
金属材の曲げ加工装置及び曲げ部材の製造方法
【課題】金属材を進行させ、金属材を加熱して液状の冷却媒体を噴射して冷却し、曲げ加工を施す際に、液状の冷却媒体の金属材に沿った逆流や金属材上での貯留を防止し、金属材に曲げ加工に必要な十分な加熱を行うことができると共に、金属材の曲げ方向の制限を無くすことができる。
【解決手段】金属材10を進行させ、加熱、冷却して曲げ加工を施す金属材10の曲げ加工装置1であって、金属材10を外周から加熱する高周波加熱コイル2と、進行方向における高周波加熱コイル2で加熱される金属材10の位置より下流側の位置で、金属材10に冷却水Wを噴射して冷却する冷却部4と、金属材10における加熱位置と冷却位置との間の位置に、冷却水Wを進行方向の下流側に押すようにガスGを噴射するガス噴射部3を備える。
【解決手段】金属材10を進行させ、加熱、冷却して曲げ加工を施す金属材10の曲げ加工装置1であって、金属材10を外周から加熱する高周波加熱コイル2と、進行方向における高周波加熱コイル2で加熱される金属材10の位置より下流側の位置で、金属材10に冷却水Wを噴射して冷却する冷却部4と、金属材10における加熱位置と冷却位置との間の位置に、冷却水Wを進行方向の下流側に押すようにガスGを噴射するガス噴射部3を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属材を進行させ、加熱、冷却して曲げ加工を施す金属材の曲げ加工装置及び曲げ部材の製造方法に関する。
【背景技術】
【0002】
従来、金属材の曲げ加工する際に、金属材を進行させ、加熱、冷却して曲げ加工を施す装置が知られている。例えば特許文献1には、金属材を上流側から押し出し、下流側の可動ローラダイスで金属材をクランプして可動ローラダイスの位置と移動速度を制御し、可動ローラダイスの入り側で金属材の外周に配置した高周波加熱コイルで、金属材を局部的に塑性変形が可能な温度域で且つ焼入可能な温度域に加熱し、加熱部に曲げモーメントを付与した後、冷却装置の冷却水で急冷する装置が開示されている。
【0003】
また、特許文献2には、金属材を上流側から進行させ、高周波加熱コイルで進行する金属材を加熱し、更に、冷却水又は空気を噴射する冷却装置を設け、加熱した金属材に冷却水又は空気を噴射して冷却すると共に、高周波加熱コイルと冷却装置を通過する金属材をアームで案内する又は曲げロールで押圧することにより曲げ加工する装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−83304号公報
【特許文献2】特開昭50−59263号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記特許文献1、2の曲げ加工装置で金属材を冷却水により冷却する構成では、例えば金属材の上側に凹部が形成されている場合等に、冷却装置から冷却水を金属材に噴射する際に、上流側の高周波加熱コイルで加熱している金属材の部分まで凹部に沿って冷却水が逆流し、或いは凹部に水が溜まること等により、金属材に曲げ加工に必要な十分な加熱を行うことが困難となる。また、金属材の上側に凹部が形成されている場合等には、金属材を上側に曲げると冷却水の逆流が顕著になるため、金属材を曲げる方向も下向きに限定されるという問題もある。
【0006】
本発明は上記課題に鑑み提案するものであって、金属材を進行させ、金属材を加熱して液状の冷却媒体を噴射して冷却し、曲げ加工を施す際に、液状の冷却媒体の金属材に沿った逆流や金属材上での貯留を防止し、金属材に曲げ加工に必要な十分な加熱を行うことができると共に、金属材の曲げ方向の制限を無くすことができる金属材の曲げ加工装置及び曲げ部材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の金属材の曲げ加工装置は、金属材を進行させ、加熱、冷却して曲げ加工を施す金属材の曲げ加工装置であって、前記金属材を外周から加熱する加熱部と、前記進行方向における前記加熱部で加熱される前記金属材の位置より下流側の位置で、前記金属材に液状の冷却媒体を噴射して冷却する冷却部と、前記金属材における前記加熱位置と前記冷却位置との間の位置に、前記冷却媒体を前記進行方向の下流側に押すようにガスを噴射するガス噴射部とを備えることを特徴とする。
この構成によれば、例えば金属材の上側に凹部が形成されている場合等に、冷却部から冷却水を金属材に噴射した際に、液状の冷却媒体の金属材に沿って逆流することや金属材上で貯留することを防止し、金属材に曲げ加工に必要な十分な加熱を行うことができる。更に、例えば金属材を下向き以外の方向に曲げた場合にも、液状の冷却媒体が逆流すること等を防止することができるので、金属材の曲げ方向の制限を無くすことができる。更に、液状の冷却媒体とガスの双方で金属材を冷却することも可能となるから、金属材に必要十分な冷却をより確実に行うことができる。
【0008】
本発明の金属材の曲げ加工装置は、前記冷却部を、周方向に間隔を開けて配置される噴射口から前記冷却媒体を前記金属材の外周に噴射するように設け、前記ガス噴射部を、周方向に間隔を開けて配置される噴射口から前記ガスを前記金属材の外周に噴射するように設けることを特徴とする。
この構成によれば、周方向に設けられる噴射口からガスと液状の冷却媒体を噴射し、金属材を周方向に略均一にガスと冷却媒体で冷却することができ、局所的な冷却を回避し、焼き入れや曲げ加工を適切に施して曲げ部材の品質を高めることができる。
【0009】
本発明の金属材の曲げ加工装置は、前記冷却部が噴射する前記冷却媒体の噴射量が噴射位置に応じて調整可能に構成されていることを特徴とする。
この構成によれば、例えば金属材の下側に噴射される液状の冷却媒体が重力で落下して金属材に接触する時間が短いことを補完するなど、金属材に対する位置に応じて冷却媒体の噴射量を微妙に調整することや、金属材の板部が重なり合って冷却しづらい箇所に多くの冷却媒体を噴射するなど、金属材の断面形状に応じて冷却媒体の噴射量を微妙に調整すること等が可能となり、金属材を周方向により高い均一性で冷却することができる。
