
金属摩耗性に優れる樹脂組成物
【課題】金属摩耗性、特に成形機スクリュー周りおよび金型の耐摩耗性に優れ、かつ高強度、高寸法精度、難燃性を有する、事務機器構部品成形品に好適な樹脂組成物を提供する。
【解決手段】(A)熱可塑性樹脂(A成分)100重量部に対し、(B)平均粒径が100μm以下の板状無機充填材(B成分)10〜150重量部、(C)難燃剤(C成分)0〜30重量部、(D)B成分以外の充填材(D成分)0〜30重量部、および(E)含フッ素滴下防止剤(E成分)0〜5重量部を含有する樹脂組成物。
【解決手段】(A)熱可塑性樹脂(A成分)100重量部に対し、(B)平均粒径が100μm以下の板状無機充填材(B成分)10〜150重量部、(C)難燃剤(C成分)0〜30重量部、(D)B成分以外の充填材(D成分)0〜30重量部、および(E)含フッ素滴下防止剤(E成分)0〜5重量部を含有する樹脂組成物。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属摩耗性に優れる樹脂組成物に関する。さらに詳しくは本発明は、特定粒径の板状無機充填材を特定割合で含有することにより金属摩耗性、特に成形機スクリューおよび金型の耐摩耗性に優れ、かつ高強度、高寸法精度、難燃性を有する、事務機器構部品成形品に好適な難燃性樹脂組成物に関するものである。
【背景技術】
【0002】
近年、レーザービームプリンター、複写機、およびプロジェクター装置など事務機、家庭用電化製品、電気電子機器の機構部品である各種フレームや光学系ユニットなどの機構部品(以下単に“機構部品”と称する場合がある)に使用されるプラスチック材料に対しては、多くの場合、高剛性、高強度、高寸法精度、低そり性および良好な難燃性が要求される。かかる機構部品用のプラスチック材料に対しては既に多くの提案がなされている。特に、機構部品の中でも、光学系ユニットにおいては製品の反りや初期寸法の出しやすさ、使用時の熱変形、低異方性の観点から、板状充填材が好適に用いられている。また、生産におけるコストダウンの観点から、射出成形機や金型の金属部分の摩耗性の低いプラスチック成形材料が好まれ、この点についても板状充填材が優れていると考えられている。
【0003】
しかし、これら機構部品は、寸法精度が要求されると共に小型化、薄肉化が求められており、さらに、生産におけるコストダウンの一環で、成形サイクルを短縮することを目的とし、樹脂温度、金型温度を下げ、より過酷な条件での成形となる傾向がある。このような過酷な条件下では、成形時の溶融樹脂の粘度が高く、かつ特定粒径以上の板状充填材を用いると、射出成形機のスクリュー、逆止弁、加熱筒、さらに金型のゲート周辺の特定部位の摩耗が激しくなる問題が生じている。
【0004】
特許文献1には特定粒径のタルクとマイカおよび/またはワラストナイトを併用し、難燃剤を特定割合で含有することにより、適度な剛性、強度、寸法精度を有し、かつ金型を摩耗させにくい特性を有する、シャーシ成形品に好適な難燃性熱可塑性樹脂組成物が開示されている。特許文献2には芳香族ポリカーボネート樹脂および特定割合のアクリロニトリル−スチレン共重合体(AS樹脂)を組み合わせて樹脂成分とし、無機充填材として特定粒径のマイカにタルクあるいはワラストナイトを特定割合組み合わせて使用し、難燃剤として有機リン化合物を使用し、かつ含フッ素滴下剤を使用し、さらにこれら各成分を一定割合で配合した樹脂組成物は、高剛性、高強度および高寸法精度を有する成形品が得られること、比較的少ない難燃剤の使用で良好な難燃性が発現されることおよび金型の摩耗が極めて少ないことという利点が得られることが開示されている。しかしながら、いずれの文献においても、過酷な条件下での金属の耐摩耗性に関する検討が十分になされておらず、さらに、これらの文献でいう金型の摩耗性は金型の中でも比較的条件の緩い部分での摩耗性の評価であり、条件の厳しい部位、厳しい使用方法における摩耗性、あるいは射出成形機のスクリュー周りの金属摩耗については充分に検討されておらず改善の余地がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−323565号公報
【特許文献2】特開2004−002737号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、金属摩耗性、特に成形機スクリュー周りおよび金型の耐摩耗性に優れ、かつ高強度、高寸法精度、難燃性を有する、事務機器構部品成形品に好適な樹脂組成物を提供することにある。
【課題を解決するための手段】
【0007】
本発明者は鋭意検討を重ねた結果、特定粒径の板状無機充填材、特に特定の粉砕方法により得られた板状無機充填材を特定割合で含有することで、上記の課題を解決できることを見出した。そして更に検討を進めることにより本発明を完成するに至った。
【0008】
本発明によれば上記課題は、(1)(A)熱可塑性樹脂(A成分)100重量部に対し、(B)平均粒径が100μm以下の板状無機充填材(B成分)10〜150重量部、(C)難燃剤(C成分)0〜30重量部、(D)B成分以外の充填材(D成分)0〜30重量部、および(E)含フッ素滴下防止剤(E成分)0〜5重量部を含有する樹脂組成物により達成される。
本発明の好適な態様の1つは、(2)熱可塑性樹脂(A成分)が、芳香族ポリカーボネート樹脂(A−1成分)およびスチレン系樹脂(A−2成分)からなる群より選ばれる少なくとも1種の熱可塑性樹脂である上記構成(1)の樹脂組成物である。
本発明の好適な態様の1つは、(3)B成分が、マイカおよび/またはタルクである上記構成(1)または(2)の樹脂組成物である。
本発明の好適な態様の1つは、(4)B成分が、湿式粉砕法により粉砕されたマイカである上記構成(3)の樹脂組成物である。
本発明の好適な態様の1つは、(5)C成分が有機リン酸エステル化合物ある上記構成(1)〜(4)のいずれかの樹脂組成物である。
本発明の好適な態様の1つは、(6)D成分が、ワラストナイト、ガラス繊維、および炭素繊維からなる群より選ばれる少なくとも1種の充填材である上記構成(1)〜(5)のいずれかの樹脂組成物である。
本発明の好適な態様の1つは、(7)E成分がフィブリル形成能を有する含フッ素滴下防止剤である上記構成(1)〜(6)のいずれかの樹脂組成物である。
本発明の好適な態様の1つは、(8)上記樹脂組成物から成る成形品であり、殊に、事務機、家庭用電化製品、電気電子機器の機構部品である成形品である。
【0009】
以下、本発明の詳細について説明する。
<A成分について>
本発明で使用するA成分の熱可塑性樹脂は、基本的に限定されるものではなく、事務機、家庭用電化製品、電気電子機器の機構部品に一般的に用いられる熱可塑性樹脂が好ましく使用される。かかる熱可塑性樹脂としては、例えば、ポリエチレン樹脂、ポリプロピレン樹脂、ポリ−4−メチルペンテン−1、および環状ポリオレフィン樹脂などのポリオレフィン樹脂、ポリスチレン樹脂、HIPS樹脂、MS樹脂、ABS樹脂、AS樹脂、AES樹脂、ASA樹脂、MBS樹脂、MAS樹脂、水添ポリスチレン樹脂、およびSMA樹脂などのスチレン系樹脂、ポリメチルメタクリレートなどのアクリル樹脂、変性ポリフェニレンオキサイド樹脂、ポリアミド樹脂、ポリカーボネート樹脂、ポリフェニレンエーテル樹脂、PET樹脂、PBT樹脂などのポリエステル系樹脂、並びにポリアリレート樹脂等の熱可塑性樹脂、スチレン系熱可塑性エラストマー、オレフィン系熱可塑性エラストマー、ポリエステル系エラストマー、ポリアミド系エラストマー、およびアクリル系エラストマー等の熱可塑性エラストマー等が挙げられる。
【0010】
本発明のより好適な熱可塑性樹脂(A成分)は、ポリカーボネート樹脂(A−1成分)およびスチレン系樹脂(A−2成分)からなる群より選ばれる少なくとも1種の熱可塑性樹脂である。その中でも、A−1成分およびA−2成分よりなり、A−1成分およびA−2成分の合計100重量部のうちA−1成分が50重量部以上である熱可塑性樹脂が好ましく、さらに好ましくは60重量部以上、最も好ましくは70重量部以上である熱可塑性樹脂である。
【0011】
[ポリカーボネート樹脂]
かかるポリカーボネート樹脂は、通常使用されるビスフェノールA型ポリカーボネート以外にも、他の二価フェノールを用いて重合された、高耐熱性または低吸水率の各種のポリカーボネート樹脂であってもよい。ポリカーボネート樹脂はいかなる製造方法によって製造されたものでもよく、界面重縮合の場合は通常一価フェノール類の末端停止剤が使用される。ポリカーボネート樹脂はまた3官能フェノール類を重合させた分岐ポリカーボネート樹脂であってもよく、更に脂肪族ジカルボン酸や芳香族ジカルボン酸、または二価の脂肪族または脂環族アルコールを共重合させた共重合ポリカーボネートであってもよい。ポリカーボネート樹脂の粘度平均分子量は、好ましくは1.3×104〜4.0×104、より好ましくは1.5×104〜3.8×104である。芳香族ポリカーボネート樹脂の粘度平均分子量(M)は塩化メチレン100mlにポリカーボネート樹脂0.7gを溶解した溶液から20℃で求めた比粘度(ηsp)を次式に挿入して求めたものである。かかるポリカーボネート樹脂の詳細については、特開2002−129003号公報に記載されている。
ηsp/c=[η]+0.45×[η]2c(但し[η]は極限粘度)
[η]=1.23×10−4M0.83
c=0.7
【0012】
他の二価フェノールを用いて重合された、高耐熱性または低吸水率の各種のポリカーボネート樹脂の具体例としては、下記のものが好適に例示される。
(1)該ポリカーボネートを構成する二価フェノール成分100モル%中、4,4’−(m−フェニレンジイソプロピリデン)ジフェノール(以下“BPM”と略称)成分が20〜80モル%(より好適には40〜75モル%、さらに好適には45〜65モル%)であり、かつ9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレン(以下“BCF”と略称)成分が20〜80モル%(より好適には25〜60モル%、さらに好適には35〜55モル%)である共重合ポリカーボネート。
(2)該ポリカーボネートを構成する二価フェノール成分100モル%中、ビスフェノールA成分が10〜95モル%(より好適には50〜90モル%、さらに好適には60〜85モル%)であり、かつBCF成分が5〜90モル%(より好適には10〜50モル%、さらに好適には15〜40モル%)である共重合ポリカーボネート。
(3)該ポリカーボネートを構成する二価フェノール成分100モル%中、BPM成分が20〜80モル%(より好適には40〜75モル%、さらに好適には45〜65モル%)であり、かつ1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン成分が20〜80モル%(より好適には25〜60モル%、さらに好適には35〜55モル%)である共重合ポリカーボネート。
【0013】
これらの特殊なポリカーボネートは、単独で用いてもよく、2種以上を適宜混合して使用してもよい。また、これらを汎用されているビスフェノールA型のポリカーボネートと混合して使用することもできる。これらの特殊なポリカーボネートの製法及び特性については、例えば、特開平6−172508号公報、特開平8−27370号公報、特開2001−55435号公報及び特開2002−117580号公報等に詳しく記載されている。
【0014】
[スチレン系樹脂]
スチレン系樹脂としては、スチレン、α−メチルスチレン、及びp−メチルスチレンなどのスチレン誘導体の単独重合体または共重合体、これらの単量体とアクリロニトリル、メチルメタクリレートなどのビニルモノマーとの共重合体等が挙げられる。更にポリブタジエンなどのジエン系ゴム、エチレン・プロピレン系ゴム、アクリル系ゴム、及びポリオルガノシロキサンゴム成分とポリアルキル(メタ)アクリレートゴム成分とが分離できないように相互に絡み合った構造を有している複合ゴム(以下IPN型ゴム)などに、スチレン及び/またはスチレン誘導体、またはスチレン及び/またはスチレン誘導体と他のビニルモノマーをグラフト重合させたものが挙げられる。かかるスチレン系樹脂としては、例えばポリスチレン、スチレン・ブタジエン・スチレン共重合体(SBS)、水添スチレン・ブタジエン・スチレン共重合体(水添SBS)、水添スチレン・イソプレン・スチレン共重合体(水添SIS)、衝撃性ポリスチレン(HIPS)、アクリロニトリル・スチレン共重合体(AS樹脂)、アクリロニトリル・ブタジエン・スチレン共重合体(ABS樹脂)、メチルメタクリレート・ブタジエン・スチレン共重合体(MBS樹脂)、メチルメタクリレート・アクリロニトリル・ブタジエン・スチレン共重合体(MABS樹脂)、アクリロニトリル・アクリルゴム・スチレン共重合体(AAS樹脂)、アクリロニトリル・エチレンプロピレン系ゴム・スチレン共重合体(AES樹脂)及びスチレン・IPN型ゴム共重合体などの樹脂、またはこれらの混合物が挙げられる。
【0015】
