
金属箔付きプリプレグ、積層板および半導体パッケージ
【課題】 プリプレグにしたときに可撓性を有し、割れの発生を防止し得る樹脂組成物を提供することを課題とする。また、可撓性を有し、割れの発生を防止し得るプリプレグを提供すること、更にはプリプレグ中における樹脂組成物が未硬化であっても作業性に優れるプリプレグおよびこれを備えたプリント配線板等を提供することを課題とする。
【解決手段】 本発明の樹脂組成物は、基材に含浸させてシート状のプリプレグ1を形成するために用いる樹脂組成物であって、第1の熱硬化性樹脂と、第1の熱硬化性樹脂よりも重量平均分子量の低い第2の熱硬化性樹脂と、硬化剤と、充填剤とを含むものである。本発明のプリプレグは、上述の樹脂組成物をシート状基材に含浸してなる。本発明のプリント配線板は、上述のプリプレグに金属箔を積層し、加熱加圧成形してなる。本発明のパッケージは、金属箔を積層したプリプレグにICチップを搭載してなる。
【解決手段】 本発明の樹脂組成物は、基材に含浸させてシート状のプリプレグ1を形成するために用いる樹脂組成物であって、第1の熱硬化性樹脂と、第1の熱硬化性樹脂よりも重量平均分子量の低い第2の熱硬化性樹脂と、硬化剤と、充填剤とを含むものである。本発明のプリプレグは、上述の樹脂組成物をシート状基材に含浸してなる。本発明のプリント配線板は、上述のプリプレグに金属箔を積層し、加熱加圧成形してなる。本発明のパッケージは、金属箔を積層したプリプレグにICチップを搭載してなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂組成物、プリプレグ、積層板および半導体パッケージに関する。
【背景技術】
【0002】
通常、プリント配線板等を構成するプリプレグは、エポキシ樹脂、シアネート樹脂等の熱硬化性樹脂ワニスをガラスクロス等の基材に含浸した後、加熱乾燥、反応する工程により得られる。次いでこのプリプレグを用いて、銅張り積層板やプリント配線板等が製造される。
【0003】
プリプレグを構成する樹脂が未硬化の場合、プリプレグの表面がべた付くため(タックの発生)、作業性が低下するといった問題点を有していた。また、加熱加圧時に樹脂フローが大きくなり、成形性が低下するといった問題点を有していた。
【0004】
そこで、一般にプリプレグは、上述の加熱反応する工程により、構成する熱硬化性樹脂を、半硬化の状態とすることで、プリプレグ表面のタックの発生を抑え、加熱加圧時のフローを制御している。
【0005】
しかし、半硬化状態のプリプレグは、可撓性に欠け、割れ易いといった問題点を有していた。そのため、半硬化状態のプリプレグを直接回路加工することができなかった。
【0006】
また、半硬化の樹脂と基材との接着強度が十分でない等の理由より、プリプレグを切断加工した際に、樹脂組成物や基材からなる粉が発生し、作業性が低下するといった問題点を有していた。更に、この粉が、積層のためにプリプレグを取り扱う場合にプリプレグから離脱して、銅箔等の金属箔や積層成形用の金属プレートに付着し、成形を終えた積層板やプリント配線板に、いわゆる打痕を生じさせるといった問題点を有していた。
【0007】
したがって、未硬化の状態または半硬化の状態のプリプレグに直接回路加工等できる材料は存在しなかった。更には、未硬化の状態または半硬化の状態のプリプレグに回路加工等をするといった発想は存在しなかった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平08−204296号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、プリプレグにしたときに可撓性を有し、割れの発生を防止し得る樹脂組成物を提供することである。
【0010】
また、本発明の目的は、可撓性を有し、割れの発生を防止し得るプリプレグを提供することであり、更にはプリプレグ中における樹脂組成物が未硬化であっても作業性に優れるプリプレグおよびこれを備えた積層板、半導体パッケージを提供することである。
【課題を解決するための手段】
【0011】
上記目的を達成するために、本発明は、基材に含浸させてシート状のプリプレグを形成するために用いる樹脂組成物であって、第1の熱硬化性樹脂と、第1の熱硬化性樹脂よりも重量平均分子量の低い第2の熱硬化性樹脂と、硬化剤と、充填剤とを含むことを特徴とする。
【0012】
また、本発明は、好ましくは、さらに、前記第1および第2の熱硬化性樹脂よりも吸湿性が低い樹脂を含む。
【0013】
また、好ましくは、前記熱硬化性樹脂は、エポキシ樹脂またはシアネート樹脂である。
また、好ましくは、前記第1の熱硬化性樹脂の重量平均分子量は、2,000以上である。
【0014】
また、好ましくは、前記第2の熱硬化性樹脂の重量平均分子量は、1,500以下である。
【0015】
また、好ましくは、前記第1と第2の熱硬化性樹脂の少なくとも一方がシアネート樹脂を含む。
【0016】
また、好ましくは、前記シアネート樹脂は、ノボラック型シアネート樹脂である。
また、好ましくは、前記第2の熱硬化性樹脂およびまたは硬化剤の少なくとも一方が常温で液状である。
【0017】
また、好ましくは、前記充填剤は、粉末状の無機充填剤である。
また、好ましくは、前記充填剤は、シリカである。
【0018】
また、好ましくは、前記充填剤は、粉末状であり、その平均粒径が2μm以下である。
また、好ましくは、前記充填剤の含有量は、樹脂組成物全体の40〜80重量%である。
【0019】
また、本発明は、上記樹脂組成物を基材に含浸してなることを特徴とするプリプレグに関する。
【0020】
この場合、好ましくは、前記プリプレグ中における前記樹脂組成物の反応率は、30%以下である。
【0021】
また、好ましくは、前記基材は、開繊加工されたガラス繊維基材である。
また、好ましくは、前記基材は、有機繊維で構成される不織布である。
【0022】
また、好ましくは、前記プリプレグの少なくとも片面に金属箔が積層される。
また、本発明は、前記プリプレグに金属箔を積層し、加熱加圧成形してなる積層板に関する。
【0023】
また、本発明は、前記プリプレグにICチップを搭載してなる半導体パッケージに関する。
【0024】
本発明の上述したまたは他の目的、構成および効果は、図面を参照して行う以下の実施形態の説明からより明らかとなるであろう。
【図面の簡単な説明】
【0025】
【図1】本発明におけるプリプレグの一例を模式的に示す断面図である。
【図2】本発明におけるプリプレグに金属箔を接合した場合の一例を模式的に示す断面図である。
【図3】本発明におけるパッケージの一例を模式的に示す側面図である。
【図4】試験結果を示す表1である。
【図5】試験結果を示す表2である。
【図6】試験結果を示す表3である。
【発明を実施するための形態】
【0026】
以下、本発明の樹脂組成物、プリプレグ、積層板およびパッケージについて詳細に説明する。
【0027】
本発明の樹脂組成物は、基材に含浸させてシート状のプリプレグを形成するために用いる樹脂組成物であって、第1の熱硬化性樹脂と、第1の熱硬化性樹脂よりも重量平均分子
量の低い第2の熱硬化性樹脂と、硬化剤と、充填剤とを含むものである。
【0028】
また、本発明のプリプレグは、上述の樹脂組成物を基材に含浸してなるものである。
【0029】
また、本発明の積層板は、上述のプリプレグに金属箔を積層し、加熱加圧成形してなるものである。
【0030】
また、本発明のパッケージは、金属箔を積層したプリプレグにICチップを搭載してなるものである。
【0031】
以下、樹脂組成物について説明する。
本発明の樹脂組成物は、第1の熱硬化性樹脂と、第1の熱硬化性樹脂よりも重量平均分子量が低い第2の熱硬化性樹脂を含む。これにより、プリプレグに可撓性を付与することができる。また、プリプレグの割れの発生を防止することができる。従って、回路加工時の加工プロセス耐性に優れる。加工プロセス耐性とは、例えば材料搬送時の搬送ロールと抑えロール間での圧力により割れが発生しない事、回路エッチング時のエッチング液のシャワー圧力により割れが発生しない事等である。更に、プリプレグが可撓性を有することで連続的に巻き取り可能なプリプレグを得ることができる。
【0032】
前記第1の熱硬化性樹脂(特に、シアネート樹脂)の重量平均分子量は、特に限定されないが、2,000以上が好ましく、特に2,200〜10,000が好ましい。第1の熱硬化性樹脂の重量平均分子量が、前記上限値を超えると樹脂組成物をワニスにしたときの粘度が高くなり、基材への含浸性が低下する場合がある。また、前記下限値未満であると樹脂組成物のフローが大きくなりすぎる場合がある。
【0033】
また、第1の熱硬化性樹脂の重量平均分子量が、前記範囲内であると、プリプレグ中における樹脂組成物が未硬化の状態でも、プリプレグ表面のタックの発生を防止することができる。タックの発生を防止できると、プリプレグ搬送時の作業性を向上することができる。
【0034】
前記第2の熱硬化性樹脂(特に、シアネート樹脂)の重量平均分子量は、特に限定されないが、1,500以下が好ましく、特に200〜1,300が好ましい。第2の熱硬化性樹脂の重量平均分子量が前記上限値を超えると、プリプレグからの粉の発生を抑制する効果が低減する場合がある。前記下限値未満であると、フローが大きくなりすぎる場合がある。
【0035】
また、第2の熱硬化性樹脂の重量平均分子量が前記範囲内であると、プリプレグの可撓性をより向上することができる。また、プリプレグからの粉の発生を抑制することができる。更に、樹脂組成物中への後述する充填剤の分散性を向上することもできる。
【0036】
なお、熱硬化性樹脂の重量平均分子量は、例えばゲルパーミエションクロマトグラフィーを用いたポリスチレン換算で測定することができる。
【0037】
また、第1の熱硬化性樹脂(特にシアネート樹脂)は、特に限定されないが、常温で固形状であることが好ましい。これにより、プリプレグ中における樹脂組成物が未硬化の状態でも、プリプレグ表面のタックの発生を防止することができる。
【0038】
前記第2の熱硬化性樹脂(特にシアネート樹脂)は、特に限定されないが、常温で液状であることが好ましい。これにより、プリプレグの可撓性をより向上できることに加え、プリプレグからの粉の発生を抑制することができる。
【0039】
なお、液状とは、常温で流動性を示すものをいう。例えば、前記第2の熱硬化性樹脂の粘度は、特に限定されないが、500Pa・s以下が好ましく、特に300〜1Pa・sが好ましい。前記粘度は、E型粘度計を用いて、温度25℃、せん断速度0.5、1.0、2.5および5.0rpmの各条件で測定したものである。前記粘度は、前記各条件の中で、最も低い回転数で測定可能であった値を用いるものとする。
【0040】
前記第1および第2の熱硬化性樹脂としては、例えばエポキシ樹脂、フェノール樹脂、尿素樹脂、メラミン樹脂、ケイ素樹脂、ポリエステル樹脂またはシアネート樹脂などが挙げられる。これらの中でも、エポキシ樹脂および/またはシアネート樹脂が好ましい。
【0041】
前記エポキシ樹脂の具体例としては、ビスフェノール型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、アルキルフェノールノボラック型エポキシ樹脂、ビフェノール型エポキシ樹脂、ナフトール型エポキシ樹脂やレソルシノール型エポキシ樹脂等のフェノールベースのものや、脂肪族、環状脂肪族や不飽和脂肪族などの骨格をベースとして変性されたエポキシ樹脂などを挙げることができる。
【0042】
前記シアネート樹脂は、例えばハロゲン化シアン化合物とフェノール類とを反応させることにより得ることができる。シアネート樹脂の具体例としては、例えばノボラック型シアネート樹脂、ビスフェノール型シアネート樹脂等を挙げることができる。これらの中でも第1の熱硬化性樹脂樹脂と第2の熱硬化性樹脂の少なくとも一方が、シアネート樹脂(特にノボラック型シアネート樹脂)を含むことが好ましい(特に、ノボラック型シアネート樹脂を樹脂組成物全体の10重量%以上含むことが好ましい)。これにより、プリプレグの耐熱性(ガラス転移温度、熱分解温度)を向上できる。またプリプレグの熱膨張係数(特に、プリプレグの厚さ方向の熱膨張係数)を低下することができる。プリプレグの厚さ方向の熱膨張係数が低下すると、多層プリント配線の応力歪みを軽減できる。更に、微細な層間接続部を有する多層プリント配線板においては、その接続信頼性を大幅に向上することができる。
【0043】
また、前記第1と第2の熱硬化性樹脂は、異なる分子構造でも良いが、同じ分子構造であることが好ましい。これにより、分子量の異なるシアネート樹脂同士の相溶性を向上することができる。
【0044】
また、前記第1および第2の熱硬化性樹脂としては、例えば式(I)で示されるノボラック型シアネート樹脂を使用することが好ましい。
【0045】
【化1】

【0046】
前記式(I)で示されるノボラック型シアネート樹脂を第1の熱硬化性樹脂として用い
る場合、その重量平均分子量は、特に限定されないが、2,000〜10,000が好ましく、特に2,200〜3,500が好ましい。重量平均分子量が前記範囲内であると、プリプレグを構成する樹脂が未硬化状態でも、プリプレグ表面のタックの発生を有効に防止することができる。