【0010】
本発明の金属材の曲げ加工装置は、前記ガス噴射部が噴射する前記ガスの噴射量が噴射位置に応じて調整可能に構成されていることを特徴とする。
この構成によれば、例えば冷却媒体が逆流しやすい位置や形状など、金属材に対する位置に応じて、或いは金属材の断面形状に応じてガスの噴射量を微妙に調整すること等が可能となり、金属材への適切な加熱と冷却をより確実に確保することができる。
【0011】
本発明の曲げ部材の製造方法は、金属材を進行させ、加熱、冷却して曲げ加工を施す曲げ部材の製造方法であって、前記金属材を進行させながら所定位置で外周から加熱し、前記加熱した金属材の部分に下流側に向かってガスを噴射し、前記ガスを噴射した金属材の部分に下流側に向かって液状の冷却媒体を噴射する工程を備えることを特徴とする。
この構成によれば、例えば金属材の上側に凹部が形成されている場合等に、冷却部から冷却水を金属材に噴射した際に、液状の冷却媒体の金属材に沿って逆流することや金属材上で貯留することを防止し、金属材に曲げ加工に必要な十分な加熱を行うことができる。更に、例えば金属材を下向き以外の方向に曲げた場合にも、液状の冷却媒体が逆流すること等を防止することができるので、金属材の曲げ方向の制限を無くすことができる。更に、液状の冷却媒体とガスの双方で金属材を冷却することも可能となるから、金属材に必要十分な冷却をより確実に行うことができる。
【発明の効果】
【0012】
本発明によれば、金属材を進行させ、金属材を加熱して液状の冷却媒体を噴射して冷却し、曲げ加工を施す際に、液状の冷却媒体の金属材に沿った逆流や金属材上での貯留を防止し、金属材に曲げ加工に必要な十分な加熱を行うことができると共に、金属材の曲げ方向の制限を無くすことができる。
【図面の簡単な説明】
【0013】
【図1】本発明による第1実施形態の金属材の曲げ加工装置の装置構成を示す構成説明図。
【図2】第1実施形態の金属材の曲げ加工装置の正面視の一部を示す断面説明図。
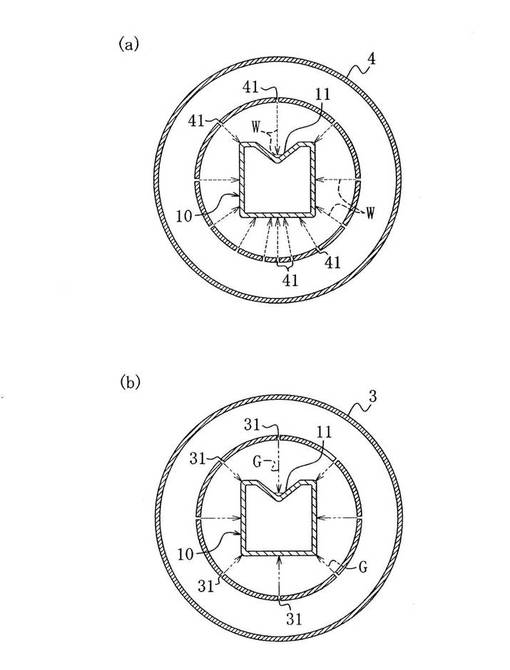
【図3】(a)は図2のA−A線断面図、(b)は図2のB−B線断面図。
【図4】本発明による第2実施形態の金属材の曲げ加工装置の正面視の一部を示す断面説明図。
【図5】(a)及び(b)は金属材の変形例を示す断面図。
【発明を実施するための形態】
【0014】
本発明による実施形態の金属材の曲げ加工装置及び曲げ部材の製造方法について説明する。
【0015】
〔第1実施形態の金属材の曲げ加工装置及び曲げ部材の製造方法〕
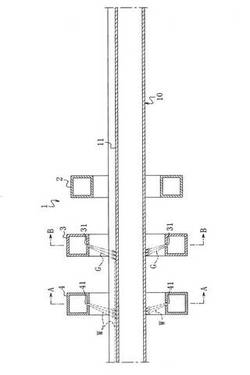
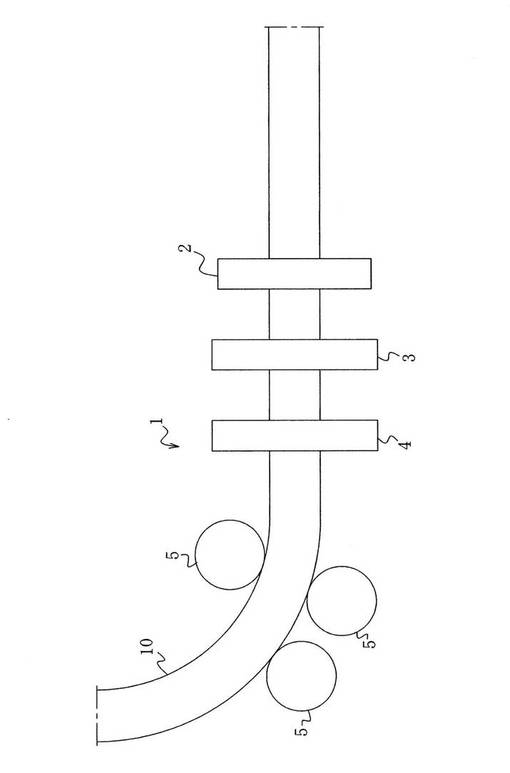
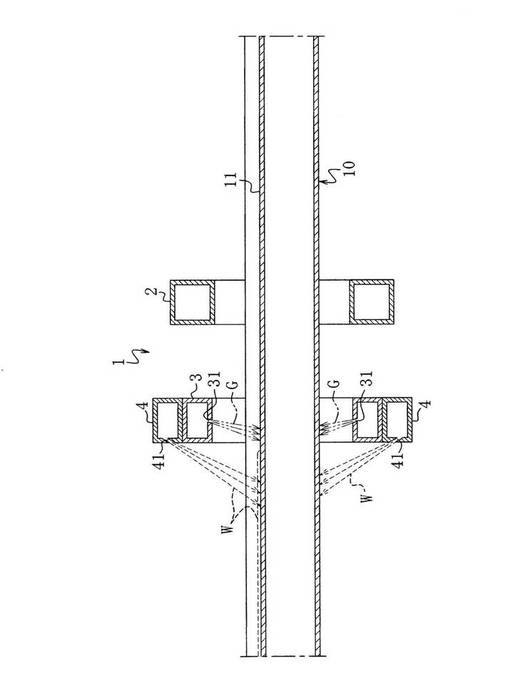
第1実施形態の金属材の曲げ加工装置1は、図1〜図3に示すように、金属材10を進行させ、加熱、冷却して曲げ加工を施す装置であり、進行する金属材10の外周にリング状に設けられ、金属材10を外周から加熱する加熱部である高周波加熱コイル2と、金属材10の進行方向における高周波加熱コイル2より下流側の位置で、金属材10の外周にリング状に設けられるガス噴射部3と、金属材10の進行方向におけるガス噴射部3より下流側の位置で、金属材10の外周にリング状に設けられる冷却部4と、金属材10の進行方向における冷却部4より下流側の位置で、金属材10を押圧して曲げる押圧ローラ5を備え、高周波加熱コイル10より上流側で図示省略する押出ローラ等の押出機構により進行される金属材10を曲げ加工するようになっている。
【0016】
冷却部4は、進行方向における高周波加熱コイル2で加熱される金属材10の位置より下流側の位置で、液状の冷却媒体である冷却水Wを金属材10に噴射して冷却する構成である。リング状の冷却部4の内周面には、図2及び図3(a)に示すように、複数の冷却水噴射口41が周方向に間隔を開けて配置され、各冷却水噴射口41から冷却水Wが金属材10の外周に噴射される。
【0017】
冷却水噴射口41の壁面は、金属材10の進行方向の下流側に向かって傾斜するように設けられており、その下流側に向かって若干斜めに冷却水Wが噴射される。また、冷却水噴射口41は、金属材10の下側に対応する領域で、設置間隔を短くして高密度で多数設けられており、金属材10の下側に対応する冷却水Wの噴射量が、金属材10の上側に対応する冷却水Wの噴射量より多くなるようになっている。
【0018】
ガス噴射部3は、金属材10における加熱位置と冷却位置との間の位置で、金属材10の外周に、冷却水Wを進行方向の下流側に押すようにエア等のガスを噴射する構成である。リング状のガス噴射部3の内周面には、図2及び図3(b)に示すように、複数のガス噴射口31が周方向に間隔を開けて配置され、各ガス噴射口31からガスGが金属材10の外周に噴射される。
【0019】
ガス噴射口31の壁面は、金属材10の進行方向の下流側に向かって傾斜するように設けられており、その下流側に向かって若干斜めにガスGが噴射される。ガスGの噴射圧、噴射量は、少なくとも下流側で金属材10に噴射されている冷却水Wが、後述の如く金属材10におけるガスGの噴射箇所より上流側に流れないように調整して設定される。また、ガス噴射口31は、その設置間隔を図示例では周方向に略等間隔にして形成され、金属材10の外周に対して略均一の量でガスGを噴射するようになっている。
【0020】
第1実施形態の金属材の曲げ加工装置1により、断面視略矩形の筒状で断面視V字形の凹溝11が形成されている金属材10に曲げ加工を施して曲げ部材を製造する際には、図示省略する押出機構により金属材10を進行させ、金属材10の進行方向における所定位置に設けられている高周波加熱コイル10で金属材10を加熱する。
【0021】
