
金属接合部の検査方法及び装置
【課題】適正な補正を行うことにより良否判定の検査精度を向上する。
【解決手段】金属接合部の検査方法は、接合部11aを有する被検査部11を同一パワーで連続加熱し、同時にその飽和温度に達するまでの温度変移を測定し、その測定した温度変移を基準となる加熱パワーでの温度変移に補正し、補正後の温度変移と、同様に基準となる加熱パワーでの温度変移に補正した基準となる良品が示す温度変移を、温度変移の相違が接合部の接合面積の相違に強い相関があるとして、比較選別して被検査部11の良否を判定する。その装置は、接合部を加熱する加熱手段12と、その温度変移を測定する温度変移測定手段13と、その温度変移を基準となる加熱パワーでの温度変移に補正する温度変移補正手段14と、補正後の温度変移を比較選別して良否を判定する良否判定手段16とを備える。
【解決手段】金属接合部の検査方法は、接合部11aを有する被検査部11を同一パワーで連続加熱し、同時にその飽和温度に達するまでの温度変移を測定し、その測定した温度変移を基準となる加熱パワーでの温度変移に補正し、補正後の温度変移と、同様に基準となる加熱パワーでの温度変移に補正した基準となる良品が示す温度変移を、温度変移の相違が接合部の接合面積の相違に強い相関があるとして、比較選別して被検査部11の良否を判定する。その装置は、接合部を加熱する加熱手段12と、その温度変移を測定する温度変移測定手段13と、その温度変移を基準となる加熱パワーでの温度変移に補正する温度変移補正手段14と、補正後の温度変移を比較選別して良否を判定する良否判定手段16とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主に電子部品などにおける超音波接合やハンダ付け等の微小な金属接合部の接合状態の良否を判定するための金属接合部の検査方法及び装置に関するものである。
【背景技術】
【0002】
従来、一般に金属間の接合方法は、接合材料同士が溶融して接合される融接と、接合材料は固体のままで、金属原子の拡散により接合される圧接と、接合材料は固体のままで、別のろう材を介して接合されるろう接、並びに、接着剤を介して接合される接着とに分類される。そして、電子部品の接合について考えてみると、電子機器の高性能小型化に伴い、電子部品の小型化と高密度実装が進み、それに伴って信頼性の高い高度な接合技術が要求されている。このような観点から、電子部品のような小物部品の接合には、主にハンダ付け(ろう接に属する)、超音波接合ないし抵抗溶接(共に圧接に属する)、あるいは、接着が用いられている。
【0003】
ここで、電子部品の接合部、たとえば電子回路基板のはんだ付け部には従来から欠陥が多く指摘されていることからこの接合部を検査する必要性があり、その検査方法として、例えばレーザではんだ接合部を単位時間加熱し、その放熱状態を測定し、良品との比較方式により、はんだ接合部の良否を判定する検査装置が知られている(例えば、非特許文献1参照。)。この装置では、欠陥のある接合部を有する場合と正常な接合部を有する場合とでは放熱状態に違いが生じるという原理に基づいており、その温度変移測定を被検査部から放射される赤外線を赤外線センサでセンシングする事で温度測定している。
【0004】
しかし、同一温度でも物体から放射される赤外線の放射量は材質により異なり、特に表面状態や形状により顕著な違いがある。例えば、鉄とアルミでは同じ温度でも放射する赤外線量に違いがあり、この赤外線を放射する物体やその表面状態における係数として放射率が一般的に知られている。従来の赤外線放射温度計は放射率が1である理想黒体を基準にその温度を算出するようにしているが、電子部品の接合部等の被検査部は理想黒体とは明らかに異なる放射率を有している。このため、被検査部から放射される赤外線量から温度を算出する従来の赤外線放射温度計の測定結果はその被検査部の正確な温度を表すものにならない。よって、このような赤外線放射温度計の測定結果を被検査部の温度としてその良否の判断を行う上記従来の検査方法は、その検査精度が著しく低いという不具合があった。
【0005】
この不具合を解消するために、接合部を有する被検査部をレーザにおいて加熱するとともに、接合部の欠陥の有無によって影響を受けない短時間の温度変化に基づいて被検査部の表面状態を検出し、被検査部の比較的長時間の温度変化にその表面状態に基づく補正を加えて接合部の欠陥の有無を判定する「接合状態の検査方法及び検査装置」が提案されている(例えば、特許文献1参照。)。この「接合状態の検査方法及び検査装置」では、被検査部の温度変化に対してその被検査部の表面状態に基づく補正を加え、そのような補正が加えられた温度上昇値に基づいてその接合部の欠陥の有無を判定するので、その検査精度を従来よりも高められるとしている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭60−73347(特願昭58−180687)号公報
【非特許文献】
【0007】
【非特許文献1】電子材料1989年10月号182〜185頁(Vanzetti Systems社;レーザ式ハンダ付け不良自動検査装置)
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、上記「接合状態の検査方法及び検査装置」では、上述したように、接合部の欠陥の有無によって影響を受けない短時間の温度変化に基づいて被検査部の表面状態を検出し、被検査部の比較的長時間の温度変化にその表面状態に基づく補正を加えるものであるとしているが、接合部の欠陥の有無によって影響を受けない「短時間」の程度及び被検査部の「比較的長時間」における程度を明確に求めること自体が困難であり、その温度測定も赤外線量から温度を算出する従来の赤外線放射温度測定法を用いていることから、上記「接合状態の検査方法及び検査装置」における補正は適正なものといえず、期待したほど検査精度を向上することができないという未だ解決すべき課題が残存していた。
【0009】
本発明の目的は、適正な補正を行うことにより良否判定の検査精度を著しく向上し得る金属接合部の検査方法及び装置を提供することである。
【課題を解決するための手段】
【0010】
本発明者らは、鋭意研究努力の結果、被検査部における温度変移の相違が被検査部における接合部の接合面積の相違に強い相関があることを知見し、本発明をするに至った。
【0011】
即ち、本発明の金属接合部の検査方法は、接合部を有する被検査部を温度変化が見られなくなる飽和温度に達するまで同一パワーで連続加熱し、同時に被検査部の加熱された部分に温度変化が見られなくなる飽和温度に達するまでの温度変移を測定し、被検査部の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正し、補正後の温度変移と、同様に基準となる加熱パワーでの温度変移に補正した基準となる良品が示す温度変移を、温度変移の相違が接合部の接合面積の相違に強い相関があるとして、比較選別し、その比較選別結果により被検査部の良否を判定することを特徴とする。
【0012】
ここで、被検査部の加熱は被検査部にレーザを照射することにより行われ、被検査部のレーザが照射された部分の温度変移を被検査部における放射温度測定時の放射率の影響に起因する温度測定誤差を実質的に無視できる2色放射温度計により測定し、2色放射温度計により得られた温度変移を熱容量の関係式から基準となる加熱パワーでの温度変移に補正することにより、被検査部におけるレーザ加熱時の吸収率の影響に起因する加熱パワーの差を無視することが好ましい。
【0013】
一方、本発明の金属接合部の検査装置は、接合部を有する被検査部を温度変化が見られなくなる飽和温度に達するまで同一パワーで連続加熱する加熱手段と、同時に被検査部の加熱された部分に温度変化が見られなくなる飽和温度に達するまでの温度変移を測定する温度変移測定手段と、被検査部の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正する温度変移補正手段と、補正後の温度変移と、同様に基準となる加熱パワーでの温度変移に補正した基準となる良品が示す温度変移を、温度変移の相違が接合部の接合面積の相違に強い相関があるとして、比較選別し、その比較選別結果により被検査部の良否を判定する良否判定手段とを備える。
【0014】