尚、かかるスチレン系熱可塑性樹脂はその製造時にメタロセン触媒などの触媒使用により、シンジオタクチックポリスチレンなどの高い立体規則性を有するものであってもよい。更に場合によっては、アニオンリビング重合、ラジカルリビング重合などの方法により得られる、分子量分布の狭い重合体及び共重合体、ブロック共重合体、及び立体規則性の高い重合体、共重合体を使用することも可能である。またポリカーボネート樹脂との相溶性改良などを目的として、かかるスチレン系樹脂に無水マレイン酸やN置換マレイミドといった官能基を持つ化合物を共重合することも可能である。
【0016】
これらの中でも、ポリカーボネート樹脂との親和性の観点から、アクリロニトリル・スチレン共重合体(AS樹脂)、アクリロニトリル・ブタジエン・スチレン共重合体(ABS樹脂)が好ましい。また、スチレン系樹脂を2種以上混合して使用することも可能である。
【0017】
本発明で使用するAS樹脂とは、シアン化ビニル化合物と芳香族ビニル化合物を共重合した熱可塑性共重合体である。かかるシアン化ビニル化合物としては、前記記載のものを挙げることができ、特にアクリロニトリルが好ましく使用できる。また芳香族ビニル化合物としては、同様に前記記載のものが使用できるが、スチレン及びα−メチルスチレンが好ましく使用できる。AS樹脂中における各成分の割合としては、全体を100重量%とした場合、シアン化ビニル化合物が好ましくは5〜50重量%、より好ましくは15〜35重量%、芳香族ビニル化合物が好ましくは95〜50重量%、より好ましくは85〜65重量%である。更にこれらのビニル化合物に、前記記載の共重合可能な他のビニル系化合物を混合使用することもでき、これらの含有割合は、AS樹脂成分中15重量%以下であるものが好ましい。また反応で使用する開始剤、連鎖移動剤などは必要に応じて、従来公知の各種のものが使用可能である。かかるAS樹脂は塊状重合、懸濁重合、乳化重合のいずれの方法で製造されたものでもよいが、好ましくは塊状重合によるものである。また共重合の方法も一段での共重合、または多段での共重合のいずれであってもよい。またかかるAS樹脂の還元粘度としては、0.2〜1.0dl/gが好ましく、より好ましくは0.3〜0.5dl/gである。還元粘度は、AS樹脂0.25gを精秤し、ジメチルホルムアミド50mlに2時間かけて溶解させた溶液を、ウベローデ粘度計を用いて30℃の環境で測定したものである。なお、粘度計は溶媒の流下時間が20〜100秒のものを用いる。還元粘度は溶媒の流下秒数(t0)と溶液の流下秒数(t)から次式によって求める。
還元粘度(ηsp/C)={(t/t0)−1}/0.5
還元粘度が0.2dl/gより小さいと衝撃が低下し、1.0dl/gを越えると流動性が悪くなる。
【0018】
本発明で使用するABS樹脂とは、ジエン系ゴム成分にシアン化ビニル化合物と芳香族ビニル化合物をグラフト重合した熱可塑性グラフト共重合体とシアン化ビニル化合物と芳香族ビニル化合物の共重合体の混合物である。このABS樹脂を形成するジエン系ゴム成分としては、例えばポリブタジエン、ポリイソプレン及びスチレン−ブタジエン共重合体などのガラス転位温度が−30℃以下のゴムが用いられ、その割合はABS樹脂成分100重量%中5〜80重量%であるのが好ましく、より好ましくは8〜50重量%、特に好ましくは10〜30重量%である。ジエン系ゴム成分にグラフトされるシアン化ビニル化合物としては、前記記載のものを挙げることができ、特にアクリロニトリルが好ましく使用できる。またジエン系ゴム成分にグラフトされる芳香族ビニル化合物としては、同様に前記記載のものを使用できるが、特にスチレン及びα−メチルスチレンが好ましく使用できる。かかるジエン系ゴム成分にグラフトされる成分の割合は、ABS樹脂成分100重量%中95〜20重量%が好ましく、特に好ましくは90〜50重量%である。更にかかるシアン化ビニル化合物及び芳香族ビニル化合物の合計量100重量%に対して、シアン化ビニル化合物が5〜50重量%、芳香族ビニル化合物が95〜50重量%であることが好ましい。更に上記のジエン系ゴム成分にグラフトされる成分の一部についてメチル(メタ)アクリレート、エチルアクリレート、無水マレイン酸、N置換マレイミドなどを混合使用することもでき、これらの含有割合はABS樹脂成分中15重量%以下であるものが好ましい。更に反応で使用する開始剤、連鎖移動剤、乳化剤などは必要に応じて、従来公知の各種のものが使用可能である。
【0019】
本発明のABS樹脂においては、ゴム粒子径は0.1〜5.0μmが好ましく、より好ましくは0.2〜3.0μm、特に好ましくは0.3〜1.5μmである。かかるゴム粒子径の分布は単一の分布であるもの及び2山以上の複数の山を有するもののいずれもが使用可能であり、更にそのモルフォロジーにおいてもゴム粒子が単一の相をなすものであっても、ゴム粒子の周りにオクルード相を含有することによりサラミ構造を有するものであってもよい。
【0020】
またABS樹脂がジエン系ゴム成分にグラフトされないシアン化ビニル化合物及び芳香族ビニル化合物を含有することは従来からよく知られているところであり、本発明のABS樹脂においてもかかる重合の際に発生するフリーの重合体成分を含有するものであってもよい。かかるフリーのシアン化ビニル化合物及び芳香族ビニル化合物からなる共重合体の還元粘度は、先に記載の方法で求めた還元粘度(30℃)が0.2〜1.0dl/gが好ましく、より好ましくは0.3〜0.7dl/gであるものである。
またグラフトされたシアン化ビニル化合物及び芳香族ビニル化合物の割合はジエン系ゴム成分に対して、グラフト率(重量%)で表して20〜200%が好ましく、より好ましくは20〜70%のものである。
【0021】
かかるABS樹脂は塊状重合、懸濁重合、乳化重合のいずれの方法で製造されたものでもよいが、特に塊状重合によるものが好ましい。塊状重合の場合には乳化剤などに由来するアルカリ金属塩などを実質的に含まないため、ポリカーボネート樹脂組成物の熱安定性をより良好に保つことが可能となる。また共重合の方法も一段で共重合しても、多段で共重合してもよい。また、かかる製造法により得られたABS樹脂に芳香族ビニル化合物とシアン化ビニル成分とを別途共重合して得られるビニル化合物重合体をブレンドしたものも好ましく使用できる。
【0022】
<B成分について>
本発明でB成分として使用する平均粒径が100μm以下の板状無機充填材としては、そのモース硬度が5以下であることが望ましく、その一例として、マイカおよびタルクが挙げられる。本発明で特に好適に使用されるマイカはマスコバイトマイカ(白雲母)、フロゴバイト(金雲母)に代表されるマイカであり、樹脂組成物の剛性の観点からは、マスコバイトマイカが好ましく、そのモース硬度は約3である。マスコバイトマイカはフロゴバイトなど他のマイカに比較してより高剛性および高強度を達成でき、本発明の課題をより良好なレベルにおいて解決する。またマイカの粉砕方法は、マイカ原石をピンミル、インパクトミル、ジェットミルなどの乾式粉砕機で粉砕する乾式粉砕法と、マイカ原石を、乾式粉粉砕機で粗粉砕した後、粗粉砕物に水を加えスラリー状とし水洗、脱水し、残った水分を粉砕助剤としてローラーミル等の湿式粉砕機で粉砕する湿式粉砕法があるが、どちらの粉砕方式で生産したものでも使用可能である。同じ粒径で比較する場合、湿式粉砕法で得られたマイカパウダーの方が、同様の樹脂組成とした時により高い剛性が得られより好ましい。また、本発明の特徴である金属摩耗性の観点からも湿式粉砕法で得られたマイカがより好ましい。さらに、マイカは天然に産出される鉱物であることから、鉱物鉄、あるいはモース硬度が7である石英を含む砂、さらに粉砕機、特に乾式粉砕法のピンミルから発生する摩耗鉄が含まれるため、風力分級による砂分離工程、磁力選別処理による脱鉄工程を経て製造されることが好ましい。このようにして得られたマイカは、シランカップリング剤、高級脂肪酸エステル、およびワックスなどの各種表面処理剤で表面処理されていてもよく、更に各種樹脂、高級脂肪酸エステル、およびワックスなどの集束剤で造粒し顆粒状とされていてもよい。
【0023】
B成分の平均粒径はマイクロトラックレーザー方式などの公知の方法により測定可能であり、その平均粒径は、100μm以下であり、好ましくは5〜85μm、さらに好ましくは10〜70μm、特に好ましくは20〜60μmである。平均粒径が小さすぎると衝撃強度が低下する場合がある。更に本発明において好適な樹脂である芳香族ポリカーボネートの熱安定性も低下も悪化する場合がある。また100μmを超えると、剛性は向上するが金属摩耗性が著しく悪くなり好ましくない。B成分の厚みとしては、電子顕微鏡観察により実測した厚みが0.001〜10μmのものを使用できる。
B成分の含有量はA成分100重量部に対し、10〜150重量部であり、好ましくは15〜120重量部であり、20〜100重量部がより好ましい。B成分が上記範囲よりも少なすぎる場合には充分な剛性を得ることが難しく、上記範囲を超えて多すぎる場合には、押出機による組成物の製造が困難であり工業的に有用でない。
【0024】
<C成分について>
本発明の樹脂組成物は、C成分として難燃剤をA成分100重量部に対し、0〜30重量部含有する。
かかる難燃剤(C成分)としては、特に限定するものではなく、ハロゲン系難燃剤、リン系難燃剤、塩系難燃剤、シリコン系難燃剤などの樹脂用難燃剤が使用可能であるが、その中でも、環境性能と難燃性能のバランスに優れたリン系難燃剤、特に有機リン酸エステル化合物が好ましい。
【0025】
有機リン酸エステル化合物としては、リン酸エステル、ホスホン酸エステル、およびホスファゼンオリゴマーなどが好適に例示される。更にリン酸エステルとしては、下記式(1)で示される化合物が好適である。
【0026】
【化1】

[式中、Xは、ハイドロキノン、レゾルシノール、ビス(4−ヒドロキシジフェニル)メタン、ビスフェノールA、ジヒドロキシジフェニル、ジヒドロキシナフタレン、ビス(4−ヒドロキシフェニル)スルホン、ビス(4−ヒドロキシフェニル)ケトン、およびビス(4−ヒドロキシフェニル)サルファイドからなる群より選ばれる化合物から誘導される二価の基である。nは0〜5の整数であり、n数の異なるリン酸エステルの混合物の場合は0〜5の平均値である。R11、R12、R13、およびR14はそれぞれ独立して1個以上のハロゲン原子で置換したもしくは置換していないフェノール、クレゾール、キシレノール、イソプロピルフェノール、ブチルフェノール、およびp−クミルフェノールからなる群より選ばれる化合物より誘導される一価の基である。]
【0027】
更に好ましいものとしては、上記式中のXが、ハイドロキノン、レゾルシノール、ビスフェノールA、およびジヒドロキシジフェニルからなる群より選ばれる化合物から誘導される二価の基であり、R11、R12、R13、およびR14はそれぞれ独立して1個以上のハロゲン原子で置換したもしくはより好適には置換していないフェノール、クレゾール、およびキシレノールからなる群より選ばれる化合物から誘導される一価の基であり、nが1〜3の整数である成分を主成分として含む化合物が挙げられる。
C成分の含有量はA成分100重量部に対し、0〜30重量部であり、好ましくは1〜25重量部であり、2〜20重量部がより好ましく、3〜15重量部が特に好ましい。難燃剤が上記範囲を超えて多すぎる場合には、組成物の耐熱性および物性低下を起こす場合がある。
【0028】
<D成分について>
本発明の樹脂組成物は、B成分以外の充填材(D成分)を含有していることが好ましい。D成分の充填材には、難燃性樹脂組成物の剛性や強度の向上などを目的として配合される強化フィラー並びに熱可塑性樹脂組成物の着色などを目的として配合される無機顔料などが代表的に例示される。強化フィラーとしては各種のガラス繊維(チョップドストランド、ミルドファイバー、扁平断面ガラス繊維等)、ガラスビーズ、ガラスバルーン、炭素繊維、カーボンビーズ、ワラストナイト、炭酸カルシウム、各種無機のウイスカー、金属繊維、金属コートガラス繊維、および金属コート炭素繊維などを挙げることができる。中でもワラストナイト、ガラス繊維、および炭素繊維から選択される少なくとも1種が好ましく、衝撃強度の観点からガラス繊維および炭素繊維から選択される少なくとも1種がより好ましい。更にガラス繊維は特に好適である。一方、着色剤として配合される無機充填材の代表例としては二酸化チタン、酸化亜鉛、硫化亜鉛、および酸化鉄などが例示され、二酸化チタンは最も好適に使用される。
D成分の含有量は、A成分100重量部に対し、0〜30重量部であり、好ましくは2〜25重量部、より好ましくは4〜20重量部である。充填材が上記範囲を超えて多すぎる場合には異方性が大きくなりすぎたり、成形性が著しく損なわれ、実用に適さない。
【0029】
<E成分について>
本発明の樹脂組成物は、含フッ素滴下防止剤(E成分)を含有していることが好ましい。この含フッ素滴下防止剤の含有により、成形品の物性を損なうことなく、良好な難燃性を達成することができる。
【0030】