そして、金属材10の加熱した部分に、ガス噴射部4で下流側に向かってガスGを噴射すると共に、ガスGが噴射された金属材10の部分に下流側に向かって冷却水Wを噴射し、その下流側に設けられている押圧ロール5で金属材10を押圧して曲げ加工を施す。
【0022】
この際、金属材10の上面側に金属材10の長手方向に沿って凹溝11が形成され、冷却部4で噴射された冷却水Wが凹溝11に沿って上流側に流れるが、ガス噴射部3で噴射されるガスGにより、凹溝11に沿って流れる冷却水Wが下流側に押し戻され、冷却水Wが凹溝11に沿って高周波加熱コイル2による金属材10の加熱部分やその近傍にまで達しないようになっている。
【0023】
第1実施形態の金属材の曲げ加工装置1或いは曲げ部材の製造方法によれば、冷却部4から冷却水Wを金属材10に噴射した際に、冷却水Wが金属材10の凹溝11に沿って逆流して高周波加熱コイル10による金属材10の加熱を妨げることを防止することができ、金属材10に曲げ加工に必要な十分な加熱を行うことができる。従って、金属材10に適切に焼き入れして曲げ加工することが可能となり、高強度な曲げ部材を確実に得ることができる。
【0024】
また、例えば金属材10を下向き以外の方向に曲げた場合にも、冷却水Wが逆流することを防止することができるので、金属材10の曲げ方向の制限を無くし、金属材10の形状に拘わらず、金属材10の曲げ加工の方向の自由度を高めることができる。また、冷却水WとガスGの双方で金属材10を冷却することが可能となるから、金属材10に必要十分な冷却をより確実に行うことができる。
【0025】
また、周方向に設けられる噴射口31、41からガスGと冷却水Wを噴射し、金属材10を周方向に略均一にガスGと冷却水Wの双方で冷却することができ、局所的な冷却を回避し、焼き入れや曲げ加工を適切に施して曲げ部材の品質を高めることができる。また、金属材10の下側に対応する冷却水Wの噴射量を多くすることにより、金属材10の下側に噴射される冷却水Wが重力で落下して金属材10に接触する時間が短いことを補完し、金属材10を周方向により高い均一性で冷却することができる。
【0026】
〔第2実施形態の金属材の曲げ加工装置及び曲げ部材の製造方法〕
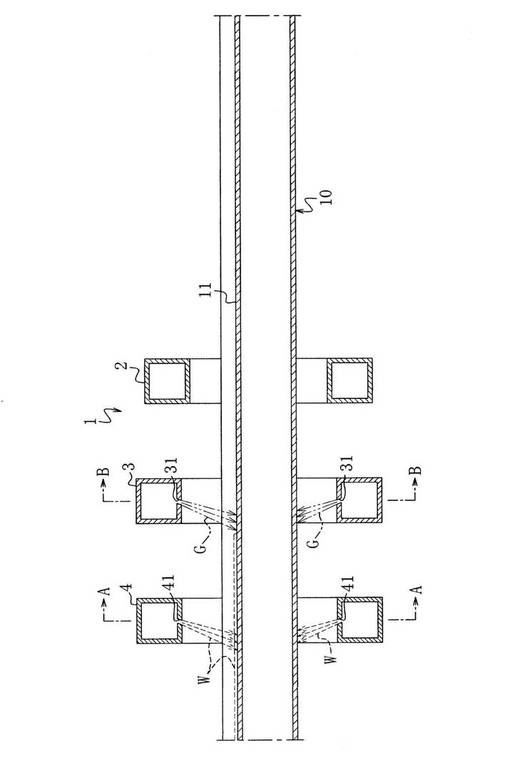
第2実施形態の金属材の曲げ加工装置1は、図4に示すように、ガス噴射部3と冷却部4を一体的に設ける点で第1実施形態と異なり、その他の構成は第1実施形態と同様である。
【0027】
第2実施形態におけるガス噴射部3は、金属材10の進行方向における高周波加熱コイル2より下流側の位置で、金属材10の外周にリング状に設けられ、冷却部4は、ガス噴射部3と同一の位置でガス噴射部3の外周にリング状に設けられる。
【0028】
冷却部4は、第1実施形態と同様に、進行方向における高周波加熱コイル2で加熱される金属材10の位置より下流側の位置で、液状の冷却媒体である冷却水Wを金属材10に噴射して冷却する構成である。リング状の冷却部4における下流側の周状の側面には、複数の冷却水噴射口41が周方向に間隔を開けて配置され、各冷却水噴射口41から冷却水Wが金属材10の外周に噴射される。
【0029】
冷却水噴射口41の壁面は、金属材10の進行方向の下流側に向かって傾斜するように設けられており、その下流側に向かって斜めに冷却水Wが噴射される。また、冷却水噴射口41は、金属材10の下側に対応する領域で、設置間隔を短くして高密度で多数設けられており、金属材10の下側に対応する冷却水Wの噴射量が、金属材10の上側に対応する冷却水Wの噴射量より多くなるようになっている。
【0030】
ガス噴射部3は、金属材10における加熱位置と冷却位置との間の位置で、金属材10の外周に、冷却水Wを進行方向の下流側に押すようにガスを噴射する構成である。リング状のガス噴射部3の内周面には、複数のガス噴射口31が周方向に間隔を開けて配置され、各ガス噴射口31からガスGが金属材10の外周に噴射される。尚、ガス噴射口31の壁面の傾斜、ガスGの若干斜めでの噴射、ガスGの噴射圧の調整、ガス噴射口31の設置間隔、ガスGの周方向における噴射量の構成は、第1実施形態と同様である。
【0031】
第2実施形態の金属材の曲げ加工装置1により、金属材10に曲げ加工を施して曲げ部材を製造する際には、第1実施形態と同様に金属材10を高周波加熱コイル2で加熱し、金属材10の加熱した部分に、ガス噴射部4で下流側に向かってガスGを噴射すると共に、ガスGが噴射された金属材10の部分に下流側に向かって冷却水Wを噴射し、その下流側に設けられている押圧ロール5で金属材10を押圧して曲げ加工を施す。
【0032】
この際、第1実施形態と同様に金属材10の上面側に形成されている凹溝11に沿って、冷却部4で噴射された冷却水Wが上流側に流れるが、ガス噴射部3で噴射されるガスGにより、凹溝11に沿って流れる冷却水Wが下流側に押し戻され、冷却水Wが凹溝11に沿って高周波加熱コイル2による金属材10の加熱部分やその近傍にまで達しないようになっている。
【0033】
第2実施形態の金属材の曲げ加工装置1或いは曲げ部材の製造方法でも、第1実施形態と同様の効果を奏することができる。また、冷却部4とガス噴射部3を一体的に設けることにより、曲げ加工による製造ラインをより短くすることができる。
【0034】
〔実施形態の変形例等〕
本明細書開示の発明は、各発明や各実施形態の構成の他に、適用可能な範囲で、これらの部分的な構成を本明細書開示の他の構成に変更して特定したもの、或いはこれらの構成に本明細書開示の他の構成を付加して特定したもの、或いはこれらの部分的な構成を部分的な作用効果が得られる限度で削除して特定した上位概念化したものを含むものである。そして、下記変形例も包含する。
【0035】
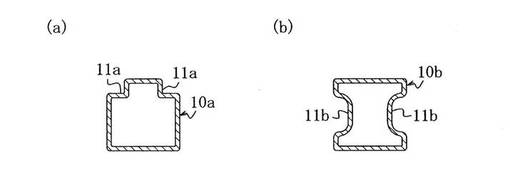
