
金属材の溶接方法

【課題】工程を複雑化させることなく熱歪みを抑制することができる金属材の溶接方法を提供する。
【解決手段】この金属材の溶接方法では、外板1と骨部材2との重ね合わせ部分の全長に渡って耐熱性の両面接着テープ部材31を介在させることにより、外板1と骨部材2との仮固定を行っている。したがって、溶接によって仮固定を行う場合とは異なり、仮固定による欠陥の潜在を防止でき、本溶接後に仮溶接部を除去する工程も不要となるので、工程の複雑化を回避できる。また、両面接着テープ部材31による仮固定では、外板1及び骨部材2の熱歪みが生じないことから、本溶接によって形成された接合体の美観が低下するという問題も解消される。
【解決手段】この金属材の溶接方法では、外板1と骨部材2との重ね合わせ部分の全長に渡って耐熱性の両面接着テープ部材31を介在させることにより、外板1と骨部材2との仮固定を行っている。したがって、溶接によって仮固定を行う場合とは異なり、仮固定による欠陥の潜在を防止でき、本溶接後に仮溶接部を除去する工程も不要となるので、工程の複雑化を回避できる。また、両面接着テープ部材31による仮固定では、外板1及び骨部材2の熱歪みが生じないことから、本溶接によって形成された接合体の美観が低下するという問題も解消される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属材の溶接方法に関する。
【背景技術】
【0002】
金属材の溶接形態の一種として、金属材の重ね合わせ部分を溶接する重ね合わせ溶接がある。重ね合わせ溶接の一例として、例えば特許文献1には、2枚の金属板の重ね合わせ部分にレーザ光を照射して溶接を行う方法が開示されている。この方法では、金属板の表面を押さえ付ける支持部をレーザヘッドに取り付けると共に、レーザヘッドに加わる荷重によって変形するスプリングをレーザヘッド内に設けている。レーザヘッドは、スプリングの変形量が所定量となった場合にレーザの焦点が金属板の表面に合うように構成されており、これにより、手動でレーザヘッドを操作する場合であっても簡単に重ね合わせ溶接を実行できるようになっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−087012号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上述した重ね合わせ溶接では、本溶接を行うに先立って金属材同士の位置を決めるための仮固定を行う場合がある。例えばレーザによって重ね合わせ溶接を行う場合では、位置決めした金属材の端部を数箇所で隅肉溶接することによって仮固定を行うことができる。
【0005】
しかしながら、溶接によって仮固定を行う場合、仮固定のための溶接部(仮溶接部)を本溶接の溶接線が通ると溶接部内に欠陥が発生することがある。このため、仮溶接部を避けて溶接線を設定するか、本溶接後に仮溶接部を除去することが必要となり、工程が複雑化してしまうという問題があった。また、仮溶接部は断続溶接であるため、ビードの品質を一定に保つのが困難であり、局所的な急熱急冷によって金属材の熱歪みが生じることから、本溶接によって形成された接合体の美観が低下するという問題もあった。
【0006】
本発明は、上記課題の解決のためになされたものであり、工程を複雑化させることなく熱歪みを抑制することができる金属材の溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題の解決のため、本発明に係る金属材の溶接方法は、第1の金属材と第2の金属材との重ね合わせ部分に沿って溶接部を形成する金属材の溶接方法であって、重ね合わせ部分の全長に渡って耐熱性の両面接着テープ部材を介在させ、第1の金属材と第2の金属材とを両面接着テープ部材によって仮固定した状態で重ね合わせた後、当該重ね合わせ部分に沿って溶接部を形成することを特徴としている。
【0008】
