
金属板部材の一体化突起結合部材
【課題】金属板部材の一体化突起結合部材を提供する。
【解決手段】金属板部材の表面に結合部材を設けられ、結合部材は金属板部材の表面に側板を一体に延在させることにより、側板と金属板部材との間に位置決め空間が形成される。側板は湾曲度に形成されており、結合部材によって金属板部材の結合力を向上し、側板によって多方向性の係止働きを提供される。
【解決手段】金属板部材の表面に結合部材を設けられ、結合部材は金属板部材の表面に側板を一体に延在させることにより、側板と金属板部材との間に位置決め空間が形成される。側板は湾曲度に形成されており、結合部材によって金属板部材の結合力を向上し、側板によって多方向性の係止働きを提供される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は一種の金属板部材の一体化突起結合部材に関し、特に金属板部材の表面に接合力を向上でき、かつ多方向性の係止働きを形成する結合部材に関する。
【背景技術】
【0002】
電子製品が日進月歩に発展し、主な設計理念は軽薄短小であるため、多くの電子製品(たとえば、携帯電話機、ノートパソコン、携帯型情報端末など)は使用者が便利に携帯できる。しかし、使用者の携帯の便利を図るため、この種の電子製品の重量を軽減する必要がある。多く見かけるやり方として、金属製の薄板より形成された金属板部材の内部に支持部材を接続させ、この支持部材によって金属板部材の変形耐力が提供されるほか、全体の重量を軽減できる。この種の金属板部材金部材は製品を保護できるほか、電気メッキ加工、焼付け塗装などの外観処理が便利のため、多くの電子製品のケーシングに金属板部材が使用されている。
【0003】
公知技術の支え部材を金属板部材の内部に設ける方法は、たいていは両者の間に接着剤を塗布することによって、金属板部材とプラスチック板部材と緊密に接着されている。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、この種のやり方は以下の欠点および不便がある。
【0005】
イ、接着剤が硬化された後(一部の液体の揮発による)体積が減縮し、金属板部材とプラスチック板部材との間に隙間ができ、良品率が低下される。
【0006】
ロ、電子製品のケーシングには、めくり上げて使用の必要がある。さらに、使用者がめくり上げるとき、ケーシングの一カ所を掴みまたは回して、ケーシングをめくり上げなければならない。よって、金属板部材とプラスチック板部材との間のねじり力により、力の不均衡を引き起し、接着剤はねじり力によって剥離され、ケーシングを破損させるおそれがある。
【0007】
ハ、金属板部材とプラスチック部材とを結合するときには、接着剤の硬化が先決条件であるため、加工時間が長く、生産に不便をきたす。さらに、接着剤使用のコストが高く、電子製品の売価に転嫁されるため、製品全体価格のアップにより、消費者の購買意欲を低下させている。
【0008】
さらに、電子素子を電子製品のケーシングに取り付けるとき、たいていは締め付けまたは組み込み方式が使われている。また、組立の便利を図るため、ケーシングに柱体を設けて電子素子をケーシングに締め付けまたは組み込まれている。そして、ケーシングは金属板部材のとき、金属製の柱体にスポット溶接または接着方式により金属板部材に固定されている。しかし、スポット溶接には金属板部材の表面に溶接跡が残り、金属板部材表面の美観性を損なわれるほか、その後の生産工程の処理が難しいなど問題がある。一方、接着方式の場合は、接着剤の硬化を待つ必要があり、加工時間が長くなり、不便のほか、接着剤使用のコストは高く、製品全体価格のアップにより、消費者の購買意欲を低下させている。