例えば本発明の対象とする金属材は、金属材10の形状以外にも適宜であり、例えば図5(a)の断面視略矩形の筒状で上端両隅部に長手方向に沿って断面視L字形の凹溝11aがそれぞれ形成されている金属材10a、図5(b)の断面視略矩形の筒状で両側面に長手方向に沿って断面視半円形の凹溝11bがそれぞれ形成されている金属材10b、金属材の表面に点状の凹部が形成されている金属材、その他の各種の異形断面の金属材、凹溝や点状の凹部を有しない円筒形など筒状の金属材、中実の金属材等とすることが可能である。これらの各金属材の場合にも、金属材の凹溝11a、11bに沿って冷却水Wが逆流したり、金属材の点状の凹部に冷却水Wが溜まったり、金属材の表面に沿って冷却水Wが逆流することを防止し、金属材に対して必要十分な加熱を確実に行うことができる。
【0036】
また、第1、第2実施形態では、冷却部4による冷却水Wの噴射量を金属材10の下側に対応する部分に対して多めにし、ガス噴射部3によるガスGの噴射量を金属材10の外周に対して略均一の量にしたが、冷却部4による冷却水Wの噴射量を金属材10等の外周に対して略均一の量にする構成、或いは冷却部4による冷却水Wの噴射量とガス噴射部3によるガスGの噴射量の双方を金属材10等の外周に対して略均一の量にする構成等とすることが可能である。また、噴射口31、41の数でなく、噴射口31、41から噴射量を個別に設定する、或いは噴射口31、41の形状を個別に設定する等により、ガスGや冷却水Wの噴射量を調整してもよい。
【0037】
また、噴射口31、41からのガスGや冷却水Wの噴射圧も、各ガス噴射口31による噴射圧、各冷却水噴射口41による噴射圧をそれぞれ同一に設定する構成とする他、噴射口31、41の噴射圧を個別に設定することも可能である。また、ガスGの噴射圧を調整して冷却水Wの金属材10等の表面における位置を制御することにより、金属材10等の冷却を制御するようにすることも可能である。
【0038】
更には、冷却部4が噴射する冷却水Wの噴射量は、例えば金属材10等の外周に対して略均一の所定間隔で配置された各噴射口41に導入されて各噴射口41から噴射される冷却水Wの量を個別に調整可能にする等により、冷却水Wを噴射する噴射位置に応じて調整可能に構成すると好適である。これにより、金属材10等に対する位置に応じて冷却水Wの噴射量を微妙に調整することや、金属材10等の板部が重なり合って冷却しづらい箇所に多くの冷却水Wを噴射するなど、金属材10等の断面形状に応じて冷却水Wの噴射量を微妙に調整すること等が可能となり、金属材10等を周方向により高い均一性で冷却することができる。また、冷却部4が噴射する冷却水Wの噴射圧を、冷却水Wを噴射する噴射位置に応じて調整可能に構成することも可能である。
【0039】
また、ガス噴射部3が噴射するガスGの噴射量も、例えば金属材10等の外周に対して略均一の所定間隔で配置された各噴射口31に導入されて各噴射口31から噴射されるガスGの量を個別に調整可能にする等により、ガスGを噴射する噴射位置に応じて調整可能に構成すると好適である。これにより、例えば冷却水Wが逆流しやすい位置や形状など、金属材10等に対する位置に応じて、或いは金属材10等の断面形状に応じてガスGの噴射量を微妙に調整すること等が可能となり、金属材10等への適切な加熱と冷却をより確実に確保することができる。また、ガス噴射部3が噴射するガスGの噴射圧を、ガスGを噴射する噴射位置に応じて調整可能に構成することも可能である。
【0040】
また、本発明には金属材10等の進行方向における金属材10等の加熱位置より下流側の位置で、金属材10等に液状の冷却媒体を噴射して冷却し、金属材10等の加熱位置と冷却位置との間の位置に、液状の冷却媒体を進行方向下流側に押すようにガスGを噴射する適宜の構成が包含され、例えば冷却水W以外の液状の冷却媒体を用いて冷却する構成、或いは金属材10等の上半分に対応する領域など金属材10等の上側だけにガスGを噴射する構成、或いは金属材10等に対して冷却機能を有しないガスGを噴射する構成等とすることが可能である。
【0041】
また、ガス噴射部3、冷却部4の設置構成は、第1、第2実施形態以外にも本発明の趣旨の範囲内で適宜であり、例えば第1実施形態のガス噴射部3と冷却部4との間に距離を開けずに、ガス噴射部3と冷却部4とを隣接して設け、ガス噴射部3から噴射するガスGの噴射圧、噴射量を冷却水Wが凹溝11に沿って高周波加熱コイル2による加熱部分まで逆流しない構成等としてもよい。
【0042】
また、金属材10等の押出機構、金属材10等に曲げモーメントを付与する曲げ機構は適宜であり、例えば曲げ機構として3次元的に曲げる可動ローラ、金属材10等を保持して曲げるアーム等とすることが可能である。尚、三次元的な曲げ加工を金属材10等に施す場合にも、冷却水Wの逆流を防ぎ、金属材10等に対する必要十分な加熱を行うことができる。
【産業上の利用可能性】
【0043】
本発明は、例えば自動車、建設機械、医療機器、厨房器具の部品等を製造する際に利用することができる。
【符号の説明】
【0044】
1…金属材の曲げ加工装置 2…高周波加熱コイル 3…ガス噴射部 31…ガス噴射口 4…冷却部 41…冷却水噴射口 5…押圧ローラ 10、10a、10b…金属材 11、11a、11b…凹溝 G…ガス W…冷却水
【技術分野】
【0001】
本発明は、金属材を進行させ、加熱、冷却して曲げ加工を施す金属材の曲げ加工装置及び曲げ部材の製造方法に関する。
【背景技術】
【0002】
従来、金属材の曲げ加工する際に、金属材を進行させ、加熱、冷却して曲げ加工を施す装置が知られている。例えば特許文献1には、金属材を上流側から押し出し、下流側の可動ローラダイスで金属材をクランプして可動ローラダイスの位置と移動速度を制御し、可動ローラダイスの入り側で金属材の外周に配置した高周波加熱コイルで、金属材を局部的に塑性変形が可能な温度域で且つ焼入可能な温度域に加熱し、加熱部に曲げモーメントを付与した後、冷却装置の冷却水で急冷する装置が開示されている。
【0003】
また、特許文献2には、金属材を上流側から進行させ、高周波加熱コイルで進行する金属材を加熱し、更に、冷却水又は空気を噴射する冷却装置を設け、加熱した金属材に冷却水又は空気を噴射して冷却すると共に、高周波加熱コイルと冷却装置を通過する金属材をアームで案内する又は曲げロールで押圧することにより曲げ加工する装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−83304号公報
