
金属皮膜を有する透明部材の製造方法
【課題】金属皮膜を有する透明シート(透明部材)を環境に負荷をかけることなく低コストで製造する方法の提供。
【解決手段】前処理工程において、不飽和結合を有する透明樹脂からなる素材シート1の表面を、当該表面の粗化を伴わずにオゾン水で処理する。例えば素材シート1を、オゾン濃度10〜60ppm、温度5〜50°Cのオゾン水3に3〜12分間浸漬する。めっき工程では、素材の表面に無電解めっきを施すことにより、透明性を有する金属皮膜を形成する。
【解決手段】前処理工程において、不飽和結合を有する透明樹脂からなる素材シート1の表面を、当該表面の粗化を伴わずにオゾン水で処理する。例えば素材シート1を、オゾン濃度10〜60ppm、温度5〜50°Cのオゾン水3に3〜12分間浸漬する。めっき工程では、素材の表面に無電解めっきを施すことにより、透明性を有する金属皮膜を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属皮膜を有する透明部材の製造方法に関する。
【背景技術】
【0002】
樹脂素材に金属皮膜をめっきして、自動車や家電製品等の部品を製造することは周知である。
樹脂素材としてはABSが最も多く用いられており、この樹脂素材の表面をエッチングにより粗化し、その後で無電解めっきを施し、さらに必要に応じて電解めっきを施すことにより、金属皮膜を形成する。
【0003】
上記めっきにより形成された金属皮膜は、エッチングにより粗化された樹脂素材の表面の微細な凹凸のアンカー効果で、しっかりと樹脂素材の表面に固定される。
【0004】
上記樹脂表面のエッチング処理には一般的にクロム酸・硫酸が用いられるが、環境への負荷が大きいので、他の手段が種々提案されている。
例えば、特許文献1に開示された方法では、樹脂素材を100°Cと高温に加熱した容器に入れて100g/m3の高濃度のオゾンガスにさらすことにより、表面を粗化している。また、この特許文献1では、オゾンガス処理と紫外線照射を組み合わせることにより、エッチング深さを増大させることも提案されている。
【0005】
特許文献2に開示された方法では、オゾンを溶解させた炭酸水素化合物水溶液中に樹脂素材を浸漬することにより、素材表面のエッチング深さを確保している。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平1−92377号公報
【特許文献2】特開2001−131759号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、金属皮膜を有する透明部材を製造する方法はまだ提案されていない。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の透明部材の製造方法は、
不飽和結合を有する透明樹脂からなる素材の表面を、当該表面の粗化を伴わずにオゾン水で処理する前処理工程と、
上記素材の表面に、無電解めっきを含むめっき処理を施すことにより、透明性を有する金属皮膜を形成するめっき工程と
を備えたことを特徴とする。
【0009】
不飽和結合とは、C=C結合、C≡C、C=N結合等を言う。不飽和結合を有する透明樹脂としては、PET(ポリエチレンテレフタレート),PS(ポリスチレン)、PI(ポリイミド)、PC(ポリカーボネート)、PSF(ポリサルフォン)、PES(ポリエーテルサルフォン)、PAR(ポリアリレート)、PEI(ポリエーテルイミド)、PPE(ポリフェニレンエーテル)、AS(アクリロ二トリル・スチレン)、PF(フェノール樹脂)、MF(メラミン樹脂)、EP(エポキシ樹脂)、UP(不飽和ポリエステル樹脂)、それらの共重合体または混合物、等が挙げられるが、これに限定されない。
透明樹脂の透過率は、可視光領域にて好ましくは80%以上である。
【0010】
前処理工程では、オゾン水を用いるため、環境に負荷をかけずに低コストで素材の表面を処理できる。