【課題を解決するための手段】
【0009】
本発明の主な目的は、金属板部材の表面に結合部材を設けることにより、金属板部材の接合力を向上させ、多方向性の係止働きを発揮させる。
前記目的を達成するため、金属板部材の表面に結合部材を設け、結合部材は金属板部材の表面に側板を一体に延在させることにより、側板と金属板部材との間に位置決め空間を形成する。側板は湾曲度に形成されており、結合部材によって金属板部材の結合力を向上し、側板によって多方向性の係止働きを提供される。
【図面の簡単な説明】
【0010】
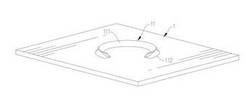
【図1】本発明の実施例1による立体外観図である。
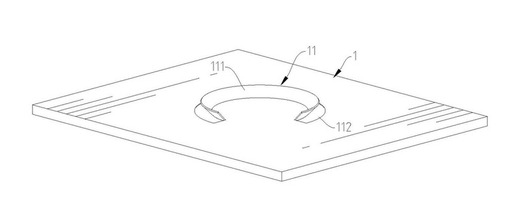
【図2】本発明の実施例2による立体外観図である。
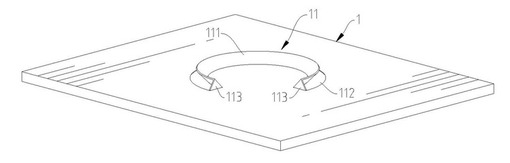
【図3】本発明の実施例3による立体外観図である。
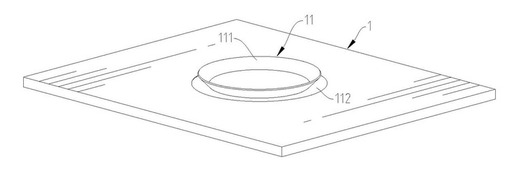
【図4】本発明の実施例4による立体外観図である。
【図5】本発明の実施例5による立体外観図である。
【図6】本発明の実施例6による立体外観図である。
【図7】本発明の実施例7による立体外観図である。
【図8】本発明の実施例8による立体外観図である。
【図9】本発明の実施例9による立体外観図である。
【図10】本発明の実施例10による立体外観図である。
【図11】本発明による結合プラスチック柱の側視断面図(その1)である。
【図12】本発明による結合プラスチック柱の側視断面図(その2)である。
【図13】本発明による結合プラスチック柱の立体外観図である。
【図14】本発明による多層板部材の側視断面図である。
【図15】本発明による多層板部材の立体外観図である。
【図16】本発明の射出成形結合板の側視断面図である。
【図17】本発明の射出成形結合板の立体外観図である。
【発明を実施するための形態】
【0011】
以下、添付図面を参照して本発明の実施の形態を詳細に説明する。
【実施例】
【0012】
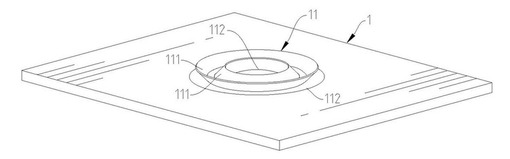
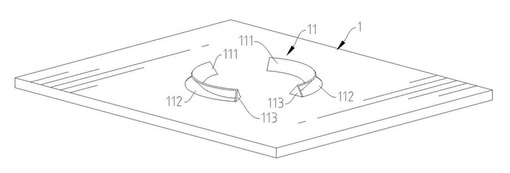
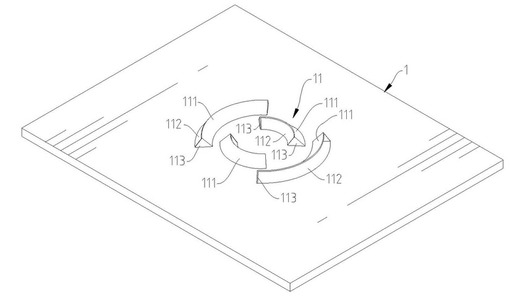
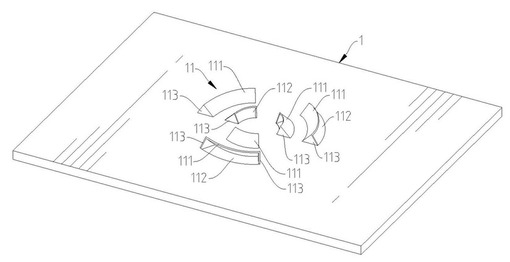
図1と図2を参照する。図1から明かのように、本発明は金属板部材1の表面に結合部材11を設けられ、結合部材11は金属板部材1の表面に側板111を一体に延在させることにより、側板111と金属板部材1との間に位置決め空間112が形成される。側板111と金属板部材1の表面に鋭角を形成する。側板111を成形するときに、金属加工機のバイトをいったん斜めに切り込んだ後に回転しながら繰り出し、湾曲度を形成する。図2に示すように、側板111と金属板部材1との接続場所が隣接する両側に、それぞれ金属板部材1に向かって翼板113を延在され、翼板113の末端部を金属板部材1に接続することにより、翼板113によって側板111の変形耐性が向上される。
