラミネート速度、およびガラス繊維基材にかかる張力を表2のように変えたこと以外は、プリプレグ1と同様にして製造した。
【0190】
(プリプレグ15)
プリプレグ15は、樹脂ワニス4を、ガラス繊維基材(厚さ43μm、ユニチカ社製Eガラス織布、E06E、IPC規格1078、線膨張係数:5.5ppm/℃)に塗布装置で含浸させ、180℃の加熱炉で2分間乾燥して、厚さ50μmのプリプレグを製造した。なお、塗布速度、ガラス繊維基材にかかる張力を表2の条件で行った。
【0191】
(プリプレグ16)
プリプレグ16は、樹脂ワニス4を、ガラス繊維基材(厚さ91μm、ユニチカ社製Eガラス織布、E10T、IPC規格2116、線膨張係数:5.5ppm/℃)に塗布装置で含浸させ、180℃の加熱炉で2分間乾燥して、厚さ100μmのプリプレグを製造した。なお、塗布速度、ガラス繊維基材にかかる張力を表2の条件で行った。
【0192】
(実施例1)
1.金属張積層板の製造
銅箔が積層されたプリプレグ1を平滑な金属板に挟み、220℃、1.5MPaで2時間加熱加圧成形することにより、金属張積層板を得た。得られた金属張積層板のコア層(絶縁層からなる部分)の厚みは、0.10mmであった。
【0193】
2.プリント配線基板の製造
上記で得られた金属張積層板をコア基板として用い、その両面にセミアディティブ法で微細回路パターン形成(残銅率70%、L/S=25/25μm)した内層回路基板を作成した。その両面に、銅箔付き樹脂シート(キャリア材料1A)を真空ラミネートで積層した後、熱風乾燥装置にて220℃で60分間加熱硬化をおこなった。次いで、キャリア箔を剥離後、炭酸レーザーによりブラインドビアホール(非貫通孔)を形成した。つぎにビア内に、60℃の膨潤液(アトテックジャパン社製、スウェリングディップ セキュリガント P)を5分間浸漬させ、さらに80℃の過マンガン酸カリウム水溶液(アトテックジャパン社製、コンセントレート コンパクト CP)を10分浸漬させた後、中和して粗化処理をおこなった。
【0194】
脱脂、触媒付与、活性化の工程を経た後、無電解銅めっき皮膜を約0.5μm形成し、めっきレジストを形成した。次いで、無電解銅めっき皮膜を給電層としてパターン電気めっき銅20μm形成させ、L/S=25/25μmの微細回路加工を施した。つぎに、熱風乾燥装置にて、200℃、60分間アニール処理を行った後、フラッシュエッチングで給電層を除去した。
【0195】
つぎに、ソルダーレジスト層を積層し、次いで半導体素子搭載パッドなどが露出するように炭酸レーザーによりブラインドビアホール(非貫通孔)を形成した。
【0196】
最後に、ソルダーレジスト層から露出した回路層上へ、無電解ニッケルめっき層3μmと、さらにその上へ、無電解金めっき層0.1μmとからなるめっき層を形成し、得られた基板を50mm×50mmサイズに切断し、半導体パッケージ用のプリント配線基板を得た。
【0197】
3.半導体パッケージの製造
半導体パッケージ用のプリント配線基板上に、半田バンプを有する半導体素子(TEGチップ、サイズ20mm×20mm、厚み725μm)を、フリップチップボンダー装置により、加熱圧着により搭載した。つぎに、IRリフロー炉で半田バンプを溶融接合した後、液状封止樹脂(住友ベークライト社製、CRP−X4800B)を充填し、当該液状封止樹脂を硬化させることで半導体パッケージを得た。なお、液状封止樹脂は、温度150℃、120分の条件で硬化させた。また、半導体素子の半田バンプは、Sn/Ag/Cu組成の鉛フリー半田で形成されたものを用いた。
【0198】
(実施例2〜7、比較例3)
プリプレグの種類を変えた以外は実施例1と同様に金属張積層板および半導体パッケージを製造した。
【0199】
(実施例8、比較例1,2)