前処理工程において、オゾン水で素材表面を処理する際に表面の粗化を伴わないので、当該素材の透明性を維持できる。素材表面には、オゾン水との反応により、C=O基やOH基等の官能基が生成される。
【0011】
無電解めっきを含むめっき工程では、透明性を有する金属皮膜を形成する。その結果として、樹脂素材と金属素材を有する透明部材が得られる。透明部材の光透過率は、50%以上であり、好ましくは70%以上である。
このめっき工程において、上記素材表面に生成された官能基が金属めっきの密着性に寄与していることが考えられる。
【0012】
好ましくは、上記前処理工程では、上記素材を、オゾン濃度10〜60ppm、温度5〜50°Cのオゾン水に3〜12分間浸漬する。
オゾン水の温度は、常温または常温に近い温度範囲5〜50℃とする。5℃未満では反応速度が遅くなり、十分にオゾン処理されない。50℃を超えると、上記前処理効果を発揮できるレベルにオゾンを溶解させることが困難になる。より好ましくは20〜40℃である。
オゾン濃度が10ppm未満であると時間をかけてもオゾン水処理の効果が得られない。60ppmは常温での飽和濃度に近く、60ppmを超えるとそれ以上オゾンを溶解させるのが困難となる。より好ましくは、20〜50ppmである。
浸漬時間は、3〜12分である。3分未満であると十分にオゾン水処理がなされず、15分を超えると表面が粗化され、透明度が劣化するからである。好ましくは、5〜10分である。
【0013】
上記前処理工程では、素材をオゾン水に浸漬する代わりに、素材表面にオゾン水を吹き付けてもよい。オゾン水のオゾン濃度、温度、吹き付け時間は、浸漬する場合と同等でよい。
【0014】
オゾン水溶液には、微量の界面活性剤、有機溶剤、酸(無機酸、有機酸)等を添加してもよい。
【0015】
好ましくは、上記素材は均一厚さのシートからなる。
これによれば、シート状の透明部材が得られ、太陽電池や液晶の透明電極等に応用可能である。
【0016】
好ましくは、上記前処理工程では、上記素材の一方の面がマスクされた状態で上記素材の他方の面のみをオゾン水で処理し、上記めっき工程では当該他方の面に金属皮膜を形成する。
これによれば、確実に片面のみに金属皮膜を形成することができる。
【発明の効果】
【0017】
本発明によれば、金属皮膜を有する透明部材を環境に負荷をかけることなく低コストで製造できる。
【図面の簡単な説明】
【0018】
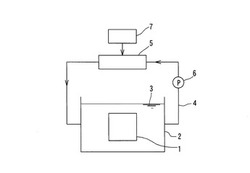
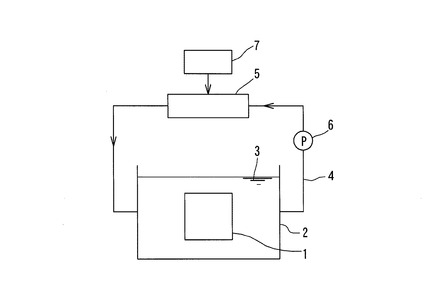
【図1】本発明方法の一実施形態において、オゾン処理工程で用いられるシステムの概略図である。
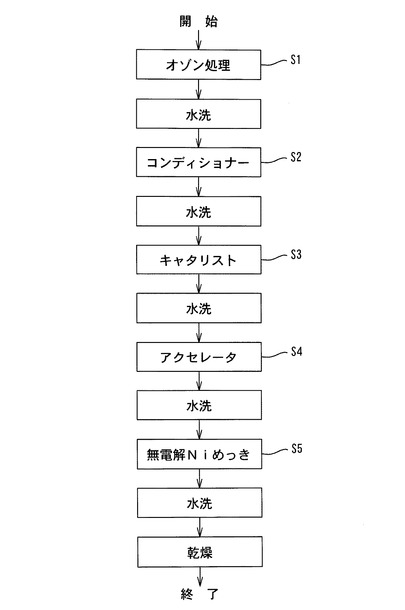
【図2】同実施形態での工程を示すフローチャートである。
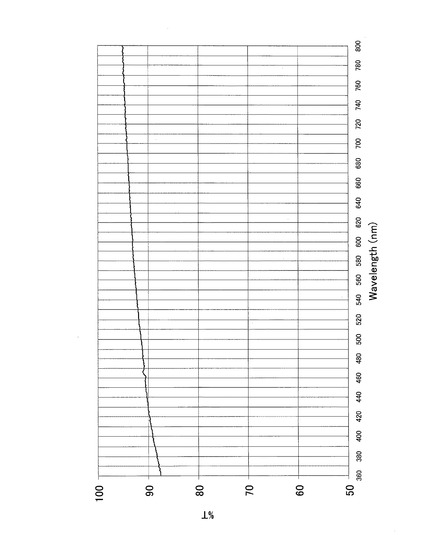
【図3】未処理の試料シートの光透過率と、金属皮膜を形成した試料シートの光透過率(絶対透過率)を示すグラフである。
【図4】上記未処理の試料シートと比較した場合の、金属皮膜を形成した試料シートの光透過率(相対透過率)を示すグラフである。
【発明を実施するための形態】
【0019】
以下、本発明の一実施形態に係わる方法を、図面を参照しながら説明する。
不飽和結合を有する透明樹脂、例えば図1に示すPETからなるシート1(素材)を用意する。このPETシート1の厚さは均一で、0.5mm〜3mmである。
上記PETシート1の一方の面はシールが貼られてマスクされている。
【0020】
以下、図2を参照しながら工程順に説明する。
オゾン水処理S1
図1に示すように、上記PETシート1を、処理槽2中のオゾン水3に浸漬する。この処理槽2中のオゾン水3のオゾン濃度は一定に維持されており、10〜60ppm、好ましくは20〜50ppmである。このオゾン水温度も一定に維持され、5〜50℃、好ましくは20〜40℃である。
