
金属構成体の表面処理方法
【課題】開口部/袋構造部の面積比率が0.1〜10%の袋構造部を有する金属構成体の内部を確実に表面処理する手段の提供。
【解決手段】開口部/袋構造部の面積比率が0.1〜10%の袋構造部を有する金属構成体に対し、水溶液を用いて表面処理をするに当たり、該金属構成体を完全に水溶液に埋没させる浸漬法を適用し、かつ初めに該金属構成体を完全に水溶液に埋没させてから、表面処理を終了して該金属構成体を水溶液から脱離させ、次工程に移行するまでの間に少なくとも1回、袋構造部を水溶液上に引き上げるために該金属構成体の一部または全体を水溶液上に引き上げ、再び完全に水溶液に埋没させる昇降工程を有することを特徴とする、袋構造部を有する金属構成体の表面処理方法。
【解決手段】開口部/袋構造部の面積比率が0.1〜10%の袋構造部を有する金属構成体に対し、水溶液を用いて表面処理をするに当たり、該金属構成体を完全に水溶液に埋没させる浸漬法を適用し、かつ初めに該金属構成体を完全に水溶液に埋没させてから、表面処理を終了して該金属構成体を水溶液から脱離させ、次工程に移行するまでの間に少なくとも1回、袋構造部を水溶液上に引き上げるために該金属構成体の一部または全体を水溶液上に引き上げ、再び完全に水溶液に埋没させる昇降工程を有することを特徴とする、袋構造部を有する金属構成体の表面処理方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、袋構造部を有する金属構成体に対して、水溶液を用いてその表面を処理するに当たり、該処理物全ての表面に水溶液を接触させるだけでなく、物理的反応促進効果の高い液の攪拌を、袋構造内部にまで充分に確保するための表面処理方法に関するものである。
【背景技術】
【0002】
従来、金属構成体に対して、水溶液を用いて表面処理を施す場合、被処理物と水溶液とを接触させる手段としては、スプレー処理および浸漬処理が広く一般的に用いられてきた。
【0003】
スプレー処理と浸漬処理は、それぞれ長所と短所を持ち合わせている。スプレー処理は、水溶液およびその成分を被処理物表面に供給する能力に優れ、もって化学反応における反応促進効果が高い。しかし、被処理物が袋構造部を有する金属構成体の場合、袋構造部の内部に水溶液を供給することが困難であり、仮に供給できたとしても、処理液の染み込みやミストの降り掛かりによるものであり、表面処理を行うに足る充分な液量を送り込むことは、かなり困難なものとなっている。
【0004】
一方浸漬処理は、袋構造部に水抜き穴を設けてあれば、容易に袋構造部の内部に水溶液を供給することが可能である。しかし、スプレー処理と同様供給した水溶液を袋構造部の内部で攪拌させ、化学反応を促進させることは容易ではない。そこで、浸漬法における効率的な攪拌方法が、過去いくつか提案されてきた。
【0005】
自動車車体を中心とする、袋構造部を有する金属構成体の、浸漬法における攪拌方法としては、例えば次に示す文献公知発明が挙げられる。
【0006】
特許文献1には、構造が複雑な金属製品表面に対して、リン酸イオン5〜30g/L、亜鉛イオン0.1〜5g/L、及び塩素酸イオン0.1〜6g/L、又は亜硝酸イオン0.01〜0.4g/Lあるいはその両方を含有するリン酸塩皮膜処理液を用意し、この処理液を常温〜80℃で5〜30秒間スプレー処理し、次いで前記組成のリン酸塩皮膜処理液に1〜30分間浸漬して皮膜処理することを特徴とする構造が複雑な金属製品のリン酸塩皮膜処理方法が記載されている。
【0007】
また、特許文献2には、化成処理液を貯留した処理槽を備え、被塗物を前記処理槽の入槽部から前記化成処理液に浸漬させた後、前記処理槽の出槽部から出槽させることにより前記被塗物の化成処理を行う浸漬式の化成処理装置において、前記処理層は、前記入槽部にスラッジを回収するためのホッパーが設置されており、かつ、前記ホッパーの設置部から前記出槽部方向に離れた部位の側面に少なくとも1つの低周波振動攪拌装置が設置されていることを特徴とする化成処理装置が記載されている。
【0008】
なお、特許文献2は化成スラッジを効率よく回収する装置に関するものであるが、その効果として袋構造部分への処理性向上についても謳われている。更に、袋構造部分への処理性向上に限ってみれば、その効果は特許文献3の装置、すなわち低周波振動攪拌装置によるところであることが記載されている。
【0009】
これらの方法または装置を用いて、袋構造部を有する金属構成体を表面処理した場合、確かに限定的ではあるが、被処理物表面の反応性を向上させることが可能である。
【0010】
【特許文献1】特公昭56−12319号公報
【特許文献2】特開平10−183370号公報
【特許文献3】特公平6−71544号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかしながら、上記従来技術では、袋構造部を含まない金属構成体の金属表面への化学反応促進効果を有するものの、袋構造部の内部への効果は全く期待できない、または不充分と言わざるを得ない。
【0012】
例えば、特許文献1に記載のリン酸塩皮膜処理方法を用いた場合、スプレー処理と浸漬処理を順次行うことにより、平滑な化成皮膜が得られるとしている。しかし、これはあくまでスプレー処理の適用可能な金属表面のみが対象であり、袋構造部の内部は浸漬処理の工程で初めて処理液との接液することになるため、浸漬処理単独の場合と何ら変わらない。つまり、袋構造部の内部への反応促進効果は全く期待できないのである。
【0013】
また、特許文献2に記載の化成処理装置の場合、水溶液の攪拌はもっぱら低周波振動に頼るものである。確かに、低周波振動は超音波のような高周波振動に比べて、直進性は弱く、袋構造部の内部に廻り込む傾向にある。しかし、これは通常のポンプ攪拌の強化においても得られる範囲の特性であり、電力消費量低減等の副次的利点を除けば、攪拌効率において特に他に秀でたものではない。かつ、これら従来の攪拌方法においては、比較的開口部の大きな単純な袋構造部については有効であるものの、複雑な開口部の小さい袋構造部の内部の攪拌効率を向上させるには至っていないのが現状である。
【課題を解決するための手段】
【0014】
本発明者は上記の課題を解決することを目的に鋭意検討し、その解決手段を見出した。すなわち、本発明は次に示す(1)〜(7)である。
【0015】
本発明(1)は、開口部/袋構造部の面積比率が0.1〜10%の袋構造部を有する金属構成体に対し、水溶液を用いて表面処理をするに当たり、該金属構成体を完全に水溶液に埋没させる浸漬法を適用し、かつ初めに該金属構成体を完全に水溶液に埋没させてから、表面処理を終了して該金属構成体構造材を水溶液から脱離させ、次工程に移行するまでの間に少なくとも1回、袋構造部を水溶液上に引き上げるために該金属構成体の一部または全体を水溶液上に引き上げ、再び完全に水溶液に埋没させる昇降工程を有することを特徴とする、袋構造部を有する金属構成体の表面処理方法である。
【0016】
本発明(2)は、該金属構成体の少なくとも一部が、冷延鋼板および/または亜鉛系めっき鋼板より構成されることを特徴とする、前記発明(1)の金属構成体の表面処理方法である。
【0017】
本発明(3)は、表面処理が、リン酸亜鉛系化成処理、ジルコニウム系化成処理およびアルカリ脱脂処理から選ばれる一種又は二種以上であることを特徴とする、前記発明(1)または(2)の金属構成体の表面処理方法である。