【特許文献2】特開昭50−59263号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記特許文献1、2の曲げ加工装置で金属材を冷却水により冷却する構成では、例えば金属材の上側に凹部が形成されている場合等に、冷却装置から冷却水を金属材に噴射する際に、上流側の高周波加熱コイルで加熱している金属材の部分まで凹部に沿って冷却水が逆流し、或いは凹部に水が溜まること等により、金属材に曲げ加工に必要な十分な加熱を行うことが困難となる。また、金属材の上側に凹部が形成されている場合等には、金属材を上側に曲げると冷却水の逆流が顕著になるため、金属材を曲げる方向も下向きに限定されるという問題もある。
【0006】
本発明は上記課題に鑑み提案するものであって、金属材を進行させ、金属材を加熱して液状の冷却媒体を噴射して冷却し、曲げ加工を施す際に、液状の冷却媒体の金属材に沿った逆流や金属材上での貯留を防止し、金属材に曲げ加工に必要な十分な加熱を行うことができると共に、金属材の曲げ方向の制限を無くすことができる金属材の曲げ加工装置及び曲げ部材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の金属材の曲げ加工装置は、金属材を進行させ、加熱、冷却して曲げ加工を施す金属材の曲げ加工装置であって、前記金属材を外周から加熱する加熱部と、前記進行方向における前記加熱部で加熱される前記金属材の位置より下流側の位置で、前記金属材に液状の冷却媒体を噴射して冷却する冷却部と、前記金属材における前記加熱位置と前記冷却位置との間の位置に、前記冷却媒体を前記進行方向の下流側に押すようにガスを噴射するガス噴射部とを備えることを特徴とする。
この構成によれば、例えば金属材の上側に凹部が形成されている場合等に、冷却部から冷却水を金属材に噴射した際に、液状の冷却媒体の金属材に沿って逆流することや金属材上で貯留することを防止し、金属材に曲げ加工に必要な十分な加熱を行うことができる。更に、例えば金属材を下向き以外の方向に曲げた場合にも、液状の冷却媒体が逆流すること等を防止することができるので、金属材の曲げ方向の制限を無くすことができる。更に、液状の冷却媒体とガスの双方で金属材を冷却することも可能となるから、金属材に必要十分な冷却をより確実に行うことができる。
【0008】
本発明の金属材の曲げ加工装置は、前記冷却部を、周方向に間隔を開けて配置される噴射口から前記冷却媒体を前記金属材の外周に噴射するように設け、前記ガス噴射部を、周方向に間隔を開けて配置される噴射口から前記ガスを前記金属材の外周に噴射するように設けることを特徴とする。
この構成によれば、周方向に設けられる噴射口からガスと液状の冷却媒体を噴射し、金属材を周方向に略均一にガスと冷却媒体で冷却することができ、局所的な冷却を回避し、焼き入れや曲げ加工を適切に施して曲げ部材の品質を高めることができる。
【0009】
本発明の金属材の曲げ加工装置は、前記冷却部が噴射する前記冷却媒体の噴射量が噴射位置に応じて調整可能に構成されていることを特徴とする。
この構成によれば、例えば金属材の下側に噴射される液状の冷却媒体が重力で落下して金属材に接触する時間が短いことを補完するなど、金属材に対する位置に応じて冷却媒体の噴射量を微妙に調整することや、金属材の板部が重なり合って冷却しづらい箇所に多くの冷却媒体を噴射するなど、金属材の断面形状に応じて冷却媒体の噴射量を微妙に調整すること等が可能となり、金属材を周方向により高い均一性で冷却することができる。
【0010】
本発明の金属材の曲げ加工装置は、前記ガス噴射部が噴射する前記ガスの噴射量が噴射位置に応じて調整可能に構成されていることを特徴とする。
この構成によれば、例えば冷却媒体が逆流しやすい位置や形状など、金属材に対する位置に応じて、或いは金属材の断面形状に応じてガスの噴射量を微妙に調整すること等が可能となり、金属材への適切な加熱と冷却をより確実に確保することができる。
【0011】
本発明の曲げ部材の製造方法は、金属材を進行させ、加熱、冷却して曲げ加工を施す曲げ部材の製造方法であって、前記金属材を進行させながら所定位置で外周から加熱し、前記加熱した金属材の部分に下流側に向かってガスを噴射し、前記ガスを噴射した金属材の部分に下流側に向かって液状の冷却媒体を噴射する工程を備えることを特徴とする。
この構成によれば、例えば金属材の上側に凹部が形成されている場合等に、冷却部から冷却水を金属材に噴射した際に、液状の冷却媒体の金属材に沿って逆流することや金属材上で貯留することを防止し、金属材に曲げ加工に必要な十分な加熱を行うことができる。更に、例えば金属材を下向き以外の方向に曲げた場合にも、液状の冷却媒体が逆流すること等を防止することができるので、金属材の曲げ方向の制限を無くすことができる。更に、液状の冷却媒体とガスの双方で金属材を冷却することも可能となるから、金属材に必要十分な冷却をより確実に行うことができる。
【発明の効果】
【0012】
本発明によれば、金属材を進行させ、金属材を加熱して液状の冷却媒体を噴射して冷却し、曲げ加工を施す際に、液状の冷却媒体の金属材に沿った逆流や金属材上での貯留を防止し、金属材に曲げ加工に必要な十分な加熱を行うことができると共に、金属材の曲げ方向の制限を無くすことができる。
【図面の簡単な説明】
【0013】
【図1】本発明による第1実施形態の金属材の曲げ加工装置の装置構成を示す構成説明図。
【図2】第1実施形態の金属材の曲げ加工装置の正面視の一部を示す断面説明図。
【図3】(a)は図2のA−A線断面図、(b)は図2のB−B線断面図。
【図4】本発明による第2実施形態の金属材の曲げ加工装置の正面視の一部を示す断面説明図。
【図5】(a)及び(b)は金属材の変形例を示す断面図。
【発明を実施するための形態】