【0021】
上記処理槽1は循環回路4を介してオゾン溶解モジュール5に接続されている。ポンプ6により水が処理槽1とオゾン溶解モジュール5間を循環する。オゾン溶解モジュール5では、オゾン源7からのオゾンが、処理槽2から送られてきた水に溶解する。オゾン水のオゾン濃度は図示しないオゾン濃度計で監視しており、一定濃度になるように、オゾン溶解モジュール5からオゾンが補給される。
上記PETシート1の浸漬時間は3〜12分であり、好ましくは、5〜10分である。
【0022】
上記オゾン水処理で、PETシート1の面(マスクされていない方の面)が表面処理される。表面は粗化されずPETシート1の透明性を維持される。未処理のPETシート1に比べて90%以上、好ましくは95%以上の光透過率を維持する。PETシート1の表面にはオゾンとの化学反応によりC=O基やOH基等の官能基が生成される。
上記オゾン水処理S1後にPETシート1を水洗する。
【0023】
コンデショナー処理S2(表面調整)
次に、PETシートをコンディショナー液に浸漬することにより表面調整を行い、その後でPETシートを水洗する。
上記工程S1,S2で前処理工程が終了し、以下のめっき工程S3〜S5に移行する。
【0024】
キャタリスト処理S3(触媒付着)
PETシートを例えばPd−Sn錯体を含むキャタリスト溶液中に浸漬して、PETシートの表面にPd−Sn錯体を付着させる。その後で、PETシート1を水洗する。
【0025】
アクセレータ処理S4(触媒活性化)
次に、PETシートをアクセレータ溶液中に浸漬して、スズ塩を溶解させ、PETシートの表面にめっき触媒としての金属パラジウムを生成させる。その後で、PETシートを水洗する。
【0026】
無電解めっきS5
金属例えばNiを無電解めっきして金属皮膜を形成する。その後で水洗し、乾燥する。
上記金属皮膜は透明性を有している。換言すれば、透明性を有するように厚さを制限している。
得られた金属皮膜付きの透明シート(透明部材)の光透過率は、50%以上であり、好ましくは、70%以上である。
【実施例1】
【0027】
PETシートとして、積水成型工業株式会社製の品番エステラC−1000のPET−G(非結晶性、透明性を有するPET)の試料シートを用意した。この試料シートのサイズは、50mm×50mmで厚さ1mmである。
試料シートの光透過率は図3の線Aで示すように、可視光の波長の全範囲(380〜750nm)において70%を超えており、平均して約90%である。なお、この光透過率測定には日立製作所製の320型自記分光光度計を用いた。当該光度計は基準セルと試料セルを有しており、基準セルに何もセットせず、試料セルに上記シートをセットし、基準セルに対する試料セルでの光透過量の比を上記光透過率(絶対透過率)として計測した。
【0028】
オゾン水処理工程では、オゾン濃度30ppm、温度35℃のオゾン水に上記試料シートを6分間浸漬した。オゾン溶解モジュールとして、株式会社イーアールシーのオゾン水製造装置JOZ−01A型を用いた。このモジュールでは、ハウジング内に非多孔質中空糸が収容されており、この非多孔質中空糸内をオゾン発生源からのオゾンガスが流れ、このオゾンが非多孔質中空糸の周壁を形成する膜を介して、ハウジング内の循環水に溶解するようになっている。
【0029】
上記オゾン水処理後の試料シートの表面状態を走査型電子顕微鏡及びレーザー顕微鏡で観察したが、粗化が殆ど生じず、処理前と同程度の平滑性を有していた。また、このオゾン水処理による光透過率の実質的な低下は生じなかった。
また、オゾン水処理後の試料シートの表面状態を赤外分光分析計を用いて測定したところ、1700cm−1付近、3200−3500のcm−1付近にそれぞれピークがあり、C=O基、OH基等の官能基の生成が確認された。
【0030】
コンディショナー処理では、試料シートを奥野製薬工業株式会社製のコンディライザーSPの水溶液150ml/Lに10分間浸漬した。
【0031】