【0018】
本発明(4)は、表面処理がリン酸亜鉛系化成処理またはジルコニウム系化成処理であって、昇降工程の開始時期が、金属構成体を初めて水溶液に浸漬させてから10〜70秒の間にあることを特徴とする、前記発明(1)〜(3)いずれかの金属構成体の表面処理方法である。
【0019】
本発明(5)は、表面処理がアルカリ脱脂処理であって、昇降工程の開始時期が、金属構成体を初めて水溶液に浸漬させてから30〜90秒の間にあることを特徴とする、前記発明(1)〜(3)いずれの金属構成体の表面処理方法である。
【0020】
本発明(6)は、金属構成体の一部が水溶液上に引き上げられ、再び完全に液面下に埋没するまでの一連の昇降工程の昇降時間が、2〜30秒であることを特徴とする、前記発明(1)〜(5)いずれかの金属構成体の表面処理方法である。
【0021】
本発明(7)は、金属構成体が自動車車体であることを特徴とする、前記発明(1)〜(6)いずれかの袋構造部を有する金属構成体の表面処理方法である。
【0022】
本発明の表面処理方法は、既存の攪拌方法で充分な液攪拌の得られない部位、つまり袋構造部の内部への攪拌効率の向上を目的としている。よって、用いられる金属構成体は、袋構造部を有する必要がある。そして袋構造部の無い金属構成体について、本発明の表面処理を施しても、何ら悪影響をおよぼさないという特徴を有している。
【0023】
袋構造部に関する定義としては、袋構造部の内部の表面積に対する開口部の面積との面積比率を、本発明では尺度として用いている。具体的な例を挙げると、一片が10cmの正方形の板6枚からなる立方体の場合、内部の面積は計算上600cm2となるが、この立方体の上下に位置する板にそれぞれ1個の穴を開けると仮定した場合、1個の穴の面積が30cm2であれば、開口部の面積は合計60cm2となり、開口部の面積/袋構造部の内部の面積比率が10%となる。また、一つの穴の面積が0.3cm2である場合には、その開口部の面積/袋構造部の面積比率は、0.1%と計算される。以下、袋構造部を有する金属構成体における袋構造部の開口部の面積と袋構造部の内部の面積との面積比率を、「開口部/袋構造部の面積比率」と定義することにする。
【0024】
本発明における開口部/袋構造部の面積比率は、0.1〜10%が好ましく、0.2〜7%がより好ましく、0.5〜5%が最も好ましい。この開口部/袋構造部の面積比率は、本発明における表面処理方法で顕著な効果が認められる面積比率である。なお、開口部は一つでも良いが、処理液が通過する部分と、空気が通過する部分とに分かれていると、より効率が良い。二箇所または三箇所以上に分かれている場合は、その合計面積が開口部の面積となる。また、処理開始時に金属構成体を処理液に浸漬する際、浸漬直後に開口部の少なくとも一部は、袋構造部の最上部に位置していることが好ましい。開口部から上の袋構造部については、内部の空気が抜けずにエアポケットができ、処理液と金属との接触が妨げられるからである。処理終了時に金属構成体を処理液から引き上げる際は、開口部の一部は袋構造部の最下部に位置していることが好ましい。処理液を効率的に袋構造部から排出させるためである。更に、昇降工程についても、引き上げる際には開口部の少なくとも一部が最上部以外に位置していることが好ましく、再び浸漬させる際には開口部の少なくとも一部が最下部以外に位置していることが好ましい。前者の場合だと、最上部のみに開口部を有するケースでは引き上げる際に処理液をくみ上げるだけになってしまい、後者の場合だと、最下部のみに開口部を有するケースでは浸漬させる際に袋構造内部の空気圧で処理液が内部に入っていかないからである。尚、袋構造部の最上部および最下部とは、あくまで処理液との相対的な位置関係を示したものであるので、処理開始時および処理終了時に開口部の一部が最上部および最下部にくるように、また、昇降工程の引き上げ時及び浸漬時に開口部の一部が最上部以外及び最下部以外にくるように、金属構成体自身を角度調整すれば、何ら問題はない。
【0025】
10%を超える開口部/袋構造部の面積比率の場合は、袋構造部を有する金属構成体の外側にある処理液の液攪拌が、袋構造内部に容易に伝達されることになるため、本発明の表面処理方法でなければ解決できない必然性を失う。また、開口部/袋構造部の面積比率が0.1%未満の場合には袋構造内部への処理液の送り込み、送り出しが不十分な状態となり、もはや水溶液による金属構成体の表面処理自体に適さない袋構造部となってしまう。本発明の効果は、昇降工程における袋構造部の内部の攪拌によって得られるが、袋構造部が引き上げられる際よりも、むしろその後再度浸漬される際に、開口部から処理液が袋構造部の内部に流入する時に生まれる、処理液の流れによるところが大きい。その流れは、袋構造部にかかる水圧によって生じるが、開口部/袋構造部の面積比率が小さ過ぎる場合、水圧は充分であるが流量が不充分になり、逆に面積比率が大き過ぎる場合は、水圧のかからない状態で速やかに袋構造内部に処理液が充満してしまうので、やはり袋構造内部に充分な流れを与えることができないのである。なお、水圧に関しては、昇降工程の昇降速度にも影響される。よって、適正な昇降速度が存在するのである。本発明において、金属構成体の引き上げおよび浸漬に伴う昇降速度は、特に規定されるものではないが、たとえば自動車車体であれば、2〜10秒程度の時間が好ましい。短すぎると自動車車体が処理液の水圧で変形する恐れがあり、長すぎると前述の水圧が充分に得られず、もって本発明の効果が得られ難くなる。自動車車体を縦吊りした場合、引き上げ時間または浸漬時間を5秒、車体全長を5mとすれば、昇降速度は1m/秒と言うことになる。
【0026】
この袋構造部は必ずしも立方体である必要はなく、直方体や三角錐のように幾何学的に整った形状である必要はなく、三次元的に閉鎖空間を構成する袋構造と認めるものであれば適用することができる。更に自動車車体などの実際の金属構成体は、各種様々な形状が考えられるが、金属構成体の一部に袋構造部を有する場合の開口部/袋構造部の面積比率は、袋構造部のみに着目し、その開口部より算定される。より具体的には、金属構成体に対する設計図面がある場合には、袋構造部の寸法情報より袋構造部内部の面積および開口部の面積が算出できる。また、設計図面が無い場合、または図面に必要な情報が不足している場合は、三次元的な採寸を行い、方眼紙等で袋構造部の模型を作製し、展開図よりそれぞれの面積を算出することも可能である。
【0027】
本発明の表面処理方法は、袋構造部を有する金属構成体を完全に水溶液中に埋没させる浸漬法を適用し、かつ初めに該金属構成体を完全に水溶液中に埋没させてから、処理を終了して該金属構成体を水溶液から脱離させ、次工程に移行するまでの間に少なくとも1回、該金属構成体の一部または全体を該水溶液上に引き上げ、再び完全に浸漬させる昇降工程を有することを特徴としている。以後、単に「昇降工程」ということもある。
【0028】
したがって、本発明の処理方法は、そもそも袋構造内部に対する攪拌を目的としているので、金属構成体の一部を昇降させる場合は、その一部に必ず袋構造部が含まれなければならない。つまり、本発明は、袋構造部を水溶液上に引き上げるために該金属構成体の一部または全体を水溶液上に引き上げ、再び完全に水溶液に埋没させる昇降工程を有することを特徴とするものである。
【0029】