ここで、加熱手段が被検査部にレーザを照射可能なレーザ源であり、温度変移測定手段が、被検査部のレーザが照射された部分の温度変移を被検査部における放射温度測定時の放射率の影響に起因する温度測定誤差を実質的に無視できる2色放射温度計であり、温度変移補正手段が、2色放射温度計により得られた温度変移を熱容量の関係式から基準となる加熱パワーでの温度変移に補正することにより、被検査部におけるレーザ加熱時の吸収率の影響に起因する加熱パワーの差を無視することが好ましい。
【発明の効果】
【0015】
本発明の金属接合部の検査方法及び装置では、被検査部の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正するので、被検査部と比較の対象となる良品との間に生じる吸収率の相違に起因する温度変移の相違を解消することができる。そして、本発明者らは、被検査部における温度変移の相違が被検査部における接合部の接合面積の相違に強い相関があることを知見した。このため、その補正後の温度変移と良品が示す温度変移を比較選別することにより、被検査部の良否を比較的高い精度で判定することができることになる。
【0016】
そして、レーザを照射することにより被検査部を加熱し、被検査部のレーザが照射された部分の温度変移を被検査部における放射率の影響に起因する温度測定誤差を実質的に無視できる2色放射温度計により測定することにより、被検査部の表面状態や形状にかかわらずその被検査部の正確な温度を測定することができる。そして、この正確に測定された温度変移を基準となる加熱パワーでの温度変移に補正することにより、レーザ加熱時の吸収率と赤外放射温度測定時の放射率に影響されない補正後の温度変移を得ることができる。このため、その補正後の温度変移と、良品が示す温度変移を比較選別することにより、被検査部の良否判定精度を著しく向上させることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の検査装置を示す構成図である。
【図2】本発明の検査方法におけるフローチャートである。
【図3】赤外線の波長と強さの関係を示す図である。
【図4】被検査部の加熱された部位の時間と温度との関係を示す図である。
【発明を実施するための形態】
【0018】
次に本発明を実施するための最良の形態を図面に基づいて説明する。
【0019】
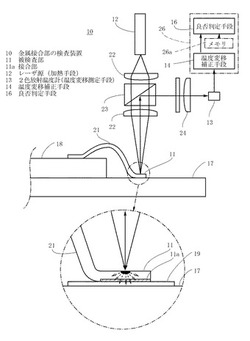
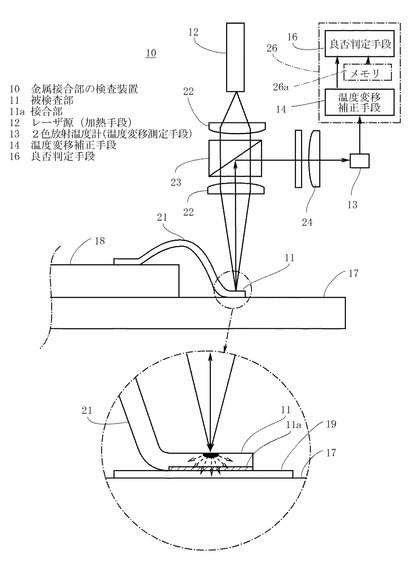
図1に示すように、本発明の金属接合部の検査装置10は、接合部11aを有する被検査部11を温度変化が見られなくなる飽和温度に達するまで同一パワーで連続加熱する加熱手段12と、同時に被検査部11の加熱された部分に温度変化が見られなくなる飽和温度に達するまでの温度変移を測定する温度変移測定手段13と、被検査部11の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正する温度変移補正手段14と、補正後の温度変移と基準となる良品が示す温度変移を比較選別した結果により被検査部11の良否を判定する良否判定手段16とを備える。
【0020】
図1における符号18は、セラミック基盤17に接着された半導体部品18であり、セラミック基盤17には銅により回路パターン19が形成される。その半導体部品18の図示しない端子と銅により形成された回路パターン19とはアルミニウム線21により接続され、アルミニウム線21と回路パターンを形成する銅19とは超音波接合される。この実施の形態における被検査部11は、この超音波接合されたアルミニウム線21と銅19から成る部分であり、この被検査部11は超音波接合により生じるアルミニウム線21と銅19のそれぞれの金属原子が拡散して実際に接合された接合部11aを有する。なお、このセラミック基盤は図示しないいわゆるX−Yテーブルに搭載される。
【0021】
この実施の形態における加熱手段は被検査部11にレーザを照射可能なレーザ源12であり、このレーザ源12としては、非接触で高速にパワー可変とオンオフ制御を行なうことができる半導体レーザが例示される。そして、図1における符号22は、レーザ源12から照射されたレーザの光軸上にあって、そのレーザを被検査部11の表面で所定径に集光する集光レンズ22である。レーザは被検査部11を構成する一方の金属に照射されるものとし、この実施の形態ではアルミニウム線21側にそのレーザを照射するものとする。また、図1における符号23は、そのレーザが照射された被検査部11から発せられる赤外線を温度変移測定手段13に向かわせるダイクロイックフィルタであり、符号24はその赤外線を集光する集光レンズ24である。
【0022】
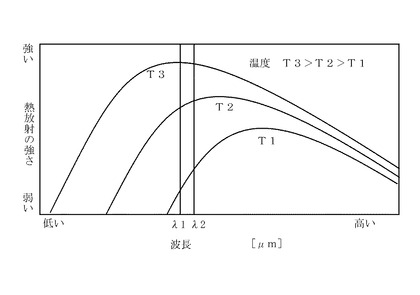
また、この実施の形態における温度変移測定手段は、被検査部11のレーザが照射された部分の温度変移を被検査部11における放射温度測定時の放射率の影響に起因する温度測定誤差を実質的に無視できる2色放射温度計13であり、被検査部11から放射される赤外線を非接触で高速に測定し得るものである。図3に示すように、所定温度から発せられる赤外線の各波長とその強さが描く放物線状のカーブは、その温度が上昇するに従って、その最高強度を生じる点が短波長側にずれることは知られている。従来技術において用いられていた放射温度計は全波長や特定の単波長に対して測定しているので、この放物線が描く強度を赤外線の量としたので、放射率の影響を顕著に受け正確な温度測定ができず正しい良否判定ができなかった。これに対して本発明では、従来のもので用いられた放射温度計と異なる2色放射温度計13を用いる。この2色放射温度計13は、特定の2波長(図3におけるλ1及びλ2)についての赤外線量のみを検出し、それらの比率を求めてその比率に対応する温度を被検査部11の表面の温度として出力するものである。このため、この2色放射温度計13では、被検査部11における放射率の影響を受けるが2波長比率では相殺されるので、その被検査部11の放射率の影響を無視でき正確な温度を測定することができるものである。
【0023】
セラミック基盤17を搭載する図示しないX−Yテーブル及びレーザ源12は制御コンピュータ26により制御される。この制御コンピュータ26には基準となる加熱パワーが吸収された良品が示す温度変移が記憶されたメモリ26aが設けられ、この制御コンピュータ26には温度変移補正手段14と良否判定手段16が設けられる。ここで、温度変移補正手段14は2色放射温度計13により得られた温度変移を熱容量の関係式から補正するものである。具体的に説明すると、温度変移補正手段14では、飽和温度が同じ構造で同じ材質の被検査部11に同じ熱量を加えたら同じ温度になるという熱容量の関係式から補正がなされる。そして、比較の対象である良品の基準となる加熱パワーと同量のレーザによる加熱パワーが被検査部11に吸収された場合における温度変移を得る。これにより、被検査部11と、比較の対象である良品との温度変移における基準が一致し、レーザ加熱時の吸収率の影響が補正された被検査部11における温度変移が得られる。そして、良否判定手段16は補正後の温度変移と、同様に基準となる加熱パワーでの温度変移に補正した基準となる良品が示す温度変移を、温度変移の相違が接合部の接合面積の相違に強い相関があるとして、比較選別し、その比較選別結果により被検査部11の良否を判定するものである。
【0024】
次に、本発明に係る金属接合部の検査方法を説明する。
【0025】
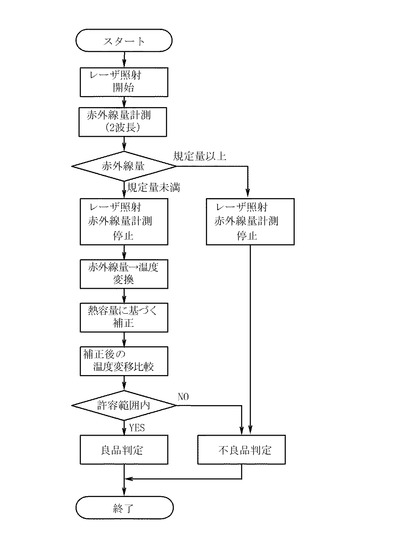
本発明における金属接合部の検査方法は、接合部11aを有する被検査部11を温度変化が見られなくなる飽和温度に達するまで同一パワーで連続加熱する加熱工程と、その加熱工程と同時に被検査部11の加熱された部分に温度変化が見られなくなる飽和温度に達するまでの温度変移を測定する温度測定工程と、被検査部11の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正する変移補正工程と、補正後の温度変移と良品が示す温度変移を比較選別して被検査部11の良否を判定する良否判定工程から成る。この方法におけるフローチャートを図2に示すとともに、以下に各工程を説明する。
【0026】
<加熱工程>