PETが積層されたプリプレグの両面のPETフィルムを剥離した2枚のプリプレグの両面に、極薄銅箔(三井金属鉱業社製、マイクロシンEx、1.5μm)を重ね合わせ、220℃、3.0MPaで2時間加熱加圧成形することにより、金属張積層板を得た。得られた金属張積層板のコア層(絶縁層からなる部分)の厚みは、0.10mmであった。表2のキャリア材料を用いた以外は、実施例1と同様に半導体パッケージを製造した。
【0200】
(実施例9〜11、比較例4および5)
所定枚数のプリプレグの両面に極薄銅箔(三井金属鉱業社製、マイクロシンEx、1.5μm)を重ね合わせ、220℃、3.0MPaで2時間加熱加圧成形することにより、金属張積層板を得た。得られた金属張積層板のコア層(絶縁層からなる部分)の厚みは、0.10mmであった。表2のキャリア材料を用いた以外は、実施例1と同様に半導体パッケージを製造した。
【0201】
各実施例および比較例により得られた金属張積層板および半導体パッケージについて、つぎの各評価を行った。各評価を、評価方法と共に以下に示す。得られた結果を表3に示す。
【0202】
(1)寸法変化率
実施例および比較例で作製した金属張積層板の中心付近を270mm×350mmサイズで切断し、IPC−TM−650の2.4.39に準拠した室温での初期寸法を測定した。
つぎに、エッチング液(第二塩化鉄溶液、35℃)で銅箔を除去した。次いで、加熱オーブンを用いて105℃で4時間の予備加熱処理をおこなった後、IPC−TM−650の2.4.39に準拠した室温での予備加熱処理後寸法を測定した。つづいて、エアーリフロー炉(タムラ製作所社製、TAR−30−36LH)を用いて、金属張積層板に260〜265℃で5秒のリフロー処理をおこなった。その後、室温まで冷まし、IPC−TM−650の2.4.39に準拠した室温でのリフロー処理後寸法を測定した。下記式(1)〜(3)から金属張積層板の縦方向および横方向の寸法変化率を算出した。
A(%)=(予備加熱処理後寸法−初期寸法)/初期寸法×100 (1)
B(%)=(リフロー処理後寸法−初期寸法)/初期寸法×100 (2)
寸法変化率(%)=B−A (3)
【0203】
(2)基板反り量
実施例および比較例で作製した金属張積層板の中心付近を270mm×350mmサイズで切断し、エッチング液で金属箔を剥離後、30mm間隔で50mm×50mmサイズに切断し、合計12ピースの基板反り用サンプルを得た。得られたサンプルの基板反りは、温度可変レーザー三次元測定機(LS200−MT100MT50:ティーテック社製)を用いて、常温(25℃)における基板の反りの測定をおこなった。
【0204】
測定範囲は、48mm×48mmの範囲で、基板の一方の面にレーザーを当てて測定を行い、レーザーヘッドからの距離が、最遠点と最近点の差を各ピースの反り量とし、各ピースの反り量の平均を基板反り量とした。
【0205】
(3)導通試験
実施例および比較例で作製した半導体パッケージ3個をフライングチェッカー(1116X−YC ハイテスタ:日置電機社製)を用い、半田バンプを介して半導体素子とプリント配線基板との間を通る回路端子の導通の測定をおこない、初期値とした。つぎに、60℃、60%の吸湿条件下で40時間処理後、IRリフロー炉(ピーク温度:260℃)で3回処理し、同様に導通を測定して初期値より抵抗値が5%以上上昇したものを実装時の断線と判定した。ここで、初期値で断線が生じていた場合は、回路作製上の不具合と判断しカウントしていない。なお、半導体パッケージ1個につき測定箇所は61箇所、計183箇所を測定した。
各符号は、以下の通りである。
◎:断線箇所が無かった。
○:断線箇所が1%以上11%未満であった。
△:断線箇所が11%以上51%未満であった。
×:断線箇所が51%以上であった。
【0206】
(4)温度サイクル(TC)試験