この昇降工程の回数つまり、昇降回数は1回もしくは複数回行うことができる。この昇降回数を増すごとに袋構造部の内部への攪拌効率は向上するが、一方昇降工程にも時間を要するため、初めに該金属構成体を完全に水溶液中に埋没させてから、処理を終了して該金属構成体を水溶液から脱離させ、次工程に移行するまでの時間、つまり該表面処理におけるトータル処理時間が増加することになる。よって、表面処理の種類、許容処理時間等から総合的に適正な昇降回数が選択される。
【0030】
金属構成体を構成する素材としては、少なくとも一部が、冷延鋼板および/または亜鉛系めっき鋼板であることが好ましい。アルミニウム合金板やマグネシウム合金板といった他の金属については、あえて本発明の処理方法を適用させる必要性は低いものの、金属構成体の一部に取り込まれていることに関しては、それを拒むものではない。更に、金属構成体の一部に樹脂等の非金属が組み込まれていても、本発明の効果を減じるものではない。
【0031】
適用される表面処理の種類としては、特に限定されないが、リン酸亜鉛系化成処理、ジルコニウム系化成処理またはアルカリ脱脂処理であることが好ましい。また、リン酸亜鉛系化成処理、ジルコニウム系化成処理またはアルカリ脱脂処理を必要に応じて、組み合わせて使用することもできる。本発明による処理方法で得られる攪拌条件にて、これらの表面処理が最もその効果を発揮するからである。
【0032】
昇降工程の開始時期については、特に限定されないが、表面処理がリン酸亜鉛系化成処理またはジルコニウム系化成処理の場合は、袋状構造部を有する金属構成体を初めに完全に水溶液に埋没させてから10〜70秒の間でその昇降工程を開始させるのが好ましく、特に15〜60秒がより好ましく、更に20〜50秒が最も好ましい。リン酸亜鉛系化成処理やジルコニウム系化成処理と言った化成処理は、120秒間程度の反応時間を必要とするが、大半の反応は反応初期に集中し、反応速度は時間と共に減少していく。これは、金属素材への皮膜の被覆率が高まると、化成開始反応であるエッチング反応が鈍化していくからである。つまり、皮膜のエッチングに必要なエッチング剤や皮膜析出に必要な皮膜成分を、処理液から金属素材表面へ効率的に拡散させるための攪拌は、比較的反応初期に与える方が効果的と言え、この様な理由で、上記のような昇降工程の開始時間が設定されるのである。一方、表面処理がアルカリ脱脂処理の場合の昇降工程の開始時間は、30〜90秒の間が好ましく、特に40〜85秒がより好ましく、更に50〜80秒が最も好ましい。アルカリ脱脂の場合は化成処理と異なり、処理液と金属表面が接触すると、まず金属表面の付着油の軟化、鹸化、乳化が起こる。昇降工程の開始時間が早すぎると、付着油の軟化、鹸化、乳化が不充分となり、もって充分な脱脂力は望めない。しかし、初期の軟化、鹸化、乳化だけでは、大部分の付着油を取り除くことは可能でも、金属表面に水濡れ性を付与するまで、完全に金属表面から油分を除去することは困難である。アルカリ脱脂の場合は、ある程度、油分の軟化、鹸化、乳化に時間をかけ、その後攪拌を加えることで、金属表面から完全に油分を除去することが可能となる。化成処理とはメカニズムが異なるため、適正な昇降工程の開始時間も異なってくるのである。
【0033】
袋構造部を有する金属構成体の一部が水溶液上に引き上げられ、再び完全に埋没するまでの、一連の昇降工程の所要時間に関しても、特に限定されるところではないが、2〜30秒であることが好ましく、3〜20秒がより好ましく、5〜15秒が最も好ましい。この昇降工程の所要時間は、処理液の攪拌効率を決めるために重要である。尚、本明細書にいう「昇降工程の所要時間」とは、「引き上げ時間」及び「浸漬時間」の他、引き上げ工程と浸漬工程との間に停滞時間が存在する場合には「停滞時間」をも含む。
【0034】
この時間が短すぎると、袋構造部の内部の液が開口部(水抜け穴)から処理液が充分放出される前に、再び浸漬することとなり、袋構造部の内部の処理液の攪拌効率が低下する。ただし、本発明における袋構造部の内部の攪拌効果は、前述の如く主として開口部からの処理液の流入によってもたらされるものであり、その際に袋構造部の内部に処理液が残存していても、その効果を得ることは可能である。よって、必ずしも袋構造部の内部から処理液を全て放出する必要は無い。一方、逆にこの時間が長すぎる場合は、袋構造部の内部の処理液が全て放出されてからの時間、つまり本発明の効果に関わらない時間を作ることになり、もはやそれ以上の処理液の攪拌効果が得られないばかりか、該金属構成体表面の発錆や乾きの問題が発生しやすくなる。本発明の表面処理において、期待される処理液の攪拌による作用効果は、袋構造部の内部に対する処理液の流出時と流入時に生じるものであるから、最も好ましい昇降工程の昇降条件としては、袋構造部の内部からほぼ全ての処理液が流出した直後に再び浸漬を開始するタイミングと言える。
【0035】
本発明の表面処理方法にて表面処理される被処理物としては、袋構造部を有する金属構成体であること以外に、特に制約を受けないが、自動車車体であることがより好ましい。各種ピラーやサイドシルと言った複雑な袋構造部を多数有し、金属構成体の一部が冷延鋼板および/または亜鉛系めっき鋼板より構成されており、塗装下地処理としてアルカリ脱脂および、リン酸亜鉛系化成処理またはジルコニウム系化成処理が標準的に施されている自動車車体は、本発明の表面処理方法を適用するための、最も好適な被処理物と言える。
【0036】
自動車車体以外の金属構成体に対しても、本発明の袋構造部の構成要件を満たしていれば、本発明の処理はもちろん適用可能であるが、開口部の面積が0.06cm2(例えば開口部の面積が直径2mmの円二つ)あるいはそれ以下である場合、開口部/袋構造部の面積比率によらず、処理液の表面張力、金属構成体の表面張力、開口部の形状と粗度等の要因によって、処理液が開口部を通過することが困難になる場合があるので好ましくない。袋構造部内の面積についても、特に制限を受けるものではないが、開口部面積からの逆算により、6cm2以下は好ましくない。但し、本発明に係る表面処理方法を適用するに際し、上述したような好ましくない袋構造部や開口部/袋構造部の面積比率が0.1〜10%の範囲外である袋構造部を金属構成体が有していたとしても、少なくとも一つ、袋構造部や開口部/袋構造部の面積比率が0.1〜10%である袋構造部を有している限り、本発明の技術的範囲に属するものとする。
【発明の効果】
【0037】
本発明は、従来の表面処理方法では困難であった袋構造部の内部への処理液の攪拌を、特別な攪拌装置を用いずに可能とした、画期的な処理方法である。
すなわち本発明は、浸漬処理の途中で、処理工程的に単純な昇降工程を設けることにより、袋構造部の内部の表面処理を格段に向上させることができる、金属構成体の表面処理方法を提供するものである。
【実施例】
【0038】
以下に実施例および比較例を挙げて本発明の内容を具体的に説明する。
【0039】
<金属構成体>
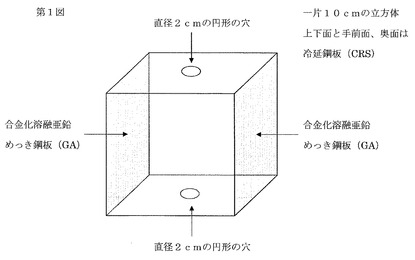
板厚0.8mm、100×100mmの冷延鋼板[株式会社パルテック社製:SPCC(JIS 3141)、以下CRSと表記]、および板厚0.8mm、100×100mmの合金化溶融亜鉛めっき鋼板[株式会社パルテック社製:SGCC F06MO(JIS G3302)、以下GAと表記]を用い、第1図に示す立方体のボックスを形成した。上下面および側面2枚にCRS、側面の残り2枚にGAを用い、側面はCRSとGAが互いに隣り合うように配置した。上下の冷延鋼板については、直径2.0cmの円の穴を中心部に開けた。それぞれの板のエッジ部を外側から粘着テープにより接合し、金属構成体を完成させた。なお、この金属構成体は全体が袋構造部となっており、その開口部/袋構造部の面積比率は1.0%(3.14×2cm2/6×100cm2×100)である。