【0047】
また、前記式(I)で示されるノボラック型シアネート樹脂を第2の熱硬化性樹脂として用いる場合、重量平均分子量は、特に限定されないが、1,500以下が好ましく、特に200〜1,300が好ましい。重量平均分子量が前記範囲内であると、プリプレグの可撓性がより向上する。また、プリプレグからの粉の発生を抑制することができる。更に、樹脂組成物中への後述する充填剤の分散性を向上することもできる。
【0048】
前記第1の熱硬化性樹脂(特にシアネート樹脂)の含有量は、特に限定されないが、樹脂組成物全体の5〜23重量%が好ましく、特に6〜18重量%が好ましい。第1の熱硬化性樹脂の含有量が前記範囲内であると、プリプレグを構成する樹脂が未硬化の状態でも、プリプレグ表面のタックの発生を防止することができる。
【0049】
また、前記第2の熱硬化性樹脂(特にシアネート樹脂)の含有量は、特に限定されないが、樹脂組成物全体の2〜15重量%が好ましく、特に4〜10重量%が好ましい。第2の熱硬化性樹脂の含有量が前記範囲内であると、プリプレグに可撓性をより向上できることに加え、プリプレグからの粉の発生を抑制することができる。
【0050】
本発明の樹脂組成物は、特に限定されないが、第1および第2の熱硬化性樹脂よりも吸湿性が低い樹脂を含むことが好ましい。これにより、プリプレグの耐湿性(特に、吸湿後の半田耐熱性)を向上することができる。
【0051】
前記吸湿性が低い樹脂としては、例えば酸素原子(特に水酸基の型)の含有量が少ない樹脂(特に、酸素原子の含有量5重量%以下の樹脂)が好ましい。また、結晶化度、充填度が大きく、構成分子がC、H、Cl、Fのみからなるものが好ましい(但し、最近の環境保護の問題からハロゲン含有は避けた方が良い)。例えば、樹脂骨格にナフタレン骨格、ビフェニル骨格、シクロペンタジエン骨格から選ばれる1種以上が導入された樹脂を挙げることができる。具体的には、ナフトールノボラック型エポキシ樹脂等を挙げることができる。
【0052】
また、前記第1および/または第2の熱硬化性樹脂にシアネート樹脂を用いる場合、そのシアネート樹脂との反応性を考慮すれば、前記吸湿性が低い樹脂としては、エポキシ樹脂(特にアラルキル型エポキシ樹脂)が好ましい。これにより、耐湿性を特に向上することができる。また、アラルキル型エポキシ樹脂の中でもビフェニル型エポキシ樹脂が、特に好ましい。これにより、耐湿性を向上する効果に加え、良好な耐熱性を得ることができる。
【0053】
前記第1および第2の熱硬化性樹脂にシアネート樹脂を用いず、例えば前記第1および第2の熱硬化性樹脂に前記の吸湿性が低いエポキシ樹脂を用いる場合、新たに前記吸湿性が低い樹脂を配合しなくとも良い。
【0054】
前記吸湿性の低い樹脂の含有量は、樹脂組成物全体の20重量%以下が好ましく、特に10〜18重量%が好ましい。これにより、耐熱性、低膨張性との耐湿性とのバランスに優れる。また、ノンハロゲンでの難燃化を図ることができる。
【0055】
本発明の樹脂組成物は、硬化剤を含む。これにより、熱硬化性樹脂の架橋密度を制御することができる。
【0056】
前記熱硬化性樹脂として、シアネート樹脂を用いる場合、前記硬化剤としては、例えばナフテン酸亜鉛、ナフテン酸コバルト、オクチル酸スズ、オクチル酸コバルト等の有機金属塩、トリエチルアミン、トリブチルアミン、ジアザビシクロ[2,2,2]オクタン等の3級アミン類、2−フェニル−4−メチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニル−4,5−ジヒドロキシメチルイミダゾール、2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾール等のイミダゾール類、フェノール、ビスフェノールA、ノニルフェノール等のフェノール化合物、フェノール樹脂および有機酸等が挙げられる。これらを単独またはこれらの混合物として用いることができる。これらの中でもフェノール樹脂(特に、フェノールノボラック樹脂)が好ましい。
【0057】
前記熱硬化性樹脂として、エポキシ樹脂を用いる場合、前記硬化剤としては、例えばトリエチルアミン、トリブチルアミン、ジアザビシクロ[2,2,2]オクタン等の3級アミン類、2−フェニル−4−メチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニル−4,5−ジヒドロキシメチルイミダゾール、2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾール等のイミダゾール類、フェノール、ビスフェノールA、ノニルフェノール等のフェノール化合物、フェノール樹脂および有機酸等を挙げることができる。これらを単独またはこれらの混合物として用いることができる。
【0058】
前記硬化剤の含有量は、特に限定されないが、樹脂組成物全体の0.01〜5重量%が好ましく、特に0.05〜3重量%が好ましい。硬化剤の含有量が前記範囲内であると、良好な耐湿性、耐熱性を得ることができる。
【0059】
また、前記吸湿性の低い樹脂を含有し、その硬化剤としても作用する場合の硬化剤の含有量は、前記吸湿性の低い樹脂官能基当量の50〜100%官能基当量が好ましく、かつ樹脂組成物全体の15重量%以下が好ましい。硬化剤の含有量が前記範囲内であると、良好な耐湿性、耐熱性を得ることができる。
【0060】
また、前記吸湿性の低い樹脂の硬化剤としても作用する硬化剤は、特に限定されないが、常温で液状のものを使用することができる。
【0061】
本発明の樹脂組成物は、充填剤を含む。これにより、プリプレグを未硬化の状態で成形した場合のフローを制御することができる。フローを制御することができると、本発明のプリプレグを積層板等に成形する際の成形性を向上することができる。
【0062】
前記充填剤は、特に限定されないが、粉末状のものが好ましく、特に粉末状の無機充填剤が好ましい。これにより、樹脂組成物の流動性をより制御できる。また、プリプレグをより低熱膨張化することができる。
【0063】
前記充填剤としては、例えばタルク、クレー、マイカ、ガラス等のケイ酸塩、アルミナ、シリカ等の酸化物、炭酸カルシウム、炭酸マグネシウム等の炭酸塩、水酸化アルミニウム、水酸化マグネシウム等の水酸化物等を挙げることができる。これらの中でもシリカ等の酸化物が好ましい。これにより、プリプレグをより低熱膨張化(特にプリプレグの厚さ方向の熱膨張係数を低下できる)することができる。
【0064】
また、シリカの中でも溶融シリカが好ましい。更に、シリカの形状は破砕状、球状があるが、ガラス基材への含浸性を確保するなど、樹脂組成物の溶融粘度を下げるためには球状が好ましい。これにより、充填効率を向上し、プリプレグをより低熱膨張化することができる。
【0065】
また、前記充填剤の平均粒径は、特に限定されないが、2μm以下が好ましく、特に0.2〜1μmが好ましい。充填剤の平均粒径が前記範囲内であると、チキソ性の付与に加え、樹脂の流動性をより良好に制御することができる。
【0066】
前記充填剤の含有量は、特に限定されないが、樹脂組成物全体の40〜80重量%が好ましく、特に50〜70重量%が好ましい。充填剤の含有量が前記範囲内であると、樹脂組成物にチキソ性を付与することできる。樹脂組成物にチキソ性が付与されると、プリプレグをプレス成形する際に、フローを制御することができる。
【0067】
次に、本発明のプリプレグについて説明する。
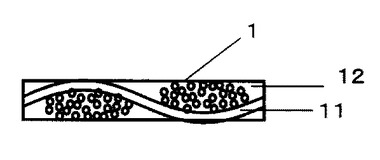
本発明のプリプレグ1は、上述の樹脂組成物を基材に含浸させてシート状になっているものである。これにより、可撓性に優れたプリプレグを得ることができる。また、割れの発生し難いプリプレグを得ることができる。
【0068】
プリプレグは、例えば図1に示すように、シート状基材11と樹脂組成物12から構成されているものである。
【0069】
前記基材としては、例えばガラス織布、ガラス不繊布、ガラスペーパー等のガラス繊維基材、紙(パルプ)、アラミド、ポリエステル、フッ素樹脂等の有機繊維からなる織布や不織布、金属繊維、カーボン繊維、鉱物繊維等からなる織布、不織布、マット類等が挙げられる。これらの基材は単独又は混合して使用してもよい。これらの中でも有機繊維で構成される不織布が好ましい。これにより、レーザービア加工性を向上することができる。
【0070】
また、ガラス繊維基材の中でも開繊加工されたものが好ましい。これにより、レーザービア加工性を向上することができる。
【0071】
開繊加工とは、タテ糸及びヨコ糸ともに隣り合う糸同士が実質的に隙間なく配列されたものをいう。
【0072】
前記樹脂組成物を前記基材に含浸させる方法は、例えば基材を樹脂ワニスに浸漬する方法、各種コーターによる塗布する方法、スプレーによる吹き付ける方法等が挙げられる。これらの中でも、基材を樹脂ワニスに浸漬する方法が好ましい。これにより、基材に対する樹脂組成物の含浸性を向上することができる。なお、基材を樹脂ワニスに浸漬する場合、通常の含浸塗布設備を使用することができる。
【0073】
前記樹脂ワニスに用いられる溶媒は、前記樹脂組成物に対して良好な溶解性を示すことが望ましいが、悪影響を及ぼさない範囲で貧溶媒を使用しても構わない。良好な溶解性を示す溶媒としては、例えばメチルエチルケトン、シクロヘキサノン等が挙げられる。
【0074】
前記樹脂ワニスの固形分は、特に限定されないが、前記樹脂組成物の固形分40〜80重量%が好ましく、特に50〜70重量%が好ましい。これにより、樹脂ワニスの基材への含浸性を更に向上できる。
【0075】
また、前記プリプレグを、従来のプリプレグ同様にプリプレグを構成する樹脂を加熱硬化させて使用することもできるが、その樹脂が未硬化の状態でも使用することができる。更には、硬化と未硬化との間における任意の半硬化の状態でも使用することができる。具体的には、プリプレグを構成する樹脂が未硬化の状態を維持したまま金属箔を積層し、回路形成することができる。
【0076】
前記プリプレグ中における樹脂組成物の反応率は、特に限定されないが、反応率30%
以下が好ましく、特に反応率0.1〜20%が好ましい。これにより、上述の効果に加え、粉の発生を防止することができる。なお、従来のプリプレグは、反応率が60〜80%程度であり、可撓性に欠け、粉の発生等の問題点を有していた。本発明は、プリプレグに可撓性を付与することで、プリプレグを構成する樹脂が未硬化または反応率が低い状態で使用することを可能としたものである。
【0077】
前記反応率は、示差走査熱量測定(DSC)により求めることができる。すなわち、未反応の樹脂組成物と、プリプレグ中における樹脂組成物の双方についてDSCの反応による発熱ピークの面積を比較することにより、次式(I)により求めることができる。なお、測定は昇温速度10℃/分、窒素雰囲気下で行うことができる。
反応率(%)=(1−プリプレグ中における樹脂組成物の反応ピークの面積/未反応の樹脂組成物の反応ピーク面積)×100(I)
未反応の樹脂組成物の発熱ピークは、本発明の樹脂組成物からなるワニスを基材に含浸し、40℃で10分風乾後、40℃、1kPaの真空下、1時間で、溶剤を除去したものをサンプルとして用いて測定した。
【0078】
次に、前記プリプレグの少なくとも片面に金属箔を積層して得られるプリプレグ(金属箔付きプリプレグ)について説明する。
【0079】
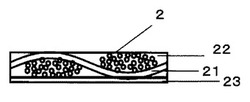
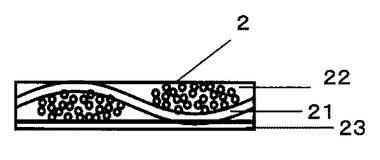
金属箔付きプリプレグ2は、例えば図2に示すようにシート状基材21と樹脂組成物22から構成されているプリプレグの片面に金属箔23が積層されている。
【0080】
前記金属箔付きプリプレグ中の樹脂組成物の反応率は、特に限定されないが、樹脂組成物が未硬化または樹脂組成物の反応率30%以下が好ましく、特に反応率0.1〜20%が好ましい。これにより、プリプレグの状態で回路加工することができる。更に、レーザービア加工性を向上することもできる。
【0081】
前記金属箔を構成する金属としては、例えば銅または銅系合金、アルミまたはアルミ系合金等を挙げることができる。金属箔の厚さは、3〜70μmが好ましく、特に12〜35μmが好ましい。
また、前記金属箔は、プリプレグの両面に積層されても構わない。
【0082】
次に、本発明の積層板について説明する。
本発明のプリント配線板は、上述のプリプレグに金属箔を積層し、加熱加圧成形してなるものである。
【0083】
プリプレグ1枚のときは、その上下両面もしくは片面に金属箔あるいはフィルムを重ねる。
【0084】
また、プリプレグを2枚以上積層することもできる。プリプレグ2枚以上積層するときは、積層したプリプレグの最も外側の上下両面もしくは片面に金属箔あるいはフィルムを重ねる。
【0085】
次に、プリプレグと金属箔等とを重ねたものを加熱、加圧することで積層板を得ることができる。
【0086】
前記加熱する温度は、特に限定されないが、120〜220℃が好ましく、特に150〜200℃が好ましい。
【0087】
また、前記加圧する圧力は、特に限定されないが、2〜5MPaが好ましく、特に2.