実施例および比較例で作製した半導体パッケージ4個を60℃、60%の条件下で40時間処理後、IRリフロー炉(ピーク温度:260℃)で3回処理し、大気中で、−55℃(15分)、125℃(15分)で500サイクル処理した。つぎに、超音波映像装置(日立建機ファインテック社製、FS300)を用いて、半導体素子、半田バンプに異常がないか観察した。
◎:半導体素子、半田バンプともに異常なし。
○:半導体素子および/または半田バンプの一部にクラックが見られるが実用上問題なし。
△:半導体素子および/または半田バンプの一部にクラックが見られ実用上問題あり。
×:半導体素子、半田バンプともにクラックが見られ使用できない。
【0207】
表3からわかるように、実施例1〜11は、比較例2〜5よりも寸法変化率および基板反り量が減少していた。
これにより、実施例1〜11の積層板は、比較例2〜5の積層板に比べて、基板反りが軽減されることが明らかとなった。
【0208】
また、表3からわかるように、比較例2〜5で得られた半導体パッケージは、導通試験での断線箇所が多くなり、また、温度サイクル試験での半導体素子や半田バンプにクラックの発生が増加し、接続信頼性に劣っていた。一方、実施例1〜11で得られた半導体パッケージは、導通試験での断線箇所がないまたは少なく、さらに、温度サイクル試験での半導体素子や半田バンプにクラックの発生が無いまたは少なく、接続信頼性に優れていた。
【0209】
【表1】
【0210】
【表2】
【0211】
【表3】
【符号の説明】
【0212】
100 金属張積層板
101 絶縁層
103 金属箔
105 縦方向
107 横方向
5a 第一キャリア材料
5b 第二キャリア材料
11 繊維基材
21 プリプレグ
60 真空ラミネート装置
61 ラミネートロール
62 熱風乾燥装置
13 支持基材
15a 絶縁樹脂層
15b 絶縁樹脂層
1 塗工装置
1a 第1塗工装置
1b 第2塗工装置
2 塗工先端部
2a 第1塗工先端部
2b 第2塗工先端部
3 繊維基材
4 樹脂ワニス
200 半導体パッケージ
201 ソルダーレジスト層
203 半導体素子
205 接続端子
207 半田バンプ
209 開口部
211 封止材
300 半導体装置
301 半田バンプ
303 実装基板
305 接続端子
【特許請求の範囲】
【請求項1】
熱硬化性樹脂と、充填材と、繊維基材とを含む絶縁層の両面に金属箔を有する金属張積層板であって、
エッチングにより両面の金属箔を除去後、
(1)105℃で4時間の予備加熱処理と、
(2)表面温度が260〜265℃で5秒のリフロー処理と
からなる加熱処理をおこなったとき、
IPC−TM−650の2.4.39に準拠して測定した室温での当該積層板の寸法において、
前記エッチング前から前記予備加熱処理後の前記寸法の変化率をAとし、
前記エッチング前から前記リフロー処理後の前記寸法の変化率をBとしたとき、
B−Aより算出される寸法変化率が、
当該金属張積層板の縦方向および横方向ともに、−0.080%以上0%以下である、金属張積層板。
【請求項2】
請求項1に記載の金属張積層板において、
当該金属張積層板の前記縦方向および前記横方向の前記寸法変化率の差の絶対値が、0%以上0.03%以下である、金属張積層板。
【請求項3】
請求項1または2に記載の金属張積層板において、
前記絶縁層に含まれる前記繊維基材と前記充填材との合計が、55質量%以上80質量%以下である、金属張積層板。
【請求項4】
請求項1乃至3いずれか一項に記載の金属張積層板において、
当該金属張積層板の動的粘弾性測定によるガラス転移温度が、200℃以上350℃以下である、金属張積層板。
【請求項5】
請求項1乃至4いずれか一項に記載の金属張積層板において、