【0014】
本発明による実施形態の金属材の曲げ加工装置及び曲げ部材の製造方法について説明する。
【0015】
〔第1実施形態の金属材の曲げ加工装置及び曲げ部材の製造方法〕
第1実施形態の金属材の曲げ加工装置1は、図1〜図3に示すように、金属材10を進行させ、加熱、冷却して曲げ加工を施す装置であり、進行する金属材10の外周にリング状に設けられ、金属材10を外周から加熱する加熱部である高周波加熱コイル2と、金属材10の進行方向における高周波加熱コイル2より下流側の位置で、金属材10の外周にリング状に設けられるガス噴射部3と、金属材10の進行方向におけるガス噴射部3より下流側の位置で、金属材10の外周にリング状に設けられる冷却部4と、金属材10の進行方向における冷却部4より下流側の位置で、金属材10を押圧して曲げる押圧ローラ5を備え、高周波加熱コイル10より上流側で図示省略する押出ローラ等の押出機構により進行される金属材10を曲げ加工するようになっている。
【0016】
冷却部4は、進行方向における高周波加熱コイル2で加熱される金属材10の位置より下流側の位置で、液状の冷却媒体である冷却水Wを金属材10に噴射して冷却する構成である。リング状の冷却部4の内周面には、図2及び図3(a)に示すように、複数の冷却水噴射口41が周方向に間隔を開けて配置され、各冷却水噴射口41から冷却水Wが金属材10の外周に噴射される。
【0017】
冷却水噴射口41の壁面は、金属材10の進行方向の下流側に向かって傾斜するように設けられており、その下流側に向かって若干斜めに冷却水Wが噴射される。また、冷却水噴射口41は、金属材10の下側に対応する領域で、設置間隔を短くして高密度で多数設けられており、金属材10の下側に対応する冷却水Wの噴射量が、金属材10の上側に対応する冷却水Wの噴射量より多くなるようになっている。
【0018】
ガス噴射部3は、金属材10における加熱位置と冷却位置との間の位置で、金属材10の外周に、冷却水Wを進行方向の下流側に押すようにエア等のガスを噴射する構成である。リング状のガス噴射部3の内周面には、図2及び図3(b)に示すように、複数のガス噴射口31が周方向に間隔を開けて配置され、各ガス噴射口31からガスGが金属材10の外周に噴射される。
【0019】
ガス噴射口31の壁面は、金属材10の進行方向の下流側に向かって傾斜するように設けられており、その下流側に向かって若干斜めにガスGが噴射される。ガスGの噴射圧、噴射量は、少なくとも下流側で金属材10に噴射されている冷却水Wが、後述の如く金属材10におけるガスGの噴射箇所より上流側に流れないように調整して設定される。また、ガス噴射口31は、その設置間隔を図示例では周方向に略等間隔にして形成され、金属材10の外周に対して略均一の量でガスGを噴射するようになっている。
【0020】
第1実施形態の金属材の曲げ加工装置1により、断面視略矩形の筒状で断面視V字形の凹溝11が形成されている金属材10に曲げ加工を施して曲げ部材を製造する際には、図示省略する押出機構により金属材10を進行させ、金属材10の進行方向における所定位置に設けられている高周波加熱コイル10で金属材10を加熱する。
【0021】
そして、金属材10の加熱した部分に、ガス噴射部4で下流側に向かってガスGを噴射すると共に、ガスGが噴射された金属材10の部分に下流側に向かって冷却水Wを噴射し、その下流側に設けられている押圧ロール5で金属材10を押圧して曲げ加工を施す。
【0022】
この際、金属材10の上面側に金属材10の長手方向に沿って凹溝11が形成され、冷却部4で噴射された冷却水Wが凹溝11に沿って上流側に流れるが、ガス噴射部3で噴射されるガスGにより、凹溝11に沿って流れる冷却水Wが下流側に押し戻され、冷却水Wが凹溝11に沿って高周波加熱コイル2による金属材10の加熱部分やその近傍にまで達しないようになっている。
【0023】
第1実施形態の金属材の曲げ加工装置1或いは曲げ部材の製造方法によれば、冷却部4から冷却水Wを金属材10に噴射した際に、冷却水Wが金属材10の凹溝11に沿って逆流して高周波加熱コイル10による金属材10の加熱を妨げることを防止することができ、金属材10に曲げ加工に必要な十分な加熱を行うことができる。従って、金属材10に適切に焼き入れして曲げ加工することが可能となり、高強度な曲げ部材を確実に得ることができる。
【0024】
また、例えば金属材10を下向き以外の方向に曲げた場合にも、冷却水Wが逆流することを防止することができるので、金属材10の曲げ方向の制限を無くし、金属材10の形状に拘わらず、金属材10の曲げ加工の方向の自由度を高めることができる。また、冷却水WとガスGの双方で金属材10を冷却することが可能となるから、金属材10に必要十分な冷却をより確実に行うことができる。
【0025】
また、周方向に設けられる噴射口31、41からガスGと冷却水Wを噴射し、金属材10を周方向に略均一にガスGと冷却水Wの双方で冷却することができ、局所的な冷却を回避し、焼き入れや曲げ加工を適切に施して曲げ部材の品質を高めることができる。また、金属材10の下側に対応する冷却水Wの噴射量を多くすることにより、金属材10の下側に噴射される冷却水Wが重力で落下して金属材10に接触する時間が短いことを補完し、金属材10を周方向により高い均一性で冷却することができる。
【0026】
〔第2実施形態の金属材の曲げ加工装置及び曲げ部材の製造方法〕
第2実施形態の金属材の曲げ加工装置1は、図4に示すように、ガス噴射部3と冷却部4を一体的に設ける点で第1実施形態と異なり、その他の構成は第1実施形態と同様である。
【0027】
第2実施形態におけるガス噴射部3は、金属材10の進行方向における高周波加熱コイル2より下流側の位置で、金属材10の外周にリング状に設けられ、冷却部4は、ガス噴射部3と同一の位置でガス噴射部3の外周にリング状に設けられる。
【0028】