キャタリスト処理では、試料シートを、奥野製薬工業株式会社製のキャタリストC6ml/Lと塩酸100ml/Lの水溶液に2分間浸漬した。これにより、Pd−Sn錯体(Pd−Sn化合物)を試料シート表面に吸着させた。
【0032】
アクセレータ処理では、試料シートを、10vol%硫酸に10分間浸漬した。これにより、試料シート表面においてスズ塩を溶解させ、金属パラジウムを生成した。
【0033】
無電解めっき処理では、試料シートを下記表1に示す水溶液に15秒間浸漬して、Niの金属皮膜を形成した。
【表1】

【0034】
各工程後の水洗時間はそれぞれ1分間とした。
【0035】
得られた金属皮膜付き試料シートは目視透明性があった。これを確認すべく、上記分光光度計で2つの測定を行った。
測定1
上記分光光度計の基準セルに何もセットせず、試料セルに上記金属皮膜付き試料シートをセットし、基準セルに対する試料セルでの光透過量の比として光透過率(絶対透過率)を計測した。金属皮膜付き試料シートの光透過率は図3の線Bで示すように、可視光の波長範囲(380〜750nm)において70%を超えており、平均しても80%を超えていた。
測定2
分光光度計の基準セルに前述した未処理の試料シートをセットし、試料セルに上記金属皮膜付き試料シートをセットし、両者の光透過量の比を、金属皮膜付き試料シートの相対透過率として計測した。これにより、図4の線Cで示すように、可視光の波長範囲において金属皮膜形成により透明度の減少率が10%未満であることが確認された。
【0036】
上記金属皮膜の厚さについては次のようにして求めた。金属皮膜形成後の試料シートの重量から金属皮膜形成前の試料シートの重量を差し引いて金属皮膜の重量を求めたところ、1mg以下であった。Niの比重が8.9g/cm3であり、試料シートの面積が25cm2であり、これら数値から下記式に基づき金属皮膜厚さを演算した。
金属皮膜厚さ=重量/面積・比重=(1mg以下)/25cm2・8.9g/cm3
=45nm以下
【0037】
本発明は上記実施形態に制約されず種々の態様が可能である。例えば、無電解めっきにより形成される金属皮膜はNiに制約されず、用途に応じて種々選択可能であり、例えばCuであってもよい。
無電解めっきした後で、必要に応じて電解めっきにより金属皮膜を形成してもよい。例えば、無電界めっきによりNi皮膜を形成した後、電界めっきによりCu皮膜を形成してもよい。このようにして形成された金属皮膜が透明性を有し、結果物である透明部材が50%以上の光透過率を有していればよい。
オゾン水処理において、樹脂素材をオゾン水に浸漬する代わりに、オゾン水を樹脂素材表面に吹き付けてもよい。この場合の、温度、オゾン濃度、吹き付け時間(処理時間)は、浸漬の場合と同じでよい。
素材の樹脂材料としては、不飽和結合を有する透明樹脂であればよく、上記PETの他、PS,PI,PC等を用いることができる。
【産業上の利用可能性】
【0038】
本発明は、透明性を要求される金属皮膜付き樹脂製品に適用することができ、金属皮膜付き透明シートにした場合、太陽電池や液晶表示装置における透明電極に適用することができる。
【技術分野】
【0001】
本発明は、金属皮膜を有する透明部材の製造方法に関する。
【背景技術】
【0002】
樹脂素材に金属皮膜をめっきして、自動車や家電製品等の部品を製造することは周知である。
樹脂素材としてはABSが最も多く用いられており、この樹脂素材の表面をエッチングにより粗化し、その後で無電解めっきを施し、さらに必要に応じて電解めっきを施すことにより、金属皮膜を形成する。
【0003】
上記めっきにより形成された金属皮膜は、エッチングにより粗化された樹脂素材の表面の微細な凹凸のアンカー効果で、しっかりと樹脂素材の表面に固定される。
【0004】
上記樹脂表面のエッチング処理には一般的にクロム酸・硫酸が用いられるが、環境への負荷が大きいので、他の手段が種々提案されている。