当該積層板の250℃での動的粘弾性測定による貯蔵弾性率E'が、5GPa以上50GPa以下である、金属張積層板。
【請求項6】
請求項1乃至5いずれか一項に記載の金属張積層板において、
前記繊維基材が、Eガラス、Sガラス、Dガラス、NEガラス、石英ガラスおよびTガラスから選ばれる少なくとも一種のガラスを含むガラス繊維基材である、金属張積層板。
【請求項7】
請求項6に記載の金属張積層板において、
前記ガラス繊維基材を構成する材料の引張弾性率が60GPa以上100GPa以下である金属張積層板。
【請求項8】
請求項6または7に記載の金属張積層板において、
前記ガラス繊維基材の線膨張係数が、3.5ppm/℃以下である、金属張積層板。
【請求項9】
請求項1乃至8いずれか一項に記載の金属張積層板において、
前記絶縁層の厚みが、0.6mm以下である、金属張積層板。
【請求項10】
請求項1乃至9いずれか一項に記載の金属張積層板を回路加工してなる、プリント配線基板。
【請求項11】
請求項10に記載のプリント配線基板に半導体素子が搭載された、半導体パッケージ。
【請求項12】
請求項11に記載の半導体パッケージを含む、半導体装置。
【請求項13】
(A)熱硬化性樹脂と充填材を含む樹脂組成物を繊維基材に含浸させる工程と、
(B)加熱により前記熱硬化性樹脂を半硬化させ、プリプレグを得る工程と、
(C)前記プリプレグの両面に金属箔を重ね合わせ、加熱加圧する工程と
を含み、
前記(A)工程において、前記繊維基材にかかる張力を25N/m以上350N/m以下とする、金属張積層板の製造方法。
【請求項14】
請求項13に記載の金属張積層板の製造方法において、
前記(A)工程は、
(a1)前記樹脂組成物を含む樹脂層が支持基材の片面に形成された、第一キャリア材料および第二キャリア材料をそれぞれ準備する工程と、
(a2)前記第一キャリア材料の前記樹脂層側と前記第二キャリア材料の前記樹脂層側とを前記繊維基材の両面にそれぞれ重ね合わせ、減圧条件下で、前記第一キャリア材料、前記繊維基材、および前記第二キャリア材料をラミネートすることにより、前記樹脂層を前記繊維基材に含浸させる工程と、
を含む、金属張積層板の製造方法。
【請求項15】
前記支持基材が金属箔である、請求項14に記載の金属張積層板の製造方法。
【請求項1】
熱硬化性樹脂と、充填材と、繊維基材とを含む絶縁層の両面に金属箔を有する金属張積層板であって、
エッチングにより両面の金属箔を除去後、
(1)105℃で4時間の予備加熱処理と、
(2)表面温度が260〜265℃で5秒のリフロー処理と
からなる加熱処理をおこなったとき、
IPC−TM−650の2.4.39に準拠して測定した室温での当該積層板の寸法において、
前記エッチング前から前記予備加熱処理後の前記寸法の変化率をAとし、
前記エッチング前から前記リフロー処理後の前記寸法の変化率をBとしたとき、
B−Aより算出される寸法変化率が、
当該金属張積層板の縦方向および横方向ともに、−0.080%以上0%以下である、金属張積層板。
【請求項2】
請求項1に記載の金属張積層板において、
当該金属張積層板の前記縦方向および前記横方向の前記寸法変化率の差の絶対値が、0%以上0.03%以下である、金属張積層板。
【請求項3】
請求項1または2に記載の金属張積層板において、
前記絶縁層に含まれる前記繊維基材と前記充填材との合計が、55質量%以上80質量%以下である、金属張積層板。
【請求項4】
請求項1乃至3いずれか一項に記載の金属張積層板において、
当該金属張積層板の動的粘弾性測定によるガラス転移温度が、200℃以上350℃以下である、金属張積層板。
【請求項5】
請求項1乃至4いずれか一項に記載の金属張積層板において、
当該積層板の250℃での動的粘弾性測定による貯蔵弾性率E'が、5GPa以上50GPa以下である、金属張積層板。
【請求項6】