含フッ素滴下防止剤としては、フィブリル形成能を有する含フッ素ポリマーを挙げることができ、かかるポリマーとしてはポリテトラフルオロエチレン、テトラフルオロエチレン系共重合体(例えば、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体、など)、米国特許第4379910号公報に示されるような部分フッ素化ポリマー、フッ素化ジフェノールから製造されるポリカーボネート樹脂などを挙げることができる。中でも好ましくはポリテトラフルオロエチレン(以下PTFEと称することがある)である。フィブリル形成能を有するPTFEの分子量は極めて高い分子量を有し、せん断力などの外的作用によりPTFE同士を結合して繊維状になる傾向を示すものである。その分子量は、標準比重から求められる数平均分子量において100万〜1000万、より好ましく200万〜900万である。かかるPTFEは、固体形状の他、水性分散液形態のものも使用可能である。またかかるフィブリル形成能を有するPTFEは樹脂中での分散性を向上させ、さらに良好な難燃性および機械的特性を得るために他の樹脂との混合形態のPTFE混合物を使用することも可能である。かかるフィブリル形成能を有するPTFEの市販品としては例えば三井・デュポンフロロケミカル(株)のテフロン(登録商標)6J、ダイキン工業(株)のポリフロンMPAFA500およびF−201Lなどを挙げることができる。PTFEの水性分散液の市販品としては、旭アイシーアイフロロポリマーズ(株)製のフルオンAD−1、AD−936、ダイキン工業(株)製のフルオンD−1およびD−2、三井・デュポンフロロケミカル(株)製のテフロン(登録商標)30Jなどを代表として挙げることができる。混合形態のPTFEとしては、(1)PTFEの水性分散液と有機重合体の水性分散液または溶液とを混合し共沈殿を行い共凝集混合物を得る方法(特開昭60−258263号公報、特開昭63−154744号公報などに記載された方法)、(2)PTFEの水性分散液と乾燥した有機重合体粒子とを混合する方法(特開平4−272957号公報に記載された方法)、(3)PTFEの水性分散液と有機重合体粒子溶液を均一に混合し、かかる混合物からそれぞれの媒体を同時に除去する方法(特開平06−220210号公報、特開平08−188653号公報などに記載された方法)、(4)PTFEの水性分散液中で有機重合体を形成する単量体を重合する方法(特開平9−95583号公報に記載された方法)、および(5)PTFEの水性分散液と有機重合体分散液を均一に混合後、さらに該混合分散液中でビニル系単量体を重合し、その後混合物を得る方法(特開平11−29679号などに記載された方法)により得られたものが使用できる。これら混合形態のPTFEの市販品としては、三菱レイヨン(株)の「メタブレンA3800」(商品名)、およびGEスペシャリティーケミカルズ社製 「BLENDEX B449」(商品名)などを挙げることができる。混合形態におけるPTFEの割合としては、PTFE混合物100重量%中、PTFEが1〜60重量%が好ましく、より好ましくは5〜55重量%である。PTFEの割合がかかる範囲にある場合は、PTFEの良好な分散性を達成することができる。なお、上記E成分の割合は正味の含フッ素滴下防止剤の量を示し、混合形態のPTFEの場合には、正味のPTFE量を示す。
【0031】
E成分の含有量は、A成分100重量部に対し、0〜5重量部であり、好ましくは0.05〜3重量部、より好ましくは0.1〜1重量部である。含フッ素滴下防止剤が上記範囲を超えて多すぎる場合にはPTFEが成形品表面に析出し外観不良となるばかりでなく、樹脂組成物のコストアップに繋がり好ましくない。
【0032】
<その他の成分について>
本発明の難燃性樹脂組成物には本発明の効果を発揮する範囲において、他に熱安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、離型剤、発泡剤、染顔料、難燃助剤等を配合することも出来る。
【0033】
熱安定剤としては、亜リン酸、リン酸、亜ホスホン酸、ホスホン酸およびこれらのエステル等のリン系の熱安定剤が挙げられ、具体的には、トリフェニルホスファイト、トリスノニルフェニルホスファイト、トリス(2,4−ジ−tert−ブチルフェニル)ホスファイト、トリデシルホスファイト、トリオクチルホスファイト、トリオクタデシルホスファイト、ジデシルモノフェニルホスファイト、ジオクチルモノフェニルホスファイト、ジイソプロピルモノフェニルホスファイト、モノブチルジフェニルホスファイト、モノデシルジフェニルホスファイト、モノオクチルジフェニルホスファイト、ビス(2,6−ジ−tert−ブチル−4−メチルフェニル)ペンタエリスリトールジホスファイト、2,2−メチレンビス(4,6−ジ−tert−ブチルフェニル)オクチルホスファイト、ビス(ノニルフェニル)ペンタエリスリトールジホスファイト、ビス(2,4−ジ−tert−ブチルフェニル)ペンタエリスリトールジホスファイト等の亜リン酸エステル化合物、トリブチルホスフェート、トリメチルホスフェート、トリクレジルホスフェート、トリフェニルホスフェート、トリクロルフェニルホスフェート、トリエチルホスフェート、ジフェニルクレジルホスフェート、ジフェニルモノオルソキセニルホスフェート、トリブトキシエチルホスフェート、ジブチルホスフェート、ジオクチルホスフェート、ジイソプロピルホスフェート等のリン酸エステル化合物、更にその他のリン系熱安定剤として、テトラキス(2,4−ジ−tert−ブチルフェニル)−4,4’−ビフェニレンジホスホナイト、テトラキス(2,4−ジ−tert−ブチルフェニル)−4,3’−ビフェニレンジホスホナイト、テトラキス(2,4−ジ−tert−ブチルフェニル)−3,3’−ビフェニレンジホスホナイト、ビス(2,4−ジ−tert−ブチルフェニル)−4−ビフェニレンホスホナイト等の亜ホスホン酸エステル化合物等を挙げることができる。これらのうち、トリスノニルフェニルホスファイト、ジステアリルペンタエリスリトールジホスファイト、ビス(2,4−ジ−tert−ブチルフェニル)ペンタエリスリトールジホスファイト、トリス(2,4−ジ−tert−ブチルフェニル)ホスファイト、トリフェニルホスフェート、トリメチルホスフェート、テトラキス(2,4−ジ−tert−ブチルフェニル)−4,4’−ビフェニレンジホスホナイト、ビス(2,4−ジ−tert−ブチルフェニル)−4−ビフェニレンホスホナイトが好ましい。これらの熱安定剤は、単独でもしくは2種以上混合して用いてもよい。かかる熱安定剤の配合量は、A成分100重量部に対して0.0001〜1重量部が好ましく、0.0005〜0.5重量部がより好ましく、0.001〜0.3重量部が更に好ましい。
【0034】
酸化防止剤としては、例えばペンタエリスリトールテトラキス(3−メルカプトプロピオネート)、ペンタエリスリトールテトラキス(3−ラウリルチオプロピオネート)、グリセロール−3−ステアリルチオプロピオネート、トリエチレングリコール−ビス[3−(3−t−ブチル−5−メチル−4−ヒドロキシフェニル)プロピオネート]、1,6−ヘキサンジオール−ビス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、ペンタエリスリトール−テトラキス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)ベンゼン、N,N−ヘキサメチレンビス(3,5−ジ−t−ブチル−4−ヒドロキシ−ヒドロシンナマイド)、3,5−ジ−t−ブチル−4−ヒドロキシ−ベンジルホスホネート−ジエチルエステル、トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)イソシアヌレート、4,4’−ビフェニレンジホスホスフィン酸テトラキス(2,4−ジ−t−ブチルフェニル)、3,9−ビス{1,1−ジメチル−2−[β−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ]エチル}−2,4,8,10−テトラオキサスピロ(5,5)ウンデカン等が挙げられる。これら酸化防止剤の配合量は、単独でもしくは2種以上混合して用いてもよい。かかる酸化防止剤の配合量は、A成分100重量部に対して0.0001〜1重量部が好ましく、0.0005〜0.5重量部がより好ましく、0.001〜0.3重量部が更に好ましい。
【0035】
紫外線吸収剤としては、例えば2,2’−ジヒドロキシ−4−メトキシベンゾフェノンに代表されるベンゾフェノン系紫外線吸収剤、および例えば2−(3−tert−ブチル−5−メチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾール、2−(3,5−ジ−tert−ブチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾール、2,2’−メチレンビス[4−(1,1,3,3−テトラメチルブチル)−6−(2H−ベンゾトリアゾール−2−イル)フェノール]、2−[2−ヒドロキシ−3,5−ビス(α,α−ジメチルベンジル)フェニル]−2H−ベンゾトリアゾールおよび2−(3,5−ジ−tert−アミル−2−ヒドロキシフェニル)ベンゾトリアゾールに代表されるベンゾトリアゾール系紫外線吸収剤が例示される。更にビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート等に代表されるヒンダードアミン系の光安定剤も使用することが可能である。かかる紫外線吸収剤、光安定剤の配合量は、単独でもしくは2種以上混合して用いてもよい。かかる紫外線吸収剤、光安定剤の配合量は、A成分100重量部に対して0.0001〜1重量部が好ましく、0.0005〜0.5重量部がより好ましく、0.001〜0.3重量部が更に好ましい。
【0036】
帯電防止剤としては、例えばポリエーテルエステルアミド、グリセリンモノステアレート、ドデシルベンゼンスルホン酸アンモニウム塩、ドデシルベンゼンスルホン酸ホスホニウム塩、無水マレイン酸モノグリセライド、無水マレイン酸ジグリセライド等が挙げられる。かかる帯電防止剤の配合量は、単独でもしくは2種以上混合して用いてもよい。かかる帯電防止剤の配合量は、A成分100重量部に対して、0.0001〜1重量部が好ましく、0.0005〜0.5重量部がより好ましく、0.001〜0.3重量部が更に好ましい。
【0037】
離型剤としては、オレフィン系ワックス、シリコーンオイル、オルガノポリシロキサン、一価または多価アルコールの高級脂肪酸エステル系ワックス、パラフィンワックス、蜜蝋などが挙げられる。これらのうち、一価または多価アルコールの高級脂肪酸エステル系ワックスが好ましく、具体的には、ステアリルステアレート、グリコールジモンタネート、グリコールジベヘネート、グリコールジステアレート、グリセリントリステアレート、ペンタエリスリトールテトラステアレート、ジペンタエリスリトールヘキサステアレート、ポリ(アジピン酸ペンタエリスリトール)ステアレート、ポリ(アジピン酸ジペンタエリスリトール)ステアレートなどが挙げられる。これら離型剤の配合は、単独でもしくは2種以上混合して用いてもよい。かかる離型剤の配合量は、A成分100重量部に対し、0.005〜2重量部が好ましい。
【0038】
<難燃性樹脂組成物の製造>
本発明の難燃性樹脂組成物は、上記各成分を同時に、または任意の順序でタンブラー、V型ブレンダー、ナウターミキサー、バンバリーミキサー、混練ロール、押出機等の混合機により混合して製造することができる。好ましくは2軸押出機による溶融混練が好ましく、更にその際、B成分およびD成分はサイドフィーダー等により第2供給口より、溶融混合された他の成分中に供給することが好ましい。
【0039】
上記の如く押出された樹脂は、直接切断してペレット化するか、またはストランドを形成した後かかるストランドをペレタイザーで切断してペレット化される。ペレット化に際して外部の埃などの影響を低減する必要がある場合には、押出機周囲の雰囲気を清浄化することが好ましい。得られたペレットの形状は、円柱、角柱、および球状など一般的な形状を取り得るが、より好適には円柱である。かかる円柱の直径は好ましくは1〜5mm、より好ましくは1.5〜4mm、さらに好ましくは2〜3.5mmである。一方、円柱の長さは好ましくは1〜30mm、より好ましくは2〜5mm、さらに好ましくは2.5〜4mmである。
【0040】
かくして得られた組成物は、射出成形、押出成形、圧縮成形、または回転成形等の既知の方法で容易に成形することができ、特に射出成形が好ましい。かかる射出成形においては、製品に求められる特性を満たすために、通常の成形方法だけでなく、射出圧縮成形、射出プレス成形、ガスアシスト射出成形、発泡成形(超臨界流体を注入する方法を含む)、インサート成形、インモールドコーティング成形、断熱金型成形、急速加熱冷却金型成形、二色成形、サンドイッチ成形、および超高速射出成形などを挙げることができる。また成形はコールドランナー方式およびホットランナー方式のいずれも選択することができる。
【0041】
さらに本発明の成形品には、各種の表面処理を行うことが可能である。表面処理としては、ハードコート、撥水・撥油コート、親水性コート、帯電防止コート、紫外線吸収コート、赤外線吸収コート、並びにメタライジング(蒸着など)などの各種の表面処理を行うことができる。表面処理方法としては、液剤のコーティングの他、蒸着法、溶射法、およびメッキ法が挙げられる。蒸着法としては物理蒸着法および化学蒸着法のいずれも使用できる。物理蒸着法としては真空蒸着法、スパッタリング、およびイオンプレーティングが例示される。化学蒸着(CVD)法としては、熱CVD法、プラズマCVD法、および光CVD法などが例示される。