冷却部4は、第1実施形態と同様に、進行方向における高周波加熱コイル2で加熱される金属材10の位置より下流側の位置で、液状の冷却媒体である冷却水Wを金属材10に噴射して冷却する構成である。リング状の冷却部4における下流側の周状の側面には、複数の冷却水噴射口41が周方向に間隔を開けて配置され、各冷却水噴射口41から冷却水Wが金属材10の外周に噴射される。
【0029】
冷却水噴射口41の壁面は、金属材10の進行方向の下流側に向かって傾斜するように設けられており、その下流側に向かって斜めに冷却水Wが噴射される。また、冷却水噴射口41は、金属材10の下側に対応する領域で、設置間隔を短くして高密度で多数設けられており、金属材10の下側に対応する冷却水Wの噴射量が、金属材10の上側に対応する冷却水Wの噴射量より多くなるようになっている。
【0030】
ガス噴射部3は、金属材10における加熱位置と冷却位置との間の位置で、金属材10の外周に、冷却水Wを進行方向の下流側に押すようにガスを噴射する構成である。リング状のガス噴射部3の内周面には、複数のガス噴射口31が周方向に間隔を開けて配置され、各ガス噴射口31からガスGが金属材10の外周に噴射される。尚、ガス噴射口31の壁面の傾斜、ガスGの若干斜めでの噴射、ガスGの噴射圧の調整、ガス噴射口31の設置間隔、ガスGの周方向における噴射量の構成は、第1実施形態と同様である。
【0031】
第2実施形態の金属材の曲げ加工装置1により、金属材10に曲げ加工を施して曲げ部材を製造する際には、第1実施形態と同様に金属材10を高周波加熱コイル2で加熱し、金属材10の加熱した部分に、ガス噴射部4で下流側に向かってガスGを噴射すると共に、ガスGが噴射された金属材10の部分に下流側に向かって冷却水Wを噴射し、その下流側に設けられている押圧ロール5で金属材10を押圧して曲げ加工を施す。
【0032】
この際、第1実施形態と同様に金属材10の上面側に形成されている凹溝11に沿って、冷却部4で噴射された冷却水Wが上流側に流れるが、ガス噴射部3で噴射されるガスGにより、凹溝11に沿って流れる冷却水Wが下流側に押し戻され、冷却水Wが凹溝11に沿って高周波加熱コイル2による金属材10の加熱部分やその近傍にまで達しないようになっている。
【0033】
第2実施形態の金属材の曲げ加工装置1或いは曲げ部材の製造方法でも、第1実施形態と同様の効果を奏することができる。また、冷却部4とガス噴射部3を一体的に設けることにより、曲げ加工による製造ラインをより短くすることができる。
【0034】
〔実施形態の変形例等〕
本明細書開示の発明は、各発明や各実施形態の構成の他に、適用可能な範囲で、これらの部分的な構成を本明細書開示の他の構成に変更して特定したもの、或いはこれらの構成に本明細書開示の他の構成を付加して特定したもの、或いはこれらの部分的な構成を部分的な作用効果が得られる限度で削除して特定した上位概念化したものを含むものである。そして、下記変形例も包含する。
【0035】
例えば本発明の対象とする金属材は、金属材10の形状以外にも適宜であり、例えば図5(a)の断面視略矩形の筒状で上端両隅部に長手方向に沿って断面視L字形の凹溝11aがそれぞれ形成されている金属材10a、図5(b)の断面視略矩形の筒状で両側面に長手方向に沿って断面視半円形の凹溝11bがそれぞれ形成されている金属材10b、金属材の表面に点状の凹部が形成されている金属材、その他の各種の異形断面の金属材、凹溝や点状の凹部を有しない円筒形など筒状の金属材、中実の金属材等とすることが可能である。これらの各金属材の場合にも、金属材の凹溝11a、11bに沿って冷却水Wが逆流したり、金属材の点状の凹部に冷却水Wが溜まったり、金属材の表面に沿って冷却水Wが逆流することを防止し、金属材に対して必要十分な加熱を確実に行うことができる。
【0036】
また、第1、第2実施形態では、冷却部4による冷却水Wの噴射量を金属材10の下側に対応する部分に対して多めにし、ガス噴射部3によるガスGの噴射量を金属材10の外周に対して略均一の量にしたが、冷却部4による冷却水Wの噴射量を金属材10等の外周に対して略均一の量にする構成、或いは冷却部4による冷却水Wの噴射量とガス噴射部3によるガスGの噴射量の双方を金属材10等の外周に対して略均一の量にする構成等とすることが可能である。また、噴射口31、41の数でなく、噴射口31、41から噴射量を個別に設定する、或いは噴射口31、41の形状を個別に設定する等により、ガスGや冷却水Wの噴射量を調整してもよい。
【0037】
また、噴射口31、41からのガスGや冷却水Wの噴射圧も、各ガス噴射口31による噴射圧、各冷却水噴射口41による噴射圧をそれぞれ同一に設定する構成とする他、噴射口31、41の噴射圧を個別に設定することも可能である。また、ガスGの噴射圧を調整して冷却水Wの金属材10等の表面における位置を制御することにより、金属材10等の冷却を制御するようにすることも可能である。
【0038】
更には、冷却部4が噴射する冷却水Wの噴射量は、例えば金属材10等の外周に対して略均一の所定間隔で配置された各噴射口41に導入されて各噴射口41から噴射される冷却水Wの量を個別に調整可能にする等により、冷却水Wを噴射する噴射位置に応じて調整可能に構成すると好適である。これにより、金属材10等に対する位置に応じて冷却水Wの噴射量を微妙に調整することや、金属材10等の板部が重なり合って冷却しづらい箇所に多くの冷却水Wを噴射するなど、金属材10等の断面形状に応じて冷却水Wの噴射量を微妙に調整すること等が可能となり、金属材10等を周方向により高い均一性で冷却することができる。また、冷却部4が噴射する冷却水Wの噴射圧を、冷却水Wを噴射する噴射位置に応じて調整可能に構成することも可能である。
【0039】
また、ガス噴射部3が噴射するガスGの噴射量も、例えば金属材10等の外周に対して略均一の所定間隔で配置された各噴射口31に導入されて各噴射口31から噴射されるガスGの量を個別に調整可能にする等により、ガスGを噴射する噴射位置に応じて調整可能に構成すると好適である。これにより、例えば冷却水Wが逆流しやすい位置や形状など、金属材10等に対する位置に応じて、或いは金属材10等の断面形状に応じてガスGの噴射量を微妙に調整すること等が可能となり、金属材10等への適切な加熱と冷却をより確実に確保することができる。また、ガス噴射部3が噴射するガスGの噴射圧を、ガスGを噴射する噴射位置に応じて調整可能に構成することも可能である。