5〜4MPaが好ましい。
【0088】
次に、本発明の半導体パッケージについて説明する。
本発明の半導体パッケージは、前記金属箔付きプリプレグにICチップを搭載してなるものである。
【0089】
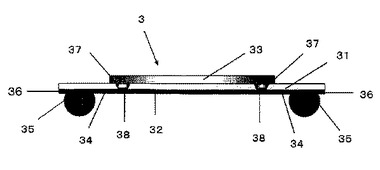
本発明の半導体パッケージ3は、例えば図3に示すように回路加工された金属箔付きプリプレグ31と、ソルダーレジスト層32と、ICチップ33とを有するものである。
【0090】
前記回路加工されたプリプレグ31は、例えば図2の金属箔付きプリプレグ2に対し回路加工(その他の処理を含む)を施すことにより得ることができる。金属箔付きプリプレグ2は、例えば金属箔23面へのエッチングレジスト層の形成→所定の形状を有する回路パターンの露光→エッチングレジスト層の現像→現像されたエッチングレジスト層をマスクする金属箔23のエッチング→レジスト層(マスク)の除去等の工程を経て回路加工される。
【0091】
前記ソルダーレジスト層32は、回路加工されたプリプレグ31の回路34面側に形成される。ソルダーレジスト層32は、レジスト層の露光、現像および硬化という工程を経て半田ボール35接合用のランド36が形成される。
【0092】
また、回路加工されたプリプレグ31は、樹脂面側からレーザー等を用いてビア加工することにより、ビア孔37が形成される。このようにして、インターポーザを得ることができる。なお、ランド36およびビア孔37によって露出している回路の接続信頼性を維持するために、ランド36およびビア孔37内にそれぞれ金メッキ処理を行うことが好ましい。
【0093】
前記ICチップ33は、ソルダーレジスト層32を有する回路加工されたプリプレグ31の樹脂面に搭載される。この際、ICチップ33と回路34とを、前記ビア孔37においてバンプ38にて接合する。このようにして、半導体パッケージ3を得ることができる。
【0094】
そして、半導体パッケージ3のランド36に、半田ボール35を形成する。半導体パッケージ3は、半田ボール35で図示しないプリント板と接合される。
【0095】
なお、本発明のプリプレグは、上述の回路加工およびそれ以後の各プロセスにおいても充分な加工プロセス耐性を有しているものである。従って、このようなパッケージの組み立て作業に際してもプリプレグの割れ、粉の発生等の不都合が生じないものである。
【0096】
前記金属箔付きプリプレグを構成する樹脂は、未硬化または反応率30%以下が好ましく、特に反応率0.1〜20%が好ましい。これにより、ICチップと金属箔付きプリプレグとを接着剤を用いることなく接合・封止することができる。
【0097】
また、前述の方法で得られた半導体パッケージは、薄くしても割れが発生し難いため、薄型化が可能なものである。さらに、薄型化が可能となることにより、配線距離を短くすることができるので高速動作が可能となるものである。
【実施例】
【0098】
以下、本発明を実施例および比較例により説明するが、本発明はこれに限定されるものではない。まず、本発明のプリプレグ(金属箔付きプリプレグ)の実施例について説明する。
【0099】
(実施例1)
(1)樹脂ワニスの調製
第1の熱硬化性樹脂として、ノボラック型シアネート樹脂(ロンザジャパン株式会社製、プリマセット PT−60 重量平均分子量2,300)10重量部(以下、部と略す)、第2の熱硬化性樹脂樹脂として、ノボラック型シアネート樹脂(ロンザジャパン株式会社製、プリマセット PT−30 重量平均分子量1,300)10部、吸湿性の低い樹脂として、ビフェニルジメチレン型エポキシ樹脂(日本化薬株式会社製、NC−3000SH)12部、硬化剤として、ビフェニルジメチレン型フェノール樹脂(明和化成株式会社製、MEH−7851−3H)8部、充填材として、平均粒径0.3μmの球状溶融シリカSFP−10X (電気化学工業株式会社製)60部を添加し、メチルエチルケトン50部に常温で溶解し、高速攪拌機で10分間攪拌して樹脂ワニスを得た。
【0100】
(2)プリプレグの作製
上述の樹脂ワニスをガラス繊維基材(厚さ90μm、日東紡績製、WEA−1078S)に含浸し、120℃の加熱炉で2分乾燥してプリプレグを得た。なお、得られたプリプレグ中の樹脂組成物の反応率は、5%であった。
【0101】
(3)金属箔付きプリプレグの作製
上述のプリプレグに銅箔(古河サーキットフォイル社製、GTS、厚さ18μm)を圧力2.5MPa、温度120℃で15分加熱加圧成形を行い、絶縁層の厚さ100μmの金属箔付きプリプレグを得た。なお、得られたプリプレグ中の樹脂組成物の反応率は、5%のままであった。
【0102】
(実施例2)
第1の熱硬化性樹脂を13部、第2の熱硬化性樹脂13部、吸湿性の低い樹脂を8部、硬化剤を6部とした以外は、実施例1と同様に行った。
【0103】
(実施例3)
プリプレグ作製時に乾燥温度160℃にして、プリプレグ中の樹脂組成物の反応率を20%にした以外は、実施例1と同様にした。
【0104】
(実施例4)
プリプレグ作製時に乾燥温度170℃にして、プリプレグ中の樹脂組成物の反応率を30%にした以外は、実施例1と同様にした。
【0105】
(実施例5)
第1の熱硬化性樹脂として、プリマセットPT−60を200℃で15分加熱処理したプリマセットPT−60A(重量平均分子量6,000)を用いた以外は、実施例1と同様に行った。
【0106】
(実施例6)
第2の熱硬化性樹脂として、ビスE型シアネート樹脂(ロンザジャパン株式会社製、LACY)を用いた以外は実施例1と同様にした。
【0107】
(実施例7)
第1の熱硬化性樹脂の含有量を18.5部とし、第2の熱硬化性樹脂の含有量を1.5部とした以外は、実施例1と同様にした。
【0108】
(実施例8)
第1の熱硬化性樹脂の含有量を5部とし、第2の熱硬化性樹脂の含有量を15部とした以外は、実施例1と同様にした。
【0109】
(実施例9)
吸湿性が低い樹脂として、ノルボルネン系樹脂(JSR社製、アートン)を用いた以外は実施例1と同様にした。
【0110】
(実施例10)
第1の熱硬化性樹脂を15部、第2の熱硬化性樹脂を15部、吸湿性が低い樹脂を6部、硬化剤を4部とした以外は、実施例1と同様にした。
【0111】
(実施例11)
硬化剤として、フェノールノボラック樹脂(住友ベークライト社製、PR−51714)を用いた以外は実施例1と同様にした。
【0112】
(実施例12)
充填材として、平均粒径4.4μmのシリカ(電気化学工業株式会社製、FB−5SDX)を用いた以外は、実施例1と同様にした。
【0113】
(実施例13)
充填材として、平均粒径0.7μmのアルミナ(アドマテックス(株)製 AO−802)を用いた以外は、実施例1と同様にした。
【0114】
(実施例14)
第1の熱硬化性樹脂を14部、第2の熱硬化性樹脂を14部、吸湿性が低い樹脂を17部、硬化剤を11部、充填剤を44部とした以外は、実施例1と同様にした。
【0115】
(実施例15)
ガラス繊維基材に変えて有機不織布(アラミド、王子製紙社製、APT-72)を用いた以外は、実施例1と同様にした。
【0116】
(実施例16)
第1の熱硬化性樹脂としてビフェニルジメチレン型エポキシ樹脂(日本化薬株式会社製、NC−3000SH)22部、第2の熱硬化性樹脂としてビスフェノールF型エポキシ樹脂(大日本インキ化学工業株式会社製EP830)10部を用いた以外は、実施例1と同様にした。
【0117】
(比較例1)
第2の熱硬化性樹脂を用いずに、第1の熱硬化性樹脂を20部とした以外は、実施例1と同様にした。
【0118】
(比較例2)
第1の熱硬化性樹脂を用いずに、第2の熱硬化性樹脂を20部とした以外は、実施例1と同様にした。
【0119】
(比較例3)
充填材を用いずに、第1の熱硬化性樹脂を25部、第2の熱硬化性樹脂を25部、吸湿性の低い樹脂を30部、硬化剤を20部とした以外は、実施例1と同様にした。
【0120】
(比較例4)
硬化剤を用いずに、第1の熱硬化性樹脂を10部、第2の熱硬化性樹脂を10部、吸湿性の低い樹脂を20部とした以外は、実施例1と同様にした。
【0121】
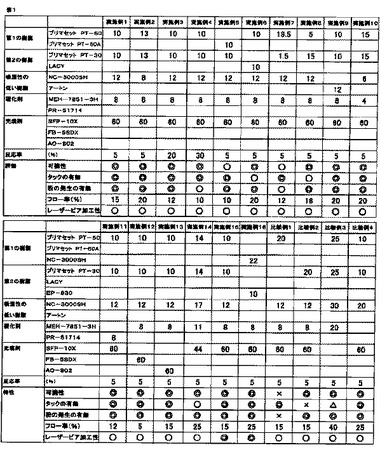
上述の実施例および比較例で得られた金属箔付きプリプレグについて、次の評価を行った。評価項目と内容と共に以下に示す。得られた結果を図4として添付した表1に示す。
【0122】
(1)可撓性
可撓性は、金属箔を積層する前のプリプレグを150mm×50mmに切り出し、φ10mmの円柱に巻き付け5秒間維持し、その後の状態を目視で観察した。表中で◎は、全く異常無しを示す。○は、ほとんど異常無しを示す。△は、一部白化するが実用可能なレベルを示す。×は、クラック、剥がれの発生があったものを示す。
【0123】
(2)タックの有無
タックの有無は、金属箔を積層したプリプレグを各温度での指触で評価した。表中で◎は、50℃でタックが無いものを示す。○は、30℃でタックが無いものを示す。△は、30℃で一部タックが有ったものを示す。×は、30℃でタックが有ったものを示す。
【0124】
(3)粉の発生の有無
粉の発生の有無は、50mm×50mmの金属箔を積層したプリプレグを折り曲げて目視で評価した。表中で◎は、30℃以下で折り曲げて粉の発生が無いことを示す。○は、50℃で折り曲げて粉の発生が無いことを示す。△は、50℃で折り曲げて少し粉の発生が有ることを示す。×は、50℃で折り曲げて粉の発生が有ることを示す。
【0125】
(4)フロー
フローは、100cm2の円状に切り出したプリプレグを8枚重ね、170℃、3MPaで5分間プレスした際に、プレス前のプリプレグに対してはみ出した樹脂組成物の重量で評価した。
【0126】
(5)レーザービア加工性
レーザービア加工性は、金属箔を積層したプリプレグをCO2レーザーで100μmの穴を開け、その断面を電子顕微鏡で観察して評価した。表中で◎は、剥離、クラックおよびビア壁面荒れ無しを示す。○は、剥離、クラックは無く、壁面荒れがあるが実用可能レベルを示す。△は、剥離、クラックが一部有りを示す。×は、剥離、クラック有りを示す。
【0127】
図4として添付した表1に示すように、実施例1〜16のプリプレグは、可撓性に優れていた。
【0128】
また、実施例1〜5、7、9〜13および15、16のプリプレグは、特にタックが少ないものであった。
【0129】
また、実施例1〜3、5、6および8〜16のプリプレグは、特に粉落ちの発生が少なくっていた。
また、実施例15、16はレーザービア加工性にも特に優れていた。
【0130】
次に、積層板の実施例および比較例について詳細に説明する。
積層板の作製
【0131】
(実施例1a〜16a)
上述の実施例1〜16で得られた金属箔を積層する前のプリプレグを各々8枚重ね、上