請求項1乃至5いずれか一項に記載の金属張積層板において、
前記繊維基材が、Eガラス、Sガラス、Dガラス、NEガラス、石英ガラスおよびTガラスから選ばれる少なくとも一種のガラスを含むガラス繊維基材である、金属張積層板。
【請求項7】
請求項6に記載の金属張積層板において、
前記ガラス繊維基材を構成する材料の引張弾性率が60GPa以上100GPa以下である金属張積層板。
【請求項8】
請求項6または7に記載の金属張積層板において、
前記ガラス繊維基材の線膨張係数が、3.5ppm/℃以下である、金属張積層板。
【請求項9】
請求項1乃至8いずれか一項に記載の金属張積層板において、
前記絶縁層の厚みが、0.6mm以下である、金属張積層板。
【請求項10】
請求項1乃至9いずれか一項に記載の金属張積層板を回路加工してなる、プリント配線基板。
【請求項11】
請求項10に記載のプリント配線基板に半導体素子が搭載された、半導体パッケージ。
【請求項12】
請求項11に記載の半導体パッケージを含む、半導体装置。
【請求項13】
(A)熱硬化性樹脂と充填材を含む樹脂組成物を繊維基材に含浸させる工程と、
(B)加熱により前記熱硬化性樹脂を半硬化させ、プリプレグを得る工程と、
(C)前記プリプレグの両面に金属箔を重ね合わせ、加熱加圧する工程と
を含み、
前記(A)工程において、前記繊維基材にかかる張力を25N/m以上350N/m以下とする、金属張積層板の製造方法。
【請求項14】
請求項13に記載の金属張積層板の製造方法において、
前記(A)工程は、
(a1)前記樹脂組成物を含む樹脂層が支持基材の片面に形成された、第一キャリア材料および第二キャリア材料をそれぞれ準備する工程と、
(a2)前記第一キャリア材料の前記樹脂層側と前記第二キャリア材料の前記樹脂層側とを前記繊維基材の両面にそれぞれ重ね合わせ、減圧条件下で、前記第一キャリア材料、前記繊維基材、および前記第二キャリア材料をラミネートすることにより、前記樹脂層を前記繊維基材に含浸させる工程と、
を含む、金属張積層板の製造方法。
【請求項15】
前記支持基材が金属箔である、請求項14に記載の金属張積層板の製造方法。
【図1】

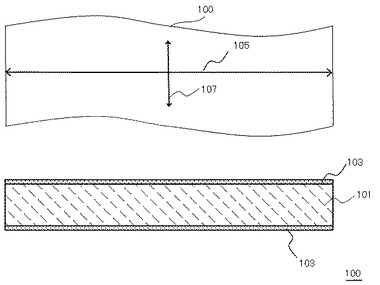
【図2】
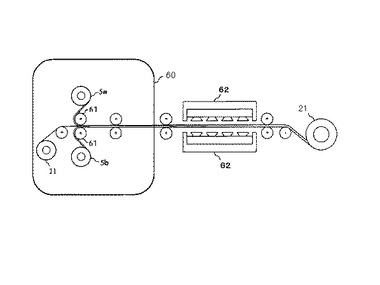
【図3】
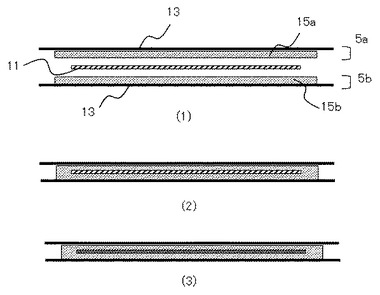
【図4】
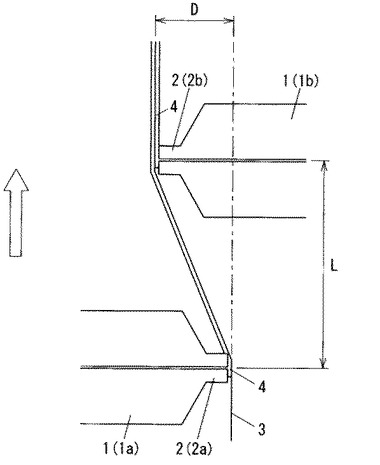
【図5】
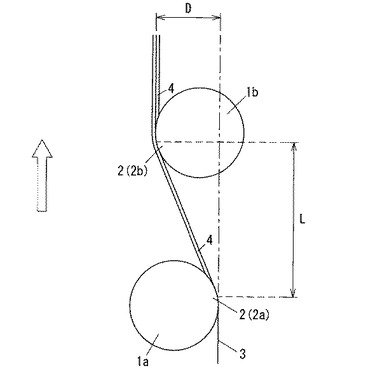
【図6】
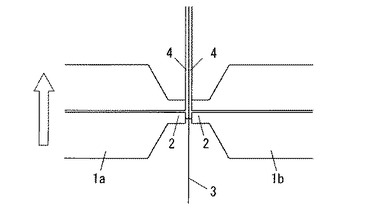
【図7】
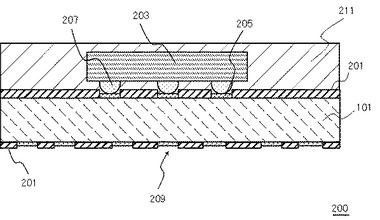
【図8】
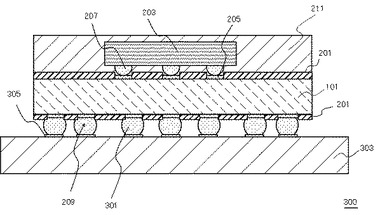
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−82213(P2013−82213A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2012−209964(P2012−209964)
【出願日】平成24年9月24日(2012.9.24)
【出願人】(000002141)住友ベークライト株式会社 (2,927)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成24年9月24日(2012.9.24)
【出願人】(000002141)住友ベークライト株式会社 (2,927)
【Fターム(参考)】
[ Back to top ]