この工程では、接合部11aを有する被検査部11を温度変化が見られなくなる飽和温度に達するまで同一パワーで連続加熱する。この実施の形態における被検査部11の加熱は被検査部11にレーザを照射することにより行われる場合を示し、このレーザ加熱は制御コンピュータ26からの指令によりレーザ源12から被検査部にレーザを照射することにより行われる。レーザ源12から照射された所定波長のレーザは、集光レンズ22によりアルミニウム線21の直径以下の所定径に集光されて、その被検査部11であるアルミニウム線21の表面に照射される。照射されたレーザがその被検査部11の表面で吸収されて熱に変換され、被検査部11であるアルミニウム線21の表面温度が上昇する。アルミニウム線21の表面温度が上昇すると接合面を通して熱が回路パターン19やセラミック基盤17に熱伝導される。被検査部11の温度は時間と共に上昇するが、レーザによる加熱量と熱伝導量が同一になったときに被検査部11の温度上昇は停止する。このように温度変化が見られなくなる飽和温度に達するまで、この工程では被検査部11を同一パワーで連続加熱する。
【0027】
<温度測定工程>
この工程では、被検査部11の加熱された部分に温度変化が見られなくなる飽和温度に達するまでの温度変移を測定する。この検査方法では、従来用いられていた赤外線放射温度計に代えて、被検査部11のレーザが照射された部分の温度変移を被検査部11における放射温度測定時の放射率の影響に起因する温度測定誤差を実質的に無視できる2色放射温度計13により測定する。2色放射温度計13は被検査部11から放射される赤外線の測定を特定の2波長についてのみ行う。そして2色放射温度計13は、特定の2波長についての赤外線量の比率を求め、その比率に対応する温度を被検査部11の表面における加熱点の温度として出力する。
【0028】
赤外線量測定時にはその赤外線が放射される部位の放射率の影響は避けられないが、この放射率はある温度の物体が赤外線を発するとき、その物体と同じ温度の黒体放射との比で表される。従って、従来の赤外線量を測定してその温度を求めていた赤外線放射温度計では、その放射率を考慮しなければ、測定対象の正確な温度を測定することが困難であった。これに対して、2色放射温度計13を用いる本発明では、特定の2波長における赤外線量を測定し、その比率から被検査部11の表面の温度を求めるので、そのレーザ加熱された部位における放射率が相殺できその被検査部11の表面における加熱点の正確な温度を測定することができる。
【0029】
<変移補正工程>
この工程では、被検査部11の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正する。即ち、2色放射温度計13により得られた温度変移を熱容量の関係式から基準となる加熱パワーでの温度変移に補正することにより、被検査部11におけるレーザ加熱時の吸収率の影響に起因する加熱パワーの差を無視するものである。
【0030】
この検査方法は、被検査部11の接合部11aに関するものであるので、検査する前提として接合部11aが存在することが必要とされ、金属同士が接合されずに離間して接合部11aが存在しない、いわゆる断線の場合は除かれる。この接合部11aを有するか又は断線しているかの判断は、2色放射温度計13が測定する温度により判断でき、その測定された温度が熱容量の関係式により推測される所定温度以上の場合は断線であると判定して測定を終了する。この断線か否かの判定はレーザが照射されている間に行われ、断線と判定された時点でレーザ照射を停止するようになっている。
【0031】
超音波接合されたアルミニウム線21と銅19から成る図1に示す被検査部11より説明すると、レーザの照射によってアルミニウム線21が熱せられた結果、アルミニウム線21が銅19に接合されているので、アルミニウム線21内部では接合された銅19に向かって熱が伝導していく。そして、アルミニウム線21から接合部11aを介して銅19に向かって多くの熱が伝導するため、加熱点の温度は低めになる。これに対して、そのアルミニウム線21が銅19に接合されていない場合、即ち、アルミニウム線21と銅19が離間して断線状態となっている場合は、アルミニウム線21から銅19へ熱は伝導されない。このため、加熱されたアルミニウム線21の温度が急激に高くなる。この急激にアルミニウム線21の温度が高められると、そのアルミニウム線21から放射される赤外線の量も急激に上昇するので、2色放射温度計13が測定した温度が所定値以上の場合は熱容量の関係式より断線であると判断できるのである。
【0032】
一方、2色放射温度計13が測定した温度が所定値未満の場合はアルミニウム線21と銅19は離間しておらず少なくとも両者は接合されているとものとして、その2色放射温度計13により得られた温度変移を熱容量の関係式から補正する。即ち、レーザを照射した結果として生じる温度変移は、被検査部11の吸収率の影響が大きいという欠点がある。この吸収率は、被検査部11の表面状態が平坦だと小さく、粗いと大きくなり、その表面状態や形状によって大きく影響されることになる。この変移補正工程はこのような吸収率に関する欠点を解消するためのものであり、その飽和温度が同じ構造で同じ材質の被検査部に同じ熱量を加えたら同じ温度になるという熱容量の関係式から、被検査部11と比較の対象となる良品とその基準を同一にするものである。即ち、比較の対象となる良品の基準となる加熱パワーと同一の加熱パワーが吸収された場合における補正後の温度変移を求めることにより、レーザ加熱時の吸収率の影響が補正された温度変移を得る。
【0033】
この補正手順については種々挙げられるけれども、例えば、レーザによる加熱パワーの全てが基準となる加熱パワーとされた場合では、被検査部11の吸収率を求めた後に温度変移をその吸収率で割ることが例示される。具体的に、この場合における補正は2段階により行われ、第1に、熱容量の関係式から被検査部11の吸収率αを求める。ここで、被検査部11の吸収率αを求めるには、加熱量Qと吸収率αの積を被検査部11の飽和温度Tで除した値が熱容量Cと等しくなるという熱容量の関係式(C=αQ/T)から求めることができる。即ち、飽和温度Tは2色放射温度計13により得られており、加熱量Qもレーザの照射量であるので既知の値とできる。熱容量Cは被検査部11の固有の値であり、アルミニウム線21と銅19から成る被検査部11における熱容量Cの値は、予め良品等を測定することにより求めておくこともできる。これらを上記式(C=αQ/T)に代入することにより被検査部11の吸収率αが求められる。そして、第2に、2色放射温度計13により得られた温度変移をその求められた吸収率αで割る。これにより良品と同様に良品と同一のレーザによる基準となる加熱パワーの全てが吸収された場合の補正後の温度変移を求める事ができる。
【0034】
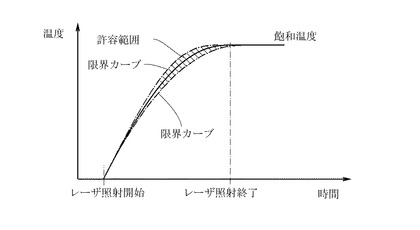
また、その飽和温度が同じ構造で同じ材質の被検査部に同じ熱量を加えたら同じ温度になるという熱容量の関係式からすると、比較の対象となる良品と被検査部11は同一構造であるので、比較の対象となる良品における吸収率が被検査部11における吸収率と一致しない場合には、被検査部11における飽和温度は良品のものと異なることになる。このため、被検査部11における飽和温度と良品における飽和温度との比を求めて、被検査部の温度変移にその比を乗じることにより、良品と同一の飽和温度を生じさせる被検査部11における補正後の温度変移を求めるようにしても良い。即ち、良品における飽和温度を1として、2色放射温度計13により測定された飽和温度がその1に成るように温度変移を補正するものである。2色放射温度計13により得られた温度は、レーザにより照射された全加熱パワーQに吸収率αを乗じた一部のエネルギ一が吸収された結果生じた変化であるといえる。また、熱容量の関係式から同一熱容量の被検査部に同一の熱量を加えたら同一温度になるのであるから、被検査部11における飽和温度を比較の対象である良品における飽和温度と同一にすることにより、2色放射温度計13により得られた飽和温度を比較の対象である良品と同じにスケーリングする事になり、これは両者の吸収率を同一にして基準となる加熱パワーでの温度変移に補正することといえる。このような補正を行う変移補正工程により、比較の対象となる良品が示す温度変移とその基準を同一にし、レーザ加熱時の吸収率と赤外放射温度測定時の放射率の影響のない補正後の温度変移を得ることができる。そして、この補正後の温度変移は、例えば、図4に示すように、時間の経過とともに温度が上昇し、レーザによる加熱量と熱伝導量が同一になったときに被検査部11の温度上昇は飽和してその変化が見られない状態となる。
【0035】
<良否判定工程>