【0013】
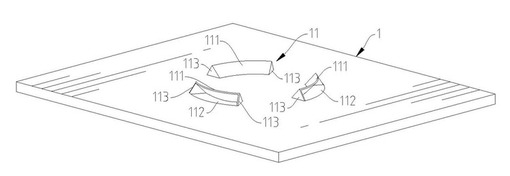
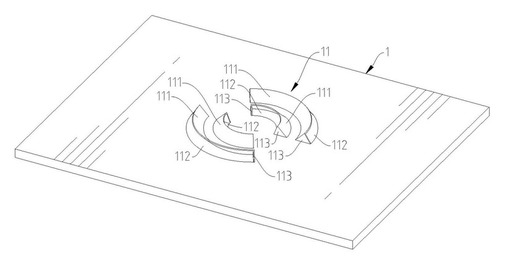
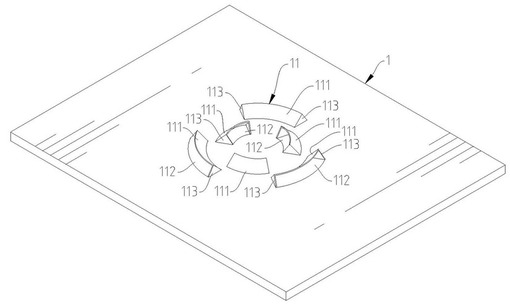
図3と図4を参照する。図から明かのように、側板111と金属板部材1との間に、同じく位置決め空間112を設けられている。側板111を成形するときに、金属加工機のバイトをいったん斜めに切り込んだ後に回転しながら繰り出し、位置決め空間112を互いに連絡させ、連絡された輪状の側板111を形成する。引き続き、図4を参照する。結合部材11は一つ以上の同心間隔にて金属板部材1の表面に配列され、隣接する2つの結合部材11の側板111は互いに反対方向に延在されている。
【0014】
図5ないし10を参照する。図5と図6から明かのように、結合部材11は一つ以上の輪状を間隔に置き金属板部材1の表面に配列されている。さらに、図7ないし10から明かのように、結合部材11は一つ以上の同心間隔にて金属板部材1の表面に配列されている。隣接する2つの結合部材11の側板111は互いに反対方向に延在されており、かつ隣接する2つの結合部材11は交差して設けることができる。
【0015】
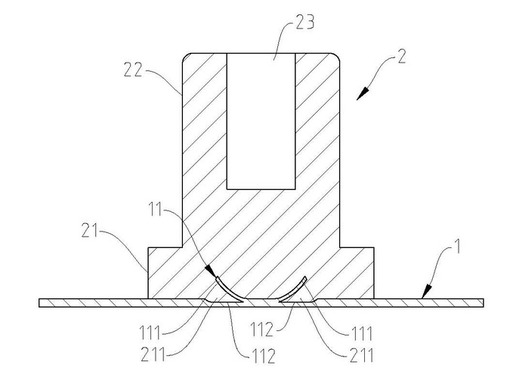
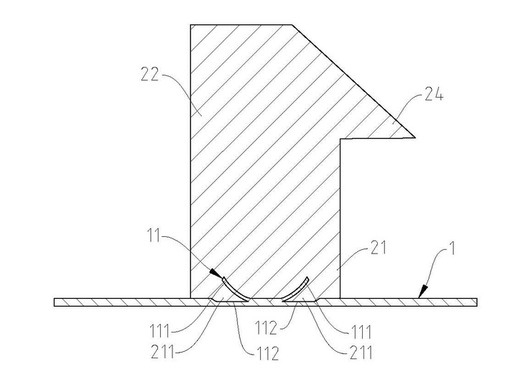
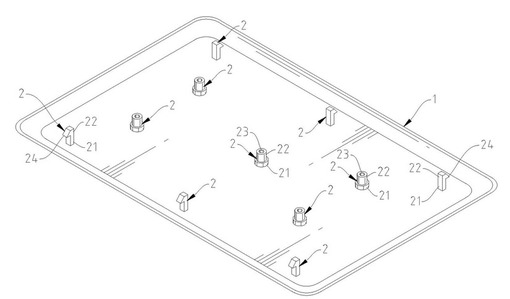
図5、図11ないし13を参照する。図から明かのように、金属板部材1に電子素子を締め付けまたは組み込みするため、金属板部材1の表面にプラスチック柱2を設けるには、金属加工機のバイトにより複数の結合部材11を金属板部材1上に加工し、金属板部材1を射出成形機に取付け、プラスチック材料は射出成形機でインサート成形(INSERT MOLDING)によってプラスチック柱2を結合部材11に成形させる。プラスチック柱2を金属板部材1に成形された後、プラスチック柱2の連結部21がそれぞれ接合部12の側板121に囲み、かつ位置決め空間112に係止部211が形成される。側板111は成形のとき、湾曲度を形成されているため、側板111はそれぞれ係止部211に対して多方向性の係止働きを形成し、金属板部材1とプラスチック柱2と緊密に結合される。プラスチック柱2は連結部21の遠端に突き合わせ部22を形成し、突き合わせ部22に固定穴23またはほぞ24を設け、プラスチック柱2の突き合わせ部22に他の素子の連結できる。
【0016】
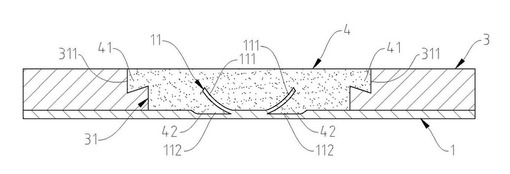
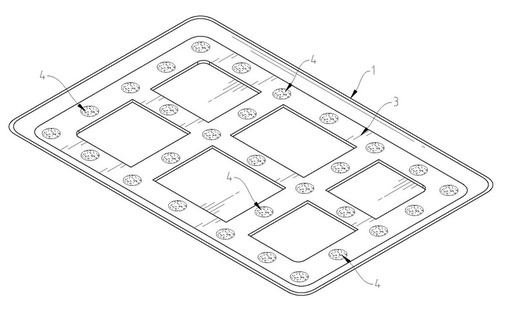