この金属材の溶接方法では、第1の金属材と第2の金属材との重ね合わせ部分の全長に渡って耐熱性の両面接着テープ部材を介在させることにより、第1の金属材と第2の金属材との仮固定を行っている。したがって、溶接によって仮固定を行う場合とは異なり、仮固定による欠陥の潜在を防止でき、本溶接後に仮溶接部を除去する工程も不要となるので、工程の複雑化を回避できる。また、両面接着テープ部材による仮固定では、金属材の熱歪みが生じないことから、本溶接によって形成された接合体の美観が低下するという問題も解消される。
【0009】
また、仮固定の際に、溶接部の溶接予定線と両面接着テープ部材との間に所定の間隔を設けることが好ましい。この場合、本溶接の実行の際、両面接着テープ部材への入熱を抑制できるので、両面接着テープ部材に熱による不具合が生じることを防止できる。
【0010】
また、溶接部をレーザ光の照射によって形成することが好ましい。レーザ光による溶接では、第1の金属材及び第2の金属材への入熱量を抑制できるので、溶接による金属材の変形を抑えることが可能となる。したがって、本溶接によって形成された接合体の美観の向上が図られる。
【発明の効果】
【0011】
本発明によれば、工程を複雑化させることなく熱歪みを抑制することができる。
【図面の簡単な説明】
【0012】
【図1】本発明に係る金属材の溶接方法の一実施形態を示す斜視図である。
【図2】図1の分解斜視図である。
【図3】図1の側面図である。
【発明を実施するための形態】
【0013】
以下、図面を参照しながら、本発明に係る金属材の溶接方法の好適な実施形態について詳細に説明する。
【0014】
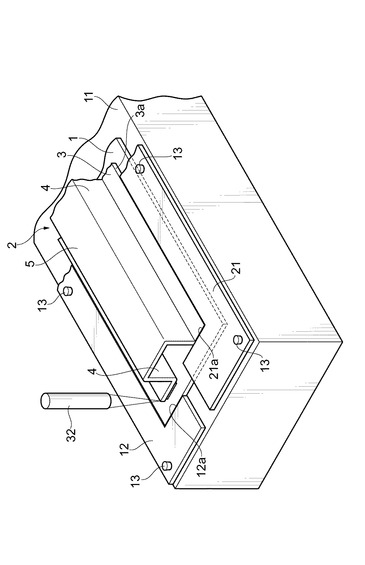
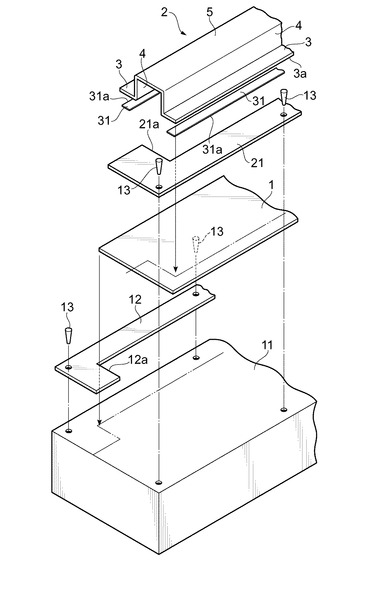
図1は、本発明に係る金属材の溶接方法の一実施形態を示す斜視図である。また、図2は、図1の分解斜視図であり、図3は、その側面図である。図1に示すように、本実施形態に係る金属材の溶接方法では、鉄道車両構体用の外板(第1の金属材)1と、外板1を補強するための骨部材(第2の金属材)2との重ね合わせ部分の隅肉溶接を例示している。
【0015】
外板1は、例えばステンレス鋼によって形成され、厚さ1mm程度の平板状をなしている。また、骨部材2は、例えば外板1と同様のステンレス鋼によって厚さ1mm程度に形成され、外板1に当接する一対のフランジ部3,3と、フランジ部3,3から立ち上がる一対のウェブ部4,4と、ウェブ部4,4間を連結する頂部5とによって断面ハット形状をなしている。
【0016】
このような外板1と骨部材2とを隅肉溶接する場合、まず、定盤11上に外板1用の位置決め治具12を設置する。この外板1用の位置決め治具12は、例えばステンレス鋼によって板状に形成されている。位置決め治具12の一側は、一方の角部を含むように矩形に切り欠かれており、これにより、外板1の一辺及びこれに直交する辺が突き当てられる突当部12aが形成されている。また、位置決め治具12の他側の両角部には、定盤11上に形成された基準孔に対応する挿通孔がそれぞれ設けられている。そして、位置決め治具12の挿通孔の位置を定盤11の基準孔の位置に合わせ、基準孔及び挿通孔にノックピン13を差し込むことにより、位置決め治具12を定盤11にしっかりと固定する。
【0017】
次に、定盤11上に外板1を載置し、外板1の一辺及びこれに直交する辺を位置決め治具12の突当部12aに突き当てる。これにより、定盤11上で外板1が位置決めされる。外板1の位置決めを行った後、定盤11上に骨部材2用の位置決め治具21を設置する。
【0018】
この骨部材2用の位置決め治具21は、外板1用の位置決め治具12と同様に、例えばステンレス鋼によって板状に形成されている。位置決め治具21の一側は、一方の角部を含むように矩形に切り欠かれており、これにより、骨部材2のフランジ部3の長手方向の端部及びこれに直交する端部(外側端部3a)が突き当てられる突当部21aが形成されている。また、位置決め治具21の他側の両角部には、定盤11上に形成された基準孔に対応する挿通孔がそれぞれ設けられている。
【0019】
そして、位置決め治具21の挿通孔の位置を定盤11の基準孔の位置に合わせ、基準孔及び挿通孔にノックピン13を差し込むことにより、突当部21aを外板1の所定位置に位置させると共に、骨部材2を挟んで位置決め治具12の反対側で位置決め治具21を定盤11にしっかりと固定する。