下に厚さ18μmの電解銅箔(古河サーキットフォイル社製 GTS)を重ねて、常温から3℃/分で昇温、200℃で90分、圧力2.5MPaで加熱加圧成形を行い、厚さ0.8mmの積層板を得た。
【0132】
(比較例1a〜4a)
上述の比較例1a〜4aで得られた金属箔を積層する前のプリプレグを各々8枚重ね、上下に厚さ18μmの電解銅箔(古河サーキットフォイル社製 GTS)を重ねて、常温から3℃/分で昇温、200℃で90分、圧力2.5MPaで加熱加圧成形を行い、厚さ0.8mmの積層板を得た。
【0133】
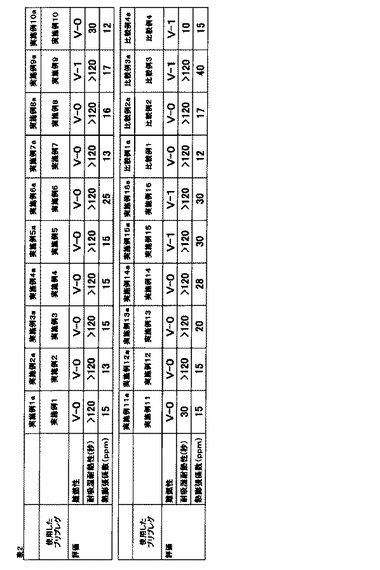
上述の実施例および比較例で得られた積層板について、次の評価を行った。評価項目と内容と共に以下に示す。得られた結果を図5として添付した表2に示す。
【0134】
(1)難燃性
上述の積層板をエッチング処理することにより、金属箔を除去して得られたサンプルをUL−94に従い垂直法で測定した。
【0135】
(2)耐吸湿耐熱性
積層板から50mm×50mmに切り出し、JIS6481に従い裏面、及び、表半面の銅箔をエッチングしてテストピースを作製した。121℃のプレッシャークッカーで処理した後、260℃のはんだ槽に銅箔面を下にして浮かべた。そしてフクレが発生する時間を計測した。
【0136】
(3)熱膨張係数
積層板の銅箔をエッチングし、2mm×2mmのテストピースを切り出し、TMAを用いて厚み方向(Z方向)の熱膨張係数を5℃/分で測定した。
【0137】
図5として添付した表2から明らかなように、実施例1〜16は、難燃性に優れており、特に実施例1〜8および9〜14は、UL燃焼試験のV−0レベルであった。
【0138】
また、特に実施例1〜5、7、8および9〜12は低熱膨脹係数であった。
【0139】
次に、半導体パッケージの実施例および比較例について詳細に説明する。
半導体パッケージの作製
【0140】
(実施例1b〜16b)
上述の実施例1a〜16aで得られた金属箔付きプリプレグに、ドライフィルムレジスト(ニチゴー・モートン社製 38A212)を形成した後、所定形状を有する導体パターンを露光し、エッチングレジスト層を炭酸ナトリウム1.5wt%水溶液で現像した。このドライフィルムレジストをマスクとして金属箔をエッチングし、水酸化ナトリウム3wt%水溶液でレジストの除去することにより所定の導体パターンを作製した。
【0141】
次に、前記金属箔付きプリプレグの導体パターンを覆うようにドライフィルムソルダーレジスト(住友ベークライト社製 CFP−1122)で被覆層を形成した後、所定の形状を有するパターンを露光し、被覆層を水酸化ナトリウム1.5wt%水溶液で現像した。
【0142】
次に、上述のプリプレグの樹脂面にCO2レーザーでビア孔を形成し、インターポーザを作製した。
【0143】
前記金属箔付きプリプレグからなるインターポーザに、半導体素子を以下のように搭載した。マウントツールで半田バンプを有するフリップチップタイプの半導体素子を吸着して移送し、半導体素子と予熱した金属箔付きプリプレグとの位置合わせを行った。その後、半導体素子をインターポーザに搭載した。そして、最適温度で、3kg/cm2、10秒間熱圧着した。その後、200℃、60分間アフターキュアして、半導体パッケージを得た。
【0144】
(比較例1b〜4b)
上述の比較例3a〜4aで得られた金属箔付きプリプレグに、ドライフィルムレジスト(ニチゴー・モートン社製 38A212)を形成した後、所定形状を有する導体パターンを露光し、エッチングレジスト層を炭酸ナトリウム1.5wt%水溶液で現像した。このドライフィルムレジストをマスクとして金属箔をエッチングし、水酸化ナトリウム3wt%水溶液でレジストの除去することにより所定の導体パターンを作製した。
【0145】
次に、前記金属箔付きプリプレグの導体パターンを覆うようにドライフィルムソルダーレジスト(住友ベークライト社製 CFP−1122)で被覆層を形成した後、所定の形状を有するパターンを露光し、被覆層を水酸化ナトリウム1.5wt%水溶液で現像した。
【0146】
次に、上述のプリプレグの樹脂面にCO2レーザーでビア孔を形成し、インターポーザを作製した。
【0147】
前記金属箔付きプリプレグからなるインターポーザに、半導体素子を以下のように搭載した。マウントツールで半田バンプを有するフリップチップタイプの半導体素子を吸着して移送し、半導体素子と予熱した金属箔付きプリプレグとの位置合わせを行った。その後、半導体素子をインターポーザに搭載した。そして、最適温度で、3kg/cm2、10秒間熱圧着した。その後、200℃、60分間アフターキュアして、半導体パッケージを得た。
【0148】
なお、比較例1aおよび2aで得られた金属箔付きプリプレグに関しては、タックおよび粉落ち性を有していたため、半導体パッケージの作製を行えなかった。
【0149】
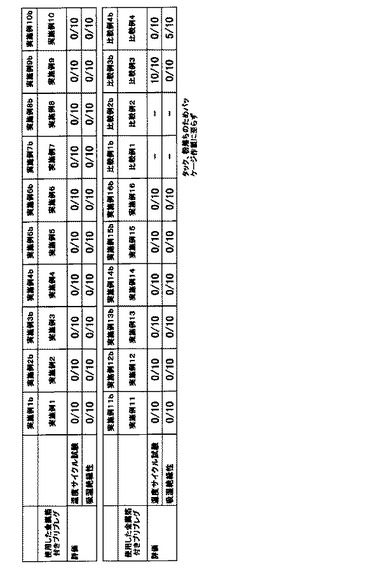
上述の実施例および比較例により得られた半導体パッケージについて、以下の評価を行った。評価項目を内容と共に以下に示す。得られた結果を図6として添付した表3に示す。
【0150】
(1)温度サイクル試験
温度サイクル試験は、半導体パッケージの初期導通を確認後、−40℃で30分、125℃で30分を1サイクルとする試験を実施した。投入した10個の半導体パッケージの、温度サイクル試験1000サイクル後の断線不良数測定した。
【0151】
(2)吸湿絶縁性
吸湿絶縁性は、半導体パッケージの初期絶縁抵抗を測定した後、85℃/85%RHの雰囲気中で、直流電圧5.5Vを印加し、1000時間経過後の絶縁抵抗を測定した。測定時の印加電圧は100Vで1分とし、初期絶縁抵抗および処理後絶縁抵抗を測定した。なお、絶縁抵抗は、ライン/スペース=50μm/50μmの櫛型電極で測定した。
【0152】
図6として添付した表3から明らかなように、実施例1b〜16bは、温度サイクル試験および吸湿絶縁性に優れており、信頼性に優れていることが確認された。
【0153】
また、実施例1b〜16bで得られた半導体パッケージは、得られた半導体パッケージの厚さは、従来品と比較して120μm薄くなった。
【0154】
また、実施例1b〜16bで得られた半導体パッケージは、薄くしても割れが発生し難いため、薄型化が可能なものであった。さらに、薄型化が可能となることにより、配線距離を短くすることができるので高速動作が可能となるものであった。
【産業上の利用可能性】
【0155】
本発明によれば、プリプレグにしたときにタックの発生が無く、可撓性に優れる樹脂組成物を提供することができる。
【0156】
また、特定の分子量を有するシアネート樹脂を用いた場合、上述の効果に加え、プリプレグからの粉の発生を防止することができる。
【0157】
また、特定のシアネート樹脂を用いた場合、上述の効果に加え、プリプレグの熱膨張係数を低下することができる。
【0158】
また、本発明によれば、可撓性および耐薬品性にすぐれたプリプレグを提供することができ、更にはプリプレグ中における樹脂組成物が未硬化であっても作業性に優れるプリプレグを提供することができる。
【0159】
さらには、回路加工可能な金属箔を有するプリプレグを提供することができる。
また、本発明によれば、接着封止性を有するインターポーザからなる半導体パッケージを提供することができる。
【符号の説明】
【0160】
1 プリプレグ
11 シート状基材
12 樹脂組成物
2 金属箔付きプリプレグ
21 シート状基材
22 樹脂組成物
23 金属箔
3 半導体パッケージ
31 回路加工されたプリプレグ
32 ソルダーレジスト層
33 ICチップ
34 回路
35 半田ボール
36 ランド
37 ビア孔
38 バンプ
【技術分野】
【0001】
本発明は、樹脂組成物、プリプレグ、積層板および半導体パッケージに関する。
【背景技術】
【0002】
通常、プリント配線板等を構成するプリプレグは、エポキシ樹脂、シアネート樹脂等の熱硬化性樹脂ワニスをガラスクロス等の基材に含浸した後、加熱乾燥、反応する工程により得られる。次いでこのプリプレグを用いて、銅張り積層板やプリント配線板等が製造される。
【0003】
プリプレグを構成する樹脂が未硬化の場合、プリプレグの表面がべた付くため(タックの発生)、作業性が低下するといった問題点を有していた。また、加熱加圧時に樹脂フローが大きくなり、成形性が低下するといった問題点を有していた。
【0004】
そこで、一般にプリプレグは、上述の加熱反応する工程により、構成する熱硬化性樹脂を、半硬化の状態とすることで、プリプレグ表面のタックの発生を抑え、加熱加圧時のフローを制御している。
【0005】
しかし、半硬化状態のプリプレグは、可撓性に欠け、割れ易いといった問題点を有していた。そのため、半硬化状態のプリプレグを直接回路加工することができなかった。
【0006】
また、半硬化の樹脂と基材との接着強度が十分でない等の理由より、プリプレグを切断加工した際に、樹脂組成物や基材からなる粉が発生し、作業性が低下するといった問題点を有していた。更に、この粉が、積層のためにプリプレグを取り扱う場合にプリプレグから離脱して、銅箔等の金属箔や積層成形用の金属プレートに付着し、成形を終えた積層板やプリント配線板に、いわゆる打痕を生じさせるといった問題点を有していた。
【0007】
したがって、未硬化の状態または半硬化の状態のプリプレグに直接回路加工等できる材料は存在しなかった。更には、未硬化の状態または半硬化の状態のプリプレグに回路加工等をするといった発想は存在しなかった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平08−204296号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、プリプレグにしたときに可撓性を有し、割れの発生を防止し得る樹脂組成物を提供することである。
【0010】
また、本発明の目的は、可撓性を有し、割れの発生を防止し得るプリプレグを提供することであり、更にはプリプレグ中における樹脂組成物が未硬化であっても作業性に優れるプリプレグおよびこれを備えた積層板、半導体パッケージを提供することである。
【課題を解決するための手段】
【0011】
上記目的を達成するために、本発明は、基材に含浸させてシート状のプリプレグを形成するために用いる樹脂組成物であって、第1の熱硬化性樹脂と、第1の熱硬化性樹脂よりも重量平均分子量の低い第2の熱硬化性樹脂と、硬化剤と、充填剤とを含むことを特徴とする。
【0012】
また、本発明は、好ましくは、さらに、前記第1および第2の熱硬化性樹脂よりも吸湿性が低い樹脂を含む。
【0013】
また、好ましくは、前記熱硬化性樹脂は、エポキシ樹脂またはシアネート樹脂である。