図5、14と15を参照する。図から明かのように金属板部材1の表面に板部材3を連結するとき、まず、金属加工機のバイトによって複数の結合部材11を金属板部材1の表面に加工しておき、板部材3は上部表面と下部表面を貫通された収容溝31を備え、収容溝31の上部表面と下部表面との間に段差状の外部延在空間311を形成され、かつ上部表面付近部の収容溝31の横方向の断面積は、下部表面付近部の収容溝31の横方向の断面積より大きい。これにより、金属板部材1と板部材3とを結合固定するとき、まず板部材3を金属板部材1の表面に取付け、板部材3の収容溝31を結合部件11の真向かい側に置き、結合部材11を収容溝31に位置させる。このとき、固化される前の固化接着剤4を板部材3の収容溝31に充填させ、固化接着剤4が固化した後に、外部延在空間311の内部に第1係止部41が形成される。一方、結合部材11の位置決め空間112を第2係止部42に形成させ、固化接着剤4の第2係止部42を位置決め空間112に形成させる。よって、固化接著劑4は金属板部材1の表面に密着される。さらに、側板111は成形するときに、湾曲度を形成されているため、それぞれの側板111は第2係止部42に対して多方向性の係止働きが形成される。また、収容溝31の外部延在空間311によって、上部表面付近部の収容溝31の横方向の断面積は下部表面付近部の収容溝31の横方向の断面積より大きいため、固化接着剤4が外部延在空間311に形成される第1係止部41は板部材3を金属板部材1の遠端方向に離脱できなくなり、板部材3を金属板部材1の表面で安定に結合することができる。さらに、固化接着剤4は流体であり、反応後に固化される。固化接着剤4はたとえば、熱硬化性プラスチック、熱可塑性プラスチック材料、紫外線硬化性樹脂などの高分子部材を使用できる。
【0017】
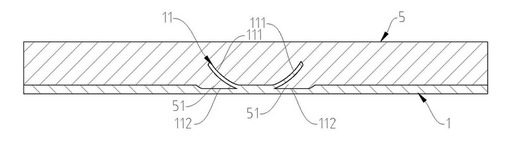
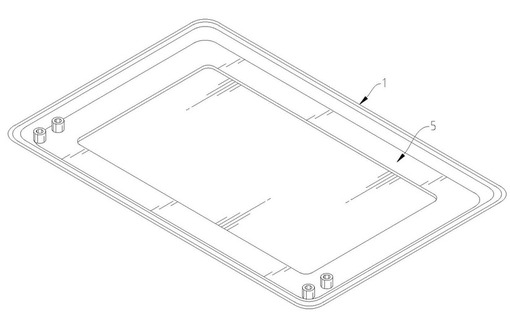
図5、16と17を参照する。図から明かのように、金属板部材1の表面にプラスチック板部材5を射出成形によって連結させるには、金属加工機のバイトにより複数の結合部材11を金属板部材1の表面に加工するとき、まず金属板部材1を射出成形機に取付け、プラスチック材料は射出成形機がインサート成形方式により、プラスチック板部材5を金属板部材1の表面に形成させる。プラスチック板部材5は金属板部材1の表面のほか、一部のプラスチック材料は結合部材11の位置決め空間112に進入され、固定部51を形成し、側板111を囲む。側板111は成形するときに、湾曲度を形成されており、側板111はそれぞれ固定部51に対して、多方向性の係止働きを形成し、プラスチック板部材5と金属板部材1とを安定に結合される。
【符号の説明】
【0018】
1 金属板部材
11 結合部材
111 側板
112 位置決め空間
113 翼板
12 接合部
121 側板
2 プラスチック柱
21 連結部
211 係止部
22 突き合わせ部
23 固定穴
24 ほぞ
3 板部材
31 収容溝
311 外部延在空間
4 固化接着剤
41 第1係止部
42 第2係止部
5 プラスチック板部材
51 固定部
【技術分野】
【0001】
本発明は一種の金属板部材の一体化突起結合部材に関し、特に金属板部材の表面に接合力を向上でき、かつ多方向性の係止働きを形成する結合部材に関する。
【背景技術】
【0002】