【発明の効果】
【0042】
本発明の樹脂組成物は、特定粒径の板状無機充填材を特定割合で含有することにより金属摩耗性、特に成形機スクリューおよび金型の耐摩耗性に優れ、かつ高強度、高寸法精度、難燃性を有する、事務機器構部品成形品に好適な難燃性樹脂組成物を提供することが可能であり、特に金属摩耗性が低いことから生産におけるコストダウンに有効であり、その奏する工業的効果は格別なものである。
【図面の簡単な説明】
【0043】
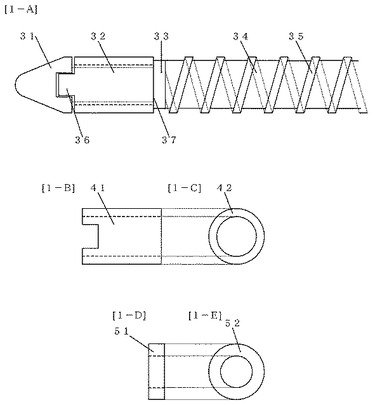
【図1】[1−A]は、実施例において使用した、成形機スクリューの形状を示す側面図である。[1−B]は、[1−A]の符号32で示す逆止弁(チェックリング)の形状を示す側面図である。[1−C]は、[1−A]の符号32で示すチェックリングの形状を示す正面図である。[1−D]は、[1−A]の符号33で示すシールリングの形状を示す側面図である。[1−E]は、[1−A]の符号33で示すシールリングの形状を示す正面図である。
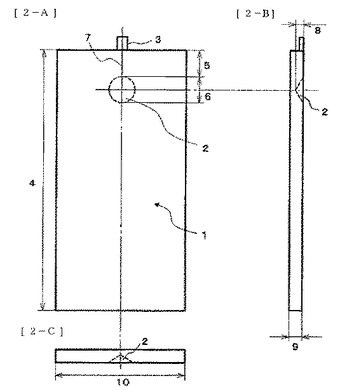
【図2】[2−A]は、実施例において使用した、金型摩耗評価用の板状成形品の形状を示す正面図である。ゲート近傍に配置されたピン部分は円錐状の凹部を形成する。[2−B]は、実施例において使用した、金型摩耗評価用の板状成形品の形状を示す側面図である。[2−C]は、実施例において使用した、金型摩耗評価用の板状成形品の形状を示す底面図である。
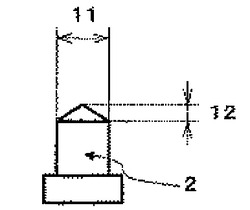
【図3】実施例において使用した、金型摩耗評価用のピンの形状を示す正面図である。先端の円錐部分が金型キャビティ表面に露出し溶融樹脂と接触する。
【発明を実施するための形態】
【0044】
本発明者が現在最良と考える本発明の形態は、前記の各要件の好ましい範囲を集約したものとなるが、例えば、その代表例を下記の実施例中に記載する。もちろん、本発明はこれらの形態に限定されるものではない。
【実施例】
【0045】
以下に実施例をあげて更に説明するが、本発明はそれに限定されるものではない。尚、評価としては以下の項目について実施した。
【0046】
(i)成形機逆止弁摩耗性
住友重機械工業(株)製 射出成形機ULTRA220T(スクリュー径40mmφ、スクリュー仕様 耐腐食耐摩耗II)を使用し、シリンダー温度260℃、金型温度60℃、金型形状 ASTM TypeIダンベル(幅19mm×長さ165mm×厚み3.2mm)、充填時間0.8秒、充填ピーク圧力 120MPa、保圧80MPa、保圧時間5秒、冷却15秒で1000ショット連続成形したあとの、図1(1−A、符号37)に示す成形機スクリュー先端部のチェックリングとシールリングのタッチ面の状態を目視で判定した。なお、評価は以下のように行った。
◎ : 特に変化なし
○ : タッチ面がわずかに荒れるが大きな損傷なし
△ : タッチ面全体が梨地状となるが大きな損傷なし
× : タッチ面全体が梨地状に変化し損傷大
【0047】
(ii)金型ピンゲート摩耗性
日精樹脂工業(株)製 射出成形機NEX50を使用し、先端直径0.5mmφのピンゲートを配置した円板状成形品(直径20mm、厚み3.5mm)を金型温度50℃とし、充填時間0.5秒、充填ピーク圧力 180MPaとなるようなシリンダー温度に設定し、更に、保圧100MPa、保圧時間2秒、冷却15秒で5000ショット連続成形したあとのピンゲートの先端直径を測定し、その削れ量(μm)を求めた。尚、ピンゲートの鋼材は(株)ミスミ製の電鋳(標準タイプ)、ハイス鋼(SKH51)、超硬(V40)の3種を使用した。尚、本実施例における判定基準として、各ピンゲート鋼材毎に次の基準を設け、この基準以下であれば良好とした。
(評価基準)
電鋳(標準タイプ) : 100μm
ハイス鋼(SKH51) : 50μm
超硬(V40) : 10μm
【0048】
(iii)曲げ弾性率
ISO178に準拠して曲げ弾性率を測定した。試験片形状は、長さ80mm×幅10mm×厚み4mmとした。
【0049】
(iv)成形収縮率
幅50mm×長さ100mm×厚み4mmの角板を下記の条件で射出成形により成形し23℃、50%RH雰囲気にて24時間放置した後、角板寸法を3次元測定機(ミツトヨ(株)製)により測定し、成形収縮率を算出した。尚、上記角板は、幅50mmおよび厚み1.5mmのフィルムゲートを長さ方向の一端に有する金型キャビティを用いて成形されたものである。したがって長さ方向が流れ方向、および幅方向が流れ方向と直角の方向となる。異方性の指標として(流れ方向)/(直角方向)を求め、この数値により異方性に関して下記に示すような判定を行った。
◎ : 1.00〜0.70 異方性なし 特に良好
○ : 0.70未満0.50以上 ほぼ異方性なし 良好
× : 0.50未満 異方性大 反り等で不適切
更に角板の成形条件は次のとおりである。すなわち、射出成形機:東芝機械工業(株)製EC−160Nii、シリンダ温度:260℃、金型温度:70℃、充填時間:0.8秒、保圧:80MPa、保圧時間:10秒、および冷却時間:30秒であった。かかる条件によって良好な成形品が得られた。更に寸法評価用の角板は、上記条件にて15ショットをパージショットとした後、10ショットを連続して成形し、該成形品の中から5つのサンプルを任意に抽出した。かかるサンプルの平均値を成形収縮率とした。
【0050】
(v)金型コア摩耗性
東芝機械工業(株)製 射出成形機EC−160Niiを使用し、幅50mm×長さ100mm×厚み4mmの角板にゲートから円錐の頂点との水平距離が15mmの距離のところに直径10mmφの円錐状の入子(材質 AISI規格P21)を有する金型を用いてシリンダー温度260℃、金型温度60℃で10000ショット連続成形をしたあとの円錐部分の摩耗状態を目視で判定した。尚、評価は以下のように行った。
○ : 変化なし
× : 変化あり
【0051】
[実施例1〜16、比較例1〜8]
表1および表2に記載成分のうち、無機充填材(B成分およびD成分)を除いた成分であるA成分、C成分、E成分およびその他の成分をV型ブレンダーにて混合して混合物を作成した。スクリュー径30mmのベント式二軸押出機[(株)日本製鋼所TEX−30XSST]を用いて、V型ブレンダーにて混合した混合物を最後部の第1投入口より、また無機充填材(B成分およびD成分)をシリンダー途中の第2供給口よりサイドフィーダーを用いて、計量器を用いて所定の割合となるように供給し、真空ポンプを使用し3kPaの真空下において、シリンダー温度270℃で溶融押出ししてペレット化した。ただしC成分がC−1の場合は、80℃に加熱した状態で液注装置(富士テクノ工業(株)製HYM−JS−08)を用いてシリンダー途中(第1供給口と第2供給口との間)から所定の割合になるよう押出機に供給した。得られたペレットを100℃で6時間、熱風循環式乾燥機にて乾燥し、上記評価項目の説明において特に記載がない限りは、射出成形機[東芝機械工業(株)製EC160Nii]によりシリンダー温度260℃、金型温度70℃で評価用の試験片を作成し、上記の評価方法で評価を行った。結果を表1および表2に示す。
【0052】
なお、原料としては以下のものを用いた。
(A成分)
A−1:芳香族ポリカーボネート樹脂[ビスフェノールAとホスゲンから常法によって作られた粘度平均分子量22,500の芳香族ポリカーボネート樹脂粉末](帝人化成(株)製「パンライトL−1225WP」(商品名))
A−2−1:ABS樹脂[GPC測定による標準ポリスチレン換算の重量平均分子量:60000、ブタジエン含有量:58重量%](第一毛織(株)製「CHT」(商品名))
A−2−2:アクリロニトリル−スチレン共重合体[GPC測定による標準ポリスチレン換算の重量平均分子量:95000、アクリロニトリル含有量:28.5重量%、スチレン含有量:71.5重量%](第一毛織(株)製「HF5670」(商品名))
(B成分)
B−1:乾式粉砕法にて粉砕した平均粒径35μmのマスコバイトマイカ(キンセイマテック(株)製:KDM200C(商品名))
B−2:湿式粉砕法にて粉砕した平均粒径35μmのマスコバイトマイカ(キンセイマテック(株)製:KWM200(商品名))
B−3:湿式粉砕法にて粉砕した平均粒径90μmのマスコバイトマイカ(林化成(株)製MC−80W(商品名))
B−4:平均粒径15μm、ハンター白色度(JIS M8016)90.2%、pH=9.8のタルク(勝光山鉱業所(株):ビクトリライトSG−A(商品名))
(B成分以外)
B−5:乾式粉砕法にて粉砕した平均粒径250μmのマスコバイトマイカ(林化成(株)製MC−40(商品名))
B−6:乾式粉砕法にて粉砕した平均粒径120μmのマスコバイトマイカ(キンセイマテック(株)製:KDM80(商品名))
(C成分)
C−1:ビスフェノールAビス(ジフェニルホスフェート)を主成分とするリン酸エステル(大八化学工業(株)製:CR−741(商品名))
C−2:レゾルシノールビス(ジキシレニルホスフェート)(大八化学工業(株)製:PX200)
(D成分)
D−1:繊維径:13μm、カット長:3mm、アミノシラン処理−エポキシ/ウレタン系集束、処理剤付着量:約1.0%、かさ密度:0.80g/cm3のガラス繊維(日東紡績(株)製:3PE937(商品名))
D−2:炭素繊維(東邦テナックス(株)製HTA−C6−UA L1(商品名))
(E成分)
E−1:フィブリル形成能を有するポリテトラフルオロエチレン(ダイキン工業(株)製:ポリフロンMPAFA500(商品名))
E−2:ポリテトラフルオロエチレン系混合体。乳化重合法で製造されたポリテトラフルオロエチレンアクリル系共重合体からなる混合物(ポリテトラフルオロエチレン含有量50重量%、カリウム金属イオン16ppm以上)(ダイキン工業(株)製:A3700(商品名))
(その他の成分)
F−1:エチレングリコールと脂肪族カルボン酸(モンタン酸を主成分)とのエステル化合物(クラリアントジャパン(株)製WAX−Eパウダー(商品名))
F−2:アジピン酸ジペンタエリスリトールと脂肪族カルボン酸(ステアリン酸を主成分)とのエステル化合物(理研ビタミン(株)社製EW−200(商品名))
F−3:カーボンブラックマスター(カーボンブラック40重量%、PS樹脂60重量%)(越谷化成(株)製 ROYALBLACK904S(商品名))
【0053】
【表1】
【0054】
【表2】
【0055】
上記表から明らかなように、本発明の樹脂組成物は特定粒径あるいは特定の粉砕方法により得られた板状無機充填材を特定割合で含有することにより金属摩耗性、特に成形機スクリュー周りおよび金型の耐摩耗性に優れ、かつ従来品と同等レベルの高強度、高寸法精度、難燃性を有する、事務機器構部品成形品に好適な樹脂組成物が得られた。またこの樹脂組成物を使用することにより、成形機の加熱筒、スクリューフライト部等の摩耗も低減された。
【符号の説明】
【0056】
31 成形機スクリュー先端に具備される先端チップ
32 成形機スクリュー先端に具備されるチェックリング
33 成形機スクリュー先端に具備されるシールリング
34 成形機スクリュー軸
35 成形機スクリューフライト
36 チェックリング共回り用爪
37 チェックリングとシールリングのシール面
41 チェックリング
42 チェックリングのシール面
51 シールリング
52 シールリングのシール面
1 金型摩耗評価用の板状成形品
2 ピンにより形成された円錐状の凹部
3 ゲート(幅4mm、厚み2mm)
4 金型摩耗評価用の板状成形品の長さ(100mm)
5 ピンのゲート部からの距離(10mm)
6 ピンにより形成された円錐状の凹部の径(ピン径)(10mm)
7 中心線(ピン中心は成形品中心線上)
8 ピンにより形成された円錐状の凹部の深さ(ピン高さ)(3mm)
9 金型摩耗評価用の板状成形品の厚み(4mm)
10 金型摩耗評価用の板状成形品の幅(50mm)
11 ピン直径(10mm)
12 ピンの円錐部分(金型キャビティ面露出部分)の高さ(3mm)
【技術分野】
【0001】
本発明は、金属摩耗性に優れる樹脂組成物に関する。さらに詳しくは本発明は、特定粒径の板状無機充填材を特定割合で含有することにより金属摩耗性、特に成形機スクリューおよび金型の耐摩耗性に優れ、かつ高強度、高寸法精度、難燃性を有する、事務機器構部品成形品に好適な難燃性樹脂組成物に関するものである。
【背景技術】
【0002】
近年、レーザービームプリンター、複写機、およびプロジェクター装置など事務機、家庭用電化製品、電気電子機器の機構部品である各種フレームや光学系ユニットなどの機構部品(以下単に“機構部品”と称する場合がある)に使用されるプラスチック材料に対しては、多くの場合、高剛性、高強度、高寸法精度、低そり性および良好な難燃性が要求される。かかる機構部品用のプラスチック材料に対しては既に多くの提案がなされている。特に、機構部品の中でも、光学系ユニットにおいては製品の反りや初期寸法の出しやすさ、使用時の熱変形、低異方性の観点から、板状充填材が好適に用いられている。また、生産におけるコストダウンの観点から、射出成形機や金型の金属部分の摩耗性の低いプラスチック成形材料が好まれ、この点についても板状充填材が優れていると考えられている。