また、好ましくは、前記第1の熱硬化性樹脂の重量平均分子量は、2,000以上である。
【0014】
また、好ましくは、前記第2の熱硬化性樹脂の重量平均分子量は、1,500以下である。
【0015】
また、好ましくは、前記第1と第2の熱硬化性樹脂の少なくとも一方がシアネート樹脂を含む。
【0016】
また、好ましくは、前記シアネート樹脂は、ノボラック型シアネート樹脂である。
また、好ましくは、前記第2の熱硬化性樹脂およびまたは硬化剤の少なくとも一方が常温で液状である。
【0017】
また、好ましくは、前記充填剤は、粉末状の無機充填剤である。
また、好ましくは、前記充填剤は、シリカである。
【0018】
また、好ましくは、前記充填剤は、粉末状であり、その平均粒径が2μm以下である。
また、好ましくは、前記充填剤の含有量は、樹脂組成物全体の40〜80重量%である。
【0019】
また、本発明は、上記樹脂組成物を基材に含浸してなることを特徴とするプリプレグに関する。
【0020】
この場合、好ましくは、前記プリプレグ中における前記樹脂組成物の反応率は、30%以下である。
【0021】
また、好ましくは、前記基材は、開繊加工されたガラス繊維基材である。
また、好ましくは、前記基材は、有機繊維で構成される不織布である。
【0022】
また、好ましくは、前記プリプレグの少なくとも片面に金属箔が積層される。
また、本発明は、前記プリプレグに金属箔を積層し、加熱加圧成形してなる積層板に関する。
【0023】
また、本発明は、前記プリプレグにICチップを搭載してなる半導体パッケージに関する。
【0024】
本発明の上述したまたは他の目的、構成および効果は、図面を参照して行う以下の実施形態の説明からより明らかとなるであろう。
【図面の簡単な説明】
【0025】
【図1】本発明におけるプリプレグの一例を模式的に示す断面図である。
【図2】本発明におけるプリプレグに金属箔を接合した場合の一例を模式的に示す断面図である。
【図3】本発明におけるパッケージの一例を模式的に示す側面図である。
【図4】試験結果を示す表1である。
【図5】試験結果を示す表2である。
【図6】試験結果を示す表3である。
【発明を実施するための形態】
【0026】
以下、本発明の樹脂組成物、プリプレグ、積層板およびパッケージについて詳細に説明する。
【0027】
本発明の樹脂組成物は、基材に含浸させてシート状のプリプレグを形成するために用いる樹脂組成物であって、第1の熱硬化性樹脂と、第1の熱硬化性樹脂よりも重量平均分子
量の低い第2の熱硬化性樹脂と、硬化剤と、充填剤とを含むものである。
【0028】
また、本発明のプリプレグは、上述の樹脂組成物を基材に含浸してなるものである。
【0029】
また、本発明の積層板は、上述のプリプレグに金属箔を積層し、加熱加圧成形してなるものである。
【0030】
また、本発明のパッケージは、金属箔を積層したプリプレグにICチップを搭載してなるものである。
【0031】
以下、樹脂組成物について説明する。
本発明の樹脂組成物は、第1の熱硬化性樹脂と、第1の熱硬化性樹脂よりも重量平均分子量が低い第2の熱硬化性樹脂を含む。これにより、プリプレグに可撓性を付与することができる。また、プリプレグの割れの発生を防止することができる。従って、回路加工時の加工プロセス耐性に優れる。加工プロセス耐性とは、例えば材料搬送時の搬送ロールと抑えロール間での圧力により割れが発生しない事、回路エッチング時のエッチング液のシャワー圧力により割れが発生しない事等である。更に、プリプレグが可撓性を有することで連続的に巻き取り可能なプリプレグを得ることができる。
【0032】
前記第1の熱硬化性樹脂(特に、シアネート樹脂)の重量平均分子量は、特に限定されないが、2,000以上が好ましく、特に2,200〜10,000が好ましい。第1の熱硬化性樹脂の重量平均分子量が、前記上限値を超えると樹脂組成物をワニスにしたときの粘度が高くなり、基材への含浸性が低下する場合がある。また、前記下限値未満であると樹脂組成物のフローが大きくなりすぎる場合がある。
【0033】
また、第1の熱硬化性樹脂の重量平均分子量が、前記範囲内であると、プリプレグ中における樹脂組成物が未硬化の状態でも、プリプレグ表面のタックの発生を防止することができる。タックの発生を防止できると、プリプレグ搬送時の作業性を向上することができる。
【0034】
前記第2の熱硬化性樹脂(特に、シアネート樹脂)の重量平均分子量は、特に限定されないが、1,500以下が好ましく、特に200〜1,300が好ましい。第2の熱硬化性樹脂の重量平均分子量が前記上限値を超えると、プリプレグからの粉の発生を抑制する効果が低減する場合がある。前記下限値未満であると、フローが大きくなりすぎる場合がある。
【0035】
また、第2の熱硬化性樹脂の重量平均分子量が前記範囲内であると、プリプレグの可撓性をより向上することができる。また、プリプレグからの粉の発生を抑制することができる。更に、樹脂組成物中への後述する充填剤の分散性を向上することもできる。
【0036】
なお、熱硬化性樹脂の重量平均分子量は、例えばゲルパーミエションクロマトグラフィーを用いたポリスチレン換算で測定することができる。
【0037】
また、第1の熱硬化性樹脂(特にシアネート樹脂)は、特に限定されないが、常温で固形状であることが好ましい。これにより、プリプレグ中における樹脂組成物が未硬化の状態でも、プリプレグ表面のタックの発生を防止することができる。
【0038】
前記第2の熱硬化性樹脂(特にシアネート樹脂)は、特に限定されないが、常温で液状であることが好ましい。これにより、プリプレグの可撓性をより向上できることに加え、プリプレグからの粉の発生を抑制することができる。
【0039】
なお、液状とは、常温で流動性を示すものをいう。例えば、前記第2の熱硬化性樹脂の粘度は、特に限定されないが、500Pa・s以下が好ましく、特に300〜1Pa・sが好ましい。前記粘度は、E型粘度計を用いて、温度25℃、せん断速度0.5、1.0、2.5および5.0rpmの各条件で測定したものである。前記粘度は、前記各条件の中で、最も低い回転数で測定可能であった値を用いるものとする。
【0040】
前記第1および第2の熱硬化性樹脂としては、例えばエポキシ樹脂、フェノール樹脂、尿素樹脂、メラミン樹脂、ケイ素樹脂、ポリエステル樹脂またはシアネート樹脂などが挙げられる。これらの中でも、エポキシ樹脂および/またはシアネート樹脂が好ましい。
【0041】
前記エポキシ樹脂の具体例としては、ビスフェノール型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、アルキルフェノールノボラック型エポキシ樹脂、ビフェノール型エポキシ樹脂、ナフトール型エポキシ樹脂やレソルシノール型エポキシ樹脂等のフェノールベースのものや、脂肪族、環状脂肪族や不飽和脂肪族などの骨格をベースとして変性されたエポキシ樹脂などを挙げることができる。
【0042】
前記シアネート樹脂は、例えばハロゲン化シアン化合物とフェノール類とを反応させることにより得ることができる。シアネート樹脂の具体例としては、例えばノボラック型シアネート樹脂、ビスフェノール型シアネート樹脂等を挙げることができる。これらの中でも第1の熱硬化性樹脂樹脂と第2の熱硬化性樹脂の少なくとも一方が、シアネート樹脂(特にノボラック型シアネート樹脂)を含むことが好ましい(特に、ノボラック型シアネート樹脂を樹脂組成物全体の10重量%以上含むことが好ましい)。これにより、プリプレグの耐熱性(ガラス転移温度、熱分解温度)を向上できる。またプリプレグの熱膨張係数(特に、プリプレグの厚さ方向の熱膨張係数)を低下することができる。プリプレグの厚さ方向の熱膨張係数が低下すると、多層プリント配線の応力歪みを軽減できる。更に、微細な層間接続部を有する多層プリント配線板においては、その接続信頼性を大幅に向上することができる。
【0043】
また、前記第1と第2の熱硬化性樹脂は、異なる分子構造でも良いが、同じ分子構造であることが好ましい。これにより、分子量の異なるシアネート樹脂同士の相溶性を向上することができる。
【0044】
また、前記第1および第2の熱硬化性樹脂としては、例えば式(I)で示されるノボラック型シアネート樹脂を使用することが好ましい。
【0045】
【化1】
【0046】
前記式(I)で示されるノボラック型シアネート樹脂を第1の熱硬化性樹脂として用い
る場合、その重量平均分子量は、特に限定されないが、2,000〜10,000が好ましく、特に2,200〜3,500が好ましい。重量平均分子量が前記範囲内であると、プリプレグを構成する樹脂が未硬化状態でも、プリプレグ表面のタックの発生を有効に防止することができる。
【0047】
また、前記式(I)で示されるノボラック型シアネート樹脂を第2の熱硬化性樹脂として用いる場合、重量平均分子量は、特に限定されないが、1,500以下が好ましく、特に200〜1,300が好ましい。重量平均分子量が前記範囲内であると、プリプレグの可撓性がより向上する。また、プリプレグからの粉の発生を抑制することができる。更に、樹脂組成物中への後述する充填剤の分散性を向上することもできる。
【0048】
前記第1の熱硬化性樹脂(特にシアネート樹脂)の含有量は、特に限定されないが、樹脂組成物全体の5〜23重量%が好ましく、特に6〜18重量%が好ましい。第1の熱硬化性樹脂の含有量が前記範囲内であると、プリプレグを構成する樹脂が未硬化の状態でも、プリプレグ表面のタックの発生を防止することができる。
【0049】
また、前記第2の熱硬化性樹脂(特にシアネート樹脂)の含有量は、特に限定されないが、樹脂組成物全体の2〜15重量%が好ましく、特に4〜10重量%が好ましい。第2の熱硬化性樹脂の含有量が前記範囲内であると、プリプレグに可撓性をより向上できることに加え、プリプレグからの粉の発生を抑制することができる。
【0050】
本発明の樹脂組成物は、特に限定されないが、第1および第2の熱硬化性樹脂よりも吸湿性が低い樹脂を含むことが好ましい。これにより、プリプレグの耐湿性(特に、吸湿後の半田耐熱性)を向上することができる。
【0051】
前記吸湿性が低い樹脂としては、例えば酸素原子(特に水酸基の型)の含有量が少ない樹脂(特に、酸素原子の含有量5重量%以下の樹脂)が好ましい。また、結晶化度、充填度が大きく、構成分子がC、H、Cl、Fのみからなるものが好ましい(但し、最近の環境保護の問題からハロゲン含有は避けた方が良い)。例えば、樹脂骨格にナフタレン骨格、ビフェニル骨格、シクロペンタジエン骨格から選ばれる1種以上が導入された樹脂を挙げることができる。具体的には、ナフトールノボラック型エポキシ樹脂等を挙げることができる。
【0052】