電子製品が日進月歩に発展し、主な設計理念は軽薄短小であるため、多くの電子製品(たとえば、携帯電話機、ノートパソコン、携帯型情報端末など)は使用者が便利に携帯できる。しかし、使用者の携帯の便利を図るため、この種の電子製品の重量を軽減する必要がある。多く見かけるやり方として、金属製の薄板より形成された金属板部材の内部に支持部材を接続させ、この支持部材によって金属板部材の変形耐力が提供されるほか、全体の重量を軽減できる。この種の金属板部材金部材は製品を保護できるほか、電気メッキ加工、焼付け塗装などの外観処理が便利のため、多くの電子製品のケーシングに金属板部材が使用されている。
【0003】
公知技術の支え部材を金属板部材の内部に設ける方法は、たいていは両者の間に接着剤を塗布することによって、金属板部材とプラスチック板部材と緊密に接着されている。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、この種のやり方は以下の欠点および不便がある。
【0005】
イ、接着剤が硬化された後(一部の液体の揮発による)体積が減縮し、金属板部材とプラスチック板部材との間に隙間ができ、良品率が低下される。
【0006】
ロ、電子製品のケーシングには、めくり上げて使用の必要がある。さらに、使用者がめくり上げるとき、ケーシングの一カ所を掴みまたは回して、ケーシングをめくり上げなければならない。よって、金属板部材とプラスチック板部材との間のねじり力により、力の不均衡を引き起し、接着剤はねじり力によって剥離され、ケーシングを破損させるおそれがある。
【0007】
ハ、金属板部材とプラスチック部材とを結合するときには、接着剤の硬化が先決条件であるため、加工時間が長く、生産に不便をきたす。さらに、接着剤使用のコストが高く、電子製品の売価に転嫁されるため、製品全体価格のアップにより、消費者の購買意欲を低下させている。
【0008】
さらに、電子素子を電子製品のケーシングに取り付けるとき、たいていは締め付けまたは組み込み方式が使われている。また、組立の便利を図るため、ケーシングに柱体を設けて電子素子をケーシングに締め付けまたは組み込まれている。そして、ケーシングは金属板部材のとき、金属製の柱体にスポット溶接または接着方式により金属板部材に固定されている。しかし、スポット溶接には金属板部材の表面に溶接跡が残り、金属板部材表面の美観性を損なわれるほか、その後の生産工程の処理が難しいなど問題がある。一方、接着方式の場合は、接着剤の硬化を待つ必要があり、加工時間が長くなり、不便のほか、接着剤使用のコストは高く、製品全体価格のアップにより、消費者の購買意欲を低下させている。
【課題を解決するための手段】
【0009】
本発明の主な目的は、金属板部材の表面に結合部材を設けることにより、金属板部材の接合力を向上させ、多方向性の係止働きを発揮させる。
前記目的を達成するため、金属板部材の表面に結合部材を設け、結合部材は金属板部材の表面に側板を一体に延在させることにより、側板と金属板部材との間に位置決め空間を形成する。側板は湾曲度に形成されており、結合部材によって金属板部材の結合力を向上し、側板によって多方向性の係止働きを提供される。
【図面の簡単な説明】
【0010】
【図1】本発明の実施例1による立体外観図である。
【図2】本発明の実施例2による立体外観図である。
【図3】本発明の実施例3による立体外観図である。
【図4】本発明の実施例4による立体外観図である。
【図5】本発明の実施例5による立体外観図である。
【図6】本発明の実施例6による立体外観図である。
【図7】本発明の実施例7による立体外観図である。