【0003】
しかし、これら機構部品は、寸法精度が要求されると共に小型化、薄肉化が求められており、さらに、生産におけるコストダウンの一環で、成形サイクルを短縮することを目的とし、樹脂温度、金型温度を下げ、より過酷な条件での成形となる傾向がある。このような過酷な条件下では、成形時の溶融樹脂の粘度が高く、かつ特定粒径以上の板状充填材を用いると、射出成形機のスクリュー、逆止弁、加熱筒、さらに金型のゲート周辺の特定部位の摩耗が激しくなる問題が生じている。
【0004】
特許文献1には特定粒径のタルクとマイカおよび/またはワラストナイトを併用し、難燃剤を特定割合で含有することにより、適度な剛性、強度、寸法精度を有し、かつ金型を摩耗させにくい特性を有する、シャーシ成形品に好適な難燃性熱可塑性樹脂組成物が開示されている。特許文献2には芳香族ポリカーボネート樹脂および特定割合のアクリロニトリル−スチレン共重合体(AS樹脂)を組み合わせて樹脂成分とし、無機充填材として特定粒径のマイカにタルクあるいはワラストナイトを特定割合組み合わせて使用し、難燃剤として有機リン化合物を使用し、かつ含フッ素滴下剤を使用し、さらにこれら各成分を一定割合で配合した樹脂組成物は、高剛性、高強度および高寸法精度を有する成形品が得られること、比較的少ない難燃剤の使用で良好な難燃性が発現されることおよび金型の摩耗が極めて少ないことという利点が得られることが開示されている。しかしながら、いずれの文献においても、過酷な条件下での金属の耐摩耗性に関する検討が十分になされておらず、さらに、これらの文献でいう金型の摩耗性は金型の中でも比較的条件の緩い部分での摩耗性の評価であり、条件の厳しい部位、厳しい使用方法における摩耗性、あるいは射出成形機のスクリュー周りの金属摩耗については充分に検討されておらず改善の余地がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−323565号公報
【特許文献2】特開2004−002737号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、金属摩耗性、特に成形機スクリュー周りおよび金型の耐摩耗性に優れ、かつ高強度、高寸法精度、難燃性を有する、事務機器構部品成形品に好適な樹脂組成物を提供することにある。
【課題を解決するための手段】
【0007】
本発明者は鋭意検討を重ねた結果、特定粒径の板状無機充填材、特に特定の粉砕方法により得られた板状無機充填材を特定割合で含有することで、上記の課題を解決できることを見出した。そして更に検討を進めることにより本発明を完成するに至った。
【0008】
本発明によれば上記課題は、(1)(A)熱可塑性樹脂(A成分)100重量部に対し、(B)平均粒径が100μm以下の板状無機充填材(B成分)10〜150重量部、(C)難燃剤(C成分)0〜30重量部、(D)B成分以外の充填材(D成分)0〜30重量部、および(E)含フッ素滴下防止剤(E成分)0〜5重量部を含有する樹脂組成物により達成される。
本発明の好適な態様の1つは、(2)熱可塑性樹脂(A成分)が、芳香族ポリカーボネート樹脂(A−1成分)およびスチレン系樹脂(A−2成分)からなる群より選ばれる少なくとも1種の熱可塑性樹脂である上記構成(1)の樹脂組成物である。
本発明の好適な態様の1つは、(3)B成分が、マイカおよび/またはタルクである上記構成(1)または(2)の樹脂組成物である。
本発明の好適な態様の1つは、(4)B成分が、湿式粉砕法により粉砕されたマイカである上記構成(3)の樹脂組成物である。
本発明の好適な態様の1つは、(5)C成分が有機リン酸エステル化合物ある上記構成(1)〜(4)のいずれかの樹脂組成物である。
本発明の好適な態様の1つは、(6)D成分が、ワラストナイト、ガラス繊維、および炭素繊維からなる群より選ばれる少なくとも1種の充填材である上記構成(1)〜(5)のいずれかの樹脂組成物である。
本発明の好適な態様の1つは、(7)E成分がフィブリル形成能を有する含フッ素滴下防止剤である上記構成(1)〜(6)のいずれかの樹脂組成物である。
本発明の好適な態様の1つは、(8)上記樹脂組成物から成る成形品であり、殊に、事務機、家庭用電化製品、電気電子機器の機構部品である成形品である。
【0009】
以下、本発明の詳細について説明する。
<A成分について>
本発明で使用するA成分の熱可塑性樹脂は、基本的に限定されるものではなく、事務機、家庭用電化製品、電気電子機器の機構部品に一般的に用いられる熱可塑性樹脂が好ましく使用される。かかる熱可塑性樹脂としては、例えば、ポリエチレン樹脂、ポリプロピレン樹脂、ポリ−4−メチルペンテン−1、および環状ポリオレフィン樹脂などのポリオレフィン樹脂、ポリスチレン樹脂、HIPS樹脂、MS樹脂、ABS樹脂、AS樹脂、AES樹脂、ASA樹脂、MBS樹脂、MAS樹脂、水添ポリスチレン樹脂、およびSMA樹脂などのスチレン系樹脂、ポリメチルメタクリレートなどのアクリル樹脂、変性ポリフェニレンオキサイド樹脂、ポリアミド樹脂、ポリカーボネート樹脂、ポリフェニレンエーテル樹脂、PET樹脂、PBT樹脂などのポリエステル系樹脂、並びにポリアリレート樹脂等の熱可塑性樹脂、スチレン系熱可塑性エラストマー、オレフィン系熱可塑性エラストマー、ポリエステル系エラストマー、ポリアミド系エラストマー、およびアクリル系エラストマー等の熱可塑性エラストマー等が挙げられる。
【0010】
本発明のより好適な熱可塑性樹脂(A成分)は、ポリカーボネート樹脂(A−1成分)およびスチレン系樹脂(A−2成分)からなる群より選ばれる少なくとも1種の熱可塑性樹脂である。その中でも、A−1成分およびA−2成分よりなり、A−1成分およびA−2成分の合計100重量部のうちA−1成分が50重量部以上である熱可塑性樹脂が好ましく、さらに好ましくは60重量部以上、最も好ましくは70重量部以上である熱可塑性樹脂である。
【0011】
[ポリカーボネート樹脂]
かかるポリカーボネート樹脂は、通常使用されるビスフェノールA型ポリカーボネート以外にも、他の二価フェノールを用いて重合された、高耐熱性または低吸水率の各種のポリカーボネート樹脂であってもよい。ポリカーボネート樹脂はいかなる製造方法によって製造されたものでもよく、界面重縮合の場合は通常一価フェノール類の末端停止剤が使用される。ポリカーボネート樹脂はまた3官能フェノール類を重合させた分岐ポリカーボネート樹脂であってもよく、更に脂肪族ジカルボン酸や芳香族ジカルボン酸、または二価の脂肪族または脂環族アルコールを共重合させた共重合ポリカーボネートであってもよい。ポリカーボネート樹脂の粘度平均分子量は、好ましくは1.3×104〜4.0×104、より好ましくは1.5×104〜3.8×104である。芳香族ポリカーボネート樹脂の粘度平均分子量(M)は塩化メチレン100mlにポリカーボネート樹脂0.7gを溶解した溶液から20℃で求めた比粘度(ηsp)を次式に挿入して求めたものである。かかるポリカーボネート樹脂の詳細については、特開2002−129003号公報に記載されている。
ηsp/c=[η]+0.45×[η]2c(但し[η]は極限粘度)
[η]=1.23×10−4M0.83
c=0.7
【0012】
他の二価フェノールを用いて重合された、高耐熱性または低吸水率の各種のポリカーボネート樹脂の具体例としては、下記のものが好適に例示される。
(1)該ポリカーボネートを構成する二価フェノール成分100モル%中、4,4’−(m−フェニレンジイソプロピリデン)ジフェノール(以下“BPM”と略称)成分が20〜80モル%(より好適には40〜75モル%、さらに好適には45〜65モル%)であり、かつ9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレン(以下“BCF”と略称)成分が20〜80モル%(より好適には25〜60モル%、さらに好適には35〜55モル%)である共重合ポリカーボネート。
(2)該ポリカーボネートを構成する二価フェノール成分100モル%中、ビスフェノールA成分が10〜95モル%(より好適には50〜90モル%、さらに好適には60〜85モル%)であり、かつBCF成分が5〜90モル%(より好適には10〜50モル%、さらに好適には15〜40モル%)である共重合ポリカーボネート。
(3)該ポリカーボネートを構成する二価フェノール成分100モル%中、BPM成分が20〜80モル%(より好適には40〜75モル%、さらに好適には45〜65モル%)であり、かつ1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン成分が20〜80モル%(より好適には25〜60モル%、さらに好適には35〜55モル%)である共重合ポリカーボネート。
【0013】
これらの特殊なポリカーボネートは、単独で用いてもよく、2種以上を適宜混合して使用してもよい。また、これらを汎用されているビスフェノールA型のポリカーボネートと混合して使用することもできる。これらの特殊なポリカーボネートの製法及び特性については、例えば、特開平6−172508号公報、特開平8−27370号公報、特開2001−55435号公報及び特開2002−117580号公報等に詳しく記載されている。
【0014】
[スチレン系樹脂]
スチレン系樹脂としては、スチレン、α−メチルスチレン、及びp−メチルスチレンなどのスチレン誘導体の単独重合体または共重合体、これらの単量体とアクリロニトリル、メチルメタクリレートなどのビニルモノマーとの共重合体等が挙げられる。更にポリブタジエンなどのジエン系ゴム、エチレン・プロピレン系ゴム、アクリル系ゴム、及びポリオルガノシロキサンゴム成分とポリアルキル(メタ)アクリレートゴム成分とが分離できないように相互に絡み合った構造を有している複合ゴム(以下IPN型ゴム)などに、スチレン及び/またはスチレン誘導体、またはスチレン及び/またはスチレン誘導体と他のビニルモノマーをグラフト重合させたものが挙げられる。かかるスチレン系樹脂としては、例えばポリスチレン、スチレン・ブタジエン・スチレン共重合体(SBS)、水添スチレン・ブタジエン・スチレン共重合体(水添SBS)、水添スチレン・イソプレン・スチレン共重合体(水添SIS)、衝撃性ポリスチレン(HIPS)、アクリロニトリル・スチレン共重合体(AS樹脂)、アクリロニトリル・ブタジエン・スチレン共重合体(ABS樹脂)、メチルメタクリレート・ブタジエン・スチレン共重合体(MBS樹脂)、メチルメタクリレート・アクリロニトリル・ブタジエン・スチレン共重合体(MABS樹脂)、アクリロニトリル・アクリルゴム・スチレン共重合体(AAS樹脂)、アクリロニトリル・エチレンプロピレン系ゴム・スチレン共重合体(AES樹脂)及びスチレン・IPN型ゴム共重合体などの樹脂、またはこれらの混合物が挙げられる。
【0015】
尚、かかるスチレン系熱可塑性樹脂はその製造時にメタロセン触媒などの触媒使用により、シンジオタクチックポリスチレンなどの高い立体規則性を有するものであってもよい。更に場合によっては、アニオンリビング重合、ラジカルリビング重合などの方法により得られる、分子量分布の狭い重合体及び共重合体、ブロック共重合体、及び立体規則性の高い重合体、共重合体を使用することも可能である。またポリカーボネート樹脂との相溶性改良などを目的として、かかるスチレン系樹脂に無水マレイン酸やN置換マレイミドといった官能基を持つ化合物を共重合することも可能である。
【0016】
これらの中でも、ポリカーボネート樹脂との親和性の観点から、アクリロニトリル・スチレン共重合体(AS樹脂)、アクリロニトリル・ブタジエン・スチレン共重合体(ABS樹脂)が好ましい。また、スチレン系樹脂を2種以上混合して使用することも可能である。
【0017】
本発明で使用するAS樹脂とは、シアン化ビニル化合物と芳香族ビニル化合物を共重合した熱可塑性共重合体である。かかるシアン化ビニル化合物としては、前記記載のものを挙げることができ、特にアクリロニトリルが好ましく使用できる。また芳香族ビニル化合物としては、同様に前記記載のものが使用できるが、スチレン及びα−メチルスチレンが好ましく使用できる。AS樹脂中における各成分の割合としては、全体を100重量%とした場合、シアン化ビニル化合物が好ましくは5〜50重量%、より好ましくは15〜35重量%、芳香族ビニル化合物が好ましくは95〜50重量%、より好ましくは85〜65重量%である。更にこれらのビニル化合物に、前記記載の共重合可能な他のビニル系化合物を混合使用することもでき、これらの含有割合は、AS樹脂成分中15重量%以下であるものが好ましい。また反応で使用する開始剤、連鎖移動剤などは必要に応じて、従来公知の各種のものが使用可能である。かかるAS樹脂は塊状重合、懸濁重合、乳化重合のいずれの方法で製造されたものでもよいが、好ましくは塊状重合によるものである。また共重合の方法も一段での共重合、または多段での共重合のいずれであってもよい。またかかるAS樹脂の還元粘度としては、0.2〜1.0dl/gが好ましく、より好ましくは0.3〜0.5dl/gである。還元粘度は、AS樹脂0.25gを精秤し、ジメチルホルムアミド50mlに2時間かけて溶解させた溶液を、ウベローデ粘度計を用いて30℃の環境で測定したものである。なお、粘度計は溶媒の流下時間が20〜100秒のものを用いる。還元粘度は溶媒の流下秒数(t0)と溶液の流下秒数(t)から次式によって求める。