この工程では、補正後の温度変移と、同様に基準となる加熱パワーでの温度変移に補正した基準となる良品が示す温度変移を比較選別し、その比較選別結果により被検査部11の良否を判定する。この良否の判定は、被検査部11における温度変移の相違が被検査部11における接合部11aの接合面積の相違に強い相関があることを知見したことにより行うものである。ここで、図1の拡大図で説明すると、レーザは被検査部11を構成するアルミニウム線21のみを加熱しており、その加熱されたアルミニウム線21は加熱されていない銅19との間に温度勾配が生じ、破線矢印で示すようにアルミニウム線21から接合部11aを介して銅19に向かう熱の流れが生じる。このように、温度差のある物体間を流れる熱量は、熱伝導路の断面積である接合部11aの接合面積と、温度勾配の積に比例する。即ち、アルミニウム線21から接合部11aを介して銅19に流れる熱量qは、その接合部11aの面積Sと、アルミニウム線21と銅19の温度勾配gradTとの積に比例する。ちなみに、このときの比例定数がいわゆる熱伝導率Kと呼ばれ、物質の種類とその状態によって決まる物性値とされている。してみると、接合部11aの面積がアルミニウム線21から銅19に向かう熱量に影響を及ぼすことは明白であり、その熱量が異なれば加熱部位における温度変移も異なる。よって、レーザにより被検査部11に吸収された加熱パワーQが比較の対象である良品の基準となる加熱パワーと同一であると補正された補正後の温度変移に基づいてその良否を判定することにより、被検査部11の吸収率や放射率を無視できる方法で、接合部11aの面積が規定値に達しない被検査部11、又は接合部11aの面積が規定値を超える被検査部11を不良として分別することが可能となる。
【0036】
ここで、本発明では、接合部11aの接合面積が適正な範囲の被検査部11を良品とする考え方であるけれども、これはこの接合部11aの面積がそのままアルミニウム線21と銅19との接合強度や良質な電気伝導路を表すものだからである。即ち、ハンダ付けのようなろう付けにしても、あるいはワイヤボンディングのような拡散接合にしても、金属イオンの間を自由電子が行き交う一体化の状態(当然電気抵抗も小さい)になると高い接合強度や良質な電気伝導路が得られるものである。しかし、接合部11aの一部にボイドや異物混入等のような一体化していない部分が存在する場合には、その分だけ接合強度や電気伝導路が弱いことになり、一体化している接合部11aの面積を比較すれば接合強度や電気抵抗の大小が検査できるからである。
【0037】
なお、メモリ26aには、予め、基準となる加熱パワーが吸収された良品が示す温度変移が記憶される。即ち、複数の正常なサンプルの被検査部11に所定出力のレーザを照射し、その良品であるサンプルの温度変移を同様に基準となる加熱パワーでの温度変移に補正し、得られた温度変移を基準となる加熱パワーでの良品が示す温度変移としてメモリ26aに記憶される。ここで、基準となる加熱パワーは前工程における温度変移補正工程における比較の対象となる良品におけるものとして、被検査部11における温度変移を補正する際にも利用される。そして、この工程では、補正後の温度変移と、同様に基準となる加熱パワーでの温度変移に補正した基準となる良品が示す温度変移を比較選別する。この温度変移の比較は、基準となる加熱パワーでの良品が示す温度変移の上限と下限をメモリ26aに記憶し、被検査部11における補正後の温度変移がこの上限と下限の間に存在するか否かにより行われ、この間にあるとして選別されたものを良品とし、この間から逸脱するものとして選別されたものを不良品として、被検査部11の良否を判定する。
【0038】
具体的な手順を説明すると、接合部11aの必要最小限の面積を有するサンプル被検査部11に上記加熱工程と温度測定工程と変移補正工程とを行い、図4に示すように、その温度変移を一方の限界カーブとしてメモリに記憶する。同様に、接合部11aの必要最大限の面積を有するサンプル被検査部11に上記加熱工程と温度測定工程と変移補正工程とを行い、その温度変移を他方の限界カーブとしてメモリに記憶する。その後の検査において、被検査部11に対して同様に上記加熱工程と温度測定工程と変移補正工程とを行い、補正後の温度変移を得る。そして、これらの温度変移量の所定時間の積を比較選別し、図4における上側の限界カーブが示す温度変移量の所定時間の積と、下側の限界カーブが示す温度変移量の所定時間の積との間に、補正後の温度変移量の所定時間の積が存在する場合には良品と判定し、この範囲から逸脱するものを不良品と判定する。これは、補正後の温度変移が図4に示す限界カーブの間を通過する場合には良品と判定し、この範囲から逸脱するものを不良品と判定するものといえる。
【0039】
ここで、積を求める所定時間とは、加熱し始めた時点から被検査部11が飽和温度に達するまでの時間の全部又は一部であるけれども、いずれの場合も基準を同一にするため同一の時間的範囲である。そして、この所定時間は、温度変移の差が明確になる飽和温度に達する直前の図4の斜線で示す範囲、例えば飽和温度に達するまでの時間を1とすると後半の1/2程度の時間の範囲であることが好ましい。これは飽和温度に達する直前の温度変移が最も安定するからであり、それ以前の誤差を含む加熱最初の温度変移を除くことにより、良否の判定精度を向上させるものである。
【0040】
以上説明したように、本発明の金属接合部の検査方法及び装置10では、被検査部11の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正するので、被検査部と比較の対象となる良品との間に生じる吸収率の相違に起因する温度変移の相違を解消することができる。そして、その補正後の温度変移と、良品が示す温度変移を比較選別することにより、被検査部の良否を比較的高い精度で判定することができる。そして、レーザを照射することにより被検査部を加熱し、被検査部のレーザが照射された部分の温度変移を2色放射温度計により測定することにより、被検査部の表面状態や形状にかかわらずその被検査部の正確な温度を測定することができる。そして、この正確に測定された温度変移を基準となる加熱パワーでの温度変移に補正することにより、レーザ加熱時の吸収率と赤外放射温度測定時の放射率に影響されない補正後の温度変移が得られ、その補正後の温度変移と、良品が示す温度変移を比較選別することにより、被検査部の良否判定精度を更に向上させることができる。
【符号の説明】
【0041】
10 金属接合部の検査装置
11a 接合部
11 被検査部
12 レーザ源(加熱手段)
13 2色放射温度計(温度変移測定手段)
14 温度変移補正手段
16 良否判定手段
【技術分野】
【0001】
本発明は、主に電子部品などにおける超音波接合やハンダ付け等の微小な金属接合部の接合状態の良否を判定するための金属接合部の検査方法及び装置に関するものである。
【背景技術】
【0002】
従来、一般に金属間の接合方法は、接合材料同士が溶融して接合される融接と、接合材料は固体のままで、金属原子の拡散により接合される圧接と、接合材料は固体のままで、別のろう材を介して接合されるろう接、並びに、接着剤を介して接合される接着とに分類される。そして、電子部品の接合について考えてみると、電子機器の高性能小型化に伴い、電子部品の小型化と高密度実装が進み、それに伴って信頼性の高い高度な接合技術が要求されている。このような観点から、電子部品のような小物部品の接合には、主にハンダ付け(ろう接に属する)、超音波接合ないし抵抗溶接(共に圧接に属する)、あるいは、接着が用いられている。
【0003】
ここで、電子部品の接合部、たとえば電子回路基板のはんだ付け部には従来から欠陥が多く指摘されていることからこの接合部を検査する必要性があり、その検査方法として、例えばレーザではんだ接合部を単位時間加熱し、その放熱状態を測定し、良品との比較方式により、はんだ接合部の良否を判定する検査装置が知られている(例えば、非特許文献1参照。)。この装置では、欠陥のある接合部を有する場合と正常な接合部を有する場合とでは放熱状態に違いが生じるという原理に基づいており、その温度変移測定を被検査部から放射される赤外線を赤外線センサでセンシングする事で温度測定している。
【0004】
しかし、同一温度でも物体から放射される赤外線の放射量は材質により異なり、特に表面状態や形状により顕著な違いがある。例えば、鉄とアルミでは同じ温度でも放射する赤外線量に違いがあり、この赤外線を放射する物体やその表面状態における係数として放射率が一般的に知られている。従来の赤外線放射温度計は放射率が1である理想黒体を基準にその温度を算出するようにしているが、電子部品の接合部等の被検査部は理想黒体とは明らかに異なる放射率を有している。このため、被検査部から放射される赤外線量から温度を算出する従来の赤外線放射温度計の測定結果はその被検査部の正確な温度を表すものにならない。よって、このような赤外線放射温度計の測定結果を被検査部の温度としてその良否の判断を行う上記従来の検査方法は、その検査精度が著しく低いという不具合があった。