【図8】本発明の実施例8による立体外観図である。
【図9】本発明の実施例9による立体外観図である。
【図10】本発明の実施例10による立体外観図である。
【図11】本発明による結合プラスチック柱の側視断面図(その1)である。
【図12】本発明による結合プラスチック柱の側視断面図(その2)である。
【図13】本発明による結合プラスチック柱の立体外観図である。
【図14】本発明による多層板部材の側視断面図である。
【図15】本発明による多層板部材の立体外観図である。
【図16】本発明の射出成形結合板の側視断面図である。
【図17】本発明の射出成形結合板の立体外観図である。
【発明を実施するための形態】
【0011】
以下、添付図面を参照して本発明の実施の形態を詳細に説明する。
【実施例】
【0012】
図1と図2を参照する。図1から明かのように、本発明は金属板部材1の表面に結合部材11を設けられ、結合部材11は金属板部材1の表面に側板111を一体に延在させることにより、側板111と金属板部材1との間に位置決め空間112が形成される。側板111と金属板部材1の表面に鋭角を形成する。側板111を成形するときに、金属加工機のバイトをいったん斜めに切り込んだ後に回転しながら繰り出し、湾曲度を形成する。図2に示すように、側板111と金属板部材1との接続場所が隣接する両側に、それぞれ金属板部材1に向かって翼板113を延在され、翼板113の末端部を金属板部材1に接続することにより、翼板113によって側板111の変形耐性が向上される。
【0013】
図3と図4を参照する。図から明かのように、側板111と金属板部材1との間に、同じく位置決め空間112を設けられている。側板111を成形するときに、金属加工機のバイトをいったん斜めに切り込んだ後に回転しながら繰り出し、位置決め空間112を互いに連絡させ、連絡された輪状の側板111を形成する。引き続き、図4を参照する。結合部材11は一つ以上の同心間隔にて金属板部材1の表面に配列され、隣接する2つの結合部材11の側板111は互いに反対方向に延在されている。
【0014】
図5ないし10を参照する。図5と図6から明かのように、結合部材11は一つ以上の輪状を間隔に置き金属板部材1の表面に配列されている。さらに、図7ないし10から明かのように、結合部材11は一つ以上の同心間隔にて金属板部材1の表面に配列されている。隣接する2つの結合部材11の側板111は互いに反対方向に延在されており、かつ隣接する2つの結合部材11は交差して設けることができる。
【0015】
図5、図11ないし13を参照する。図から明かのように、金属板部材1に電子素子を締め付けまたは組み込みするため、金属板部材1の表面にプラスチック柱2を設けるには、金属加工機のバイトにより複数の結合部材11を金属板部材1上に加工し、金属板部材1を射出成形機に取付け、プラスチック材料は射出成形機でインサート成形(INSERT MOLDING)によってプラスチック柱2を結合部材11に成形させる。プラスチック柱2を金属板部材1に成形された後、プラスチック柱2の連結部21がそれぞれ接合部12の側板121に囲み、かつ位置決め空間112に係止部211が形成される。側板111は成形のとき、湾曲度を形成されているため、側板111はそれぞれ係止部211に対して多方向性の係止働きを形成し、金属板部材1とプラスチック柱2と緊密に結合される。プラスチック柱2は連結部21の遠端に突き合わせ部22を形成し、突き合わせ部22に固定穴23またはほぞ24を設け、プラスチック柱2の突き合わせ部22に他の素子の連結できる。