また、前記第1および/または第2の熱硬化性樹脂にシアネート樹脂を用いる場合、そのシアネート樹脂との反応性を考慮すれば、前記吸湿性が低い樹脂としては、エポキシ樹脂(特にアラルキル型エポキシ樹脂)が好ましい。これにより、耐湿性を特に向上することができる。また、アラルキル型エポキシ樹脂の中でもビフェニル型エポキシ樹脂が、特に好ましい。これにより、耐湿性を向上する効果に加え、良好な耐熱性を得ることができる。
【0053】
前記第1および第2の熱硬化性樹脂にシアネート樹脂を用いず、例えば前記第1および第2の熱硬化性樹脂に前記の吸湿性が低いエポキシ樹脂を用いる場合、新たに前記吸湿性が低い樹脂を配合しなくとも良い。
【0054】
前記吸湿性の低い樹脂の含有量は、樹脂組成物全体の20重量%以下が好ましく、特に10〜18重量%が好ましい。これにより、耐熱性、低膨張性との耐湿性とのバランスに優れる。また、ノンハロゲンでの難燃化を図ることができる。
【0055】
本発明の樹脂組成物は、硬化剤を含む。これにより、熱硬化性樹脂の架橋密度を制御することができる。
【0056】
前記熱硬化性樹脂として、シアネート樹脂を用いる場合、前記硬化剤としては、例えばナフテン酸亜鉛、ナフテン酸コバルト、オクチル酸スズ、オクチル酸コバルト等の有機金属塩、トリエチルアミン、トリブチルアミン、ジアザビシクロ[2,2,2]オクタン等の3級アミン類、2−フェニル−4−メチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニル−4,5−ジヒドロキシメチルイミダゾール、2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾール等のイミダゾール類、フェノール、ビスフェノールA、ノニルフェノール等のフェノール化合物、フェノール樹脂および有機酸等が挙げられる。これらを単独またはこれらの混合物として用いることができる。これらの中でもフェノール樹脂(特に、フェノールノボラック樹脂)が好ましい。
【0057】
前記熱硬化性樹脂として、エポキシ樹脂を用いる場合、前記硬化剤としては、例えばトリエチルアミン、トリブチルアミン、ジアザビシクロ[2,2,2]オクタン等の3級アミン類、2−フェニル−4−メチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニル−4,5−ジヒドロキシメチルイミダゾール、2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾール等のイミダゾール類、フェノール、ビスフェノールA、ノニルフェノール等のフェノール化合物、フェノール樹脂および有機酸等を挙げることができる。これらを単独またはこれらの混合物として用いることができる。
【0058】
前記硬化剤の含有量は、特に限定されないが、樹脂組成物全体の0.01〜5重量%が好ましく、特に0.05〜3重量%が好ましい。硬化剤の含有量が前記範囲内であると、良好な耐湿性、耐熱性を得ることができる。
【0059】
また、前記吸湿性の低い樹脂を含有し、その硬化剤としても作用する場合の硬化剤の含有量は、前記吸湿性の低い樹脂官能基当量の50〜100%官能基当量が好ましく、かつ樹脂組成物全体の15重量%以下が好ましい。硬化剤の含有量が前記範囲内であると、良好な耐湿性、耐熱性を得ることができる。
【0060】
また、前記吸湿性の低い樹脂の硬化剤としても作用する硬化剤は、特に限定されないが、常温で液状のものを使用することができる。
【0061】
本発明の樹脂組成物は、充填剤を含む。これにより、プリプレグを未硬化の状態で成形した場合のフローを制御することができる。フローを制御することができると、本発明のプリプレグを積層板等に成形する際の成形性を向上することができる。
【0062】
前記充填剤は、特に限定されないが、粉末状のものが好ましく、特に粉末状の無機充填剤が好ましい。これにより、樹脂組成物の流動性をより制御できる。また、プリプレグをより低熱膨張化することができる。
【0063】
前記充填剤としては、例えばタルク、クレー、マイカ、ガラス等のケイ酸塩、アルミナ、シリカ等の酸化物、炭酸カルシウム、炭酸マグネシウム等の炭酸塩、水酸化アルミニウム、水酸化マグネシウム等の水酸化物等を挙げることができる。これらの中でもシリカ等の酸化物が好ましい。これにより、プリプレグをより低熱膨張化(特にプリプレグの厚さ方向の熱膨張係数を低下できる)することができる。
【0064】
また、シリカの中でも溶融シリカが好ましい。更に、シリカの形状は破砕状、球状があるが、ガラス基材への含浸性を確保するなど、樹脂組成物の溶融粘度を下げるためには球状が好ましい。これにより、充填効率を向上し、プリプレグをより低熱膨張化することができる。
【0065】
また、前記充填剤の平均粒径は、特に限定されないが、2μm以下が好ましく、特に0.2〜1μmが好ましい。充填剤の平均粒径が前記範囲内であると、チキソ性の付与に加え、樹脂の流動性をより良好に制御することができる。
【0066】
前記充填剤の含有量は、特に限定されないが、樹脂組成物全体の40〜80重量%が好ましく、特に50〜70重量%が好ましい。充填剤の含有量が前記範囲内であると、樹脂組成物にチキソ性を付与することできる。樹脂組成物にチキソ性が付与されると、プリプレグをプレス成形する際に、フローを制御することができる。
【0067】
次に、本発明のプリプレグについて説明する。
本発明のプリプレグ1は、上述の樹脂組成物を基材に含浸させてシート状になっているものである。これにより、可撓性に優れたプリプレグを得ることができる。また、割れの発生し難いプリプレグを得ることができる。
【0068】
プリプレグは、例えば図1に示すように、シート状基材11と樹脂組成物12から構成されているものである。
【0069】
前記基材としては、例えばガラス織布、ガラス不繊布、ガラスペーパー等のガラス繊維基材、紙(パルプ)、アラミド、ポリエステル、フッ素樹脂等の有機繊維からなる織布や不織布、金属繊維、カーボン繊維、鉱物繊維等からなる織布、不織布、マット類等が挙げられる。これらの基材は単独又は混合して使用してもよい。これらの中でも有機繊維で構成される不織布が好ましい。これにより、レーザービア加工性を向上することができる。
【0070】
また、ガラス繊維基材の中でも開繊加工されたものが好ましい。これにより、レーザービア加工性を向上することができる。
【0071】
開繊加工とは、タテ糸及びヨコ糸ともに隣り合う糸同士が実質的に隙間なく配列されたものをいう。
【0072】
前記樹脂組成物を前記基材に含浸させる方法は、例えば基材を樹脂ワニスに浸漬する方法、各種コーターによる塗布する方法、スプレーによる吹き付ける方法等が挙げられる。これらの中でも、基材を樹脂ワニスに浸漬する方法が好ましい。これにより、基材に対する樹脂組成物の含浸性を向上することができる。なお、基材を樹脂ワニスに浸漬する場合、通常の含浸塗布設備を使用することができる。
【0073】
前記樹脂ワニスに用いられる溶媒は、前記樹脂組成物に対して良好な溶解性を示すことが望ましいが、悪影響を及ぼさない範囲で貧溶媒を使用しても構わない。良好な溶解性を示す溶媒としては、例えばメチルエチルケトン、シクロヘキサノン等が挙げられる。
【0074】
前記樹脂ワニスの固形分は、特に限定されないが、前記樹脂組成物の固形分40〜80重量%が好ましく、特に50〜70重量%が好ましい。これにより、樹脂ワニスの基材への含浸性を更に向上できる。
【0075】
また、前記プリプレグを、従来のプリプレグ同様にプリプレグを構成する樹脂を加熱硬化させて使用することもできるが、その樹脂が未硬化の状態でも使用することができる。更には、硬化と未硬化との間における任意の半硬化の状態でも使用することができる。具体的には、プリプレグを構成する樹脂が未硬化の状態を維持したまま金属箔を積層し、回路形成することができる。
【0076】
前記プリプレグ中における樹脂組成物の反応率は、特に限定されないが、反応率30%
以下が好ましく、特に反応率0.1〜20%が好ましい。これにより、上述の効果に加え、粉の発生を防止することができる。なお、従来のプリプレグは、反応率が60〜80%程度であり、可撓性に欠け、粉の発生等の問題点を有していた。本発明は、プリプレグに可撓性を付与することで、プリプレグを構成する樹脂が未硬化または反応率が低い状態で使用することを可能としたものである。
【0077】
前記反応率は、示差走査熱量測定(DSC)により求めることができる。すなわち、未反応の樹脂組成物と、プリプレグ中における樹脂組成物の双方についてDSCの反応による発熱ピークの面積を比較することにより、次式(I)により求めることができる。なお、測定は昇温速度10℃/分、窒素雰囲気下で行うことができる。
反応率(%)=(1−プリプレグ中における樹脂組成物の反応ピークの面積/未反応の樹脂組成物の反応ピーク面積)×100(I)
未反応の樹脂組成物の発熱ピークは、本発明の樹脂組成物からなるワニスを基材に含浸し、40℃で10分風乾後、40℃、1kPaの真空下、1時間で、溶剤を除去したものをサンプルとして用いて測定した。
【0078】
次に、前記プリプレグの少なくとも片面に金属箔を積層して得られるプリプレグ(金属箔付きプリプレグ)について説明する。
【0079】
金属箔付きプリプレグ2は、例えば図2に示すようにシート状基材21と樹脂組成物22から構成されているプリプレグの片面に金属箔23が積層されている。
【0080】
前記金属箔付きプリプレグ中の樹脂組成物の反応率は、特に限定されないが、樹脂組成物が未硬化または樹脂組成物の反応率30%以下が好ましく、特に反応率0.1〜20%が好ましい。これにより、プリプレグの状態で回路加工することができる。更に、レーザービア加工性を向上することもできる。
【0081】
前記金属箔を構成する金属としては、例えば銅または銅系合金、アルミまたはアルミ系合金等を挙げることができる。金属箔の厚さは、3〜70μmが好ましく、特に12〜35μmが好ましい。
また、前記金属箔は、プリプレグの両面に積層されても構わない。
【0082】
次に、本発明の積層板について説明する。
本発明のプリント配線板は、上述のプリプレグに金属箔を積層し、加熱加圧成形してなるものである。
【0083】
プリプレグ1枚のときは、その上下両面もしくは片面に金属箔あるいはフィルムを重ねる。
【0084】
また、プリプレグを2枚以上積層することもできる。プリプレグ2枚以上積層するときは、積層したプリプレグの最も外側の上下両面もしくは片面に金属箔あるいはフィルムを重ねる。
【0085】
次に、プリプレグと金属箔等とを重ねたものを加熱、加圧することで積層板を得ることができる。
【0086】
前記加熱する温度は、特に限定されないが、120〜220℃が好ましく、特に150〜200℃が好ましい。
【0087】
また、前記加圧する圧力は、特に限定されないが、2〜5MPaが好ましく、特に2.