【0005】
この不具合を解消するために、接合部を有する被検査部をレーザにおいて加熱するとともに、接合部の欠陥の有無によって影響を受けない短時間の温度変化に基づいて被検査部の表面状態を検出し、被検査部の比較的長時間の温度変化にその表面状態に基づく補正を加えて接合部の欠陥の有無を判定する「接合状態の検査方法及び検査装置」が提案されている(例えば、特許文献1参照。)。この「接合状態の検査方法及び検査装置」では、被検査部の温度変化に対してその被検査部の表面状態に基づく補正を加え、そのような補正が加えられた温度上昇値に基づいてその接合部の欠陥の有無を判定するので、その検査精度を従来よりも高められるとしている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭60−73347(特願昭58−180687)号公報
【非特許文献】
【0007】
【非特許文献1】電子材料1989年10月号182〜185頁(Vanzetti Systems社;レーザ式ハンダ付け不良自動検査装置)
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、上記「接合状態の検査方法及び検査装置」では、上述したように、接合部の欠陥の有無によって影響を受けない短時間の温度変化に基づいて被検査部の表面状態を検出し、被検査部の比較的長時間の温度変化にその表面状態に基づく補正を加えるものであるとしているが、接合部の欠陥の有無によって影響を受けない「短時間」の程度及び被検査部の「比較的長時間」における程度を明確に求めること自体が困難であり、その温度測定も赤外線量から温度を算出する従来の赤外線放射温度測定法を用いていることから、上記「接合状態の検査方法及び検査装置」における補正は適正なものといえず、期待したほど検査精度を向上することができないという未だ解決すべき課題が残存していた。
【0009】
本発明の目的は、適正な補正を行うことにより良否判定の検査精度を著しく向上し得る金属接合部の検査方法及び装置を提供することである。
【課題を解決するための手段】
【0010】
本発明者らは、鋭意研究努力の結果、被検査部における温度変移の相違が被検査部における接合部の接合面積の相違に強い相関があることを知見し、本発明をするに至った。
【0011】
即ち、本発明の金属接合部の検査方法は、接合部を有する被検査部を温度変化が見られなくなる飽和温度に達するまで同一パワーで連続加熱し、同時に被検査部の加熱された部分に温度変化が見られなくなる飽和温度に達するまでの温度変移を測定し、被検査部の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正し、補正後の温度変移と、同様に基準となる加熱パワーでの温度変移に補正した基準となる良品が示す温度変移を、温度変移の相違が接合部の接合面積の相違に強い相関があるとして、比較選別し、その比較選別結果により被検査部の良否を判定することを特徴とする。
【0012】
ここで、被検査部の加熱は被検査部にレーザを照射することにより行われ、被検査部のレーザが照射された部分の温度変移を被検査部における放射温度測定時の放射率の影響に起因する温度測定誤差を実質的に無視できる2色放射温度計により測定し、2色放射温度計により得られた温度変移を熱容量の関係式から基準となる加熱パワーでの温度変移に補正することにより、被検査部におけるレーザ加熱時の吸収率の影響に起因する加熱パワーの差を無視することが好ましい。
【0013】
一方、本発明の金属接合部の検査装置は、接合部を有する被検査部を温度変化が見られなくなる飽和温度に達するまで同一パワーで連続加熱する加熱手段と、同時に被検査部の加熱された部分に温度変化が見られなくなる飽和温度に達するまでの温度変移を測定する温度変移測定手段と、被検査部の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正する温度変移補正手段と、補正後の温度変移と、同様に基準となる加熱パワーでの温度変移に補正した基準となる良品が示す温度変移を、温度変移の相違が接合部の接合面積の相違に強い相関があるとして、比較選別し、その比較選別結果により被検査部の良否を判定する良否判定手段とを備える。
【0014】
ここで、加熱手段が被検査部にレーザを照射可能なレーザ源であり、温度変移測定手段が、被検査部のレーザが照射された部分の温度変移を被検査部における放射温度測定時の放射率の影響に起因する温度測定誤差を実質的に無視できる2色放射温度計であり、温度変移補正手段が、2色放射温度計により得られた温度変移を熱容量の関係式から基準となる加熱パワーでの温度変移に補正することにより、被検査部におけるレーザ加熱時の吸収率の影響に起因する加熱パワーの差を無視することが好ましい。
【発明の効果】
【0015】
本発明の金属接合部の検査方法及び装置では、被検査部の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正するので、被検査部と比較の対象となる良品との間に生じる吸収率の相違に起因する温度変移の相違を解消することができる。そして、本発明者らは、被検査部における温度変移の相違が被検査部における接合部の接合面積の相違に強い相関があることを知見した。このため、その補正後の温度変移と良品が示す温度変移を比較選別することにより、被検査部の良否を比較的高い精度で判定することができることになる。
【0016】
そして、レーザを照射することにより被検査部を加熱し、被検査部のレーザが照射された部分の温度変移を被検査部における放射率の影響に起因する温度測定誤差を実質的に無視できる2色放射温度計により測定することにより、被検査部の表面状態や形状にかかわらずその被検査部の正確な温度を測定することができる。そして、この正確に測定された温度変移を基準となる加熱パワーでの温度変移に補正することにより、レーザ加熱時の吸収率と赤外放射温度測定時の放射率に影響されない補正後の温度変移を得ることができる。このため、その補正後の温度変移と、良品が示す温度変移を比較選別することにより、被検査部の良否判定精度を著しく向上させることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の検査装置を示す構成図である。
【図2】本発明の検査方法におけるフローチャートである。
【図3】赤外線の波長と強さの関係を示す図である。
【図4】被検査部の加熱された部位の時間と温度との関係を示す図である。
【発明を実施するための形態】
【0018】
次に本発明を実施するための最良の形態を図面に基づいて説明する。
【0019】
図1に示すように、本発明の金属接合部の検査装置10は、接合部11aを有する被検査部11を温度変化が見られなくなる飽和温度に達するまで同一パワーで連続加熱する加熱手段12と、同時に被検査部11の加熱された部分に温度変化が見られなくなる飽和温度に達するまでの温度変移を測定する温度変移測定手段13と、被検査部11の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正する温度変移補正手段14と、補正後の温度変移と基準となる良品が示す温度変移を比較選別した結果により被検査部11の良否を判定する良否判定手段16とを備える。
【0020】
図1における符号18は、セラミック基盤17に接着された半導体部品18であり、セラミック基盤17には銅により回路パターン19が形成される。その半導体部品18の図示しない端子と銅により形成された回路パターン19とはアルミニウム線21により接続され、アルミニウム線21と回路パターンを形成する銅19とは超音波接合される。この実施の形態における被検査部11は、この超音波接合されたアルミニウム線21と銅19から成る部分であり、この被検査部11は超音波接合により生じるアルミニウム線21と銅19のそれぞれの金属原子が拡散して実際に接合された接合部11aを有する。なお、このセラミック基盤は図示しないいわゆるX−Yテーブルに搭載される。
【0021】