【0040】
<アルカリ脱脂および脱脂性評価>
アルカリ脱脂剤として日本パーカライジング社製「ファインクリーナーE2001」を使用し、これを40℃に加温した後、この金属構成体をトータル処理時間120秒間浸漬処理することにより脱脂した。脱脂処理後は市水中に30秒間浸漬し、金属構成体内外部の脱脂液を洗い流した。市水浸漬後、速やかに粘着テープを剥がし、金属構成体側面のCRSとGAそれぞれの内側の水濡れ面積率を測定した。脱脂性は下記レイティングによって評価した。なお、この金属構成体は、塗油されたCRSとGAを用いて作製した。
水濡れ面積率のレイティング評価
◎:100%、○:80%以上、△:60%以上80%未満、×:60%未満
【0041】
<リン酸亜鉛系化成処理>
日本パーカライジング社製表面調整剤「プレパレンX」の3.0g/L濃度希釈水溶液にて、あらかじめ金属構成体を浸漬処理した。その際、特別な攪拌は行わなかった。次いで35℃に加温した日本パーカライジング社製リン酸亜鉛系化成処理剤「パルボンドSX35」にて、金属構成体をトータル処理時間120秒間浸漬処理した。化成処理後は市水中に30秒間浸漬し、金属構成体の内外部の化成処理液を洗い流した。市水浸漬後、速やかに粘着テープを剥がして金属構成体を解体し、電気オーブンにて乾燥した後、金属構成体側面のCRSとGAそれぞれの内側の皮膜結晶外観を、電子顕微鏡を用いて観察した。化成処理性は下記レイティングによって評価した。なお、CRSとGAは、あらかじめアルカリ脱脂を行い、水洗後に水濡れすることを確認した上で乾燥し、これらを接合して金属構成体を作製した。
化成処理性のレイティング評価
◎:均一緻密、○:若干不均一、△:不均一、×:結晶未着部あり
【0042】
<ジルコニウム系化成処理>
45℃に加温した日本パーカライジング社製ジルコニウム系化成処理剤「パルミナ1000」にて、金属構成体をトータル処理時間120秒間浸漬処理した。化成処理後は市水中に30秒間浸漬し、金属構成体内外部の化成処理液を洗い流した。市水浸漬後、速やかに粘着テープを剥がして金属構成体を解体し、電気オーブンにて乾燥した後、金属構成体側面のCRSとGAそれぞれの内側のZr皮膜外観を、目視観察した。化成処理性は下記レイティングによって評価した。なお、CRSとGAは、あらかじめアルカリ脱脂を行い、水洗後に水濡れすることを確認した上で乾燥し、これらを接合して金属構成体を作製した。
化成処理性のレイティング評価
◎:均一、○:若干不均一、△:不均一、×:極めて不均一
【0043】
実験Aとして、種々の攪拌条件にて、化成処理、すなわちリン酸亜鉛系化成処理およびジルコニウム系化成処理を行った。攪拌条件および化成処理性評価結果を第1表にまとめる。なお、実施例の攪拌条件のパラメータとしては、浸漬処理を開始した時間を基点とした昇降工程の開始時期および昇降時間(昇降に要した時間)を示した。この場合昇降時間は、金属構成体を完全に処理液上に引き上げる時間(引き上げ時間)、および引き上げ状態から再び完全に浸漬させる時間(浸漬時間)を、共に1秒に設定した。すなわち、昇降時間が10秒の場合、金属構成体は1秒で処理液から引き上げられ、8秒間処理液上で停滞し(滞留時間)、残り1秒で再び処理液に浸漬することを意味する。尚、一連の処理工程で、金属構成体の上下方向は不動とした。比較例にはそれぞれの攪拌条件を記載した。実施例および比較例の表面処理条件にて処理した金属構成体内部の表面処理状態評価結果を、攪拌条件と共に第1表に表記した。尚、実施例A10については、昇降時間を1秒に設定したため、金属構成体の半分が処理液上に引き上げられた段階で、引き上げ工程を終了し、停滞せずに直ちに浸漬工程に移行したことを意味している。
【0044】
次に実験Bとして、種々の攪拌条件にて、アルカリ脱脂処理を行った。攪拌条件および脱脂性評価結果を第2表にまとめる。なお、実施例の攪拌条件のパラメータ、比較例の攪拌条件については、実験Aと同様とした。
【0045】
実験A、実験Bいずれにおいても、比較例4に用いた金属構成体の上下の冷延鋼板については、中心部に開ける円の穴の直径を0.5cmとし、開口部/袋構造部の面積比率を0.065%(π×0.252×2cm2/6×100cm2×100)とした。また、比較例5および比較例6に用いた金属構成体の上下の冷延鋼板については、中心部に開ける円の穴の直径を8.0cmとし、開口部/袋構造部の面積比率を17%(π×42×2cm2/6×100cm2×100)とした。
【0046】
第1表および第2表にまとめた表面処理の評価結果を見ると、処理液自身に特別な攪拌を与えなくても、実施例1〜10に示すような昇降工程を設けることで、各種表面処理の処理性が格段に向上することがわかる。また、比較例1の通常の揺動攪拌では、攪拌が袋構造内部にいきわたらず、比較例2のプレスプレー処理も、袋構造内部に対しては効力を持たず、唯一若干の効果の認められた、比較例3の低周波振動攪拌においても、その効果が不充分であり、本発明の優位性が立証できている。一方、比較例4および比較例5より、例え昇降工程を設けても、開口部/袋構造部の面積比率が低すぎる場合、高すぎる場合は本発明の効果が不充分となり、更に、比較例6より、開口部/袋構造部の面積比率が高すぎる場合は、昇降工程を設けるよりもむしろ通常の揺動攪拌の効果が上回り、もはや本発明で定義される袋構造の範囲を超えてしまうため、昇降工程の必要性を失う。
【表1】

【表2】
【図面の簡単な説明】
【0047】
【図1】図1は、金属構成体(立方体のボックス)の概略構成図である。
【技術分野】
【0001】
本発明は、袋構造部を有する金属構成体に対して、水溶液を用いてその表面を処理するに当たり、該処理物全ての表面に水溶液を接触させるだけでなく、物理的反応促進効果の高い液の攪拌を、袋構造内部にまで充分に確保するための表面処理方法に関するものである。
【背景技術】
【0002】
従来、金属構成体に対して、水溶液を用いて表面処理を施す場合、被処理物と水溶液とを接触させる手段としては、スプレー処理および浸漬処理が広く一般的に用いられてきた。
【0003】
スプレー処理と浸漬処理は、それぞれ長所と短所を持ち合わせている。スプレー処理は、水溶液およびその成分を被処理物表面に供給する能力に優れ、もって化学反応における反応促進効果が高い。しかし、被処理物が袋構造部を有する金属構成体の場合、袋構造部の内部に水溶液を供給することが困難であり、仮に供給できたとしても、処理液の染み込みやミストの降り掛かりによるものであり、表面処理を行うに足る充分な液量を送り込むことは、かなり困難なものとなっている。
【0004】
一方浸漬処理は、袋構造部に水抜き穴を設けてあれば、容易に袋構造部の内部に水溶液を供給することが可能である。しかし、スプレー処理と同様供給した水溶液を袋構造部の内部で攪拌させ、化学反応を促進させることは容易ではない。そこで、浸漬法における効率的な攪拌方法が、過去いくつか提案されてきた。
【0005】
自動車車体を中心とする、袋構造部を有する金属構成体の、浸漬法における攪拌方法としては、例えば次に示す文献公知発明が挙げられる。