例えば、特許文献1に開示された方法では、樹脂素材を100°Cと高温に加熱した容器に入れて100g/m3の高濃度のオゾンガスにさらすことにより、表面を粗化している。また、この特許文献1では、オゾンガス処理と紫外線照射を組み合わせることにより、エッチング深さを増大させることも提案されている。
【0005】
特許文献2に開示された方法では、オゾンを溶解させた炭酸水素化合物水溶液中に樹脂素材を浸漬することにより、素材表面のエッチング深さを確保している。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平1−92377号公報
【特許文献2】特開2001−131759号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、金属皮膜を有する透明部材を製造する方法はまだ提案されていない。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の透明部材の製造方法は、
不飽和結合を有する透明樹脂からなる素材の表面を、当該表面の粗化を伴わずにオゾン水で処理する前処理工程と、
上記素材の表面に、無電解めっきを含むめっき処理を施すことにより、透明性を有する金属皮膜を形成するめっき工程と
を備えたことを特徴とする。
【0009】
不飽和結合とは、C=C結合、C≡C、C=N結合等を言う。不飽和結合を有する透明樹脂としては、PET(ポリエチレンテレフタレート),PS(ポリスチレン)、PI(ポリイミド)、PC(ポリカーボネート)、PSF(ポリサルフォン)、PES(ポリエーテルサルフォン)、PAR(ポリアリレート)、PEI(ポリエーテルイミド)、PPE(ポリフェニレンエーテル)、AS(アクリロ二トリル・スチレン)、PF(フェノール樹脂)、MF(メラミン樹脂)、EP(エポキシ樹脂)、UP(不飽和ポリエステル樹脂)、それらの共重合体または混合物、等が挙げられるが、これに限定されない。
透明樹脂の透過率は、可視光領域にて好ましくは80%以上である。
【0010】
前処理工程では、オゾン水を用いるため、環境に負荷をかけずに低コストで素材の表面を処理できる。
前処理工程において、オゾン水で素材表面を処理する際に表面の粗化を伴わないので、当該素材の透明性を維持できる。素材表面には、オゾン水との反応により、C=O基やOH基等の官能基が生成される。
【0011】
無電解めっきを含むめっき工程では、透明性を有する金属皮膜を形成する。その結果として、樹脂素材と金属素材を有する透明部材が得られる。透明部材の光透過率は、50%以上であり、好ましくは70%以上である。
このめっき工程において、上記素材表面に生成された官能基が金属めっきの密着性に寄与していることが考えられる。
【0012】
好ましくは、上記前処理工程では、上記素材を、オゾン濃度10〜60ppm、温度5〜50°Cのオゾン水に3〜12分間浸漬する。
オゾン水の温度は、常温または常温に近い温度範囲5〜50℃とする。5℃未満では反応速度が遅くなり、十分にオゾン処理されない。50℃を超えると、上記前処理効果を発揮できるレベルにオゾンを溶解させることが困難になる。より好ましくは20〜40℃である。
オゾン濃度が10ppm未満であると時間をかけてもオゾン水処理の効果が得られない。60ppmは常温での飽和濃度に近く、60ppmを超えるとそれ以上オゾンを溶解させるのが困難となる。より好ましくは、20〜50ppmである。
浸漬時間は、3〜12分である。3分未満であると十分にオゾン水処理がなされず、15分を超えると表面が粗化され、透明度が劣化するからである。好ましくは、5〜10分である。
【0013】
上記前処理工程では、素材をオゾン水に浸漬する代わりに、素材表面にオゾン水を吹き付けてもよい。オゾン水のオゾン濃度、温度、吹き付け時間は、浸漬する場合と同等でよい。
【0014】
オゾン水溶液には、微量の界面活性剤、有機溶剤、酸(無機酸、有機酸)等を添加してもよい。
【0015】
好ましくは、上記素材は均一厚さのシートからなる。