【0040】
また、本発明には金属材10等の進行方向における金属材10等の加熱位置より下流側の位置で、金属材10等に液状の冷却媒体を噴射して冷却し、金属材10等の加熱位置と冷却位置との間の位置に、液状の冷却媒体を進行方向下流側に押すようにガスGを噴射する適宜の構成が包含され、例えば冷却水W以外の液状の冷却媒体を用いて冷却する構成、或いは金属材10等の上半分に対応する領域など金属材10等の上側だけにガスGを噴射する構成、或いは金属材10等に対して冷却機能を有しないガスGを噴射する構成等とすることが可能である。
【0041】
また、ガス噴射部3、冷却部4の設置構成は、第1、第2実施形態以外にも本発明の趣旨の範囲内で適宜であり、例えば第1実施形態のガス噴射部3と冷却部4との間に距離を開けずに、ガス噴射部3と冷却部4とを隣接して設け、ガス噴射部3から噴射するガスGの噴射圧、噴射量を冷却水Wが凹溝11に沿って高周波加熱コイル2による加熱部分まで逆流しない構成等としてもよい。
【0042】
また、金属材10等の押出機構、金属材10等に曲げモーメントを付与する曲げ機構は適宜であり、例えば曲げ機構として3次元的に曲げる可動ローラ、金属材10等を保持して曲げるアーム等とすることが可能である。尚、三次元的な曲げ加工を金属材10等に施す場合にも、冷却水Wの逆流を防ぎ、金属材10等に対する必要十分な加熱を行うことができる。
【産業上の利用可能性】
【0043】
本発明は、例えば自動車、建設機械、医療機器、厨房器具の部品等を製造する際に利用することができる。
【符号の説明】
【0044】
1…金属材の曲げ加工装置 2…高周波加熱コイル 3…ガス噴射部 31…ガス噴射口 4…冷却部 41…冷却水噴射口 5…押圧ローラ 10、10a、10b…金属材 11、11a、11b…凹溝 G…ガス W…冷却水
【特許請求の範囲】
【請求項1】
金属材を進行させ、加熱、冷却して曲げ加工を施す金属材の曲げ加工装置であって、
前記金属材を外周から加熱する加熱部と、
前記進行方向における前記加熱部で加熱される前記金属材の位置より下流側の位置で、前記金属材に液状の冷却媒体を噴射して冷却する冷却部と、
前記金属材における前記加熱位置と前記冷却位置との間の位置に、前記冷却媒体を前記進行方向の下流側に押すようにガスを噴射するガス噴射部と、
を備えることを特徴とする金属材の曲げ加工装置。
【請求項2】
前記冷却部を、周方向に間隔を開けて配置される噴射口から前記冷却媒体を前記金属材の外周に噴射するように設け、
前記ガス噴射部を、周方向に間隔を開けて配置される噴射口から前記ガスを前記金属材の外周に噴射するように設けることを特徴とする請求項1記載の金属材の曲げ加工装置。
【請求項3】
前記冷却部が噴射する前記冷却媒体の噴射量が噴射位置に応じて調整可能に構成されていることを特徴とする請求項1又は2記載の金属材の曲げ加工装置。
【請求項4】
前記ガス噴射部が噴射する前記ガスの噴射量が噴射位置に応じて調整可能に構成されていることを特徴とする請求項1〜3の何れかに記載の金属材の曲げ加工装置。
【請求項5】
金属材を進行させ、加熱、冷却して曲げ加工を施す曲げ部材の製造方法であって、
前記金属材を進行させながら所定位置で外周から加熱し、
前記加熱した金属材の部分に下流側に向かってガスを噴射し、
前記ガスを噴射した金属材の部分に下流側に向かって液状の冷却媒体を噴射する工程
を備えることを特徴とする曲げ部材の製造方法。
【請求項1】
金属材を進行させ、加熱、冷却して曲げ加工を施す金属材の曲げ加工装置であって、
前記金属材を外周から加熱する加熱部と、
前記進行方向における前記加熱部で加熱される前記金属材の位置より下流側の位置で、前記金属材に液状の冷却媒体を噴射して冷却する冷却部と、
前記金属材における前記加熱位置と前記冷却位置との間の位置に、前記冷却媒体を前記進行方向の下流側に押すようにガスを噴射するガス噴射部と、
を備えることを特徴とする金属材の曲げ加工装置。
【請求項2】
前記冷却部を、周方向に間隔を開けて配置される噴射口から前記冷却媒体を前記金属材の外周に噴射するように設け、
前記ガス噴射部を、周方向に間隔を開けて配置される噴射口から前記ガスを前記金属材の外周に噴射するように設けることを特徴とする請求項1記載の金属材の曲げ加工装置。
【請求項3】
前記冷却部が噴射する前記冷却媒体の噴射量が噴射位置に応じて調整可能に構成されていることを特徴とする請求項1又は2記載の金属材の曲げ加工装置。
【請求項4】
前記ガス噴射部が噴射する前記ガスの噴射量が噴射位置に応じて調整可能に構成されていることを特徴とする請求項1〜3の何れかに記載の金属材の曲げ加工装置。
【請求項5】
金属材を進行させ、加熱、冷却して曲げ加工を施す曲げ部材の製造方法であって、
前記金属材を進行させながら所定位置で外周から加熱し、
前記加熱した金属材の部分に下流側に向かってガスを噴射し、
前記ガスを噴射した金属材の部分に下流側に向かって液状の冷却媒体を噴射する工程
を備えることを特徴とする曲げ部材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−35032(P2013−35032A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−173459(P2011−173459)
【出願日】平成23年8月8日(2011.8.8)
【出願人】(000175766)三恵技研工業株式会社 (50)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月8日(2011.8.8)
【出願人】(000175766)三恵技研工業株式会社 (50)
【Fターム(参考)】
[ Back to top ]