【0020】
位置決め治具21の固定の後、外板1上に骨部材2を載置する。骨部材2の載置にあたっては、まず、骨部材2におけるフランジ部3,3の裏側に、フランジ部3,3の全長に渡って両面接着テープ部材31(図2参照)をそれぞれ貼り付ける。両面接着テープ部材31は、例えば不織布からなる基材の両面に、例えば難燃性アクリル系の接着層を設けることによって形成されている。両面接着テープ部材31の厚さは例えば0.2mm以下であり、引き剥がし粘着力は例えば15N/20mm以上となっている。
【0021】
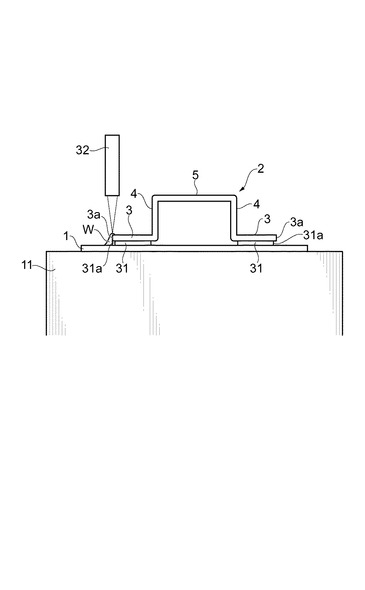
また、両面接着テープ部材31を骨部材2におけるフランジ部3,3の裏側に貼り付けるにあたっては、図3に示すように、両面接着テープ部材31の幅方向の端部31aを、フランジ部3の幅方向の外側端部3aから例えば数mm程度内側に後退させた状態とする。そして、両面接着テープ部材31が貼り付けられた骨部材2の一方のフランジ部3の角部を、位置決め治具21の突当部21aに突き当てながら外板1上に骨部材2を載置する。これにより、外板1上で骨部材2が位置決めされると共に、フランジ部3,3が外板1に重ね合わされた状態で骨部材2が外板1に仮固定される。
【0022】
骨部材2を外板1に仮固定した後、フランジ部3の上方にレーザヘッド32を配置する。そして、フランジ部3の外側端部3aに沿って骨部材2の長手方向にレーザ光を照射し、骨部材2の全長に渡ってフランジ部3の外側端部3aと外板1との間に溶接部Wを形成する。これにより、外板1と骨部材2とが隅肉溶接によって互いに強固に接合される。なお、レーザには、例えば半導体レーザを用いることができる。また、ヘッド走査速度は、例えば3m/min〜6m/minとすることが好ましい。
【0023】
以上説明したように、この金属材の溶接方法では、外板1と骨部材2との重ね合わせ部分の全長に渡って耐熱性の両面接着テープ部材31を介在させることにより、外板1と骨部材2との仮固定を行っている。したがって、溶接によって仮固定を行う場合とは異なり、仮固定による欠陥の潜在を防止でき、本溶接後に仮溶接部を除去する工程も不要となるので、工程の複雑化を回避できる。
【0024】
また、両面接着テープ部材31による仮固定では、外板1及び骨部材2の熱歪みが生じないことから、本溶接によって形成された接合体の美観が低下するという問題も解消される。さらに、両面接着テープ部材31で仮固定を行うことにより、外板1と骨部材2のフランジ部3との重ね合わせ部分の密着性が向上するので、レーザ溶接によって健全な溶接部Wを形成できる。
【0025】
また、本実施形態では、仮固定の際、両面接着テープ部材31をフランジ部3の幅方向の外側端部3aから数mm程度内側に後退させた状態としており、溶接部Wの溶接予定線と両面接着テープ部材31との間に所定の間隔を設けている。これにより、本溶接の実行の際、両面接着テープ部材31への入熱を抑制できるので、両面接着テープ部材31の蒸発によって溶接部W内でブローホールが形成されてしまうといった熱による不具合が生じることを防止できる。
【0026】
また、本実施形態では、溶接部Wをレーザ光の照射によって形成しているので、外板1及び骨部材2への入熱量を抑制でき、溶接による外板1及び骨部材2の変形を抑えることが可能となる。したがって、本溶接によって形成された接合体の美観の向上が図られる。
【0027】
本発明は、上記実施形態に限られるものではない。例えば上述した実施形態では、外板1と骨部材2との隅肉溶接を例示したが、本発明に係る金属材の溶接方法は、隅肉溶接の他にも貫通溶接などに適用できる。この際、両面接着テープ部材31の幅や貼り付け位置などは適宜設定できる。
【符号の説明】
【0028】
1…外板(第1の金属材)、2…骨部材(第2の金属材)、31…両面接着テープ部材、W…溶接部。
【技術分野】
【0001】
本発明は、金属材の溶接方法に関する。
【背景技術】
【0002】