【0006】
特許文献1には、構造が複雑な金属製品表面に対して、リン酸イオン5〜30g/L、亜鉛イオン0.1〜5g/L、及び塩素酸イオン0.1〜6g/L、又は亜硝酸イオン0.01〜0.4g/Lあるいはその両方を含有するリン酸塩皮膜処理液を用意し、この処理液を常温〜80℃で5〜30秒間スプレー処理し、次いで前記組成のリン酸塩皮膜処理液に1〜30分間浸漬して皮膜処理することを特徴とする構造が複雑な金属製品のリン酸塩皮膜処理方法が記載されている。
【0007】
また、特許文献2には、化成処理液を貯留した処理槽を備え、被塗物を前記処理槽の入槽部から前記化成処理液に浸漬させた後、前記処理槽の出槽部から出槽させることにより前記被塗物の化成処理を行う浸漬式の化成処理装置において、前記処理層は、前記入槽部にスラッジを回収するためのホッパーが設置されており、かつ、前記ホッパーの設置部から前記出槽部方向に離れた部位の側面に少なくとも1つの低周波振動攪拌装置が設置されていることを特徴とする化成処理装置が記載されている。
【0008】
なお、特許文献2は化成スラッジを効率よく回収する装置に関するものであるが、その効果として袋構造部分への処理性向上についても謳われている。更に、袋構造部分への処理性向上に限ってみれば、その効果は特許文献3の装置、すなわち低周波振動攪拌装置によるところであることが記載されている。
【0009】
これらの方法または装置を用いて、袋構造部を有する金属構成体を表面処理した場合、確かに限定的ではあるが、被処理物表面の反応性を向上させることが可能である。
【0010】
【特許文献1】特公昭56−12319号公報
【特許文献2】特開平10−183370号公報
【特許文献3】特公平6−71544号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかしながら、上記従来技術では、袋構造部を含まない金属構成体の金属表面への化学反応促進効果を有するものの、袋構造部の内部への効果は全く期待できない、または不充分と言わざるを得ない。
【0012】
例えば、特許文献1に記載のリン酸塩皮膜処理方法を用いた場合、スプレー処理と浸漬処理を順次行うことにより、平滑な化成皮膜が得られるとしている。しかし、これはあくまでスプレー処理の適用可能な金属表面のみが対象であり、袋構造部の内部は浸漬処理の工程で初めて処理液との接液することになるため、浸漬処理単独の場合と何ら変わらない。つまり、袋構造部の内部への反応促進効果は全く期待できないのである。
【0013】
また、特許文献2に記載の化成処理装置の場合、水溶液の攪拌はもっぱら低周波振動に頼るものである。確かに、低周波振動は超音波のような高周波振動に比べて、直進性は弱く、袋構造部の内部に廻り込む傾向にある。しかし、これは通常のポンプ攪拌の強化においても得られる範囲の特性であり、電力消費量低減等の副次的利点を除けば、攪拌効率において特に他に秀でたものではない。かつ、これら従来の攪拌方法においては、比較的開口部の大きな単純な袋構造部については有効であるものの、複雑な開口部の小さい袋構造部の内部の攪拌効率を向上させるには至っていないのが現状である。
【課題を解決するための手段】
【0014】
本発明者は上記の課題を解決することを目的に鋭意検討し、その解決手段を見出した。すなわち、本発明は次に示す(1)〜(7)である。
【0015】
本発明(1)は、開口部/袋構造部の面積比率が0.1〜10%の袋構造部を有する金属構成体に対し、水溶液を用いて表面処理をするに当たり、該金属構成体を完全に水溶液に埋没させる浸漬法を適用し、かつ初めに該金属構成体を完全に水溶液に埋没させてから、表面処理を終了して該金属構成体構造材を水溶液から脱離させ、次工程に移行するまでの間に少なくとも1回、袋構造部を水溶液上に引き上げるために該金属構成体の一部または全体を水溶液上に引き上げ、再び完全に水溶液に埋没させる昇降工程を有することを特徴とする、袋構造部を有する金属構成体の表面処理方法である。
【0016】
本発明(2)は、該金属構成体の少なくとも一部が、冷延鋼板および/または亜鉛系めっき鋼板より構成されることを特徴とする、前記発明(1)の金属構成体の表面処理方法である。
【0017】
本発明(3)は、表面処理が、リン酸亜鉛系化成処理、ジルコニウム系化成処理およびアルカリ脱脂処理から選ばれる一種又は二種以上であることを特徴とする、前記発明(1)または(2)の金属構成体の表面処理方法である。
【0018】
本発明(4)は、表面処理がリン酸亜鉛系化成処理またはジルコニウム系化成処理であって、昇降工程の開始時期が、金属構成体を初めて水溶液に浸漬させてから10〜70秒の間にあることを特徴とする、前記発明(1)〜(3)いずれかの金属構成体の表面処理方法である。
【0019】
本発明(5)は、表面処理がアルカリ脱脂処理であって、昇降工程の開始時期が、金属構成体を初めて水溶液に浸漬させてから30〜90秒の間にあることを特徴とする、前記発明(1)〜(3)いずれの金属構成体の表面処理方法である。
【0020】
本発明(6)は、金属構成体の一部が水溶液上に引き上げられ、再び完全に液面下に埋没するまでの一連の昇降工程の昇降時間が、2〜30秒であることを特徴とする、前記発明(1)〜(5)いずれかの金属構成体の表面処理方法である。
【0021】
本発明(7)は、金属構成体が自動車車体であることを特徴とする、前記発明(1)〜(6)いずれかの袋構造部を有する金属構成体の表面処理方法である。
【0022】
本発明の表面処理方法は、既存の攪拌方法で充分な液攪拌の得られない部位、つまり袋構造部の内部への攪拌効率の向上を目的としている。よって、用いられる金属構成体は、袋構造部を有する必要がある。そして袋構造部の無い金属構成体について、本発明の表面処理を施しても、何ら悪影響をおよぼさないという特徴を有している。
【0023】
袋構造部に関する定義としては、袋構造部の内部の表面積に対する開口部の面積との面積比率を、本発明では尺度として用いている。具体的な例を挙げると、一片が10cmの正方形の板6枚からなる立方体の場合、内部の面積は計算上600cm2となるが、この立方体の上下に位置する板にそれぞれ1個の穴を開けると仮定した場合、1個の穴の面積が30cm2であれば、開口部の面積は合計60cm2となり、開口部の面積/袋構造部の内部の面積比率が10%となる。また、一つの穴の面積が0.3cm2である場合には、その開口部の面積/袋構造部の面積比率は、0.1%と計算される。以下、袋構造部を有する金属構成体における袋構造部の開口部の面積と袋構造部の内部の面積との面積比率を、「開口部/袋構造部の面積比率」と定義することにする。
【0024】