還元粘度(ηsp/C)={(t/t0)−1}/0.5
還元粘度が0.2dl/gより小さいと衝撃が低下し、1.0dl/gを越えると流動性が悪くなる。
【0018】
本発明で使用するABS樹脂とは、ジエン系ゴム成分にシアン化ビニル化合物と芳香族ビニル化合物をグラフト重合した熱可塑性グラフト共重合体とシアン化ビニル化合物と芳香族ビニル化合物の共重合体の混合物である。このABS樹脂を形成するジエン系ゴム成分としては、例えばポリブタジエン、ポリイソプレン及びスチレン−ブタジエン共重合体などのガラス転位温度が−30℃以下のゴムが用いられ、その割合はABS樹脂成分100重量%中5〜80重量%であるのが好ましく、より好ましくは8〜50重量%、特に好ましくは10〜30重量%である。ジエン系ゴム成分にグラフトされるシアン化ビニル化合物としては、前記記載のものを挙げることができ、特にアクリロニトリルが好ましく使用できる。またジエン系ゴム成分にグラフトされる芳香族ビニル化合物としては、同様に前記記載のものを使用できるが、特にスチレン及びα−メチルスチレンが好ましく使用できる。かかるジエン系ゴム成分にグラフトされる成分の割合は、ABS樹脂成分100重量%中95〜20重量%が好ましく、特に好ましくは90〜50重量%である。更にかかるシアン化ビニル化合物及び芳香族ビニル化合物の合計量100重量%に対して、シアン化ビニル化合物が5〜50重量%、芳香族ビニル化合物が95〜50重量%であることが好ましい。更に上記のジエン系ゴム成分にグラフトされる成分の一部についてメチル(メタ)アクリレート、エチルアクリレート、無水マレイン酸、N置換マレイミドなどを混合使用することもでき、これらの含有割合はABS樹脂成分中15重量%以下であるものが好ましい。更に反応で使用する開始剤、連鎖移動剤、乳化剤などは必要に応じて、従来公知の各種のものが使用可能である。
【0019】
本発明のABS樹脂においては、ゴム粒子径は0.1〜5.0μmが好ましく、より好ましくは0.2〜3.0μm、特に好ましくは0.3〜1.5μmである。かかるゴム粒子径の分布は単一の分布であるもの及び2山以上の複数の山を有するもののいずれもが使用可能であり、更にそのモルフォロジーにおいてもゴム粒子が単一の相をなすものであっても、ゴム粒子の周りにオクルード相を含有することによりサラミ構造を有するものであってもよい。
【0020】
またABS樹脂がジエン系ゴム成分にグラフトされないシアン化ビニル化合物及び芳香族ビニル化合物を含有することは従来からよく知られているところであり、本発明のABS樹脂においてもかかる重合の際に発生するフリーの重合体成分を含有するものであってもよい。かかるフリーのシアン化ビニル化合物及び芳香族ビニル化合物からなる共重合体の還元粘度は、先に記載の方法で求めた還元粘度(30℃)が0.2〜1.0dl/gが好ましく、より好ましくは0.3〜0.7dl/gであるものである。
またグラフトされたシアン化ビニル化合物及び芳香族ビニル化合物の割合はジエン系ゴム成分に対して、グラフト率(重量%)で表して20〜200%が好ましく、より好ましくは20〜70%のものである。
【0021】
かかるABS樹脂は塊状重合、懸濁重合、乳化重合のいずれの方法で製造されたものでもよいが、特に塊状重合によるものが好ましい。塊状重合の場合には乳化剤などに由来するアルカリ金属塩などを実質的に含まないため、ポリカーボネート樹脂組成物の熱安定性をより良好に保つことが可能となる。また共重合の方法も一段で共重合しても、多段で共重合してもよい。また、かかる製造法により得られたABS樹脂に芳香族ビニル化合物とシアン化ビニル成分とを別途共重合して得られるビニル化合物重合体をブレンドしたものも好ましく使用できる。
【0022】
<B成分について>
本発明でB成分として使用する平均粒径が100μm以下の板状無機充填材としては、そのモース硬度が5以下であることが望ましく、その一例として、マイカおよびタルクが挙げられる。本発明で特に好適に使用されるマイカはマスコバイトマイカ(白雲母)、フロゴバイト(金雲母)に代表されるマイカであり、樹脂組成物の剛性の観点からは、マスコバイトマイカが好ましく、そのモース硬度は約3である。マスコバイトマイカはフロゴバイトなど他のマイカに比較してより高剛性および高強度を達成でき、本発明の課題をより良好なレベルにおいて解決する。またマイカの粉砕方法は、マイカ原石をピンミル、インパクトミル、ジェットミルなどの乾式粉砕機で粉砕する乾式粉砕法と、マイカ原石を、乾式粉粉砕機で粗粉砕した後、粗粉砕物に水を加えスラリー状とし水洗、脱水し、残った水分を粉砕助剤としてローラーミル等の湿式粉砕機で粉砕する湿式粉砕法があるが、どちらの粉砕方式で生産したものでも使用可能である。同じ粒径で比較する場合、湿式粉砕法で得られたマイカパウダーの方が、同様の樹脂組成とした時により高い剛性が得られより好ましい。また、本発明の特徴である金属摩耗性の観点からも湿式粉砕法で得られたマイカがより好ましい。さらに、マイカは天然に産出される鉱物であることから、鉱物鉄、あるいはモース硬度が7である石英を含む砂、さらに粉砕機、特に乾式粉砕法のピンミルから発生する摩耗鉄が含まれるため、風力分級による砂分離工程、磁力選別処理による脱鉄工程を経て製造されることが好ましい。このようにして得られたマイカは、シランカップリング剤、高級脂肪酸エステル、およびワックスなどの各種表面処理剤で表面処理されていてもよく、更に各種樹脂、高級脂肪酸エステル、およびワックスなどの集束剤で造粒し顆粒状とされていてもよい。
【0023】
B成分の平均粒径はマイクロトラックレーザー方式などの公知の方法により測定可能であり、その平均粒径は、100μm以下であり、好ましくは5〜85μm、さらに好ましくは10〜70μm、特に好ましくは20〜60μmである。平均粒径が小さすぎると衝撃強度が低下する場合がある。更に本発明において好適な樹脂である芳香族ポリカーボネートの熱安定性も低下も悪化する場合がある。また100μmを超えると、剛性は向上するが金属摩耗性が著しく悪くなり好ましくない。B成分の厚みとしては、電子顕微鏡観察により実測した厚みが0.001〜10μmのものを使用できる。
B成分の含有量はA成分100重量部に対し、10〜150重量部であり、好ましくは15〜120重量部であり、20〜100重量部がより好ましい。B成分が上記範囲よりも少なすぎる場合には充分な剛性を得ることが難しく、上記範囲を超えて多すぎる場合には、押出機による組成物の製造が困難であり工業的に有用でない。
【0024】
<C成分について>
本発明の樹脂組成物は、C成分として難燃剤をA成分100重量部に対し、0〜30重量部含有する。
かかる難燃剤(C成分)としては、特に限定するものではなく、ハロゲン系難燃剤、リン系難燃剤、塩系難燃剤、シリコン系難燃剤などの樹脂用難燃剤が使用可能であるが、その中でも、環境性能と難燃性能のバランスに優れたリン系難燃剤、特に有機リン酸エステル化合物が好ましい。
【0025】
有機リン酸エステル化合物としては、リン酸エステル、ホスホン酸エステル、およびホスファゼンオリゴマーなどが好適に例示される。更にリン酸エステルとしては、下記式(1)で示される化合物が好適である。
【0026】
【化1】
[式中、Xは、ハイドロキノン、レゾルシノール、ビス(4−ヒドロキシジフェニル)メタン、ビスフェノールA、ジヒドロキシジフェニル、ジヒドロキシナフタレン、ビス(4−ヒドロキシフェニル)スルホン、ビス(4−ヒドロキシフェニル)ケトン、およびビス(4−ヒドロキシフェニル)サルファイドからなる群より選ばれる化合物から誘導される二価の基である。nは0〜5の整数であり、n数の異なるリン酸エステルの混合物の場合は0〜5の平均値である。R11、R12、R13、およびR14はそれぞれ独立して1個以上のハロゲン原子で置換したもしくは置換していないフェノール、クレゾール、キシレノール、イソプロピルフェノール、ブチルフェノール、およびp−クミルフェノールからなる群より選ばれる化合物より誘導される一価の基である。]
【0027】
更に好ましいものとしては、上記式中のXが、ハイドロキノン、レゾルシノール、ビスフェノールA、およびジヒドロキシジフェニルからなる群より選ばれる化合物から誘導される二価の基であり、R11、R12、R13、およびR14はそれぞれ独立して1個以上のハロゲン原子で置換したもしくはより好適には置換していないフェノール、クレゾール、およびキシレノールからなる群より選ばれる化合物から誘導される一価の基であり、nが1〜3の整数である成分を主成分として含む化合物が挙げられる。
C成分の含有量はA成分100重量部に対し、0〜30重量部であり、好ましくは1〜25重量部であり、2〜20重量部がより好ましく、3〜15重量部が特に好ましい。難燃剤が上記範囲を超えて多すぎる場合には、組成物の耐熱性および物性低下を起こす場合がある。
【0028】
<D成分について>
本発明の樹脂組成物は、B成分以外の充填材(D成分)を含有していることが好ましい。D成分の充填材には、難燃性樹脂組成物の剛性や強度の向上などを目的として配合される強化フィラー並びに熱可塑性樹脂組成物の着色などを目的として配合される無機顔料などが代表的に例示される。強化フィラーとしては各種のガラス繊維(チョップドストランド、ミルドファイバー、扁平断面ガラス繊維等)、ガラスビーズ、ガラスバルーン、炭素繊維、カーボンビーズ、ワラストナイト、炭酸カルシウム、各種無機のウイスカー、金属繊維、金属コートガラス繊維、および金属コート炭素繊維などを挙げることができる。中でもワラストナイト、ガラス繊維、および炭素繊維から選択される少なくとも1種が好ましく、衝撃強度の観点からガラス繊維および炭素繊維から選択される少なくとも1種がより好ましい。更にガラス繊維は特に好適である。一方、着色剤として配合される無機充填材の代表例としては二酸化チタン、酸化亜鉛、硫化亜鉛、および酸化鉄などが例示され、二酸化チタンは最も好適に使用される。
D成分の含有量は、A成分100重量部に対し、0〜30重量部であり、好ましくは2〜25重量部、より好ましくは4〜20重量部である。充填材が上記範囲を超えて多すぎる場合には異方性が大きくなりすぎたり、成形性が著しく損なわれ、実用に適さない。
【0029】
<E成分について>
本発明の樹脂組成物は、含フッ素滴下防止剤(E成分)を含有していることが好ましい。この含フッ素滴下防止剤の含有により、成形品の物性を損なうことなく、良好な難燃性を達成することができる。
【0030】
含フッ素滴下防止剤としては、フィブリル形成能を有する含フッ素ポリマーを挙げることができ、かかるポリマーとしてはポリテトラフルオロエチレン、テトラフルオロエチレン系共重合体(例えば、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体、など)、米国特許第4379910号公報に示されるような部分フッ素化ポリマー、フッ素化ジフェノールから製造されるポリカーボネート樹脂などを挙げることができる。中でも好ましくはポリテトラフルオロエチレン(以下PTFEと称することがある)である。フィブリル形成能を有するPTFEの分子量は極めて高い分子量を有し、せん断力などの外的作用によりPTFE同士を結合して繊維状になる傾向を示すものである。その分子量は、標準比重から求められる数平均分子量において100万〜1000万、より好ましく200万〜900万である。かかるPTFEは、固体形状の他、水性分散液形態のものも使用可能である。またかかるフィブリル形成能を有するPTFEは樹脂中での分散性を向上させ、さらに良好な難燃性および機械的特性を得るために他の樹脂との混合形態のPTFE混合物を使用することも可能である。かかるフィブリル形成能を有するPTFEの市販品としては例えば三井・デュポンフロロケミカル(株)のテフロン(登録商標)6J、ダイキン工業(株)のポリフロンMPAFA500およびF−201Lなどを挙げることができる。PTFEの水性分散液の市販品としては、旭アイシーアイフロロポリマーズ(株)製のフルオンAD−1、AD−936、ダイキン工業(株)製のフルオンD−1およびD−2、三井・デュポンフロロケミカル(株)製のテフロン(登録商標)30Jなどを代表として挙げることができる。混合形態のPTFEとしては、(1)PTFEの水性分散液と有機重合体の水性分散液または溶液とを混合し共沈殿を行い共凝集混合物を得る方法(特開昭60−258263号公報、特開昭63−154744号公報などに記載された方法)、(2)PTFEの水性分散液と乾燥した有機重合体粒子とを混合する方法(特開平4−272957号公報に記載された方法)、(3)PTFEの水性分散液と有機重合体粒子溶液を均一に混合し、かかる混合物からそれぞれの媒体を同時に除去する方法(特開平06−220210号公報、特開平08−188653号公報などに記載された方法)、(4)PTFEの水性分散液中で有機重合体を形成する単量体を重合する方法(特開平9−95583号公報に記載された方法)、および(5)PTFEの水性分散液と有機重合体分散液を均一に混合後、さらに該混合分散液中でビニル系単量体を重合し、その後混合物を得る方法(特開平11−29679号などに記載された方法)により得られたものが使用できる。これら混合形態のPTFEの市販品としては、三菱レイヨン(株)の「メタブレンA3800」(商品名)、およびGEスペシャリティーケミカルズ社製 「BLENDEX B449」(商品名)などを挙げることができる。混合形態におけるPTFEの割合としては、PTFE混合物100重量%中、PTFEが1〜60重量%が好ましく、より好ましくは5〜55重量%である。PTFEの割合がかかる範囲にある場合は、PTFEの良好な分散性を達成することができる。なお、上記E成分の割合は正味の含フッ素滴下防止剤の量を示し、混合形態のPTFEの場合には、正味のPTFE量を示す。