金属材の溶接形態の一種として、金属材の重ね合わせ部分を溶接する重ね合わせ溶接がある。重ね合わせ溶接の一例として、例えば特許文献1には、2枚の金属板の重ね合わせ部分にレーザ光を照射して溶接を行う方法が開示されている。この方法では、金属板の表面を押さえ付ける支持部をレーザヘッドに取り付けると共に、レーザヘッドに加わる荷重によって変形するスプリングをレーザヘッド内に設けている。レーザヘッドは、スプリングの変形量が所定量となった場合にレーザの焦点が金属板の表面に合うように構成されており、これにより、手動でレーザヘッドを操作する場合であっても簡単に重ね合わせ溶接を実行できるようになっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−087012号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上述した重ね合わせ溶接では、本溶接を行うに先立って金属材同士の位置を決めるための仮固定を行う場合がある。例えばレーザによって重ね合わせ溶接を行う場合では、位置決めした金属材の端部を数箇所で隅肉溶接することによって仮固定を行うことができる。
【0005】
しかしながら、溶接によって仮固定を行う場合、仮固定のための溶接部(仮溶接部)を本溶接の溶接線が通ると溶接部内に欠陥が発生することがある。このため、仮溶接部を避けて溶接線を設定するか、本溶接後に仮溶接部を除去することが必要となり、工程が複雑化してしまうという問題があった。また、仮溶接部は断続溶接であるため、ビードの品質を一定に保つのが困難であり、局所的な急熱急冷によって金属材の熱歪みが生じることから、本溶接によって形成された接合体の美観が低下するという問題もあった。
【0006】
本発明は、上記課題の解決のためになされたものであり、工程を複雑化させることなく熱歪みを抑制することができる金属材の溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題の解決のため、本発明に係る金属材の溶接方法は、第1の金属材と第2の金属材との重ね合わせ部分に沿って溶接部を形成する金属材の溶接方法であって、重ね合わせ部分の全長に渡って耐熱性の両面接着テープ部材を介在させ、第1の金属材と第2の金属材とを両面接着テープ部材によって仮固定した状態で重ね合わせた後、当該重ね合わせ部分に沿って溶接部を形成することを特徴としている。
【0008】
この金属材の溶接方法では、第1の金属材と第2の金属材との重ね合わせ部分の全長に渡って耐熱性の両面接着テープ部材を介在させることにより、第1の金属材と第2の金属材との仮固定を行っている。したがって、溶接によって仮固定を行う場合とは異なり、仮固定による欠陥の潜在を防止でき、本溶接後に仮溶接部を除去する工程も不要となるので、工程の複雑化を回避できる。また、両面接着テープ部材による仮固定では、金属材の熱歪みが生じないことから、本溶接によって形成された接合体の美観が低下するという問題も解消される。
【0009】
また、仮固定の際に、溶接部の溶接予定線と両面接着テープ部材との間に所定の間隔を設けることが好ましい。この場合、本溶接の実行の際、両面接着テープ部材への入熱を抑制できるので、両面接着テープ部材に熱による不具合が生じることを防止できる。
【0010】
また、溶接部をレーザ光の照射によって形成することが好ましい。レーザ光による溶接では、第1の金属材及び第2の金属材への入熱量を抑制できるので、溶接による金属材の変形を抑えることが可能となる。したがって、本溶接によって形成された接合体の美観の向上が図られる。
【発明の効果】
【0011】
本発明によれば、工程を複雑化させることなく熱歪みを抑制することができる。
【図面の簡単な説明】
【0012】
【図1】本発明に係る金属材の溶接方法の一実施形態を示す斜視図である。
【図2】図1の分解斜視図である。
【図3】図1の側面図である。
【発明を実施するための形態】
【0013】
以下、図面を参照しながら、本発明に係る金属材の溶接方法の好適な実施形態について詳細に説明する。
【0014】
図1は、本発明に係る金属材の溶接方法の一実施形態を示す斜視図である。また、図2は、図1の分解斜視図であり、図3は、その側面図である。図1に示すように、本実施形態に係る金属材の溶接方法では、鉄道車両構体用の外板(第1の金属材)1と、外板1を補強するための骨部材(第2の金属材)2との重ね合わせ部分の隅肉溶接を例示している。