これによれば、シート状の透明部材が得られ、太陽電池や液晶の透明電極等に応用可能である。
【0016】
好ましくは、上記前処理工程では、上記素材の一方の面がマスクされた状態で上記素材の他方の面のみをオゾン水で処理し、上記めっき工程では当該他方の面に金属皮膜を形成する。
これによれば、確実に片面のみに金属皮膜を形成することができる。
【発明の効果】
【0017】
本発明によれば、金属皮膜を有する透明部材を環境に負荷をかけることなく低コストで製造できる。
【図面の簡単な説明】
【0018】
【図1】本発明方法の一実施形態において、オゾン処理工程で用いられるシステムの概略図である。
【図2】同実施形態での工程を示すフローチャートである。
【図3】未処理の試料シートの光透過率と、金属皮膜を形成した試料シートの光透過率(絶対透過率)を示すグラフである。
【図4】上記未処理の試料シートと比較した場合の、金属皮膜を形成した試料シートの光透過率(相対透過率)を示すグラフである。
【発明を実施するための形態】
【0019】
以下、本発明の一実施形態に係わる方法を、図面を参照しながら説明する。
不飽和結合を有する透明樹脂、例えば図1に示すPETからなるシート1(素材)を用意する。このPETシート1の厚さは均一で、0.5mm〜3mmである。
上記PETシート1の一方の面はシールが貼られてマスクされている。
【0020】
以下、図2を参照しながら工程順に説明する。
オゾン水処理S1
図1に示すように、上記PETシート1を、処理槽2中のオゾン水3に浸漬する。この処理槽2中のオゾン水3のオゾン濃度は一定に維持されており、10〜60ppm、好ましくは20〜50ppmである。このオゾン水温度も一定に維持され、5〜50℃、好ましくは20〜40℃である。
【0021】
上記処理槽1は循環回路4を介してオゾン溶解モジュール5に接続されている。ポンプ6により水が処理槽1とオゾン溶解モジュール5間を循環する。オゾン溶解モジュール5では、オゾン源7からのオゾンが、処理槽2から送られてきた水に溶解する。オゾン水のオゾン濃度は図示しないオゾン濃度計で監視しており、一定濃度になるように、オゾン溶解モジュール5からオゾンが補給される。
上記PETシート1の浸漬時間は3〜12分であり、好ましくは、5〜10分である。
【0022】
上記オゾン水処理で、PETシート1の面(マスクされていない方の面)が表面処理される。表面は粗化されずPETシート1の透明性を維持される。未処理のPETシート1に比べて90%以上、好ましくは95%以上の光透過率を維持する。PETシート1の表面にはオゾンとの化学反応によりC=O基やOH基等の官能基が生成される。
上記オゾン水処理S1後にPETシート1を水洗する。
【0023】
コンデショナー処理S2(表面調整)
次に、PETシートをコンディショナー液に浸漬することにより表面調整を行い、その後でPETシートを水洗する。
上記工程S1,S2で前処理工程が終了し、以下のめっき工程S3〜S5に移行する。
【0024】
キャタリスト処理S3(触媒付着)
PETシートを例えばPd−Sn錯体を含むキャタリスト溶液中に浸漬して、PETシートの表面にPd−Sn錯体を付着させる。その後で、PETシート1を水洗する。
【0025】
アクセレータ処理S4(触媒活性化)
次に、PETシートをアクセレータ溶液中に浸漬して、スズ塩を溶解させ、PETシートの表面にめっき触媒としての金属パラジウムを生成させる。その後で、PETシートを水洗する。
【0026】
無電解めっきS5
金属例えばNiを無電解めっきして金属皮膜を形成する。その後で水洗し、乾燥する。
上記金属皮膜は透明性を有している。換言すれば、透明性を有するように厚さを制限している。
得られた金属皮膜付きの透明シート(透明部材)の光透過率は、50%以上であり、好ましくは、70%以上である。
【実施例1】
【0027】
PETシートとして、積水成型工業株式会社製の品番エステラC−1000のPET−G(非結晶性、透明性を有するPET)の試料シートを用意した。この試料シートのサイズは、50mm×50mmで厚さ1mmである。