【0031】
E成分の含有量は、A成分100重量部に対し、0〜5重量部であり、好ましくは0.05〜3重量部、より好ましくは0.1〜1重量部である。含フッ素滴下防止剤が上記範囲を超えて多すぎる場合にはPTFEが成形品表面に析出し外観不良となるばかりでなく、樹脂組成物のコストアップに繋がり好ましくない。
【0032】
<その他の成分について>
本発明の難燃性樹脂組成物には本発明の効果を発揮する範囲において、他に熱安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、離型剤、発泡剤、染顔料、難燃助剤等を配合することも出来る。
【0033】
熱安定剤としては、亜リン酸、リン酸、亜ホスホン酸、ホスホン酸およびこれらのエステル等のリン系の熱安定剤が挙げられ、具体的には、トリフェニルホスファイト、トリスノニルフェニルホスファイト、トリス(2,4−ジ−tert−ブチルフェニル)ホスファイト、トリデシルホスファイト、トリオクチルホスファイト、トリオクタデシルホスファイト、ジデシルモノフェニルホスファイト、ジオクチルモノフェニルホスファイト、ジイソプロピルモノフェニルホスファイト、モノブチルジフェニルホスファイト、モノデシルジフェニルホスファイト、モノオクチルジフェニルホスファイト、ビス(2,6−ジ−tert−ブチル−4−メチルフェニル)ペンタエリスリトールジホスファイト、2,2−メチレンビス(4,6−ジ−tert−ブチルフェニル)オクチルホスファイト、ビス(ノニルフェニル)ペンタエリスリトールジホスファイト、ビス(2,4−ジ−tert−ブチルフェニル)ペンタエリスリトールジホスファイト等の亜リン酸エステル化合物、トリブチルホスフェート、トリメチルホスフェート、トリクレジルホスフェート、トリフェニルホスフェート、トリクロルフェニルホスフェート、トリエチルホスフェート、ジフェニルクレジルホスフェート、ジフェニルモノオルソキセニルホスフェート、トリブトキシエチルホスフェート、ジブチルホスフェート、ジオクチルホスフェート、ジイソプロピルホスフェート等のリン酸エステル化合物、更にその他のリン系熱安定剤として、テトラキス(2,4−ジ−tert−ブチルフェニル)−4,4’−ビフェニレンジホスホナイト、テトラキス(2,4−ジ−tert−ブチルフェニル)−4,3’−ビフェニレンジホスホナイト、テトラキス(2,4−ジ−tert−ブチルフェニル)−3,3’−ビフェニレンジホスホナイト、ビス(2,4−ジ−tert−ブチルフェニル)−4−ビフェニレンホスホナイト等の亜ホスホン酸エステル化合物等を挙げることができる。これらのうち、トリスノニルフェニルホスファイト、ジステアリルペンタエリスリトールジホスファイト、ビス(2,4−ジ−tert−ブチルフェニル)ペンタエリスリトールジホスファイト、トリス(2,4−ジ−tert−ブチルフェニル)ホスファイト、トリフェニルホスフェート、トリメチルホスフェート、テトラキス(2,4−ジ−tert−ブチルフェニル)−4,4’−ビフェニレンジホスホナイト、ビス(2,4−ジ−tert−ブチルフェニル)−4−ビフェニレンホスホナイトが好ましい。これらの熱安定剤は、単独でもしくは2種以上混合して用いてもよい。かかる熱安定剤の配合量は、A成分100重量部に対して0.0001〜1重量部が好ましく、0.0005〜0.5重量部がより好ましく、0.001〜0.3重量部が更に好ましい。
【0034】
酸化防止剤としては、例えばペンタエリスリトールテトラキス(3−メルカプトプロピオネート)、ペンタエリスリトールテトラキス(3−ラウリルチオプロピオネート)、グリセロール−3−ステアリルチオプロピオネート、トリエチレングリコール−ビス[3−(3−t−ブチル−5−メチル−4−ヒドロキシフェニル)プロピオネート]、1,6−ヘキサンジオール−ビス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、ペンタエリスリトール−テトラキス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)ベンゼン、N,N−ヘキサメチレンビス(3,5−ジ−t−ブチル−4−ヒドロキシ−ヒドロシンナマイド)、3,5−ジ−t−ブチル−4−ヒドロキシ−ベンジルホスホネート−ジエチルエステル、トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)イソシアヌレート、4,4’−ビフェニレンジホスホスフィン酸テトラキス(2,4−ジ−t−ブチルフェニル)、3,9−ビス{1,1−ジメチル−2−[β−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ]エチル}−2,4,8,10−テトラオキサスピロ(5,5)ウンデカン等が挙げられる。これら酸化防止剤の配合量は、単独でもしくは2種以上混合して用いてもよい。かかる酸化防止剤の配合量は、A成分100重量部に対して0.0001〜1重量部が好ましく、0.0005〜0.5重量部がより好ましく、0.001〜0.3重量部が更に好ましい。
【0035】
紫外線吸収剤としては、例えば2,2’−ジヒドロキシ−4−メトキシベンゾフェノンに代表されるベンゾフェノン系紫外線吸収剤、および例えば2−(3−tert−ブチル−5−メチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾール、2−(3,5−ジ−tert−ブチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾール、2,2’−メチレンビス[4−(1,1,3,3−テトラメチルブチル)−6−(2H−ベンゾトリアゾール−2−イル)フェノール]、2−[2−ヒドロキシ−3,5−ビス(α,α−ジメチルベンジル)フェニル]−2H−ベンゾトリアゾールおよび2−(3,5−ジ−tert−アミル−2−ヒドロキシフェニル)ベンゾトリアゾールに代表されるベンゾトリアゾール系紫外線吸収剤が例示される。更にビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート等に代表されるヒンダードアミン系の光安定剤も使用することが可能である。かかる紫外線吸収剤、光安定剤の配合量は、単独でもしくは2種以上混合して用いてもよい。かかる紫外線吸収剤、光安定剤の配合量は、A成分100重量部に対して0.0001〜1重量部が好ましく、0.0005〜0.5重量部がより好ましく、0.001〜0.3重量部が更に好ましい。
【0036】
帯電防止剤としては、例えばポリエーテルエステルアミド、グリセリンモノステアレート、ドデシルベンゼンスルホン酸アンモニウム塩、ドデシルベンゼンスルホン酸ホスホニウム塩、無水マレイン酸モノグリセライド、無水マレイン酸ジグリセライド等が挙げられる。かかる帯電防止剤の配合量は、単独でもしくは2種以上混合して用いてもよい。かかる帯電防止剤の配合量は、A成分100重量部に対して、0.0001〜1重量部が好ましく、0.0005〜0.5重量部がより好ましく、0.001〜0.3重量部が更に好ましい。
【0037】
離型剤としては、オレフィン系ワックス、シリコーンオイル、オルガノポリシロキサン、一価または多価アルコールの高級脂肪酸エステル系ワックス、パラフィンワックス、蜜蝋などが挙げられる。これらのうち、一価または多価アルコールの高級脂肪酸エステル系ワックスが好ましく、具体的には、ステアリルステアレート、グリコールジモンタネート、グリコールジベヘネート、グリコールジステアレート、グリセリントリステアレート、ペンタエリスリトールテトラステアレート、ジペンタエリスリトールヘキサステアレート、ポリ(アジピン酸ペンタエリスリトール)ステアレート、ポリ(アジピン酸ジペンタエリスリトール)ステアレートなどが挙げられる。これら離型剤の配合は、単独でもしくは2種以上混合して用いてもよい。かかる離型剤の配合量は、A成分100重量部に対し、0.005〜2重量部が好ましい。
【0038】
<難燃性樹脂組成物の製造>
本発明の難燃性樹脂組成物は、上記各成分を同時に、または任意の順序でタンブラー、V型ブレンダー、ナウターミキサー、バンバリーミキサー、混練ロール、押出機等の混合機により混合して製造することができる。好ましくは2軸押出機による溶融混練が好ましく、更にその際、B成分およびD成分はサイドフィーダー等により第2供給口より、溶融混合された他の成分中に供給することが好ましい。
【0039】
上記の如く押出された樹脂は、直接切断してペレット化するか、またはストランドを形成した後かかるストランドをペレタイザーで切断してペレット化される。ペレット化に際して外部の埃などの影響を低減する必要がある場合には、押出機周囲の雰囲気を清浄化することが好ましい。得られたペレットの形状は、円柱、角柱、および球状など一般的な形状を取り得るが、より好適には円柱である。かかる円柱の直径は好ましくは1〜5mm、より好ましくは1.5〜4mm、さらに好ましくは2〜3.5mmである。一方、円柱の長さは好ましくは1〜30mm、より好ましくは2〜5mm、さらに好ましくは2.5〜4mmである。
【0040】
かくして得られた組成物は、射出成形、押出成形、圧縮成形、または回転成形等の既知の方法で容易に成形することができ、特に射出成形が好ましい。かかる射出成形においては、製品に求められる特性を満たすために、通常の成形方法だけでなく、射出圧縮成形、射出プレス成形、ガスアシスト射出成形、発泡成形(超臨界流体を注入する方法を含む)、インサート成形、インモールドコーティング成形、断熱金型成形、急速加熱冷却金型成形、二色成形、サンドイッチ成形、および超高速射出成形などを挙げることができる。また成形はコールドランナー方式およびホットランナー方式のいずれも選択することができる。
【0041】
さらに本発明の成形品には、各種の表面処理を行うことが可能である。表面処理としては、ハードコート、撥水・撥油コート、親水性コート、帯電防止コート、紫外線吸収コート、赤外線吸収コート、並びにメタライジング(蒸着など)などの各種の表面処理を行うことができる。表面処理方法としては、液剤のコーティングの他、蒸着法、溶射法、およびメッキ法が挙げられる。蒸着法としては物理蒸着法および化学蒸着法のいずれも使用できる。物理蒸着法としては真空蒸着法、スパッタリング、およびイオンプレーティングが例示される。化学蒸着(CVD)法としては、熱CVD法、プラズマCVD法、および光CVD法などが例示される。
【発明の効果】
【0042】
本発明の樹脂組成物は、特定粒径の板状無機充填材を特定割合で含有することにより金属摩耗性、特に成形機スクリューおよび金型の耐摩耗性に優れ、かつ高強度、高寸法精度、難燃性を有する、事務機器構部品成形品に好適な難燃性樹脂組成物を提供することが可能であり、特に金属摩耗性が低いことから生産におけるコストダウンに有効であり、その奏する工業的効果は格別なものである。
【図面の簡単な説明】
【0043】
【図1】[1−A]は、実施例において使用した、成形機スクリューの形状を示す側面図である。[1−B]は、[1−A]の符号32で示す逆止弁(チェックリング)の形状を示す側面図である。[1−C]は、[1−A]の符号32で示すチェックリングの形状を示す正面図である。[1−D]は、[1−A]の符号33で示すシールリングの形状を示す側面図である。[1−E]は、[1−A]の符号33で示すシールリングの形状を示す正面図である。
【図2】[2−A]は、実施例において使用した、金型摩耗評価用の板状成形品の形状を示す正面図である。ゲート近傍に配置されたピン部分は円錐状の凹部を形成する。[2−B]は、実施例において使用した、金型摩耗評価用の板状成形品の形状を示す側面図である。[2−C]は、実施例において使用した、金型摩耗評価用の板状成形品の形状を示す底面図である。
【図3】実施例において使用した、金型摩耗評価用のピンの形状を示す正面図である。先端の円錐部分が金型キャビティ表面に露出し溶融樹脂と接触する。
【発明を実施するための形態】
【0044】
本発明者が現在最良と考える本発明の形態は、前記の各要件の好ましい範囲を集約したものとなるが、例えば、その代表例を下記の実施例中に記載する。もちろん、本発明はこれらの形態に限定されるものではない。
【実施例】
【0045】
以下に実施例をあげて更に説明するが、本発明はそれに限定されるものではない。尚、評価としては以下の項目について実施した。
【0046】
(i)成形機逆止弁摩耗性