【0015】
外板1は、例えばステンレス鋼によって形成され、厚さ1mm程度の平板状をなしている。また、骨部材2は、例えば外板1と同様のステンレス鋼によって厚さ1mm程度に形成され、外板1に当接する一対のフランジ部3,3と、フランジ部3,3から立ち上がる一対のウェブ部4,4と、ウェブ部4,4間を連結する頂部5とによって断面ハット形状をなしている。
【0016】
このような外板1と骨部材2とを隅肉溶接する場合、まず、定盤11上に外板1用の位置決め治具12を設置する。この外板1用の位置決め治具12は、例えばステンレス鋼によって板状に形成されている。位置決め治具12の一側は、一方の角部を含むように矩形に切り欠かれており、これにより、外板1の一辺及びこれに直交する辺が突き当てられる突当部12aが形成されている。また、位置決め治具12の他側の両角部には、定盤11上に形成された基準孔に対応する挿通孔がそれぞれ設けられている。そして、位置決め治具12の挿通孔の位置を定盤11の基準孔の位置に合わせ、基準孔及び挿通孔にノックピン13を差し込むことにより、位置決め治具12を定盤11にしっかりと固定する。
【0017】
次に、定盤11上に外板1を載置し、外板1の一辺及びこれに直交する辺を位置決め治具12の突当部12aに突き当てる。これにより、定盤11上で外板1が位置決めされる。外板1の位置決めを行った後、定盤11上に骨部材2用の位置決め治具21を設置する。
【0018】
この骨部材2用の位置決め治具21は、外板1用の位置決め治具12と同様に、例えばステンレス鋼によって板状に形成されている。位置決め治具21の一側は、一方の角部を含むように矩形に切り欠かれており、これにより、骨部材2のフランジ部3の長手方向の端部及びこれに直交する端部(外側端部3a)が突き当てられる突当部21aが形成されている。また、位置決め治具21の他側の両角部には、定盤11上に形成された基準孔に対応する挿通孔がそれぞれ設けられている。
【0019】
そして、位置決め治具21の挿通孔の位置を定盤11の基準孔の位置に合わせ、基準孔及び挿通孔にノックピン13を差し込むことにより、突当部21aを外板1の所定位置に位置させると共に、骨部材2を挟んで位置決め治具12の反対側で位置決め治具21を定盤11にしっかりと固定する。
【0020】
位置決め治具21の固定の後、外板1上に骨部材2を載置する。骨部材2の載置にあたっては、まず、骨部材2におけるフランジ部3,3の裏側に、フランジ部3,3の全長に渡って両面接着テープ部材31(図2参照)をそれぞれ貼り付ける。両面接着テープ部材31は、例えば不織布からなる基材の両面に、例えば難燃性アクリル系の接着層を設けることによって形成されている。両面接着テープ部材31の厚さは例えば0.2mm以下であり、引き剥がし粘着力は例えば15N/20mm以上となっている。
【0021】
また、両面接着テープ部材31を骨部材2におけるフランジ部3,3の裏側に貼り付けるにあたっては、図3に示すように、両面接着テープ部材31の幅方向の端部31aを、フランジ部3の幅方向の外側端部3aから例えば数mm程度内側に後退させた状態とする。そして、両面接着テープ部材31が貼り付けられた骨部材2の一方のフランジ部3の角部を、位置決め治具21の突当部21aに突き当てながら外板1上に骨部材2を載置する。これにより、外板1上で骨部材2が位置決めされると共に、フランジ部3,3が外板1に重ね合わされた状態で骨部材2が外板1に仮固定される。
【0022】
骨部材2を外板1に仮固定した後、フランジ部3の上方にレーザヘッド32を配置する。そして、フランジ部3の外側端部3aに沿って骨部材2の長手方向にレーザ光を照射し、骨部材2の全長に渡ってフランジ部3の外側端部3aと外板1との間に溶接部Wを形成する。これにより、外板1と骨部材2とが隅肉溶接によって互いに強固に接合される。なお、レーザには、例えば半導体レーザを用いることができる。また、ヘッド走査速度は、例えば3m/min〜6m/minとすることが好ましい。
【0023】