試料シートの光透過率は図3の線Aで示すように、可視光の波長の全範囲(380〜750nm)において70%を超えており、平均して約90%である。なお、この光透過率測定には日立製作所製の320型自記分光光度計を用いた。当該光度計は基準セルと試料セルを有しており、基準セルに何もセットせず、試料セルに上記シートをセットし、基準セルに対する試料セルでの光透過量の比を上記光透過率(絶対透過率)として計測した。
【0028】
オゾン水処理工程では、オゾン濃度30ppm、温度35℃のオゾン水に上記試料シートを6分間浸漬した。オゾン溶解モジュールとして、株式会社イーアールシーのオゾン水製造装置JOZ−01A型を用いた。このモジュールでは、ハウジング内に非多孔質中空糸が収容されており、この非多孔質中空糸内をオゾン発生源からのオゾンガスが流れ、このオゾンが非多孔質中空糸の周壁を形成する膜を介して、ハウジング内の循環水に溶解するようになっている。
【0029】
上記オゾン水処理後の試料シートの表面状態を走査型電子顕微鏡及びレーザー顕微鏡で観察したが、粗化が殆ど生じず、処理前と同程度の平滑性を有していた。また、このオゾン水処理による光透過率の実質的な低下は生じなかった。
また、オゾン水処理後の試料シートの表面状態を赤外分光分析計を用いて測定したところ、1700cm−1付近、3200−3500のcm−1付近にそれぞれピークがあり、C=O基、OH基等の官能基の生成が確認された。
【0030】
コンディショナー処理では、試料シートを奥野製薬工業株式会社製のコンディライザーSPの水溶液150ml/Lに10分間浸漬した。
【0031】
キャタリスト処理では、試料シートを、奥野製薬工業株式会社製のキャタリストC6ml/Lと塩酸100ml/Lの水溶液に2分間浸漬した。これにより、Pd−Sn錯体(Pd−Sn化合物)を試料シート表面に吸着させた。
【0032】
アクセレータ処理では、試料シートを、10vol%硫酸に10分間浸漬した。これにより、試料シート表面においてスズ塩を溶解させ、金属パラジウムを生成した。
【0033】
無電解めっき処理では、試料シートを下記表1に示す水溶液に15秒間浸漬して、Niの金属皮膜を形成した。
【表1】
【0034】
各工程後の水洗時間はそれぞれ1分間とした。
【0035】
得られた金属皮膜付き試料シートは目視透明性があった。これを確認すべく、上記分光光度計で2つの測定を行った。
測定1
上記分光光度計の基準セルに何もセットせず、試料セルに上記金属皮膜付き試料シートをセットし、基準セルに対する試料セルでの光透過量の比として光透過率(絶対透過率)を計測した。金属皮膜付き試料シートの光透過率は図3の線Bで示すように、可視光の波長範囲(380〜750nm)において70%を超えており、平均しても80%を超えていた。
測定2
分光光度計の基準セルに前述した未処理の試料シートをセットし、試料セルに上記金属皮膜付き試料シートをセットし、両者の光透過量の比を、金属皮膜付き試料シートの相対透過率として計測した。これにより、図4の線Cで示すように、可視光の波長範囲において金属皮膜形成により透明度の減少率が10%未満であることが確認された。
【0036】
上記金属皮膜の厚さについては次のようにして求めた。金属皮膜形成後の試料シートの重量から金属皮膜形成前の試料シートの重量を差し引いて金属皮膜の重量を求めたところ、1mg以下であった。Niの比重が8.9g/cm3であり、試料シートの面積が25cm2であり、これら数値から下記式に基づき金属皮膜厚さを演算した。
金属皮膜厚さ=重量/面積・比重=(1mg以下)/25cm2・8.9g/cm3
=45nm以下
【0037】
本発明は上記実施形態に制約されず種々の態様が可能である。例えば、無電解めっきにより形成される金属皮膜はNiに制約されず、用途に応じて種々選択可能であり、例えばCuであってもよい。