【0016】
図5、14と15を参照する。図から明かのように金属板部材1の表面に板部材3を連結するとき、まず、金属加工機のバイトによって複数の結合部材11を金属板部材1の表面に加工しておき、板部材3は上部表面と下部表面を貫通された収容溝31を備え、収容溝31の上部表面と下部表面との間に段差状の外部延在空間311を形成され、かつ上部表面付近部の収容溝31の横方向の断面積は、下部表面付近部の収容溝31の横方向の断面積より大きい。これにより、金属板部材1と板部材3とを結合固定するとき、まず板部材3を金属板部材1の表面に取付け、板部材3の収容溝31を結合部件11の真向かい側に置き、結合部材11を収容溝31に位置させる。このとき、固化される前の固化接着剤4を板部材3の収容溝31に充填させ、固化接着剤4が固化した後に、外部延在空間311の内部に第1係止部41が形成される。一方、結合部材11の位置決め空間112を第2係止部42に形成させ、固化接着剤4の第2係止部42を位置決め空間112に形成させる。よって、固化接著劑4は金属板部材1の表面に密着される。さらに、側板111は成形するときに、湾曲度を形成されているため、それぞれの側板111は第2係止部42に対して多方向性の係止働きが形成される。また、収容溝31の外部延在空間311によって、上部表面付近部の収容溝31の横方向の断面積は下部表面付近部の収容溝31の横方向の断面積より大きいため、固化接着剤4が外部延在空間311に形成される第1係止部41は板部材3を金属板部材1の遠端方向に離脱できなくなり、板部材3を金属板部材1の表面で安定に結合することができる。さらに、固化接着剤4は流体であり、反応後に固化される。固化接着剤4はたとえば、熱硬化性プラスチック、熱可塑性プラスチック材料、紫外線硬化性樹脂などの高分子部材を使用できる。
【0017】
図5、16と17を参照する。図から明かのように、金属板部材1の表面にプラスチック板部材5を射出成形によって連結させるには、金属加工機のバイトにより複数の結合部材11を金属板部材1の表面に加工するとき、まず金属板部材1を射出成形機に取付け、プラスチック材料は射出成形機がインサート成形方式により、プラスチック板部材5を金属板部材1の表面に形成させる。プラスチック板部材5は金属板部材1の表面のほか、一部のプラスチック材料は結合部材11の位置決め空間112に進入され、固定部51を形成し、側板111を囲む。側板111は成形するときに、湾曲度を形成されており、側板111はそれぞれ固定部51に対して、多方向性の係止働きを形成し、プラスチック板部材5と金属板部材1とを安定に結合される。
【符号の説明】
【0018】
1 金属板部材
11 結合部材
111 側板
112 位置決め空間
113 翼板
12 接合部
121 側板
2 プラスチック柱
21 連結部
211 係止部
22 突き合わせ部
23 固定穴
24 ほぞ
3 板部材
31 収容溝
311 外部延在空間
4 固化接着剤
41 第1係止部
42 第2係止部
5 プラスチック板部材
51 固定部
【特許請求の範囲】
【請求項1】