以上説明したように、この金属材の溶接方法では、外板1と骨部材2との重ね合わせ部分の全長に渡って耐熱性の両面接着テープ部材31を介在させることにより、外板1と骨部材2との仮固定を行っている。したがって、溶接によって仮固定を行う場合とは異なり、仮固定による欠陥の潜在を防止でき、本溶接後に仮溶接部を除去する工程も不要となるので、工程の複雑化を回避できる。
【0024】
また、両面接着テープ部材31による仮固定では、外板1及び骨部材2の熱歪みが生じないことから、本溶接によって形成された接合体の美観が低下するという問題も解消される。さらに、両面接着テープ部材31で仮固定を行うことにより、外板1と骨部材2のフランジ部3との重ね合わせ部分の密着性が向上するので、レーザ溶接によって健全な溶接部Wを形成できる。
【0025】
また、本実施形態では、仮固定の際、両面接着テープ部材31をフランジ部3の幅方向の外側端部3aから数mm程度内側に後退させた状態としており、溶接部Wの溶接予定線と両面接着テープ部材31との間に所定の間隔を設けている。これにより、本溶接の実行の際、両面接着テープ部材31への入熱を抑制できるので、両面接着テープ部材31の蒸発によって溶接部W内でブローホールが形成されてしまうといった熱による不具合が生じることを防止できる。
【0026】
また、本実施形態では、溶接部Wをレーザ光の照射によって形成しているので、外板1及び骨部材2への入熱量を抑制でき、溶接による外板1及び骨部材2の変形を抑えることが可能となる。したがって、本溶接によって形成された接合体の美観の向上が図られる。
【0027】
本発明は、上記実施形態に限られるものではない。例えば上述した実施形態では、外板1と骨部材2との隅肉溶接を例示したが、本発明に係る金属材の溶接方法は、隅肉溶接の他にも貫通溶接などに適用できる。この際、両面接着テープ部材31の幅や貼り付け位置などは適宜設定できる。
【符号の説明】
【0028】
1…外板(第1の金属材)、2…骨部材(第2の金属材)、31…両面接着テープ部材、W…溶接部。
【特許請求の範囲】
【請求項1】
第1の金属材と第2の金属材との重ね合わせ部分に沿って溶接部を形成する金属材の溶接方法であって、
前記重ね合わせ部分の全長に渡って耐熱性の両面接着テープ部材を介在させ、前記第1の金属材と前記第2の金属材とを前記両面接着テープ部材によって仮固定した状態で重ね合わせた後、当該重ね合わせ部分に沿って前記溶接部を形成することを特徴とする金属材の溶接方法。
【請求項2】
前記仮固定の際に、前記溶接部の溶接予定線と前記両面接着テープ部材との間に所定の間隔を設けることを特徴とする請求項1記載の金属材の溶接方法。
【請求項3】
前記溶接部をレーザ光の照射によって形成することを特徴とする請求項1又は2記載の金属材の溶接方法。
【請求項1】
第1の金属材と第2の金属材との重ね合わせ部分に沿って溶接部を形成する金属材の溶接方法であって、
前記重ね合わせ部分の全長に渡って耐熱性の両面接着テープ部材を介在させ、前記第1の金属材と前記第2の金属材とを前記両面接着テープ部材によって仮固定した状態で重ね合わせた後、当該重ね合わせ部分に沿って前記溶接部を形成することを特徴とする金属材の溶接方法。
【請求項2】
前記仮固定の際に、前記溶接部の溶接予定線と前記両面接着テープ部材との間に所定の間隔を設けることを特徴とする請求項1記載の金属材の溶接方法。
【請求項3】
前記溶接部をレーザ光の照射によって形成することを特徴とする請求項1又は2記載の金属材の溶接方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−88203(P2011−88203A)
【公開日】平成23年5月6日(2011.5.6)
【国際特許分類】
【出願番号】特願2009−245608(P2009−245608)
【出願日】平成21年10月26日(2009.10.26)
【出願人】(000003377)東急車輛製造株式会社 (332)
【Fターム(参考)】
【公開日】平成23年5月6日(2011.5.6)
【国際特許分類】
【出願日】平成21年10月26日(2009.10.26)
【出願人】(000003377)東急車輛製造株式会社 (332)
【Fターム(参考)】
[ Back to top ]