この実施の形態における加熱手段は被検査部11にレーザを照射可能なレーザ源12であり、このレーザ源12としては、非接触で高速にパワー可変とオンオフ制御を行なうことができる半導体レーザが例示される。そして、図1における符号22は、レーザ源12から照射されたレーザの光軸上にあって、そのレーザを被検査部11の表面で所定径に集光する集光レンズ22である。レーザは被検査部11を構成する一方の金属に照射されるものとし、この実施の形態ではアルミニウム線21側にそのレーザを照射するものとする。また、図1における符号23は、そのレーザが照射された被検査部11から発せられる赤外線を温度変移測定手段13に向かわせるダイクロイックフィルタであり、符号24はその赤外線を集光する集光レンズ24である。
【0022】
また、この実施の形態における温度変移測定手段は、被検査部11のレーザが照射された部分の温度変移を被検査部11における放射温度測定時の放射率の影響に起因する温度測定誤差を実質的に無視できる2色放射温度計13であり、被検査部11から放射される赤外線を非接触で高速に測定し得るものである。図3に示すように、所定温度から発せられる赤外線の各波長とその強さが描く放物線状のカーブは、その温度が上昇するに従って、その最高強度を生じる点が短波長側にずれることは知られている。従来技術において用いられていた放射温度計は全波長や特定の単波長に対して測定しているので、この放物線が描く強度を赤外線の量としたので、放射率の影響を顕著に受け正確な温度測定ができず正しい良否判定ができなかった。これに対して本発明では、従来のもので用いられた放射温度計と異なる2色放射温度計13を用いる。この2色放射温度計13は、特定の2波長(図3におけるλ1及びλ2)についての赤外線量のみを検出し、それらの比率を求めてその比率に対応する温度を被検査部11の表面の温度として出力するものである。このため、この2色放射温度計13では、被検査部11における放射率の影響を受けるが2波長比率では相殺されるので、その被検査部11の放射率の影響を無視でき正確な温度を測定することができるものである。
【0023】
セラミック基盤17を搭載する図示しないX−Yテーブル及びレーザ源12は制御コンピュータ26により制御される。この制御コンピュータ26には基準となる加熱パワーが吸収された良品が示す温度変移が記憶されたメモリ26aが設けられ、この制御コンピュータ26には温度変移補正手段14と良否判定手段16が設けられる。ここで、温度変移補正手段14は2色放射温度計13により得られた温度変移を熱容量の関係式から補正するものである。具体的に説明すると、温度変移補正手段14では、飽和温度が同じ構造で同じ材質の被検査部11に同じ熱量を加えたら同じ温度になるという熱容量の関係式から補正がなされる。そして、比較の対象である良品の基準となる加熱パワーと同量のレーザによる加熱パワーが被検査部11に吸収された場合における温度変移を得る。これにより、被検査部11と、比較の対象である良品との温度変移における基準が一致し、レーザ加熱時の吸収率の影響が補正された被検査部11における温度変移が得られる。そして、良否判定手段16は補正後の温度変移と、同様に基準となる加熱パワーでの温度変移に補正した基準となる良品が示す温度変移を、温度変移の相違が接合部の接合面積の相違に強い相関があるとして、比較選別し、その比較選別結果により被検査部11の良否を判定するものである。
【0024】
次に、本発明に係る金属接合部の検査方法を説明する。
【0025】
本発明における金属接合部の検査方法は、接合部11aを有する被検査部11を温度変化が見られなくなる飽和温度に達するまで同一パワーで連続加熱する加熱工程と、その加熱工程と同時に被検査部11の加熱された部分に温度変化が見られなくなる飽和温度に達するまでの温度変移を測定する温度測定工程と、被検査部11の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正する変移補正工程と、補正後の温度変移と良品が示す温度変移を比較選別して被検査部11の良否を判定する良否判定工程から成る。この方法におけるフローチャートを図2に示すとともに、以下に各工程を説明する。
【0026】
<加熱工程>
この工程では、接合部11aを有する被検査部11を温度変化が見られなくなる飽和温度に達するまで同一パワーで連続加熱する。この実施の形態における被検査部11の加熱は被検査部11にレーザを照射することにより行われる場合を示し、このレーザ加熱は制御コンピュータ26からの指令によりレーザ源12から被検査部にレーザを照射することにより行われる。レーザ源12から照射された所定波長のレーザは、集光レンズ22によりアルミニウム線21の直径以下の所定径に集光されて、その被検査部11であるアルミニウム線21の表面に照射される。照射されたレーザがその被検査部11の表面で吸収されて熱に変換され、被検査部11であるアルミニウム線21の表面温度が上昇する。アルミニウム線21の表面温度が上昇すると接合面を通して熱が回路パターン19やセラミック基盤17に熱伝導される。被検査部11の温度は時間と共に上昇するが、レーザによる加熱量と熱伝導量が同一になったときに被検査部11の温度上昇は停止する。このように温度変化が見られなくなる飽和温度に達するまで、この工程では被検査部11を同一パワーで連続加熱する。
【0027】
<温度測定工程>
この工程では、被検査部11の加熱された部分に温度変化が見られなくなる飽和温度に達するまでの温度変移を測定する。この検査方法では、従来用いられていた赤外線放射温度計に代えて、被検査部11のレーザが照射された部分の温度変移を被検査部11における放射温度測定時の放射率の影響に起因する温度測定誤差を実質的に無視できる2色放射温度計13により測定する。2色放射温度計13は被検査部11から放射される赤外線の測定を特定の2波長についてのみ行う。そして2色放射温度計13は、特定の2波長についての赤外線量の比率を求め、その比率に対応する温度を被検査部11の表面における加熱点の温度として出力する。
【0028】
赤外線量測定時にはその赤外線が放射される部位の放射率の影響は避けられないが、この放射率はある温度の物体が赤外線を発するとき、その物体と同じ温度の黒体放射との比で表される。従って、従来の赤外線量を測定してその温度を求めていた赤外線放射温度計では、その放射率を考慮しなければ、測定対象の正確な温度を測定することが困難であった。これに対して、2色放射温度計13を用いる本発明では、特定の2波長における赤外線量を測定し、その比率から被検査部11の表面の温度を求めるので、そのレーザ加熱された部位における放射率が相殺できその被検査部11の表面における加熱点の正確な温度を測定することができる。
【0029】
<変移補正工程>
この工程では、被検査部11の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正する。即ち、2色放射温度計13により得られた温度変移を熱容量の関係式から基準となる加熱パワーでの温度変移に補正することにより、被検査部11におけるレーザ加熱時の吸収率の影響に起因する加熱パワーの差を無視するものである。
【0030】
この検査方法は、被検査部11の接合部11aに関するものであるので、検査する前提として接合部11aが存在することが必要とされ、金属同士が接合されずに離間して接合部11aが存在しない、いわゆる断線の場合は除かれる。この接合部11aを有するか又は断線しているかの判断は、2色放射温度計13が測定する温度により判断でき、その測定された温度が熱容量の関係式により推測される所定温度以上の場合は断線であると判定して測定を終了する。この断線か否かの判定はレーザが照射されている間に行われ、断線と判定された時点でレーザ照射を停止するようになっている。
【0031】
超音波接合されたアルミニウム線21と銅19から成る図1に示す被検査部11より説明すると、レーザの照射によってアルミニウム線21が熱せられた結果、アルミニウム線21が銅19に接合されているので、アルミニウム線21内部では接合された銅19に向かって熱が伝導していく。そして、アルミニウム線21から接合部11aを介して銅19に向かって多くの熱が伝導するため、加熱点の温度は低めになる。これに対して、そのアルミニウム線21が銅19に接合されていない場合、即ち、アルミニウム線21と銅19が離間して断線状態となっている場合は、アルミニウム線21から銅19へ熱は伝導されない。このため、加熱されたアルミニウム線21の温度が急激に高くなる。この急激にアルミニウム線21の温度が高められると、そのアルミニウム線21から放射される赤外線の量も急激に上昇するので、2色放射温度計13が測定した温度が所定値以上の場合は熱容量の関係式より断線であると判断できるのである。
【0032】