住友重機械工業(株)製 射出成形機ULTRA220T(スクリュー径40mmφ、スクリュー仕様 耐腐食耐摩耗II)を使用し、シリンダー温度260℃、金型温度60℃、金型形状 ASTM TypeIダンベル(幅19mm×長さ165mm×厚み3.2mm)、充填時間0.8秒、充填ピーク圧力 120MPa、保圧80MPa、保圧時間5秒、冷却15秒で1000ショット連続成形したあとの、図1(1−A、符号37)に示す成形機スクリュー先端部のチェックリングとシールリングのタッチ面の状態を目視で判定した。なお、評価は以下のように行った。
◎ : 特に変化なし
○ : タッチ面がわずかに荒れるが大きな損傷なし
△ : タッチ面全体が梨地状となるが大きな損傷なし
× : タッチ面全体が梨地状に変化し損傷大
【0047】
(ii)金型ピンゲート摩耗性
日精樹脂工業(株)製 射出成形機NEX50を使用し、先端直径0.5mmφのピンゲートを配置した円板状成形品(直径20mm、厚み3.5mm)を金型温度50℃とし、充填時間0.5秒、充填ピーク圧力 180MPaとなるようなシリンダー温度に設定し、更に、保圧100MPa、保圧時間2秒、冷却15秒で5000ショット連続成形したあとのピンゲートの先端直径を測定し、その削れ量(μm)を求めた。尚、ピンゲートの鋼材は(株)ミスミ製の電鋳(標準タイプ)、ハイス鋼(SKH51)、超硬(V40)の3種を使用した。尚、本実施例における判定基準として、各ピンゲート鋼材毎に次の基準を設け、この基準以下であれば良好とした。
(評価基準)
電鋳(標準タイプ) : 100μm
ハイス鋼(SKH51) : 50μm
超硬(V40) : 10μm
【0048】
(iii)曲げ弾性率
ISO178に準拠して曲げ弾性率を測定した。試験片形状は、長さ80mm×幅10mm×厚み4mmとした。
【0049】
(iv)成形収縮率
幅50mm×長さ100mm×厚み4mmの角板を下記の条件で射出成形により成形し23℃、50%RH雰囲気にて24時間放置した後、角板寸法を3次元測定機(ミツトヨ(株)製)により測定し、成形収縮率を算出した。尚、上記角板は、幅50mmおよび厚み1.5mmのフィルムゲートを長さ方向の一端に有する金型キャビティを用いて成形されたものである。したがって長さ方向が流れ方向、および幅方向が流れ方向と直角の方向となる。異方性の指標として(流れ方向)/(直角方向)を求め、この数値により異方性に関して下記に示すような判定を行った。
◎ : 1.00〜0.70 異方性なし 特に良好
○ : 0.70未満0.50以上 ほぼ異方性なし 良好
× : 0.50未満 異方性大 反り等で不適切
更に角板の成形条件は次のとおりである。すなわち、射出成形機:東芝機械工業(株)製EC−160Nii、シリンダ温度:260℃、金型温度:70℃、充填時間:0.8秒、保圧:80MPa、保圧時間:10秒、および冷却時間:30秒であった。かかる条件によって良好な成形品が得られた。更に寸法評価用の角板は、上記条件にて15ショットをパージショットとした後、10ショットを連続して成形し、該成形品の中から5つのサンプルを任意に抽出した。かかるサンプルの平均値を成形収縮率とした。
【0050】
(v)金型コア摩耗性
東芝機械工業(株)製 射出成形機EC−160Niiを使用し、幅50mm×長さ100mm×厚み4mmの角板にゲートから円錐の頂点との水平距離が15mmの距離のところに直径10mmφの円錐状の入子(材質 AISI規格P21)を有する金型を用いてシリンダー温度260℃、金型温度60℃で10000ショット連続成形をしたあとの円錐部分の摩耗状態を目視で判定した。尚、評価は以下のように行った。
○ : 変化なし
× : 変化あり
【0051】
[実施例1〜16、比較例1〜8]
表1および表2に記載成分のうち、無機充填材(B成分およびD成分)を除いた成分であるA成分、C成分、E成分およびその他の成分をV型ブレンダーにて混合して混合物を作成した。スクリュー径30mmのベント式二軸押出機[(株)日本製鋼所TEX−30XSST]を用いて、V型ブレンダーにて混合した混合物を最後部の第1投入口より、また無機充填材(B成分およびD成分)をシリンダー途中の第2供給口よりサイドフィーダーを用いて、計量器を用いて所定の割合となるように供給し、真空ポンプを使用し3kPaの真空下において、シリンダー温度270℃で溶融押出ししてペレット化した。ただしC成分がC−1の場合は、80℃に加熱した状態で液注装置(富士テクノ工業(株)製HYM−JS−08)を用いてシリンダー途中(第1供給口と第2供給口との間)から所定の割合になるよう押出機に供給した。得られたペレットを100℃で6時間、熱風循環式乾燥機にて乾燥し、上記評価項目の説明において特に記載がない限りは、射出成形機[東芝機械工業(株)製EC160Nii]によりシリンダー温度260℃、金型温度70℃で評価用の試験片を作成し、上記の評価方法で評価を行った。結果を表1および表2に示す。
【0052】
なお、原料としては以下のものを用いた。
(A成分)
A−1:芳香族ポリカーボネート樹脂[ビスフェノールAとホスゲンから常法によって作られた粘度平均分子量22,500の芳香族ポリカーボネート樹脂粉末](帝人化成(株)製「パンライトL−1225WP」(商品名))
A−2−1:ABS樹脂[GPC測定による標準ポリスチレン換算の重量平均分子量:60000、ブタジエン含有量:58重量%](第一毛織(株)製「CHT」(商品名))
A−2−2:アクリロニトリル−スチレン共重合体[GPC測定による標準ポリスチレン換算の重量平均分子量:95000、アクリロニトリル含有量:28.5重量%、スチレン含有量:71.5重量%](第一毛織(株)製「HF5670」(商品名))
(B成分)
B−1:乾式粉砕法にて粉砕した平均粒径35μmのマスコバイトマイカ(キンセイマテック(株)製:KDM200C(商品名))
B−2:湿式粉砕法にて粉砕した平均粒径35μmのマスコバイトマイカ(キンセイマテック(株)製:KWM200(商品名))
B−3:湿式粉砕法にて粉砕した平均粒径90μmのマスコバイトマイカ(林化成(株)製MC−80W(商品名))
B−4:平均粒径15μm、ハンター白色度(JIS M8016)90.2%、pH=9.8のタルク(勝光山鉱業所(株):ビクトリライトSG−A(商品名))
(B成分以外)
B−5:乾式粉砕法にて粉砕した平均粒径250μmのマスコバイトマイカ(林化成(株)製MC−40(商品名))
B−6:乾式粉砕法にて粉砕した平均粒径120μmのマスコバイトマイカ(キンセイマテック(株)製:KDM80(商品名))
(C成分)
C−1:ビスフェノールAビス(ジフェニルホスフェート)を主成分とするリン酸エステル(大八化学工業(株)製:CR−741(商品名))
C−2:レゾルシノールビス(ジキシレニルホスフェート)(大八化学工業(株)製:PX200)
(D成分)
D−1:繊維径:13μm、カット長:3mm、アミノシラン処理−エポキシ/ウレタン系集束、処理剤付着量:約1.0%、かさ密度:0.80g/cm3のガラス繊維(日東紡績(株)製:3PE937(商品名))
D−2:炭素繊維(東邦テナックス(株)製HTA−C6−UA L1(商品名))
(E成分)
E−1:フィブリル形成能を有するポリテトラフルオロエチレン(ダイキン工業(株)製:ポリフロンMPAFA500(商品名))
E−2:ポリテトラフルオロエチレン系混合体。乳化重合法で製造されたポリテトラフルオロエチレンアクリル系共重合体からなる混合物(ポリテトラフルオロエチレン含有量50重量%、カリウム金属イオン16ppm以上)(ダイキン工業(株)製:A3700(商品名))
(その他の成分)
F−1:エチレングリコールと脂肪族カルボン酸(モンタン酸を主成分)とのエステル化合物(クラリアントジャパン(株)製WAX−Eパウダー(商品名))
F−2:アジピン酸ジペンタエリスリトールと脂肪族カルボン酸(ステアリン酸を主成分)とのエステル化合物(理研ビタミン(株)社製EW−200(商品名))
F−3:カーボンブラックマスター(カーボンブラック40重量%、PS樹脂60重量%)(越谷化成(株)製 ROYALBLACK904S(商品名))
【0053】
【表1】
【0054】
【表2】
【0055】
上記表から明らかなように、本発明の樹脂組成物は特定粒径あるいは特定の粉砕方法により得られた板状無機充填材を特定割合で含有することにより金属摩耗性、特に成形機スクリュー周りおよび金型の耐摩耗性に優れ、かつ従来品と同等レベルの高強度、高寸法精度、難燃性を有する、事務機器構部品成形品に好適な樹脂組成物が得られた。またこの樹脂組成物を使用することにより、成形機の加熱筒、スクリューフライト部等の摩耗も低減された。
【符号の説明】
【0056】
31 成形機スクリュー先端に具備される先端チップ
32 成形機スクリュー先端に具備されるチェックリング
33 成形機スクリュー先端に具備されるシールリング
34 成形機スクリュー軸
35 成形機スクリューフライト
36 チェックリング共回り用爪
37 チェックリングとシールリングのシール面
41 チェックリング
42 チェックリングのシール面
51 シールリング
52 シールリングのシール面
1 金型摩耗評価用の板状成形品
2 ピンにより形成された円錐状の凹部
3 ゲート(幅4mm、厚み2mm)
4 金型摩耗評価用の板状成形品の長さ(100mm)
5 ピンのゲート部からの距離(10mm)
6 ピンにより形成された円錐状の凹部の径(ピン径)(10mm)
7 中心線(ピン中心は成形品中心線上)
8 ピンにより形成された円錐状の凹部の深さ(ピン高さ)(3mm)
9 金型摩耗評価用の板状成形品の厚み(4mm)
10 金型摩耗評価用の板状成形品の幅(50mm)
11 ピン直径(10mm)
12 ピンの円錐部分(金型キャビティ面露出部分)の高さ(3mm)
【特許請求の範囲】
【請求項1】
(A)熱可塑性樹脂(A成分)100重量部に対し、(B)平均粒径が100μm以下の板状無機充填材(B成分)10〜150重量部、(C)難燃剤(C成分)0〜30重量部、(D)B成分以外の充填材(D成分)0〜30重量部、および(E)含フッ素滴下防止剤(E成分)0〜5重量部を含有する樹脂組成物。
【請求項2】
A成分が、芳香族ポリカーボネート系樹脂(A−1成分)およびスチレン系樹脂(A−2成分)からなる群より選ばれる少なくとも1種の熱可塑性樹脂である請求項1に記載の樹脂組成物。
【請求項3】
B成分が、マイカおよび/またはタルクである請求項1または2に記載の樹脂組成物。
【請求項4】
B成分が、湿式粉砕法により粉砕されたマイカである請求項3に記載の樹脂組成物。
【請求項5】
C成分が有機リン酸エステル化合物である請求項1〜4のいずれか1項に記載の樹脂組成物。
【請求項6】
D成分が、ワラストナイト、ガラス繊維、および炭素繊維からなる群より選ばれる少なくとも1種の充填材である請求項1〜5のいずれか1項に記載の樹脂組成物。
【請求項7】
E成分がフィブリル形成能を有する含フッ素滴下防止剤である請求項1〜6のいずれか1項に記載の樹脂組成物。
【請求項8】
請求項1〜7のいずれか1項に記載の樹脂組成物からなる成形品。
【請求項9】
成形品が事務機、家庭用電化製品、電気電子機器の機構部品である請求項8に記載の成形品。
【請求項1】
(A)熱可塑性樹脂(A成分)100重量部に対し、(B)平均粒径が100μm以下の板状無機充填材(B成分)10〜150重量部、(C)難燃剤(C成分)0〜30重量部、(D)B成分以外の充填材(D成分)0〜30重量部、および(E)含フッ素滴下防止剤(E成分)0〜5重量部を含有する樹脂組成物。
【請求項2】
A成分が、芳香族ポリカーボネート系樹脂(A−1成分)およびスチレン系樹脂(A−2成分)からなる群より選ばれる少なくとも1種の熱可塑性樹脂である請求項1に記載の樹脂組成物。
【請求項3】
B成分が、マイカおよび/またはタルクである請求項1または2に記載の樹脂組成物。
【請求項4】
B成分が、湿式粉砕法により粉砕されたマイカである請求項3に記載の樹脂組成物。
【請求項5】
C成分が有機リン酸エステル化合物である請求項1〜4のいずれか1項に記載の樹脂組成物。
【請求項6】
D成分が、ワラストナイト、ガラス繊維、および炭素繊維からなる群より選ばれる少なくとも1種の充填材である請求項1〜5のいずれか1項に記載の樹脂組成物。
【請求項7】
E成分がフィブリル形成能を有する含フッ素滴下防止剤である請求項1〜6のいずれか1項に記載の樹脂組成物。
【請求項8】
請求項1〜7のいずれか1項に記載の樹脂組成物からなる成形品。
【請求項9】
成形品が事務機、家庭用電化製品、電気電子機器の機構部品である請求項8に記載の成形品。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−236288(P2011−236288A)
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願番号】特願2010−107238(P2010−107238)
【出願日】平成22年5月7日(2010.5.7)
【出願人】(000215888)帝人化成株式会社 (504)
【Fターム(参考)】
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願日】平成22年5月7日(2010.5.7)
【出願人】(000215888)帝人化成株式会社 (504)
【Fターム(参考)】
[ Back to top ]