本発明における開口部/袋構造部の面積比率は、0.1〜10%が好ましく、0.2〜7%がより好ましく、0.5〜5%が最も好ましい。この開口部/袋構造部の面積比率は、本発明における表面処理方法で顕著な効果が認められる面積比率である。なお、開口部は一つでも良いが、処理液が通過する部分と、空気が通過する部分とに分かれていると、より効率が良い。二箇所または三箇所以上に分かれている場合は、その合計面積が開口部の面積となる。また、処理開始時に金属構成体を処理液に浸漬する際、浸漬直後に開口部の少なくとも一部は、袋構造部の最上部に位置していることが好ましい。開口部から上の袋構造部については、内部の空気が抜けずにエアポケットができ、処理液と金属との接触が妨げられるからである。処理終了時に金属構成体を処理液から引き上げる際は、開口部の一部は袋構造部の最下部に位置していることが好ましい。処理液を効率的に袋構造部から排出させるためである。更に、昇降工程についても、引き上げる際には開口部の少なくとも一部が最上部以外に位置していることが好ましく、再び浸漬させる際には開口部の少なくとも一部が最下部以外に位置していることが好ましい。前者の場合だと、最上部のみに開口部を有するケースでは引き上げる際に処理液をくみ上げるだけになってしまい、後者の場合だと、最下部のみに開口部を有するケースでは浸漬させる際に袋構造内部の空気圧で処理液が内部に入っていかないからである。尚、袋構造部の最上部および最下部とは、あくまで処理液との相対的な位置関係を示したものであるので、処理開始時および処理終了時に開口部の一部が最上部および最下部にくるように、また、昇降工程の引き上げ時及び浸漬時に開口部の一部が最上部以外及び最下部以外にくるように、金属構成体自身を角度調整すれば、何ら問題はない。
【0025】
10%を超える開口部/袋構造部の面積比率の場合は、袋構造部を有する金属構成体の外側にある処理液の液攪拌が、袋構造内部に容易に伝達されることになるため、本発明の表面処理方法でなければ解決できない必然性を失う。また、開口部/袋構造部の面積比率が0.1%未満の場合には袋構造内部への処理液の送り込み、送り出しが不十分な状態となり、もはや水溶液による金属構成体の表面処理自体に適さない袋構造部となってしまう。本発明の効果は、昇降工程における袋構造部の内部の攪拌によって得られるが、袋構造部が引き上げられる際よりも、むしろその後再度浸漬される際に、開口部から処理液が袋構造部の内部に流入する時に生まれる、処理液の流れによるところが大きい。その流れは、袋構造部にかかる水圧によって生じるが、開口部/袋構造部の面積比率が小さ過ぎる場合、水圧は充分であるが流量が不充分になり、逆に面積比率が大き過ぎる場合は、水圧のかからない状態で速やかに袋構造内部に処理液が充満してしまうので、やはり袋構造内部に充分な流れを与えることができないのである。なお、水圧に関しては、昇降工程の昇降速度にも影響される。よって、適正な昇降速度が存在するのである。本発明において、金属構成体の引き上げおよび浸漬に伴う昇降速度は、特に規定されるものではないが、たとえば自動車車体であれば、2〜10秒程度の時間が好ましい。短すぎると自動車車体が処理液の水圧で変形する恐れがあり、長すぎると前述の水圧が充分に得られず、もって本発明の効果が得られ難くなる。自動車車体を縦吊りした場合、引き上げ時間または浸漬時間を5秒、車体全長を5mとすれば、昇降速度は1m/秒と言うことになる。
【0026】
この袋構造部は必ずしも立方体である必要はなく、直方体や三角錐のように幾何学的に整った形状である必要はなく、三次元的に閉鎖空間を構成する袋構造と認めるものであれば適用することができる。更に自動車車体などの実際の金属構成体は、各種様々な形状が考えられるが、金属構成体の一部に袋構造部を有する場合の開口部/袋構造部の面積比率は、袋構造部のみに着目し、その開口部より算定される。より具体的には、金属構成体に対する設計図面がある場合には、袋構造部の寸法情報より袋構造部内部の面積および開口部の面積が算出できる。また、設計図面が無い場合、または図面に必要な情報が不足している場合は、三次元的な採寸を行い、方眼紙等で袋構造部の模型を作製し、展開図よりそれぞれの面積を算出することも可能である。
【0027】
本発明の表面処理方法は、袋構造部を有する金属構成体を完全に水溶液中に埋没させる浸漬法を適用し、かつ初めに該金属構成体を完全に水溶液中に埋没させてから、処理を終了して該金属構成体を水溶液から脱離させ、次工程に移行するまでの間に少なくとも1回、該金属構成体の一部または全体を該水溶液上に引き上げ、再び完全に浸漬させる昇降工程を有することを特徴としている。以後、単に「昇降工程」ということもある。
【0028】
したがって、本発明の処理方法は、そもそも袋構造内部に対する攪拌を目的としているので、金属構成体の一部を昇降させる場合は、その一部に必ず袋構造部が含まれなければならない。つまり、本発明は、袋構造部を水溶液上に引き上げるために該金属構成体の一部または全体を水溶液上に引き上げ、再び完全に水溶液に埋没させる昇降工程を有することを特徴とするものである。
【0029】
この昇降工程の回数つまり、昇降回数は1回もしくは複数回行うことができる。この昇降回数を増すごとに袋構造部の内部への攪拌効率は向上するが、一方昇降工程にも時間を要するため、初めに該金属構成体を完全に水溶液中に埋没させてから、処理を終了して該金属構成体を水溶液から脱離させ、次工程に移行するまでの時間、つまり該表面処理におけるトータル処理時間が増加することになる。よって、表面処理の種類、許容処理時間等から総合的に適正な昇降回数が選択される。
【0030】
金属構成体を構成する素材としては、少なくとも一部が、冷延鋼板および/または亜鉛系めっき鋼板であることが好ましい。アルミニウム合金板やマグネシウム合金板といった他の金属については、あえて本発明の処理方法を適用させる必要性は低いものの、金属構成体の一部に取り込まれていることに関しては、それを拒むものではない。更に、金属構成体の一部に樹脂等の非金属が組み込まれていても、本発明の効果を減じるものではない。
【0031】
適用される表面処理の種類としては、特に限定されないが、リン酸亜鉛系化成処理、ジルコニウム系化成処理またはアルカリ脱脂処理であることが好ましい。また、リン酸亜鉛系化成処理、ジルコニウム系化成処理またはアルカリ脱脂処理を必要に応じて、組み合わせて使用することもできる。本発明による処理方法で得られる攪拌条件にて、これらの表面処理が最もその効果を発揮するからである。
【0032】
昇降工程の開始時期については、特に限定されないが、表面処理がリン酸亜鉛系化成処理またはジルコニウム系化成処理の場合は、袋状構造部を有する金属構成体を初めに完全に水溶液に埋没させてから10〜70秒の間でその昇降工程を開始させるのが好ましく、特に15〜60秒がより好ましく、更に20〜50秒が最も好ましい。リン酸亜鉛系化成処理やジルコニウム系化成処理と言った化成処理は、120秒間程度の反応時間を必要とするが、大半の反応は反応初期に集中し、反応速度は時間と共に減少していく。これは、金属素材への皮膜の被覆率が高まると、化成開始反応であるエッチング反応が鈍化していくからである。つまり、皮膜のエッチングに必要なエッチング剤や皮膜析出に必要な皮膜成分を、処理液から金属素材表面へ効率的に拡散させるための攪拌は、比較的反応初期に与える方が効果的と言え、この様な理由で、上記のような昇降工程の開始時間が設定されるのである。一方、表面処理がアルカリ脱脂処理の場合の昇降工程の開始時間は、30〜90秒の間が好ましく、特に40〜85秒がより好ましく、更に50〜80秒が最も好ましい。アルカリ脱脂の場合は化成処理と異なり、処理液と金属表面が接触すると、まず金属表面の付着油の軟化、鹸化、乳化が起こる。昇降工程の開始時間が早すぎると、付着油の軟化、鹸化、乳化が不充分となり、もって充分な脱脂力は望めない。しかし、初期の軟化、鹸化、乳化だけでは、大部分の付着油を取り除くことは可能でも、金属表面に水濡れ性を付与するまで、完全に金属表面から油分を除去することは困難である。アルカリ脱脂の場合は、ある程度、油分の軟化、鹸化、乳化に時間をかけ、その後攪拌を加えることで、金属表面から完全に油分を除去することが可能となる。化成処理とはメカニズムが異なるため、適正な昇降工程の開始時間も異なってくるのである。