一方、2色放射温度計13が測定した温度が所定値未満の場合はアルミニウム線21と銅19は離間しておらず少なくとも両者は接合されているとものとして、その2色放射温度計13により得られた温度変移を熱容量の関係式から補正する。即ち、レーザを照射した結果として生じる温度変移は、被検査部11の吸収率の影響が大きいという欠点がある。この吸収率は、被検査部11の表面状態が平坦だと小さく、粗いと大きくなり、その表面状態や形状によって大きく影響されることになる。この変移補正工程はこのような吸収率に関する欠点を解消するためのものであり、その飽和温度が同じ構造で同じ材質の被検査部に同じ熱量を加えたら同じ温度になるという熱容量の関係式から、被検査部11と比較の対象となる良品とその基準を同一にするものである。即ち、比較の対象となる良品の基準となる加熱パワーと同一の加熱パワーが吸収された場合における補正後の温度変移を求めることにより、レーザ加熱時の吸収率の影響が補正された温度変移を得る。
【0033】
この補正手順については種々挙げられるけれども、例えば、レーザによる加熱パワーの全てが基準となる加熱パワーとされた場合では、被検査部11の吸収率を求めた後に温度変移をその吸収率で割ることが例示される。具体的に、この場合における補正は2段階により行われ、第1に、熱容量の関係式から被検査部11の吸収率αを求める。ここで、被検査部11の吸収率αを求めるには、加熱量Qと吸収率αの積を被検査部11の飽和温度Tで除した値が熱容量Cと等しくなるという熱容量の関係式(C=αQ/T)から求めることができる。即ち、飽和温度Tは2色放射温度計13により得られており、加熱量Qもレーザの照射量であるので既知の値とできる。熱容量Cは被検査部11の固有の値であり、アルミニウム線21と銅19から成る被検査部11における熱容量Cの値は、予め良品等を測定することにより求めておくこともできる。これらを上記式(C=αQ/T)に代入することにより被検査部11の吸収率αが求められる。そして、第2に、2色放射温度計13により得られた温度変移をその求められた吸収率αで割る。これにより良品と同様に良品と同一のレーザによる基準となる加熱パワーの全てが吸収された場合の補正後の温度変移を求める事ができる。
【0034】
また、その飽和温度が同じ構造で同じ材質の被検査部に同じ熱量を加えたら同じ温度になるという熱容量の関係式からすると、比較の対象となる良品と被検査部11は同一構造であるので、比較の対象となる良品における吸収率が被検査部11における吸収率と一致しない場合には、被検査部11における飽和温度は良品のものと異なることになる。このため、被検査部11における飽和温度と良品における飽和温度との比を求めて、被検査部の温度変移にその比を乗じることにより、良品と同一の飽和温度を生じさせる被検査部11における補正後の温度変移を求めるようにしても良い。即ち、良品における飽和温度を1として、2色放射温度計13により測定された飽和温度がその1に成るように温度変移を補正するものである。2色放射温度計13により得られた温度は、レーザにより照射された全加熱パワーQに吸収率αを乗じた一部のエネルギ一が吸収された結果生じた変化であるといえる。また、熱容量の関係式から同一熱容量の被検査部に同一の熱量を加えたら同一温度になるのであるから、被検査部11における飽和温度を比較の対象である良品における飽和温度と同一にすることにより、2色放射温度計13により得られた飽和温度を比較の対象である良品と同じにスケーリングする事になり、これは両者の吸収率を同一にして基準となる加熱パワーでの温度変移に補正することといえる。このような補正を行う変移補正工程により、比較の対象となる良品が示す温度変移とその基準を同一にし、レーザ加熱時の吸収率と赤外放射温度測定時の放射率の影響のない補正後の温度変移を得ることができる。そして、この補正後の温度変移は、例えば、図4に示すように、時間の経過とともに温度が上昇し、レーザによる加熱量と熱伝導量が同一になったときに被検査部11の温度上昇は飽和してその変化が見られない状態となる。
【0035】
<良否判定工程>
この工程では、補正後の温度変移と、同様に基準となる加熱パワーでの温度変移に補正した基準となる良品が示す温度変移を比較選別し、その比較選別結果により被検査部11の良否を判定する。この良否の判定は、被検査部11における温度変移の相違が被検査部11における接合部11aの接合面積の相違に強い相関があることを知見したことにより行うものである。ここで、図1の拡大図で説明すると、レーザは被検査部11を構成するアルミニウム線21のみを加熱しており、その加熱されたアルミニウム線21は加熱されていない銅19との間に温度勾配が生じ、破線矢印で示すようにアルミニウム線21から接合部11aを介して銅19に向かう熱の流れが生じる。このように、温度差のある物体間を流れる熱量は、熱伝導路の断面積である接合部11aの接合面積と、温度勾配の積に比例する。即ち、アルミニウム線21から接合部11aを介して銅19に流れる熱量qは、その接合部11aの面積Sと、アルミニウム線21と銅19の温度勾配gradTとの積に比例する。ちなみに、このときの比例定数がいわゆる熱伝導率Kと呼ばれ、物質の種類とその状態によって決まる物性値とされている。してみると、接合部11aの面積がアルミニウム線21から銅19に向かう熱量に影響を及ぼすことは明白であり、その熱量が異なれば加熱部位における温度変移も異なる。よって、レーザにより被検査部11に吸収された加熱パワーQが比較の対象である良品の基準となる加熱パワーと同一であると補正された補正後の温度変移に基づいてその良否を判定することにより、被検査部11の吸収率や放射率を無視できる方法で、接合部11aの面積が規定値に達しない被検査部11、又は接合部11aの面積が規定値を超える被検査部11を不良として分別することが可能となる。
【0036】
ここで、本発明では、接合部11aの接合面積が適正な範囲の被検査部11を良品とする考え方であるけれども、これはこの接合部11aの面積がそのままアルミニウム線21と銅19との接合強度や良質な電気伝導路を表すものだからである。即ち、ハンダ付けのようなろう付けにしても、あるいはワイヤボンディングのような拡散接合にしても、金属イオンの間を自由電子が行き交う一体化の状態(当然電気抵抗も小さい)になると高い接合強度や良質な電気伝導路が得られるものである。しかし、接合部11aの一部にボイドや異物混入等のような一体化していない部分が存在する場合には、その分だけ接合強度や電気伝導路が弱いことになり、一体化している接合部11aの面積を比較すれば接合強度や電気抵抗の大小が検査できるからである。
【0037】
なお、メモリ26aには、予め、基準となる加熱パワーが吸収された良品が示す温度変移が記憶される。即ち、複数の正常なサンプルの被検査部11に所定出力のレーザを照射し、その良品であるサンプルの温度変移を同様に基準となる加熱パワーでの温度変移に補正し、得られた温度変移を基準となる加熱パワーでの良品が示す温度変移としてメモリ26aに記憶される。ここで、基準となる加熱パワーは前工程における温度変移補正工程における比較の対象となる良品におけるものとして、被検査部11における温度変移を補正する際にも利用される。そして、この工程では、補正後の温度変移と、同様に基準となる加熱パワーでの温度変移に補正した基準となる良品が示す温度変移を比較選別する。この温度変移の比較は、基準となる加熱パワーでの良品が示す温度変移の上限と下限をメモリ26aに記憶し、被検査部11における補正後の温度変移がこの上限と下限の間に存在するか否かにより行われ、この間にあるとして選別されたものを良品とし、この間から逸脱するものとして選別されたものを不良品として、被検査部11の良否を判定する。
【0038】
具体的な手順を説明すると、接合部11aの必要最小限の面積を有するサンプル被検査部11に上記加熱工程と温度測定工程と変移補正工程とを行い、図4に示すように、その温度変移を一方の限界カーブとしてメモリに記憶する。同様に、接合部11aの必要最大限の面積を有するサンプル被検査部11に上記加熱工程と温度測定工程と変移補正工程とを行い、その温度変移を他方の限界カーブとしてメモリに記憶する。その後の検査において、被検査部11に対して同様に上記加熱工程と温度測定工程と変移補正工程とを行い、補正後の温度変移を得る。そして、これらの温度変移量の所定時間の積を比較選別し、図4における上側の限界カーブが示す温度変移量の所定時間の積と、下側の限界カーブが示す温度変移量の所定時間の積との間に、補正後の温度変移量の所定時間の積が存在する場合には良品と判定し、この範囲から逸脱するものを不良品と判定する。これは、補正後の温度変移が図4に示す限界カーブの間を通過する場合には良品と判定し、この範囲から逸脱するものを不良品と判定するものといえる。