5〜4MPaが好ましい。
【0088】
次に、本発明の半導体パッケージについて説明する。
本発明の半導体パッケージは、前記金属箔付きプリプレグにICチップを搭載してなるものである。
【0089】
本発明の半導体パッケージ3は、例えば図3に示すように回路加工された金属箔付きプリプレグ31と、ソルダーレジスト層32と、ICチップ33とを有するものである。
【0090】
前記回路加工されたプリプレグ31は、例えば図2の金属箔付きプリプレグ2に対し回路加工(その他の処理を含む)を施すことにより得ることができる。金属箔付きプリプレグ2は、例えば金属箔23面へのエッチングレジスト層の形成→所定の形状を有する回路パターンの露光→エッチングレジスト層の現像→現像されたエッチングレジスト層をマスクする金属箔23のエッチング→レジスト層(マスク)の除去等の工程を経て回路加工される。
【0091】
前記ソルダーレジスト層32は、回路加工されたプリプレグ31の回路34面側に形成される。ソルダーレジスト層32は、レジスト層の露光、現像および硬化という工程を経て半田ボール35接合用のランド36が形成される。
【0092】
また、回路加工されたプリプレグ31は、樹脂面側からレーザー等を用いてビア加工することにより、ビア孔37が形成される。このようにして、インターポーザを得ることができる。なお、ランド36およびビア孔37によって露出している回路の接続信頼性を維持するために、ランド36およびビア孔37内にそれぞれ金メッキ処理を行うことが好ましい。
【0093】
前記ICチップ33は、ソルダーレジスト層32を有する回路加工されたプリプレグ31の樹脂面に搭載される。この際、ICチップ33と回路34とを、前記ビア孔37においてバンプ38にて接合する。このようにして、半導体パッケージ3を得ることができる。
【0094】
そして、半導体パッケージ3のランド36に、半田ボール35を形成する。半導体パッケージ3は、半田ボール35で図示しないプリント板と接合される。
【0095】
なお、本発明のプリプレグは、上述の回路加工およびそれ以後の各プロセスにおいても充分な加工プロセス耐性を有しているものである。従って、このようなパッケージの組み立て作業に際してもプリプレグの割れ、粉の発生等の不都合が生じないものである。
【0096】
前記金属箔付きプリプレグを構成する樹脂は、未硬化または反応率30%以下が好ましく、特に反応率0.1〜20%が好ましい。これにより、ICチップと金属箔付きプリプレグとを接着剤を用いることなく接合・封止することができる。
【0097】
また、前述の方法で得られた半導体パッケージは、薄くしても割れが発生し難いため、薄型化が可能なものである。さらに、薄型化が可能となることにより、配線距離を短くすることができるので高速動作が可能となるものである。
【実施例】
【0098】
以下、本発明を実施例および比較例により説明するが、本発明はこれに限定されるものではない。まず、本発明のプリプレグ(金属箔付きプリプレグ)の実施例について説明する。
【0099】
(実施例1)
(1)樹脂ワニスの調製
第1の熱硬化性樹脂として、ノボラック型シアネート樹脂(ロンザジャパン株式会社製、プリマセット PT−60 重量平均分子量2,300)10重量部(以下、部と略す)、第2の熱硬化性樹脂樹脂として、ノボラック型シアネート樹脂(ロンザジャパン株式会社製、プリマセット PT−30 重量平均分子量1,300)10部、吸湿性の低い樹脂として、ビフェニルジメチレン型エポキシ樹脂(日本化薬株式会社製、NC−3000SH)12部、硬化剤として、ビフェニルジメチレン型フェノール樹脂(明和化成株式会社製、MEH−7851−3H)8部、充填材として、平均粒径0.3μmの球状溶融シリカSFP−10X (電気化学工業株式会社製)60部を添加し、メチルエチルケトン50部に常温で溶解し、高速攪拌機で10分間攪拌して樹脂ワニスを得た。
【0100】
(2)プリプレグの作製
上述の樹脂ワニスをガラス繊維基材(厚さ90μm、日東紡績製、WEA−1078S)に含浸し、120℃の加熱炉で2分乾燥してプリプレグを得た。なお、得られたプリプレグ中の樹脂組成物の反応率は、5%であった。
【0101】
(3)金属箔付きプリプレグの作製
上述のプリプレグに銅箔(古河サーキットフォイル社製、GTS、厚さ18μm)を圧力2.5MPa、温度120℃で15分加熱加圧成形を行い、絶縁層の厚さ100μmの金属箔付きプリプレグを得た。なお、得られたプリプレグ中の樹脂組成物の反応率は、5%のままであった。
【0102】
(実施例2)
第1の熱硬化性樹脂を13部、第2の熱硬化性樹脂13部、吸湿性の低い樹脂を8部、硬化剤を6部とした以外は、実施例1と同様に行った。
【0103】
(実施例3)
プリプレグ作製時に乾燥温度160℃にして、プリプレグ中の樹脂組成物の反応率を20%にした以外は、実施例1と同様にした。
【0104】
(実施例4)
プリプレグ作製時に乾燥温度170℃にして、プリプレグ中の樹脂組成物の反応率を30%にした以外は、実施例1と同様にした。
【0105】
(実施例5)
第1の熱硬化性樹脂として、プリマセットPT−60を200℃で15分加熱処理したプリマセットPT−60A(重量平均分子量6,000)を用いた以外は、実施例1と同様に行った。
【0106】
(実施例6)
第2の熱硬化性樹脂として、ビスE型シアネート樹脂(ロンザジャパン株式会社製、LACY)を用いた以外は実施例1と同様にした。
【0107】
(実施例7)
第1の熱硬化性樹脂の含有量を18.5部とし、第2の熱硬化性樹脂の含有量を1.5部とした以外は、実施例1と同様にした。
【0108】
(実施例8)
第1の熱硬化性樹脂の含有量を5部とし、第2の熱硬化性樹脂の含有量を15部とした以外は、実施例1と同様にした。
【0109】
(実施例9)
吸湿性が低い樹脂として、ノルボルネン系樹脂(JSR社製、アートン)を用いた以外は実施例1と同様にした。
【0110】
(実施例10)
第1の熱硬化性樹脂を15部、第2の熱硬化性樹脂を15部、吸湿性が低い樹脂を6部、硬化剤を4部とした以外は、実施例1と同様にした。
【0111】
(実施例11)
硬化剤として、フェノールノボラック樹脂(住友ベークライト社製、PR−51714)を用いた以外は実施例1と同様にした。
【0112】
(実施例12)
充填材として、平均粒径4.4μmのシリカ(電気化学工業株式会社製、FB−5SDX)を用いた以外は、実施例1と同様にした。
【0113】
(実施例13)
充填材として、平均粒径0.7μmのアルミナ(アドマテックス(株)製 AO−802)を用いた以外は、実施例1と同様にした。
【0114】
(実施例14)
第1の熱硬化性樹脂を14部、第2の熱硬化性樹脂を14部、吸湿性が低い樹脂を17部、硬化剤を11部、充填剤を44部とした以外は、実施例1と同様にした。
【0115】
(実施例15)
ガラス繊維基材に変えて有機不織布(アラミド、王子製紙社製、APT-72)を用いた以外は、実施例1と同様にした。
【0116】
(実施例16)
第1の熱硬化性樹脂としてビフェニルジメチレン型エポキシ樹脂(日本化薬株式会社製、NC−3000SH)22部、第2の熱硬化性樹脂としてビスフェノールF型エポキシ樹脂(大日本インキ化学工業株式会社製EP830)10部を用いた以外は、実施例1と同様にした。
【0117】
(比較例1)
第2の熱硬化性樹脂を用いずに、第1の熱硬化性樹脂を20部とした以外は、実施例1と同様にした。
【0118】
(比較例2)
第1の熱硬化性樹脂を用いずに、第2の熱硬化性樹脂を20部とした以外は、実施例1と同様にした。
【0119】
(比較例3)
充填材を用いずに、第1の熱硬化性樹脂を25部、第2の熱硬化性樹脂を25部、吸湿性の低い樹脂を30部、硬化剤を20部とした以外は、実施例1と同様にした。
【0120】
(比較例4)
硬化剤を用いずに、第1の熱硬化性樹脂を10部、第2の熱硬化性樹脂を10部、吸湿性の低い樹脂を20部とした以外は、実施例1と同様にした。
【0121】
上述の実施例および比較例で得られた金属箔付きプリプレグについて、次の評価を行った。評価項目と内容と共に以下に示す。得られた結果を図4として添付した表1に示す。
【0122】
(1)可撓性
可撓性は、金属箔を積層する前のプリプレグを150mm×50mmに切り出し、φ10mmの円柱に巻き付け5秒間維持し、その後の状態を目視で観察した。表中で◎は、全く異常無しを示す。○は、ほとんど異常無しを示す。△は、一部白化するが実用可能なレベルを示す。×は、クラック、剥がれの発生があったものを示す。
【0123】
(2)タックの有無
タックの有無は、金属箔を積層したプリプレグを各温度での指触で評価した。表中で◎は、50℃でタックが無いものを示す。○は、30℃でタックが無いものを示す。△は、30℃で一部タックが有ったものを示す。×は、30℃でタックが有ったものを示す。
【0124】
(3)粉の発生の有無
粉の発生の有無は、50mm×50mmの金属箔を積層したプリプレグを折り曲げて目視で評価した。表中で◎は、30℃以下で折り曲げて粉の発生が無いことを示す。○は、50℃で折り曲げて粉の発生が無いことを示す。△は、50℃で折り曲げて少し粉の発生が有ることを示す。×は、50℃で折り曲げて粉の発生が有ることを示す。
【0125】
(4)フロー
フローは、100cm2の円状に切り出したプリプレグを8枚重ね、170℃、3MPaで5分間プレスした際に、プレス前のプリプレグに対してはみ出した樹脂組成物の重量で評価した。
【0126】
(5)レーザービア加工性
レーザービア加工性は、金属箔を積層したプリプレグをCO2レーザーで100μmの穴を開け、その断面を電子顕微鏡で観察して評価した。表中で◎は、剥離、クラックおよびビア壁面荒れ無しを示す。○は、剥離、クラックは無く、壁面荒れがあるが実用可能レベルを示す。△は、剥離、クラックが一部有りを示す。×は、剥離、クラック有りを示す。
【0127】
図4として添付した表1に示すように、実施例1〜16のプリプレグは、可撓性に優れていた。
【0128】
また、実施例1〜5、7、9〜13および15、16のプリプレグは、特にタックが少ないものであった。
【0129】
また、実施例1〜3、5、6および8〜16のプリプレグは、特に粉落ちの発生が少なくっていた。
また、実施例15、16はレーザービア加工性にも特に優れていた。
【0130】
次に、積層板の実施例および比較例について詳細に説明する。
積層板の作製
【0131】
(実施例1a〜16a)
上述の実施例1〜16で得られた金属箔を積層する前のプリプレグを各々8枚重ね、上
下に厚さ18μmの電解銅箔(古河サーキットフォイル社製 GTS)を重ねて、常温から3℃/分で昇温、200℃で90分、圧力2.5MPaで加熱加圧成形を行い、厚さ0.8mmの積層板を得た。
【0132】
(比較例1a〜4a)
上述の比較例1a〜4aで得られた金属箔を積層する前のプリプレグを各々8枚重ね、上下に厚さ18μmの電解銅箔(古河サーキットフォイル社製 GTS)を重ねて、常温から3℃/分で昇温、200℃で90分、圧力2.5MPaで加熱加圧成形を行い、厚さ0.8mmの積層板を得た。
【0133】
上述の実施例および比較例で得られた積層板について、次の評価を行った。評価項目と内容と共に以下に示す。得られた結果を図5として添付した表2に示す。
【0134】
(1)難燃性
上述の積層板をエッチング処理することにより、金属箔を除去して得られたサンプルをUL−94に従い垂直法で測定した。
【0135】
(2)耐吸湿耐熱性
積層板から50mm×50mmに切り出し、JIS6481に従い裏面、及び、表半面の銅箔をエッチングしてテストピースを作製した。121℃のプレッシャークッカーで処理した後、260℃のはんだ槽に銅箔面を下にして浮かべた。そしてフクレが発生する時間を計測した。
【0136】
(3)熱膨張係数
積層板の銅箔をエッチングし、2mm×2mmのテストピースを切り出し、TMAを用いて厚み方向(Z方向)の熱膨張係数を5℃/分で測定した。
【0137】