【0033】
袋構造部を有する金属構成体の一部が水溶液上に引き上げられ、再び完全に埋没するまでの、一連の昇降工程の所要時間に関しても、特に限定されるところではないが、2〜30秒であることが好ましく、3〜20秒がより好ましく、5〜15秒が最も好ましい。この昇降工程の所要時間は、処理液の攪拌効率を決めるために重要である。尚、本明細書にいう「昇降工程の所要時間」とは、「引き上げ時間」及び「浸漬時間」の他、引き上げ工程と浸漬工程との間に停滞時間が存在する場合には「停滞時間」をも含む。
【0034】
この時間が短すぎると、袋構造部の内部の液が開口部(水抜け穴)から処理液が充分放出される前に、再び浸漬することとなり、袋構造部の内部の処理液の攪拌効率が低下する。ただし、本発明における袋構造部の内部の攪拌効果は、前述の如く主として開口部からの処理液の流入によってもたらされるものであり、その際に袋構造部の内部に処理液が残存していても、その効果を得ることは可能である。よって、必ずしも袋構造部の内部から処理液を全て放出する必要は無い。一方、逆にこの時間が長すぎる場合は、袋構造部の内部の処理液が全て放出されてからの時間、つまり本発明の効果に関わらない時間を作ることになり、もはやそれ以上の処理液の攪拌効果が得られないばかりか、該金属構成体表面の発錆や乾きの問題が発生しやすくなる。本発明の表面処理において、期待される処理液の攪拌による作用効果は、袋構造部の内部に対する処理液の流出時と流入時に生じるものであるから、最も好ましい昇降工程の昇降条件としては、袋構造部の内部からほぼ全ての処理液が流出した直後に再び浸漬を開始するタイミングと言える。
【0035】
本発明の表面処理方法にて表面処理される被処理物としては、袋構造部を有する金属構成体であること以外に、特に制約を受けないが、自動車車体であることがより好ましい。各種ピラーやサイドシルと言った複雑な袋構造部を多数有し、金属構成体の一部が冷延鋼板および/または亜鉛系めっき鋼板より構成されており、塗装下地処理としてアルカリ脱脂および、リン酸亜鉛系化成処理またはジルコニウム系化成処理が標準的に施されている自動車車体は、本発明の表面処理方法を適用するための、最も好適な被処理物と言える。
【0036】
自動車車体以外の金属構成体に対しても、本発明の袋構造部の構成要件を満たしていれば、本発明の処理はもちろん適用可能であるが、開口部の面積が0.06cm2(例えば開口部の面積が直径2mmの円二つ)あるいはそれ以下である場合、開口部/袋構造部の面積比率によらず、処理液の表面張力、金属構成体の表面張力、開口部の形状と粗度等の要因によって、処理液が開口部を通過することが困難になる場合があるので好ましくない。袋構造部内の面積についても、特に制限を受けるものではないが、開口部面積からの逆算により、6cm2以下は好ましくない。但し、本発明に係る表面処理方法を適用するに際し、上述したような好ましくない袋構造部や開口部/袋構造部の面積比率が0.1〜10%の範囲外である袋構造部を金属構成体が有していたとしても、少なくとも一つ、袋構造部や開口部/袋構造部の面積比率が0.1〜10%である袋構造部を有している限り、本発明の技術的範囲に属するものとする。
【発明の効果】
【0037】
本発明は、従来の表面処理方法では困難であった袋構造部の内部への処理液の攪拌を、特別な攪拌装置を用いずに可能とした、画期的な処理方法である。
すなわち本発明は、浸漬処理の途中で、処理工程的に単純な昇降工程を設けることにより、袋構造部の内部の表面処理を格段に向上させることができる、金属構成体の表面処理方法を提供するものである。
【実施例】
【0038】
以下に実施例および比較例を挙げて本発明の内容を具体的に説明する。
【0039】
<金属構成体>
板厚0.8mm、100×100mmの冷延鋼板[株式会社パルテック社製:SPCC(JIS 3141)、以下CRSと表記]、および板厚0.8mm、100×100mmの合金化溶融亜鉛めっき鋼板[株式会社パルテック社製:SGCC F06MO(JIS G3302)、以下GAと表記]を用い、第1図に示す立方体のボックスを形成した。上下面および側面2枚にCRS、側面の残り2枚にGAを用い、側面はCRSとGAが互いに隣り合うように配置した。上下の冷延鋼板については、直径2.0cmの円の穴を中心部に開けた。それぞれの板のエッジ部を外側から粘着テープにより接合し、金属構成体を完成させた。なお、この金属構成体は全体が袋構造部となっており、その開口部/袋構造部の面積比率は1.0%(3.14×2cm2/6×100cm2×100)である。
【0040】
<アルカリ脱脂および脱脂性評価>
アルカリ脱脂剤として日本パーカライジング社製「ファインクリーナーE2001」を使用し、これを40℃に加温した後、この金属構成体をトータル処理時間120秒間浸漬処理することにより脱脂した。脱脂処理後は市水中に30秒間浸漬し、金属構成体内外部の脱脂液を洗い流した。市水浸漬後、速やかに粘着テープを剥がし、金属構成体側面のCRSとGAそれぞれの内側の水濡れ面積率を測定した。脱脂性は下記レイティングによって評価した。なお、この金属構成体は、塗油されたCRSとGAを用いて作製した。
水濡れ面積率のレイティング評価
◎:100%、○:80%以上、△:60%以上80%未満、×:60%未満
【0041】
<リン酸亜鉛系化成処理>
日本パーカライジング社製表面調整剤「プレパレンX」の3.0g/L濃度希釈水溶液にて、あらかじめ金属構成体を浸漬処理した。その際、特別な攪拌は行わなかった。次いで35℃に加温した日本パーカライジング社製リン酸亜鉛系化成処理剤「パルボンドSX35」にて、金属構成体をトータル処理時間120秒間浸漬処理した。化成処理後は市水中に30秒間浸漬し、金属構成体の内外部の化成処理液を洗い流した。市水浸漬後、速やかに粘着テープを剥がして金属構成体を解体し、電気オーブンにて乾燥した後、金属構成体側面のCRSとGAそれぞれの内側の皮膜結晶外観を、電子顕微鏡を用いて観察した。化成処理性は下記レイティングによって評価した。なお、CRSとGAは、あらかじめアルカリ脱脂を行い、水洗後に水濡れすることを確認した上で乾燥し、これらを接合して金属構成体を作製した。
化成処理性のレイティング評価
◎:均一緻密、○:若干不均一、△:不均一、×:結晶未着部あり
【0042】
<ジルコニウム系化成処理>
45℃に加温した日本パーカライジング社製ジルコニウム系化成処理剤「パルミナ1000」にて、金属構成体をトータル処理時間120秒間浸漬処理した。化成処理後は市水中に30秒間浸漬し、金属構成体内外部の化成処理液を洗い流した。市水浸漬後、速やかに粘着テープを剥がして金属構成体を解体し、電気オーブンにて乾燥した後、金属構成体側面のCRSとGAそれぞれの内側のZr皮膜外観を、目視観察した。化成処理性は下記レイティングによって評価した。なお、CRSとGAは、あらかじめアルカリ脱脂を行い、水洗後に水濡れすることを確認した上で乾燥し、これらを接合して金属構成体を作製した。
化成処理性のレイティング評価
◎:均一、○:若干不均一、△:不均一、×:極めて不均一
【0043】