【0039】
ここで、積を求める所定時間とは、加熱し始めた時点から被検査部11が飽和温度に達するまでの時間の全部又は一部であるけれども、いずれの場合も基準を同一にするため同一の時間的範囲である。そして、この所定時間は、温度変移の差が明確になる飽和温度に達する直前の図4の斜線で示す範囲、例えば飽和温度に達するまでの時間を1とすると後半の1/2程度の時間の範囲であることが好ましい。これは飽和温度に達する直前の温度変移が最も安定するからであり、それ以前の誤差を含む加熱最初の温度変移を除くことにより、良否の判定精度を向上させるものである。
【0040】
以上説明したように、本発明の金属接合部の検査方法及び装置10では、被検査部11の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正するので、被検査部と比較の対象となる良品との間に生じる吸収率の相違に起因する温度変移の相違を解消することができる。そして、その補正後の温度変移と、良品が示す温度変移を比較選別することにより、被検査部の良否を比較的高い精度で判定することができる。そして、レーザを照射することにより被検査部を加熱し、被検査部のレーザが照射された部分の温度変移を2色放射温度計により測定することにより、被検査部の表面状態や形状にかかわらずその被検査部の正確な温度を測定することができる。そして、この正確に測定された温度変移を基準となる加熱パワーでの温度変移に補正することにより、レーザ加熱時の吸収率と赤外放射温度測定時の放射率に影響されない補正後の温度変移が得られ、その補正後の温度変移と、良品が示す温度変移を比較選別することにより、被検査部の良否判定精度を更に向上させることができる。
【符号の説明】
【0041】
10 金属接合部の検査装置
11a 接合部
11 被検査部
12 レーザ源(加熱手段)
13 2色放射温度計(温度変移測定手段)
14 温度変移補正手段
16 良否判定手段
【特許請求の範囲】
【請求項1】
接合部(11a)を有する被検査部(11)を温度変化が見られなくなる飽和温度に達するまで同一パワーで連続加熱し、
同時に前記被検査部(11)の加熱された部分に温度変化が見られなくなる飽和温度に達するまでの温度変移を測定し、
前記被検査部(11)の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正し、
補正後の前記温度変移と、同様に基準となる加熱パワーでの温度変移に補正した基準となる良品が示す温度変移を、温度変移の相違が前記接合部(11a)の接合面積の相違に強い相関があるとして、比較選別し、
その比較選別結果により前記被検査部(11)の良否を判定する
ことを特徴とする金属接合部の検査方法。
【請求項2】
被検査部(11)の加熱は前記被検査部(11)にレーザを照射することにより行われ、
前記被検査部(11)のレーザが照射された部分の温度変移を前記被検査部(11)における放射温度測定時の放射率の影響に起因する温度測定誤差を実質的に無視できる2色放射温度計(13)により測定し、
前記2色放射温度計(13)により得られた温度変移を熱容量の関係式から基準となる加熱パワーでの温度変移に補正することにより、前記被検査部(11)におけるレーザ加熱時の吸収率の影響に起因する加熱パワーの差を無視する
請求項1記載の金属接合部の検査方法。
【請求項3】
接合部(11a)を有する被検査部(11)を温度変化が見られなくなる飽和温度に達するまで同一パワーで連続加熱する加熱手段(12)と、
同時に前記被検査部(11)の加熱された部分に温度変化が見られなくなる飽和温度に達するまでの温度変移を測定する温度変移測定手段(13)と、
前記被検査部(11)の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正する温度変移補正手段(14)と、
補正後の前記温度変移と、同様に基準となる加熱パワーでの温度変移に補正した基準となる良品が示す温度変移を、温度変移の相違が前記接合部(11a)の接合面積の相違に強い相関があるとして、比較選別し、その比較選別結果により前記被検査部(11)の良否を判定する良否判定手段(16)と
を備えた金属接合部の検査装置。
【請求項4】
加熱手段が被検査部(11)にレーザを照射可能なレーザ源(12)であり、
温度変移測定手段が、被検査部(11)のレーザが照射された部分の温度変移を前記被検査部(11)における放射温度測定時の放射率の影響に起因する温度測定誤差を実質的に無視できる2色放射温度計(13)であり、
温度変移補正手段が、前記2色放射温度計(13)により得られた温度変移を熱容量の関係式から基準となる加熱パワーでの温度変移に補正することにより、前記被検査部(11)におけるレーザ加熱時の吸収率の影響に起因する加熱パワーの差を無視する
請求項3記載の金属接合部の検査装置。
【請求項1】
接合部(11a)を有する被検査部(11)を温度変化が見られなくなる飽和温度に達するまで同一パワーで連続加熱し、
同時に前記被検査部(11)の加熱された部分に温度変化が見られなくなる飽和温度に達するまでの温度変移を測定し、
前記被検査部(11)の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正し、
補正後の前記温度変移と、同様に基準となる加熱パワーでの温度変移に補正した基準となる良品が示す温度変移を、温度変移の相違が前記接合部(11a)の接合面積の相違に強い相関があるとして、比較選別し、
その比較選別結果により前記被検査部(11)の良否を判定する
ことを特徴とする金属接合部の検査方法。
【請求項2】
被検査部(11)の加熱は前記被検査部(11)にレーザを照射することにより行われ、
前記被検査部(11)のレーザが照射された部分の温度変移を前記被検査部(11)における放射温度測定時の放射率の影響に起因する温度測定誤差を実質的に無視できる2色放射温度計(13)により測定し、
前記2色放射温度計(13)により得られた温度変移を熱容量の関係式から基準となる加熱パワーでの温度変移に補正することにより、前記被検査部(11)におけるレーザ加熱時の吸収率の影響に起因する加熱パワーの差を無視する
請求項1記載の金属接合部の検査方法。
【請求項3】
接合部(11a)を有する被検査部(11)を温度変化が見られなくなる飽和温度に達するまで同一パワーで連続加熱する加熱手段(12)と、
同時に前記被検査部(11)の加熱された部分に温度変化が見られなくなる飽和温度に達するまでの温度変移を測定する温度変移測定手段(13)と、
前記被検査部(11)の加熱された部分から測定した温度変移を基準となる加熱パワーでの温度変移に補正する温度変移補正手段(14)と、
補正後の前記温度変移と、同様に基準となる加熱パワーでの温度変移に補正した基準となる良品が示す温度変移を、温度変移の相違が前記接合部(11a)の接合面積の相違に強い相関があるとして、比較選別し、その比較選別結果により前記被検査部(11)の良否を判定する良否判定手段(16)と
を備えた金属接合部の検査装置。
【請求項4】
加熱手段が被検査部(11)にレーザを照射可能なレーザ源(12)であり、
温度変移測定手段が、被検査部(11)のレーザが照射された部分の温度変移を前記被検査部(11)における放射温度測定時の放射率の影響に起因する温度測定誤差を実質的に無視できる2色放射温度計(13)であり、
温度変移補正手段が、前記2色放射温度計(13)により得られた温度変移を熱容量の関係式から基準となる加熱パワーでの温度変移に補正することにより、前記被検査部(11)におけるレーザ加熱時の吸収率の影響に起因する加熱パワーの差を無視する
請求項3記載の金属接合部の検査装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−106839(P2011−106839A)
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願番号】特願2009−259385(P2009−259385)
【出願日】平成21年11月13日(2009.11.13)
【出願人】(506272297)常陽機械株式会社 (10)
【Fターム(参考)】
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願日】平成21年11月13日(2009.11.13)
【出願人】(506272297)常陽機械株式会社 (10)
【Fターム(参考)】
[ Back to top ]