図5として添付した表2から明らかなように、実施例1〜16は、難燃性に優れており、特に実施例1〜8および9〜14は、UL燃焼試験のV−0レベルであった。
【0138】
また、特に実施例1〜5、7、8および9〜12は低熱膨脹係数であった。
【0139】
次に、半導体パッケージの実施例および比較例について詳細に説明する。
半導体パッケージの作製
【0140】
(実施例1b〜16b)
上述の実施例1a〜16aで得られた金属箔付きプリプレグに、ドライフィルムレジスト(ニチゴー・モートン社製 38A212)を形成した後、所定形状を有する導体パターンを露光し、エッチングレジスト層を炭酸ナトリウム1.5wt%水溶液で現像した。このドライフィルムレジストをマスクとして金属箔をエッチングし、水酸化ナトリウム3wt%水溶液でレジストの除去することにより所定の導体パターンを作製した。
【0141】
次に、前記金属箔付きプリプレグの導体パターンを覆うようにドライフィルムソルダーレジスト(住友ベークライト社製 CFP−1122)で被覆層を形成した後、所定の形状を有するパターンを露光し、被覆層を水酸化ナトリウム1.5wt%水溶液で現像した。
【0142】
次に、上述のプリプレグの樹脂面にCO2レーザーでビア孔を形成し、インターポーザを作製した。
【0143】
前記金属箔付きプリプレグからなるインターポーザに、半導体素子を以下のように搭載した。マウントツールで半田バンプを有するフリップチップタイプの半導体素子を吸着して移送し、半導体素子と予熱した金属箔付きプリプレグとの位置合わせを行った。その後、半導体素子をインターポーザに搭載した。そして、最適温度で、3kg/cm2、10秒間熱圧着した。その後、200℃、60分間アフターキュアして、半導体パッケージを得た。
【0144】
(比較例1b〜4b)
上述の比較例3a〜4aで得られた金属箔付きプリプレグに、ドライフィルムレジスト(ニチゴー・モートン社製 38A212)を形成した後、所定形状を有する導体パターンを露光し、エッチングレジスト層を炭酸ナトリウム1.5wt%水溶液で現像した。このドライフィルムレジストをマスクとして金属箔をエッチングし、水酸化ナトリウム3wt%水溶液でレジストの除去することにより所定の導体パターンを作製した。
【0145】
次に、前記金属箔付きプリプレグの導体パターンを覆うようにドライフィルムソルダーレジスト(住友ベークライト社製 CFP−1122)で被覆層を形成した後、所定の形状を有するパターンを露光し、被覆層を水酸化ナトリウム1.5wt%水溶液で現像した。
【0146】
次に、上述のプリプレグの樹脂面にCO2レーザーでビア孔を形成し、インターポーザを作製した。
【0147】
前記金属箔付きプリプレグからなるインターポーザに、半導体素子を以下のように搭載した。マウントツールで半田バンプを有するフリップチップタイプの半導体素子を吸着して移送し、半導体素子と予熱した金属箔付きプリプレグとの位置合わせを行った。その後、半導体素子をインターポーザに搭載した。そして、最適温度で、3kg/cm2、10秒間熱圧着した。その後、200℃、60分間アフターキュアして、半導体パッケージを得た。
【0148】
なお、比較例1aおよび2aで得られた金属箔付きプリプレグに関しては、タックおよび粉落ち性を有していたため、半導体パッケージの作製を行えなかった。
【0149】
上述の実施例および比較例により得られた半導体パッケージについて、以下の評価を行った。評価項目を内容と共に以下に示す。得られた結果を図6として添付した表3に示す。
【0150】
(1)温度サイクル試験
温度サイクル試験は、半導体パッケージの初期導通を確認後、−40℃で30分、125℃で30分を1サイクルとする試験を実施した。投入した10個の半導体パッケージの、温度サイクル試験1000サイクル後の断線不良数測定した。
【0151】
(2)吸湿絶縁性
吸湿絶縁性は、半導体パッケージの初期絶縁抵抗を測定した後、85℃/85%RHの雰囲気中で、直流電圧5.5Vを印加し、1000時間経過後の絶縁抵抗を測定した。測定時の印加電圧は100Vで1分とし、初期絶縁抵抗および処理後絶縁抵抗を測定した。なお、絶縁抵抗は、ライン/スペース=50μm/50μmの櫛型電極で測定した。
【0152】
図6として添付した表3から明らかなように、実施例1b〜16bは、温度サイクル試験および吸湿絶縁性に優れており、信頼性に優れていることが確認された。
【0153】
また、実施例1b〜16bで得られた半導体パッケージは、得られた半導体パッケージの厚さは、従来品と比較して120μm薄くなった。
【0154】
また、実施例1b〜16bで得られた半導体パッケージは、薄くしても割れが発生し難いため、薄型化が可能なものであった。さらに、薄型化が可能となることにより、配線距離を短くすることができるので高速動作が可能となるものであった。
【産業上の利用可能性】
【0155】
本発明によれば、プリプレグにしたときにタックの発生が無く、可撓性に優れる樹脂組成物を提供することができる。
【0156】
また、特定の分子量を有するシアネート樹脂を用いた場合、上述の効果に加え、プリプレグからの粉の発生を防止することができる。
【0157】
また、特定のシアネート樹脂を用いた場合、上述の効果に加え、プリプレグの熱膨張係数を低下することができる。
【0158】
また、本発明によれば、可撓性および耐薬品性にすぐれたプリプレグを提供することができ、更にはプリプレグ中における樹脂組成物が未硬化であっても作業性に優れるプリプレグを提供することができる。
【0159】
さらには、回路加工可能な金属箔を有するプリプレグを提供することができる。
また、本発明によれば、接着封止性を有するインターポーザからなる半導体パッケージを提供することができる。
【符号の説明】
【0160】
1 プリプレグ
11 シート状基材
12 樹脂組成物
2 金属箔付きプリプレグ
21 シート状基材
22 樹脂組成物
23 金属箔
3 半導体パッケージ
31 回路加工されたプリプレグ
32 ソルダーレジスト層
33 ICチップ
34 回路
35 半田ボール
36 ランド
37 ビア孔
38 バンプ
【特許請求の範囲】
【請求項1】
基材に含浸させてシート状のプリプレグを形成するために用いる樹脂組成物であって、
第1の熱硬化性樹脂と、第1の熱硬化性樹脂よりも重量平均分子量の低い第2の熱硬化性樹脂と、硬化剤と、充填剤とを含むことを特徴とする樹脂組成物。
【請求項2】
更に前記第1および第2の熱硬化性樹脂よりも吸湿性が低い樹脂を含むものである請求項1に記載の樹脂組成物。
【請求項3】
前記熱硬化性樹脂は、エポキシ樹脂またはシアネート樹脂である請求項1に記載の樹脂組成物。
【請求項4】
前記第1の熱硬化性樹脂の重量平均分子量は、2,000以上である請求項1に記載の樹脂組成物。
【請求項5】
前記第2の熱硬化性樹脂の重量平均分子量は、1,500以下である請求項1に記載の樹脂組成物。
【請求項6】
前記第1と第2の熱硬化性樹脂の少なくとも一方がシアネート樹脂を含むものである請求項1に記載の樹脂組成物。
【請求項7】
前記シアネート樹脂は、ノボラック型シアネート樹脂である請求項6に記載の樹脂組成物。
【請求項8】
前記第2の熱硬化性樹脂およびまたは硬化剤の少なくとも一方が常温で液状である請求項1に記載の樹脂組成物。
【請求項9】
前記充填剤は、粉末状の無機充填剤である請求項1に記載の樹脂組成物。
【請求項10】
前記充填剤は、シリカである請求項1に記載の樹脂組成物。
【請求項11】
前記充填剤は、粉末状であり、その平均粒径が2μm以下である請求項1に記載の樹脂組成物。
【請求項12】
前記充填剤の含有量は、樹脂組成物全体の40〜80重量%である請求項1に記載の樹脂組成物。
【請求項13】
請求項1に記載の樹脂組成物を基材に含浸してなることを特徴とするプリプレグ。
【請求項14】
前記プリプレグ中における前記樹脂組成物の反応率は、30%以下である請求項13に記載のプリプレグ。
【請求項15】
前記基材は、開繊加工されたガラス繊維基材である請求項13に記載のプリプレグ。
【請求項16】
前記基材は、有機繊維で構成される不織布である請求項13に記載のプリプレグ。
【請求項17】
請求項13に記載のプリプレグの少なくとも片面に金属箔を積層してなることを特徴とするプリプレグ。
【請求項18】
請求項13に記載のプリプレグに金属箔を積層し、加熱加圧成形してなる積層板。
【請求項19】
請求項17に記載のプリプレグにICチップを搭載してなる半導体パッケージ。
【請求項1】
基材に含浸させてシート状のプリプレグを形成するために用いる樹脂組成物であって、
第1の熱硬化性樹脂と、第1の熱硬化性樹脂よりも重量平均分子量の低い第2の熱硬化性樹脂と、硬化剤と、充填剤とを含むことを特徴とする樹脂組成物。
【請求項2】
更に前記第1および第2の熱硬化性樹脂よりも吸湿性が低い樹脂を含むものである請求項1に記載の樹脂組成物。
【請求項3】
前記熱硬化性樹脂は、エポキシ樹脂またはシアネート樹脂である請求項1に記載の樹脂組成物。
【請求項4】
前記第1の熱硬化性樹脂の重量平均分子量は、2,000以上である請求項1に記載の樹脂組成物。
【請求項5】
前記第2の熱硬化性樹脂の重量平均分子量は、1,500以下である請求項1に記載の樹脂組成物。
【請求項6】
前記第1と第2の熱硬化性樹脂の少なくとも一方がシアネート樹脂を含むものである請求項1に記載の樹脂組成物。
【請求項7】
前記シアネート樹脂は、ノボラック型シアネート樹脂である請求項6に記載の樹脂組成物。
【請求項8】
前記第2の熱硬化性樹脂およびまたは硬化剤の少なくとも一方が常温で液状である請求項1に記載の樹脂組成物。
【請求項9】
前記充填剤は、粉末状の無機充填剤である請求項1に記載の樹脂組成物。
【請求項10】
前記充填剤は、シリカである請求項1に記載の樹脂組成物。
【請求項11】
前記充填剤は、粉末状であり、その平均粒径が2μm以下である請求項1に記載の樹脂組成物。
【請求項12】
前記充填剤の含有量は、樹脂組成物全体の40〜80重量%である請求項1に記載の樹脂組成物。
【請求項13】
請求項1に記載の樹脂組成物を基材に含浸してなることを特徴とするプリプレグ。
【請求項14】
前記プリプレグ中における前記樹脂組成物の反応率は、30%以下である請求項13に記載のプリプレグ。
【請求項15】
前記基材は、開繊加工されたガラス繊維基材である請求項13に記載のプリプレグ。
【請求項16】
前記基材は、有機繊維で構成される不織布である請求項13に記載のプリプレグ。
【請求項17】
請求項13に記載のプリプレグの少なくとも片面に金属箔を積層してなることを特徴とするプリプレグ。
【請求項18】
請求項13に記載のプリプレグに金属箔を積層し、加熱加圧成形してなる積層板。
【請求項19】
請求項17に記載のプリプレグにICチップを搭載してなる半導体パッケージ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−31428(P2012−31428A)
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願番号】特願2011−227550(P2011−227550)
【出願日】平成23年10月17日(2011.10.17)
【分割の表示】特願2006−5863(P2006−5863)の分割
【原出願日】平成14年8月30日(2002.8.30)
【出願人】(000002141)住友ベークライト株式会社 (2,927)
【Fターム(参考)】
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願日】平成23年10月17日(2011.10.17)
【分割の表示】特願2006−5863(P2006−5863)の分割
【原出願日】平成14年8月30日(2002.8.30)
【出願人】(000002141)住友ベークライト株式会社 (2,927)
【Fターム(参考)】
[ Back to top ]