実験Aとして、種々の攪拌条件にて、化成処理、すなわちリン酸亜鉛系化成処理およびジルコニウム系化成処理を行った。攪拌条件および化成処理性評価結果を第1表にまとめる。なお、実施例の攪拌条件のパラメータとしては、浸漬処理を開始した時間を基点とした昇降工程の開始時期および昇降時間(昇降に要した時間)を示した。この場合昇降時間は、金属構成体を完全に処理液上に引き上げる時間(引き上げ時間)、および引き上げ状態から再び完全に浸漬させる時間(浸漬時間)を、共に1秒に設定した。すなわち、昇降時間が10秒の場合、金属構成体は1秒で処理液から引き上げられ、8秒間処理液上で停滞し(滞留時間)、残り1秒で再び処理液に浸漬することを意味する。尚、一連の処理工程で、金属構成体の上下方向は不動とした。比較例にはそれぞれの攪拌条件を記載した。実施例および比較例の表面処理条件にて処理した金属構成体内部の表面処理状態評価結果を、攪拌条件と共に第1表に表記した。尚、実施例A10については、昇降時間を1秒に設定したため、金属構成体の半分が処理液上に引き上げられた段階で、引き上げ工程を終了し、停滞せずに直ちに浸漬工程に移行したことを意味している。
【0044】
次に実験Bとして、種々の攪拌条件にて、アルカリ脱脂処理を行った。攪拌条件および脱脂性評価結果を第2表にまとめる。なお、実施例の攪拌条件のパラメータ、比較例の攪拌条件については、実験Aと同様とした。
【0045】
実験A、実験Bいずれにおいても、比較例4に用いた金属構成体の上下の冷延鋼板については、中心部に開ける円の穴の直径を0.5cmとし、開口部/袋構造部の面積比率を0.065%(π×0.252×2cm2/6×100cm2×100)とした。また、比較例5および比較例6に用いた金属構成体の上下の冷延鋼板については、中心部に開ける円の穴の直径を8.0cmとし、開口部/袋構造部の面積比率を17%(π×42×2cm2/6×100cm2×100)とした。
【0046】
第1表および第2表にまとめた表面処理の評価結果を見ると、処理液自身に特別な攪拌を与えなくても、実施例1〜10に示すような昇降工程を設けることで、各種表面処理の処理性が格段に向上することがわかる。また、比較例1の通常の揺動攪拌では、攪拌が袋構造内部にいきわたらず、比較例2のプレスプレー処理も、袋構造内部に対しては効力を持たず、唯一若干の効果の認められた、比較例3の低周波振動攪拌においても、その効果が不充分であり、本発明の優位性が立証できている。一方、比較例4および比較例5より、例え昇降工程を設けても、開口部/袋構造部の面積比率が低すぎる場合、高すぎる場合は本発明の効果が不充分となり、更に、比較例6より、開口部/袋構造部の面積比率が高すぎる場合は、昇降工程を設けるよりもむしろ通常の揺動攪拌の効果が上回り、もはや本発明で定義される袋構造の範囲を超えてしまうため、昇降工程の必要性を失う。
【表1】
【表2】
【図面の簡単な説明】
【0047】
【図1】図1は、金属構成体(立方体のボックス)の概略構成図である。
【特許請求の範囲】
【請求項1】
開口部/袋構造部の面積比率が0.1〜10%の袋構造部を有する金属構成体に対し、水溶液を用いて表面処理をするに当たり、該金属構成体を完全に水溶液に埋没させる浸漬法を適用し、かつ初めに該金属構成体を完全に水溶液に埋没させてから、表面処理を終了して該金属構成体を水溶液から脱離させ、次工程に移行するまでの間に少なくとも1回、袋構造部を水溶液上に引き上げるために該金属構成体の一部または全体を水溶液上に引き上げ、再び完全に水溶液に埋没させる昇降工程を有することを特徴とする、袋構造部を有する金属構成体の表面処理方法。
【請求項2】
該金属構成体の少なくとも一部が、冷延鋼板および/または亜鉛系めっき鋼板より構成されることを特徴とする、請求項1に記載の金属構成体の表面処理方法。
【請求項3】
表面処理が、リン酸亜鉛系化成処理、ジルコニウム系化成処理およびアルカリ脱脂処理から選ばれる一種又は二種以上であることを特徴とする、請求項1または2に記載の金属構成体の表面処理方法。
【請求項4】
表面処理がリン酸亜鉛系化成処理またはジルコニウム系化成処理であって、昇降工程の開始時期が、金属構成体を初めて水溶液に浸漬させてから10〜70秒の間にあることを特徴とする、請求項1〜3いずれかに記載の金属構成体の表面処理方法。
【請求項5】
表面処理がアルカリ脱脂処理であって、昇降工程の開始時期が、金属構成体を初めて水溶液に浸漬させてから30〜90秒の間にあることを特徴とする、請求項1〜3いずれかに記載の金属構成体の表面処理方法。
【請求項6】
金属構成体の一部が水溶液上に引き上げられ、再び完全に液面下に埋没するまでの一連の昇降工程の昇降時間が、2〜30秒であることを特徴とする、請求項1〜5いずれかに記載の金属構成体の表面処理方法。
【請求項7】
金属構成体が自動車車体であることを特徴とする、請求項1〜6いずれかに記載の袋構造部を有する金属構成体の表面処理方法。
【請求項1】
開口部/袋構造部の面積比率が0.1〜10%の袋構造部を有する金属構成体に対し、水溶液を用いて表面処理をするに当たり、該金属構成体を完全に水溶液に埋没させる浸漬法を適用し、かつ初めに該金属構成体を完全に水溶液に埋没させてから、表面処理を終了して該金属構成体を水溶液から脱離させ、次工程に移行するまでの間に少なくとも1回、袋構造部を水溶液上に引き上げるために該金属構成体の一部または全体を水溶液上に引き上げ、再び完全に水溶液に埋没させる昇降工程を有することを特徴とする、袋構造部を有する金属構成体の表面処理方法。
【請求項2】
該金属構成体の少なくとも一部が、冷延鋼板および/または亜鉛系めっき鋼板より構成されることを特徴とする、請求項1に記載の金属構成体の表面処理方法。
【請求項3】
表面処理が、リン酸亜鉛系化成処理、ジルコニウム系化成処理およびアルカリ脱脂処理から選ばれる一種又は二種以上であることを特徴とする、請求項1または2に記載の金属構成体の表面処理方法。
【請求項4】
表面処理がリン酸亜鉛系化成処理またはジルコニウム系化成処理であって、昇降工程の開始時期が、金属構成体を初めて水溶液に浸漬させてから10〜70秒の間にあることを特徴とする、請求項1〜3いずれかに記載の金属構成体の表面処理方法。
【請求項5】
表面処理がアルカリ脱脂処理であって、昇降工程の開始時期が、金属構成体を初めて水溶液に浸漬させてから30〜90秒の間にあることを特徴とする、請求項1〜3いずれかに記載の金属構成体の表面処理方法。
【請求項6】
金属構成体の一部が水溶液上に引き上げられ、再び完全に液面下に埋没するまでの一連の昇降工程の昇降時間が、2〜30秒であることを特徴とする、請求項1〜5いずれかに記載の金属構成体の表面処理方法。
【請求項7】
金属構成体が自動車車体であることを特徴とする、請求項1〜6いずれかに記載の袋構造部を有する金属構成体の表面処理方法。
【図1】

【公開番号】特開2010−37638(P2010−37638A)
【公開日】平成22年2月18日(2010.2.18)
【国際特許分類】
【出願番号】特願2008−205216(P2008−205216)
【出願日】平成20年8月8日(2008.8.8)
【出願人】(000229597)日本パーカライジング株式会社 (198)
【Fターム(参考)】
【公開日】平成22年2月18日(2010.2.18)
【国際特許分類】
【出願日】平成20年8月8日(2008.8.8)
【出願人】(000229597)日本パーカライジング株式会社 (198)
【Fターム(参考)】
[ Back to top ]