金属板部材の表面に結合部材を設けられ、前記結合部材は前記金属板部材の表面に側板を一体に延在させることにより、前記側板と前記金属板部材との間に位置決め空間が形成され、前記側板は湾曲度を形成されていることを特徴とする金属板部材の一体化突起結合部材。
【請求項2】
前記側板と前記金属板部材の表面に鋭角を形成することを特徴とする請求項1記載の金属板部材の一体化突起結合部材。
【請求項3】
前記側板と前記金属板部材との接続場所に隣接する両側は、前記金属板部材に向かって翼板を設けられ、前記翼板の末端部を前記金属板部材に連接させることを特徴とする請求項1記載の金属板部材の一体化突起結合部材。
【請求項4】
前記結合部材は一つ以上の輪状の間隔を置いて前記金属板部材の表面に配列することを特徴とする請求項1記載の金属板部材の一体化突起結合部材。
【請求項5】
前記結合部材は一つ以上の同心間隔にて前記金属板部材の表面に配列され、かつ2つの隣接する前記結合部材の側板の延在方向は互いに異なることを特徴とする請求項1記載の金属板部材の一体化突起結合部材。
【請求項6】
前記側板と前記金属板部材との間に前記位置決め空間を形成され、かつ前記位置決め空間は互いに連絡し、連絡された輪状の前記側板を形成することを特徴とする請求項1記載の金属板部材の一体化突起結合部材。
【請求項1】
金属板部材の表面に結合部材を設けられ、前記結合部材は前記金属板部材の表面に側板を一体に延在させることにより、前記側板と前記金属板部材との間に位置決め空間が形成され、前記側板は湾曲度を形成されていることを特徴とする金属板部材の一体化突起結合部材。
【請求項2】
前記側板と前記金属板部材の表面に鋭角を形成することを特徴とする請求項1記載の金属板部材の一体化突起結合部材。
【請求項3】
前記側板と前記金属板部材との接続場所に隣接する両側は、前記金属板部材に向かって翼板を設けられ、前記翼板の末端部を前記金属板部材に連接させることを特徴とする請求項1記載の金属板部材の一体化突起結合部材。
【請求項4】
前記結合部材は一つ以上の輪状の間隔を置いて前記金属板部材の表面に配列することを特徴とする請求項1記載の金属板部材の一体化突起結合部材。
【請求項5】
前記結合部材は一つ以上の同心間隔にて前記金属板部材の表面に配列され、かつ2つの隣接する前記結合部材の側板の延在方向は互いに異なることを特徴とする請求項1記載の金属板部材の一体化突起結合部材。
【請求項6】
前記側板と前記金属板部材との間に前記位置決め空間を形成され、かつ前記位置決め空間は互いに連絡し、連絡された輪状の前記側板を形成することを特徴とする請求項1記載の金属板部材の一体化突起結合部材。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2012−97814(P2012−97814A)
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願番号】特願2010−245910(P2010−245910)
【出願日】平成22年11月2日(2010.11.2)
【出願人】(509215503)
【Fターム(参考)】
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願日】平成22年11月2日(2010.11.2)
【出願人】(509215503)
【Fターム(参考)】
[ Back to top ]