無電解めっきした後で、必要に応じて電解めっきにより金属皮膜を形成してもよい。例えば、無電界めっきによりNi皮膜を形成した後、電界めっきによりCu皮膜を形成してもよい。このようにして形成された金属皮膜が透明性を有し、結果物である透明部材が50%以上の光透過率を有していればよい。
オゾン水処理において、樹脂素材をオゾン水に浸漬する代わりに、オゾン水を樹脂素材表面に吹き付けてもよい。この場合の、温度、オゾン濃度、吹き付け時間(処理時間)は、浸漬の場合と同じでよい。
素材の樹脂材料としては、不飽和結合を有する透明樹脂であればよく、上記PETの他、PS,PI,PC等を用いることができる。
【産業上の利用可能性】
【0038】
本発明は、透明性を要求される金属皮膜付き樹脂製品に適用することができ、金属皮膜付き透明シートにした場合、太陽電池や液晶表示装置における透明電極に適用することができる。
【特許請求の範囲】
【請求項1】
不飽和結合を有する透明樹脂からなる素材の表面を、当該表面の粗化を伴わずにオゾン水で処理する前処理工程と、
上記素材の表面に、無電解めっきを含むめっき処理を施すことにより、透明性を有する金属皮膜を形成するめっき工程と、
を備えたことを特徴とする透明部材の製造方法。
【請求項2】
上記前処理工程では、上記素材を、オゾン濃度10〜60ppm、温度5〜50°Cのオゾン水に3〜12分間浸漬することを特徴とする請求項1に記載の透明部材の製造方法。
【請求項3】
上記前処理工程では、上記素材の表面に、オゾン濃度10〜60ppm、温度5〜50°Cのオゾン水を3〜12分間吹き付けることを特徴とする請求項1に記載の透明部材の製造方法。
【請求項4】
上記素材が均一厚さのシートからなることを特徴とする請求項1〜3のいずれかに記載の透明部材の製造方法。
【請求項5】
上記前処理工程では、上記素材の一方の面がマスクされた状態で上記素材の他方の面のみをオゾン水で処理し、上記めっき工程では当該他方の面に金属皮膜を形成することを特徴とする請求項4に記載の透明部材の製造方法。
【請求項1】
不飽和結合を有する透明樹脂からなる素材の表面を、当該表面の粗化を伴わずにオゾン水で処理する前処理工程と、
上記素材の表面に、無電解めっきを含むめっき処理を施すことにより、透明性を有する金属皮膜を形成するめっき工程と、
を備えたことを特徴とする透明部材の製造方法。
【請求項2】
上記前処理工程では、上記素材を、オゾン濃度10〜60ppm、温度5〜50°Cのオゾン水に3〜12分間浸漬することを特徴とする請求項1に記載の透明部材の製造方法。
【請求項3】
上記前処理工程では、上記素材の表面に、オゾン濃度10〜60ppm、温度5〜50°Cのオゾン水を3〜12分間吹き付けることを特徴とする請求項1に記載の透明部材の製造方法。
【請求項4】
上記素材が均一厚さのシートからなることを特徴とする請求項1〜3のいずれかに記載の透明部材の製造方法。
【請求項5】
上記前処理工程では、上記素材の一方の面がマスクされた状態で上記素材の他方の面のみをオゾン水で処理し、上記めっき工程では当該他方の面に金属皮膜を形成することを特徴とする請求項4に記載の透明部材の製造方法。
【図1】

【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−153969(P2012−153969A)
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願番号】特願2011−16650(P2011−16650)
【出願日】平成23年1月28日(2011.1.28)
【出願人】(390015314)株式会社イーアールシー (5)
【Fターム(参考)】
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願日】平成23年1月28日(2011.1.28)
【出願人】(390015314)株式会社イーアールシー (5)
【Fターム(参考)】
[ Back to top ]